
Abstract
Porous ceria for high temperature catalytic applications demands structural integrity concomitant with sinter resistance and improved gas permeability. The current state of the art hinges on complex synthesis methodologies which are not only expensive but also lack flexibility in pore tailorability. Hence, the development of porous scaffolds through low-cost processes without compromising on the functionality is in order. Herein, we demonstrate porous ceria with an open porosity of 88% developed through camphene assisted freeze casting for the first time. Microstructural evolution with different building blocks – micrometre-sized particles and short fibres were also studied. Preliminary catalytic activity obtained via temperature programmed reduction exemplified similar profiles showing no effect of the initial building blocks on the activity.
Introduction
Porous ceria-based materials have found widespread applications in the field of catalysis as a support in three way automotive reactors, ethanol steam dissociation, thermal water splitting, solid oxide fuel cells, photocatalysis and also as free radical scavengers in biomedical applications[1-3]. In contrast to high surface area powders, which suffer from rapid sintering, porous scaffolds offer enhanced high temperature structural integrity [4]. In general, such macroporous structures synthesised via templating methodologies offer little control over pore tailorability and mechanical stability [4]. Recently, in a synergistic approach, using a combination of direct ink writing with sacrificial templating, hierarchically porous structures were obtained [5]. In another technique, porous green bodies were made via additive manufacturing followed by coating with ceria via the Schwartz replication method [6]. However, these complex synthesis methodologies with cumbersome optimisation strategies coupled with the high cost necessitates a need for alternate routes to develop hierarchically porous ceria structures. One such low cost, easily scalable synthesis approach which involves freezing ceramic slurries containing the active material, freezing agent and other additives is freeze casting [7]. During freezing, the frozen medium separates the active material in between the crystals, forming channels. Upon sublimation of the freezing agent and subsequent sintering, the active materials entrapped between the frozen crystals densify resulting in a highly porous structure. Pore tailorability in freeze casting can be envisaged through a variety of freezing agents, changes in freezing rate and time along with usage of additives. Consequently, the obtained wide range of microstructures has led to improved catalytic activities [8]. For instance, an ice templated LiFePO4 cathode was found to exhibit higher rate capability, compared to a cathode synthesised via slurry casting [9]. This was a consequence of a largely aligned porous structure resulting in a short mean free path for the electrons to conduct. Also, freeze casted structures display a hierarchical porous structure with variation in pore size along the freezing direction. Such a unique microstructure was put to good effect in development of membranes and filters that can filter particles of a large size distribution [10]. Predominantly, most of the reported freeze casted ceramics are based on using water/ice as the freezing medium which requires usage of a freeze dryer. Besides water, other freezing agents like camphene, naphthalene-camphor, tert-butyl alcohol have also been explored to develop porous scaffolds with dendritic, cellular and prismatic pore morphologies, respectively [11]. Among these, camphene on account of its non-toxicity, low melting point and high volatility under ambient conditions garnered larger interest in the production of ceramic scaffolds. Based on camphene assisted freezing, ceramic scaffolds of Al2O3, Fe2O3, and ZrO2 have been reported [1214]. Microstructural variations in camphene-based freeze casting also centred around the usage of additives [15], variations in the freezing temperature and rate along with solute loading [16]. For instance, in a recent study, the role of constant freezing rate and constant freezing temperature on the microstructure of tricalcium phosphate/camphene slurries was reported [17]. At a fixed weight loading of the active material, scaffolds with constant freezing rate exhibited smaller pore sizes compared to scaffolds at constant freezing temperature. In another study, scaffolds were frozen on baseplates with varying thermal conductivity [18]. The baseplate was covered using an aluminium foil at the periphery along with a polyethylene/Kapton tape in the centre. Interestingly, compared to standard freeze casting which uses only aluminium foil, modified freeze casting (with varying thermal conductivity) had higher porosity and larger pore size distributions. Despite such advances in non-aqueous freeze casting, the role of initial building blocks on the final microstructure was not widely studied. The influence on pore structure with usage of novel building blocks such as nanofibres, 2D sheets, nanoplates was envisaged recently [19]. However, these reports are limited to water-based systems. Thus there is also a need to understand the effect of these building blocks on the final microstructure in non-aqueous freeze casting as well [20].
In this study, porous ceria scaffolds were synthesised through freeze casting technique. Using micrometre-sized powder particles and short fibres as the building blocks, highly porous ceria scaffolds were developed. The role of particle size with change in morphology on the pore development and the microstructure was elucidated. Further, temperature programmed reduction (TPR) was used in this study to assess the catalytic activity of such scaffolds and the mechanisms were discussed.
Experimental procedure
Commercially available cerous carbonate (Indian Rare-Earths Limited, India) was calcined at 500–900°C to obtain ceria, with 600°C chosen as the calcination temperature for further study due to the nanocrystalline nature of the obtained powder. Ceria fibres (Zircar Zirconia, Inc., USA) were used in as received condition (for further information on raw materials, refer Section S1, supplementary information). Camphene (Sigma Aldrich, USA) was used as the freezing agent. Attempts to understand binder and dispersant free ceria monoliths were studied in steps by freeze casting only camphene-ceria slurries. Further, dodecylamineacetate (TCI limited, India) and polystyrene (Sigma Aldrich, USA) were used as dispersants and binders, respectively. Figure 1 shows the process overview in which a homogenous slurry containing 3 vol.-% ceria (powder/fibres) in liquid camphene to which 3 wt-% dispersant and 10 vol.-% of binder (w.r.t ceria) was heated at 65°C for 1 h. The slurry was then poured into an insulating PVC mould with a conducting copper plate at the bottom. The slurry was frozen for 3 h through copper plate using ice bath maintained at 5°C enabling unidirectional freezing, and subsequently demoulded. Upon 48 h of sublimation in a fumehood allowing for a forced air flow under ambient conditions, the green bodies were transferred to tubular furnace for a two-step heat treatment. In the first step, they were heated to 600°C at 3°C/min and kept for 1 h to remove the binder and subsequently heated to 1400°C at 3°C/min and held for 2 h for sintering (4 h in the case of fibres) followed by furnace cooling to room temperature. The characterisation techniques used are provided in the supplementary information (Section S2, supplementary information).
Development of freeze casted scaffolds: process overview.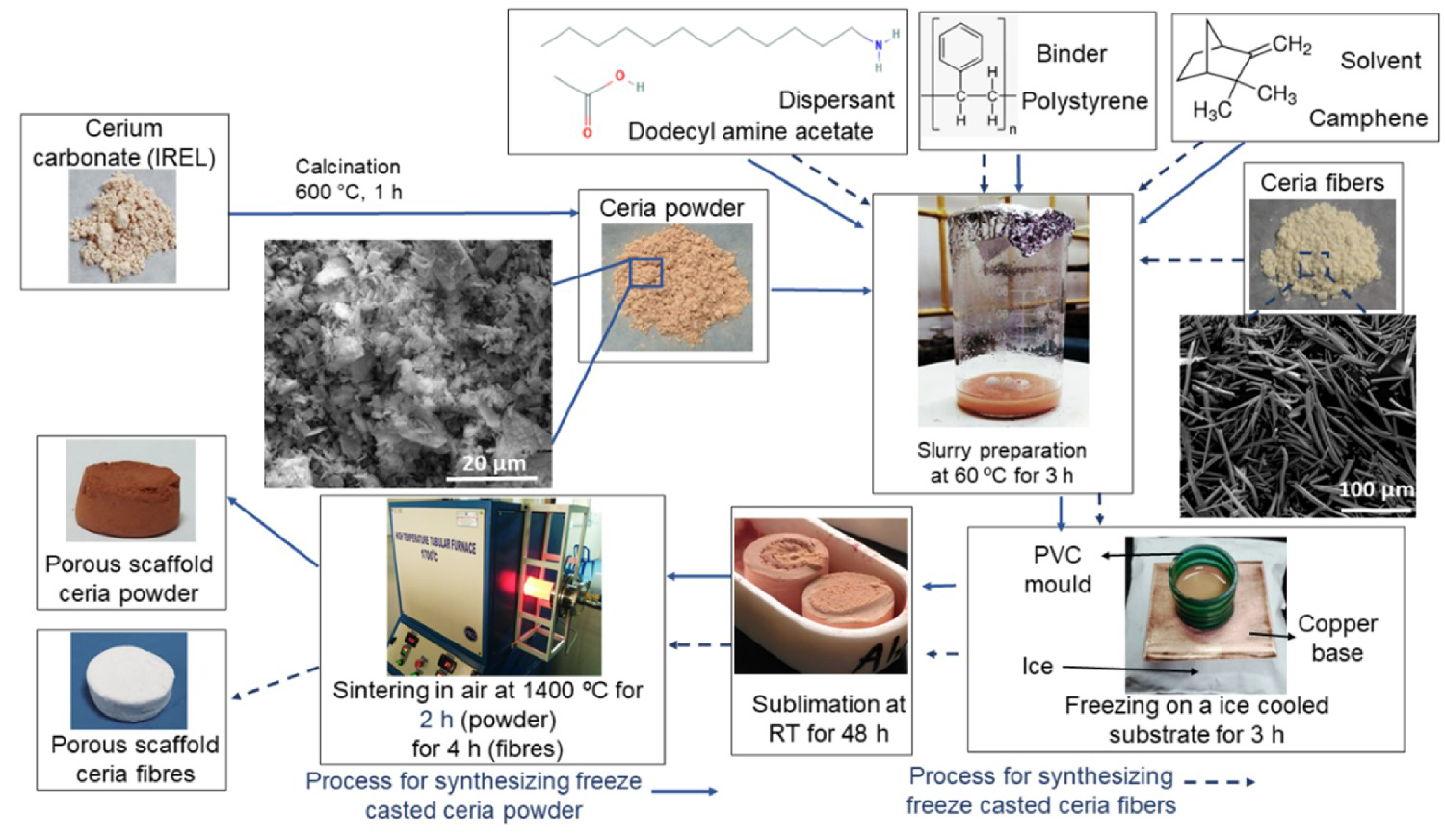
Results and discussion
Figure 2 shows the role of binder and dispersant in the synthesis of freeze casted ceria. In the absence of binder, the scaffold collapsed completely at the green stage itself. Further, when scaffolds were developed without any dispersant, there was inhomogeneity in the obtained scaffolds with a non-uniform pore distribution, indicating slurry instability. Addition of dispersant led to a structurally stable and hierarchically porous scaffold. Figure 3 shows SEM micrographs of freeze casted scaffolds obtained from micrometre-sized particles (Figure 3a) and short fibres (Figure 3b) respectively. Micrometre-sized freeze casted scaffold revealed a directional dendritic microstructure with three levels of hierarchical porosity. The primary and secondary pores, as observed in Figure 3(a), with the pore size ranges 200–250 µm and 10–20 µm respectively, were formed because of dendritic growth of camphene crystals, while incomplete sintering at particle junctions resulted in ternary pores with size range 0.5–1.0 µm (for further details on SEM images, refer Figure S3, supplementary information). In contrast, when high aspect ratio ceria fibres were used, the microstructure revealed non-directional isotropic pores as shown in Figure 3(b). The randomly oriented pores with respect to freezing direction having pore size comparable to primary pores of freeze casted ceria powders reveal significant branching of camphene dendrites during freezing. Another important feature observed in microstructures (Figure 3b inset) of freeze casted fibres was bridging of fibres inside the primary pores which was a result of entrapment of the fibres during freezing.
Attempts to make a stable monolith: the indispensable role of binders and dispersants during freeze casting. Microstructure evolution in freeze casted scaffolds with building blocks as (a) micrometre-sized powder particles; (b) short fibres; (c) mechanism depicting time evolution of freezing and the drag forces acting on (d) powder particles and (e) fibres.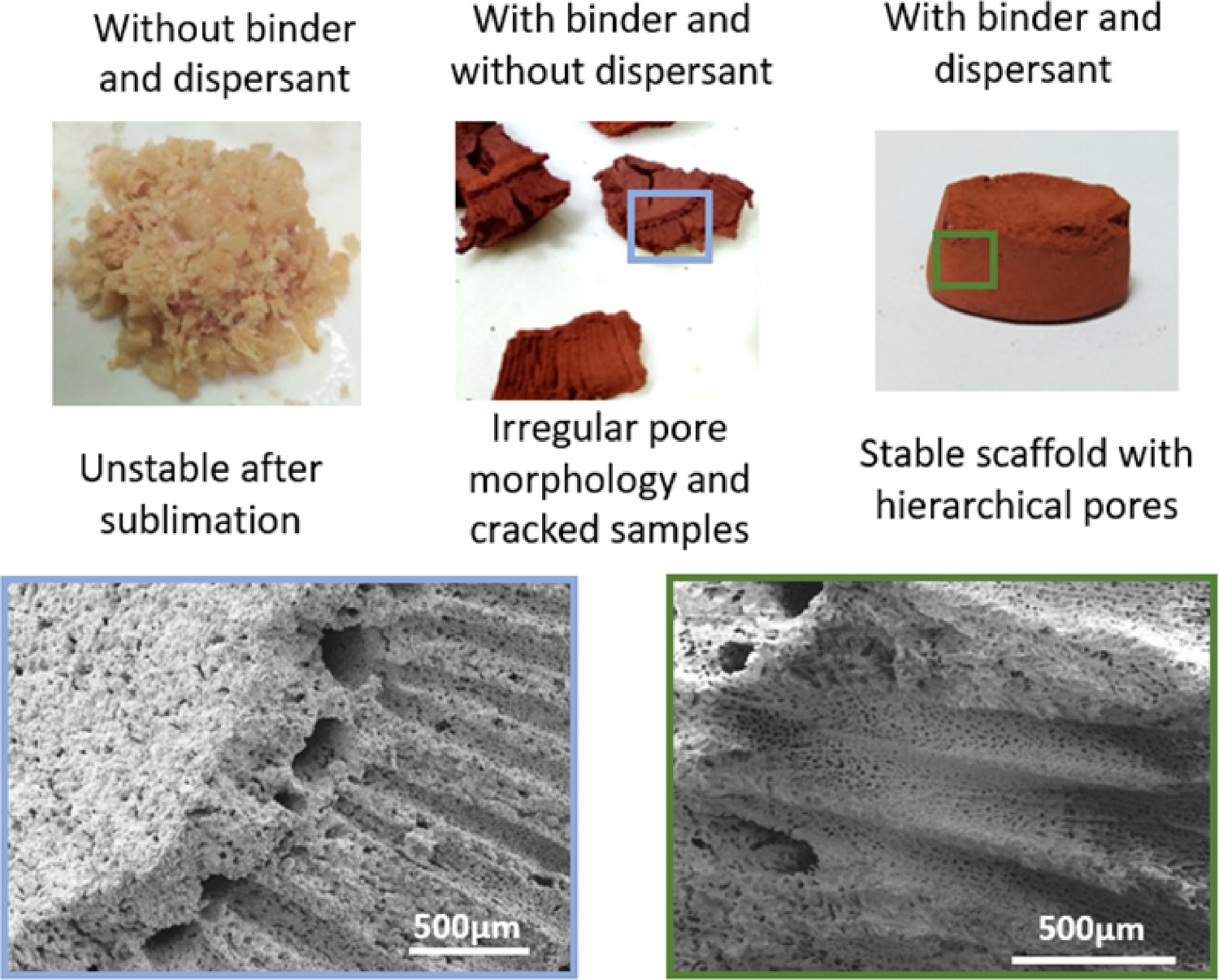
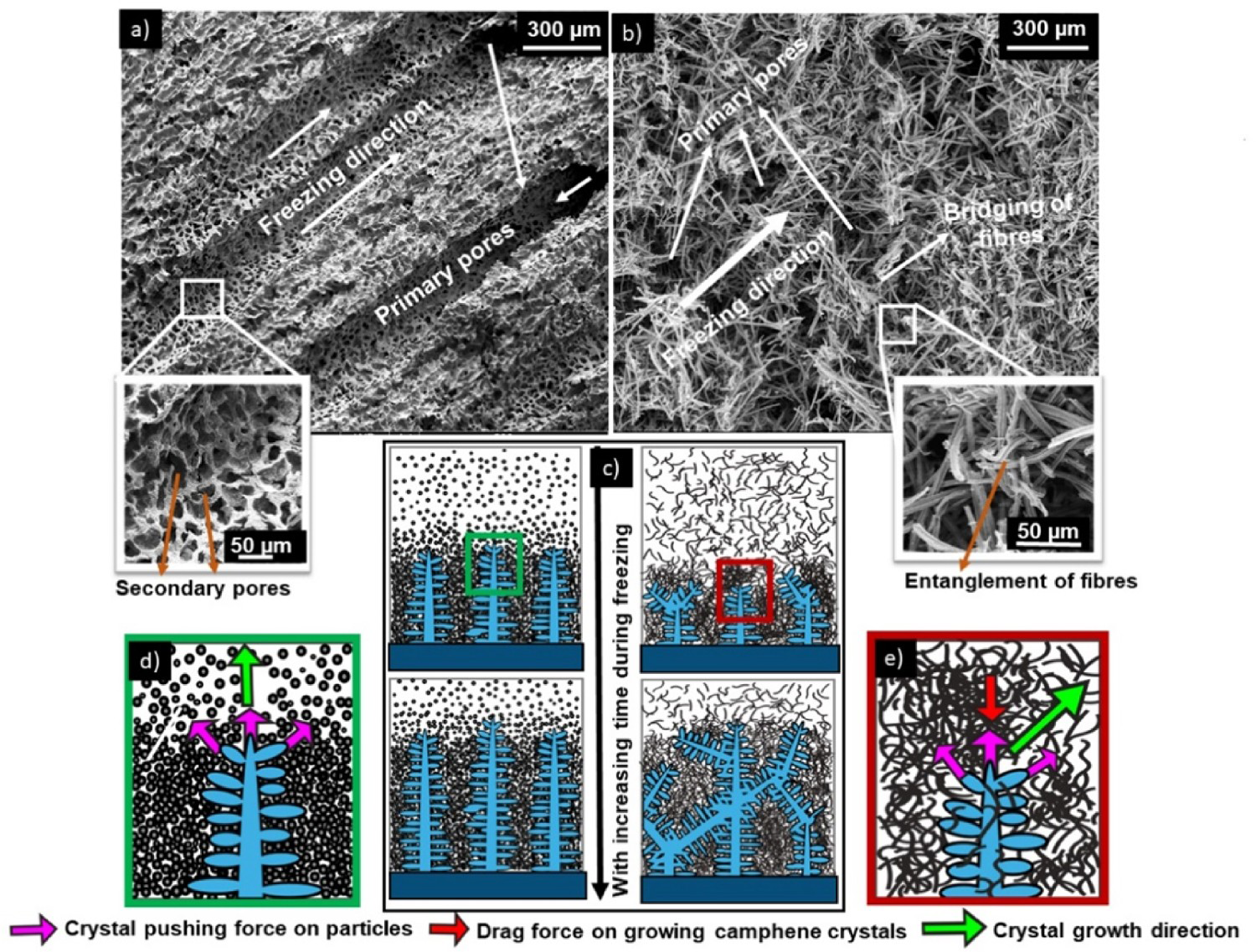
The transition from a dendritic to a non-directional microstructure can be understood based on the drag forces acting on the particles as they undergo freezing as shown conceptually in Figure 3(c) which shows time evolution of freeze casting for both powders and fibres and Figure 3(d and e) elucidate the drag forces in freeze casting of powders and fibres, respectively. These drag forces are usually related to critical solidification velocity which in turn depends on the particle size. For water-based suspensions, beyond a certain critical solidification velocity, particle entrapment can occur leading to an isotropic microstructure [21]. In this study, fibres due to a higher aspect ratio with the larger dimension ∼100 µm, experienced higher drag than the micrometre-particles and consequently resulted in entanglement. This led to non-directional microstructure and bridging of pores caused by entrapment of fibres during freezing. Thus one may also infer that such fibres needed much slower solidification velocities than the ones used in this study. Lowering the freezing velocity is difficult in the case of camphene because of its lower melting point, hence, decreasing the particle size can be an effective strategy in the case of camphene-based freeze casting of short fibres. In one study using nanofibres as the building blocks, a dendritic microstructure was obtained [22]. However, the length of such nanofibres was much lower than the one used in our study which strongly emphasises the increased drag force that acts on fibres with larger dimensions resulting in particle entrapment and a non-directional microstructure. Reports of transition in microstructures due to change in solidification velocity in camphene based systems can also be found elsewhere [23]. Further, sintered scaffolds exhibited an open porosity of ∼88% (refer Section S3 and Table S1, supplementary information).
Figure 4 shows Temperature Programmed Reduction (TPR) studies of the scaffolds along with the primary building blocks. In general, the redox behaviour of high and moderate surface area ceria particles occurs in two steps [24]. Initially at lower temperatures around 500°C, the nanocrystalline ceria corresponding to surface sites undergoes reduction owing to a low reduction enthalpy. Subsequently, as the temperature increases, and with the surface sites no longer available, bulk reduction takes place at temperatures around 800°C. In this study, a bimodal shaped curve was observed in the TPR studies of both powder (Figure 4aand b) and fibres (Figure 4c and d) with a signal at 450°C, attributed to the reduction of surface oxygen sites, whereas the peak at around 800°C corresponds to the reduction of bulk oxygen [25]. However, owing to a high surface area of ceria powder (6.84 m2/g) compared to ceria fibres (3.77 m2/g), the TPR peak intensity corresponding to surface ceria reduction is higher in the former than the latter [26] (for BET isotherms of the building blocks, refer Figure S2, Supporting information). Further, it was also reported that the peak distribution shifts to a unimodal distribution from a bimodal one as one moves from high surface area ceria to moderate and low surface area ceria[27]. This was validated in the freeze casted samples which displayed a unimodal peak distribution. To understand this, TPR was performed on powder and fibres subjected to the same heat-treatment conditions as freeze casted samples. A similar unimodal curve was observed in these samples, indicating that the reduction in surface area caused by sintering and growth of particles (powder and fibres) led to loss of surface reduction sites which also has happened in freeze casted samples. Similarly, a change in reduction kinetics attributed to shift from nanoparticles to micrometre-sized walls and pores were reported elsewhere [28]. The morphology of the initial building blocks, fibres or powder, had no effect on the TPR profiles of freeze cast scaffolds because of the similarity in the amount of open porosity obtained in both the cases.
TPR profiles with respect to temperature and time respectively (a, b) of ceria powder-based samples and (c, d) of ceria fibre-based samples.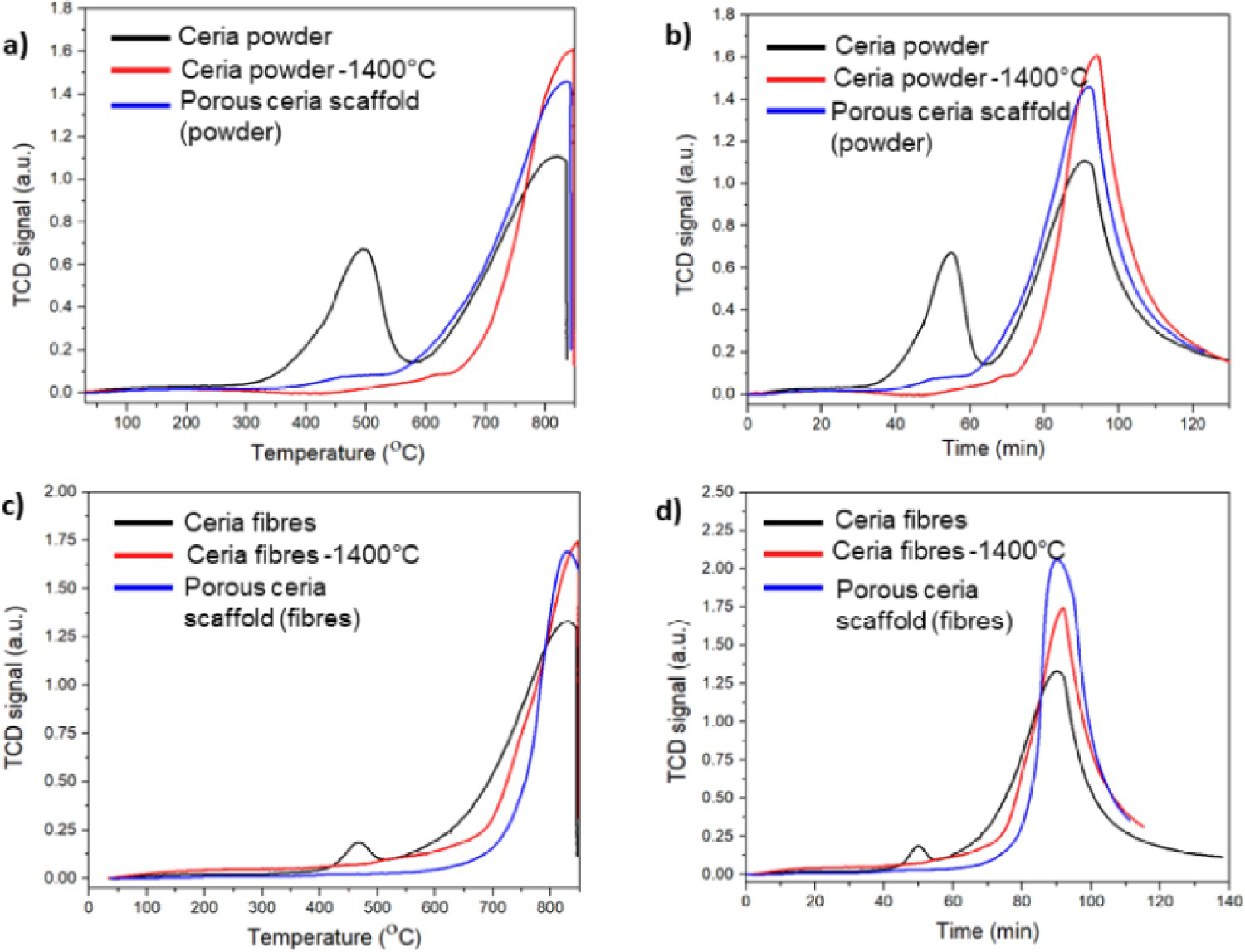
Conclusion
Highly porous camphene-based freeze casted ceria scaffolds were developed with an open porosity of 85–88%. The morphology of the initial building blocks strongly affects the final microstructure of the scaffolds. Particles with an irregular morphology led to a dendritic microstructure, whereas in the case of fibres a non-directional microstructure was obtained due to the excess drag forces caused by entangled fibres. TPR studies on freeze casted scaffolds revealed a unimodal curve with larger peak implying loss of surface sites due to sintering of particles and increase of accessibility to bulk sites. Accessible open pores and structural stability make these scaffolds ideal for surface-assisted catalytic reactions when impregnated with noble materials or doped with zirconia.
Footnotes
Acknowledgements
The authors would like to thank Ritam Ghosh for his assistance in preparation of scaffolds.The authors would also like to gratefully acknowledge the funding received for the purchase of chemicals(Grant number CHY/16-17/348/MUAY/GRAN). The authors thank the Department of Chemistry, IIT Madras for providing access to TPR facility.The funding received from the Institute of Eminence Research Initiative Project on Materials and Manfacturing for Futuristic Mobility (Project No:SB20210850MMMHRD008275) is gratefully acknowledged.
Disclosure statement
No potential conflict of interest was reported by the author(s).