
Abstract
As the lightest structural alloys, magnesium alloys offer significant potential for improving the energy efficiency of various transportation systems. The lack of sufficient weldability of Mg alloys is a crucial barrier to their potential use in safety-critical applications. Porosity formation, grain structure engineering, solidification cracking, liquation, and liquation cracking are the key metallurgical challenges to obtain reliable and robust fusion welds in Mg alloys. This critical review highlights the current understating regarding controlling the metallurgical phenomena during fusion welding of Mg alloys and discusses the unresolved metallurgical challenges to shed light on the path forward to enhance fusion weldability of Mg alloys.
Introduction
Climate change and energy efficiency are two interlinked global challenges. Global warming as a critical reason for climate change is caused by anthropogenic greenhouse gases, with CO2 playing the most prominent role [1]. The transportation sector encompassing road, rail, air, and marine transportation contributes 14% to the total global CO2 emissions. The automotive emissions make roughly 50% of the transport sector, resulting in 7% of the global CO2 emissions [2]. Civil aviation is also a significant contributor to global warming, with high-altitude CO2 and condensation trails being a significant factor [3]. Therefore, the energy efficiency of transportation systems is the key to reducing global transport greenhouse gas emissions.
Weight-lightening is a practical pathway to enhance transport energy efficiency [4]. For example, it is shown that a 10% reduction in weight can improve passenger vehicle fuel efficiency by 6–8% [5]. Moreover, it is demonstrated, for example, for the Boeing 787, a 20% weight saving resulted in 10–12% fuel efficiency improvement [6]. Therefore, the lightweight design concept using low-density materials with high strength to weight ratio is one of the key strategies to address the growing global demands for energy-saving and CO2 emissions reduction for all transportation applications [5-7]. As the lightest structural alloys having a density of about one-fourth that of steel, magnesium alloys offer significant potential for improving the energy efficiency of the automotive and aerospace industries [8]. There are several reviews [9-15] on current and future applications of the cast and wrought Mg alloys in the automotive and aerospace industries.
Key features that dominate the physical metallurgy of Mg alloys are (i) the hexagonal closed packed (HCP) crystal structure of magnesium, which dictates its low ductility/formability [16], (ii) the opportunity to form a solid solution with many other alloying elements [17] which can provide pathways for both strengthening and ductilisation of Mg [18], (iii) the formation of several intermetallic phases with many alloying elements which is a key for second phase hardening in Mg alloys [19], and (iv) high Hall-Petch coefficient which makes grain refining a viable route for improving the mechanical properties of the Mg alloys [20]. A useful review on the physical metallurgy of Mg alloy can be found elsewhere [17].
The Mg alloy systems can be divided into Al-bearing and Al-free groups. Mg–Al alloy systems such as Mg–Al–Zn (AZ series) and Mg–Al–Mn (AM series) are the most widely used Mg alloys in which the formation of Mg17Al12 intermetallic plays a crucial role in their mechanical performance. AZ91 and AZ31 are the most widely used cast and wrought Mg alloys, respectively. The low solvus temperature of Mg17Al12 phase (<130°C) limits the creep resistance of AZ and AM series. The microstructure of rare-earth containing Al-bearing alloys (Mg-Al-RE system) and Ca/Sr-containing Al-bearing magnesium alloys contains stable grain boundary intermetallic phases that enhance their service temperature. Al-free magnesium alloys are generally Zr-bearing alloys such as Mg–Zn–Zr (ZK series) and Mg–Zn–RE–Zr (ZE series). Zr plays a crucial role in the grain refining of Al-free Mg alloys. The addition of rare earth elements improves ductility, enhances the creep resistance, and reduces the freezing range of the Mg alloys [17, 21, 22].
Despite the various exciting properties of Mg alloys (e.g. high specific strength, high specific elastic modulus, excellent damping capacity, ease of recycling, biocompatibility), the high material cost [11], the low ductility/formability [16], the poor corrosion resistance [23], and the weldability [24] challenges are critical Achilles heels that restrict the widespread application of Mg alloys. This paper focuses on the weldability challenges of the Mg alloys. The improvement of weldability challenges of Mg alloys is critical for enhancing its potential use in transportation. The weldability is a crucial property that influences the performance of materials in a specific application. Welding is a critical enabling manufacturing technology in all transportation industries [25]. Therefore, Mg alloys’ application in vehicle and aerospace industries requires knowledge of their metallurgical response to the welding thermal cycle. Even though high-quality Mg welds can be produced using optimised solid-state friction stir welding (FSW) or friction stir spot welding (FSSW) [26], the fully mechanised nature of the friction stir based process prevents its use for applications where access or weld shape is complicated (e.g. fillet welds). Moreover, the workpiece also needs to be restrained in well-designed support tooling, making complicated welds in FSW challenging to set up. The versatility, high speed, and low cost are the significant advantages of fusion welding processes compared to the solid-state welding processes [27]. While the use of fusion welding, especially arc welding, for the joining of steels is well established, the fusion welding of Mg alloys represents significant challenges, which is a barrier for their widespread usage as a solution for energy and lightweight-materials challenges. Therefore, to improve the commercial applicability of Mg alloys, it is necessary to improve their fusion weldability by fundamental understanding the fusion welding processes (i.e. process-related challenges) and understanding the weld phase transformations and weld cracking phenomena (i.e. metallurgical challenges). These two aspects should be considered concurrently during welding process development:
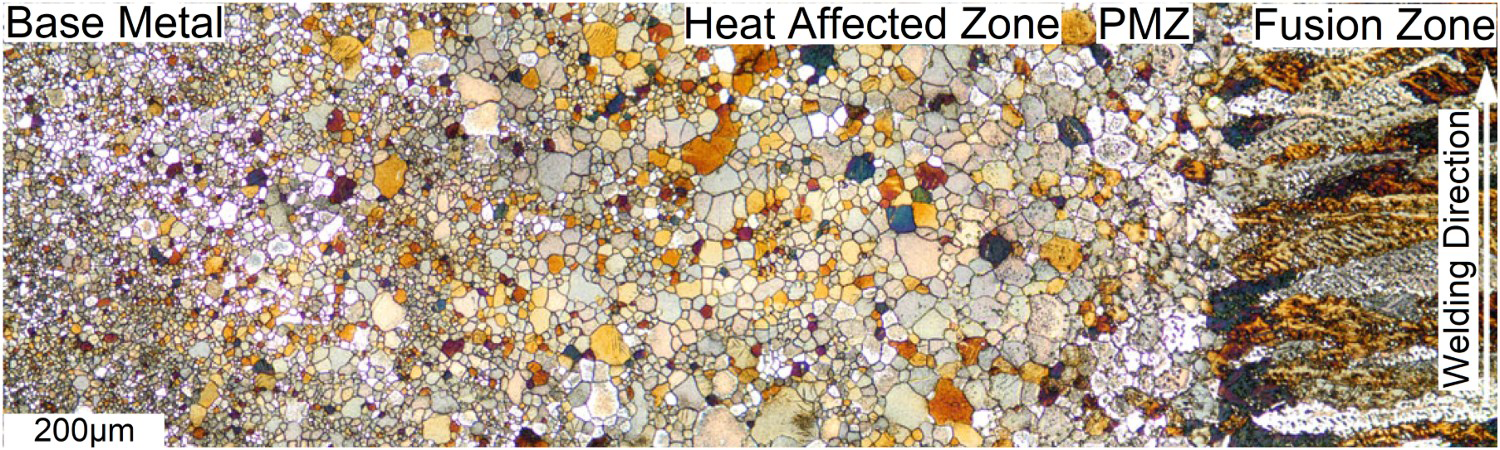
Process-related issues: Resistance spot welding, arc welding processes, and laser welding are the main fusion welding processes suitable for welding of Mg alloys. Arc welding of Mg alloys is possible via gas tungsten arc welding (GTAW) and gas metal arc welding (GMAW). Despite its high quality, the GTAW is not a mass-production welding process. GMAW is a high productivity welding process. However, the use of conventional GMAW for welding Mg alloys is accompanied with several process-related issues, severe spattering being the main issue. These process-related challenges during GMAW of Mg alloys are well discussed in Chapter 23 of the third edition of Kou's Welding Metallurgy book [28]. Solving the process-related issues such as lack of fusion and penetration, imperfect weld shape (e.g. undercut, high crown), and spatter is the first step toward optimisation of fusion welding processes for joining of Mg alloys. Metallurgical-related issues: Fusion welds are featured by heterogeneous microstructure due to interaction of weld thermal cycle and initial metallurgical structure of the base metal [29]. A fusion weld made on a Mg alloys (Figure 1) consists of fusion zone (FZ), where melting and re-solidification occurs, partially melted zone (PMZ), where partial melting occurs during heating, heat affected zone (HAZ), where solid state phase transformation occurs, and base metal (BM), where microstructure remains unchanged during welding [30]. Therefore, a fundamental knowledge of the metallurgical phase transformations during welding and their consequence on the joint properties is required to achieve sound, strong and reliable joints. Microstructure of AZ91 arc fusion weld [30]: A microstructure gradient is produced in the weldment due thermal gradient associated with fusion welding. The microstructure of the fusion welds is determined by both solidification phenomena and solid-state phase transformation.
This paper presents a critical assessment of current knowledge on fusion welding metallurgy of Mg alloys. In this review, the key metallurgical challenges including porosity formation in the FZ, columnar grain formation in the fusion zone, solidification cracking and liquation phenomena and the factors controlling the joint properties are discussed.
Porosity formation in the FZ
The formation of porosity in the FZ is a critical challenge during the solidification of the weld pool of Mg alloys. Porosity can impair both mechanical properties and corrosion resistance of the weld [31]. The key mechanism for porosity formation during fusion welding of Mg alloys, especially during arc welding, is the dissolution of atomic hydrogen (H) into the liquid phase [32-34]. Owing to the lower solubility of H in the solid Mg than the liquid Mg, H is rejected during solidification. This promotes the formation of a supersaturated H-rich layer at the advancing solid/liquid interface. When the gas content at the solidification front exceeds the solubility of liquid, pore nucleation occurs. The low density of magnesium slows down the bubbles’ rise to escape from the weld pool [32]. According to the degree of H supersaturation of the liquid pool, porosity can be nucleated take place at the advancing solid/liquid interface and in the bulk liquid weld metal, adjacent to the inclusion-liquid interface. Therefore, the formation of bulk porosity is promoted by the nucleation in the bulk of the liquid metal pool, by the diffusion of H atoms from the solid/liquid interface, and by the escape of pores from the advancing solid/liquid interface. On the other hand, interdendritic porosity is promoted by the equilibrium capture of pores by the solidification front and by the nonequilibrium capture of pores by an unstable dendritic solidification front [35]. The susceptibility of the Mg alloys to the formation of hydrogen-induced porosity is affected by several factors:
The base metal composition: The base metal composition can influence the solid and liquid solubility of hydrogen and liquid fluidity, affecting the susceptibility to porosity formation during welding. The amount of dissolved hydrogen: If the dissolved gas in the liquid pool is higher than the maximum solid solubility, interdendritic porosity can be formed at the solid/liquid interface during solidification. If the dissolved gas in the liquid pool is higher than liquid solubility, both bulk and interdendritic porosity can be formed [35]. If the weld pool's hydrogen content keeps below the solid solubility of H in the liquid, the hydrogen porosity can be eliminated. Therefore, the hydrogen sources (moisture or grease on the surface of the workpiece or filler metal, moisture in the shielding gas, and moisture in the flux, electrode coverings, or shielding gas) should be appropriately controlled [28]. It is shown that the hydrated oxide layer, Mg(OH)2 on the surface of the filler and workpiece is a key source of hydrogen in Mg alloys [32, 36]. Kou and co-worker [37] showed that cleaning of filler metal with sandpaper or baking of the filler metal can eliminate the porosity formation in gas metal arc welds. Solidification conditions: It is shown that solidification conditions especially solidification rate can affect the gas porosity formation in the FZ via affecting several factors including time to escape, rate of gas transport through the boundary layer ahead of solid/liquid interface, probability of pore capture by the solidification factors, and solidification sub-structure [35]. However, the works focused on the effect of welding variables and solidification substructure on the gas porosity in Mg alloy welds are rare.
It is of note that the presence of pores in the initial microstructure of the BM can increase the susceptibility to porosity formation in the fusion zone via coalescence and expansion of small preexisting pores or gas inclusions in BM [38, 39]. Therefore, the manufacturing route of the base metal can affect the porosity formation in the FZ. For example, it is shown that die cast alloys [40] and powder metallurgy [38] alloys are highly susceptible to porosity formation in the FZ. In addition to hydrogen porosity, an unstable keyhole in laser welding [31] and the presence of alloying elements with a low vaporisation point can cause porosity in the FZ. It is of note that porosity formation is also an issue during arc-based and laser-based additive manufacturing of magnesium alloys [41, 42].
Microstructure development in the FZ
The microstructure development during solidification of Mg alloy fusion zone is controlled during two interlinked stages:
Formation of Mg-rich primary phase dendrites: This first stage controls the grain structure, which will be discussed in detail in the next section, and the geometry of the dendrites. The geometry of the dendrites, dendrite arm spacing (DAS) in terms of primary DAS and secondary DAS, is controlled by the solidification time, which is inversely proportional to the cooling rate [28, 43]. The faster cooling rate leads to the formation of finer dendrite arm spacing [43, 44]. This can be achieved by using lower heat input or employing a high power density heat source (e.g. laser beam welding and electron beam welding). Using cold metal transfer (CMT) process which is a modified gas metal arc welding process can effectively reduce the welding heat input resulting in a finer solidification structure [42]. It has been reported that laser welds exhibited a finer solidification structure than arc welds [33, 44]. It is of note that shielding gas (e.g. Ar and He) in arc welding [45], the composition of the flux in activated flux GTAW process [46], and type of laser (e.g. fibre laser, diode laser, and CO2 laser) [47] can also affect the generated heat during welding and microstructure scale in the FZ. The subsequent non-equilibrium positive segregation of the solutes: The growth of Mg-rich primary phase dendrites is accompanied with the rejection of solute with partitioning coefficient than unity, k<1, (e.g. Al in Mg–Al alloys, or Zn in Mg–Zn alloys [48]) into the remaining inter-dendritic liquid. Continuous solute enrichment of liquid during the growth of primary dendrites could cause solute concentration to exceed the solubility limit of solute in the Mg-rich primary solidification phase; therefore, secondary solidification constituents are formed among adjacent dendrites (i.e. interdendritic zones). In Mg alloys, many solutes (e.g. Al, Zn, Ca, Nd) form a eutectic reaction with Mg. Therefore, in many commercial Mg alloys, the solidification is terminated by eutectic reactions. The solidification path of the alloy is controlled by weld metal chemistry, the segregation behaviour of solutes, and the cooling rate. In commercial Mg alloys, intermetallic phases are formed during the last stage of solidification. For example, Mg17Al12 and Mg2Zn3 are the predominant phases which are formed during eutectic solidification of FZ of the AZ series [38, 49-52] and ZK series [53, 54], respectively. The size and the volume fraction of eutectic micro-constituents are influenced by the cooling rate. For example, it is shown that the increased cooling rate associated with the lower heat input increases the volume fraction of the eutectic-type β-Mg17Al12intermetallic phase during arc welding of AZ61 and AZ91 due to higher deviation from equilibrium solidification condition at a higher cooling rate [52, 55]. However, the thickness of the secondary phase was found to be decreased at higher cooling rates [52]. The volume fraction of solid-state β-Mg17Al12 precipitates in lower heat-input conditions was lower than higher heat-input conditions [52]. The presence of extensive and continuous network secondary intermetallics phase can determinately affect ductility and mechanical properties of the FZ [52, 56].
Grain structure of the fusion zone: columnar-to-equiaxed transition
The grain structure and the grain size of the fusion zone are key metallurgical features affecting mechanical properties, corrosion resistance, and susceptibility to solidification cracking. The grain structure is generally linked to alloy composition and solidification conditions, including thermal gradient in the liquid phase (GL) and solidification rate (R) [57-59]. Generally, the high thermal gradient in the liquid phase (GL) and the epitaxial growth mechanism during fusion welding promotes the formation of large columnar grains [28, 60]. Considering the facts that (i) the strength of the Mg alloys is highly sensitive to grain size due to their high Hall-Petch grain boundary pining coefficient (kGB) [20] and (ii) the Mg alloys are highly susceptible to solidification cracking during fusion welding [61], development of refined equiaxed grains in the fusion zone is vital to enhance their mechanical properties and weldability.
The columnar-to-equiaxed transition (CET) is usually assumed to occur when the equiaxed grains are growing in the constitutionally undercooled liquid block the growth of columnar grains. Two essential conditions are required to enhance CET (i.e. triggering nucleation of equiaxed grains and their survival):
The presence of large constitutional supercooling (CS) zone (solute paradigm): The establishment of the constitutional supercooling zone ahead of the solidification front is critical in facilitating the nucleation of grains and their survival [62-64]. The nucleation of equiaxed grains requires sufficient CS (i.e. larger than the undercooling required for nucleation on a potent particle). Moreover, large CS is required to protect the new nucleated grains from remelting and guarantee their survival. It is generally believed that there is a critical GL/R ratio for CS formation ahead of the columnar grains:
Q is proportional to the rate of CS generation. Therefore, a faster CS development rate allows further nucleation events to occur sooner, producing a finer equiaxed structure. the dendritic growth rate is inversely proportional to Q, limiting the grain growth during solidification [62]. The increased Q value can reduce the size of the nucleation free zone, a zone immediately in front of the solidification interface where sufficient supercooling is still not created [64, 68].
The larger Q value suggests a higher tendency of solute to create a wider CS zone ahead of the growing dendrite/grain. This means that solutes with a steeper liquidus line (higher m), higher solid solubility (i.e. increased C0), and a higher tendency for positive segregation during solidification (i.e. lower partitioning coefficient, k) contributed to a wider CS Zone. The larger the value of Q, the greater the grain refining capacity of an alloy is. This is due to some facts:

(II) The presence of nucleant particles to promote heterogeneous nucleation in the constitutional undercooling zone (Nucleant paradigm): The presence of nucleant particles in the melt, which can reduce the free energy barrier to nucleation, is a key for promoting heterogeneous nucleation and hence grain refining. It is shown that effective inoculation is characterised by reduced required nucleation undercooling (ΔTn). The effective nucleant refers to solid particles in the melt that are crystallographically, chemically, and thermodynamically compatible with the primary solid to be formed and are big enough to promote heterogeneous nucleation [69].
According to the interdependency model, the grain size (DGS) of a solidified material can be described as Equation (3) [68, 70]:
Several approaches have been employed to enhance CET and grain refinement during welding. As it is convenient to consider the FZ as a mini-casting [73], most of these approaches are based on the originally developed techniques for metal casting [28].
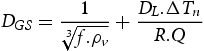
Increased the cooling rate during welding: It is well known that generally, the increased thermal undercooling associated with the fast cooling rate that facilitates the nucleation encourages grain refinement in the fusion zone. For example, it is reported that the FZ grain size of AZ31 laser welds is finer than arc welds [74]. However, it is of note that the high cooling rate is usually accompanied by a high thermal gradient [60]. Therefore, while most of the fusion welding processes exhibited high GL × R (i.e. cooling rate), which ensure the formation of fine solidification sub-structure, the high thermal gradient in the welding limits the formation of CS zone can preclude the nucleation of equiaxed grains [69]. Therefore, the increased cooling rate of the welding processes cannot always enable the nucleation of the fine equiaxed grains. Control the G/R using controlling the welding parameters: The welding parameters can affect the weld pool shape (elliptical weld pool vs. teardrop-shaped pool) and the solidification condition of the weld pool [28, 58]. Both factors can affect the shape/size of grains. The effect of welding parameters on the GL/R is well established in Al welds. It is shown that increasing welding heat input and welding speed decreases the thermal gradient in the weld pool. Moreover, fusion welding using higher speeds can enhance the solidification rate (R). Therefore, welding using higher heat input and higher welding speeds can enhance CET in the FZ [28, 75]. However, a systematic study on controlling the grain structure of Mg welds via manipulation of the welding parameters is rare. Liu et al. [76, 77], in their work on the grain structure of AZ31 resistance spot welds, reported that increasing the welding heat input increases the size of the equiaxed dendritic zone due to the decreased thermal gradient in the melt (GL). Control the chemistry of the FZ (Inoculation via solute): The chemistry and the solute content of the fusion zone can affect the level of CS (a solute paradigm for grain refining). The grain refining can be achieved via the addition of high Q-value solutes to the melt. This technique has been investigated extensively for grain refining of the Mg alloys during casting [63, 64, 78, 79]. In fusion welding, it has been shown that the grain refining can be enhanced by increasing the Al content (as a solute with medium Q value) of the AZ series. For example, the FZ grain size of the AZ91 and AZ61 is smaller than that of the AZ31 due to its higher Al content of the AZ91 and hence Q value enhancing the CS ahead of the S/L interface during weld pool solidification [56, 80, 81]. Considering the effect of Al on the grain refining, Babu and Cross [82], in their work on the arc welding of AZ31 alloy, increasing the Al content of the FZ by preplacing cast insert in the gap between the base metal sheets. They found that the increasing Al content in the FZ resulted in more effective grain refinement. In the case of autogenous laser welding of ZK alloys with Zn content ranges from 2 to 6 wt-%, Yu et al. [53] proposed that the effect of Zn content on the grain size of the FZ is determined by the competition between increased CS due to increased solute content and increased solidification time caused by increased solidification range. They found that the finest grain size was obtained at Zn content of 4 wt-%. Inoculation via adding potent nucleant: Grain refining can be achieved via the addition of foreign particles or the formation of in-situ particles during solidification via increasing the number density of heterogeneous nucleation sites [83]. The grain refining of the cast and wrought Mg alloys via nucleant has been the subject of various reviews. In, Al, Mn, and Si-free Mg alloys, Zr adding is the most efficient approach for grain refining due to the high Q-value of Zr in Mg and nucleant role of Zr for heterogeneous nucleation. In, Al, Mn, and Si-containing Mg alloys, Zr does not play its grain refining role because these elements can readily form stable intermetallic phases, which are ineffective as nucleant for magnesium grains. It is shown that during laser welding of ZK60, the presence of Zr can result in grain refining. However, the refining effect of Zr was diminished when welding was performed using an AZ31 filler strip. Moreover, fine equiaxed grains were observed in arc welding of ZE41, which contains 0.8 wt-% Zr [84]. In Al-bearing Mg alloys, various nucleant particles, including borides, Al2Y, AlN, Al4C3 [85], and SiC [86], have been investigated as a potential grain refiner. However, the effect of nucleant particles on the Mg welds’ grain structure is not extensively studied yet. It is shown that the addition of SiC nano-particles to the flux in activating flux GTAW process can results in some grain refining in the FZ [87, 88]. It is of note that the pre-existing nucleant particles can induce grain refining during solidification. For example, it is shown that the pre-existing Al8Mn5 intermetallic compound particles in the initial microstructure of the AZ31 can serve as a potent nucleant for α-Mg during solidification of the weld nugget in resistance spot welding (see Figure 2(a)). It is also shown that the addition of Mn particles into the weld nugget can promote CET (see Figure 2(b)) [76]. Solidification in dynamic environments: The grain refining can be achieved without modification of the melt chemistry via the promoting dynamic solidification conditions and vigorous agitation of the solidification front by using an external field. Many techniques including heat source pulsing, power source oscillation, and ultrasonication have been applied to modify the grain structure of the weldment.
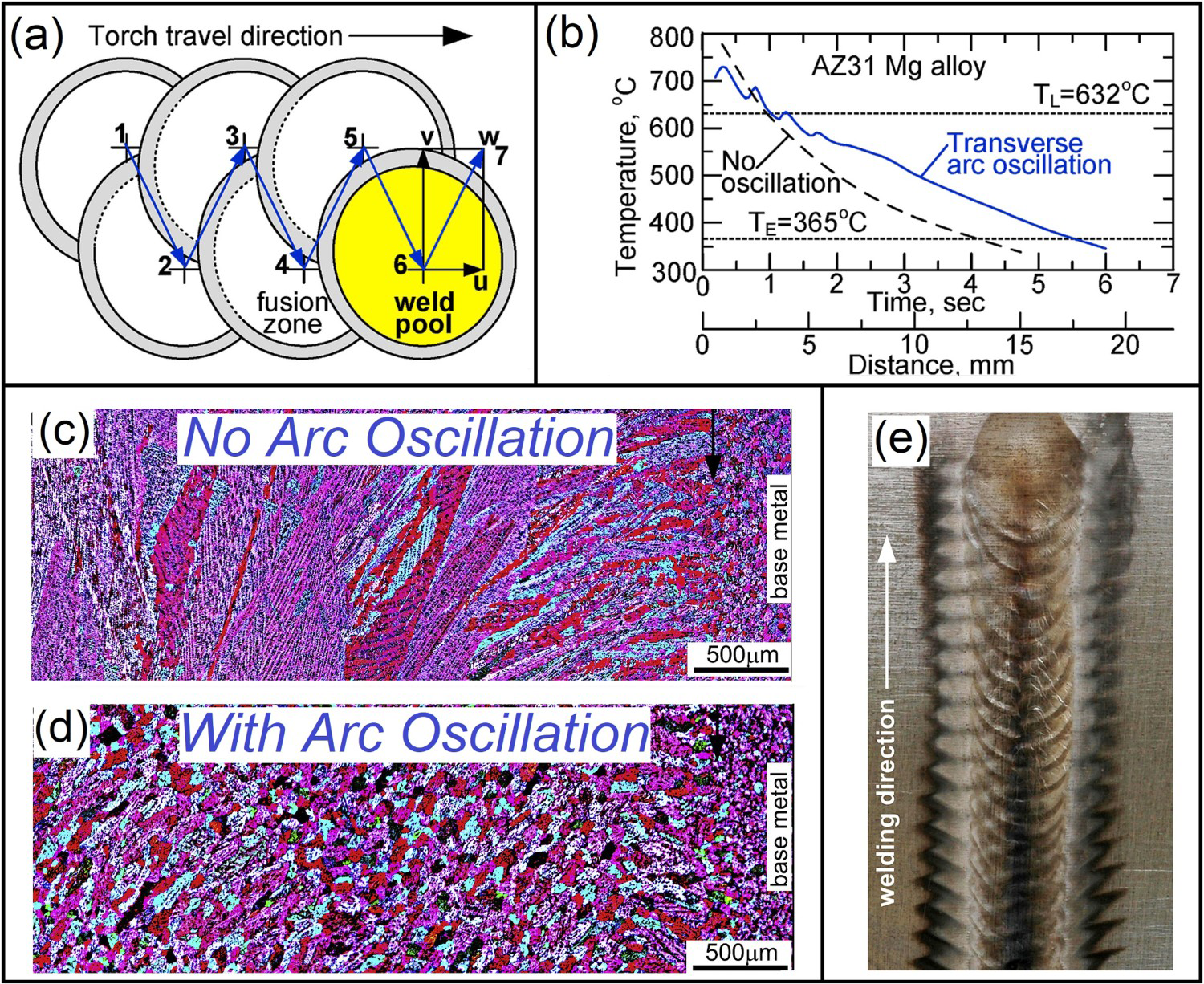
Heat source pulsing: Generally, arc pulsation is an enabling technology to produce grain refined fusion welds in various materials [28]. The works on the grain refining of the Mg alloy welds are limited. Babu and Cross [89] grain refined AZ31 fusion zone using low frequency pulsed AC TIG welds. Pulsed MIG welding is also is reported to be successful in grain refining of AZ31 [90]. However, the exact grain refinement mechanism was not determined. Based on the previous works [28, 91], the following factors help in grain refinement of the fusion zone during heat source pulsing: (i) Promoting the nucleation via increased thermal supercooling induced by the high cooling rate during the low-current cycle of the pulsed arc welding and (ii) enhanced the possibility of dendrite fragmentation by re-melting and breaking off of the growing dendrites during the high-current cycle of the pulsed arc welding. Recently, arc pulsation has been employed to refining the grain structure of AZ31 fabricated by wire arc additive manufacturing (WAAM) [92]. Power source oscillation: Arc oscillation can be produced by magnetically or oscillating the arc column using a magnetic probe or mechanically vibrating the welding torch [28, 93]. The success of this technique in grain refining of the welds has been proved in Al and steel welds. Recently, Kou and his co-worker [94, 95] showed that low-frequency transverse arc oscillation enables alteration of coarse columnar grains into the fine equiaxed grains in the FZ of the AZ31 and AZ91 (see Figure 3). The grain refining mechanism was determined as dendrite fragmentation. Arc oscillation is accompanied by a pre-heating effect (Figure 3(a)). The recorded cooling curve proved during welding that the arc oscillation could cause reheating (Figure 3(b)). This can induce two significant effects: (i) the reheating can lead to re-melting of the necked root of the side arms of the dendrites of the solidifying metal. This encourages dendrite fragmentation, which in turn can help CET in the FZ. (ii) The temperature increasing during cooling can reduce the temperature gradient in the melt during solidification and thus enhanced the CS facilitating the survival of the new nucleated equiaxed grains. The optimum grain refining was achieved using a low frequency (1 Hz) and an amplitude equal to the arc length (2 mm in this case) [94]. It is of note that some grain refining is also reported due to beam oscillation during laser welding of AZ31 [96, 97]. Electromagnetic stirring in resistance spot welding: The magnetically assisted resistance spot welding in which an externally applied magnetic field would interact with the welding current to produce a Lorentz force that promotes liquid stirring in the weld nugget [98]. The externally applied magnetic field can be produced by a pair of permanent magnets attached to the welding electrodes. It is proved that the electromagnetic stirring can enhance nugget growth and promotes equiaxed grain formation during resistance spot welding of steels and aluminium [98-102]. This technique is also has been applied to resistance spot welding of AZ31 Mg [103]. The refining can be attributed to the reduced thermal gradient and possible dendrite fragmentation. Ultrasonication: Ultrasonication has been used for grain refining of Mg-alloy castings [60, 62]. Kou and his co-workers conducted ultrasonic grain refining during arc welding of AZ31 and AZ91 by dipping an ultrasonic probe in the weld pool to stir it at a distance behind the arc [80]. They proposed that two phenomena play a crucial role in grain refining of the FZ using ultrasonication: (i) dendrite fragmentation due to ultrasonic shock waves, which increases the number of heterogeneous nucleation sites, and (ii) lowering the temperature gradient in the liquid due to ultrasonic stirring of the liquid due to ultrasonic stirring which enhances the survival of the dendrite fragments. It is reported that more effective grain refining can be achieved if the probe is close to the mushy zone, and the amplitude of oscillation is high [80]. Moreover, it is reported [104, 105] that ultrasonic vibration-enhanced arc welding helps in reducing/eliminating the volume fraction of porosity in the FZ and refining the primary α-Mg grains and β-Mg17Al12. These effects were enhanced by increasing the ultrasonic power [104]. Ultrasonic vibration during laser welding of AZ31 is also was effective in grain refining and reducing the weld porosity [106, 107]. (a) Formation of equiaxed grains in the fusion zone of AZ31 resistance spot welds due heterogeneous nucleation of pre-existing Al8Mn5 intermetallic compound in the BM microstructure. The melting temperature of Al8Mn5 is reported to be 1048–1091°C, which is much higher than the highest predicted temperature of the fusion zone during resistance spot welding of Mg alloys. Therefore, the pre-existing Al8Mn5 particles in AZ31 sheet remains solid during RSW and can act as inoculants to promote nucleation of equiaxed grains. (b) the addition of micro-sized Mn powder into the fusion zone can promotes columnar-to-equiaxed transition [76]. Grain refining of AZ31 fusion zone using low-frequency transverse arc oscillation: (a) the pre-heating effect of arc oscillation, when the weld pool travels from Position 6 to Position 7, the adjacent metal covered by the pool previously at Positions at 4 and 5 is still very warm. Thus, welding from Position 6 to 7 is in fact done with high preheating. (b) The pre-heating effect of arc oscillation can decrease the thermal gradient in the melt. (c-d) The reduced thermal gradient which creates an enhanced constitutional supercooling in the solidification front coupled with the dendrite fragmentation enabled the formation of fine equiaxed grains instead of large columnar grains. (e) Top view of a weld made with transverse arc oscillation at 1 Hz frequency and 2 mm amplitude. Arc oscillation was generated using a four pole magnetic probe which was positioned to surround the tip of the tungsten electrode [94].
Solidification cracking
Mechanism and factors affecting cracking susceptibility
Solidification cracking occurs in the mushy zone when a coherent interlocking columnar solid network separated by a continuous thin liquid film is ruptured by the tensile stresses due to obstructed solidification shrinkage and thermal contraction [108]. If a sufficient amount of liquid metal is present near the cracks, it can ‘backfill’ and ‘heal’ the incipient cracks. Two factors critically influenced the crack susceptibility of the alloy during weld solidification [30]:
Solidification range of the liquid metal: The wider the solidification range, the larger the weak mushy zone in the FZ, which is susceptible to solidification cracking. The amount of the liquid present during crack initiation stage: The higher the volume fraction of the liquid phase (i.e. eutectic liquid) present near the cracks, the higher the chance for crack healing.
There are several theoretical models for solidification cracking during welding. Recently, Kou [109, 110] proposed a cracking criterion during weld solidification by a focus on the events occurring at the grain boundary, where the crack occurs. Cracking can initiate and propagate if the separation rate of two neighbouring columnar grains caused by tensile deformation, subtracted by their growth rate toward each other, exceeds the feeding rate of liquid along the grain boundary due to shrinkage. Based on a mathematical treatment of the problem, |dT/d(fS1/2)| near (fS1/2) = 1 (T is temperature and fS is the solid fraction), which is the steepness of the curve of T vs. (fS1/2) near (fS1/2) = 1, is proposed as an index for the susceptibility of an alloy to cracking during solidification [109, 110]. A more detailed description of this weld solidification cracking model can be found in the third edition of Kou's Welding Metallurgy book [28].
Mg alloys fusion welds can exhibit high susceptibility to solidification cracking due to their generally wide solidification temperature range, high shrinkage value, and high thermal expansion coefficient. The occurrence of solidification cracking is reported in several works. Although there are several works on the hot tearing phenomena during casting of the Mg-alloys [111-113], there is lacking systematic studies on the hot cracking of Mg-alloys during welding. Kou and co-workers [114] theoretically studied the crack susceptibility curve (crack susceptibility vs. solute content) for binary Mg alloy systems using the maximum │dT/d(fS)1/2│ as the crack susceptibility index. They found that the susceptibility to solidification cracking decreases in the order of Mg–Zn > Mg–Al > Mg–Nd > Mg–Ce > Mg–La. The highest maximum crack susceptibility of the Mg–Zn system is due to its low eutectic temperature coupled with its low equilibrium partition ratio at the eutectic temperature. Liu and Kou [61] in their pioneering work, for the first time, experimentally evaluated the solidification cracking susceptibility of AZ31, AZ61, AZ91, and ZK61 using a transverse motion weldability test. They found the susceptibility to solidification cracking decreases in the order of ZK61 > AZ31 > AZ61 > AZ91, which is consistent with decreasing the steepness of the curve of T vs. (fS1/2) near (fS1/2) = 0.99 (see Figure 4). Despite its wider solidification temperature range, AZ91 welds are less susceptible to solidification cracking than AZ31. This can be attributed to the presence of a larger amount of the eutectic liquid in AZ91 that promotes the liquid feeding and crack healing phenomena enhancing the resistance to solidification cracking.
Susceptibility of Mg alloys to solidification cracking: (a) Curves of Temperature vs. (fraction solid)0.5. Short straight lines indicate maximum steepness up to (fS)0.5 =0.99, (b) Maximum steepness │dT/d(fS)0.5│ calculated in part (a) showing the susceptibility to solidification cracking decreases in the order of ZK61 > AZ31 > AZ61 > AZ91[61].
Approaches to enhance the resistance to solidification cracking
As a crucial weldability issue, solidification cracking involves a complex interaction between thermal, metallurgical, and mechanical factors. The two vital metallurgical approaches to enhance the resistance to solidification cracking are:
Adjusting the FZ composition: Fusion zone with high susceptibility to solidification cracking should be avoided. To eliminate solidification cracking during welding of high susceptible base metal, the filler metal composition and the dilution ratio should be adjusted to produce an FZ of less susceptible composition. This requires developing a crack susceptibility curve (crack susceptibility vs. composition) for multi-component Mg alloys. Grain refining of the FZ: It is well documented that developing refined equiaxed grains in the FZ can effectively enhance the resistance to solidification cracking. It has been proposed that refined equiaxed grains can deform to accommodate thermomechanical strains more efficiently due to their higher ductility than columnar grains. Moreover, the thermomechanical strains can be accumulated at a higher number of liquid grain boundaries. Also, liquid feeding and healing of incipient cracks can be more effective in fine-grained material. It is proven that grain refining is a practical approach to reduce solidification crack susceptibility in steels and Al alloys [28, 115]. It is shown that there is an inverse relationship between the grain size and total solidification crack length in AZ31 arc welds [116]. Even though the effect of grain size on the solidification crack susceptibility in Mg alloys is not well quantified yet, it can be expected that the grain refining can also help eliminate the solidification cracks during crack susceptible Mg alloys.
Liquation and liquation cracking phenomena
Mechanism and factors affecting liquation and liquation cracking
Liquation (i.e. liquid formation) and liquation cracking are key weldability issues associated with the fusion welding of alloys with a large solidification temperature range [28]. Liquation cracking in the weld is due to the formation of grain boundary liquid and the liquid films’ inability to support tensile stresses that develop during cooling of the weld PMZ [28, 117]. Grain boundary (GB) liquation can be either super-solidus (i.e. via equilibrium melting above the equilibrium solidus of the alloy) or sub-solidus (i.e. via non-equilibrium melting of the alloy below the equilibrium solidus of the alloy) [28, 118]. The extent of the partially melted zone (PMZ) in the presence of a sub-solidus liquation mechanism is wider than when the only liquation mechanism is super-solidus equilibrium melting of the alloy. Liquation can occur either in the grain interior or along the grain boundaries. However, liquation cracking is an intergranular phenomenon. Therefore, the formation of a continuous/semi-continuous GB liquid film is critical for the occurrence of liquation cracking. Sub-solidus GB liquation generally can occur via two different mechanisms (i) segregation-induced GB liquation in which segregation of melting point depressant solutes and/or impurities to the GBs lowers the local melting temperature of the GBs relative to the bulk resulting in a GB liquid (ii) penetration-induced GB liquation in which a migrating GB at high temperature (i.e. during the grain growth stage in the HAZ) interact with a liquated region. This follows by wetting of the GBs by the liquid phase and penetration/spreading of the liquid along the GBs. Therefore, if the liquated regions are not already situated on the grain boundaries, a GB liquid can be formed via a penetration mechanism. The localised liquated regions required to activate the penetration-induced GB liquation can form via two distinct mechanisms, including eutectic melting of terminal solidification constituent of a cast structure and constitutional liquation of second phase particles. The latter mechanism, which is unique to welding, is a fundamental mechanism for liquation in many engineering materials. The constitutional liquation is based on the formation of a diffusion couple between a second phase particle and the surrounding matrix in a multi-phase alloy during the heating cycle of the welding. Owing to the rapid heating characteristics of the welding process, the complete dissolution of the particle is not possible at temperatures above the solvus. Therefore, if a low melting reaction (i.e. the eutectic reaction in almost cases) exists between the undissolved particles and the surrounding matrix, a local melting can occur at the interface of the constituent/matrix interface. This sub-solidus liquation mechanism extends the effective melting temperature range of the alloy and therefore is detrimental for liquation cracking.
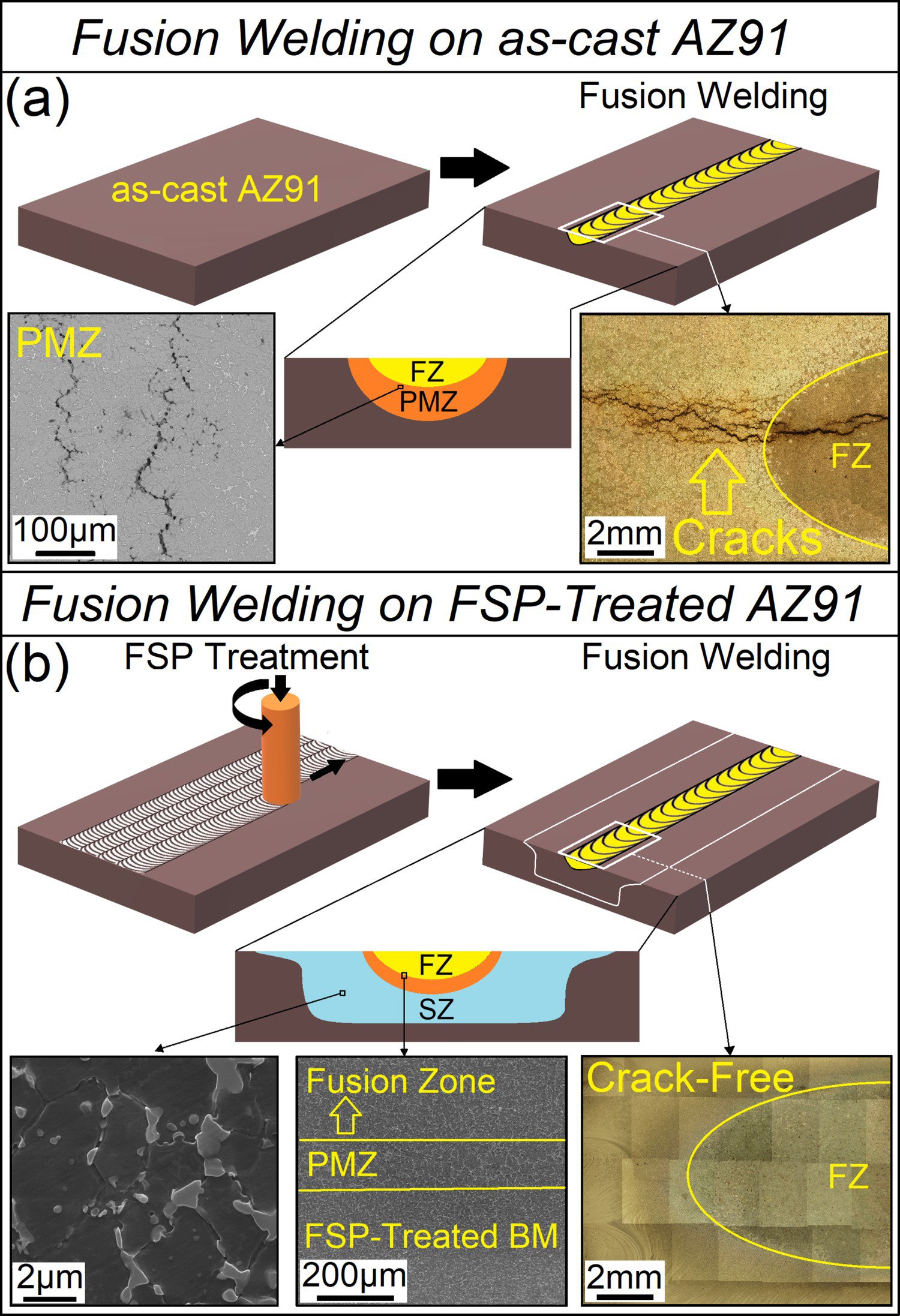
Mg alloys are highly susceptible to liquation which is due to their wide PMZ (due to wide freezing temperature range and high thermal conductivity), large solidification shrinkage (solid density significantly greater than liquid density), and large thermal contraction (due to its large thermal expansion coefficient) [119]. For example, AZ91, the equilibrium PMZ temperature range is about 100°C (see Figure 5(a)). However, in cast AZ91, the presence of coarse eutectic Mg17Al12 phase which exhibits high resistance to dissolution upon heating causes constitutional liquation during welding. This widens the PMZ by increasing the liquation temperature range. Considering the presence of a high volume fraction of coarse eutectic Mg17Al12 in the initial microstructure of the as-cast AZ91, a thick liquid film is created during welding in the PMZ (Figure 5(c)). This can cause cracking in the PMZ if the liquid film experiences large tensile stress during welding (Figure 5(d)). According to Figure 5(e), the tips of solidification dendrites that are exposed on the fracture surface confirm the presence of the liquid phase during tearing. The susceptibility of the Mg alloys to liquation cracking can be assessed based on the following factors:
The solidification range of the base metal: The solidification range of an alloy is determined by its composition and the presence of low-temperature solidification reactions (i.e. eutectic reaction) [28, 118]. Mg alloys with a low eutectic temperature are susceptible to liquation during welding. The lower the eutectic temperature, the higher the susceptibility to liquation and liquation cracking during welding. This is why Mg–Zn alloys with a eutectic temperature of 340°C are more susceptible compared to the Mg–Al alloys with a eutectic temperature of 437°C [121]. The presence of second phase particles in the base metal microstructure: The presence of coarse second phase particles in the initial microstructure (e.g. Mg17Al12 in AZ series, Mg–Zn intermetallics in Zinc-bearing Mg-alloys) of the alloy can promote the occurrence of liquation formation during fusion welding via constitutional liquation mechanism [50, 119, 121-124]. The solid solution alloys with a low volume fraction of secondary phase particles (e.g. AZ31) are less susceptible to liquation. Increasing the volume fraction of the secondary phase in the BM promotes the liquation phenomena and increases the size of the PMZ. For example, increasing the Al content in the AZ series, which increases both the solidification range and the volume fraction of Mg17Al12, increases the susceptibility to liquation and liquation cracking during welding. Therefore, in the AZ series, the susceptibility of liquation cracking increases in the order of AZ31 < AZ61 < AZ91 [119]. The same trend is also reported for the Mg–Zn alloys and ZK series in which increasing Zn content increases the susceptibility to liquation [53, 121] The size of the liquation-sensitive second phase particles in the base metal: According to the constitutional liquation mechanism, the presence of un-dissolved coarse, secondary phases in the initial microstructure of the BM during heating is responsible for liquation and subsequent liquation cracking. Therefore, the kinetics of the solid-state dissolution of the second phase particles within the matrix during heating is a key for constitutional liquation. The dissolution rate of the particles during heating is governed by the size of the particles. According to the classical theory of diffusion-controlled particle dissolution, the time required to complete the dissolution of particles during isothermal annealing is proportional to the square of the particle radius [125]. Therefore, the finer the secondary particles’ size, the higher the resistance to liquation and liquation cracking. It is shown that in the case of wrought AZ91 sheet in which both coarse and fine Mg17Al12 particles were present in the initial microstructure of the BM, much less liquation was observed in sub-micrometre particles [126]. The base metal's grain structure: It is shown that fine-grained materials exhibited higher resistance to liquation cracking [28, 118]. For example, no liquation cracking was observed during laser welding fine-grained ZK60 [127] and fine-grained wrought AZ91 [126]. The formation of a continuous intergranular liquid film is an essential prerequisite for liquation cracking [28, 128]. Coarse grain structure with a low mean grain boundary curvature boundary path expedites the spread of the liquid along the GB [129, 130]. Finer grains with high grain boundary area and substantial mean grain boundary curvature discourages complete wetting of the grain boundaries by the liquid and produce a stronger microstructure that is better able to support the weld restraint that accumulates during cooling. Moreover, other beneficial effects of having fine grains towards the liquation cracking resistance can be attributed to the fact that the strain is accommodated by more grain boundaries [28, 131]. Liquation in AZ91 fusion zone: (a) Mg–Al phase diagram, (b) initial microstructure of the as-cast BM which contains both coarse eutectic Mg17Al12 and fine lamellar Mg17Al12 solid state (SS) precipitates. (c) Lamellar Mg17Al12 precipitates experienced rapid dissolution during heating stage of the welding and hence did not experience constitutional liquation due to their finer size and their high surface to volume. However, the coarse eutectic Mg17Al12 phase experiences partial dissolution during heating. The remained un-dissolved coarse β- Mg17Al12 intermetallic reacts with the surrounding matrix leading to liquid formation via
 reaction. Consequently, a thick liquid film is formed at the grain boundaries. The liquid film is re-solidified during cooling (d) However, if the developing tensile stresses (due to solidification shrinkage of the fusion zone during solidification and thermal contraction of the solidified weld metal during cooling) in the PMZ are sufficiently high, the liquid film tears (e) The presence of dendritic-like features on the fraction surface indicates the presence of liquid film during tearing [120].
reaction. Consequently, a thick liquid film is formed at the grain boundaries. The liquid film is re-solidified during cooling (d) However, if the developing tensile stresses (due to solidification shrinkage of the fusion zone during solidification and thermal contraction of the solidified weld metal during cooling) in the PMZ are sufficiently high, the liquid film tears (e) The presence of dendritic-like features on the fraction surface indicates the presence of liquid film during tearing [120].
It is noted that liquation can induce a loss of strength and ductility in the welded joint, even if liquation does not induce macro-cracking in the welded structure. The loss of strength/ductility has been reported for Al alloys by Kou et al. [132]. It is reported that arc welds made on cast AZ91 exhibited severe loss of strength/ductility due to liquation of β-Mg17Al12 coarse phase, which is present in the initial microstructure of the base metal [52, 133, 134]. The thickness and volume fraction of the eutectic β-Mg17Al12 phase were higher than those of BM and FZ, leading to a weak zone in the PMZ. It is shown that the formation of a network of thick eutectic β-Mg17Al12 in the PMZ and the formation of micro-cracks in the liquidated zone encourage premature brittle failure from the PMZ [52].
Approaches to enhance the resistance to liquation cracking
Several metallurgical approaches can be utilised to reduce the susceptibility of Mg alloys to liquation and liquation cracking, which are summarised as follows:
Minimising the size of the partially melted zone: This can be achieved using low-heat input welding or applying high power density heat sources for welding [135]. Modification of chemical composition of the FZ via proper filler metal: Kou et al. [28, 119, 128, 136] proposed a criterion based on the relative fraction solid of the fusion zone (FZ) and partially melted zone (PMZ): if the fraction solid of the PMZ is larger than the FZ, the liquation cracking can be avoided. Therefore, based on this simple criterion, a proper Mg filler metal and dilution level can be determined to prevent liquation cracking. In their pioneering work, Kou and co-worker [128, 136], for the first time, predicted and verified the effectiveness of the filler metals in controlling Mg liquation cracking. For example, they successfully joined cast AZ91 base metal using AZ92 filler metal [128, 136]. More discussion regarding this method for the prevention of liquation cracking can be found in the third edition of Kou's Welding Metallurgy book [28]. It should be noted that despite crack-free welds that can be obtained using a proper filler metal, the extent of liquation (i.e. the size of PMZ) remains unchanged. Therefore, the loss of ductility and strength associated with the non-equilibrium re-solidified products of the GB liquid films can limit the achievable joint efficiency. Modification of BM microstructure: As mentioned previously, base metal with smaller grain size and volume fraction of liquation-sensitive secondary phases and finer grain size exhibited higher resistance to liquation and liquation cracking. This can be achieved through the following routes:
Modification of the manufacturing process: Producing a liquation-resistant microstructure in the initial BM microstructure through casting, heat treatment, and deformation processes can enhance the weldability. For example, it is shown that by controlling the rolling strain rate, rolling temperature, and subsequent aging process of AZ61, it was possible to avoid liquation cracking during laser welding [137]. Modification of as-cast microstructure via a post casting/pre-welding homogenisation: Thermal treatment of cast alloys aiming at the dissolution of second phase particles can enhance the resistance to liquation during welding. It is shown that using a prolonged homogenisation treatment before welding of AZ91 can reduce the volume fraction of eutectic Mg17Al12, which in turn can eliminate the possibility of constitutional liquation mechanism [138] Modification of as-cast microstructure via a friction stir processing (FSP) as a pre-welding treatment: In the situation where there is no possibility to produce a crack-resistance microstructure during the manufacturing process (e.g. casting) within the bulk material, friction stir processing (FSP) can be utilised as a successful strategy for local microstructural modification of the base metal before the welding [139]. As introduced by Mousavizade et al. [140] and further verified by others [141-143], the FSP can serve as a pre-treatment to fusion welding to enhance the resistance to liquation cracking of Ni-base alloys, Al-alloys and Mg-alloys. Recently, it is shown by Jiriyaei Sharahi et al. [120] that FSP pre-treatment to fusion welding can suppress the occurrence of liquation cracking during arc welding of AZ91 (Figure 6). It is shown that the formation of ultra-fine sub-micrometre Mg17Al12 particles with a high dissolution rate in FSP-treated base metal translates the liquation mechanism from sub-solvus constitutional liquation to super-solvus melting of alloy, reducing the size of susceptible partial liquation zone to cracking. Moreover, the higher grain boundary density induced by dynamic recrystallisation phenomena during FSP treatment can enhance the resistance to liquation cracking of the alloy in terms of decreased grain boundary film thickness, faster solidification rate of the liquid film before developing sufficient welding stresses to cause cracking, and the lower level of strain accumulation at each grain boundary interface. It is also shown that FSP pre-treatment to fusion welding not only enables suppression of liquation cracking, but it can avert the harmful effect of non-equilibrium re-solidified products of the liquid film in the PMZ via decreasing the size of the susceptible zone [120]. Effect of friction stir pre-weld treatment on the susceptibility to liquation and liquation cracking of AZ91: (a) Arc fusion welding on as-cast AZ91 which contains coarse eutectic Mg17Al12 (see Figure 5) resulted in cracking in the PMZ. (b) Local FSP treatment of the cast base metal prior to the welding can significantly refine the BM microstructure. The ultra-fine Mg17Al12 particles do not experience constitutional liquation due to their high dissolution rate during heating. Moreover, the finer grain size of the FSP-treated BM exhibited higher resistance to liquation cracking. Therefore, a crack-free AZ91 fusion weld with limited liquation can be obtained [120].
Joint properties
This section briefly reviews the factors affecting the joint properties of arc and laser welded Mg alloys. Despite the fact that resistance spot welding is a critical process in vehicle manufacturing, this review does not cover the mechanical properties of resistance spot welded Mg alloys.
Hardness characteristics
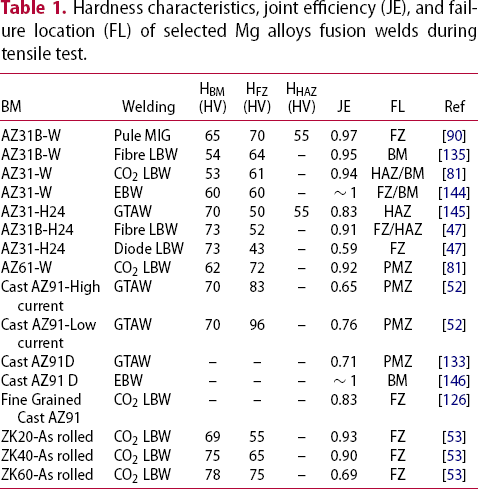
Table 1 shows a summary of hardness values in the various welded Mg joints [47, 52, 53, 81, 90, 126, 135, 145, 146]. The hardness of the Mg alloys is controlled by several strengthening mechanisms, including solid solution and grain boundary strengthening of the matrix (Hall-Petch effect), second phase strengthening, and strain hardening. The factors that control the contribution of each mechanism to the hardness of the alloy are summarised as follows [20, 147, 148]:
The contribution of solid solution strengthening to the hardness of the alloy is controlled by the atomic fraction of the solutes and the solid solution strengthening coefficient (an index for the strengthening potency of each alloying element), which is controlled by the difference of atomic radius of the solute and Mg. The solid solution strengthening is generally not affected by the welding thermal cycle [28]. However, loss of alloying elements due to relatively high vapour pressure of liquid Mg, particularly in Zinc-bearing alloys during welding, can affect the solid solution hardening. This can be an issue during laser welding [33] and laser additive manufacturing of Mg alloys [149]. The contribution of GB strengthening to the alloy's hardness is controlled by the grain size and the GB pining coefficient (KGB). Owing to high KGB in Mg [20], GB strengthening is the most effective mechanism for strengthening Mg alloys. Therefore, coarse columnar grains in the FZ and grain growth in the HAZ can result in softening compared to the BM. The contribution of strain hardening to the hardness of the alloy is significantly affected by dislocation density. Therefore, the effect of strain hardening in the FZ is completely gone due to melting and solidification. However, strain hardening in the HAZ is partial loss due to recrystallisation [28]. The contribution of the second phase strengthening to the alloy's hardness is controlled by the coherency of the second phase and the matrix, size, spacing, and volume fraction of the second phase. Therefore, second phase evolution (dissolution and precipitation) in the FZ and HAZ can affect the weld hardness characteristics. Hardness characteristics, joint efficiency (JE), and failure location (FL) of selected Mg alloys fusion welds during tensile test.
The hardness mismatch among FZ, HAZ, and BM can be explained by the interaction of the weld thermal cycle and the strengthening mechanisms in each zone. For example, in the case of annealed AZ31 sheets, generally, the FZ exhibited hardening compared to the BM, which can be attributed to the increased volume fraction of Mg17Al12 in the fusion zone compared to the BM. Annealed AZ31 exhibited softening in the HAZ due to grain growth. However, in the case of work-hardened AZ31, both FZ and HAZ exhibited softening compared to the BM predominantly due to the loss of strain hardening effect in the weld zone. In cast AZ91, the observed hardening in the FZ can be attributed to the increased volume fraction of Mg17Al12 in the FZ and its refined microstructure. In case of ZK series, increasing the Zn content enhances the FZ hardness by increasing the volume fraction of Mg–Zn intermetallic in the FZ. It is of note that the microstructure scale in the FZ, grain growth in the HAZ, volume fraction of non-equilibrium solidification products are sensitive to the weld heat input.
Tensile properties
The first requirement to achieve a high-performance weld is to optimise the welding process to achieve a sound weld without technical/process-related defects such as lack of fusion and penetration, slag inclusions, imperfect weld shape (e.g. undercut, high crown), and spatter. As stated by Messler [150] ‘the overwhelming majority of bad-looking welds have not had good internal quality’. Therefore, this is why there are several studies regarding welding process optimisation aim at mitigation of the technical/process-related imperfections [32, 37, 151-157]. The mitigation of these defects is possible via through understanding their formation mechanism. For example, gas metal arc welding (GMAW), as a low-cost, high-quality, and high-production-rate fusion welding process, exhibited several technical issues such as spatter, oxide film entrapment inside butt joints, high crown on butt welds and fingers from lap joints, during welding of Mg alloys [32, 37]. It is shown by Kou and co-workers [32] that the entrapped oxide films, high crown and fingers can reduce the joint ductility. Kou and co-workers [32, 37], for the first time, identified the formation mechanisms of these defects during GMAW of Mg alloys. They found that these defects are caused mainly by the unusual physical and chemical properties of Mg, rather than the welding process itself. In summary [32]:
The low density of Mg (not its high vapour pressure) leads to severe spattering. The poor deformability of Mg (due to its HCP crystal structure) and high oxygen affinity of Mg lead to oxide films and air bubbles trapped inside the weld. The low fluidity of Mg caused mainly by the low density and hence low volumetric heat content of Mg leads to unusually high crowns in butt welds. The low gravity force to detach Mg liquid globule caused by the low density of Mg lead to fingers sticking out of lap welds.
In the light of the formation mechanism, Kou and co-workers proposed an effective solution to overcome these defects. For example, they showed that spattering can be eliminated by using the CSC-GMAW (GMAW coupled with Controlled Short Circuiting) which is a low heat input process. Alternatively, CMT (cold metal transfer) process can be also effective in reducing spattering. The details of the formation mechanisms and mitigation approaches of these issues can be found elsewhere [28, 32, 37].
Once a defect-free weld is achieved, the mechanical properties of the weld are controlled by the competition between local mechanical properties of the BM, HAZ, PMZ, and the FZ, including hardness, yielding behaviour, tensile strength, ductility, and fracture toughness. Therefore, the mechanical properties of the welds are controlled by various factors, including (i) porosity volume fraction of the FZ, (ii) grain structure of the FZ, (iii) the extent and severity of grain growth in the HAZ, (iv) volume fraction of the secondary phases in the weldment, (v) the extent and severity of the liquation in the PMZ. Table 1 shows a summary of joint efficiency, defined as the ratio of the joint strength to the base metal tensile strength, and the failure location during transverse tensile testing in the various welded Mg joints. The following points can be drawn from Table 1:
In the case of annealed AZ31, joint efficiency is limited by the degree of grain growth in the HAZ. As can be seen in Table 1, arc and laser welds made on the annealed AZ31 exhibited high joint efficiencies (more than 0.94). A joint efficiency of 1 was achieved for welds produced using EBW [146]. The high power density of EBW is effective in retarding the grain growth in the HAZ. In work-hardened AZ31, the joint efficiency is controlled by the degree of work hardening loss in the FZ and HAZ as well as the size of the softened zone. According to Table 1, the joint efficiencies of welds made on work-hardened AZ31 are less than those obtained in the case of annealed AZ31 sheets. The degree of the joint efficiency reduction is a function of the welding process characteristics. For example, the joint efficiency of the GTA welds made on AZ31-H24 exhibited lower joint efficiency compared to the fibre laser welds due to higher welding heat input of the GTAW compared to the fibre laser [47]. The higher heat input and lower power density of diode laser welding lead to a significant reduction in joint efficiency in welding of AZ31-H24 compared to fibre laser welding. By increasing the Al content of the AZ Mg alloys, the volume fraction of Mg17Al12 phase is increased and hence the liquid phase formation in the PMZ is promoted especially when the BM is in the as-cast condition. In the case of cast AZ91, the microstructure of the PMZ dictates the tensile properties of the AZ91 arc welds (see Figure 7) [52, 133]. The severe liquation in the PMZ of AZ91 that generates a brittle and crack susceptible microstructure leads to a significant reduction in joint efficiency. It is of note that the finer structure of the FZ compared to the cast AZ91 also lead to shift the failure location to the weak PMZ. Therefore, to enhance the tensile properties of the cast AZ91 welds, the size of the PMZ and the severity of the liquation should be controlled. In this regard, the following points can be drawn from Table 1:
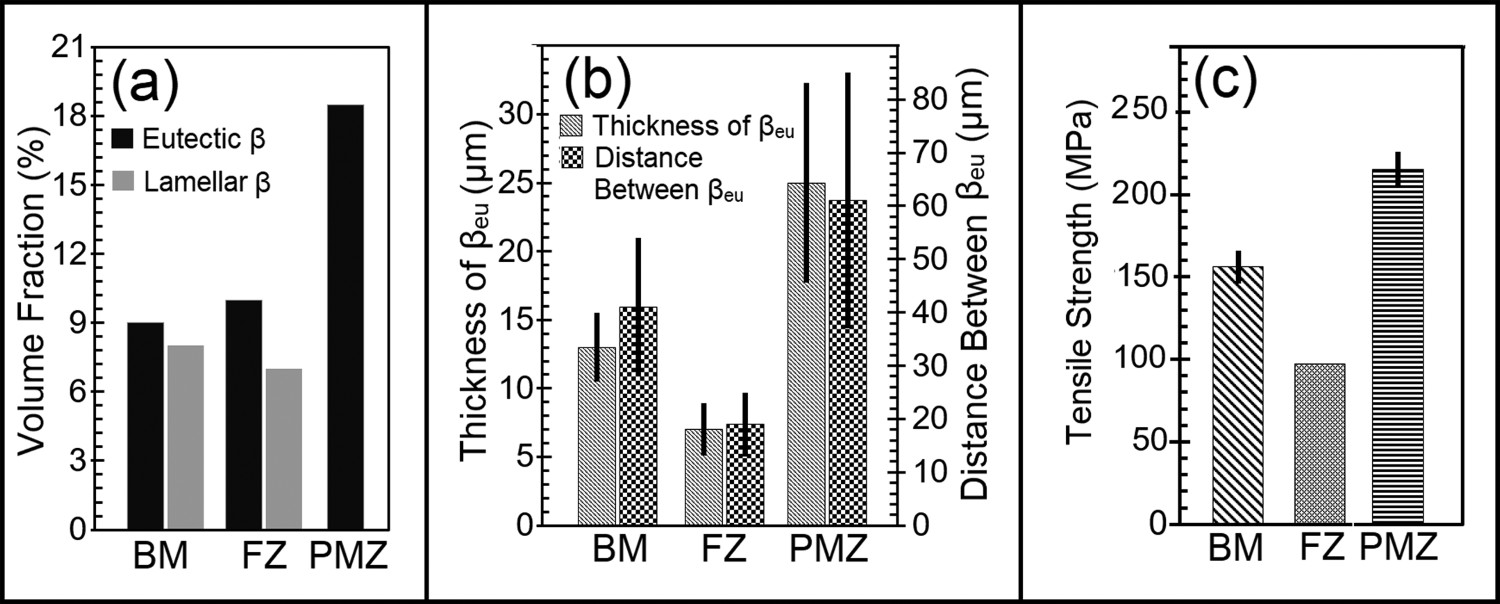
As indicated in Table 1, by lowering the GTA welding current the joint efficiency of the welds made on cast AZ91 can be enhanced [52]. It is shown that the use of EBW for welding of cast AZ91 eliminated the loss of strength associated with the liquation due to the formation of an extremely narrow PMZ and led to producing a joint with tensile strength same as the BM [146] (see Table 1). As mentioned previously modification of the BM microstructure can enhance the susceptibility to liquation. According to Table 1, in the case of rolled fine-grained AZ91 laser welds, it is demonstrated that the liquation is not severe in the PMZ, and therefore, the failure during tensile testing occurred in the FZ [126]. In this case, due to the fine grain structure of the BM, the FZ is the weakest link in the weldment and the joint efficiency is limited by the formation of a high volume fraction of coarse Mg17Al12 phase in the FZ. In the case of fine grained rolled ZK alloys [53], the extent of liquation in the PMZ is not high to promote failure from PMZ. Instead, the failure occurs in the FZ due to the formation of coarse grain structure and a network of Mg51Zn20 precipitates along the grain boundaries in the FZ. As the volume fraction of Mg51Zn20 is governed by Zn content of the FZ, according to Table 1, the joint efficiency is reduced by increasing the Zn content of the BM. Microstructure-properties relationship in cast AZ91 welds: (a) Volume fraction of eutectic and lamellar β- Mg17Al12 and (b) thickness and distance between of eutectic β in the base metal (BM), fusion zone (FZ) and partially melted zone (PMZ). (c) Tensile strength of the as-cast BM, fusion zone (obtained using longitudinal tensile-test of the FZ), transverse tensile sample of the welded joint which was fail from the PMZ. The finer microstructure of the FZ compared to the cast BM in terms of grain size and thickness of the eutectic β resulted in superior tensile strength of the fusion zone compared to the BM. The higher volume fraction of and thicker eutectic β in the PMZ causes a significant reduction of the joint strength compared to the BM. Therefore, the joint strength of AZ91 fusion welds is governed by the extent of the liquation in the PMZ [52].
It is notable that the tensile properties of the Mg welds are also affected by post-weld heat treatment. By controlling the temperature and time of solution/aging treatment after welding, it is possible to control the dissolution and precipitation of the second phases in the weldment, which affects the mechanical properties of the weld [158-160].
Corrosion
The corrosion resistance of Mg alloys is a crucial bottleneck for their long-term applications. The factors affecting the corrosion resistance of the Mg alloys have been recently reviewed by Esmaily et al. [23]. It is shown that the grain size, solute content of the matrix, porosity, size, distribution, and volume fraction of the second phase intermetallics are key metallurgical features that affect the corrosion resistance of the Mg alloys [23]. Despite some exceptions, it is generally shown that fine-grained Mg alloys exhibited better corrosion resistance compared to the coarse-grained materials [161]. It is shown that all intermetallic phases present in commercial Mg-alloys (e.g. Mg17Al12, Mg2Al3, Mg12Ce, Mg12La, Mg3Nd, Mg2Si, Mg24Y5, and MgZn2), except Mg2Ca, exhibit a corrosion potential more noble than pure Mg [162]. Therefore, they serve as local cathodes in the microstructure (i.e. micro-galvanic corrosion cells are created on the alloy surface between matrix and intermetallic particles) [23, 162].
On the other hand, for example, in the case of Mg–Al alloys, it is shown that Mg17Al12 can also function as a corrosion barrier [163]. Moreover, a higher fraction of pores can accelerate the corrosion process [164]. Therefore, the corrosion behaviour of Mg alloys is strongly affected by their metallurgical structure. Welding thermal cycle can affect grain size, solute segregation, the size, fraction, and distribution of intermetallic phases and hence the corrosion resistance of the welded joint. For example, it is shown that the corrosion rate of the fusion zone in the GTA welded AZ31B sheet is two times higher than that of the BM. It was attributed to the formation of intermetallic particles in the fusion zone with cathodic behaviour, which can serve as effective sites for localised corrosion [165]. Although β-Mg17Al12 phase can promote localised corrosion, it is shown that increasing the Al content of the FZ using high-Al filler metal can (i) shift the weld metal corrosion potential to more noble values approaching that of the AZ31 base metal and (ii) reduce to the susceptibility to stress corrosion cracking (SCC) of the weld metal. These effects can be attributed to the grain refining effect of Al and its role in the formation of the passive surface film [166].
Final remarks: where do we go from here?
The continued demand for the energy efficiency enabled by Mg alloys in transportation systems necessitates the fundamental study of welding metallurgy and weldability of Mg alloys. Producing strong and reliable in-service welds is critical for utilising the full potential of Mg alloys in designing light-engineered systems. The bottleneck is to produce a defect/crack free weld with a fine-grained fusion zone and limited grain growth in the HAZ without considerable liquation in the PMZ. The production of defect-free, structurally sound, and reliable welds relies on the ‘moving from art to science’ [167] in the welding and joining which requires integration of a fundamental understanding of the physics and chemistry of welding process and a detailed knowledge of the weld metallurgical phenomena. The following points should be considered in future research and development:
Solution for Process-related issues: Solving the fusion welding process-related issues (i.e. welding penetration issues, spattering, etc.) is the first step towards the use of full benefits of fusion welding processes for joining of Mg alloys. This requires fundamental understanding of the defect formation mechanism, heat flow, fluid flow, mass transfer in the weld pool, and filler metal transfer during welding. It should be mentioned that the process-related issues during the conventional GMAW process, as an inexpensive, high-quality, mass-conventional welding process, has long been the major barrier to the widespread use of fusion welding for Mg alloys. Therefore, the development of novel low-cost solutions for process-related issues of Mg fusion welding is a key for the widespread application of Mg alloys. Development of effective grain refining approaches in fusion welding of Mg alloys: Grain refining is an effective pathway to improving mechanical properties and resistance to solidification cracking. There are several routes for grain size engineering of the weld pool, including controlling the weld pool shape via controlling the welding parameters, especially welding speed, controlling the solidification conditions (GL and R), and promoting equiaxed grain structure through inoculation, weld pool stirring, arc pulsation, and arc oscillation. Inoculation of the weld pool can be achieved by distinct approaches including inoculation via solute addition with high growth restriction factor (Q), and inoculation via potent nucleant. Many of these techniques have not been employed for grain refining of Mg alloys. Solidification cracking: There is a lack of systematic research studies on the susceptibility of Mg alloys with various compositions. Moreover, most of the researches on the solidification cracking of the Mg alloys are not based on the weldability tests. Development of crack susceptibility curve (crack susceptibility vs. composition) for multi-component Mg alloys is a key for developing high crack resistance filler metals. Weldability as a critical factor in designing new Mg alloys: Welding is a crucial manufacturing technology for metallic components. Currently, considerable efforts have been put into developing high strength and high ductility Mg alloys. To widespread applications of Mg alloys, the weldability should also be considered during alloy design. Composition, solidification range, grain size, and the second phase (size, volume fraction, morphology) are critical factors in determining the weldability of a Mg alloy. Joint properties: Although the tensile properties of the Mg alloys are widely investigated in the previous researches, the failure behaviour of Mg-alloy welded structure under cyclic and impact loading conditions are critical for in-service reliability of the welded joints. The fatigue strength of the welded structures depends on the microstructural features of the weldments. Still, it strongly depends on weld geometrical attributes (e.g. bead shape, weld toe, reinforcement height) and the weld defects. There are some works on the determination of the fatigue strength of the welded Mg-alloy joint [168-171]. However, there is a limited systematic study on improving the fatigue strength of the welded Mg-alloys joint. The removal of stress concentrations (e.g. removal of the weld reinforcement) has been generally identified as an effective approach for improving in fatigue strength of the welded structure [168]; however, the effect of metallurgical strategies for enhancement of the fatigue strength of the Mg-alloy welds is not extensively studied yet. Moreover, investigation of formability of welded Mg alloys is a key for tailor welded blank technology. Need for research on dissimilar welding: In addition to the need for similar welding and dissimilar welding between different Mg alloys [105, 172], the use of Mg in transportation application is accompanied by its dissimilar joining to the other materials, mainly steel and aluminium. In the case of dissimilar joining of Mg/Al, the outstanding challenge is controlling the formation and growth of the Al–Mg intermetallic layer at the joint interface [173]. However, the critical issue in the dissimilar joining of Mg/steel is the absence of any metallurgical reaction at the joint interface dissimilar due to immiscibility in the Mg–Fe system [174]. Therefore, the widespread application of Mg in transportation systems requires a fundamental knowledge of the metallurgical transformations during dissimilar welding of Mg with steel and aluminium. Need for developing integrated computational weld modelling-from process to performance: The development of integrated process-microstructure-properties models is a vital tool for welding optimisation. While reliable models are available for predicting the thermal cycle of fusion welding processes, the works on predicting the solidification and solid-state phenomena during welding of Mg alloys and microstructure-property modelling in the Mg welds are rare.
Footnotes
Acknowledgement
The author would like to thank Professor Amitava De for his kind invitation to write this review.
Disclosure statement
No potential conflict of interest was reported by the author(s).