
Abstract
Foamed ceramic materials were prepared by shale residue and manganese slag as the primary raw materials, magnesium oxide as flux and silicon carbide as a foaming agent. The results show that the amount of shale residue has a significant effect on the physical properties of the foamed ceramics. The pore size of the foamed ceramics increases significantly with the increase of shale addition. By comparing A1, A2, A3 and A4, it is found that A2 is more suitable for producing foamed ceramics, with compressive strength of 14.20 Mpa, bulk density of 0.4425 g cm–3 and thermal conductivity of 0.1204 (w m–1k–1). The phase composition of foamed ceramics after sintering is mainly anorthite, galaxite and quartz.
Introduction
Recently, with people's demand for building materials increasing, solid waste is increasing. How to solve solid waste is the primary problem to protect the environment. To alleviate the environmental issues, people put forward solid waste as a partial substitute of construction materials to produce new engineering materials effectively to achieve this goal, as a new kind of functional porous material because of its unique properties and wide application [1]. Foamed ceramic is a kind of porous ceramic material with excellent properties, such as low density, stable thermal properties and high specific surface area [2–4]. Therefore, the utilisation of solid waste can effectively realise the resource utilisation of debris, with better environmental effects and economic benefits. Shale residue is a kind of solid waste with complex composition, which is mixed with chemical substances such as quartz and feldspar debris [5]. It contains a large amount of SiO2, which is a high-quality raw material for preparing foam ceramics [6]. Manganese slag contains toxic and harmful substances, which are detrimental to the ecological environment and human health. Therefore, the recovery, harmlessness and solidification of manganese slag have been deeply treated and studied, but the effect is very little [7]. Yang et al. [8] prepared foam ceramics with more than 200% volume expansion using purple clay and shale slag at 1130°C. Liang et al. [9] prepared foamed ceramics from 6% steel slag and 94% sand shale. The prepared samples had a total porosity of 67.22%, a bulk density of 0.821 g cm–3, the thermal conductivity of 0.08 (W m–1·K–1) and compressive strength of 29.98 MPa. However, there are few studies on the preparation of ceramic foams by combining manganese slag with shale.
In this paper, foam ceramics were prepared using shale residue and manganese slag as primary raw materials and silicon carbide (SiC) as foaming agents. The effect of shale residue content on the structure, morphology and properties of foam ceramics was studied in detail, which provided the reference for the production of shale-based foam ceramics. At the same time, it also provides a new idea for the resource utilisation of industrial wastes such as shale and manganese slag.
Experimental
Materials and samples preparation
The formulation of foamed ceramic was prepared from shale residue, manganese slag, SiC and magnesium oxide (MgO). The raw materials were mixed according to the ratio, then put into a ball mill for ball milling for 30 min, and the powder after ball milling was screened by a sieve with a mesh size of 0.074mm. Among them, silicon carbide powder was used as a foaming agent because it efficiently generates CO2 through self-oxidation, which played a role in the foaming process. Magnesium oxide (MgO) was an alkaline earth metal oxide that can lower the melting point and be used as a fluxing agent. It is assumed that the sum of shale residue and manganese slag was 100%. The addition amount of SiC and MgO remained constant. The addition ratio of shale residue and manganese slag in base materials is 4/6, 5/5, 6/4 and 7/3, and the corresponding sintered samples are marked as A1, A2, A3 and A4, respectively. Combined with relevant literature, it was determined to add 5 wt-% MgO and 0.3 wt-%SiC. The raw materials were mixed according to the above ratio, then put into an alumina crucible (30 × 30 × 80 mm) and put into a muffle furnace to burn at the temperature. the processing temperature was determined according to the results of several preliminary sintering tests. The base materials were heated in a muffle furnace at the heating rate of 10°C min–1 in an air atmosphere to 1175°C for 50 min, and then the sintered samples were cooled at room temperature.
Characterisation
Chemical composition of raw materials (wt-%).

Results and discussion
Pore structure
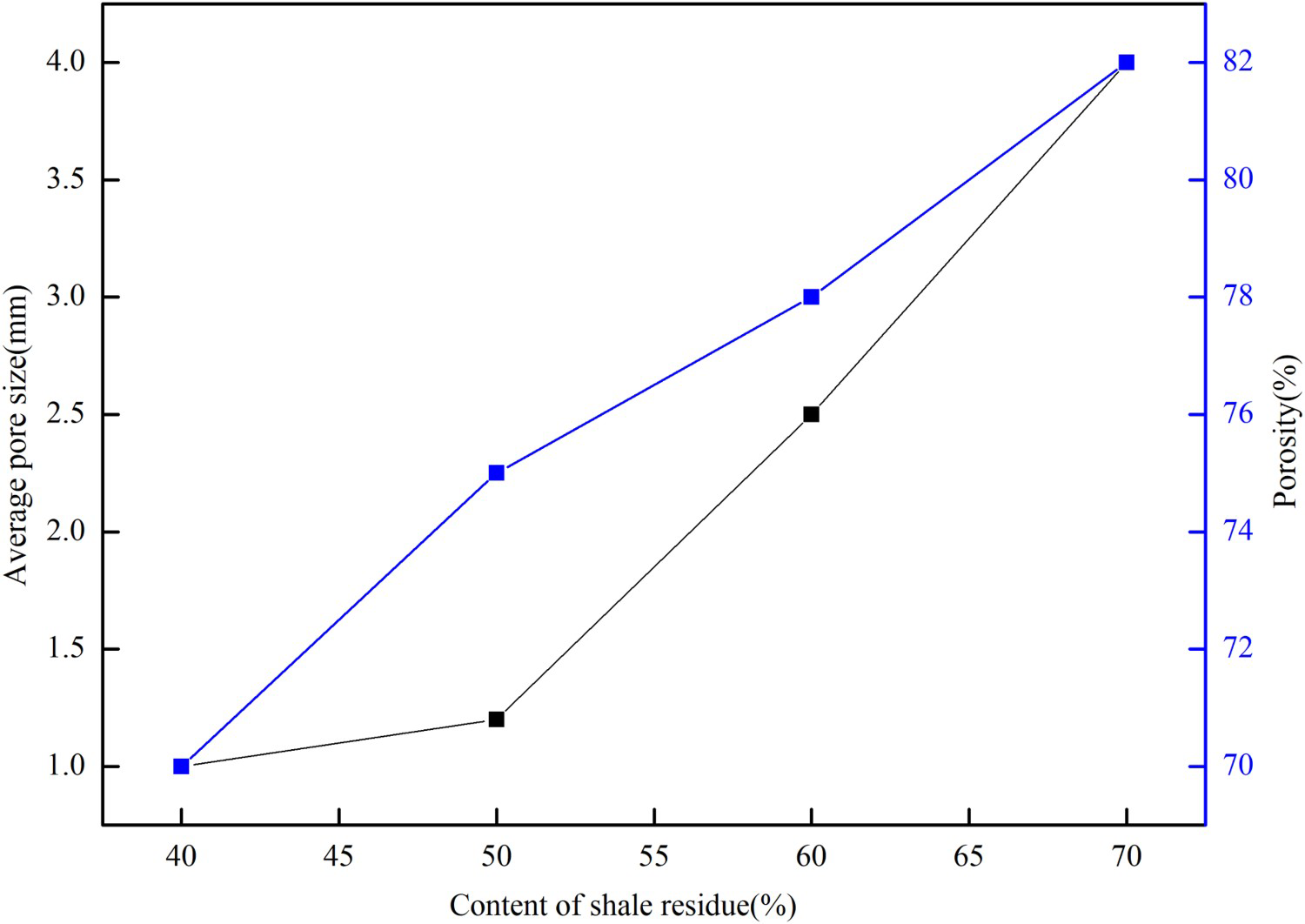
Figures 1 and 2 show the pore structure of foamed ceramics prepared with different shale residues and manganese residues. It can be seen from Figure 1 that with the increase of shale addition, the pores formed in the sample are more dense and the pore size distribution is more uneven. The average pore size and porosity of different shale contents are shown in Figure 2. It can be seen that with the increase of shale addition, the average pore diameter and porosity increase, and the average pore diameter reaches the maximum value of 4 mm. It can be seen from Figures 1 and 2 that at the same sintering temperature, when the doping ratio of shale slag and manganese slag is 4/6, the pore structure of sample A1 is uniform, the average pore diameter is 1 mm, and the porosity is 70%. With the increase of shale slag content, when the doping ratio of shale and manganese slag is 5/5 and 6/4, respectively, the overall average pore size of samples A2 and A3 increases, and some pores are not uniform and appear interconnected. pore. When the doping ratio of shale and manganese slag is 7/3, the average pore diameter of sample A4 becomes 4 mm larger, and large pores appear, the pore distribution is poor, and the pore shape changes from spherical to irregular polygon. At the same time, larger pores will thin the adjacent walls within a certain range. The main reason for this is that the increase in the content of shale slag results in a high content of glass network structures such as SiO2 and Al2O3, which can rapidly form a stable network structure at high temperatures. In contrast, the content of compounds such as Cao and MgO that can destroy the network structure in the melt is relatively low, so the viscosity of the melt is relatively large, and the viscosity distribution is not uniform under this condition. This makes it difficult for some pores to overcome the surface tension of the melt and grow.
The images of macroscopic morphology of foamed ceramics. The effect of the content of shale residue and manganese slag on average pore size and porosity.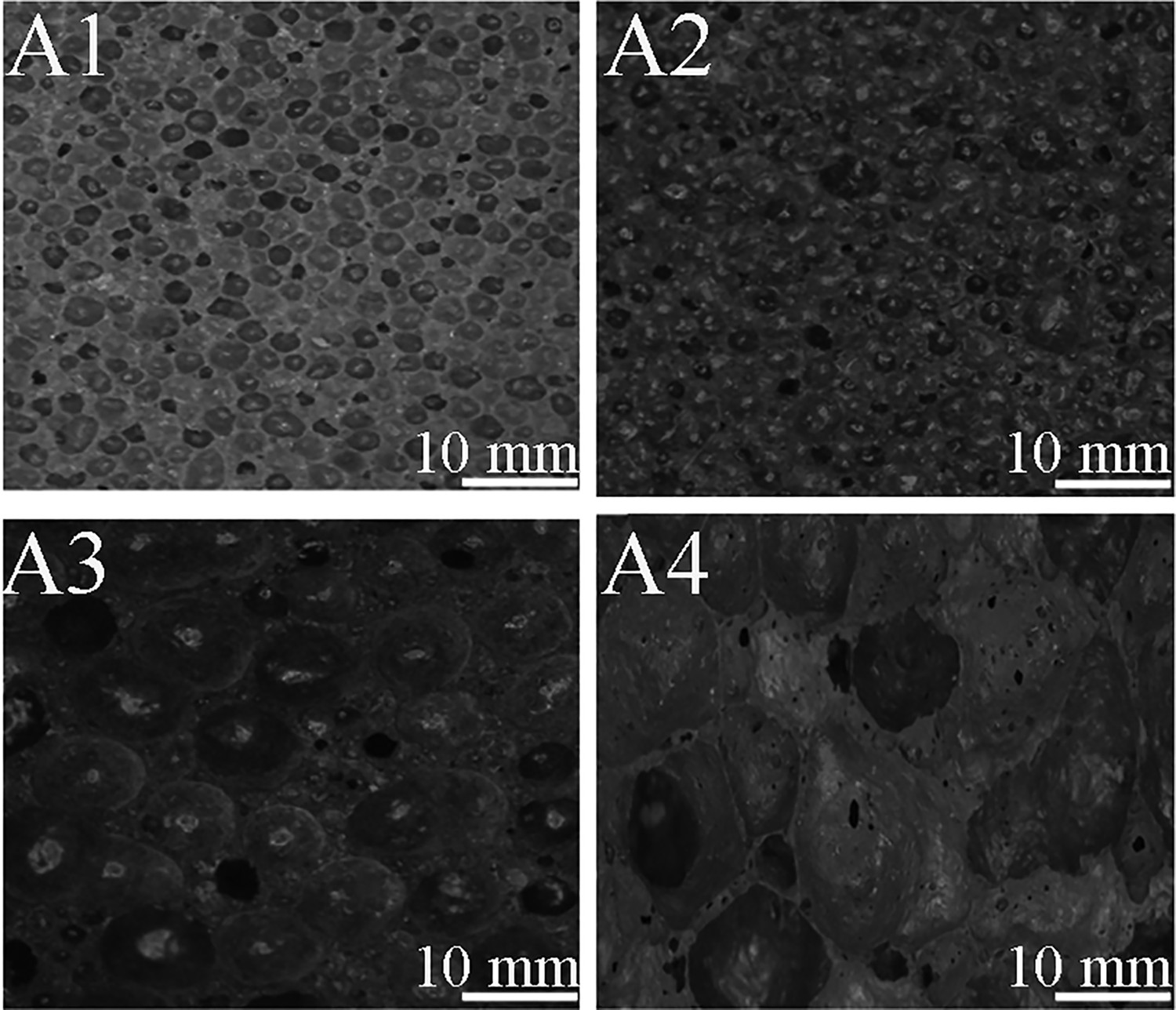
Bulk density, compressive strength and thermal conductivity analysis
Figure 3 is the effect of shale residue and manganese slag with different addition amounts on the bulk density, compressive strength and thermal conductivity. It can be seen from Figure 2 that sample A1 has the maximum bulk density and compressive strength, which are 0.4525 g cm–3 and 19.56 MPa, respectively. The increase in shale residue content significantly reduces the bulk weight and compressive strength of the samples. The reason is that the increase of shale residue content leads to the increase of alkali metal oxides and alkaline earth metal oxides in the sample, which reduces the surface tension and viscosity of the melt and leads to the appearance of macropores. With the appearance of macropores, the pore wall becomes thinner, and bulk density and compressive strength of foamed ceramics gradually decrease. At the same time, the excessive composition of SiO2 in the system can make the foamed ceramics produce uneven pores, which can destroy its solid structure and reduce the compressive strength.
The effect of the content of shale residue and manganese slag on the bulk density, compressive strength and thermal conductivity.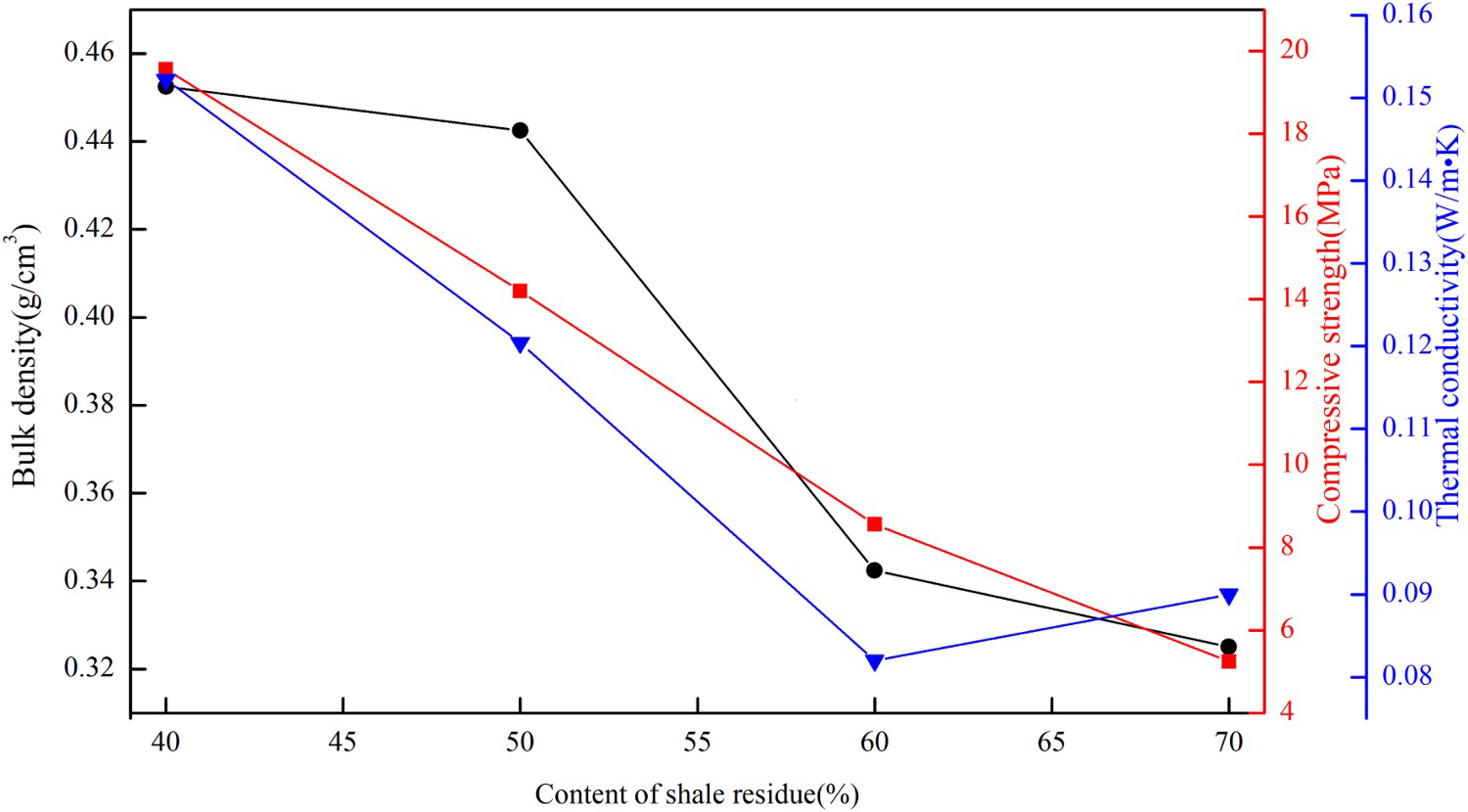
The thermal conductivity is also influenced by the shale content. The thermal conductivity of samples A1, A2, and A3 decreases gradually. This may be due to the decrease in the number of stomatal walls of the pieces, which reduces the heat transfer medium and thermal conductivity of the sample. However, the pore structure of sample A4 is feeble, the pore size is too large, and the macropores and tiny pores cross each other. The number of pore walls is small, and the abnormally large size of pores can lead to thermal countermeasures in the process of heat transfer. Therefore, the thermal conductivity of sample A4 is slightly higher than that of A3.
Phase compositions and SEM analysis
The XRD patterns of the samples are shown in Figure 4(a). The main phases of samples A1 and A2 are anorthite, galaxite and quartz. The diffraction peak intensity of quartz increases with the increase of shale content. The main phases of samples A3 and A4 are anorthite and quartz. However, the diffraction peak of galaxite in sample A3 is almost undetectable, which means there is either no galaxite or only a tiny amount of galaxite. The composition of the phase shows that anorthite, galaxite and quartz crystal phase form the framework of foamed ceramics, which improves the mechanical properties of foam ceramics.
XRD patterns (a) and SEM image (b) of the foamed ceramics.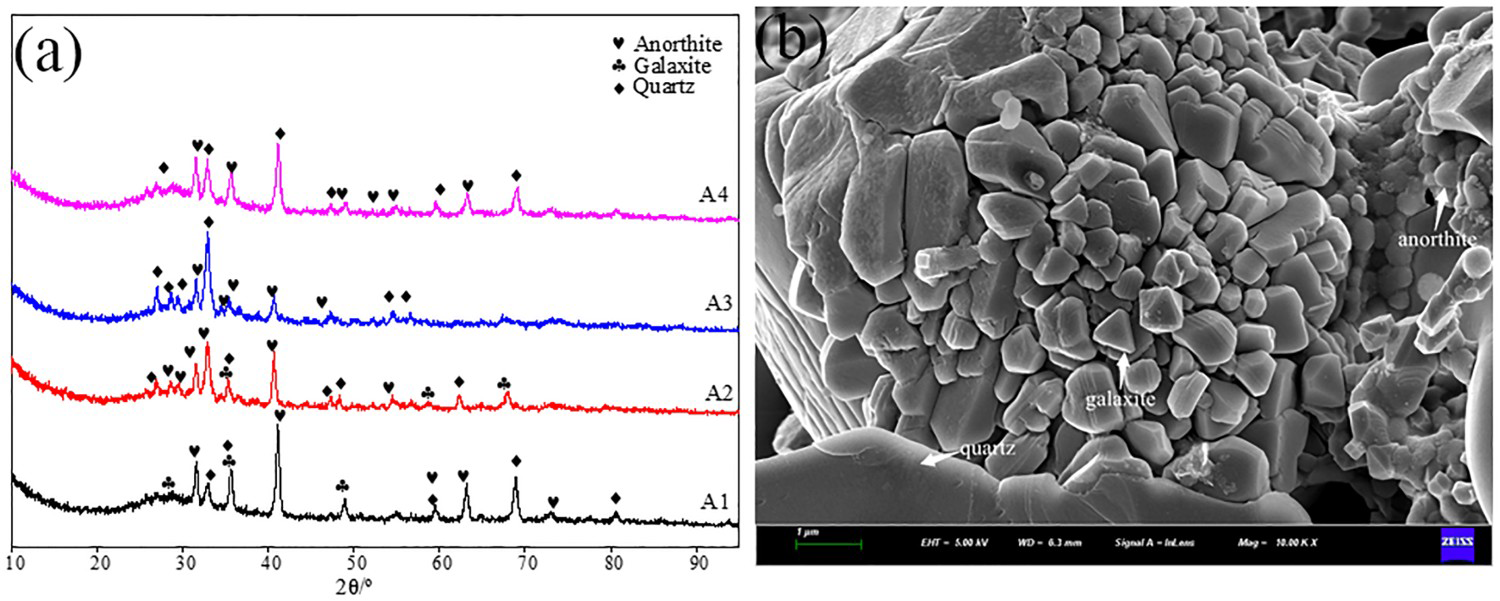
Figure 4(b) is the SEM image of foamed ceramics sample. Only the SEM image of A1 sample is listed because it has good compressive strength. From Figure 3(b), we can see the existence of octahedral anorthite, short columnar anorthite and irregular quartz, which is consistent with XRD results. Due to the high SiO2 content in shale, SiO2 contains a lot of [SiO4] tetrahedrons. Al3 + and Ca2 + are dissolved in [SiO4] tetrahedral structures and occupy structural vacancies, which promote the formation of anorthite phase. Al2O3 appears in the form of a tetrahedron [AlO4]. Mn2 + can combine with [AlO4] to form galaxite. The formation of anorthite and galaxite can improve the mechanical properties of samples.
Conclusion
In this study, the feasibility of the experiment was proved by preparing foam ceramics from shale residue and manganese slag. Different amounts of shale residue and manganese slag can change the structure and physical properties of foam ceramics. The higher the content of the shale residue admixture, the lower the bulk density and compressive strength. Considering its density, porosity and bending strength, sample A2 can be the best component of foam ceramics. Sample A2 is appropriate for preparing foam ceramics with compressive strength of 14.20 Mpa, the bulk density of 0.4425 g cm–3, the thermal conductivity of 0.1204 (W m–1·K–1), and the main crystalline phase is anorthite, galaxite and quartz.
Footnotes
Acknowledgements
The authors wish to thank “Research funds of Liaoning Provincial Department of Education (No. LQGD2020022)” and “the Liaoning Revitalization Talents Program (No. XLYC2008014)” for the financial support for the study.
Disclosure statement
No potential conflict of interest was reported by the author(s).