
Abstract
Vanadium-titanium magnetite has coarse particle size, small specific surface area, poor surface hydrophilicity and low strength when being made into pellets. However, vanadium-titanium magnetite pellet also has a certain application requirement due to its large reserves and high comprehensive utilisation value. Therefore, this article investigated the effects of water ratio, bentonite ratio, vanadium-titanium magnetite ratio, CaO ratio and roasting temperature on the strength of pellets. The results showed that better parameters of green pellets were obtained as follows: the water ratio was 9%, the bentonite ratio was 2.5% and the vanadium-titanium magnetite ratio was 25%. There was no obvious relationship between the CaO ratio and green pellet strength. Better preparation parameters of roasted pellets were as follows: water ratio was 9%, bentonite ratio 2%, vanadium-titanium magnetite ratio 25%, CaO ratio 1% and roasting temperature 1300°C. This provides guidance for the effective use of vanadium-titanium magnetite.
Introduction
China's hot metal production has been ranked first in the world for several years. In 2023, the total hot metal production has exceeded 1 billion tons in China.1,2 However, China's iron and steel industry faces severe challenges due to the contradiction between the supply and demand for iron ore. Although China has abundant iron ore reserves, the characteristics of the iron ore resources are short of high-grade rich ores, but abundant at low-grade ores with associated minerals. Therefore, more than 70% iron ores are imported from other countries to maintain the operation of iron and steel companies in China for years. In order to broaden the sources of iron ore resources, it is imperative to utilise lean iron ores and complex iron ores produced in China.3–5
As a kind of iron ore with large reserves, vanadium-titanium magnetite has great utilisation value.6,7 The reserves of proven vanadium-titanium magnetite in China have reached more than 18 billion tons, ranking first in the world. 8 The utilisation of vanadium-titanium magnetite can be divided into two categories, namely, as raw materials for blast furnace ironmaking and nonblast furnace ironmaking.9,10 More than 90% of China's steel production capacity depends on long-process steelmaking. Therefore, blast furnace ironmaking will continue to occupy a major position in the future development of China's iron and steel industry. Improving the utilisation rate of vanadium-titanium magnetite in blast furnaces is crucial to the sustainable development of China's iron and steel industry. 11 At present, the burden structure of blast furnace smelting in China is mostly based on high-basicity sinter, with an average proportion of more than 70%. Under the dual-carbon strategy in China, due to the high emission and high energy consumption of sinter production, the proportion of pellet tends to be increased recently. High proportion of pellet smelting still faces many challenges, such as the reduction and expansion of pellets, small particle size, and easy rolling, which have a great impact on the distribution of gas flow. However, it is still very promising to increase the proportion of pellet in blast furnace in China due to its low emissions. Therefore, improving the structure of blast furnace raw materials and increasing the proportion of pellets in the blast furnace will be beneficial for the green, environmentally friendly, and efficient development of the iron and steel industry.12–14
The preparation of oxidised pellets from vanadium-titanium magnetite has become the main way of its utilisation. A large number of studies have proved that it is feasible to prepare oxidised pellets from vanadium-titanium magnetite.15–17 Li et al. 16 studied the mechanism of roasting vanadium-titanium magnetite pellets in the shaft furnace of Chengde Steel in detail. The found that the suitable bentonite ratio was about 2% to 3%, the moisture of the green pellets should be controlled at about 8%, the roasting temperature was 1200°C to 1250°C, and the time was about 30 minutes, but it was mainly aimed at Chengde vanadium-titanium magnetite. Han et al. 18 used vanadium-titanium magnetite in western Liaoning to prepare oxidised pellets and studied the pre-heating characteristics and roasting characteristics of pellets. The results showed that under the better pre-heating system, the suitable roasting temperature and time were 1100 °C and 15 minutes, respectively. In addition, studies have shown that pre-grinding can improve the balling ability and the quality of green pellets.19,20 At the same time, a lot of research has developed new organic binders to replace bentonite to improve the green pellet performance of vanadium-titanium magnetite. However, on the one hand, the pre-heating pellet strength obtained is poor, on the other hand, the organic binder is easy to decompose at high temperatures, resulting in serious pellet pulverisation in the smelting process, so it is difficult to meet the domestic pellet production process requirements.21–24 It can be found that the use of bentonite as a binder is still the focus of the preparation of vanadium-titanium magnetite pellets. Although a large number of studies have shown that it is feasible to use vanadium-titanium magnetite to prepare oxidised pellets, the content of V and Ti in single vanadium-titanium magnetite oxidised pellets is too high, and the fluidity of molten iron is poor, which is easy to lead to difficulty in iron extraction from blast furnace. It will also have a great impact on the subsequent pre-treatment of molten iron and seriously affect production efficiency.25–27 Therefore, in order to reduce the load of V and Ti on blast furnace smelting and achieve the best utilisation rate of vanadium-titanium magnetite, it is urgent to clarify the optimal process of preparing oxidised pellets by adding vanadium-titanium magnetite to ordinary iron concentrate.
In this article, oxidised pellets containing vanadium-titanium magnetite were prepared by pre-grinding, mixing, pelletising, and roasting. The effects of moisture ratio, bentonite ratio, vanadium-titanium magnetite ratio, calcium oxide ratio, and roasting temperature on the strength of pellets were investigated. The optimum production process of vanadium-bearing titanomagnetite oxidised pellets was established, which provides guidance for the practical production.
Materials and methods
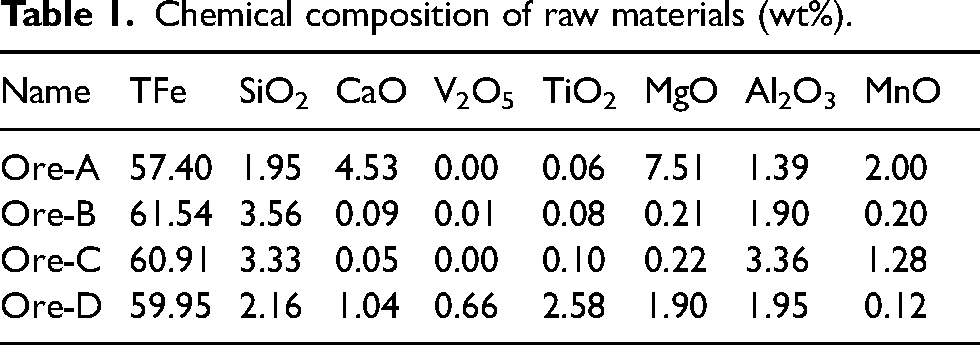
The chemical composition of raw materials used measured by XRF (X-ray fluorescence) in this study is shown in Table 1. Ore-A is haematite fine, Ore-B and Ore-C are ordinary magnetite fines, Ore-D is vanadium-titanium magnetite fine, and its TiO2 content is 2.58%, which belongs to medium-titanium magnetite. Compared with ordinary iron fine, the total iron content of vanadium-titanium magnetite fine is relatively low, while the content of Al2O3 and MgO is at a high level.
Chemical composition of raw materials (wt%).
The main chemical composition and other physical and chemical properties of bentonite used in this study are shown in Tables 2 and 3. The main chemical composition of the bentonite SiO2 reached 57.84%, followed by Al2O3, a content of 16.79%. The main mineral in bentonite is montmorillonite, which can improve the strength of the pellet. The montmorillonite content of bentonite is as high as 90.37%, and the water absorption rate is 442.40%, which is a high-quality bentonite.
Chemical composition of bentonite (wt%).

Main physical properties of bentonite (wt%).

In this experiment, four kinds of ore powders including vanadium-titanium magnetite (Ore-D) were used. Before pelletising, ore powders need to be dried at 105°C for more than 2 hour in the drying oven. The ore powders after drying were then put into the ball grinding mill for grinding (Figure 1). The planetary pellet mill rotation speed was 400r/min, and rotation time was 1 hour. Each ore was grounded into powders with 0.074 mm accounting for around 80%. The iron ore powder mixtures were then added to the disc pelletising machine (shown in Figure 2, the diameter is 500 mm, and the inclination angle is 45° and the rotation speed is 38r/min) to prepare the green pellet. The total weight of the ore powders for each pelletising was 2 kg. During the granulation, water is added precisely. Green pellets with diameters between 10 and 16 mm were selected for further measurements.

Planetary pellet mill.

Disc pelleting machine.
The falling strength was measured by dropping pellets from 50 cm height to the horizontally placed steel plate (YB/T 4848-2020 of China). The time of the falling pellet when cracked was counted and the average time of ten green pellets was selected as the falling strength of the green pellet. The compressive strength was measured using a particle strength tester. The average value was calculated with 10 times of measurements.
Green pellets were divided into two kinds, 10 to 12.5 mm and 12.5 to 16 mm. They were then placed in two corundum crucibles and together put into the muffle furnace. The roasting temperatures were designed as 1200°C, 1250°C and 1300°C. The pre-heating is at 800 °C for 20 min. Then the time from 800°C to 1200°C, 1250°C and 1300°C were set to 85, 95, and 110 min, respectively. After roasting, pellets were cooled to room temperature. The compressive strength of roasted pellets was measured. The average compressive strengths of 10 pellets were calculated as the compressive strength of the pellets.
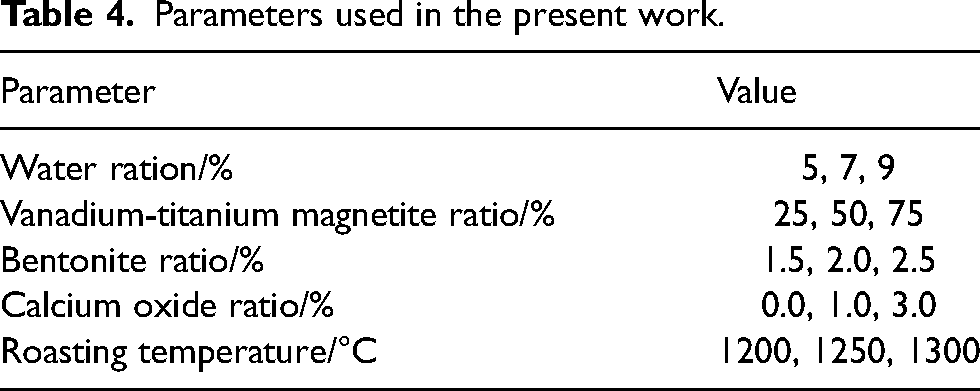
The parameters affecting the pellet quality explored in this experiment were water ratio, vanadium-titanium magnetite ratio, bentonite ratio, calcium oxide ratio, and roasting temperature. The investigated parameters are shown in Table 4. Particularly, the reference conditions of the experiment are 9% water, 25% vanadium-titanium magnetite, 1.5% bentonite, 0% CaO, and a roasting temperature of 1200°C.
Parameters used in the present work.
Result and discussion
Water ratio
The effects of water ratio on compressive strength and falling strength of green pellets were explored under the conditions of vanadium-titanium magnetite ratio of 25%, bentonite ratio of 1.5% and calcium oxide ratio of 0%. The results are shown in Figure 3. In the range of 5% to 9% moisture content, the strength of green pellets both 10 to 12.5 mm and 12.5 to 16 mm increases with the increase of water content, which is because moisture can promote the adhesion of iron oxides in a certain range. As a binder, in a certain range, the more moisture is, the more compact the pellets are and the higher the strength is. It can be found that large particle size pellet has higher compressive strength and falling strength. In particular, to investigate the limit value of the water ratio, an 11% water ratio experiment was conducted. It was found that the average falling strength of the two types of green pellets was less than 3.0. Previous research 28 also found that when the moisture content of the green pellet is too high, the internal particles are no longer bound by capillary water, but gravitational water appears, which reduces the pelletising performance.
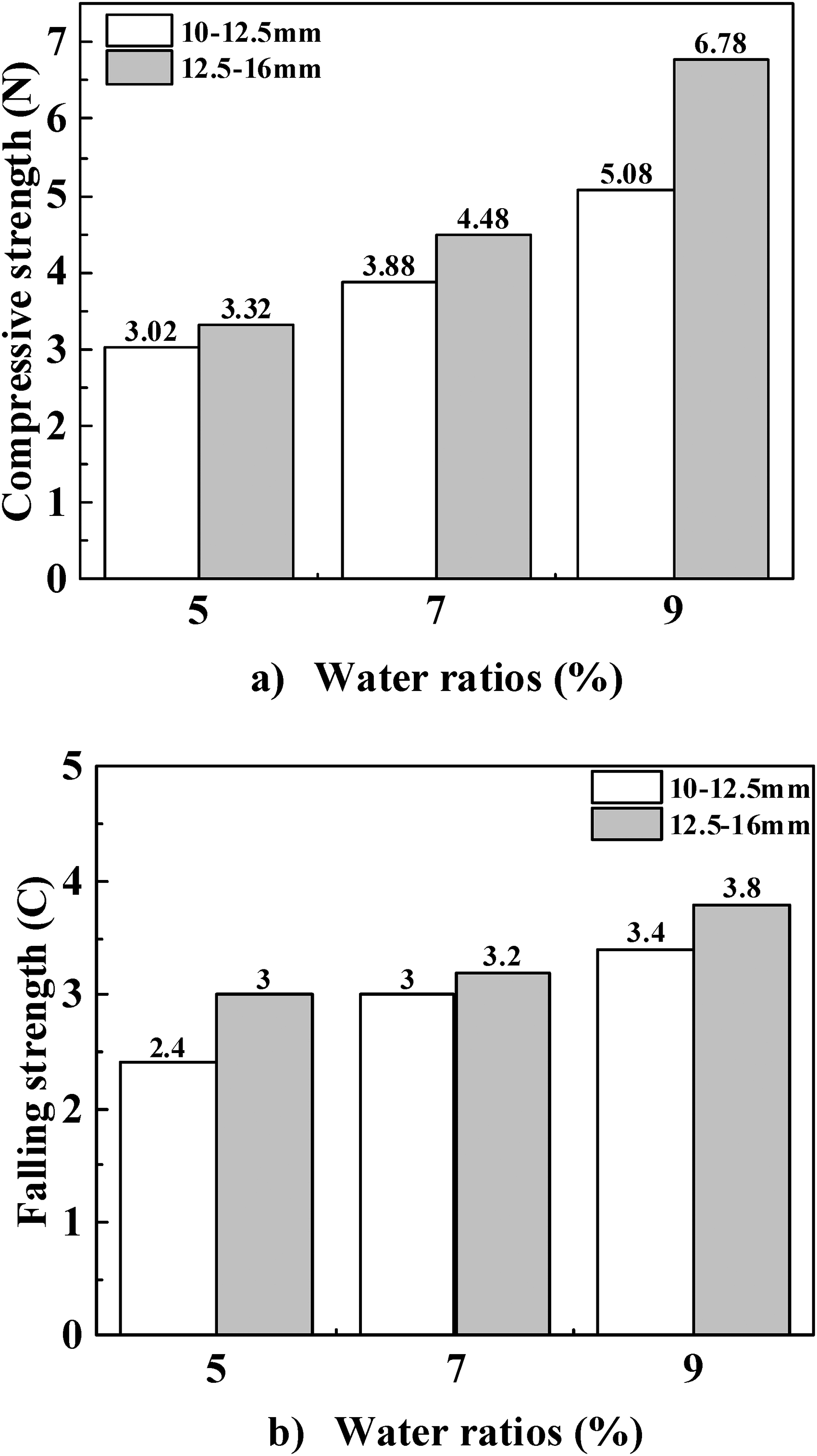
Effect of water distribution ratio on compressive strength and falling strength of green pellets.
It should be noticed that under this process, the green pellets with 12.5 to 16 mm particle size have better balling performance those with 10 to 12.5 mm particle size. Taking the 9% water ratio as an example, it can be found that the water content of 12.5 to 16 mm green pellets is higher than that of 10 to 12.5 mm green pellets. Therefore, in the appropriate water range, the capillary force between mineral powder particles in 12.5 to 16 mm green pellets is stronger, so its strength is higher.
Figure 4 shows the compressive strength of roasted pellets after a roasting temperature of 1200°C under three different water distribution ratios. In the range of water content from 5% to 9%, the strength of roasted pellets increases with the increase in water content. This is because more water helps iron ore particles bond closer at the green pellet making period, which makes it better for the crystal consolidation of pellets at high temperature roasting period.
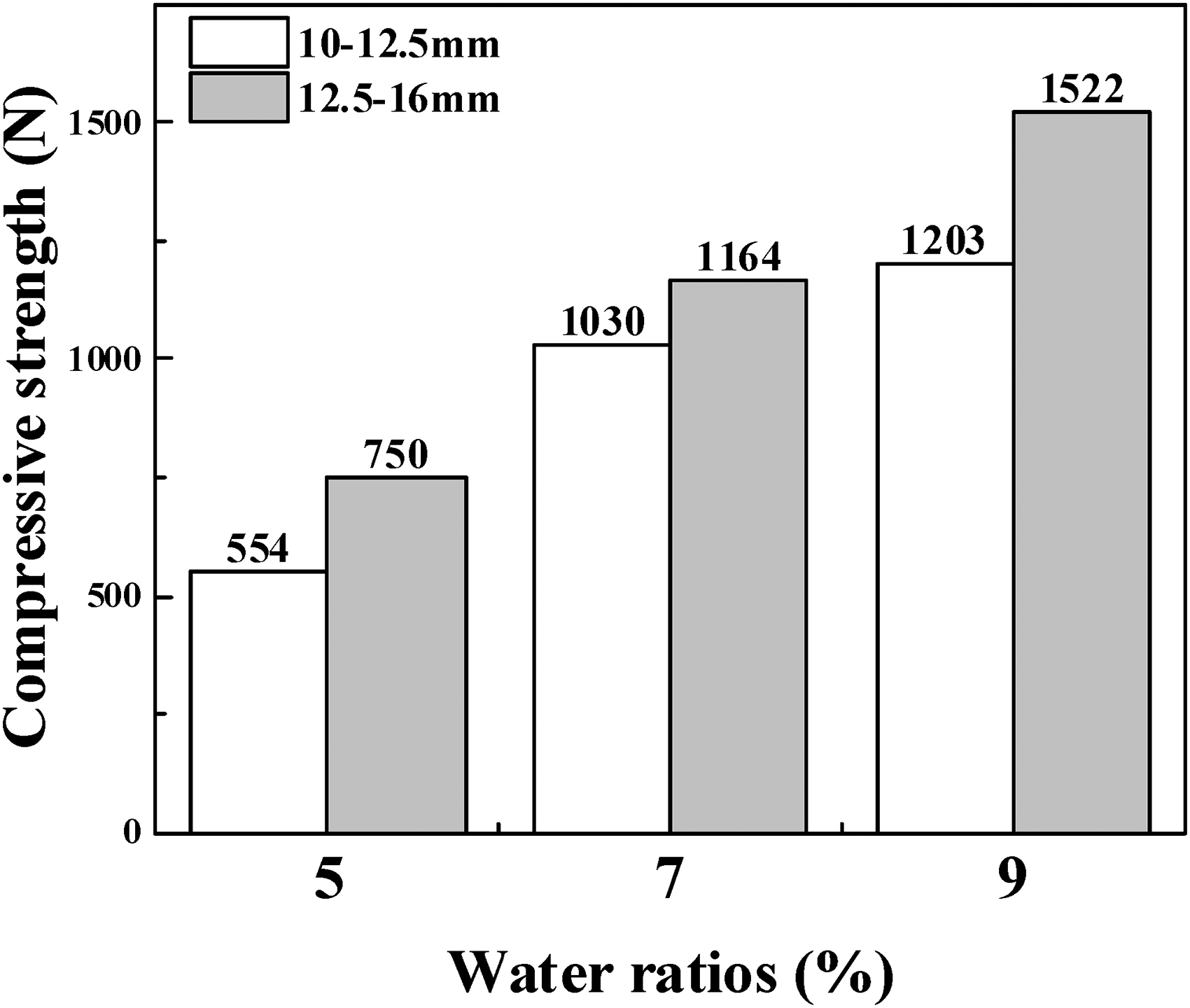
Effect of water distribution ratio on compressive strength of roasted pellets.
Bentonite ratio
The effects of bentonite ratio on compressive strength and falling strength of green pellets were explored under the conditions of vanadium-titanium magnetite ratio of 25%, water ratio of 9%, and calcium oxide ratio of 0%. The results are shown in Figure 5. The strength of the pellets increases with the increase of bentonite content in the range of 1.5% to 2.5%. This is because bentonite itself is very good binder in the pellets, which makes the components of the pellets more closely bonded.
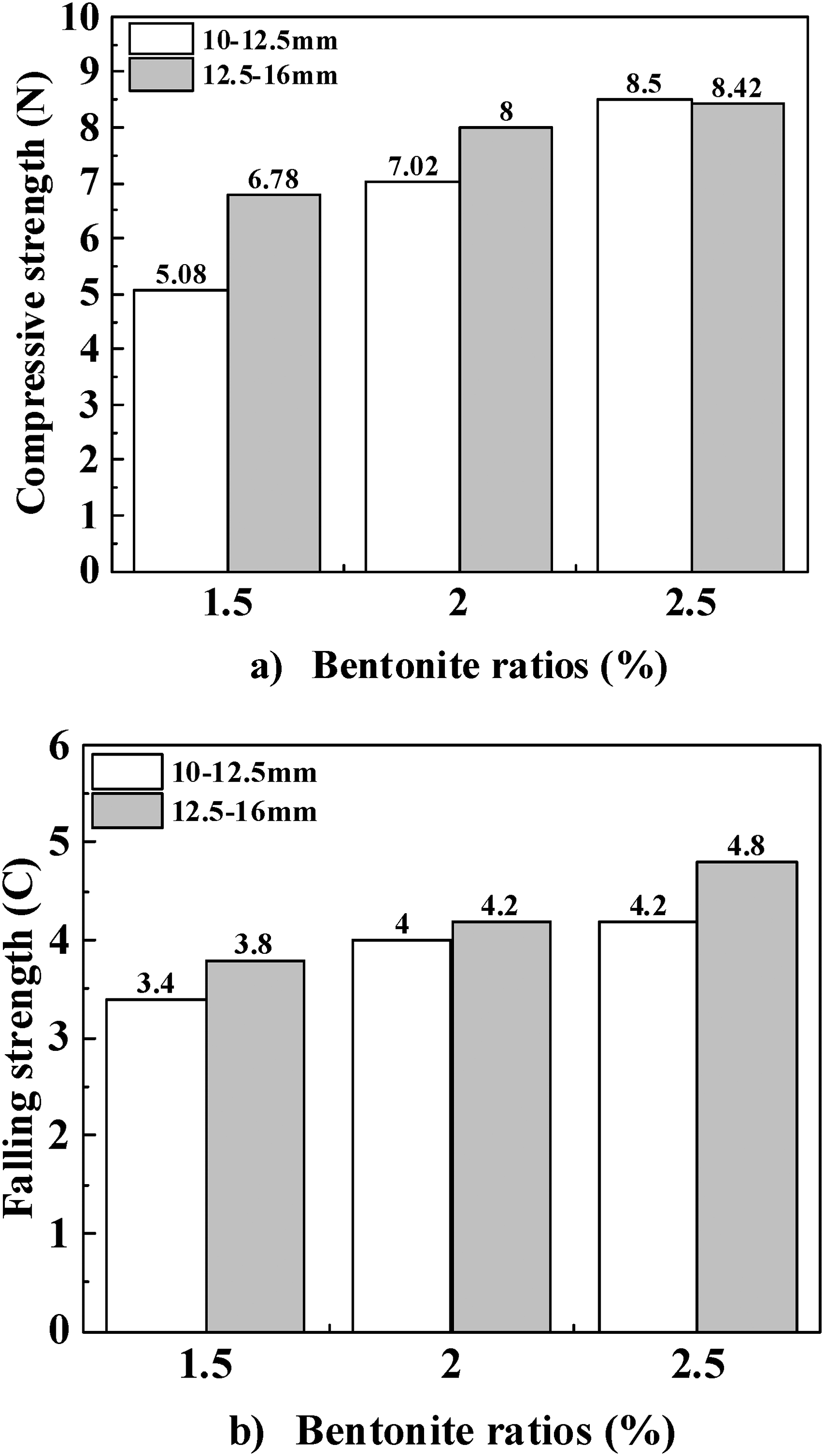
Effect of bentonite ratio on compressive strength and falling strength of green pellets.
Figure 6 is the compressive strength of roasted pellets obtained under three different bentonite ratios after a roasting temperature of 1200°C.
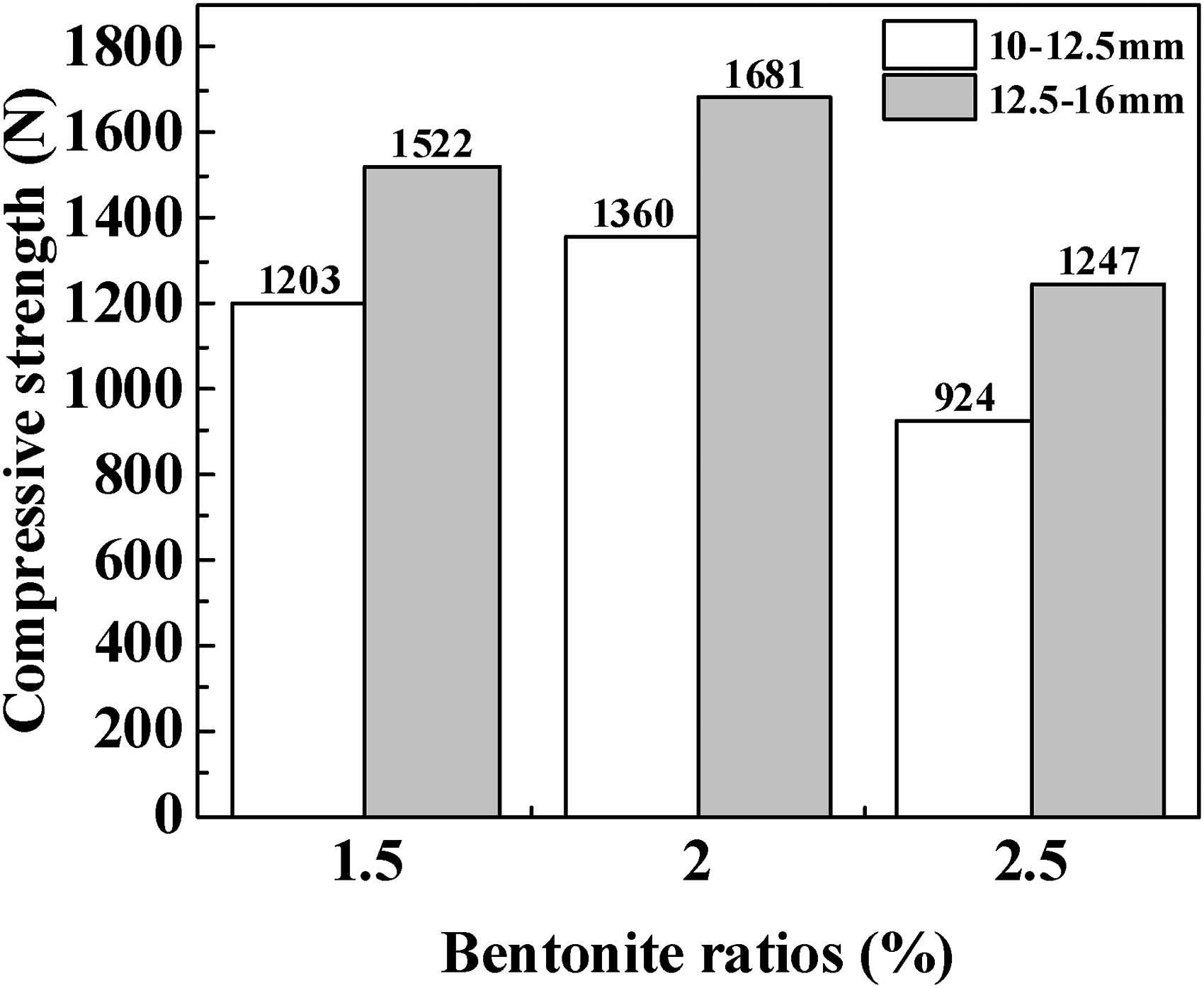
Effect of bentonite ratio on compressive strength of roasted pellets.
After roasting, with the increase of bentonite content, the compressive strength of pellets increases first and then decreases. The compressive strength of the pellets containing 2% bentonite is the highest. This is because that the factor determining the compressive strength of the roasted pellets is the Fe2O3 in pellets. With the increase in temperature, Fe3O4 is transformed into new Fe2O3 crystals during the roasting period, resulting in a sharp rise in the strength of the pellets, and a suitable amount of bentonite will promote this process. The relevant studies have confirmed that the consolidation of vanadium titanomagnetite oxidised pellets mainly depends on the recrystallisation of Fe2O3.29,30
The microstructures of the pellets after roasting with bentonite ratios of 0%, 2.0% and 2.5% are shown in Figure 7. It can be found that there are more pores in the pellets after roasting, and the haematite particles are larger when the proportion of bentonite is 0%. Excessive pores inhibit the recrystallisation of haematite. With the addition of bentonite, the internal pores of the pellets become smaller, and the increase of the liquid phase accelerates the diffusion and growth of the crystal, and the degree of haematite crystal bonding is better, so the strength increases. At the same time, once the bentonite is excessive as shown in Figure 7(c), it will lead to excessive SiO2 in the pellets, surrounded by more silicate minerals around haematite, and inhibit the oxidation reaction to develop inside the particles, which prevents the recrystallisation of Fe2O3 and reduces the compressive strength of the pellets. Therefore, there exists the best bentonite ratio in pellet making, which is 2.0% for the present experiments.
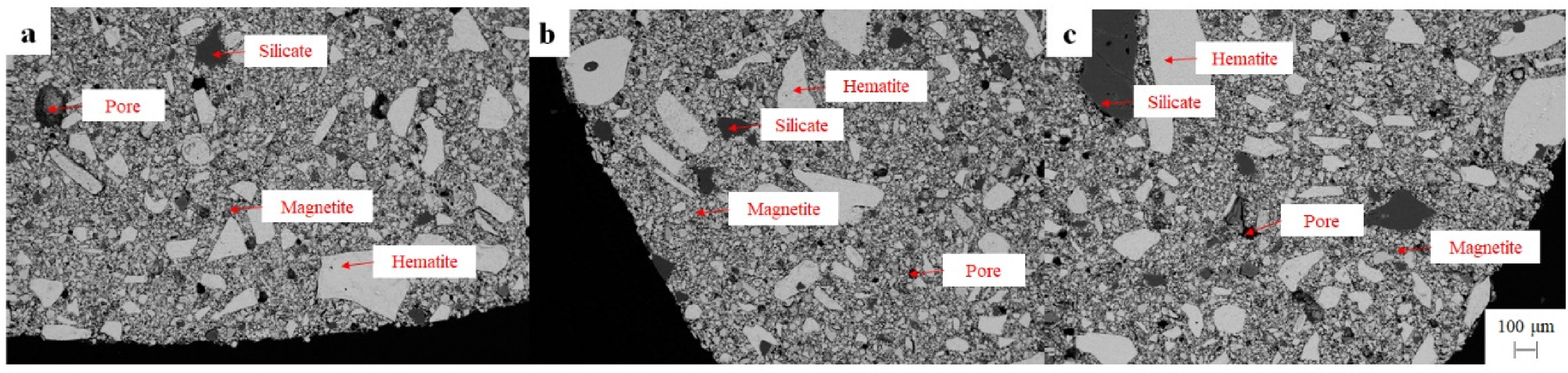
Microstructures of pellets after roasting: (a) 0% bentonite; (b) 2.0% bentonite; and (c) 2.5% bentonite.
Vanadium-titanium magnetite ratio
The effects of vanadium-titanium magnetite ratio on compressive strength and falling strength of green pellets were explored under the conditions of bentonite ratio of 1.5%, water ratio of 9%, and calcium oxide ratio of 0%. The results are shown in Figure 8. The green pellet strength decreases with the increase of the proportion of vanadium-titanium magnetite.
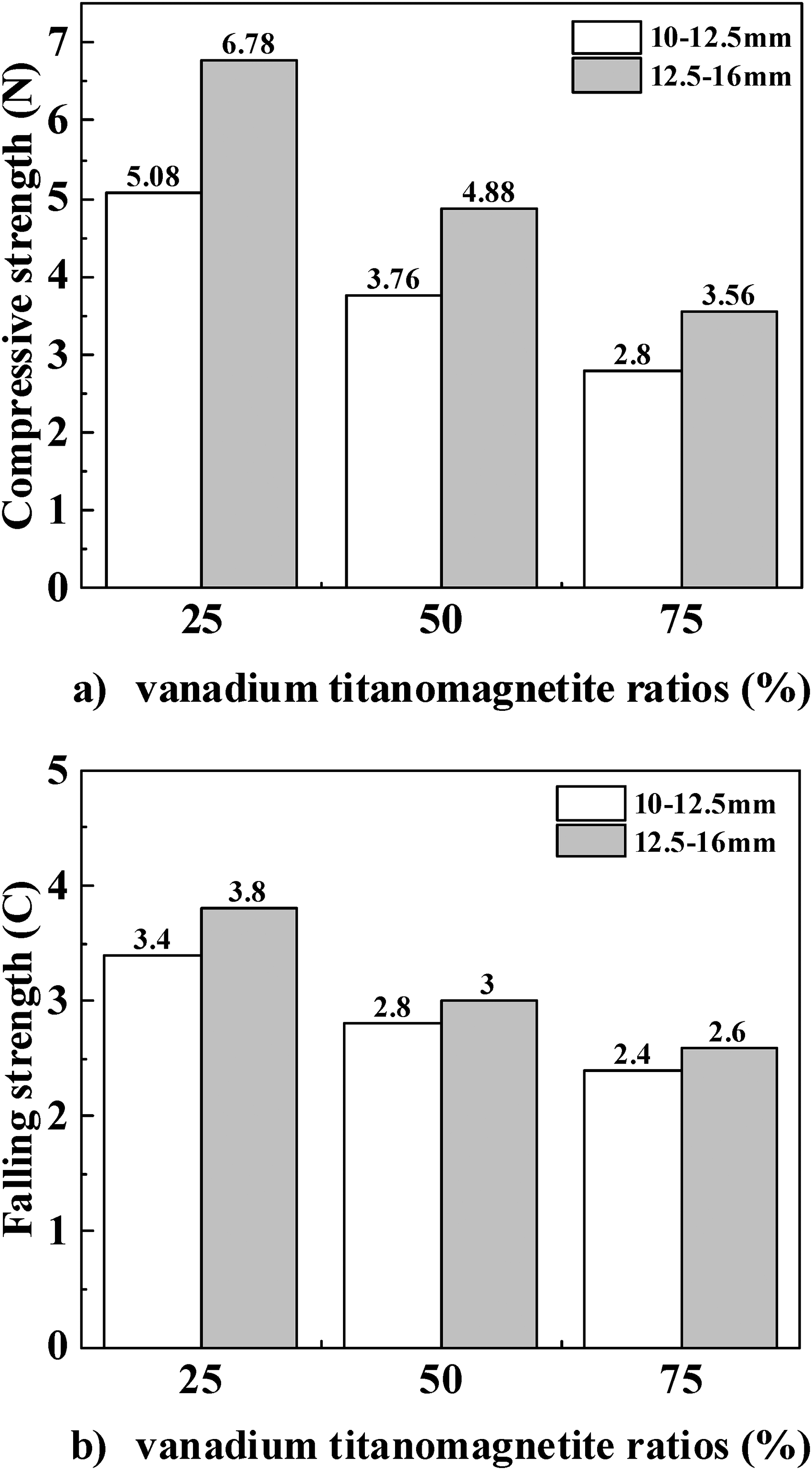
Effect of vanadium-titanium magnetite ratio on compressive strength and falling strength of green pellets.
The particle size distribution of iron ores is shown in Table 5. Before pelletising, the ore powders were then put into the ball grinding mill for grinding. The planetary pellet mill rotation speed was 400r/min, rotation time was 1 hour. Each ore was grounded into powders with 0.074 mm accounting for 80%. Therefore, the original particle size of various iron ore powders is not much different.
The particle size distribution of iron ores (%).

Figure 9 shows the compressive strength of roasted pellets obtained under three different ratios of vanadium-titanium magnetite after a roasting temperature of 1200°C. The larger the proportion of vanadium-titanium magnetite, the smaller the compressive strength of roasted pellets. As shown in Figure 10, the microstructures of pellets after roasting with 25% and 75% vanadium-titanium magnetite are shown, respectively. It can be seen that when the proportion of vanadium-titanium magnetite is 25%, there are more white haematite crystal regions in the pellets, and there are haematite particles with larger particle size. Increasing the proportion of vanadium titanomagnetite, it can be seen from Figure 10(b) that there are still lots of light grey magnetite, and the distributed silicate liquid phase hinders the recrystallisation and growth of Fe2O3, which leads the strength to decrease.
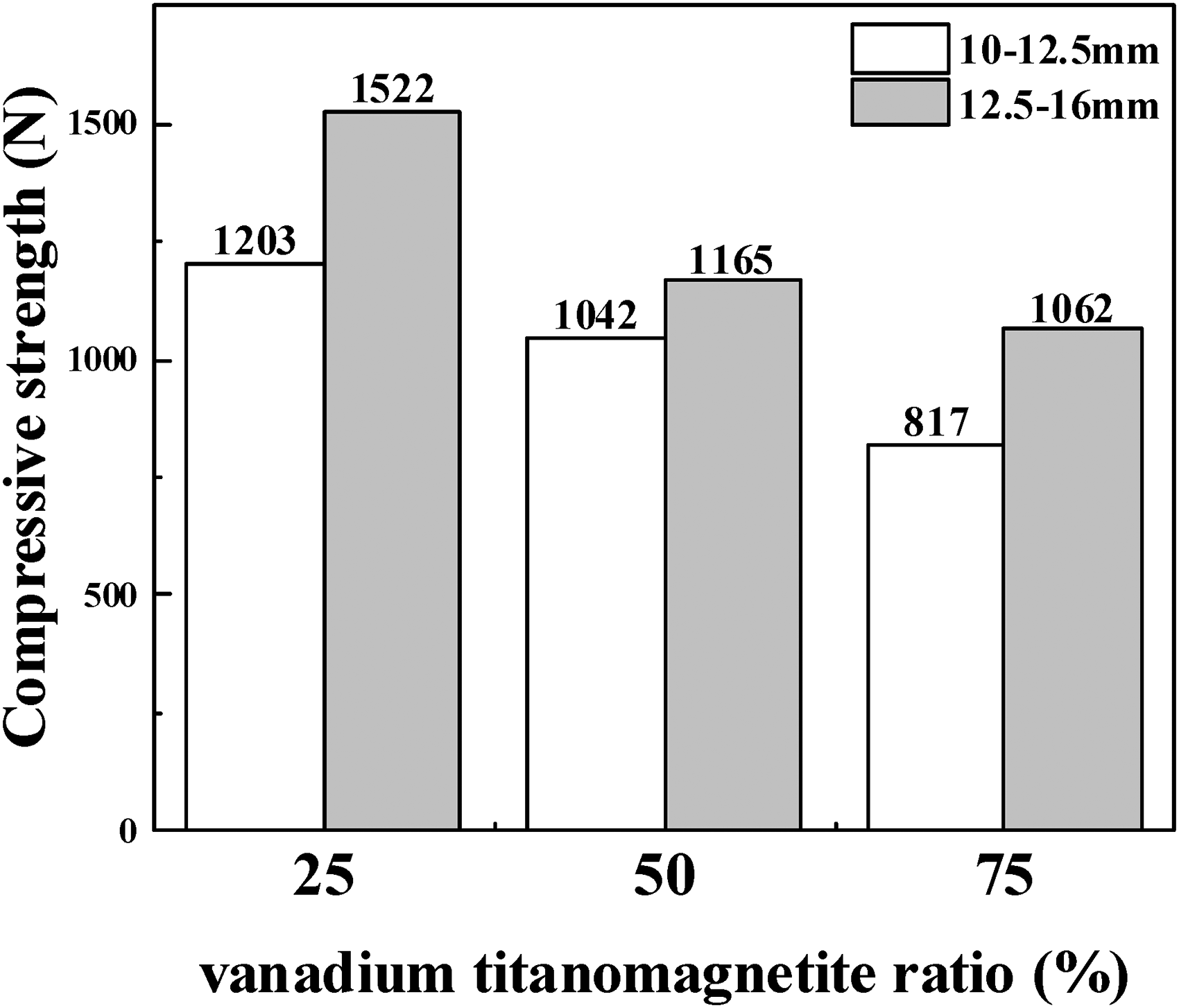
Effect of vanadium-titanium magnetite ratio on compressive strength of roasted pellets.
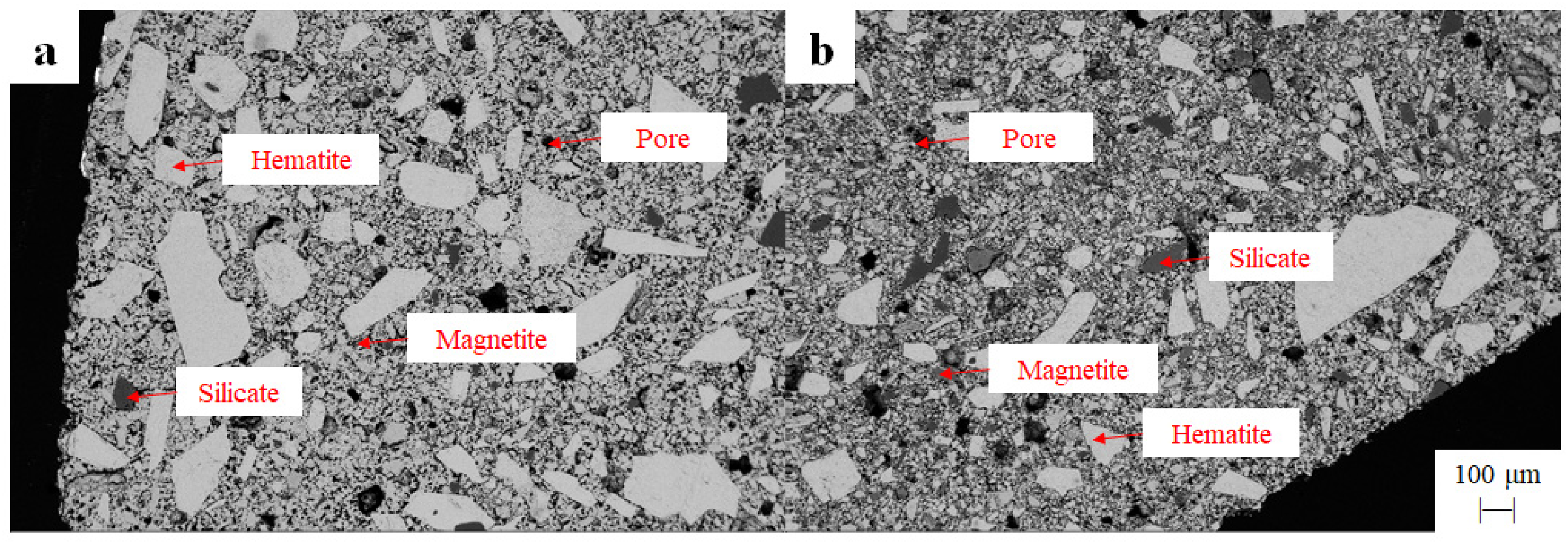
Microstructures of pellets after roasting: (a) 25% vanadium-titanium magnetite ratio and (b) 75% vanadium-titanium magnetite ratio.
CaO ratio
After calculation, the basicity of the pellet is 0.41 when adding 0% CaO, which is an acidic pellet and the basicity becomes 1.24 when adding 3% CaO, which is an alkaline pellet. The effects of the CaO ratio on compressive strength and falling strength of green pellets were explored under the conditions of bentonite ratio of 1.5%, water ratio of 9%, and vanadium-titanium magnetite ratio of 25%. The results are shown in Figure 11. The strength of the pellet has no obvious change. It can be found that CaO does not affect the mechanical strength of the green pellet in the range of 0% to 3%.
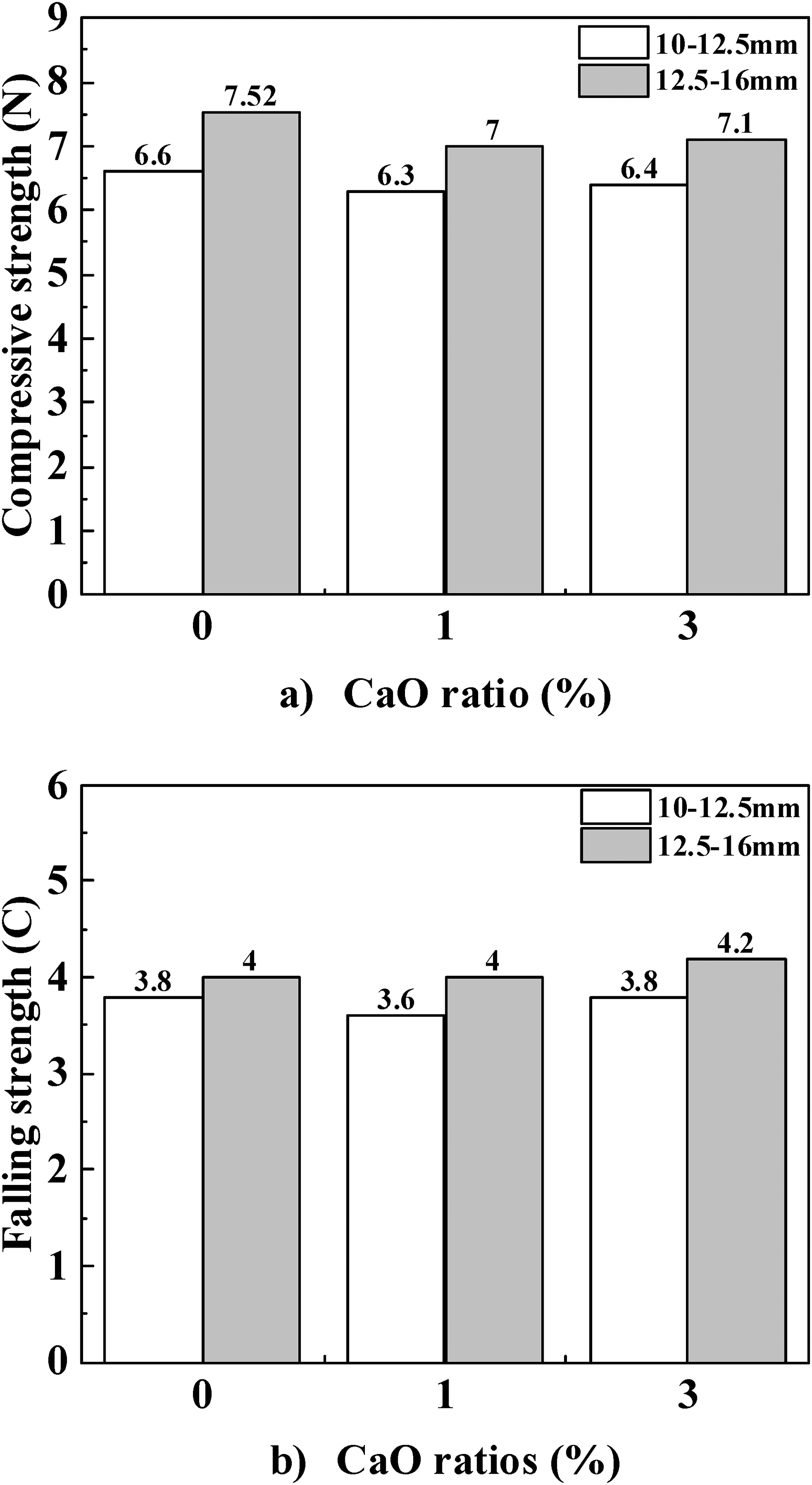
Effect of CaO ratio on compressive strength and falling strength of green pellets.
Figure 12 shows the compressive strength of roasted pellets obtained under three different CaO ratios after a roasting temperature of 1200°C.
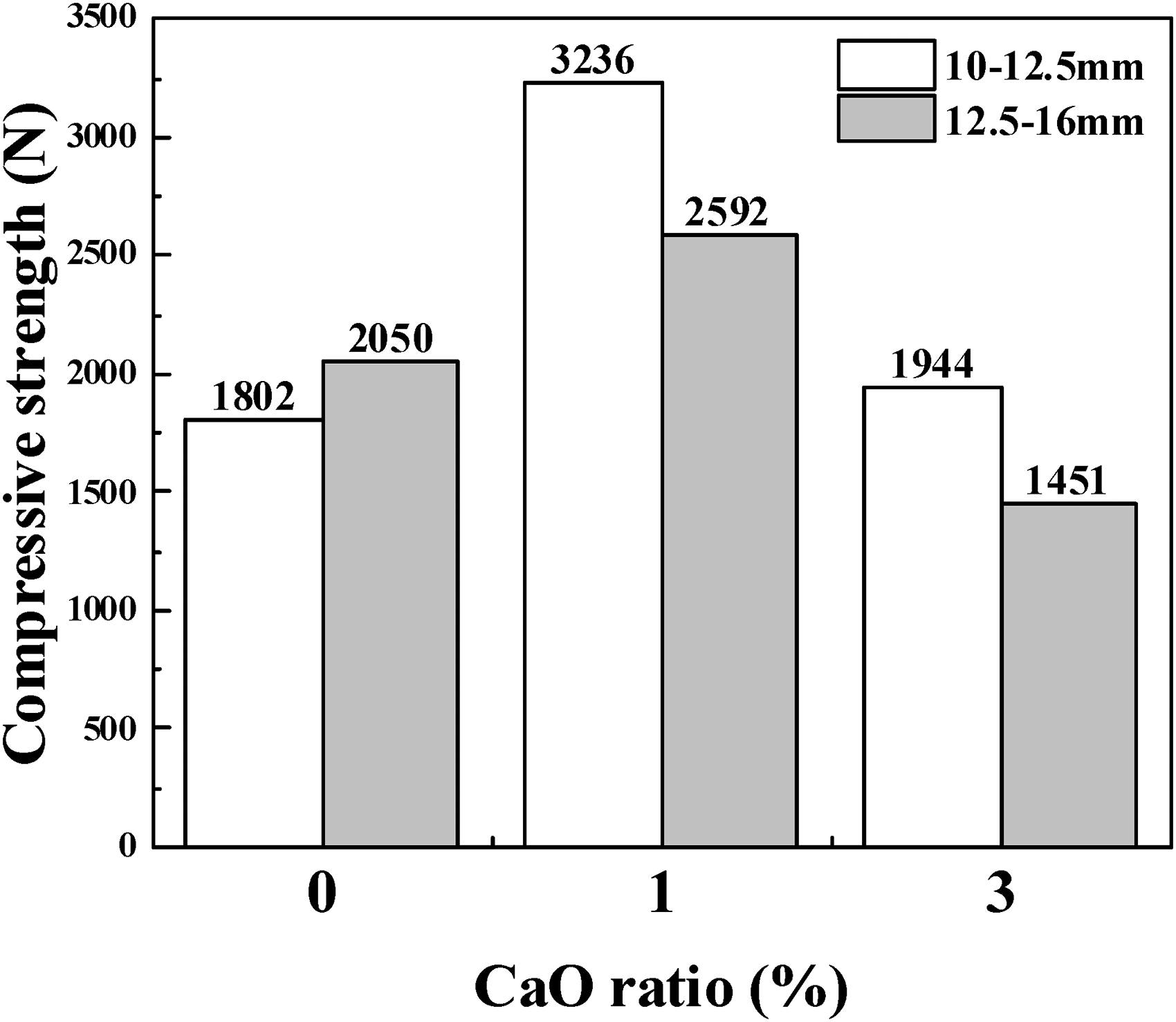
Effect of CaO ratio on compressive strength of roasted pellets.
The strength of pellets increases first and then decreases with the increase of calcium oxide content. The strength of pellets with 1% calcium oxide is the best, and the compressive strength can exceed 3000 N·P−1. On the one hand, quicklime was digested to Ca (OH)2 when CaO was added to pellet. Hydrated lime has the advantages of fine particle size, large specific surface area, good hydrophilicity and high sphericity index. The hydrated lime can react with water to form fine colloidal particles. The colloidal particles are negatively charged due to the dipole effect of water, which is easier to bond with the mineral powder particles.31,32 On the other hand, CaO reacts with haematite, which in turn promotes the increase in calcium ferrite content, and a certain amount of calcium ferrite improves the compressive strength of pellets. However, with the increase of CaO content, the amount of liquid phase will further increase, 33 and too much liquid phase will hinder the migration of Fe3+, limit the recrystallisation between haematite, which further reduces the strength of pellets. In addition, the large amount of silicate generated increases the pores in the pellet structure and reduces the strength of the pellets.
Roasting temperature
Figure 13 shows the compressive strength of roasted pellets obtained at three different roasting temperatures. Other parameters are 1.5% bentonite, 9% water addition and 25 wt% vanadium-titanium magnetite. In the range of 1200°C to 1300°C, the compressive strength of pellets increases with the increase in temperature. It can be seen from Figure 14 that the higher the temperature is, the more completely uniform the oxidation of the pellets are, and the better the bonding between iron oxides are, and the higher the mechanical strength reaches. The strength of large size pellets is higher than that of small size pellets. It can be found that the compressive strength exceeds 2000 N P−1, which meets the standard of pellet charged into the blast furnace.
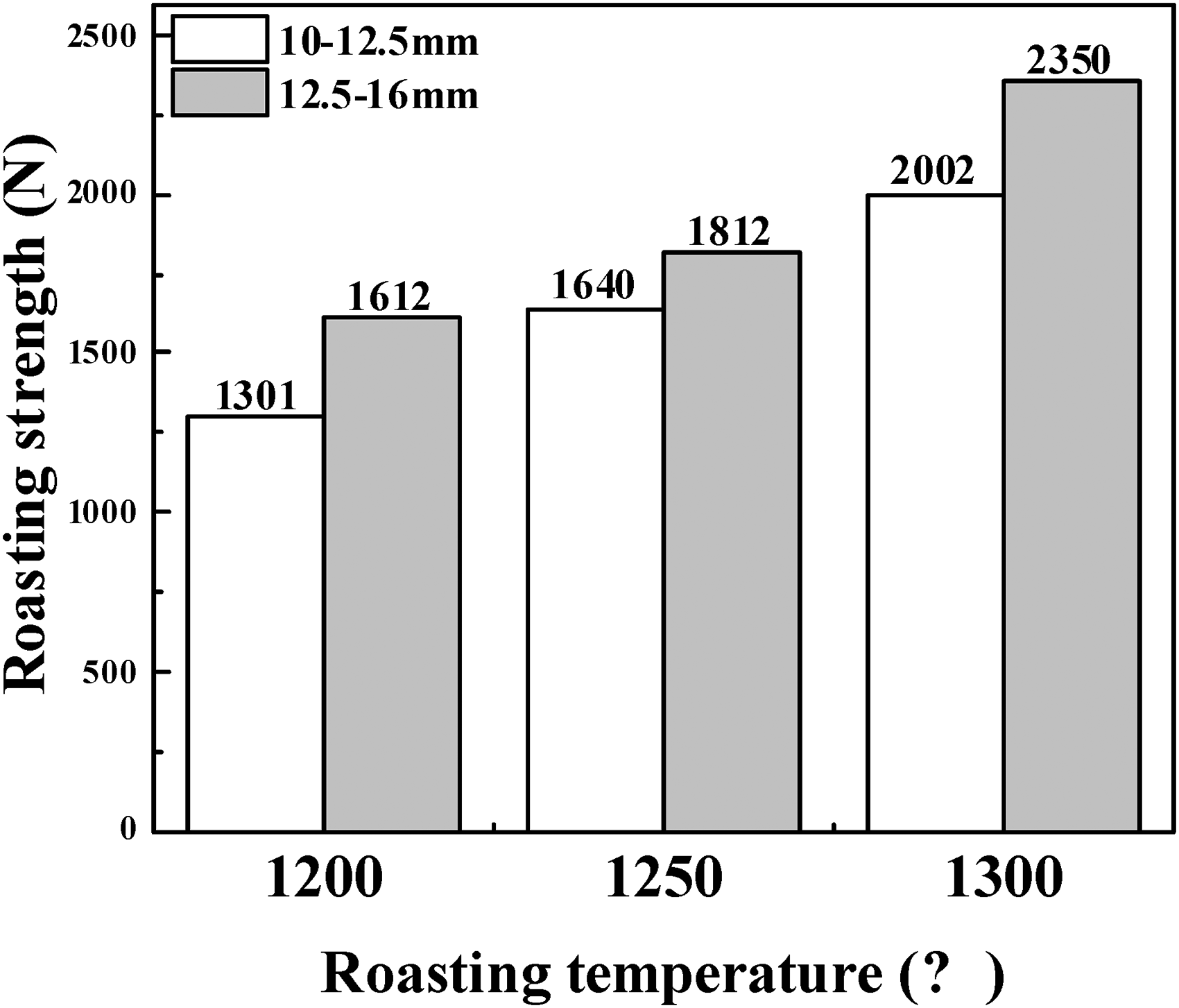
Effect of roasting temperature on compressive strength of roasted pellets.
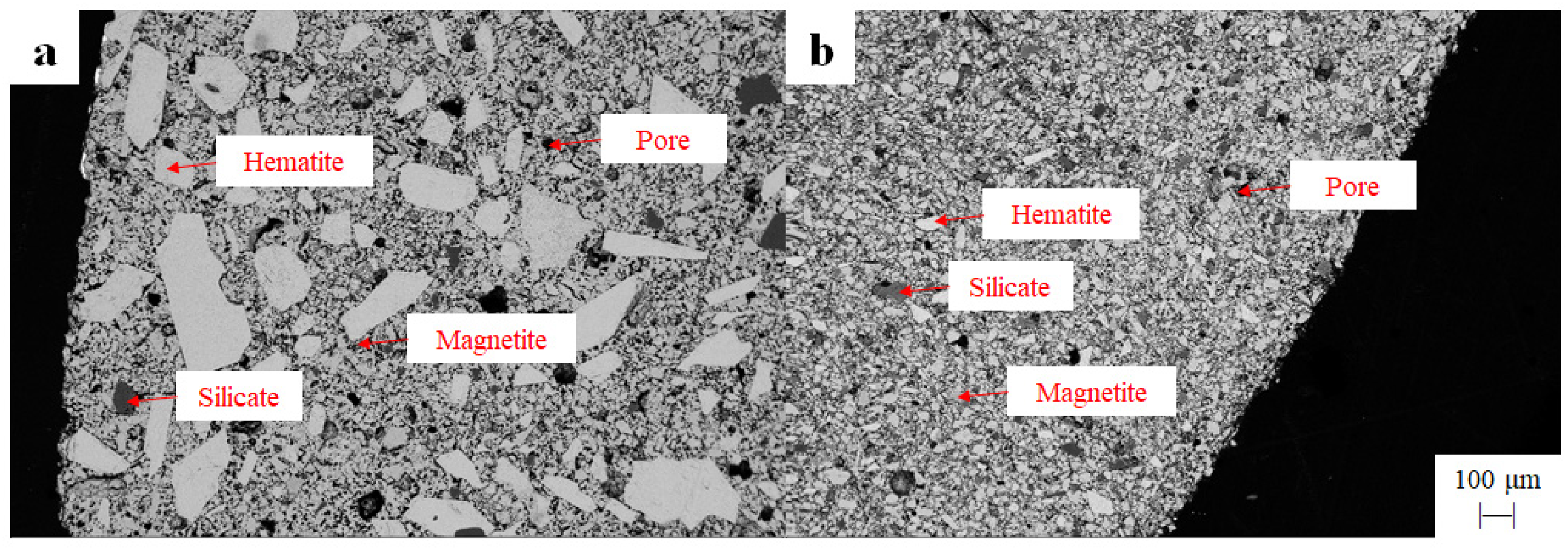
Microstructure of pellets after roasting: (a) roasting temperature of 1200°C and (b) roasting temperature of 1300°C.
Discussion
According to the above results, it can be found that the better parameters of vanadium-titanium magnetite pellets were obtained as follows: the water ratio was 9%, the bentonite ratio was 2.0%, the vanadium-titanium magnetite ratio was 25%, the CaO ratio was 1%, and the most appropriate roasting temperature is 1300°C.
Figure 15 shows the microscopic morphology of vanadium-titanium magnetite pellets under the reference conditions and the optimised conditions. It can be seen that the internal oxidation effect of vanadium-titanium magnetite pellets under the optimised conditions is better, the haematite particles are evenly distributed, and the crystals are closely connected. At the same time, it can be seen from point 1 that there is an obvious formation of composite calcium ferrite, which further improves the strength of the pellets.
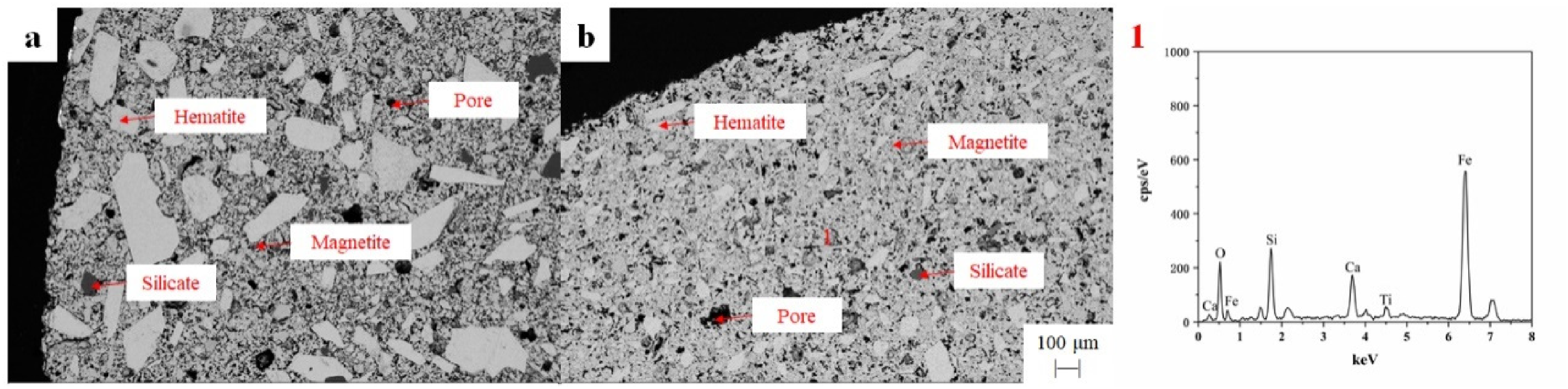
Microstructure of pellets after roasting: (a) reference conditions and (b) optimised conditions.
Conclusions
This article investigated the effects of water ratio, bentonite ratio, vanadium-titanium magnetite ratio, CaO ratio and roasting temperature on the strength of green and roasted pellets. The optimal parameters of using vanadium-titanium magnetite ratio are then confirmed. The following conclusions are obtained.
The strength of the green pellet increases with the increase of water ratio and bentonite ratio while it decreases with the increase of vanadium-titanium magnetite ratio. It has no obvious relationship with the variation of CaO addition. The strength of the roasted pellet increases with the increase of water ratio and roasting temperature while it decreases with the increase of vanadium-titanium magnetite ratio. It has a peak with the increase of bentonite ratio and CaO ratio. The strengths of green and roasted pellets of 12.5 to 16 mm are higher than those of 10 to 12.5 mm, which indicates large size pellet is preferred in practice. Optimal parameters of roasted pellets are as follows: 9% water ratio, 2% bentonite ratio, 25% vanadium-titanium magnetite ratio, 1% CaO ratio and 1300 °C roasting temperature. The produced pellet at this condition has a strength more than 2500 N/P, which exceeds the requirement of blast furnace. This provides a guidance of effective use of vanadium-titanium magnetite in practice.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (Grant number: 2021YFC20902404) and Interdisciplinary Research Project for Young Teachers of USTB (Fundamental Research Funds for the Central Universities) (grant number FRF-IDRY-22-018, FRF-IDRY-21-027).