
Abstract
The aim of the present work was changing the surface properties of alumina ceramic via sintering of samples in spinel MgAl2O4 and magnesia MgO powder bed. During sintering nitrogen and air atmosphere were used; and the reference material was sintered at the same conditions but in an alumina powder bed. All samples were sintered to a density higher than 99.2% of theoretical density of alumina. In order to examine samples SEM, EDX and XRD (X-ray diffraction from 18 to 70 °2Theta) analysis were performed together with B3B flexural strength measurement. Results revealed that by sintering of alumina samples in a spinel powder bed pore-free surfaces were prepared, which had a favourable effect on B3B flexural strength. This was ascribed to the high solubility of Al3+ in spinel at sintering temperatures, which increases the sintering driving force. A further positive effect on B3B flexural strength was observed when samples were sintered in nitrogen instead of air.
Introduction
Magnesium (II) Mg2+ in the form of magnesia (MgO) is a common sintering aid used e.g. in order to prepare translucent alumina. A study was first published by Coble [1] followed by numerous applied studies focused on fabrication of transparent ceramics with various amounts of magnesia. When the content of MgO is low (maximum 300 ppm [2]), MgO and Al2O3 can form a solid solution, which accelerates the rate of Al3+ diffusion and facilitates sintering of alumina. However, when the concentration of MgO exceeds the solid solubility limit [3] Al2O3 and MgO can form spinel (MgAl2O4) through the reaction:

In contrast to the low solubility of Mg2+ in alumina (1 mol-% at 1400°C) [9], the solubility of Al3+ in spinel is significantly higher. For example, according to phase equilibrium diagram [10], when alumina is contacted with spinel at 1400°C, Al3+ is expected to diffuse into spinel until an alumina-rich spinel with 59 mol-% Al2O3 (formula Mg0,75Al2,16O4) is reached. The alumina excess in nonstoichiometric spinel can be accommodated in different ways. It may lead to the introduction of a substitution defect on the tetrahedral magnesium sites and an aluminium vacancy, magnesium vacancy or oxygen ion vacancy is formed to compensate for the excess positive/negative charge [11] and the amount of oxygen ion vacancies increases with the aluminium content [12]. This reaction can be summarised as:

Sintering on the surface of the sample has some limitations, for example, not enough mass from all sides. Therefore, sintering of ceramic surrounded by compound where the base material could diffuse can enhance the surface sintering, and consequently lead to improvement of the properties at the material's surface. The aim of the present study is to examine the influence of spinel, magnesia and alumina powder bed on the surface morphology of alumina. The impact of the different powder beds on the microstructure at the as-received surface of sintered alumina was related to the Ball on Three Balls flexural strength.
Experimental
Materials and instrumentation
In the present work, high purity alpha alumina powder (99.99%) was compacted in the shape of discs (diameter of 5 mm and thickness of 0.5 mm) via injection moulding and pre-sintered at 900°C with a dwell time of 2 h in order to get rid of the carbon in the whole volume of the sample. Such samples were placed into alumina (Al2O3 – Edelkorund Weiss WSK F20, Tracomme AG, Adliswil, Switzerland), magnesium aluminate spinel (Spinel – 100 nm particle size, IBU-tec advanced materials A, Hainweg 9-11, 99425 Weimar, Germany) and magnesia (MgO – KMT Industrial (HK) Limited, Fengcheng Dandong Liaoning China, purity max 94%, contains CaO min. 2 wt.-% and SiO2 min. 2 wt-%) powder bed, respectively.
Samples were sintered according to the temperature set-up:
Air atmosphere: heating 5°C min−1 to 300°C without dwell time; then heating 15°C min−1 to 1400°C (temperature T1) with 5 min dwell time and subsequent cooling to 1250°C (temperature T2) with 12 h dwell time. Nitrogen atmosphere: heating 5°C min−1 to 1450°C (temperature T1) with 10 min dwell time and subsequent cooling to 1250°C (temperature T2) with 12 h dwell time.
Cooling from temperature T2 to room temperature was in both cases 5°C min−1. A tube furnace CTF 17/300 from Carbolite Gero Ltd. (Hope Valley, United Kingdom) was used in both cases.
Owing to the small dimensions of prepared samples the density was measured on 10 samples via the Archimedes method in distilled water with a standard deviation ±0.5%. Relative density was calculated with a theoretical density of utilised alumina of 3.98 g cm−3. All measured samples reached ≥99.2% of the theoretical density with a deviation among them less than the error factor. Therefore, the relative densities are not further considered or mentioned.
Microstructure analysis was performed with the scanning electron microscopy (VEGA Plus 5136 MM, Tescan instruments, Czech Republic) equipped by EDX (Bruker Nano, Germany) from the fracture surface as well as from the sample surface of sintered specimens. The mean size of alumina grains in the sintered samples was determined by the linear intercept method, measuring at least 200 intercepts (software LINCE, TU Darmstadt, Germany), and using the correction factor 1.56 according to Ref. [14].
Phase analysis was performed with Panalytical MRX 4 with accelerator detector from PANalytical B.V. (Almelo, Netherland). The source of X-ray radiation was a copper cathode. The diffraction patterns were analysed using the X-Pert HighScore software.
The biaxial strength was determined using the ball-on-three-balls (B3B) test method on at least five samples. The strength was calculated according to equation [15,16]:
 is the strength [MPa]; F is the applied force [N] and t [mm] is the thickness of the specimen. The dimensionless factor f depends on the ratio of thickness to the radius of disc, t/R = α, the ratio of the support radius of the 3 balls to the discs radius, Ra/R = β and on the Poisson's ratio of the material, which was in this case defined as υ = 0.22. Utilised balls were 1.9 mm in diameter. The overall description of the B3B technique can be found elsewhere [15,16]. The cross head displacement of the universal testing machine during loading of the samples was set up to 5 mm min−1.
is the strength [MPa]; F is the applied force [N] and t [mm] is the thickness of the specimen. The dimensionless factor f depends on the ratio of thickness to the radius of disc, t/R = α, the ratio of the support radius of the 3 balls to the discs radius, Ra/R = β and on the Poisson's ratio of the material, which was in this case defined as υ = 0.22. Utilised balls were 1.9 mm in diameter. The overall description of the B3B technique can be found elsewhere [15,16]. The cross head displacement of the universal testing machine during loading of the samples was set up to 5 mm min−1.
Results and discussion
Microstructure
Figure 1 shows SEM images of alumina densified in pure alumina powder bed (A-A symbols stands for alumina powder bed – air sintered sample); MgAl2O4 spinel powder bed (S-A symbols stands for spinel powder bed – air sintered sample) and magnesia powder bed (M-A symbols stands for magnesia powder bed – air sintered sample) sintered in air.
Microstructure of the samples sintered in air in pure alumina (A-A); MgAl2O4 spinel (S-A) and magnesia (M-A) powder bed (a) surface; (b) fracture surface – top (c) fracture surface-bulk. Bar 2 μm.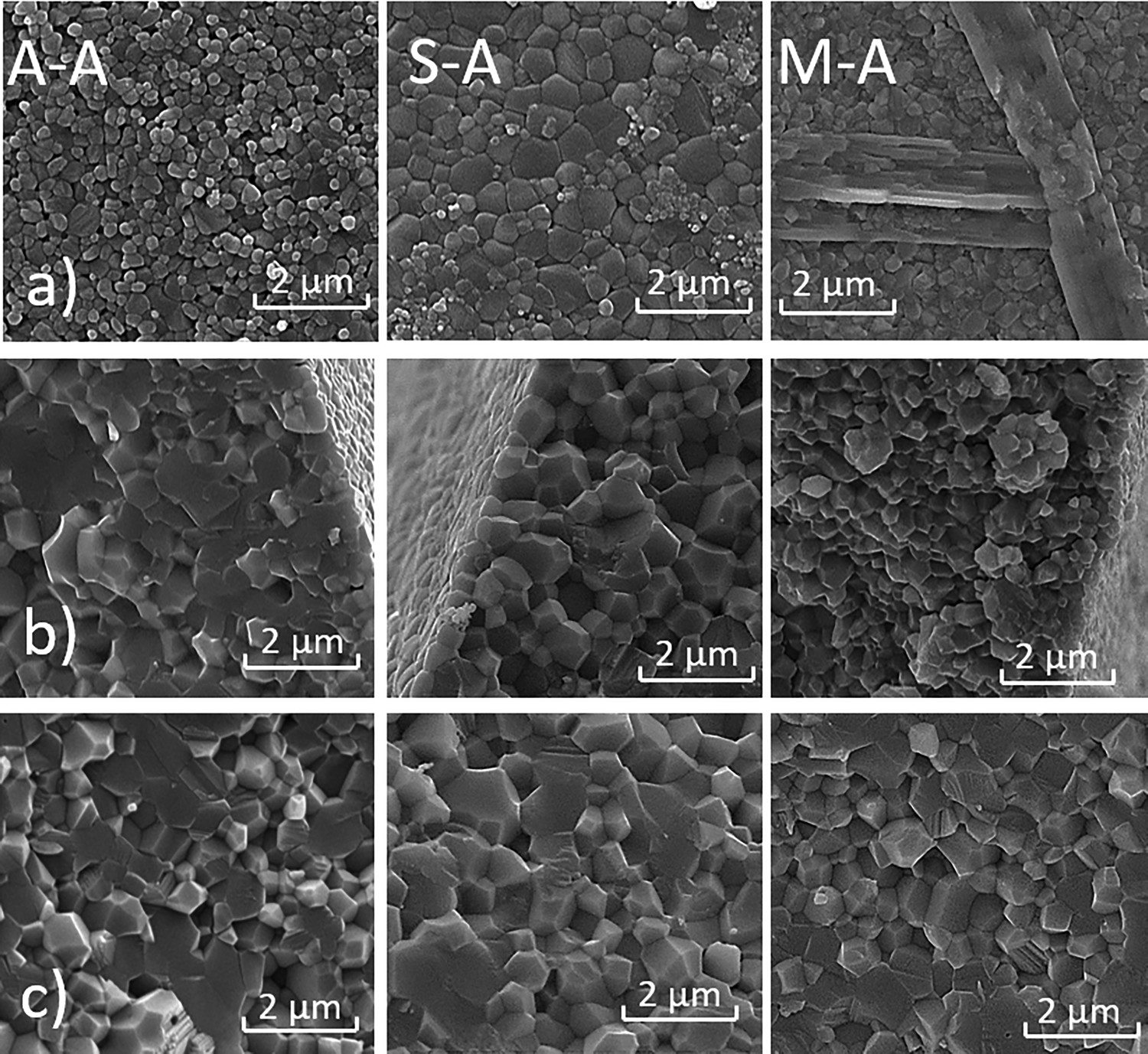
As seen, all of the samples are fully densified with hardly any detection of pores in the core of the samples and all have a comparable grain size (∼780 ± 100 nm). The main differences are observed on the surface of the samples where the samples were in contact with different compounds. On the surface of alumina samples sintered in pure alumina powder bed (A-A) the grain size is 484 ± 44 nm and areas with porosity were observed (Figure 1(a)). On the contrary, no pores were found in samples sintered in spinel (S-A) powder bed. S-A sample has a grain size at the surface of 639 ± 69 nm which is slightly higher than at the surface of the A-A specimen. This is most probably caused by high solubility of Al3+ in spinel (according to the spinel-alumina phase equilibrium diagram [10] at 1400°C it is 59 mol-% and at 1250 °C it is 55 mol-%). Subsequently, the defects introduced into the crystal lattice increase the driving force of surface sintering or evolution of the grain size [17]. The grain size of the fractured surface of the alumina sintered in spinel powder bed is close to 800 nm, while the grain size on the surface is 639 ± 69 nm, however, the top layer on the fractured surface reveals no grain size variation towards the core (Figure 1(b) sample S-A).
The microstructure of alumina sample sintered in magnesia powder bed in air atmosphere (M-A) possess a similar grain size as sample sintered in alumina powder bed in air atmosphere A-A (436 ± 37 nm) and also includes areas with higher surface porosity. However, the microstructure of the surface consists of both angular grains and elongated grains. Such abnormal grain growth at the surface in Al2O3 sintered when covered with MgO was even more visible after sintering in nitrogen atmosphere with higher initiating temperature (1450°C) (Figure 2). Higher initiating temperature was set due to the fact that N2 atmosphere reduces the densification rate [18]. However, in this particular case the densification rate was high enough because sintering in nitrogen atmosphere leads to bigger grain sizes (∼1200 nm) of all samples in the core when compared with air sintering (∼780 nm, data are summarised in Table 1).
Microstructure of the samples (a) sintered in spinel; (b) MgO and (c) alumina powder bed sintered under nitrogen atmosphere. Summary of conditions, grain size and B3B flexural strength of treated alumina samples. aContains elongated grains which were not included in calculation. The highest flexural strength was obtained for samples sintered in spinel powder bed (bold values).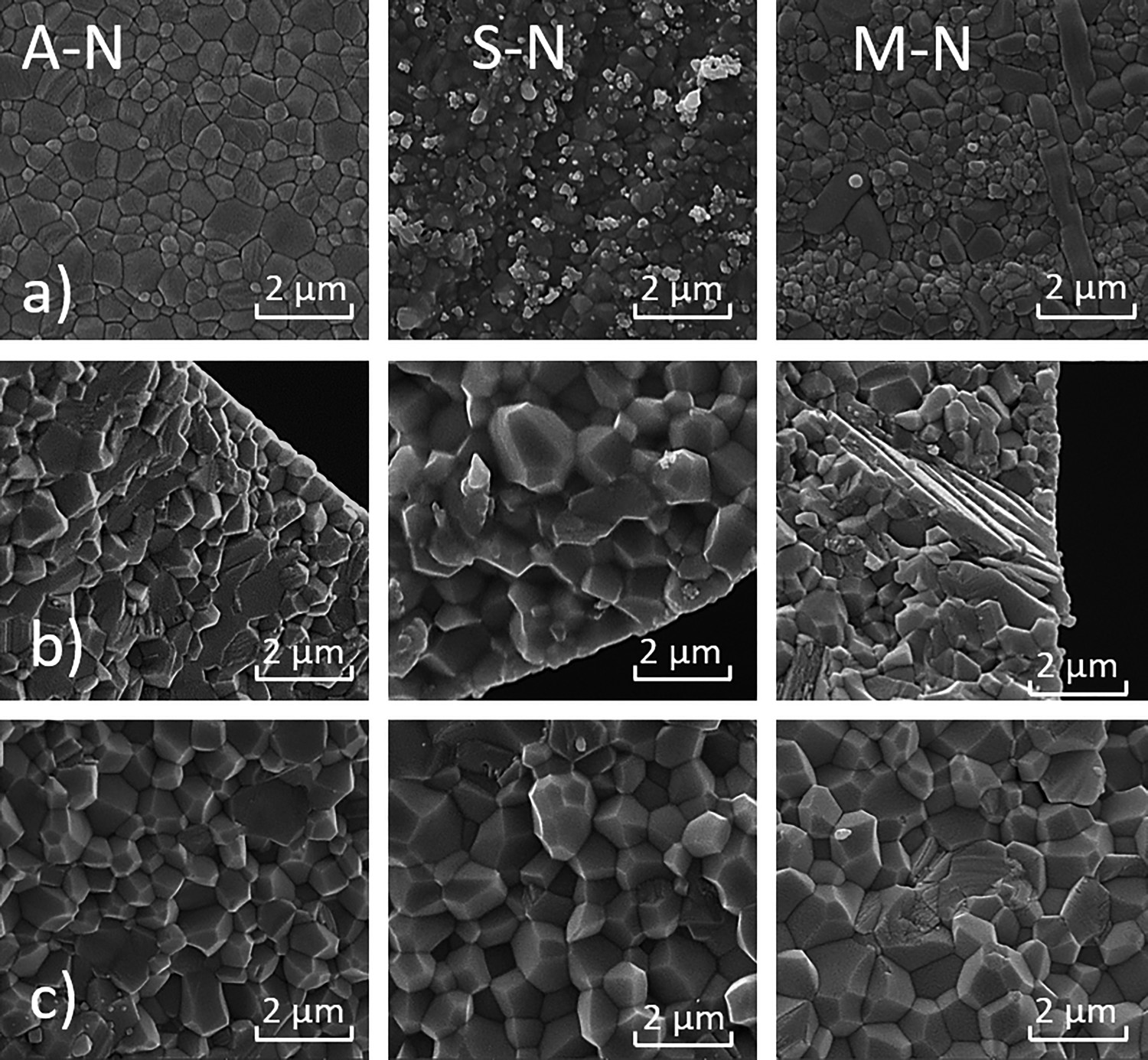
Alumina samples sintered in magnesia powder bed in nitrogen atmosphere (M-N) contain high amount of elongated grains; however, the microstructure on the surface retains fine. While samples A-N sintered in alumina powder bed in nitrogen atmosphere have a surface grain size of 635 ± 42 nm; samples sintered in magnesia powder bed M-N 370 ± 79 nm. So, when the alumina sample was poured into the MgO powder bed (M-N), spinel formation from its constituent oxides (accompanied by a 5–7% volume expansion [4]) resulted in low sinter-ability on the surface of alumina when compared with the core. This is in agreement with the literature where it was shown that although magnesia doping was found to increase the densification rate it barely had any effect on the grain size/density trajectory during sintering of nucleated alumina. The main role of magnesia was found to be decreasing the particle size in phase transformation because MgO reacts with alumina to form spinel before the densification process [19].
Alumina samples sintered in spinel powder bed (S-N) in nitrogen atmosphere possess microstructure with the biggest surface grain size of 768 ± 121 nm. The grains have rectangular shape and no elongated grains were observed. The highest densification rate on the surface of alumina sample in contact with spinel powder bed is most probably caused by high solubility of Al3+ in spinel and consequently creation of lattice defects as described in the introduction part.
XRD and EDX analysis
The XRD patterns of all samples sintered in different powder beds in air and nitrogen atmosphere, respectively, are depicted in Figure 3.
XRD analysis of the samples treated in spinel, MgO and alumina powder bed sintered under air and nitrogen atmosphere, respectively.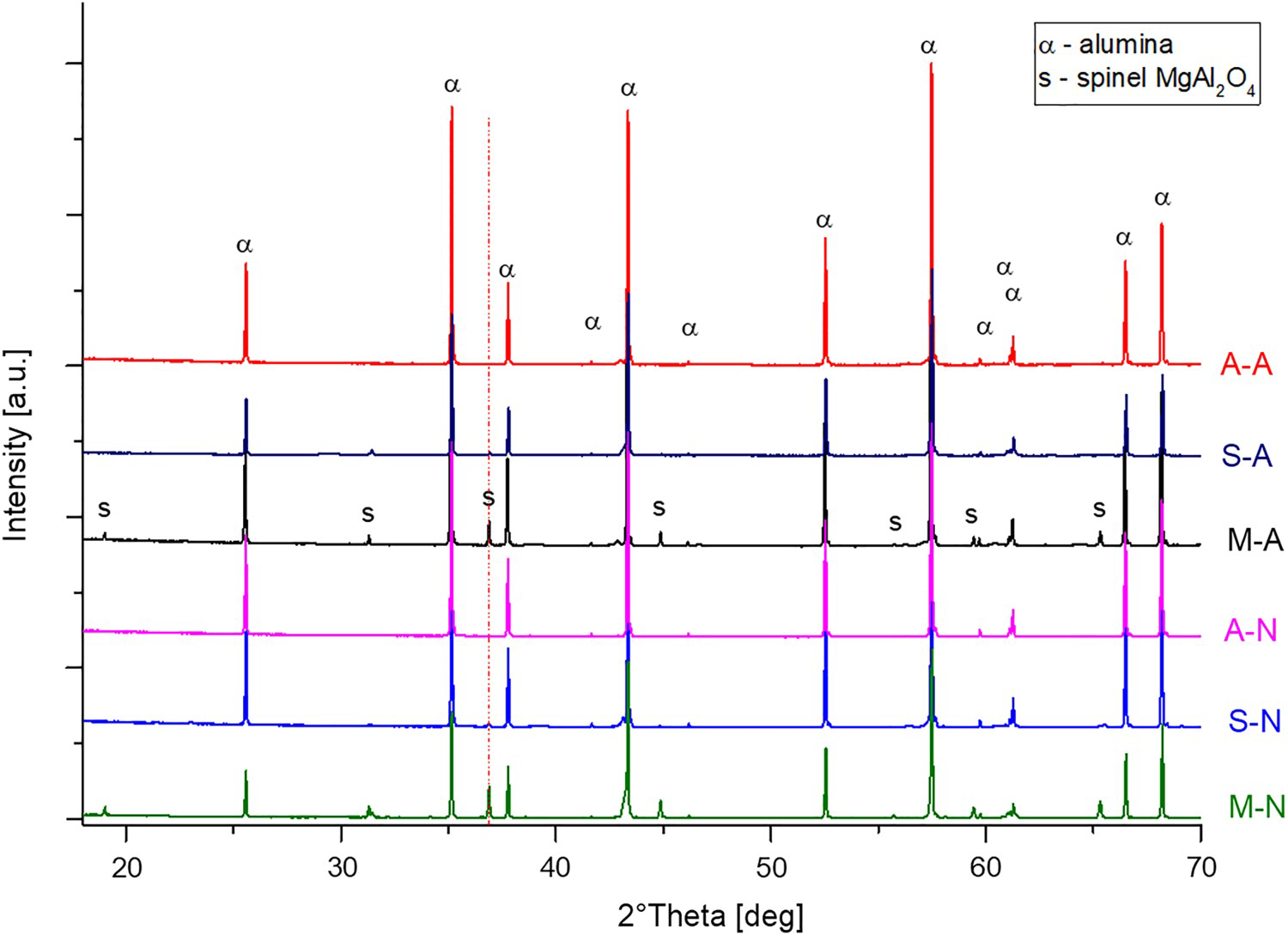
In samples where magnesia and spinel were used as powder bed, spinel was expected to be present on the surface of the samples. The most intensive peak of spinel is at the position of 36.87° 2 theta and is shown in Figure 3 as a dash-dot-dot red line. When samples (S-A and S-N) were sintered in spinel powder bed in air and nitrogen atmosphere, only traces of spinel were found, but it has to be mentioned that the detection limit of XRD measurement is 3%. However, the reason of the small amount of spinel on the surface of these samples is that sintering of alumina samples in spinel powder bed allows diffusion of Al3+ into spinel which accelerates the sintering driving force; however in this system, where there is a lack of Mg2+ no additional spinel can be formed.
On the other hand, XRD of alumina samples sintered in magnesia powder bed shows increased intensity of the maximal intensity spinel peak at 36.87° 2 theta. Furthermore, no MgO was detected on the surface of alumina samples sintered in MgO powder-bed.
Figure 4 presents the EDX elemental mappings of alumina samples sintered in spinel powder bed (S-A in air and S-N in nitrogen atmosphere) and alumina sample M-N sintered in magnesia powder bed in nitrogen atmosphere. On the surface of sample S-A, grains from powder bed were attached during sintering (attached grains are also visible in Figures 1 and 2). EDX elemental mappings confirmed that these attached grains are enriched with Mg2+ (Figure 4 sample S-A) which comes from the powder bed. Nevertheless, it has to be mentioned that scans of the surface where no grains are visibly attached also contains Mg2+ (Figure 4 sample S-N) and the whole top surface of samples contains no porosity. Consequently, spinel powder bed was beneficial for sintering of the α-alumina ceramic due to the modification of the diffusion rate on the top surface of samples.
(a) SEM image and corresponding EDX elemental mappings of O, Mg and Al on the surface area of the samples S-A and M-N.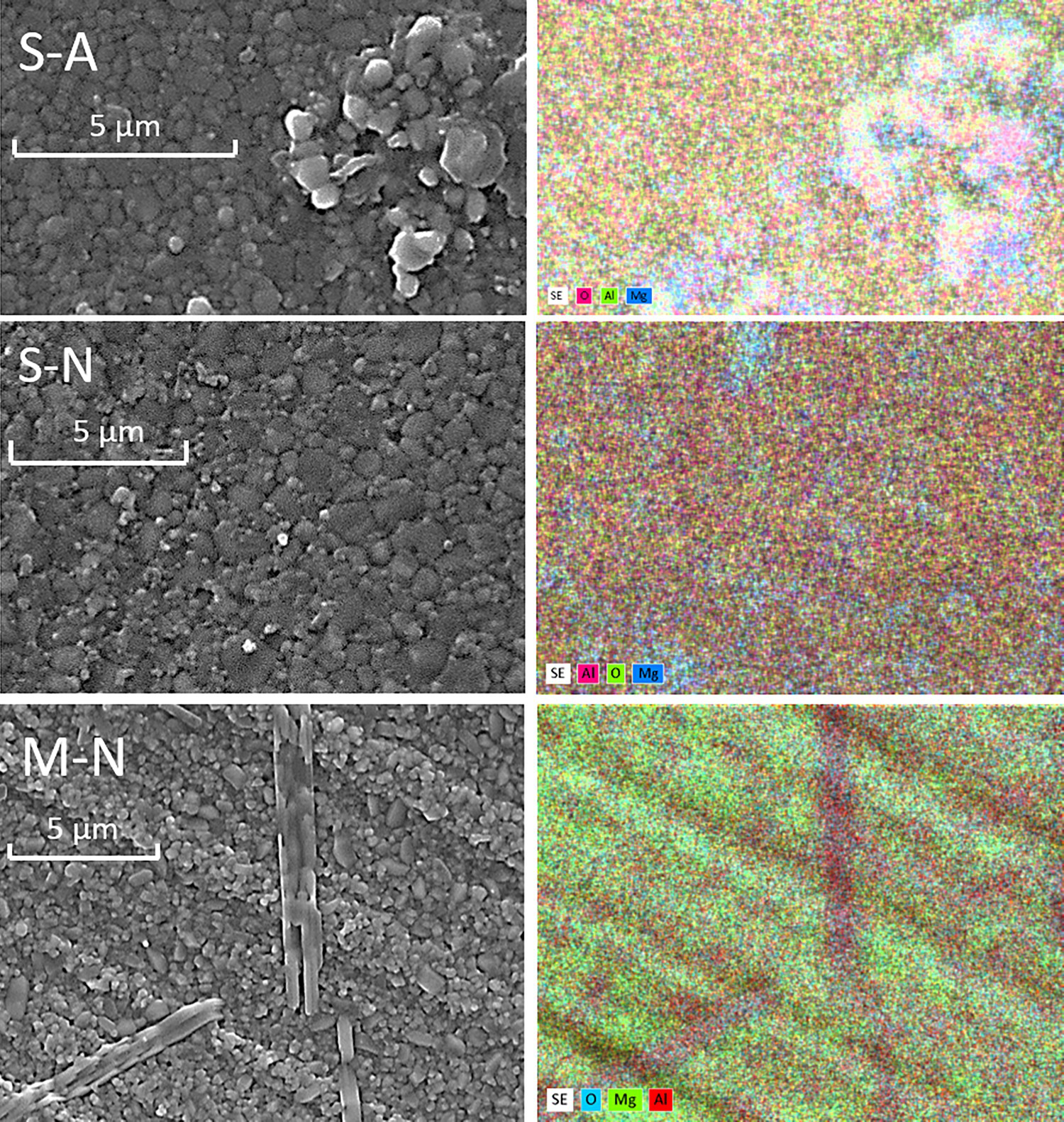
On the other hand, EDX elemental mappings of alumina sample M-N sintered in magnesia powder bed in nitrogen atmosphere revealed that elongated grains present on the surface of M-N and M-A samples contain no Mg2+ and consist of alumina. So in this case abnormal alumina grain growth took place. Even though magnesia is an inhibitor of abnormal grain growth in alumina [20], in this particular case, the impurities present in the used powder might promote the epitaxial abnormal grain growth of alumina. The maximal purity of utilised magnesia powder is declared to be 94 wt-%. The most important impurities are SiO2 and CaO, both of them at least 2 wt-%, respectively. As it is well known, silica and calcia cause abnormal grain growth in alumina ceramic [21]. The critical concentrations of SiO2 and CaO for triggering abnormal grain growth are about 300 and 30 ppm, respectively, approximately equivalent to their solubility limits in alumina. CaO segregates on the grain boundaries of alumina when sintered at 1300–1500°C, therefore, alumina does not sinter well in the presence of even small amount of CaO [22]. The presence of MgO limits the anisotropic segregation of CaO at the grain boundaries and at the pore surfaces thereby improving the chemical homogeneity of commercial grade alumina powder. This is according to the literature [23] caused by the precipitation of MgAl2O4. However, magnesia when co-existing with a large quantity of liquid phase (consisting of SiO2 and CaO), did not effectively reduce the degree of anisotropy in the interfacial energy of alumina [23]. In another study, when alumina contained magnesia and 15 vol.-% of the liquid phase, abnormal grain growth still occurred, leading to an abundance of elongated grains in the microstructure [24].
B3B flexural strength
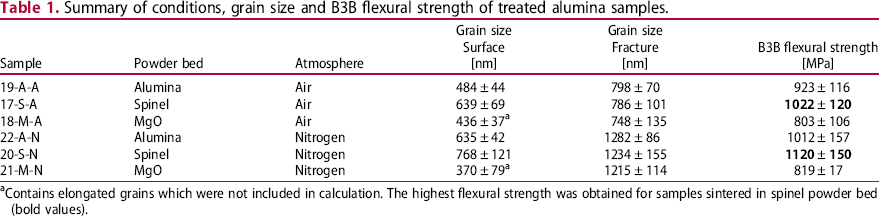
The grain sizes and the values of biaxial strength of alumina ceramics sintered under six different conditions are listed in Table 1.
From Table 1, it is visible that in both cases where spinel was used as powder bed (samples S-A and S-N), the average B3B flexural strength is approximately 100 MPa higher than the reference sample A-A or A-N. This can be ascribed to the high solubility of Al3+ in spinel and therefore better sinter-ability of the sample surface in the presence of spinel. The high solubility of Al3+ in spinel facilitates the sintering driving force on the surface and enables to eliminate the surface porosity.
On the other hand, samples sintered in the presence of magnesia powder bed possess 100–200 MPa lower B3B flexural strength than corresponding samples sintered in alumina powder bed. As magnesia powder contained also CaO and SiO2 sintering of alumina in such a powder bed resulted in the formation of abnormal epitaxial grain growth which is in agreement with the literature [21]. Elongated grains on the surface of alumina serve as possible flaw initiation site and as a consequence the overall strength of material decreases.
Almost 100 MPa additional increase of B3B flexural strength was observed when samples were sintered in nitrogen instead of air atmosphere. This beneficial effect was observed for samples sintered in alumina (increase from 923 ± 116 MPa in air atmosphere to 1012 ± 157 MPa in nitrogen atmosphere) and spinel (increase from 1022 ± 120 MPa in air atmosphere to 1120 ± 150 MPa in nitrogen atmosphere) powder bed. However, as sintering in nitrogen atmosphere lead to coarsening of the grain size; the increased B3B flexural strength can be a result of less porosity and better developed surface microstructure. Higher sintering rate is also supported by the fact that grain sizes of alumina samples in the core of the samples are higher for each sample sintered in nitrogen.
Additionally, higher initiation temperature T1 (1450°C) in comparison with air sintering (T1 = 1400°C) allows higher diffusion of silica and calcia and therefore more elongated alumina grains were formed when alumina was sintered in magnesia powder bed. Such grains, serving as defects and contributing to the premature failure, might be responsible for diminished mechanical properties. Owing to the overall fine and porous-free surface microstructure of alumina samples sintered in magnesia powder bed, the possiblity of further enhancing the properties using pure MgO with no or minute amount of SiO2 and CaO impurities as a powder bed should be verified in the future.
Conclusion
The present paper deals with influencing the surface chemistry of alumina ceramic via sintering of samples embedded in different powder beds. Namely alumina, magnesia MgO and spinel MgAl2O4 powder beds in the presence of air and nitrogen atmospheres were used. Obtained results revealed that the top surface of alumina samples sintered in spinel powder bed (samples S-A and S-N) leads to a pore-free and coarser microstructure, in comparison with samples sintered in alumina or magnesia powder bed. This was ascribed to high solubility of Al3+ in spinel at sintering temperatures, which increases the sintering driving force. Better surface quality had a positive effect on the Ball on Three Ball flexural strength so samples sintered in spinel powder bed have the strength of 1022 ± 120 MPa, which is 100 MPa higher when compared with samples sintered in alumina powder bed (923 ± 116 MPa).
Microstructure of samples M-A and M-N sintered in the presence of magnesia powder bed lead partially to epitaxial abnormal grain growth on the sample surface. This effect was attributed to the contamination of the used powder by silica (SiO2) and calcium oxide (CaO). Abnormal grain growth leads to a decrease in biaxial strength of these samples.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.