
Abstract
Nepheline porous ceramics with improved strength and well thermal insulation performance were synthesised at 850–1000°C by a foam-gelcasting technology, using waste zeolite powders, triethanolamine lauryl sulphate and xanthan gum respectively as the starting materials, foaming agent and gelling agent. The effect of sintering temperatures and solid contents on the physical and thermal properties of final samples were investigated. The strengths of foams increased with the firing temperatures and solid levels, and the sample possessing the porosity of 71.9% exhibited the highest compressive strength of 2.9 MPa 1, respectively. Moreover, the one with a solid content of 20 wt-% and fired at 950°C containing 76.9% porosity and having compressive strengths respectively of 1.8 MPa showed the lowest thermal conductivity of 0.10 W/(m oC) at 25°C, suggesting that as-prepared porous ceramics could be potentially used as a good thermal insulation material.
Introduction
As a major energy consumption industry, building energy efficiency has become the focus of researches [1-3]. The key factor that directly affects the final energy efficiency is the thermal insulation performance of the building materials. Unlike organic thermal insulation materials always suffer some inevitable disadvantages, including flammable, short life and toxicity, inorganic porous thermal barrier materials have the advantages of stable performance, fire retardant, anti-aging and eco-friendliness [46]. Therefore, inorganic porous materials have a great promising for being used in building insulation [68]. There have indeed been some of the investigations on waste-derived porous materials [24,68], but the current waste materials utilisation rate is low, and high-priced ores and/or fine powders used as raw materials to prepare porous ceramics still occupy the mainstream, which greatly increases the cost and then severely limit their applications.
Zeolites, also known as molecular sieves, are aluminosilicate materials characterised by their interconnected pore-structure which results in the widely used in catalytic, chemical, environmental and other fields [9,10]. Moreover, this special structure gives it unique adsorptive properties and relatively good adiabatic performance [9]. Accordingly, huge amounts of waste zeolites (WZ) is generated in these processes as an industrial by product. The output of WZ is several million tons per year, and most of them were generally disposed of in landfills without any treatment. The large amount of WZ not only occupied the valuable land resources, caused the waste of resources and hazardous impact on the environment, but also restricted the survival and sustainable development of the human. Therefore, it is necessary to develop an effective method to recycle and utilise these waste materials.
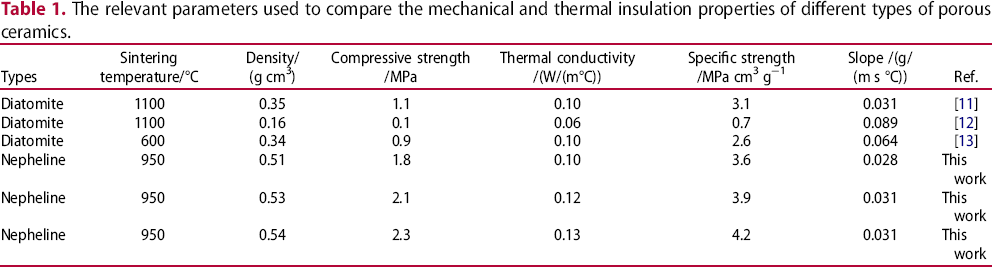
In recent years, to comprehensively utilise resources and reduce production costs, the research on preparing inorganic porous materials (i.e. glass or ceramics foams and other materials) using solid waste has attracted more attention [6-8]. For example, the glass foams exhibited a compressive strength in the range of 1.7–4.8 MPa were fabricated by Rincon et al. via alkali activation and gel-casting method using soda-lime glass as starting materials at 700–800°C [6]. However, unlike the glass-based objects, ceramics foams are not manufactured through smelting but generally depend on the sintering of the raw powders. Therefore, the sintering temperature of the ceramic sample is closely related to the chemical composition of the raw materials. Moreover, our previous research results showed that the specific strength (the specific strength was defined as the ratio of the compressive strength to the density of the sample) and the required temperature of diatomite porous ceramics prepared by the same diatomite as the raw material through the foam-gelcasting [11], freeze-drying [12] and adding sintering aids [13] routes are respectively of 3.1 MP cm3 g−1 and 1100oC, 0.7 MP cm3 g−1 and 1100°C, and 2.5 MP cm3 g−1 and 600°C, revealing that the moulding methods and additives will also affect the preparation temperature and mechanical properties of the ceramic sample to a certain extent.
Thanks to its special structure, the thermal conductivity of zeolite is as low as 0.14 W/(m °C) [9], which makes it an ideal raw material for the preparation of porous ceramics with high thermal insulation materials. Thus, in this paper, cheap WZ powders were used as raw materials to prepare porous ceramics via the foam-gelcasting route owing to its advantages of simple preparation process of samples with complex shapes and high porosity [14,15]. Moreover, the dependence of sintering temperature and solid contents on the porosity, density, strengths and thermal conductivity were also investigated.
Experimental
WZ powders (average particle size of about 3.6 μm, Qingdao, China) were used as the main raw material. According to the reference data provided by the manufacturer (Qingdao Usolf Chemical Technology Company Ltd.), the main chemical composition of zeolite is composed of SiO2, Al2O3, H2O, and a small amount of Na2O and K2O. The phase composition and microstructural morphologies of the WZ were characterised and shown in Figure 1. Triethanolamine lauryl sulphate (TLS) provided by Qingdao Usolf Chemical Technology Company Ltd. was used as a foaming agent. Considering that the thickening properties of xanthan gum will make insoluble solids exhibit good suspension, the material purchased from Shanghai Shanpu Chemical Company Ltd. was used as a thickening and gelling agent in the present paper.
XRD (a) and SEM image (b) of raw material.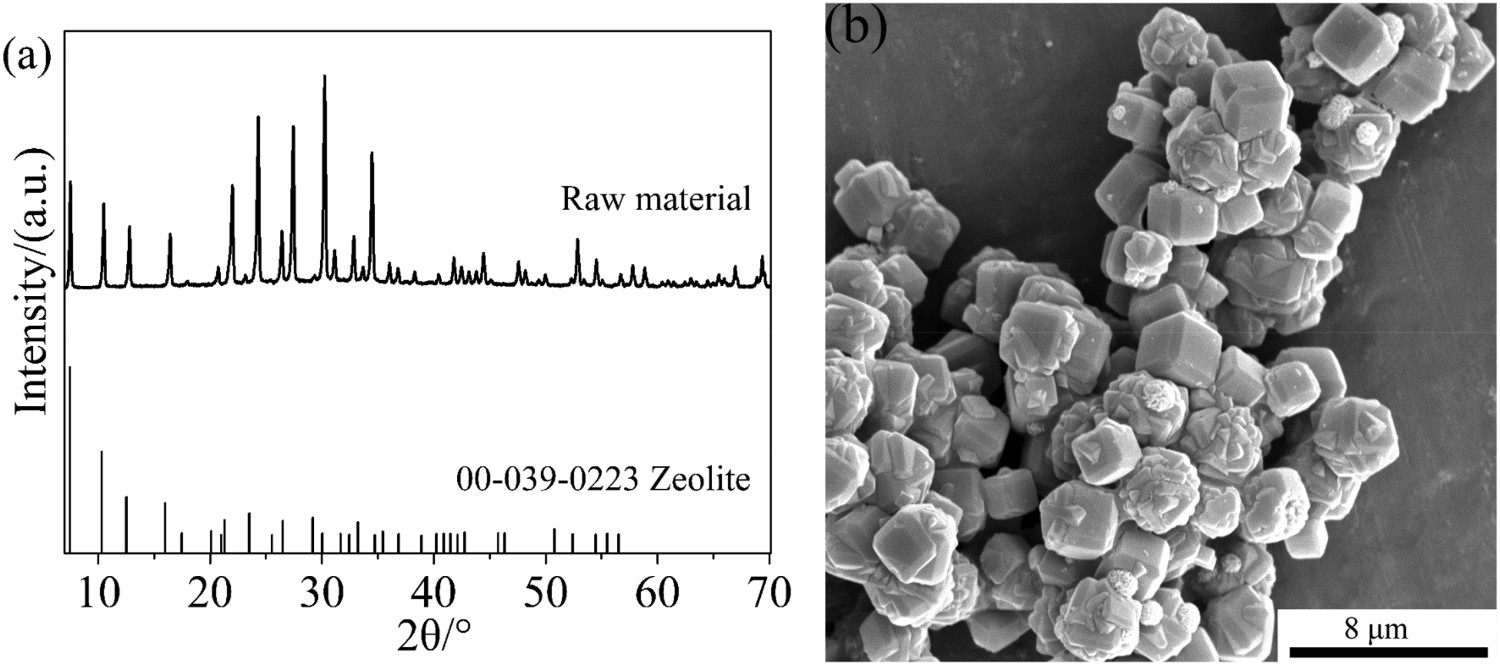
Porous samples were fabricated by a similar foam-gelcasting method as reported in our previous works [14,15]. First, slurries containing 20, 25 or 30 wt-% of WZ powders (ρ = 1.75 g cm−3) were respectively prepared by introducing WZ powders into deionised water under severely mechanical stirring for about 2 min. Second, 0.3 vol.-% TLS (with respect to the slurries) was added into the slurry to generate foams under constant agitation. After that, 2 wt-% xanthan gum (with respect to the slurries) was added under mechanical stirring to thicken the obtained slurry. Next, the slurries were cast into a mould with dimensions of Φ30 × 40 mm3 and gelled at room temperature for about 6 h. Finally, the green samples were dried at 120oC for 12 h and then fired at 850–1000oC for 2 h at a heating rate of 3oC min−1. The fired samples were furnace-cooled to room temperature for further characterisation.
Crystalline phases were identified by X-ray diffraction (XRD) analysis (ICDD card of No. 00-039-0223 and 01-079-0991 were respectively used for identification of zeolite and nepheline). The microstructures of the samples were studied using a scanning electron microscope (SEM, Nova 400 Nano SEM, PHILIPS, Netherlands). The physicochemical transformation of the green sample was evaluated by thermogravimetric analysis-differential scanning calorimetry (TG-DSC, STA449, NETZSCH, Germany) from room temperature to 1100oC at a heating rate of 10oC min−1 in air. Bulk densities and apparent porosities of fired samples were measured by using the Archimedes method. The pore structure of the samples was examined by the Brunauer–Emmett–Teller (BET) method (ASAP2010, Micromeritics Instrument, Norcross, GA, USA). Compressive strength values (sample sizes: 20 × 20 × 20 mm3) were measured by using a digitally controlled tester (SGW, Xiangtan Xiangyi Instrument Co. Ltd., China) at a strain rate of 0.5 mm min−1. In the cases of property characterisation, at least five tests were carried out and the average value was taken. Besides, the thermal conductivities of the obtained foams with dimensions of 20 × 20 × 5 mm3 were measured using a thermal constants analyzer (Hot Disk TPS 2500S, Hot Disk AB, Sweden). The ANSYS package (version 12.1, ANSYS Incorporated, America) was employed to evaluate the thermal insulation performance of the obtained porous ceramics.
Results and discussion
Seen from Figure 1, it can be found that only the zeolite phase was identified in the starting material, suggesting that the content of impurities in the WZ is relatively low; moreover, WZ exhibited granular morphologies close to the hexahedral with the size of about 2 μm. XRD patterns of the as-prepared porous ceramics (with a solid level of 25 wt-%) fired at 850–1000oC were shown in Figure 2. It revealed that, for the sample fired at 850oC, strong diffraction peaks of nepheline were observed, and no zeolite phase was detected, indicating that the zeolites have been converted to nepheline and glass phase. Even increasing firing temperature to 950 or 1000oC, the main crystal phases in the final products remained almost unchanged. It suggests that the nepheline porous foams can be fabricated at 850–1000oC for 2 h by the present route using WZ as raw material.
XRD patterns of the as-prepared porous ceramics (with a solid level of 25 wt-%) fired at 850–1000oC for 2 h: Overall patterns (a) and locally enlarged view patterns (b).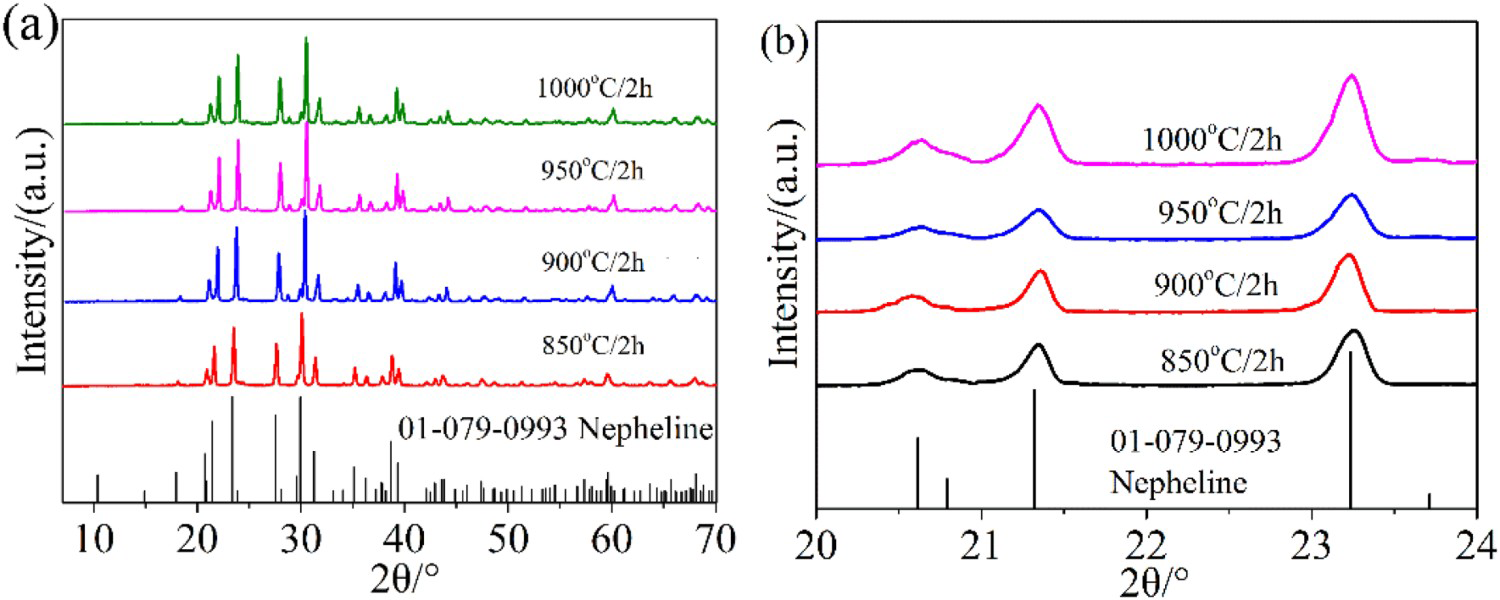
The thermal analysis method was employed to assist in revealing the relevant reaction process during the heating of dried green samples. Figure 3 showed the TG-DSC curve of the sample heated under air atmosphere, in the DSC profile, similar to the results reported in the literature (∼860oC) [16], the exothermic peak appeared at about 851oC may be due to the liquid phase formation. In this case, the formation of the liquid phase will facilitate the low-temperature preparation and sintering of nepheline ceramics.
TG-DSC profile of the dried green sample.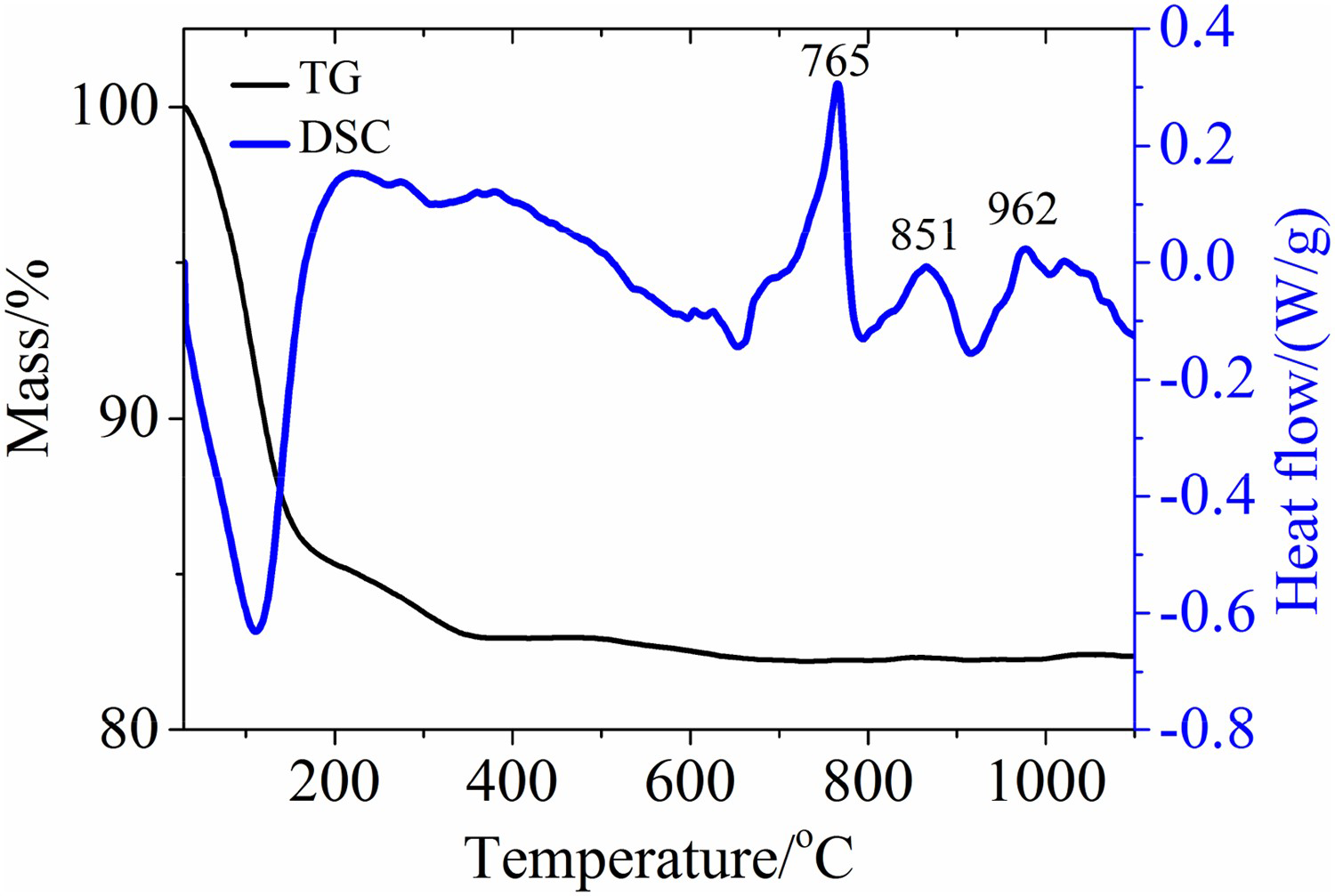
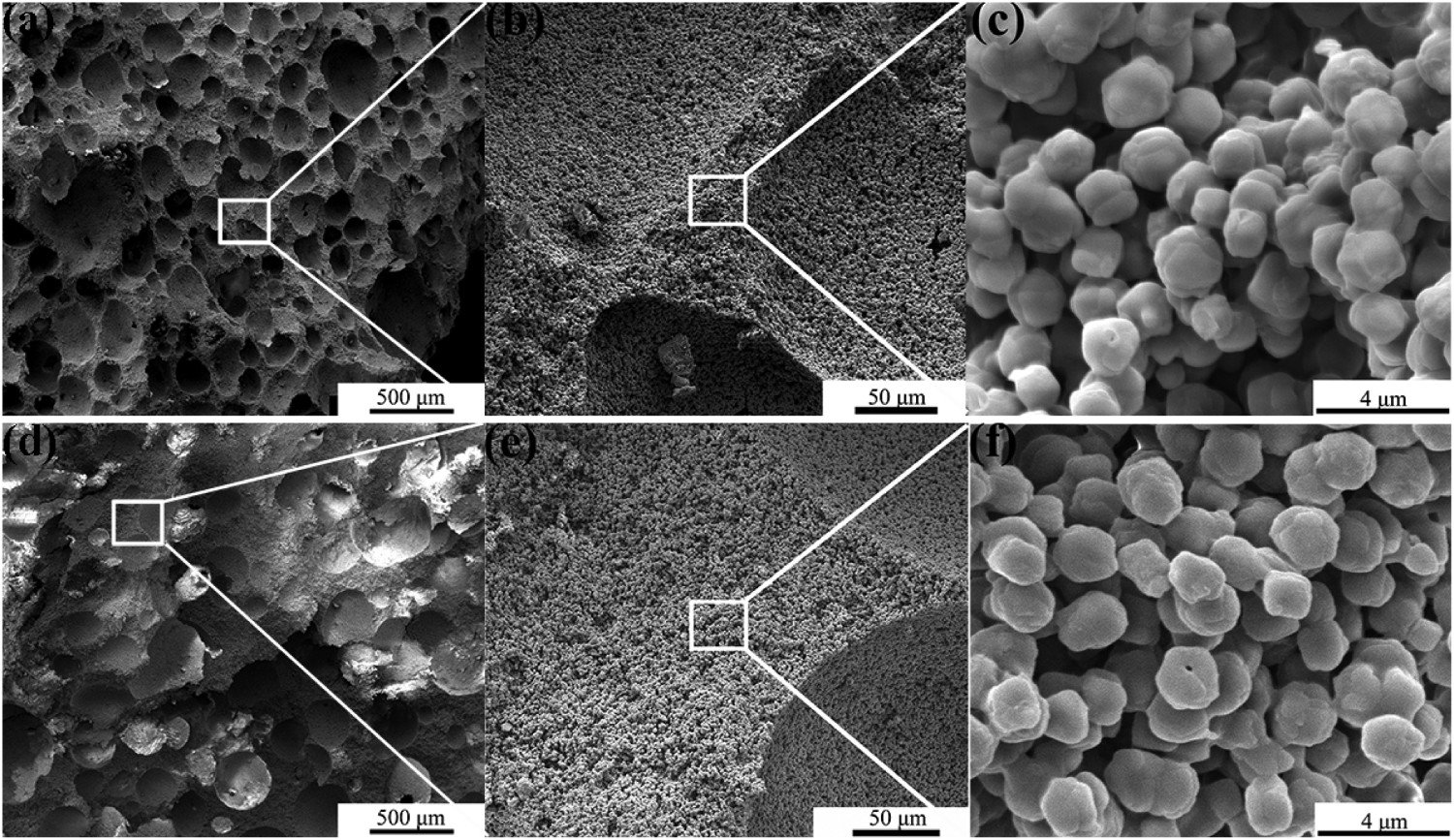
SEM images of nepheline porous samples prepared under various temperatures were shown in Figure 4. It indicated that many spherical large pores with a size of about 100–500 μm were observed in the low magnification SEM images (Figure 4(a,d,g,j)). Similar to the reported literatures [6,17], the size and distribution of the pores are usually uneven, which may be caused by particle segregation under gravity and foam coalescence during the gelation process, and shrinkage during the subsequent sintering process. Nevertheless, the ratio of the large pores (>300 μm) seems to be gradually reduced with increasing the sintering temperature, which may be due to the shrinkage of the samples during the firing process. At the same time, some small window pores with the size range from ten to dozens of microns were also observed in the samples. Moreover, it can be found that the skeleton structure of the samples was composed of a large number of particles and amounts of small pores (Figure 4(b,e,h,k)). The high magnification SEM images revealed that the skeleton structure indeed contained many pores with a diameter of less than 2 μm (Figure 4(c,f,i, l). Additionally, the morphologies of the nepheline particles changed obviously with increasing the firing temperature: For the green bodies were fired at 850°C, hexahedral particles were observed in the prepared samples (Figure 4(c)); when the firing temperature increased to 900°C, the edges of the hexahedral structure gradually disappeared (Figure 4(f)); further improving the firing temperature to 950oC, spherical particles and sintering necks between neighbouring particles were observed in the sample (Figure 4(i)), indicating that the liquid phase sintering might have occurred; when the sintering temperature was continuously increased to 1000oC, the sintering necks aggravated and the particle size became smaller (Figure 4(l)), which may be caused by the excessive formation of the liquid phase at high temperature. In this case, it may potentially improve the mechanical properties of the final products. On the other hand, to further clarify the influence of solid contents on the microstructures, SEM analysis on the samples with different solid loading levels (25 and 30 wt-%) fired at 900oC were also carried out and shown in Figure 5. The results suggested that the levels of solid content have nothing to do with the microstructures of the products, but it has a certain impact on the size and number of pores existed in the samples.
SEM images of as-obtained porous samples with solid content of 20 wt-% and fired at various temperature: 850°C (a–c), 900°C (d–f), 850°C (g–i) and 1000°C (j–l). SEM images of final samples prepared with the solids content of 25 wt-% (a–c) and 30 wt-% (d–f) fired at 900°C.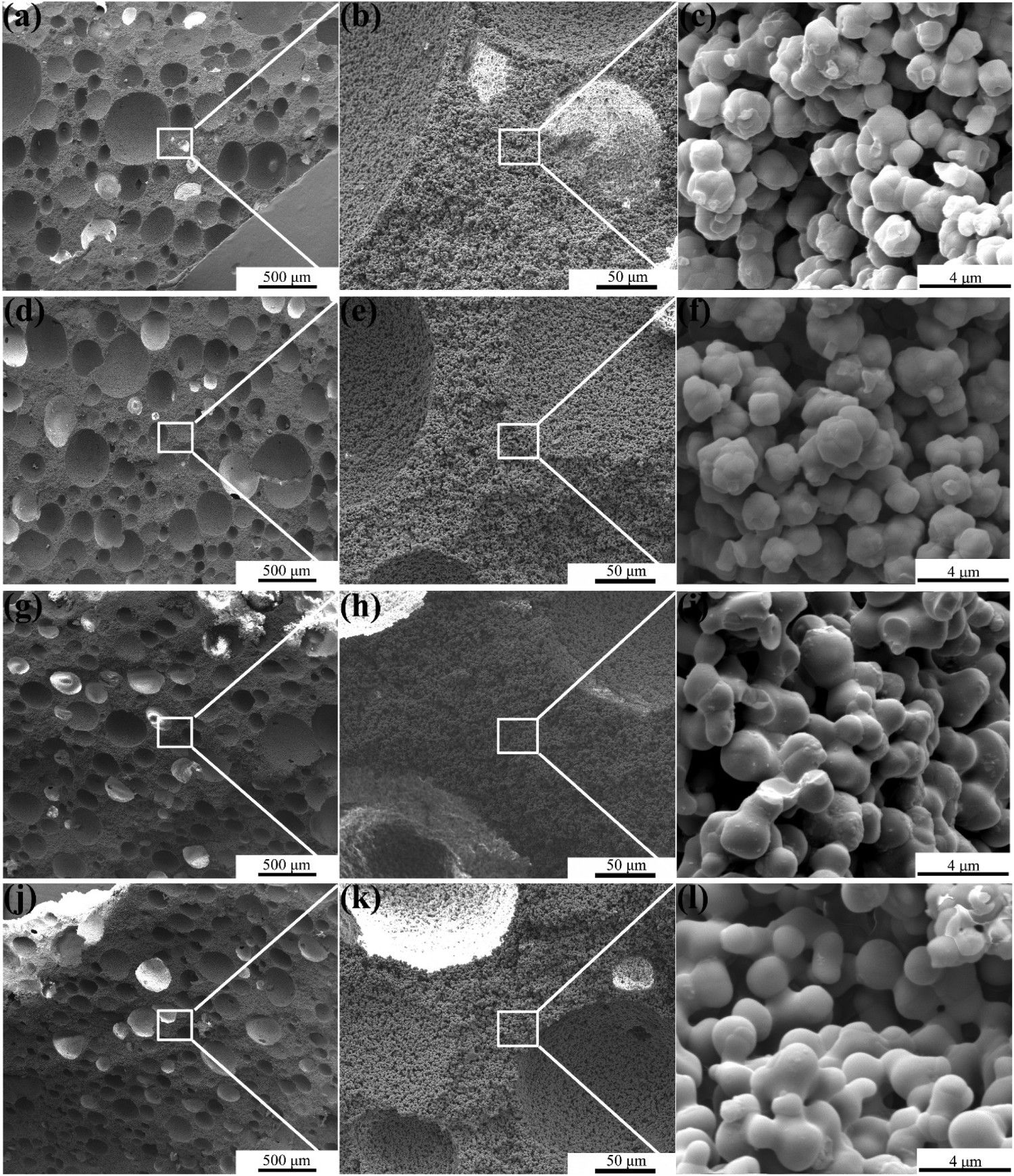
Considering the special hierarchical pore structure of the zeolite, it is necessary to verify whether the pore-structure was destroyed during the firing process. The specific surface area of the starting WZ and the final samples fired at different temperatures were characterised and the results were shown in Figure 6. It indicated that the BET specific surface area of the raw material was 11.6 m2 g−1, and porous samples fired at 850–1000oC showed values below 9.0 m2 g−1. Increasing the firing temperature decreases the BET specific surface area of as-prepared porous ceramics. This may be caused by the shrinkage of the samples, the disappearance of pores and the formation of the liquid phase during the firing process.
Specific surface area of the starting materials and the final porous samples with solid loading level of 20 wt-% fired at different temperatures.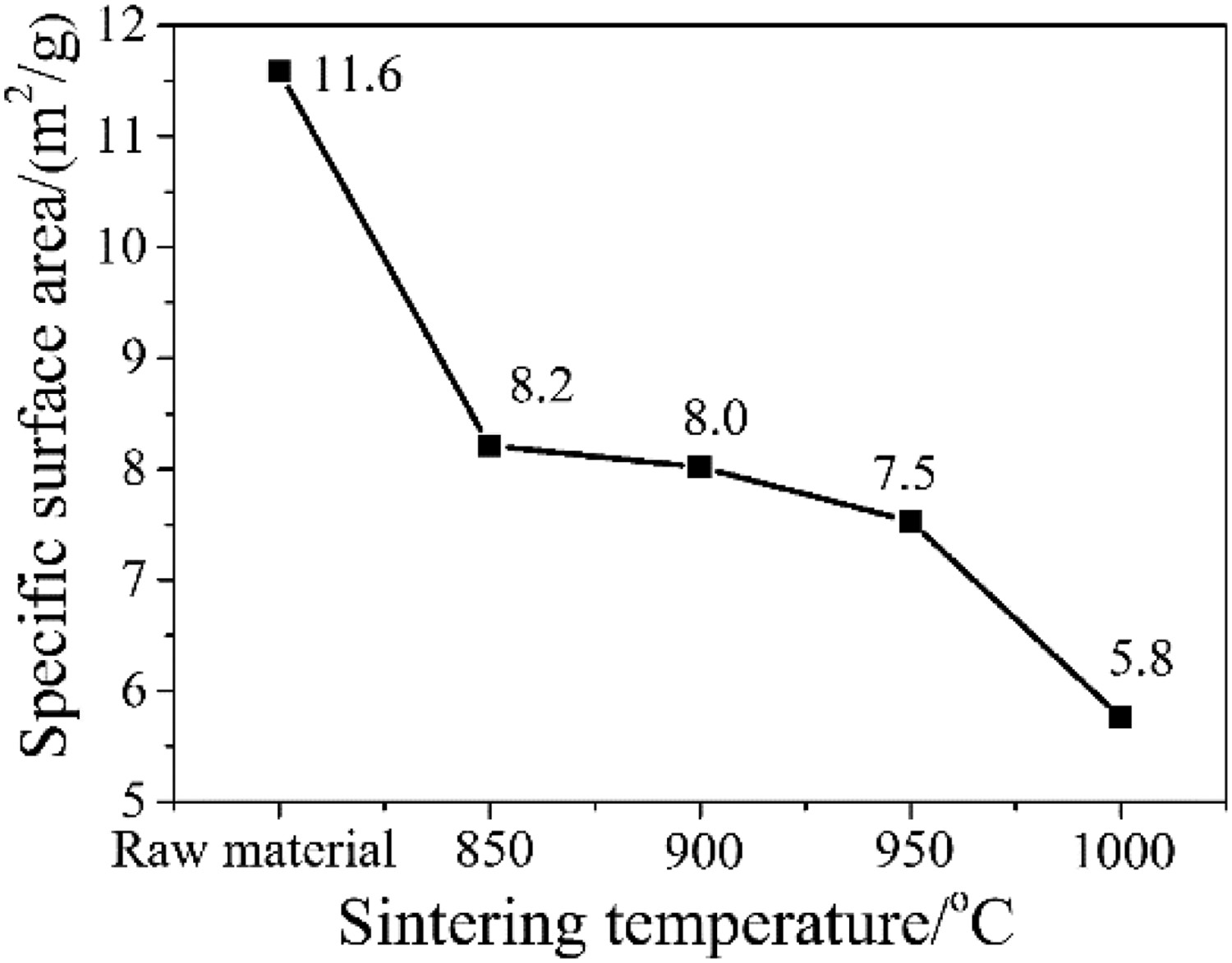
The porosities, densities, and mechanical strengths (compressive and specific strength) of the final products at room temperature were also measured and shown in Figure 7. Seen Figure 7(a), it can be found that increasing the sintering temperatures or solid contents can significantly improve the densities and reduce the porosities of the obtained foams. For example, the densities changed from 0.40 to 0.56 g cm−3 when the firing temperature increased from 850 to 1000oC for the 20 wt-% solid content samples. When the foams were fired at 1000oC, the density values elevated from 0.56 to 0.62 g cm−3 while porosities fell from 74.5% to 71.9% with increasing the solid contents from 20 to 30 wt-%. Similarly, compressive and specific strengths values are positively correlated with the changes in temperatures and solid contents, and the highest compressive and specific strengths can respectively reach up to 2.9 and 4.7 MPa cm3 g−1 when the foams prepared with the content of 30 wt-% fired at 1000oC for 2 h (Figure 7(b)). Even for the foams with a much lower solid loading level (20 wt-%) fired at a relatively low temperature of 850oC, the compressive and specific strength can be still up to 1.0 and 3.0 MPa cm3 g−1, respectively (Figure 7(b)).
Dependence of sintering temperature and solid contents on porosity and bulk density (a), and compressive and specific strength (b) of obtained porous ceramics.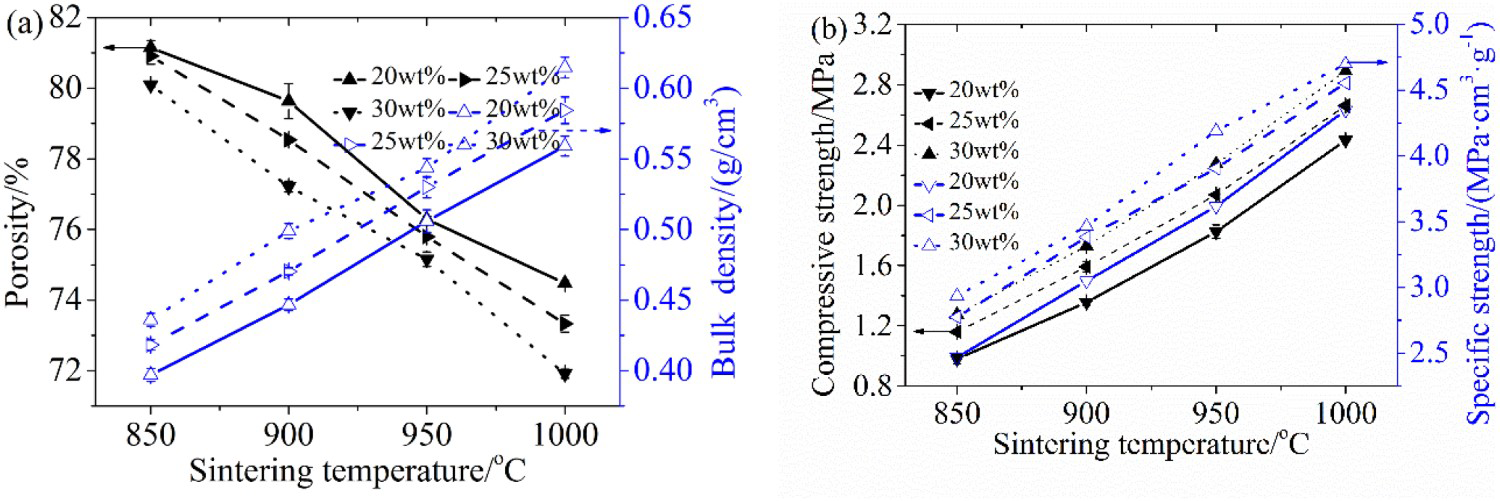
As far as we know, many factors affect the mechanical properties of the final sample, such as material types, densities, sintering temperatures, sintering aid contents and reinforcements, etc. Therefore, to explain the mechanical properties more intuitively, the results were compared with these reported in the literatures based on specific strength. Compared with the previously reported porous ceramics, glass or glass-based foams with similar synthesis temperatures and porosities, the currently prepared foams exhibited a close or much higher specific strength [7,8,11]. For example, Fernandes et al. [7] prepared a glass-ceramic via a foaming method at 950oC, and the specific strength was achieved to 5.2 MPa cm3 g−1 for the sample, however, 1 wt-% SiC powders should be added to form the large pores in the sample. Also, the specific strength of present porous sample (4.7 MPa cm3 g−1) is 15% higher than that of the glass foam prepared by an in situ foaming route (4.1 MPa cm3 g−1), even though the firing temperature of the current sample is 50oC lower than that of glass foam (1000 vs 1050oC) [8]. In our previous work [11], diatomite porous ceramic with a specific strength of 3.1 MPa cm3 g−1 was prepared via a foam-gelcasting technology, however, the firing temperature required was as high as 1100oC.
For the obtained foams that have the potential to be applied in the fields of heat insulation, it needs to have the appropriate thermal insulation performance [18,19]. Thus, the influence of the testing temperatures on the thermal conductivity of the present samples with different solid levels fired at 950oC was investigated and shown in Figure 8. It demonstrated that the thermal conductivity values increased with the increment of testing temperatures and/or solid contents. The reasons may be the enhanced heat radiation at higher testing temperatures and the lower porosities resulting from the higher solid contents. When the measurement temperature of 600oC, the sample with a porosity of 75.1% showing a thermal conductivity value of 0.20 W/(m °C), which was about 25% higher than that of the sample with 20 wt-% solid loading (porosity of 76.9%, 0.16 W/(m °C)). This result demonstrated that a higher porosity will play a positive role in improving the thermal insulation properties. On the other hand, for the sample prepared with a solid content of 20 wt-%, the thermal conductivity increased from 0.10 to 0.16 W/(m °C) with improving the measurement temperature from room temperature to 600°C.
Thermal conductivities of porous ceramics (with different solid levels and fired at 950°C) measured at various temperatures.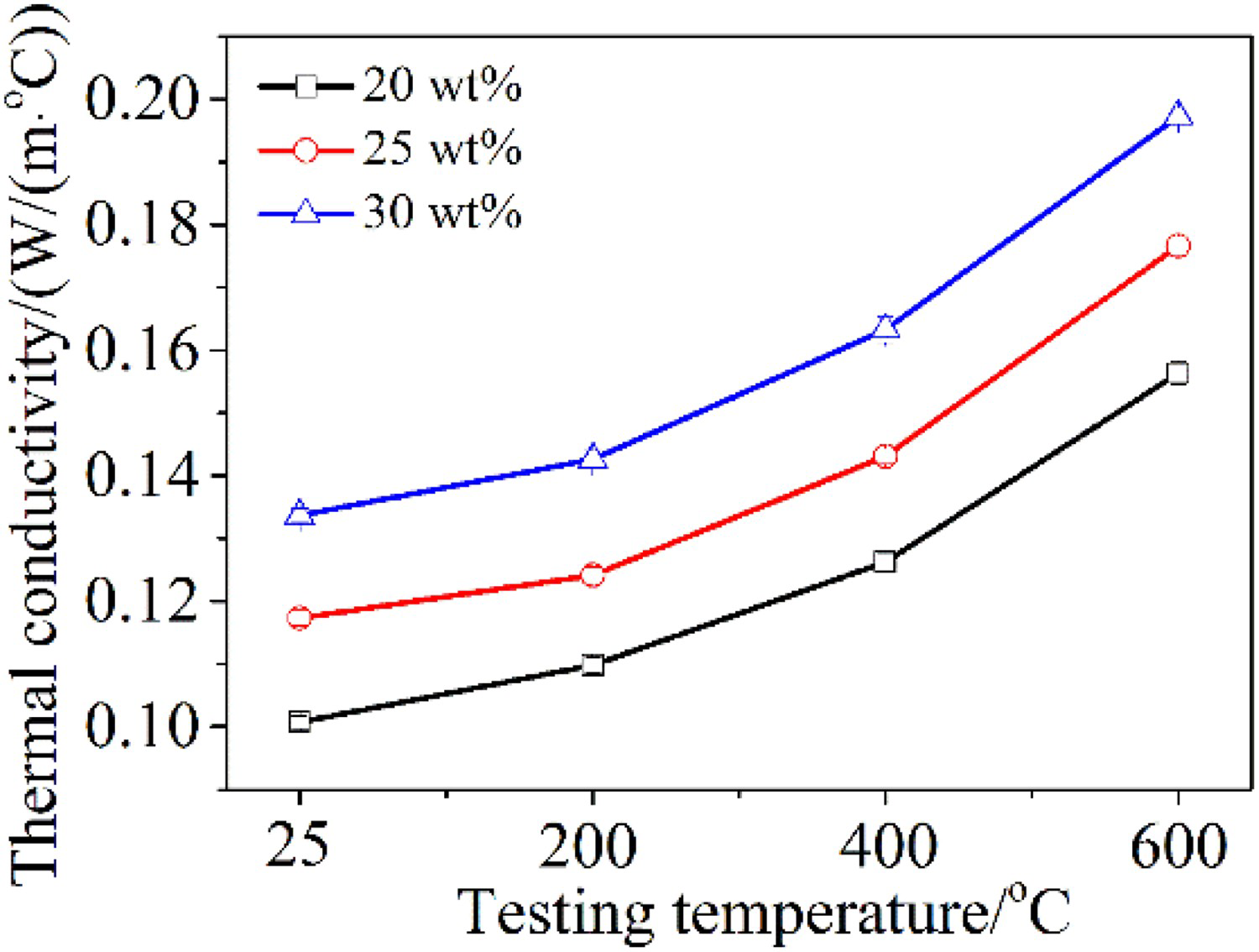
The relevant parameters used to compare the mechanical and thermal insulation properties of different types of porous ceramics.
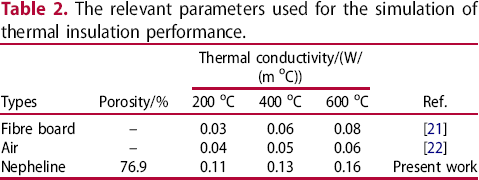
To reveal the heat insulation role of the prepared porous ceramics in the actual high-temperature environment applications, the heat balance method was further employed to establish a three-dimensional steady-state model by the Ansys method to predict the thermal insulation performance of foam products [11,20]. Table 2 listed the porosity and thermal conductivity data of fibre-board, air and as-prepared nepheline porous products [21,22], which were used in the heat balance simulation analysis. Without consideration of the pore size and distribution in porous foams, the relationship between the cold surface temperature of the present samples and the various heating source temperature was calculated and shown in Figure 9. It indicated that increasing the thickness of the insulation layer and heating source temperature can enhance the heat insulation effect. When the heat source temperature is 600°C and the thickness of the insulation layer is 65 or 130 mm, the cold surface temperature can be respectively reduced to 331°C or 248°C. These results demonstrated that the obtained foams can be regarded as a promising material as they exhibited reasonably accepted thermal insulation performance.
Prediction on thermal insulation performance of porous products with different thicknesses. The relevant parameters used for the simulation of thermal insulation performance.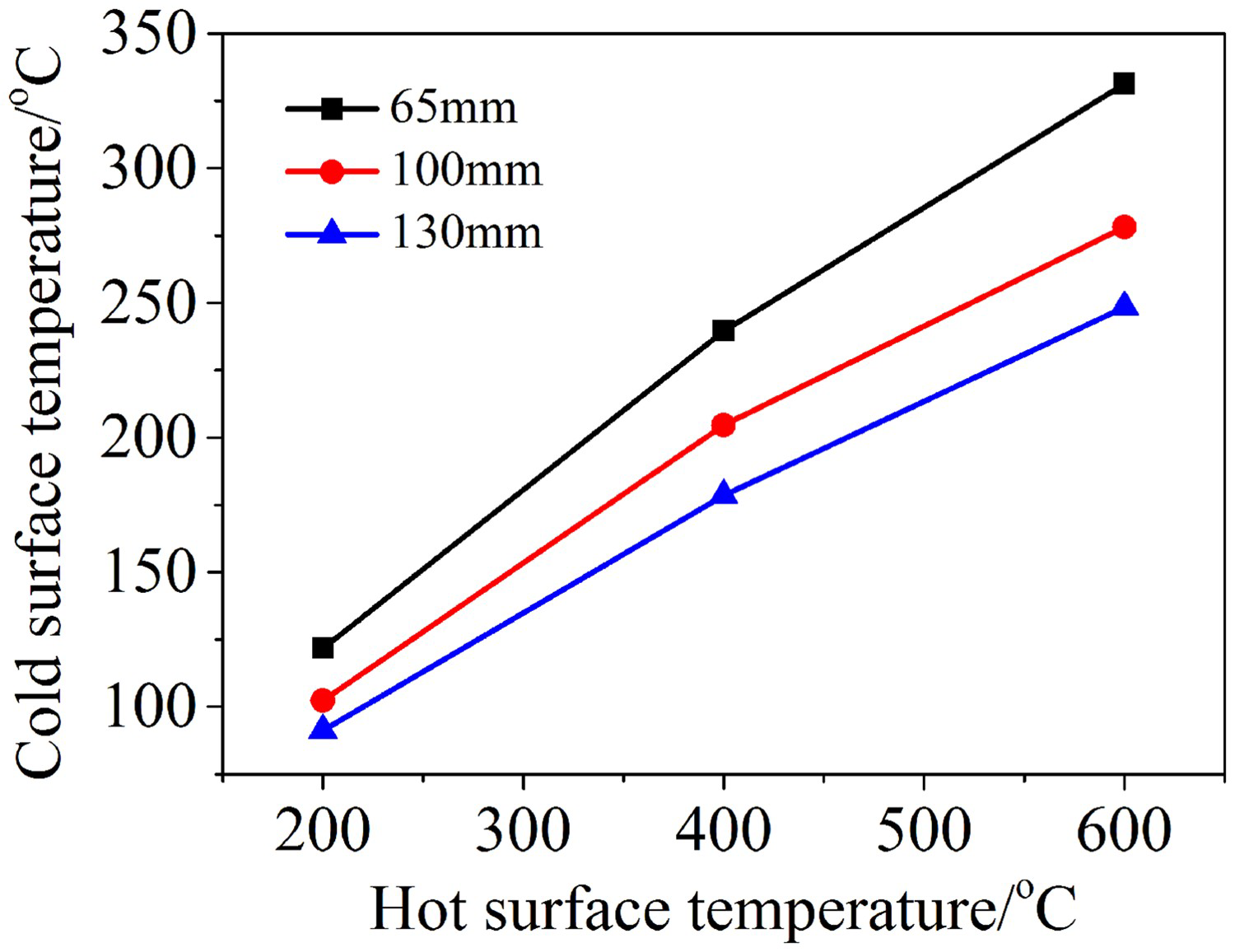
Conclusions
Nepheline porous ceramic with improved strength and reasonable thermal insulation property was obtained by a foam-gelcasting strategy at 850–1000°C using waste zeolite powders as the starting materials, triethanolamine lauryl sulphate as a foaming agent and xanthan gum as a gelling agent. The mechanical properties of the final products are positively related to the solid contents and sintering temperatures. For the sample with a solids content of 30 wt-% and fired at 1000°C, its compressive and specific strength values reach the maximum, which are 2.9 MPa and 4.7 MP cm3 g−1, respectively. The porosity, compressive and specific strength of the sample with a solid content of 20 wt-% and fired at 950°C are respectively of 76.9%, 1.8 MPa and 3.6 MP cm3 g−1, and its room temperature thermal conductivity is as low as 0.10 W/(m oC), revealing that porous ceramics prepared in the present case could be potentially used as a good thermal insulation material.
Footnotes
Acknowledgements
This work was financially supported by National Natural Science Foundation of China, grant number 51672194 and 51872210; Program for Innovative Teams of Outstanding Young and Middle-aged Researchers in the Higher Education Institutions of Hubei Province (T201602), Natural Science Foundation of Jiangxi Province, China (Contract No. 20181BAB216006), Key Program of Natural Science Foundation of Hubei Province, China (Contract No. 2017CFA004) and the China Scholarship Council (CSC) (No. 201808420278).
Disclosure statement
No potential conflict of interest was reported by the author(s).