
Abstract
Understanding phase evolution and growth kinetics of Zn-coating during press-hardening is essential in predicting welding behaviour of press-hardened 22MnB5 steel. The results showed that during press-hardening, the initial δ and Γ-Γ1 phases in the coating transform into α-Fe(Zn), Γ, and ZnO phases. As heat-treating continued at a constant temperature, the α-Fe(Zn) thickness grew and the overall Zn-content decreased. This resulted in the full-penetration weld window shifting towards higher heat-inputs. However, when heat-treating at higher temperatures, severe oxidation and Fe-Zn inter-diffusion led to the reduction of Zn-content in the evolved coating. It was found that higher heat-treatment times resulted in wider weld beads, thereby increasing joint strength.
Introduction
Press hardening of boron steels has been the point of focus over the past years due to its ability to meet the desired vehicle weight reduction and crashworthiness requirements. During direct press-hardening, the blank is heated up in a furnace, transferred to a closed water-cooling die set where forming and quenching takes place simultaneously within 5–20 s [1-3]. During die-quenching at a cooling rate greater than 27°C s–1, austenite transforms into a full martensite structure, increasing the tensile strength of the part up to 1500 MPa [1-3]. To achieve an uniform austenitic microstructure, the blank should be austenitised for about 4–10 min in a furnace at the temperature range of 850–950°C [3-5]. Unavoidably, long holding times at elevated temperatures results in excessive oxidation and decarburisation due to interaction with the ambient atmosphere during heat-treatment [4, 6, 7].
Al–Si is the most widely used coating in press-hardening steels (PHS) to protect the steel substrate against decarburisation and scale formation [8, 9]. When used for laser welding applications though, it is confirmed [10] that a continuous structure of δ-ferrite forms within the fusion zone due to the Al (as a strong ferrite stabiliser [11]) mixing into the keyhole. Consequently, the co-presence of martensite and ferrite in the FZ structure reduces the strength of the joint. In industry, this problem has been solved by ablating the AlSi coating before welding [12]. Alternatively, Zn-based coatings can also be considered to protect the material during the heat-treatment. Dosdat et al. [13] reported, after press-hardening Zn-coating offers high cosmetic corrosion resistance.
Austenitisation of 22MnB5 press-hardening steel (850–950°C) can partially melt galvanneal (GA)-coating that causes a potential risk of liquid metal embrittlement (LME) [14]. Lee et al. [14] reported LME during austenitisation/die-quenching of Zn-coated 22MnB5 steel. Accordingly, the presence of Γ-Fe3Zn10 at the crack tip at room temperature is evidence of the penetration of Fe-saturated liquid Zn phase at elevated temperatures under the tensile stresses in the outer wall of the press-hardened part [14]. However, the embrittlement can be avoided by increasing the heat-treatment time to 10 min [8].
Considering the reports about the suppression of LME during forming/quenching of Zn-coated 22MnB5 through changing the heat-treating time-temperature conditions [8], the present work strives to investigate the effects of heat-treatment variables on GA-coating evolution (surface condition) and subsequent laser welding behaviour.
Material and experimental procedure
The investigation was carried out on 2 mm-thick GA coated 22MnB5 PHS sheets with the chemical composition and the as-received mechanical properties given in Table 1. The initial microstructure includes a ferrite matrix and dispersed colonies of pearlite (Figure 1(a)). As discussed elsewhere [15], the initial GA-coating mainly consisted of a thin layer of Γ-Fe3Zn10, Γ1-Fe5Zn21 phases near the substrate and δ-FeZn10 phase as the main layer (Figure 1(b–d)). Two different total coating weights of 100 and 140 g m–2 (Table 2) were used in the present study.
(a) Representative microstructure of the as-received base material consisted (b) BSE-SEM, (c) EPMA Zn, and (d) Fe map of the initial GA140 coating. The chemical composition (wt-%) and mechanical properties of the experimental press-hardening steel. Weight, thickness and chemical composition of various GA-coatings used in the present study.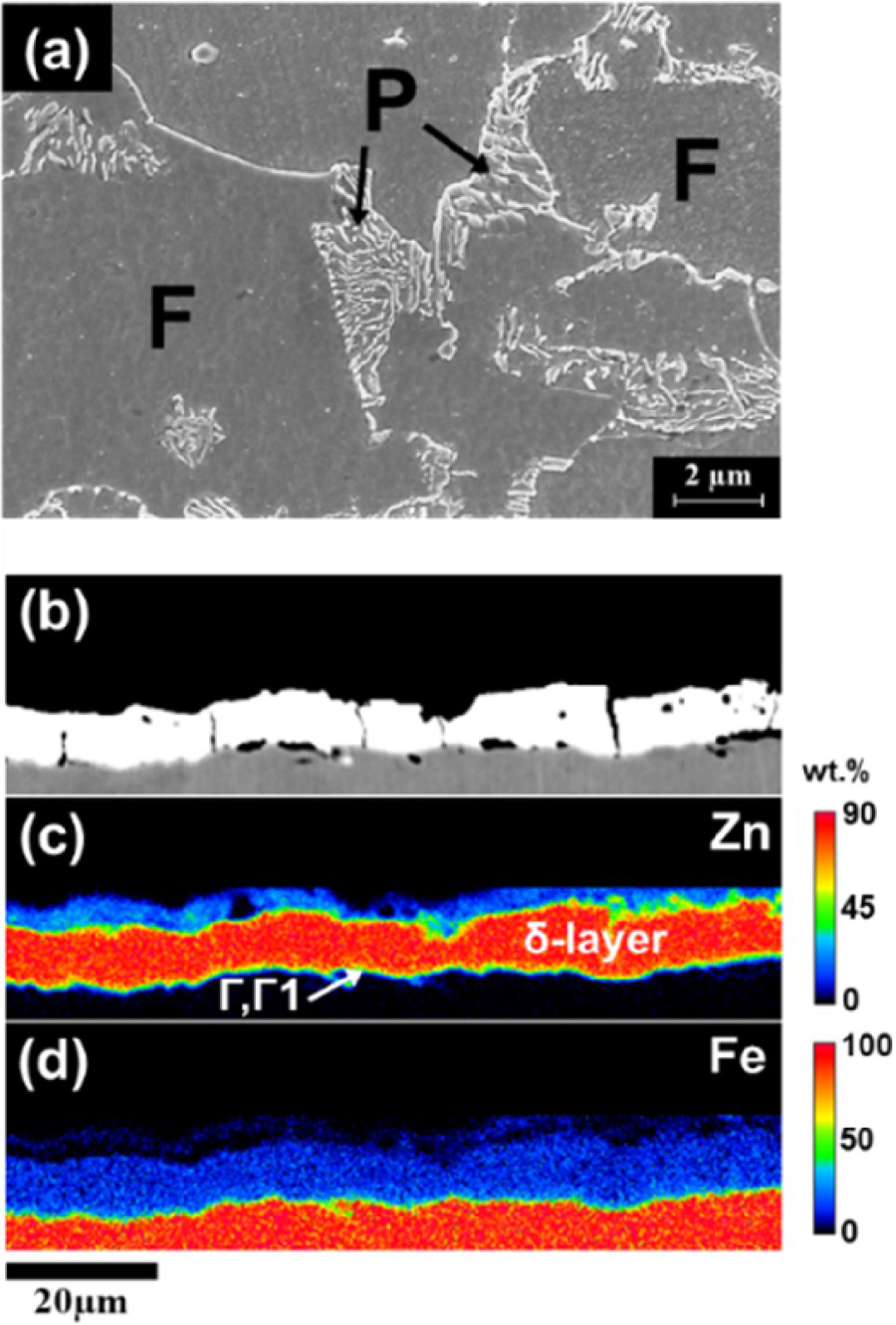


The provided blanks were heat-treated in a muffle furnace at various austenitisation temperature of 860–900°C for duration times of 4, 7 and 10 min. The heat-treatments were done under air atmosphere to be consistent with the existing industrial press-hardening lines. The minimum austenitisation time was selected according to the work by Karbasian et al. [3]. The die-quenching of the blanks were carried out in a water-cooling die set (cooling rate∼50°C s–1). After heat-treating, the press-hardened blanks were slightly sandblasted to eliminate oxide layer before the welding trials. Even though the coating thickness measurements did not show any considerable change after sandblasting to track the oxide layer evolution all the characterisations were done before sandblasting.
The press-hardened blanks were welded in lap-joint configuration using an IPG Photonics Ytterbium (YLS-6000-S2) fibre laser system. No shielding gas was used during the welding trials. The laser welding trials were performed under 4–6 kW welding powers at increments of 1 kW and 4–14 m min–1 of welding speed with an increment of 2 and 4 m min–1.
X-Ray diffraction (XRD) analysis was used to identify Fe-Zn phase evolution after press-hardening. The metallography samples were studied across the weld area, by means of Zeiss Leo 1530 scanning electron microscopy (SEM). The Fe–Zn inter-diffusion and oxidation were characterised in detail by means of electron probe micro analysis (EPMA). In addition, a high-resolution electron backscatter diffraction (EBSD) system attached to the JEOL JSM 7000f was used for detailed analysis of the coating evolution. For the EBSD measurements, an accelerating voltage of 20 kV was used. A Clemex-JS 2000 automated hardness tester (load of 500 g and a dwell time of 15 s) was used for the microhardness profiles across the weld material. To investigate the heat-affected zone (HAZ) softening, the indentations were closely spaced (∼100 µm) with a checkerboard pattern and according to the ASTM specification for the spacing between indentations of hardness testing [16]. The tensile-shear coupons with a single laser weld line located at the centre of the 16 mm overlap area [17] (crosshead speed of 1 mm min–1).
Results and discussion
Microstructure of the base and weld material
Press-hardening resulted in the transformation of the initial ferrite/pearlite structure into a full lath-martensitic structure (Figure 2(a)). After welding, the FZ showed a martensitic structure, however, from Figure 2(b) it may be seen that the FZ martensite packet size (dashed lines) was coarser due to the higher peak temperatures associated with laser welding than austenitisation stage of press-hardening. The inter-critical heat affected zone (ICHAZ) showed a combination of ferrite and martensite (Figure 2(c,d)). The sub-critical heat affected zone (SCHAZ) structure consisted of tempered martensite with precipitated carbides (Figure 2(e,f)). As shown in the past studies [18, 19], during non-isothermal tempering (laser welding heating cycle) the submicron carbides tend to decorate PAGBs and block boundaries; however, a major portion of carbides are located along lath boundaries (red arrows in Figure 2(f)).
The microstructure of (a) the base material after press hardening, (b) FZ, (c) ICHAZ at low and (d) high magnifications, (e) SCHAZ at low and (f) high magnifications (M; martensite, F: ferrite, TM: tempered martensite).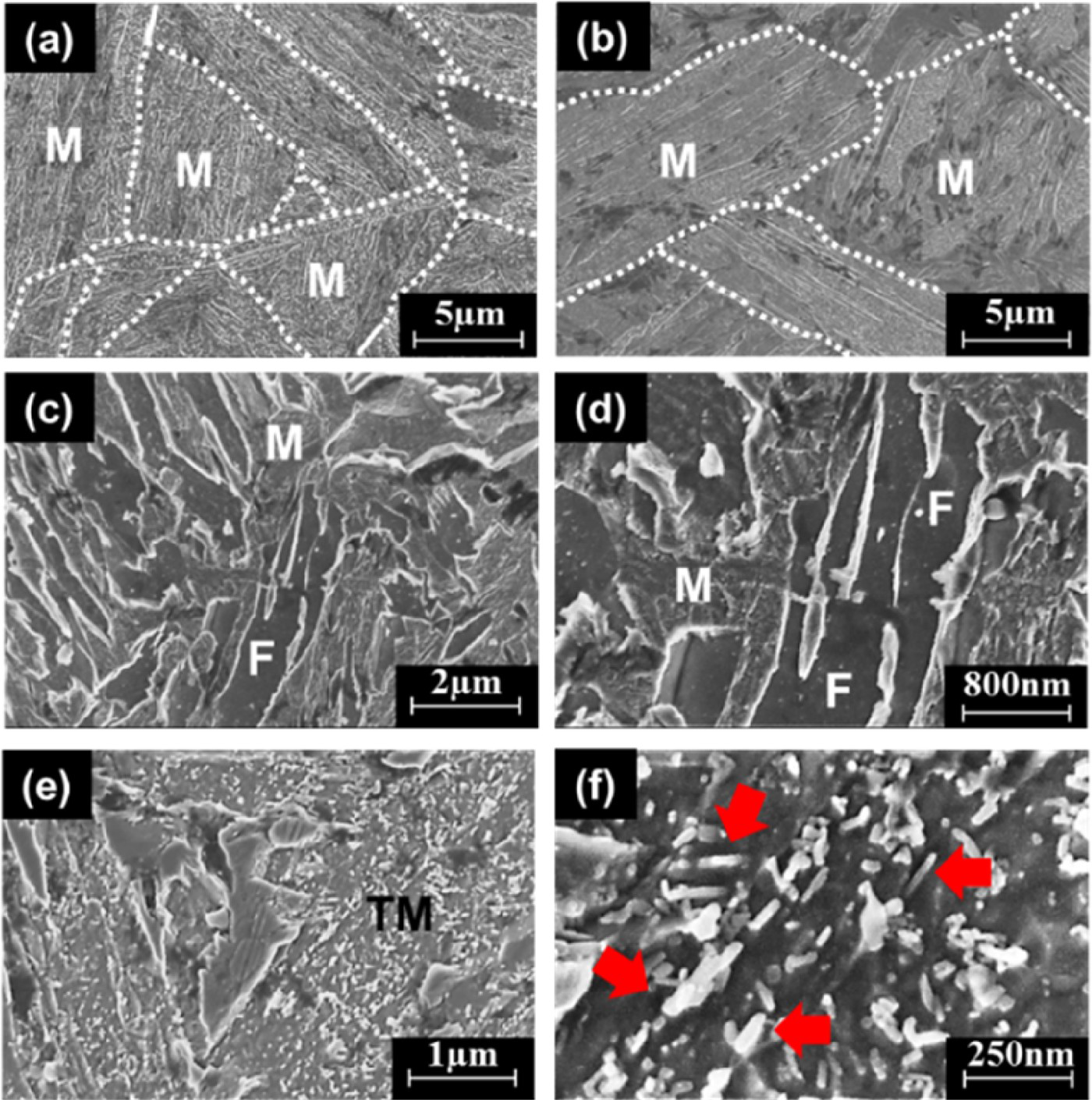
Coating evolution
Figure 3 shows that evolution of the initial GA-coating (Figure 1(b)) during press-hardening due to Fe-Zn inter-diffusion and Zn preferential oxidation. As is seen, by increasing heat-treatment time (Figure 3(a–c)) the coating thickness is growing due to Fe-Zn inter-diffusion; however, higher heat-treatment temperature results in more Zn oxidation (Figure 3(d)). The XRD analysis confirmed the presence of α-Fe(Zn) as the main phase as well as a minor fraction of Γ/Γ1 phase after the press-hardening (Figure 4). Additionally, the EBSD analysis of the evolved coating confirmed the presence of a thick α-Fe(Zn) phase with a grain size of about 10 µm (with 20–40 wt-% Zn) (Figure 4(b,c)). This also shows the presence of about 11% of Γ-phase within α-Fe(Zn) which can be attributed to solidification of the coating (after partial melting) to α-Fe(Zn) and Γ-phase (Figure 4(d)). EPMA analysis showed that by increasing the heat-treating time the Zn-content decreases; however, at higher heat-treating temperatures (i.e. 900°C) extreme oxidation also consumes Zn and result in the average Zn-content decrease (Figure 5). It should be noted that for all the microstructural observations, oxide removal has not been carried out. In agreement with the EPMA, the XRD results in Figure 6 shows that the α-Fe(Zn) characteristic peaks shift toward higher diffraction angles with increasing the heat-treating time and temperature. The observed behaviour can be attributed to lower Zn-content in the α-Fe(Zn) layer. In fact, at lower Zn-contents, lattice d-spacing of the bcc structure increases and leads to the higher diffraction angles.
BS-SEM and EPMA element maps of GA140-coating after press-hardening at 860°C for (a) 4 min, (b) 7 min, (c) 10 min, and (d) 900°C-10 min, showing the Fe-Zn inter-diffusion and Zn-oxidation during heat-treatment. (a) XRD analysis before and after sandblasting, EBSD (b) image quality, (c) orientation, and (d) phase maps of the representative evolved coating (GA140) before sandblasting which show the presence of α-Fe(Zn) and gamma (Γ) phases (M: martensite). EPMA analysis of Zn content of GA140 coating versus heat-treating time at 860 and 900°C. XRD pattern of the evolved coating (GA140) at various heat-treating conditions showing dominance of α-Fe(Zn) in all the experimental time-temperatures.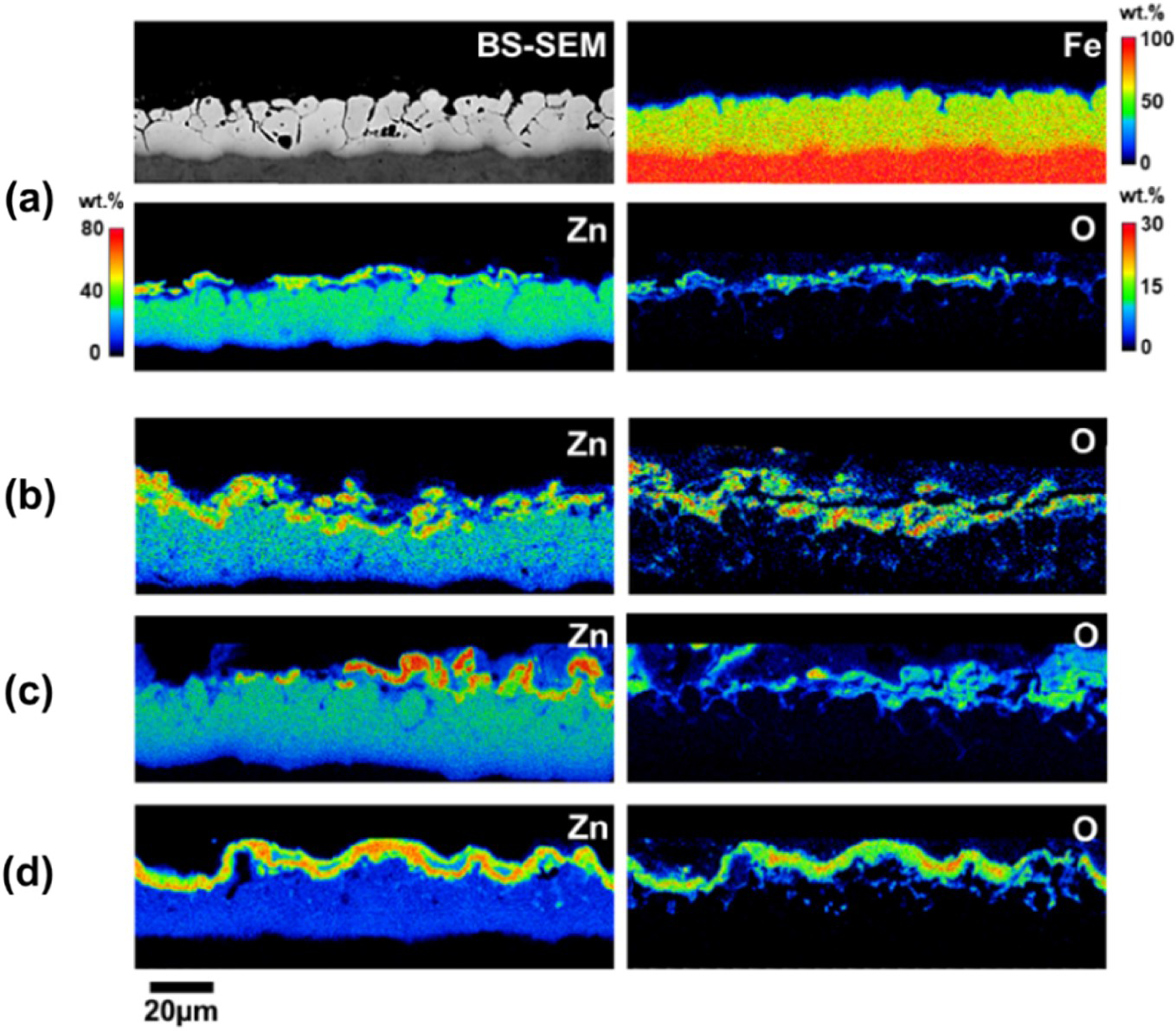
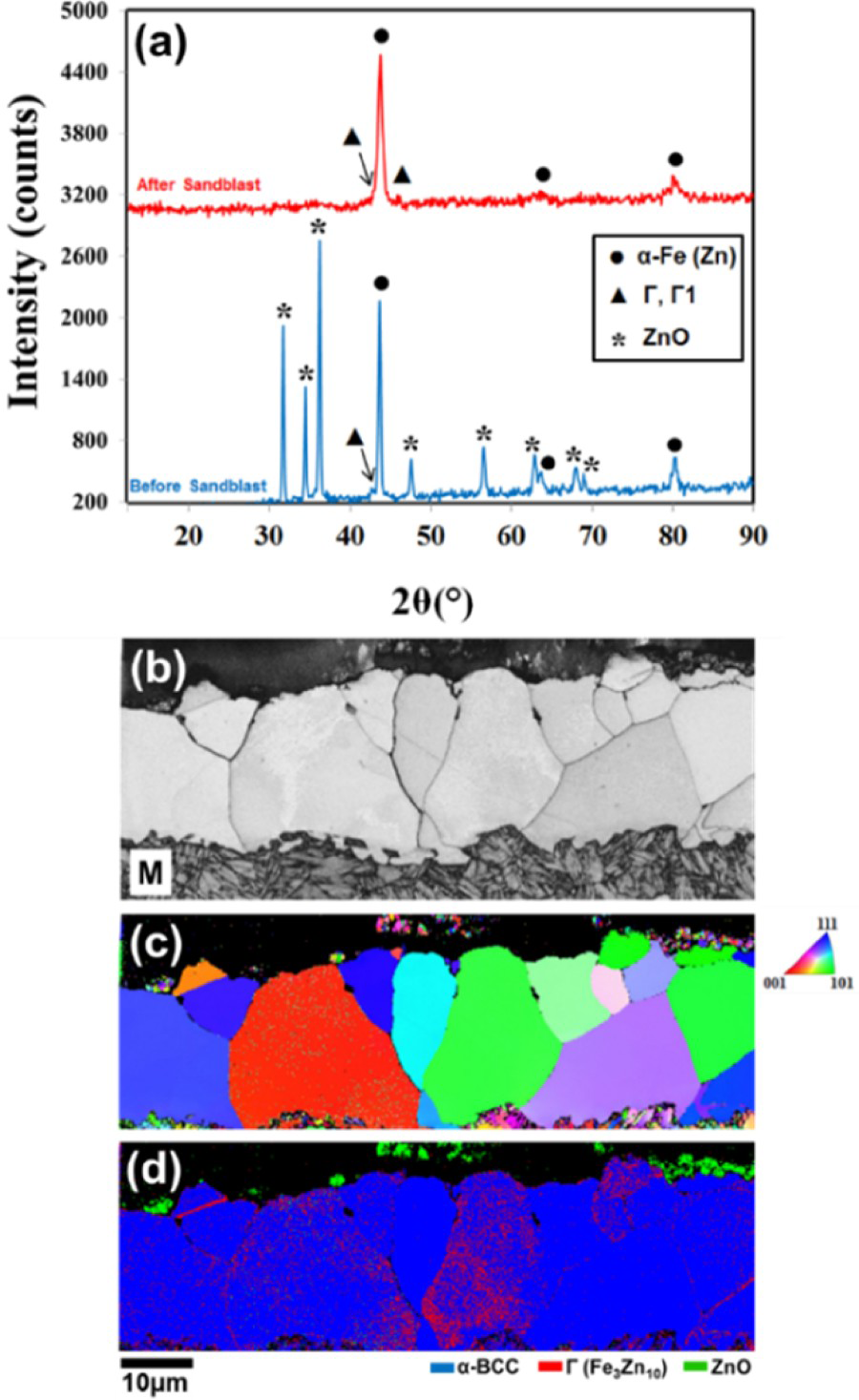
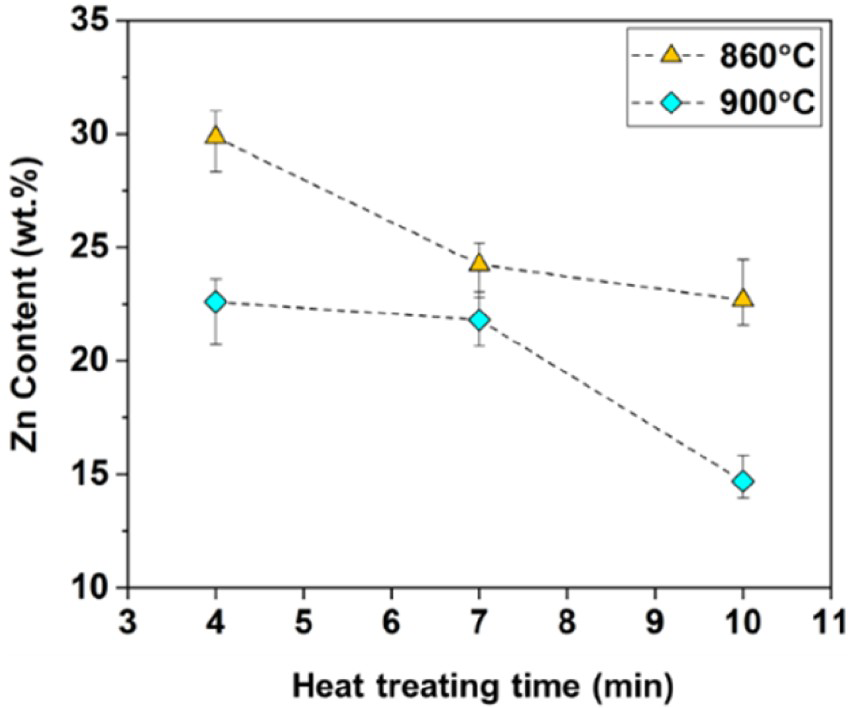
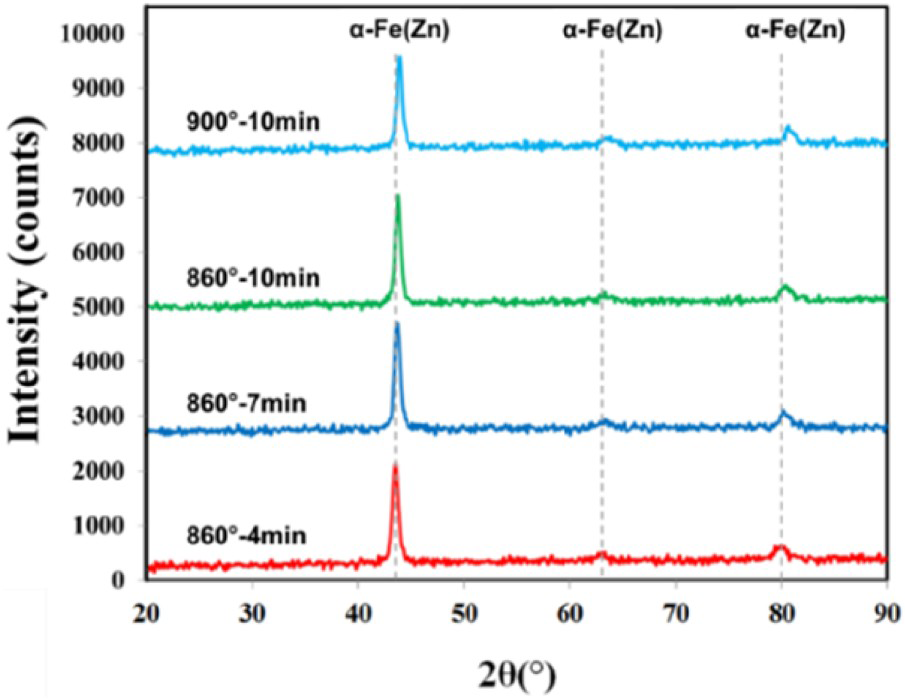
Figure 7 summarises the influence of heat-treatment time and temperature on the thickness of the final coating in two different initial coating weights of 100 and 140 g m–2. As is seen, that by increasing the heat-treatment time at 860°C, the thickness of overall coating increases. This can be attributed to the higher diffusion distance according to the well-known Fick's law [8]. It has been also found that increasing temperature results in a thicker coating as a result of higher Zn diffusivity (constant time) [8]. However, at 900°C the final coating thickness is showing a plateau. This is attributed to more oxidation at elevated temperatures (∼900°C), where Zn-oxidation competes with the Zn diffusion. In other words, the growth of ZnO layer consumes Zn from the evolving coating, and therefore, a lower Zn-content remains available to diffuse into the steel substrate. Moreover, it has been observed that at a constant heat-treating time-temperature, lower initial coating weight results in a lower final coating thickness.
Coating thickness vs. heat-treating times at the various temperature, and initial weights of GA100 and GA140.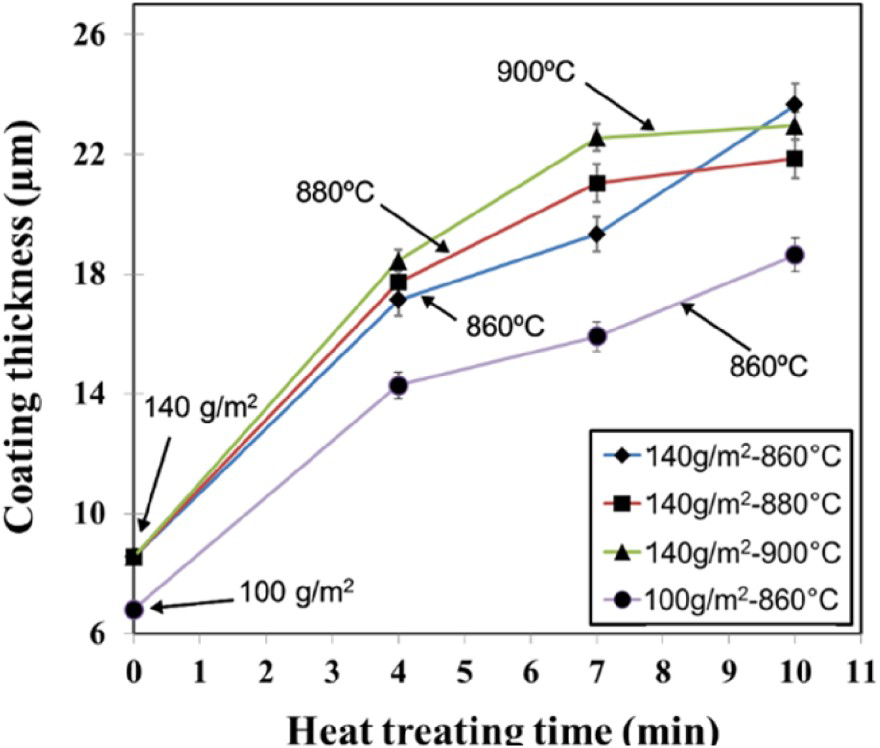
Effect of coating evolution on the welding behaviour
The previous study showed the effects of Zn-coating on laser welding window [20]. The laser lap welding windows showing boundary conditions as the full penetration of top and bottom sheets, as well as full penetration of top sheet and 50% penetration of the lower sheet [17] are demonstrated in Figure 8. The maps show the effect of various coating conditions on the laser welding windows. As may be seen, by increasing the heat-treating time at a constant temperature of 860°C, higher heat-inputs is needed to achieve full penetration (i.e. higher laser power and lower welding speed). This is attributed to the increased coating thickness by increasing the heat-treating time at a constant temperature of 860°C. However, a direct comparison between temperatures of 860 and 900°C at constant heat-treating times of 4 and 10 min shows that the process window is less sensitive to the heat-treating time at the higher heat-treating temperatures. It can be also seen that at low heat-treating times, the temperature has less of the influence on the process map. The lower sensitivity of the process window to the heat-treating time is attributed to a higher extent of oxidation (Figure 3). In other words, as a result of higher oxidation level, less Zn (higher Fe) is available in the α-Fe(Zn) phase; Therefore, the melting temperature increases and higher heat-input are required to produce welds of similar size (Figure 8(a)).
The laser lap welding windows of the press-hardened blanks (GA140) at (a) 860°C for 4–10 min, (b) 900°C – 4 min, and (c) 900°C – 10 min.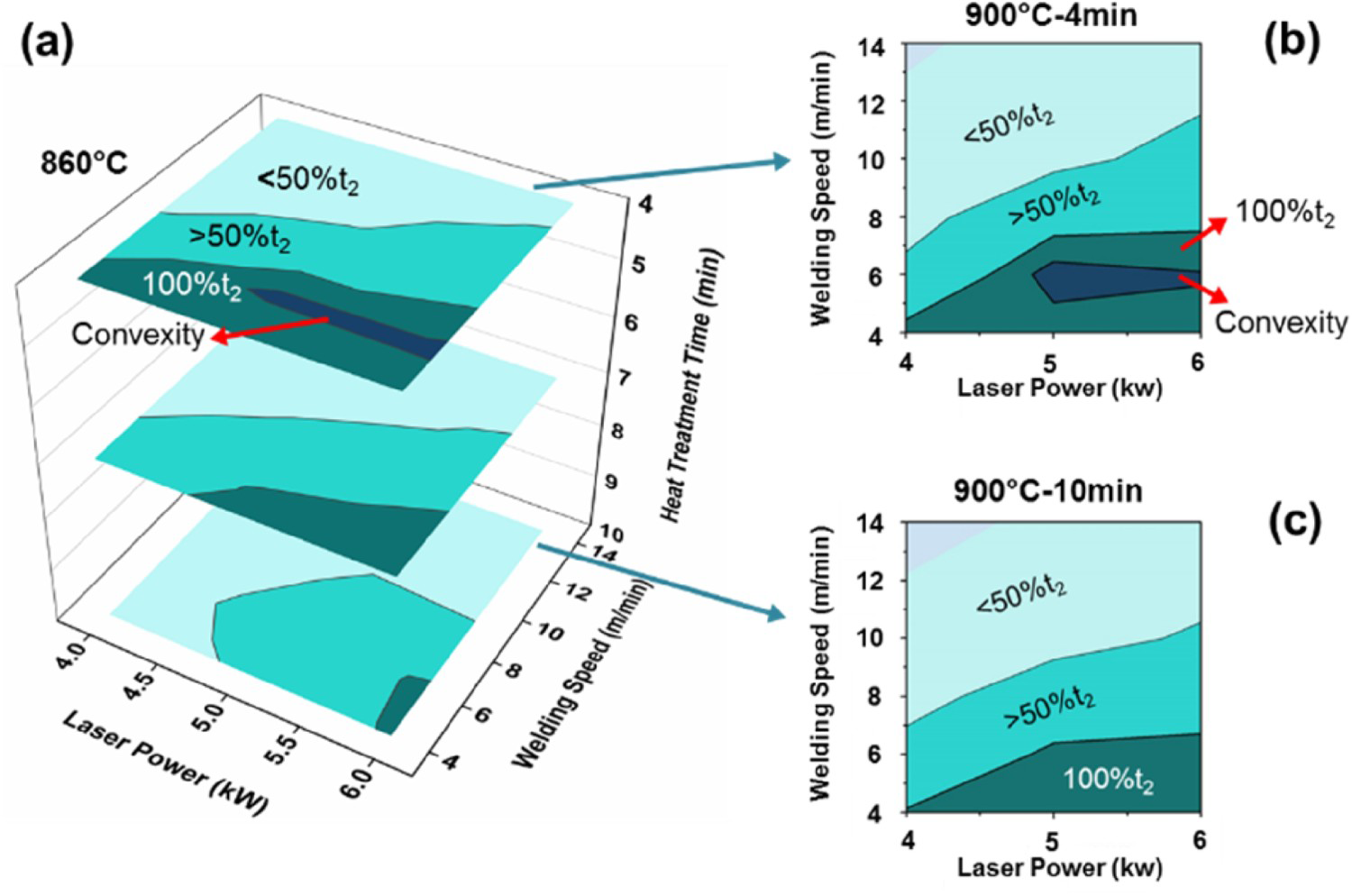
The microhardness profiles obtained across the weld area in various heat-treating conditions are shown in Figure 9. Regardless of the heat-treating condition, all the joints show a severe softening within HAZ and relatively flat profile throughout the FZ. The ICHAZ-softening is attributed to the formation of ferrite and austenite during the heating portion of the welding cycle at temperature between A1 and A3. In this area the austenite transforms into fresh martensite, however, ferrite remains stable in the cooling cycle. In contrast, the SCHAZ-softening is attributed to the decomposition of the pre-exisiting martensite phase in the BM, where the peak temperature during LBW remains below the A1 temperature (Figure 2(e,f)).
A comparison of microhardness profiles of weld material after 4–10 min heat-treating (GA140) made at constant power of 6 kW and welding speeds of (a) 10 m min–1, (b) 6 m min–1, and (c) 4 m min–1.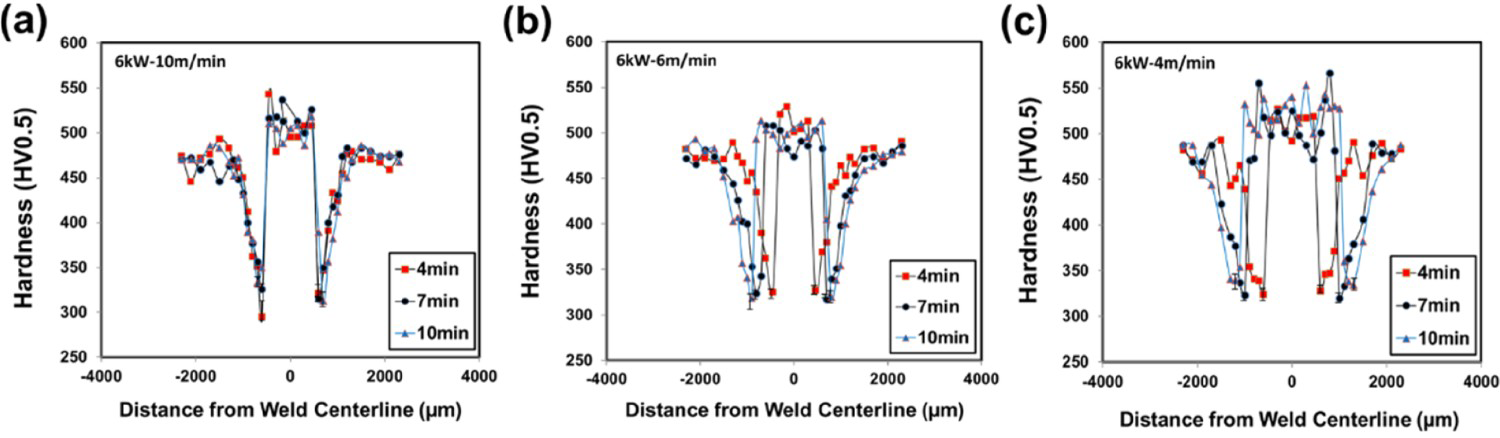
It was observed that increasing the heat-treating time (at a constant temperature) results in a wider FZ and HAZ (Figure 9(a–c)). For instance, under the welding condition of 6kW-4 m min–1, increasing heat-treating time from 4 to 10 min, increases FZ and HAZ width about 21 and 18%, respectively (Figure 9(c)). However, smaller changes in width were observed in welds made at higher welding speeds (Figure 9(a,b)). Moreover, lower Zn-content of the coating at higher heat-treating time affects the welding behaviour and (Figure 9(a–c)) results in wider welds.
In agreement with the microhardness profiles (Figure 9), the results show that increasing the heat-treating time at a constant temperature results in wider weld beads (Figure 10(a)). 100 µm shims were used to allow Zn vapours escape from the weld area. Considering the fact that failure occurs along the faying surface during lap shear tensile tests, it justifies the slightly enhanced peak loads at higher heat-treating times (Figure 10(c)).
(a) Joint width versus heat-treating time at various coating conditions, (b) a comparison between a representative joint width with and without gap, and (c) peak load of lap shear tensile test vs. heat-treating time.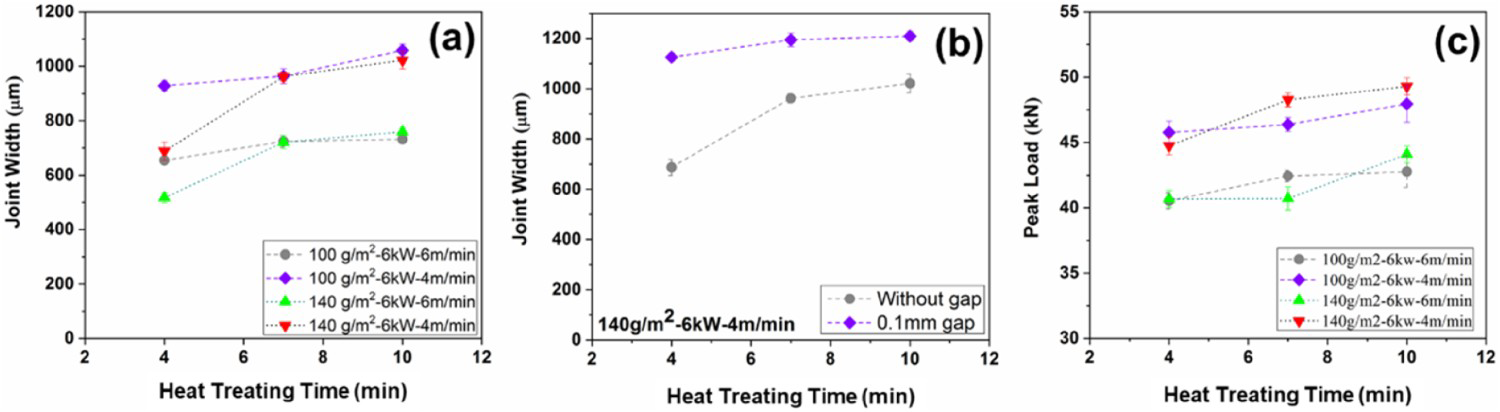
According to the report by Janik et al. [8] it has been shown that by increasing the heat-treatment time to 10 min, α-Fe(Zn) growth and blunting the tips of pre-existing cracks can suppress LME-cracking during forming/quenching of Zn-coated 22MnB5. Additionally, the results of the present study show that higher heat-treating times lead to slightly enhanced joint strength; however, this would be at expense of minimisation of the laser welding window.
Conclusions
In the current study, the effects of galvanneal-coating evolution during press-hardening on fibre laser lap welding behaviour of 22MnB5 steel have been investigated. Microstructural investigations showed that initial galvanneal-coating mainly evolves into α-Fe(Zn) and ZnO after the press-hardening. Heat-treating at lower times and temperatures maximises the laser welding window. Owing to higher oxidation severity at higher heat-treating temperatures and subsequent lower Zn-content, the sensitivity of the process window to the heat-treating time at higher temperatures is less. Higher heat-treatment times resulted in wider welds which justifies slightly higher lap shear tensile peak loads.
Footnotes
Acknowledgements
Authors would like to acknowledge the National Science and Engineering Research Council (NSERC) of Canada and ArcelorMittal Dofasco Inc. in Hamilton, Canada.
Disclosure statement
No potential conflict of interest was reported by the authors.