
Abstract
Conventional friction stir welding (FSW) AZ61 Mg alloy weld usually exhibits an Al supersaturated α-Mg solid solution with an intense basal texture, resulting in an unsatisfactory strength and ductility. In this work, rapid cooling FSW was conducted on the AZ61 Mg alloy to improve the microstructure and mechanical properties of the weld. A fine grain structure with dislocations, β-Mg17Al12 particles, and {10-12} twins was obtained in the weld. Additionally, the particle stimulated nucleation induced dynamic recrystallisation and {10-12} twinning induced dynamic recrystallisation contribute to the reduction of the basal texture intensity. The mechanical properties of the weld were improved due to the synergistic effects of the dislocations, β-Mg17Al12 particles, and {10-12} twins.
Introduction
Mg alloys are critical materials for lightweight structures due to their low density and high specific strength that have led to the increasing use of Mg alloy components in aerospace, rail transportation, and automotive industries. However, due to the poor plasticity of Mg alloys, it is difficult to produce large Mg alloy components using one-step manufacturing methods. Therefore, large Mg alloy components are now decomposed into several small and simple parts that are first prepared by casting, hot-rolling, or hot-extrusion, and then are joined by welding. Thus, it is highly important and urgent to study the weldability of Mg alloys. Friction stir welding (FSW) is a novel solid-state joining technology invented by The Welding Institute (TWI) in 1991 [1]. During FSW, the material is processed below its melting point, so that the defects such as pores and cracks that are usually caused by traditional fusion welding methods can be completely avoided. Therefore, FSW has a great application potential in manufacturing of high-quality large Mg alloy components.
Die casting Mg alloys usually exhibit microcracks, coarsened grains, and network-shaped intermetallic compounds, resulting in undesirably low strength and ductility. FSW can eliminate casting defects and refine the grain structure, improving both the strength and ductility of the welded joint [2]. The mechanical properties of the welded joint are usually better than those of the base metal (BM). However, for a wrought Mg alloy, although the grain size of the welded joint is significantly refined, the yield strength and the total elongation were found to decrease [3]. Owing to the use of the high-speed rotating tool, the (0001) plane of most grains is almost parallel to the probe surface, so that a strong basal texture formed in the stir zone (SZ) [4, 5], resulting in the reduction of the mechanical properties of the welded joint.
Introduction of {10-12} twins in the Mg alloy grains can change the grain orientation and weaken the basal texture [6]. However, {10-12} twinning behaviour is highly sensitive to deformation temperature [7]. To improve the mechanical properties of the FSW wrought Mg alloy joint, {10-12} twins have been usually produced by post-weld plastic deformation such as compression [8], rolling [9], and tension associated with annealing [10]. Unfortunately, the use of two-step manufacturing methods increases the production cost and reduce the processing efficiency. Rapid cooling FSW (RCFSW) with liquid nitrogen was initially developed by Benavides et al. based on the principle of conventional FSW [11]. Using this technique, the heat-affected zone is eliminated, and ultrafine grains with abundant substructures are prepared in the SZ, achieving a sound aluminium alloy joint with an excellent combination of strength and ductility. After that, Fujii et al. in Osaka university first conducted RCFSW on AISI 1080 steel by using liquid CO2 [12]. Liquid CO2 has strong cooling capacity compared with that of liquid nitrogen due to its high specific heat [13]. Chai et al. conducted friction stir processing with water cooling on cast AZ91 Mg alloy plate, and it was found that the mechanical properties of the welded joints were significantly improved [14, 15]. In our previous studies, RCFSW associated with liquid CO2 cooling was conducted on wrought AZ31B Mg alloy [16]. Owing to the significantly decreased welding temperature, massive {10-12} twins appeared in the SZ top region, contributing to the reduction in the basal texture intensity and the improvement of mechanical properties. For the AZ series (Mg–Al–Zn) wrought Mg alloys, β-Mg17Al12 phase precipitates with increasing Al content [17]. The morphology and distribution of the β-Mg17Al12 phase directly determine the mechanical properties of Mg alloys. However, to date, the RCFSW of wrought Mg alloys containing the β-Mg17Al12 phase has not been reported. In addition, the synergistic effect of the β-Mg17Al12 phase and {10-12} twins on the mechanical properties of the welded joint is also unclear. Therefore, in this study, RCFSW was conducted on the AZ61 Mg alloy, and the effects of the β-Mg17Al12 phase and {10-12} twins on the mechanical properties of the welded joints were studied based on careful microstructural characterisations.
Experiments
Commercial hot-rolled AZ61 Mg alloy plates with the dimensions of 300L×150W×3T mm3 were selected as BM. The chemical composition of the as-received materials is shown in Table 1. Before welding, the impurities and oxides were completely cleaned using sandpaper and acetone. Then, two plates were fixed tightly, and a copper-made back plate was set under the workpieces. The welding parameters and tool dimensions are summarised in Table 2. During the RCFSW, a liquid CO2 nozzle was set behind the rotating tool with a moving speed equal to the welding speed (Figure 1(a)). Normal direction, welding direction, and transverse direction are denoted by ND, WD, and TD, respectively. After welding, the cross-sectional samples for microstructural characterisations were obtained perpendicular to the WD. The microstructure characterisations were carried out using optical microscopy (OM), scanning electron microscopy (SEM), energy-dispersive X-ray spectroscopy (EDS), electron backscatter diffraction (EBSD), and transmission electron microscopy (TEM). The OM and SEM samples were prepared by mechanical polishing and subsequent corrosion using a mixture solution of picric acid (10 g), acetic acid (25 mL), distilled water (25 mL) and ethanol (175 mL). The EBSD samples were prepared by electrochemical polishing using a commercial AC2 electrolyte at 25 V and −30°C for 1 min. The microstructure of the BM and the SZs was characterised by EBSD with an accelerating voltage of 20 keV and a step size of 0.4 μm. EBSD characterisation was performed at three locations in the SZ, as shown in Figure 1(a). SZ(0) is located at the centre of the SZ, SZ(−2) is the location where SZ(0) deviates by 2 mm toward the advancing side (AS), and SZ(+2) is the position where SZ(0) deviates 2 mm toward the retreating side (RS). In addition, the substructures in the SZ were characterised by TEM with an accelerating voltage of 200 keV. The TEM samples were initially mechanically polished to 50 μm and then double-jet electropolished using a solution of nitric acid (100 mL), glycerin (300 mL), and methanol (600 mL) at −30°C and 20 V. Three tensile specimens were cut from the SZ parallel to the WD with gauge dimensions of 12L×4W×1.5T mm3. Tensile tests were carried out at room temperature at a strain rate of 1 × 10−3 s−1.
Schematic diagram of (a) the RCFSW process and (b) cut position and the dimensions of the tensile specimen. Chemical composition (wt. %) of the as-received AZ61 Mg alloy. Tool dimensions and welding parameters used in this study.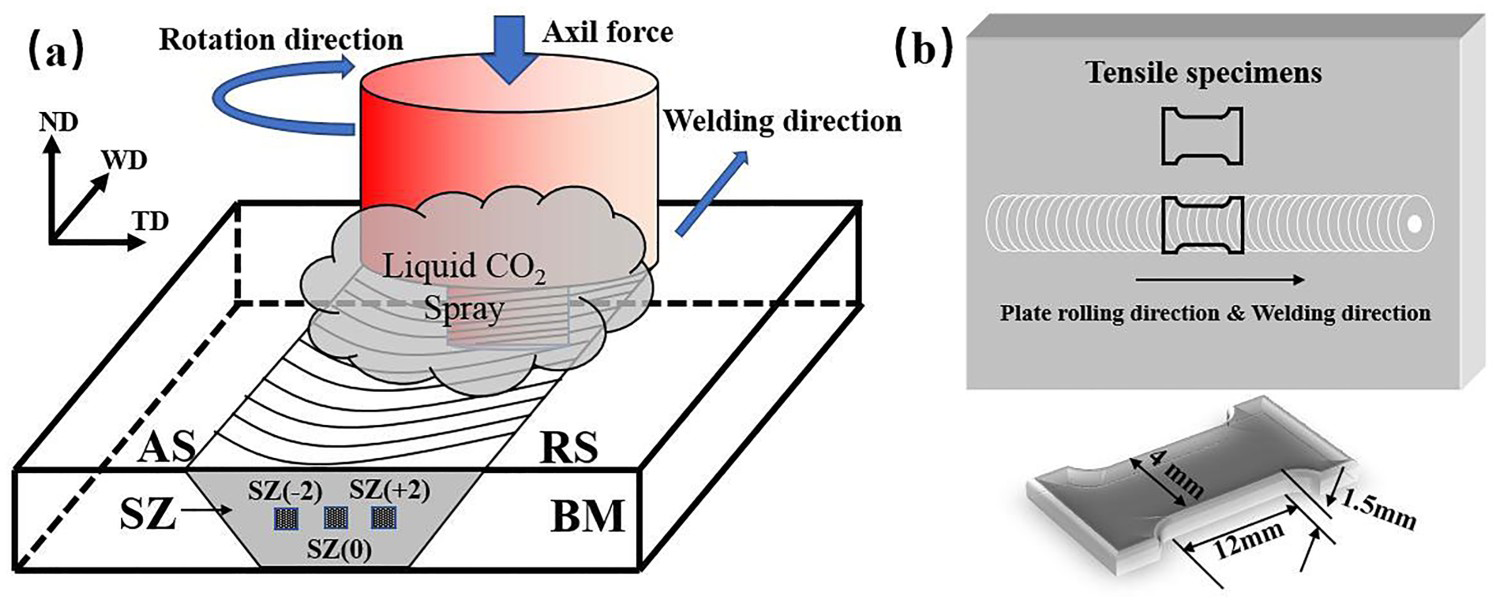
Results and discussion
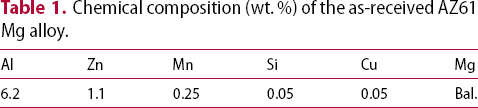
Figure 2 shows the surface appearance of the welded joints. The FSW400 weld had a smooth surface appearance, and the FSW600 weld showed some flashes at the weld edge due to the increased heat input. In contrast, the RCFSW400 weld exhibited an obvious tunnel defect. FSW400 has a perfect surface appearance, whereas RCFSW400 showed poor formability. Owing to the use of liquid CO2 cooling, the heat diffuses rapidly, resulting in insufficient plastic flow during the welding process. This suggested that the processing window for RCFSW became more narrow compared to that of the conventional FSW process. Therefore, to compensate for the heat loss during the RCFSW process, the tool rotation rate was enhanced from 400 to 600 rev min−1. As a result, the RCFSW600 joint showed a smooth surface appearance without flashes. In addition, the surface of the RCFSW600 joint exhibited a bright colour, indicating that surface oxidation was completely prevented due to the rapid decrease of the temperature and enhanced cooling rate. In our previous study about the RCFSW of pure Cu, the temperature history in the weld centre was investigated [18]. It was found that the peak temperature significantly reduced, and the cooling rate also remarkably enhanced due to the liquid CO2 cooling.
Surface appearance of the FSW wrought AZ61 Mg alloys, (a) FSW400, (b) RCFSW400, (c) FSW600, and (d) RCFSW600.
Figure 3 shows the microstructural feature of the BM. The BM was composed of large grains and ultra-fine grains, and some particles were also detected at the grain boundaries and in the grain interior. According to the Al-Mg phase diagram, the maximum solubility of Al reaches 12.9 wt-% at the eutectic temperature of 437°C. EDS results showed that the Al content in the α-Mg matrix was 1.8 wt-% (Point 1), which was slightly higher than its equilibrium concentration of 1.5 wt-% at room temperature, indicating that the BM contained supersaturated Al. The white phase in the SEM image was assigned to the β-Mg17Al12 phase based on its chemical composition of 29.9 wt-% Al and 70.1 wt-% Mg (Point 2).
OM and SEM images of the as-received BM.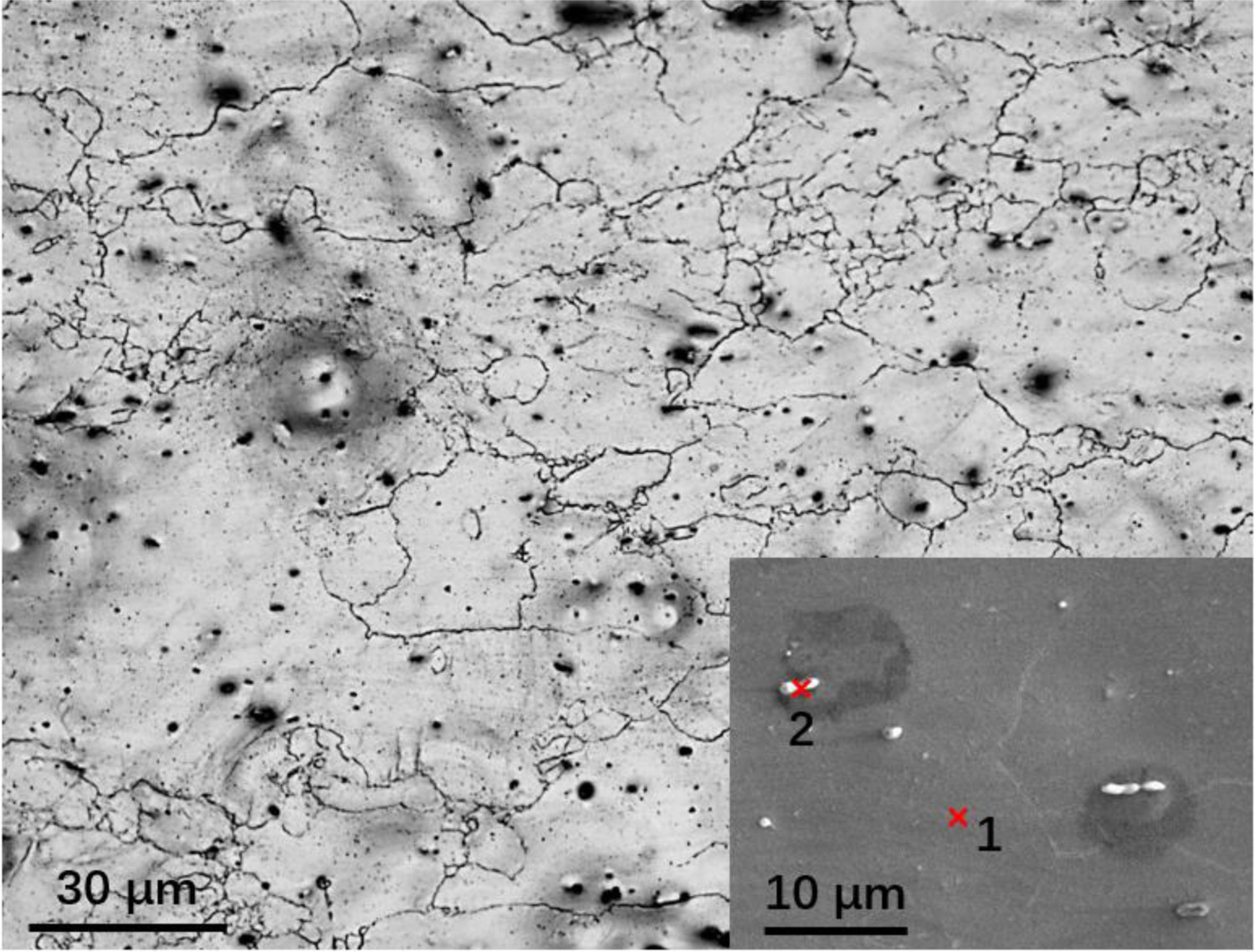
The microstructures of the SZs are shown in Figure 4. Compared to the BM, the grains in the SZs were refined. The average grain sizes of the FSW400 and FSW600 welds were 4.9 and 5.3 μm, respectively. It was found that the grains were coarsened due to the increased heat input. β-Mg17Al12 particles were not detected in the SZs obtained by the conventional FSW. EDS results showed that the Al content in the grain increased to 4.9% (Point 3 in Figure 4(a)), which was slightly below the nominal Al content in the AZ61 Mg alloy. This means that the β-Mg17Al12 phase dissolved into the α-Mg matrix during FSW. Since the SZ underwent severe plastic deformation, the high strain rate introduced a large quantity of dislocation structures into the grains, resulting in the occurrence of pipeline diffusion [19]. The tunnel feature of the dislocation structure contributed to the rapid diffusion of the Al element, and significantly promoted the rapid dissolution of the β-Mg17Al12 phase. Compared to the FSW600 weld, although the same welding parameters were adopted, the grain size of RCFSW600 was further refined to 2.1 μm, and massive β-Mg17Al12 particles were uniformly distributed in the SZ. This was because the welding temperature of RCFSW was lower than the Mg-Al eutectic temperature, so that the β-Mg17Al12 phase cannot be decomposed. The grain refinement that appeared in the RCFSW600 weld was attributed to the following three factors: (i) The presence of many twins (black arrows in Figure 4(c)) generated in the SZ that can further divide a grain into several small grains. (ii) β-Mg17Al12 particles increased the nucleation rate through particle-stimulated nucleation (PSN). (iii) The enhanced cooling rate and pining effect of the β-Mg17Al12 particles reduced the driving force for grain boundary movement.
OM and SEM images of the SZ, (a) FSW400, (b) FSW600, and (c) RCFSW600.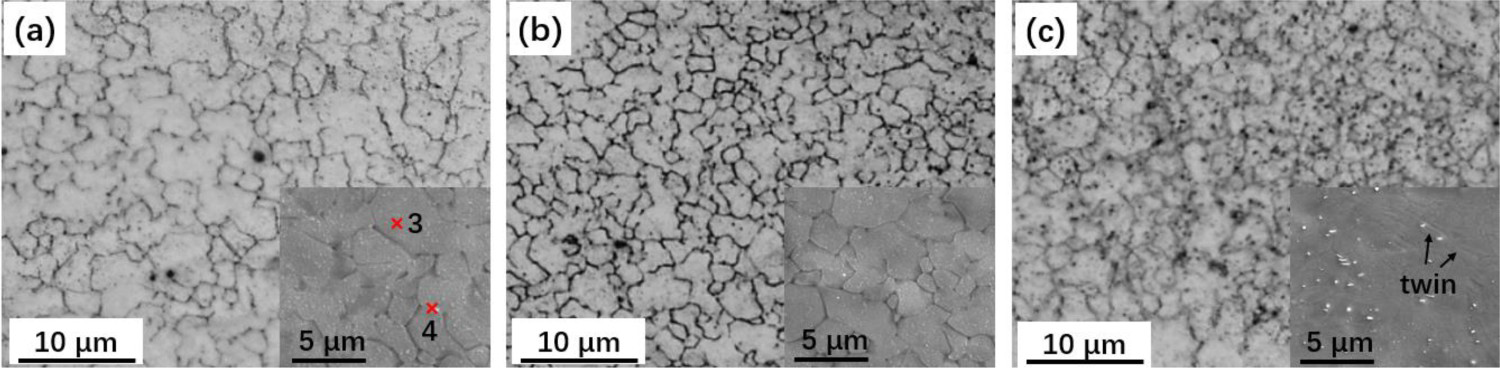
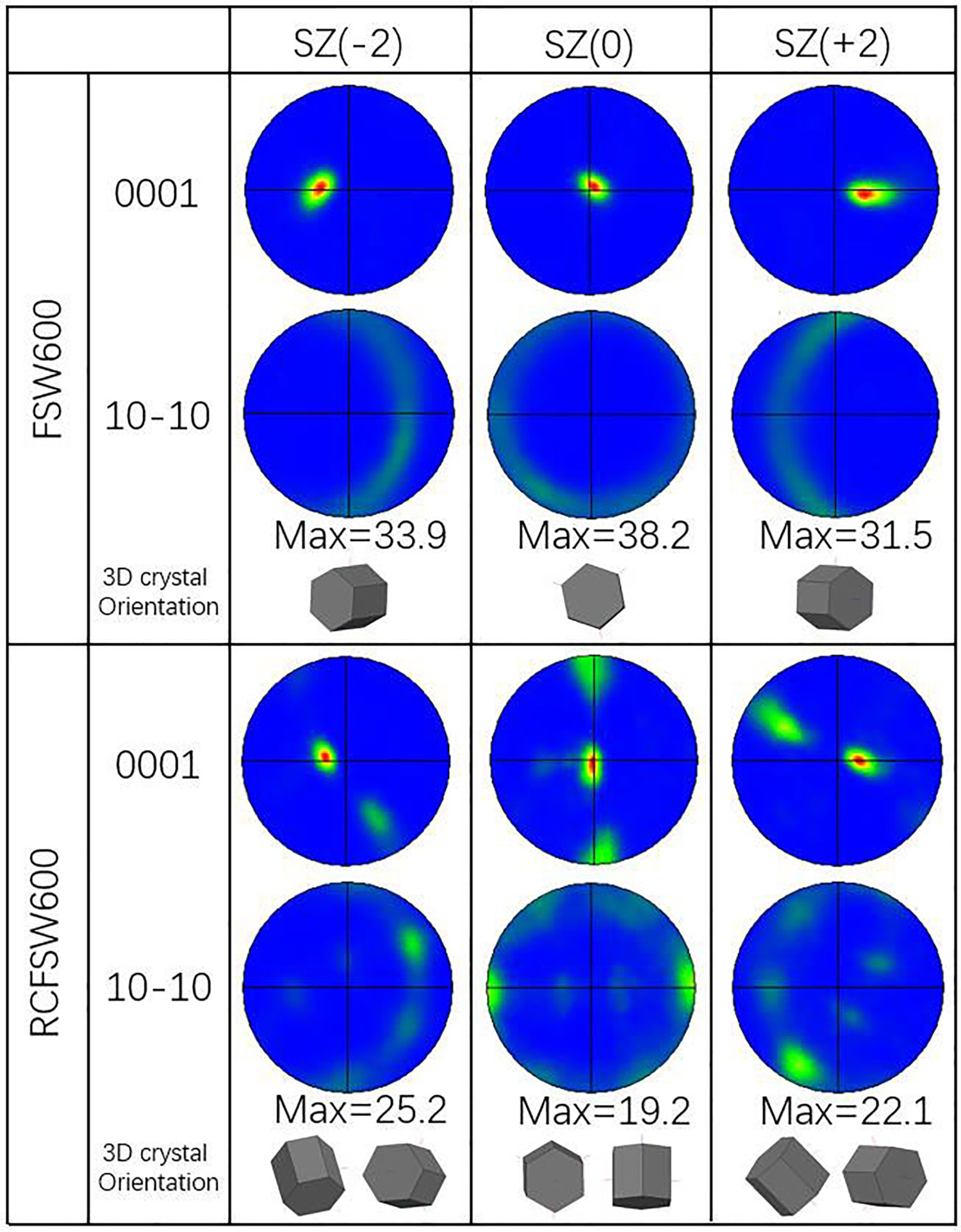
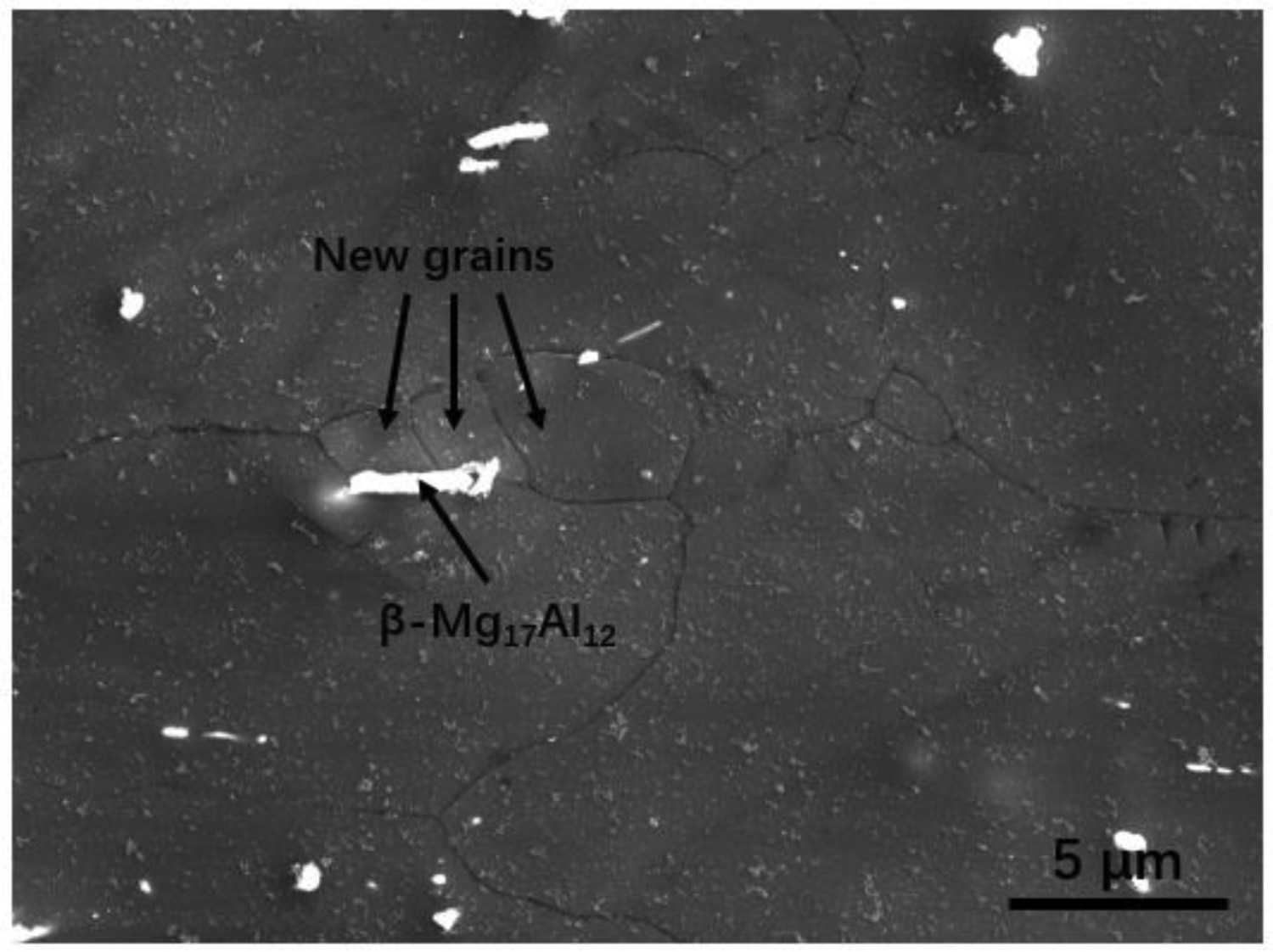
The EBSD characterisation results of the SZ centre are summarised in Figure 5. In the grain boundary map, the low-angle grain boundary (LAGB, 2°≤θ≤15°), high-angle grain boundary (HAGB, θ≥15°), and twin boundary (TB, θ=86.3 ± 5°) are indicated by blue, black, and red lines, respectively. The LAGB ratio values for the FSW400 and FSW600 welds were 13.3% and 9.1%, respectively. The {10-12} twin structure was not detected. The grain refinement in the SZs was attributed to dynamic recrystallisation (DRX). Previous studies reported that the DRX mechanism during the FSW of the Mg alloys includes continuous and discontinuous DRX [20]. For most grains, the c-axis of the grain was parallel to the WD, which was a typical textural feature in the SZ centre of the FSW Mg alloy joint [4, 5]. The orientation of the grains in the SZ was different in various regions. As the measurement position approached the SZ side, the c-axis gradually rotated to the TD. The SZ(0) showed the highest basal texture intensity, and SZ (−2) and SZ(+2) exhibited reduced basal texture intensity. This is because the plastic deformation in the SZ centre was more severe than that of the SZ sides. The fractions of LAGB and TB in the RCFSW600 weld increased to 22.3% and 37.6%, respectively. Mg has a typical HCP structure, and it shows easily activated basal slip and {10-12} twinning behaviour due to their low critical resolved shear stress. Owing to the low welding temperature of RCFSW, the {10-12} twinning behaviour must be activated in order to coordinate the strain along the c-axis, and the lattice in the twinned region rotated by 86.3° toward the ND. The increased fractions of LAGB and TB indicated that basal slip and the {10-12} twinning behaviour were the main deformation mechanisms during RCFSW. Owing to the appearance of the {10-12} twins, the basal textural intensity reduced from 38.2 to 19.2 (Figure 6). Similarly, the texture intensity on both sides of the SZ also decreased. The grain refinement mechanism of RCFSW was not only continuous and discontinuous DRX, but also {10-12} twining induced DRX and PSN induced DRX that was mainly caused by the decreased welding temperature. The occurrence of the {10-12} twining induced DRX during the low-temperature FSW of the Mg alloy as was discussed in detail in our recent study [21]. Owing to the appearance of the β-Mg17Al12 particles, some small grains appeared near the large-scale particles (>1 μm), and PSN-induced DRX occurred (Figure 7). The new grains generated from the {10-12} twinning-induced DRX and PSN-induced DRX changed the grain orientation and reduced the basal texture intensity. Our recent study reported that the {10-12} twinning-induced DRX grains had significantly different grain orientations, and thus effectively reduced the basal texture intensity [22].
EBSD results including inverse colour map, grain boundary map, and pole figure of the SZ centre. 0001 and 10–10 pole figures in the various regions of the FSW600 weld and the RCFSW600 weld. SEM image of the thermal mechanical affected zone of the RCFSW600 weld.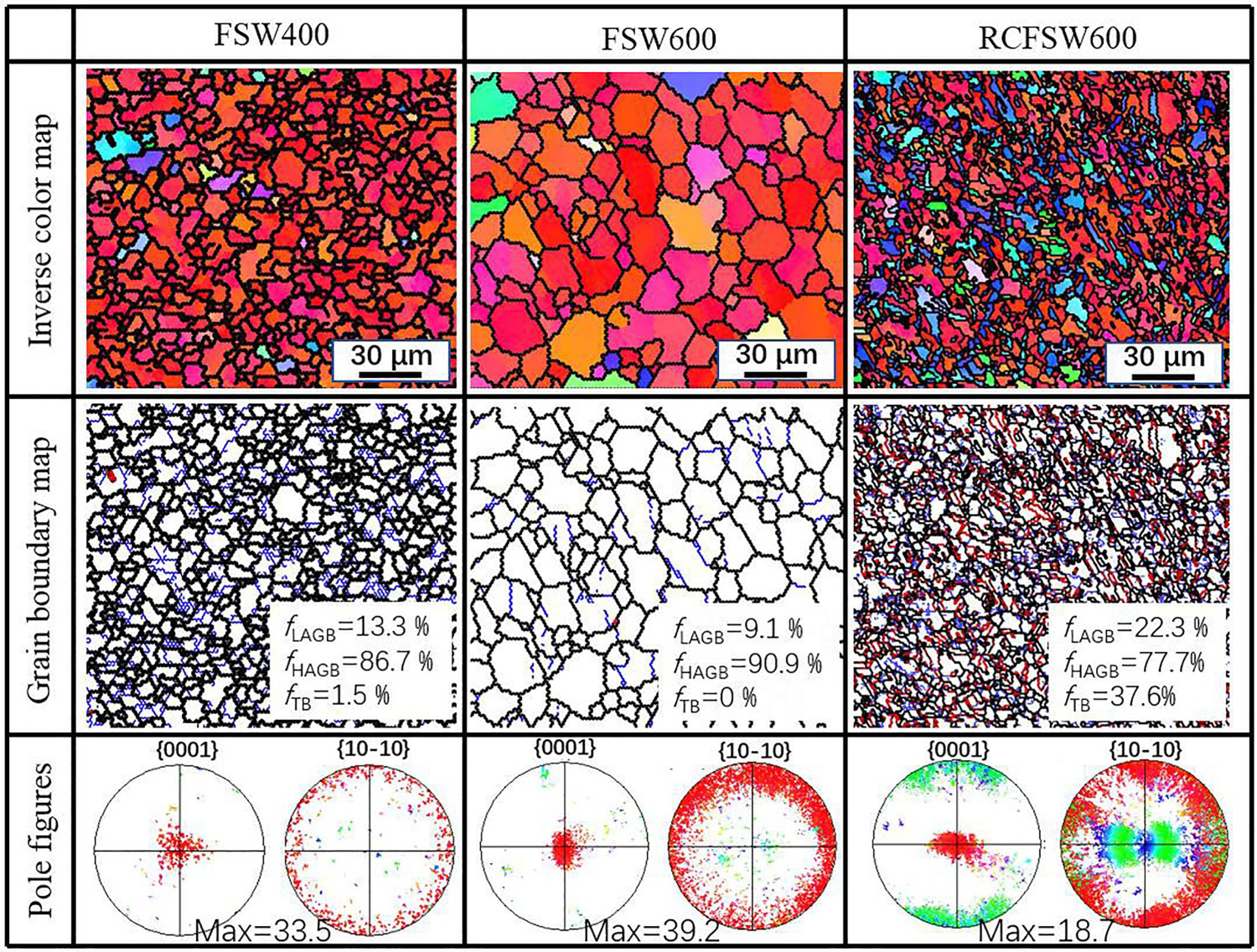
As shown in Figure 8(a), the activities of six {10-12} twin variants were determined by the Schmid factor (SF) [23, 24]. Owing to the high-speed rotation of the probe, the {0001} plane of the grains tended to align with the probe surface, i.e. the {0001} plane was perpendicular to the WD-TD plane. Immediately after the probe passed through, the newly formed SZ was subjected to the compression deformation caused by the shoulder. When the compression was conducted perpendicular to the c-axis, the SF values of the six {10-12} twin variants can be explained by the change of the angle between the direction of the applied load and the a-axis (Figure 8(b)). The angle between the applied load and the a-axis varied equivalently in the range of 0–30° due to the symmetry of the regular hexagon and the specific angular relationship between the three a-axis of the basal plane [24]. As shown in Figure 8(b), when the load was applied parallel to the a-axis (θ=0°), the maximum SF value of a twin pair was 0.374, and the poles in (0001) pole figure formed an angle of 30° from ND to TD. When the angle relationship between the applied load and a-axis increased from 0° to 30°, only one pair of twin variants had the highest SF value that increased from 0.374 to 0.499. The poles in the (0001) pole figure were distributed in the range of ± 30° from ND to TD. Since the {10-12} twins are controlled by the SF criterion, the twin variants that had the highest SF value were easily activated. As shown in the pole figure of RCFSW600 (Figure 5), this model is in good agreement with the experimental results, and indicates that one or two {10-12} twin variants were activated, and their (0001) poles were distributed in the range of ± 30 ° from ND to TD.
(a) llustration of six {10-12} twin variants and three possible relationships: para-position (7.4° < 1–210 >), ortho-position (60.0° < 10–10 >), and meta-position (60.4° < 8-1-70 >) [23]. (b) Orientations of the basal poles of six {10-12} twin variants and their Schmid factor: for the compression perpendicular to the c-axis [24].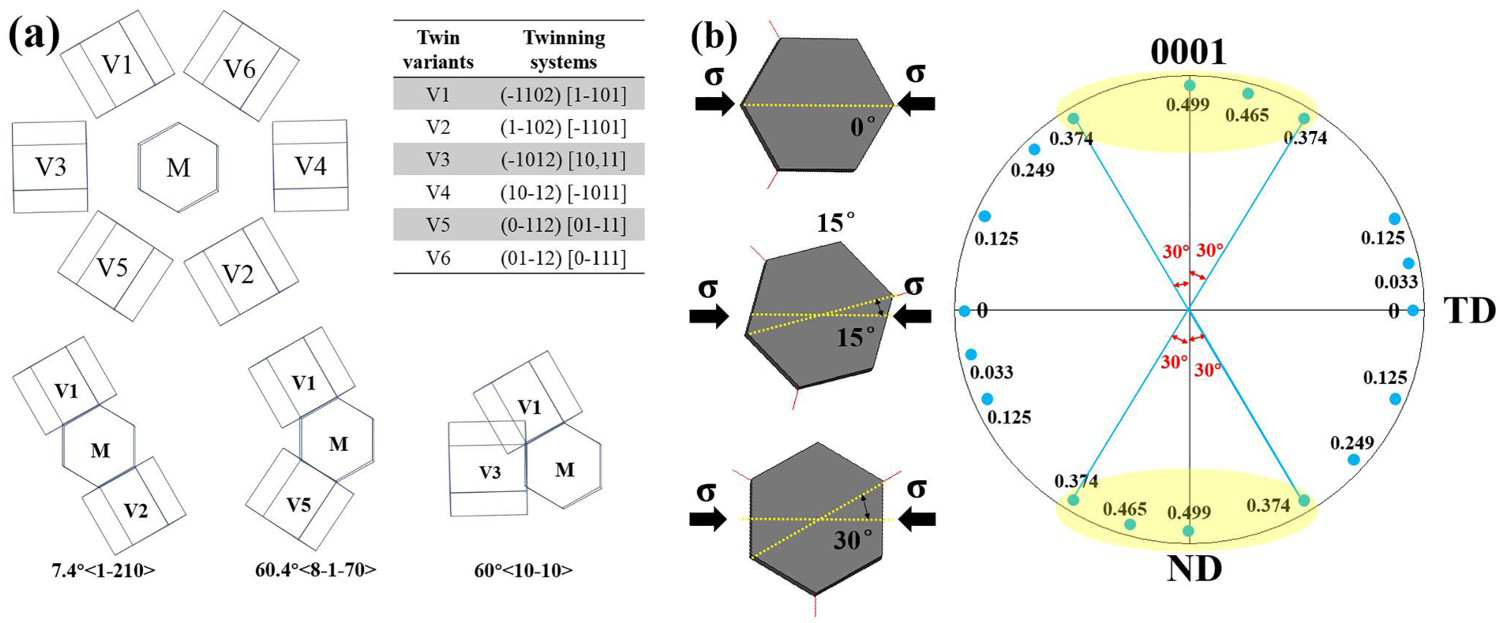
Figure 9 shows chain-shaped {10-12} twins in the RCFSW600 weld. The matrix grains and {10-12} twins were labelled as M and T, respectively. T1, T2 and T3 are determined as different {10-12} twins. T1a, T1b, and T1c belong to the same twin variant. A misorientation angle lower than 35° is the critical condition for the growth of twins at the grain boundaries [21]. The point-to-point misorientation indicated that twin chains often appeared at grain boundaries with low misorientation angles. This phenomenon was also reported by Khosravani et al. [25]. The misorientation angle between M1 and M2 was approximately 15°, satisfying the requirement of local strain transfer along the grain boundary. Subsequently, T1c impacted the grain boundary to promote the nucleation of T3 (Figure 9(e)). The formation of multiple twin pairs in M1 indicated that the local strain coordination capacity in M1 was better than that in other adjacent grains. All of the activated variants of T1 were oriented close to the shear direction, suggesting that local stress played a crucial role in the formation of {10-12} twins. In addition, different twin variants crossing each other appeared in M1. The misorientation values between the different {10-12} twin variants were approximately 60° (Figures 9(c,d)), and this significantly hindered the growth and propagation of twins [26].
High-resolution EBSD examination of the RCFSW600 weld including (a) inverse colour map, (b) 0001 pole figure, (c-d) selective enlarged region associated with the point-to-point misorientation distribution.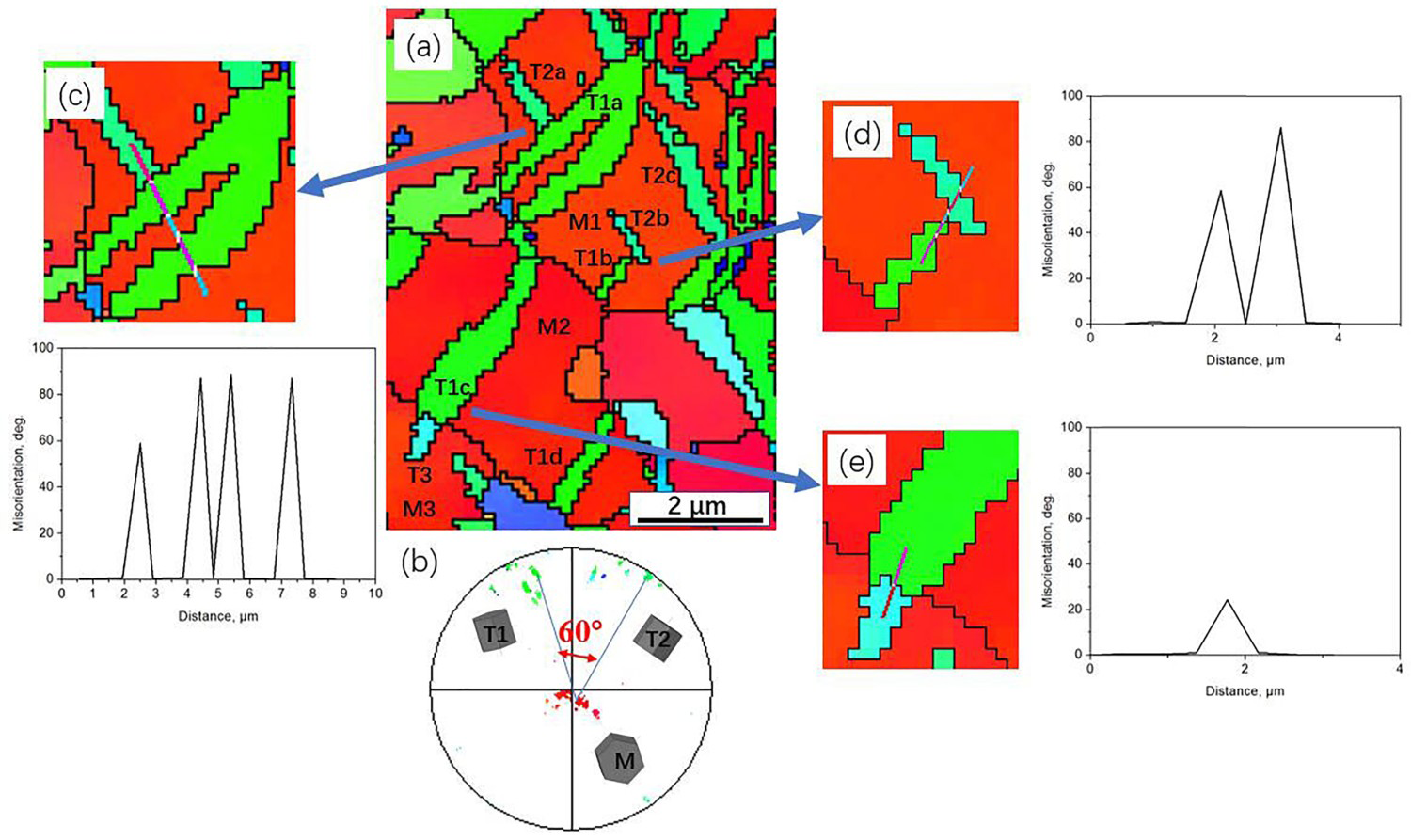
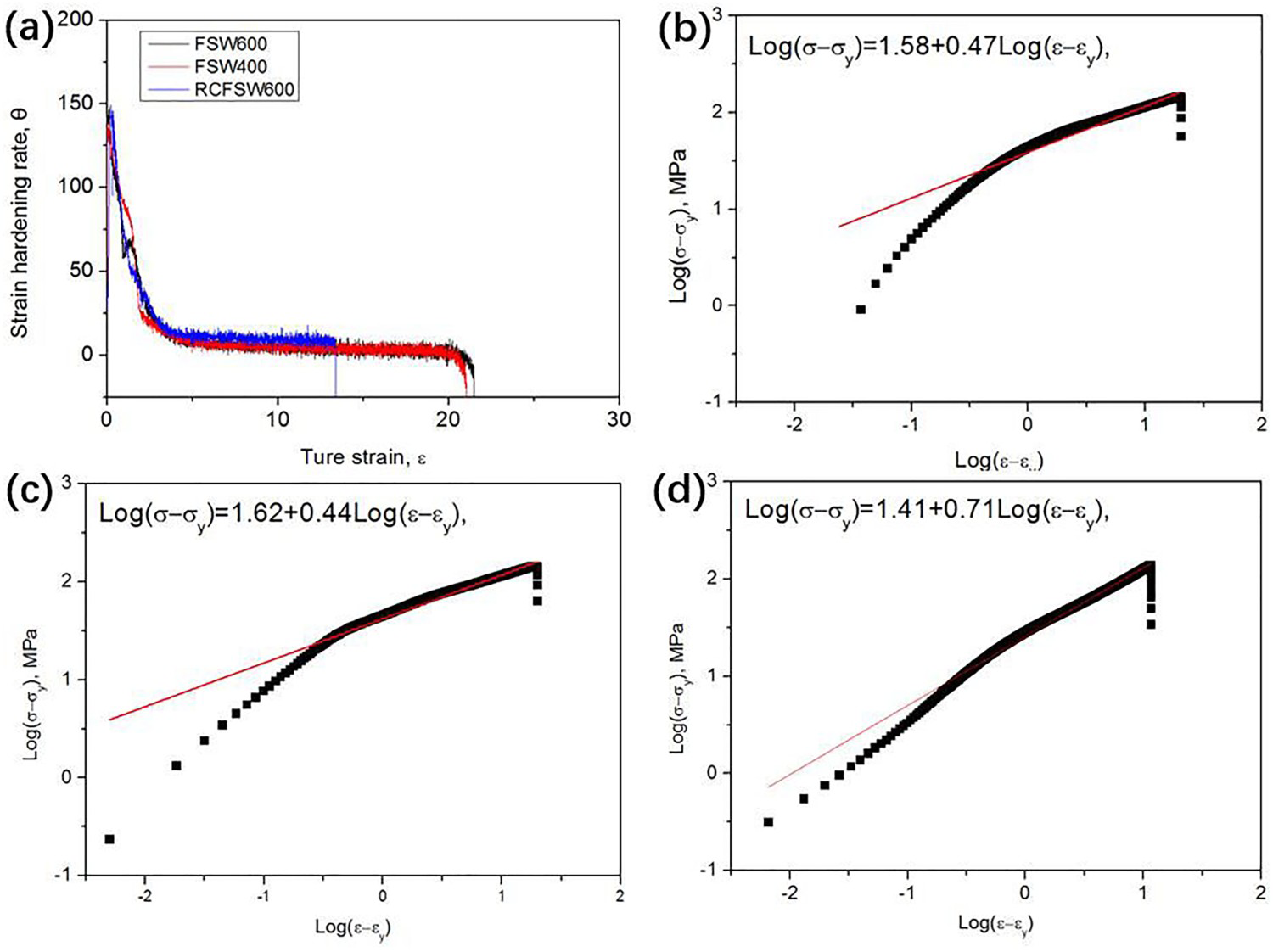
The tensile properties of the BM and the welds are summarised in Table 3. Compared to the BM, the yield strengths of FSW400 and FSW600 were reduced by 14% and 17%, respectively, while the ultimate tensile strengths decreased slightly by 2% and 7%, respectively. The reduction of the yield strength was attributed to the strong basal texture. By contrast, the yield strength and ultimate tensile strength of RCFSW600 were significantly enhanced, and in particular the yield strength was increased to 172 MPa, which was 11% higher than that of the BM. The relationship between the strain hardening rate and true strain is illustrated in Figure 10(a). When the strain exceeded 5%, the RCFSW weld displayed a higher hardening rate than the conventional FSW welds. During the uniform plastic deformation stage, the relationship between the strain and flow stress is frequently described by the Ludwik equation [27]:
(a) Strain hardening rate curves and strain hardening exponent of the (b) FSW400 weld, (c) FSW600 weld, and (d) RCFSW600 weld. Mechanical properties of the as-received BM and FSW welds.
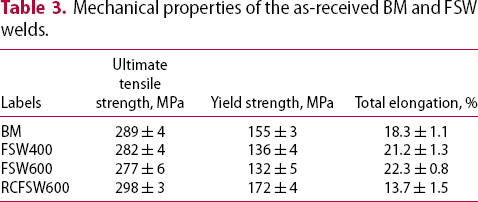
For polycrystalline materials without texture, yield strength increases with decreasing grain size. Owing to the strong basal texture in the FSW Mg alloy welds, the yield strength did not change much as the grain size decreased. This phenomenon was also found for the FSW of the AZ31 Mg alloy [28]. As shown in Figure 6, the basal texture of RCFSW was significantly reduced. The yield strength of RCFSW is determined by a combination of the effects of various strengthening factors, including grain refinement, dislocations, {10-12} twins, and β-Mg17Al12 particles. When the {10-12} twinning behaviour was activated in the grain interior, the initial grain was divided into several small grains, resulting in grain refinement. A large number of fine β-Mg17Al12 particles are uniformly distributed in the grains and act as obstacles for the movement of dislocations. Severe plastic deformation promoted the generation of dislocations in the SZ. Owing to the low processing temperature and rapid cooling rate, it is difficult for the dislocations to recover. Consequently, most of the dislocations were retained in the grains, increasing the dislocation density. Different {10-12} twin variants were introduced by the {10-12} twinning behaviour. The grain that contains two {10-12} twin variants showed a better strengthening capacity than the grain with a single twin variant [29]. Once the twin-twin boundary formed (Figures 9(c,d)), the propagation and growth of twins required higher stress, leading to strain hardening during the twinning process. After yielding, the proportionality relationship was observed between the dislocation density inside the material and the external stress that ensured continuous deformation. Owing to the low heat input of RCFSW, the grain size decreased and abundant second phases and twins appeared (Figure 11). The reduction in the grain size may lead to an enhancement in the dislocation storage capacity in the sample, resulting in the improvement of the hardening capacity and the strain hardening exponent. The strength of the RCFSW weld improved without a sharp decrease in ductility. A total elongation of 13.7% was still obtained due to the presence of {10-12} twins. Zhao et al. [30] introduced a large number of {10-12} twins in the AZ31 Mg alloy by using dynamic compression, and it was found that both the strength and total elongation were improved. The TBs can provide a certain space for the dislocation movement, thus coordinating the plastic strain and improving the total elongation. The abundant TBs provided more sites for dislocation nucleation and slip during the tension process, and no dislocation pile-up was found at the TBs [21]. Besides, during the tension, when the dislocation in the hexagonal close-packed lattice moved to the {10-12} TB, a partial dislocation was emitted into the twined region and a Shockley partial dislocation remained at the TB [31]. Therefore, the massive TBs can effectively relieve the local stress concentration, endowing the weld with a relatively good ductility.
Bright-field TEM images of the RCFSW600 weld showing (a) {10-12} twin structure, (b) dislocations and participates.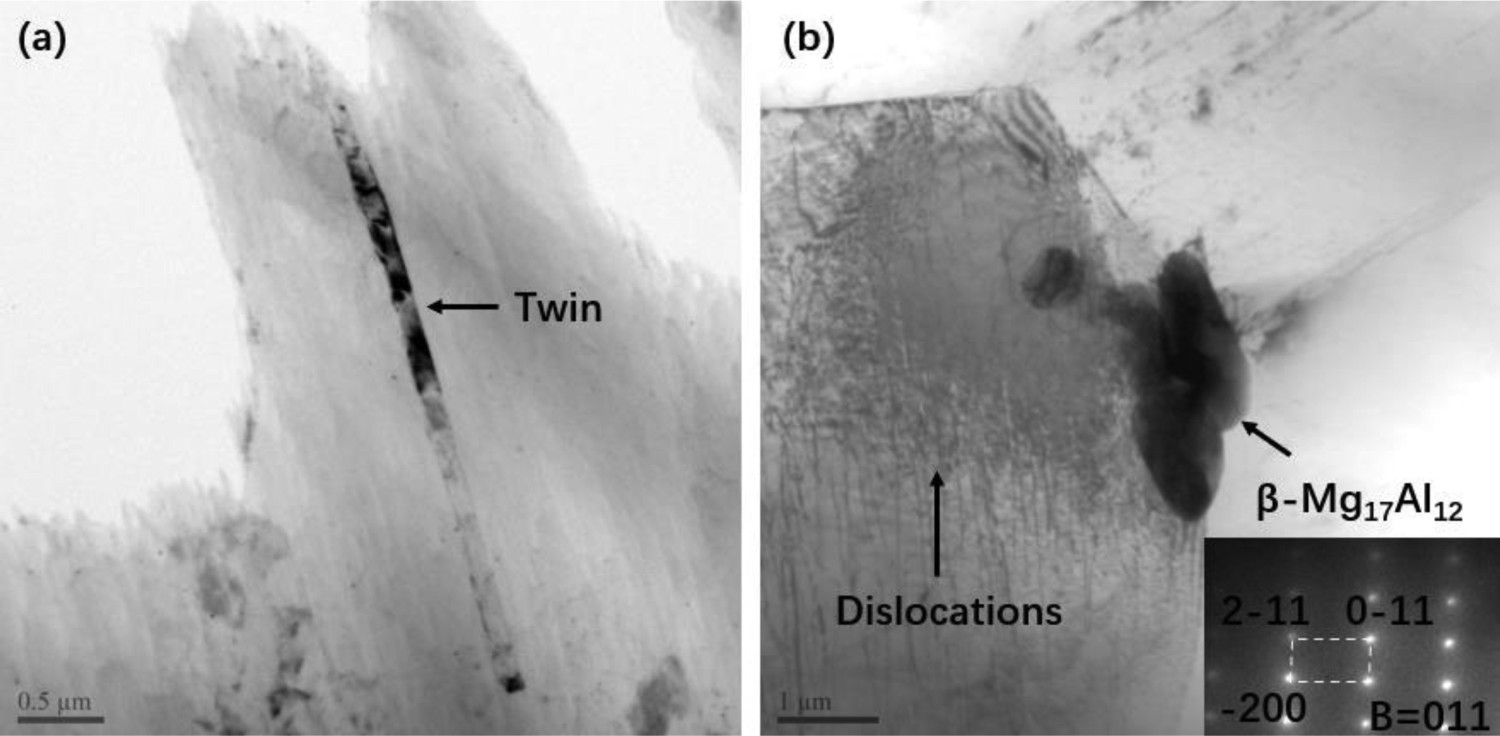
Conclusions
The conventional FSW AZ61 Mg alloy weld usually exhibits an Al supersaturated α-Mg solid solution structure with intense basal texture that gives rise to the unsatisfactory strength and ductility of the weld. RCFSW remarkably improved the thermal cycle and generated fine grains containing {10-12} twins, dislocations, and β-Mg17Al12 particles in the AZ61 Mg alloy weld. The {10-12} twinning-induced DRX and PSN-induced DRX contribute to the reduction of the basal texture intensity. The RCFSW weld displays an enhanced yield strength due to the synergistic effects of dislocations, β-Mg17Al12 particles, grain refinement, and {10-12} twins. In addition, a good combination of strength and ductility was also achieved due to the appearance of {10-12} TBs. The {10-12} TBs can provide sufficient space for the movement of dislocations and relieve the local stress concentration during the tensile process. This study provides a simple and efficient method for the preparation of a heterogeneous structure in the FSW AZ61 Mg alloy weld for improving its mechanical properties.
Footnotes
Acknowledgements
The authors would like to deeply appreciate the support from the Jiangsu University of Technology for providing the FSW equipment. Author N. Xu would like to thank Professor Hidetoshi Fujii in Osaka University for his valuable idea during this work.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Correction Statement
This article has been republished with minor changes. These changes do not impact the academic content of the article.