
Abstract
This investigation is motivated by increasing interest in polymer-diamond coatings for biomedical applications in implants and sensors. A conceptually new strategy is based on the feasibility of solubilisation of polyethyl methacrylate (PEMA) in isopropanol using 18β-glycyrrhetinic acid (GRA) and rhamnolipids (RLP) as solubilising agents. This approach offers benefits for biomedical applications by avoiding the use of traditional toxic solvents for PEMA dissolution. The ability to obtain concentrated solutions of high molecular mass polymer is a crucial factor for the development of a dip coating method. Potentiodynamic and impedance spectroscopy studies indicate that PEMA films provide corrosion protection of stainless steel in 3% NaCl solutions. The use of GRA facilitates the fabrication of films with improved protective properties. PEMA films are obtained as monolayers or multilayers of controlled film mass. Another important finding is a good dispersion of chemically inert microdiamond and nanodiamond particles using GRA and RLP. For the first time composite PEMA-diamond films are obtained using GRA and RLP as solubilising agents for PEMA and dispersing agents for diamonds in isopropanol solvent. The detailed analysis of film microstructures provides an insight into the influence of chemical structure of GRA and RLP on their interactions with PEMA and diamonds. Moreover, microstructure analysis indicates that such interactions are important for preventing defects in the composite films. The benefits of steroid-like dispersants are discussed. Composite films are obtained as monolayers with different diamond content or PEMA-diamond multilayers of different composition and film mass. The method represents a versatile strategy for the fabrication of alternating PEMA/PEMA-diamond multilayers. The benefits of the obtained microstructures for biomedical applications are discussed. The approach developed in this investigation opens an avenue for the fabrication of other polymer coatings containing various functional materials.
Graphical Abstract
Introduction
Diamond has been widely used for advanced composite films and coatings because it possesses high hardness, low coefficient of friction, high wear resistance and biocompatibility [1]. Of particular interest are biomedical applications of polymer-diamond coatings. It has been stated that diamond-like carbon (DLC), coated with polymer can be used in biomedical devices for controlled drug release and enhanced of cell proliferation [2]. Nanostructured Nafion-coated boron-doped diamond coating reduced the biofouling effect and were used for the fabrication of dopamine sensors [3]. DLC thin film could improve the chemical resistance of polymer-based composites in alkaline environments [4].
Diamond and composite films are currently under intensive investigations for surface modification of biomedical implants. Significant interest has been generated in the development of coating techniques for the deposition of multilayer and functionally graded coatings with advanced functionality. Orthopaedic load-bearing surfaces covered with diamond-like carbon (DLC) were created and tested [5]. They were made up of three layers with different functionalities of the individual layers. Low-temperature magnetron sputtering on steel substrates was used for the manufacturing procedure [5]. A multilayer approach has been developed for enhancing the erosive wear resistance of diamond coatings [6]. It was found that multilayer strategies facilitated the fabrication of advanced diamond coatings on relatively soft substrates, such as steels [7]. Multilayer diamond coatings for biomedical applications were deposited on Ti–6Al–4V alloy surfaces using microwave plasma chemical vapour deposition [8] and such coatings showed enhanced adhesion and toughness. Many investigations focused on the development of deposition techniques for the fabrication of multilayer diamond polymer coatings with enhanced mechanical properties and improved adhesion [9–11].
Electrodeposition of DLC was performed on TiAlV alloy substrates at room temperature aiming to increase the wear resistance and corrosion resistance [12]. Advanced techniques are currently under development for deposition of DLC on implants [13]. New coating techniques are of particular interest for prevention of knee and hip implants failure due to mechanical stress and corrosion [14]. Diamond coatings allowed reduced levels of acute, chronic inflammatory, and foreign-body reactions, showing that diamonds are well tolerated in vivo [15]. Diamond is a promising inorganic material for the fabrication of biomedical implants and sensors, bioimaging, gene therapy and drug delivery applications [16,17]. Diamond-polymer coatings combined advanced properties of diamonds and polymers [3].
Polyethyl methacrylate (PEMA) is an advanced polymer that exhibits mechanical strength, thermal stability, biocompatibility, and chemical stability. PEMA has attracted interest for a variety of applications, including the repair of bone and cartilage, polymer electrolytes and membranes for energy generation and storage devices, biodegradable antimicrobial packaging materials, optical and electronic components, and corrosion protection coatings [18]. PEMA is a desirable material for bone cements since it has been demonstrated to improve osteoblast adhesion and proliferation while simultaneously offering excellent mechanical properties. In vivo bone healing and cell attachment are made easier by this polymer's water absorption characteristics. PEMA-based shape memory materials show promise for use in medical equipment. Foamed PEMA and PEMA mixtures have a specific surface chemistry that supports cell adhesion, differentiation, and development, causing thick cartilaginous tissue to fill the pores. PEMA gels, cements, and films are suitable for dental applications, craniofacial implants, and a range of other orthopaedic uses because to these characteristics [19]. However, PEMA is soluble in extremely harmful and carcinogenic solvents including benzene, toluene, and methyl ethyl ketone. This is a significant barrier to PEMA's use in the biomedical industry, because such solvent molecules remain in the bulk or on the surface of PEMA even after drying. Another challenge is related to dispersion of diamonds in solvents and in PEMA coatings.
The goal of this investigation was the fabrication of PEMA-diamond coatings by a dip-coating method using isopropanol solvent. Isopropanol offers benefits of lower cytotoxicity compared to other organic solvents [20–24]. It is widely used for many biomedical fabrication applications, such as deposition of films for drug delivery [25], surface modification of implants with bioceramics, polymers and proteins [26,27], protein purification and extraction [28], manufacturing of fibrous implants [29], and biomedical scaffolds [30]. However, PEMA is insoluble in isopropanol. An important finding of this study was the solubilisation of PEMA in isopropanol in the presence of biosurfactants, such as 18β-glycyrrhetinic acid (GRA) and rhamnolipids (RLP). The fabrication of concentrated high molecular mass PEMA solutions was one of the key factors for successful fabrication of PEMA coatings. Obtained coatings provided corrosion protection of stainless steel. Another important finding was the dispersibility of microdiamond and nanodiamond particles in isopropanol in the presence of GRA and RLP. It was found that the use of the biosurfactants as solubilising agents for PEMA and dispersing agents for diamond opened a versatile strategy for the fabrication of composite PEMA-diamond films. The analysis of coating microstructure provided an insight into the influence of the biosurfactants and diamond concentration on coating composition and morphology. This investigation opened a new avenue for the fabrication of composite coatings by a dip coating method.
Materials and methods
High molecular mass poly(ethyl methacrylate) (PEMA, MW = 515,000), rhamnolipids (RLP), 18β-glycyrrhetinic acid (GRA), isopropanol, microdiamond (size < 1), nanodiamond (size <10 nm) were received from the MilliporeSigma company. Stainless steel foils (304 type, 50 × 25 × 0.1 mm) were used as substrates for coating deposition.
RLP and GRA were dissolved in isopropanol at a concentration of 2 g L−1. Following this, PEMA was added at a concentration of 10 g L−1 to both the RLP and GRA solutions. Upon heating to 55°C, the PEMA suspensions, containing dissolved RLP or GRA, turned from an opaque cloudy white to clear and transparent solutions which were cooled to room temperature and used for dip-coating. Microdiamond or nanodiamond particles were added at concentrations of 1–3 g L−1 to the 10 g L−1 PEMA solutions and obtained suspensions were ultrasonicated for 30 min prior to the deposition of composite films. The substrates were dipped in solutions or suspensions for 20 s.
A JEOL SEM (scanning electron microscope, JSM-7000F) was used for the analysis of coating microstructure. A Bruker Smart 6000 X-ray diffractometer (XRD, CuKα radiation) was utilised for the analysis of coating composition. Electrochemical characterisation was performed using a PARSTAT 2273 (Ametek) potentiostat-impedance analyzer. Testing was carried out in 30 g L−1 NaCl solution in water using a corrosion cell, containing a working electrode (coated or uncoated stainless steel), counter-electrode (Pt mesh) and a reference electrode (SCE, saturated calomel electrode). The results of potentiodynamic studies (1 mV s−1 rate) were presented in Tafel plots. Electrochemical impedance spectroscopy (EIS) data was obtained in the frequency range of 0.01 Hz–10 kHz and voltage amplitude of 5 mV.
Results and discussion
Isopropanol is known as a non-solvent for PEMA. The problem of insolubility of PEMA in isopropanol is aggravated due to specific requirements for the dip coating method. The deposition of PEMA films by a dip coating method requires the use of high molecular mass PEMA in solutions of high concentrations. It is in this regard that low molecular mass polymers exhibit poor binding and film forming properties. The increase in the molecular mass of polymer molecules results in decreasing their solubility in solvents due to enhanced polymer-polymer interactions.
In this investigation, a new approach has been developed, which allowed for the solubilisation of PEMA in isopropanol. This approach allowed the solubilisation of high molecular mass PEMA (MW = 515,000) and formation of relatively concentrated stable solutions with concentration of 10 g L−1. The use of such solutions was a key factor for successful deposition of PEMA on stainless steel (304 type) substrates.
The approach developed in this investigation is based on the use of biosurfactants, such as RLP and GRA. Biosurfactants are especially important for colloidal processing of materials because they are biocompatible and safe to environment [31]. Figure 1A, B shows chemical structures of the biosurfactants. As-received RLP was a mixture of mono- and di- RLP, which are amphiphilic glycolipids, produced by Pseudomonas [31]. The RLP structure contains fatty acid and rhamnose groups. The amphiphilic structure of RLP and their anionic carboxylic groups are important structure factors governing performance of RLP as biosurfactants. The strong dispersion and solubilisation power of RLP is related to their very low critical micelle concentration, which is 10–100 times lower than that of traditional chemical surfactants [31]. RLP can solubilise highly hydrophobic organic molecules in aqueous solutions [32]. RLP are very important biosurfactants for colloidal biotechnology due to their antimicrobial and anticancer properties [33,34]. GRA is another natural surfactant. It is produced from licorice, which is the most common herb in Chinese medicine [35]. GRA structure contains five rings and an anionic carboxylic group. GRA and its derivatives show remarkable biological properties, including antitumour, antioxidant, antimicrobial, anti-inflammatory, antiviral, antiulcer, antidiabetic, and other valuable properties [35]. The chemical structure of GRA facilitates its binding to different organic molecules and adsorption on different surfaces [36]. The negative charge of the carboxylic acid group of adsorbed GRA is beneficial for dispersion of different materials. GRA and RLP interactions with PEMA in ethanol allowed solubilisation of PEMA in isopropanol and fabrication of PEMA films by a dip coating method. Moreover, using GRA and RLP we addressed challenges in dispersing of chemically inert diamond particles. The diamond suspensions in ethanol were unstable and showed rapid precipitation (Figure 1C). It was found that addition of GRA and RLP to diamond facilitated the formation stable suspensions (Figure 1C). The formation of stable suspensions is critically important for colloidal processing of materials [37–40]. The use of GRA and RLP for solubilisation of PEMA and diamond dispersion paved a way for the fabrication of composite films.
(A) Chemical structures of RLP: mono-RLP and di-RLP, (B) Chemical structure of GRA, (C) diamond suspensions in isopropanol without and with biosurfactants.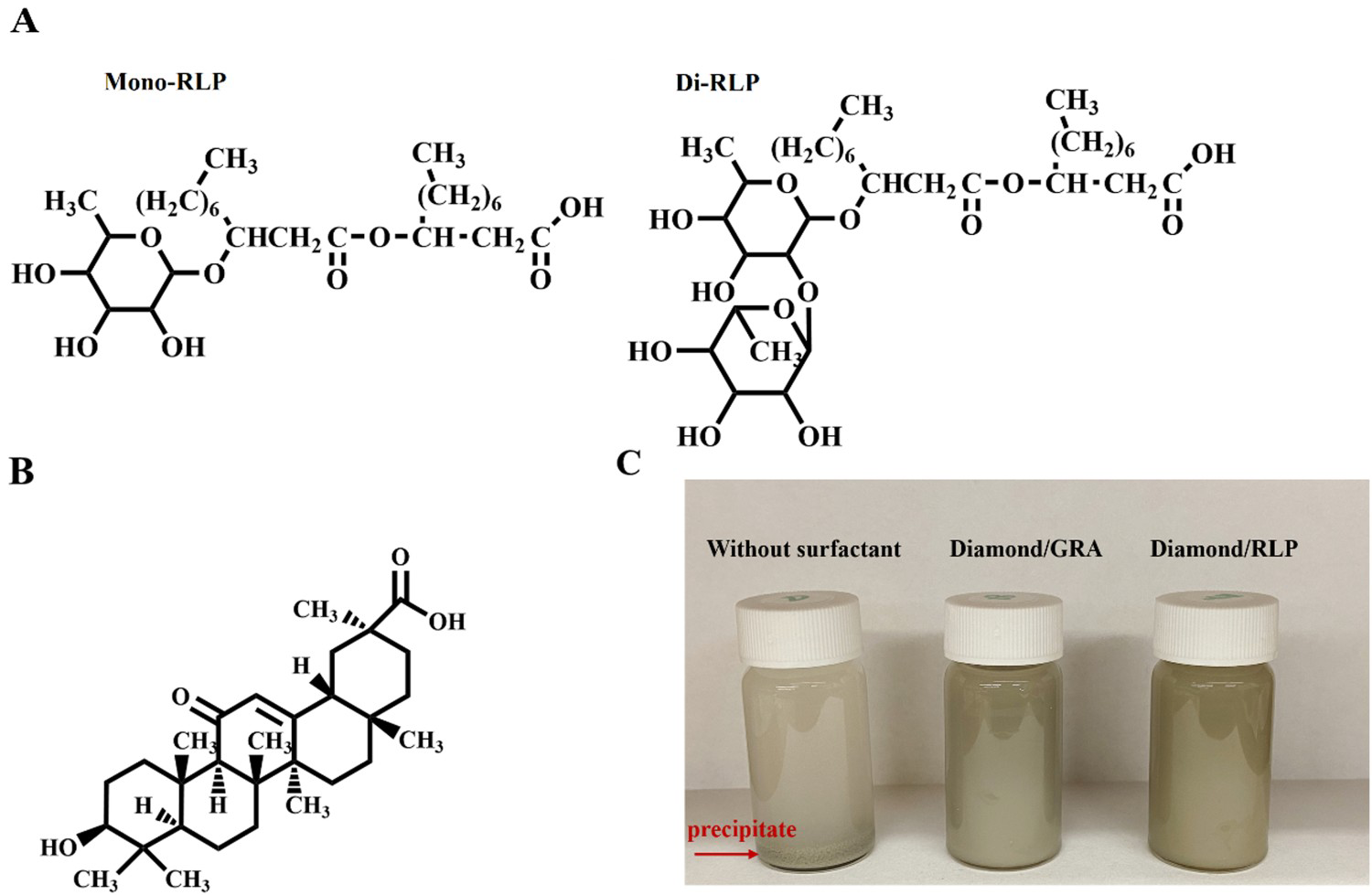
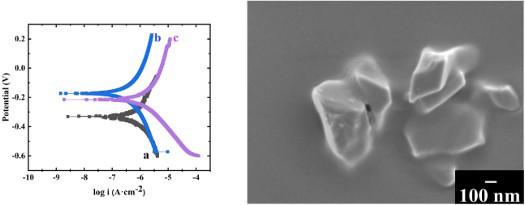
Figure 2 shows SEM images of PEMA films prepared by a dip coating method. The films were smooth and crack-free. Motivated by the interest in PEMA films for corrosion protection, we investigated protective properties of the deposited films. Figure 3 compares results of potentiodynamic studies of uncoated and coated stainless steels. The analysis of obtained Tafel plots indicated that film deposition resulted in increasing corrosion potential and reduction of corrosion currents. The corrosion currents were found to be 2.63, 1.44 and 0.64 μA cm−2 for uncoated stainless steel and PEMA coated using RLP and GRA, respectively. The lower corrosion current for PEMA films prepared using GRA indicates improved corrosion protection. The results of potentiodynamic studies are in agreement with electrochemical impedance spectroscopy data.
SEM images of PEMA films prepared from 10 g L−1 PEMA solutions, containing 2 g L −1 (A) GRA and (B) RLP. Tafel plots for (a) uncoated stainless steel and coated with PEMA films prepared using (b) GRA and (c) RLP. Coated samples contained one dip-coated layer.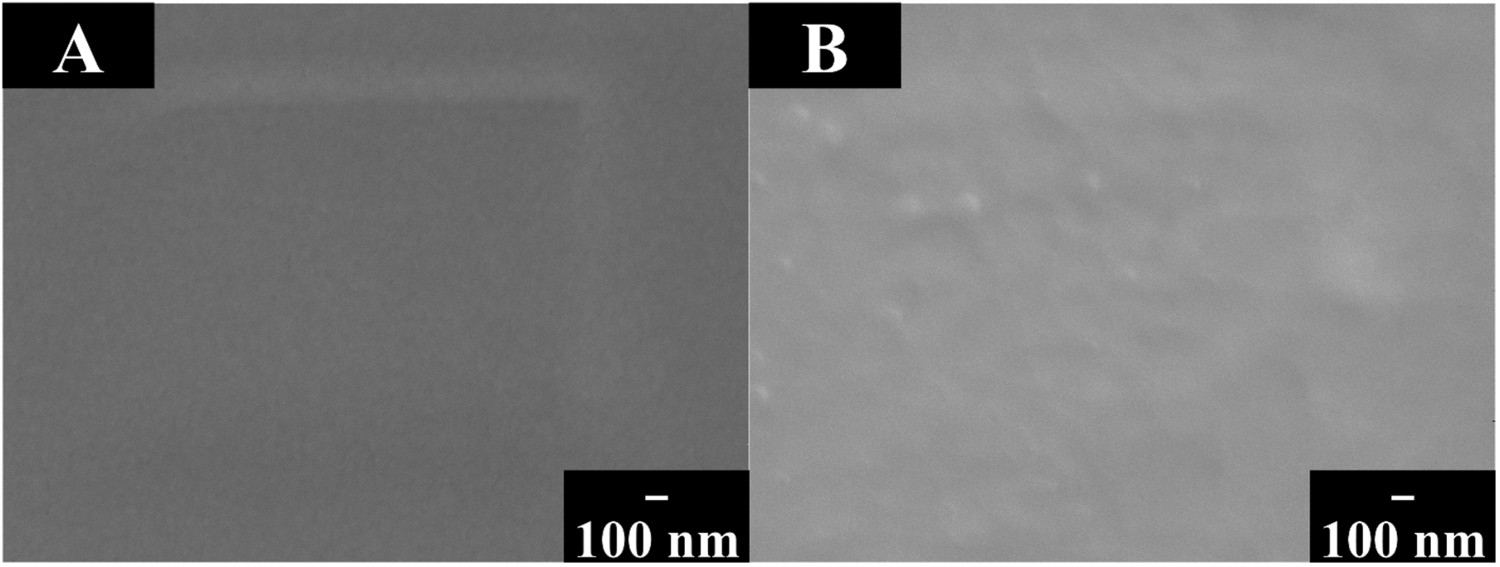
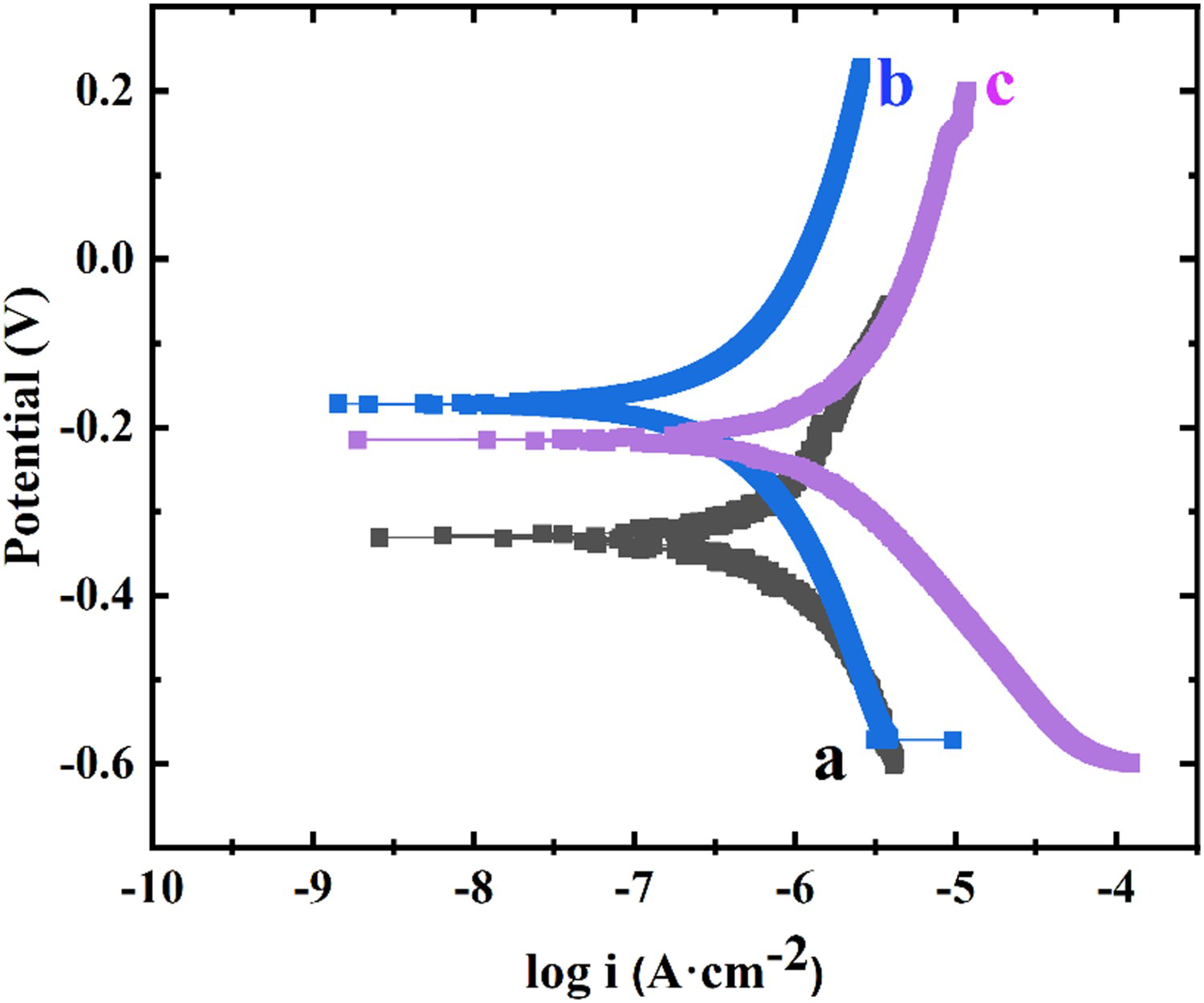
Figure 4 shows EIS data presented in Bode plots. Relatively small increase in impedance values (|Z|) was observed for stainless steel coated with PEMA films prepared using RLP in comparison with uncoated steel. However, significant increase in impedance in a wide frequency range was observed for stainless steel samples coated with films prepared using GRA. The corresponding phase angle (φ) data showed significantly lower φ for such films at low frequencies. Therefore, such films acted as a barrier, which limited electrolyte access to the film surface.
EIS data presented in Bode plots for (a) uncoated stainless steel and coated with PEMA films prepared using (b) RLP and (c) GRA
The simplicity of film preparation by a dip-coating method offers highly advantageous features, such as fabrication of multilayer films. The deposition of multilayer coatings was performed and the deposition yield was analysed. Figure 5 shows deposit mass versus number of the deposited layers. Nearly linear dependencies were obtained, which indicated good control of the deposition process. The deposition yield obtained using PLP was slightly higher than that obtained using GRA.
Deposit mass of PEMA films versus number of deposited layers prepared from 10 g L−1 PEMA solutions, containing 2 g L −1 (a) GRA and (b) RLP.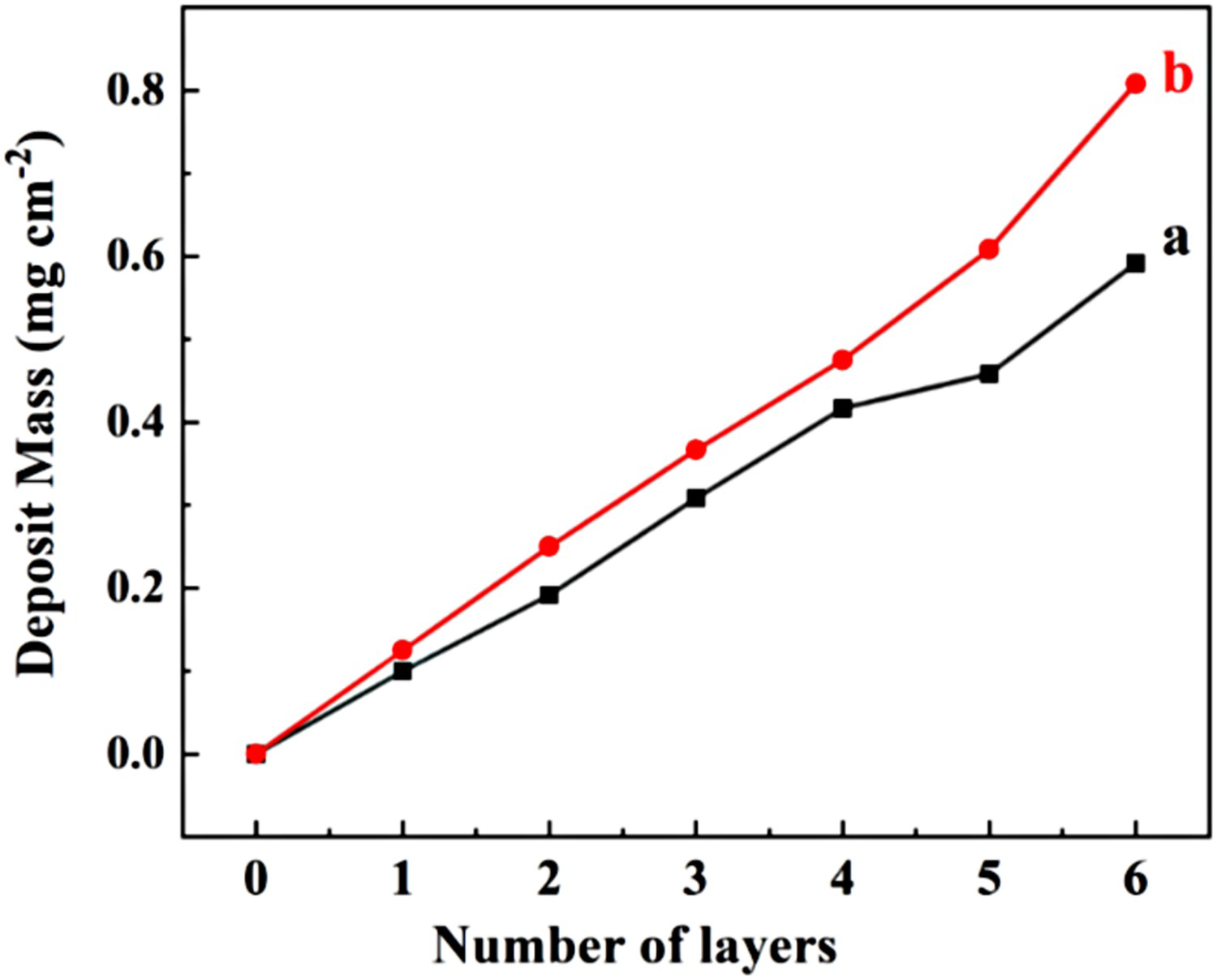
Following the goal of this investigation we performed co-deposition of PEMA and diamond particles. In this approach, GRA and RLP were used as solubilising agents for PEMA and dispersing agents for diamonds in isopropanol. Another important factor for coating fabrication is PEMA-dispersant-diamond interactions, which facilitate diamond particle incorporation into the PEMA matrix.
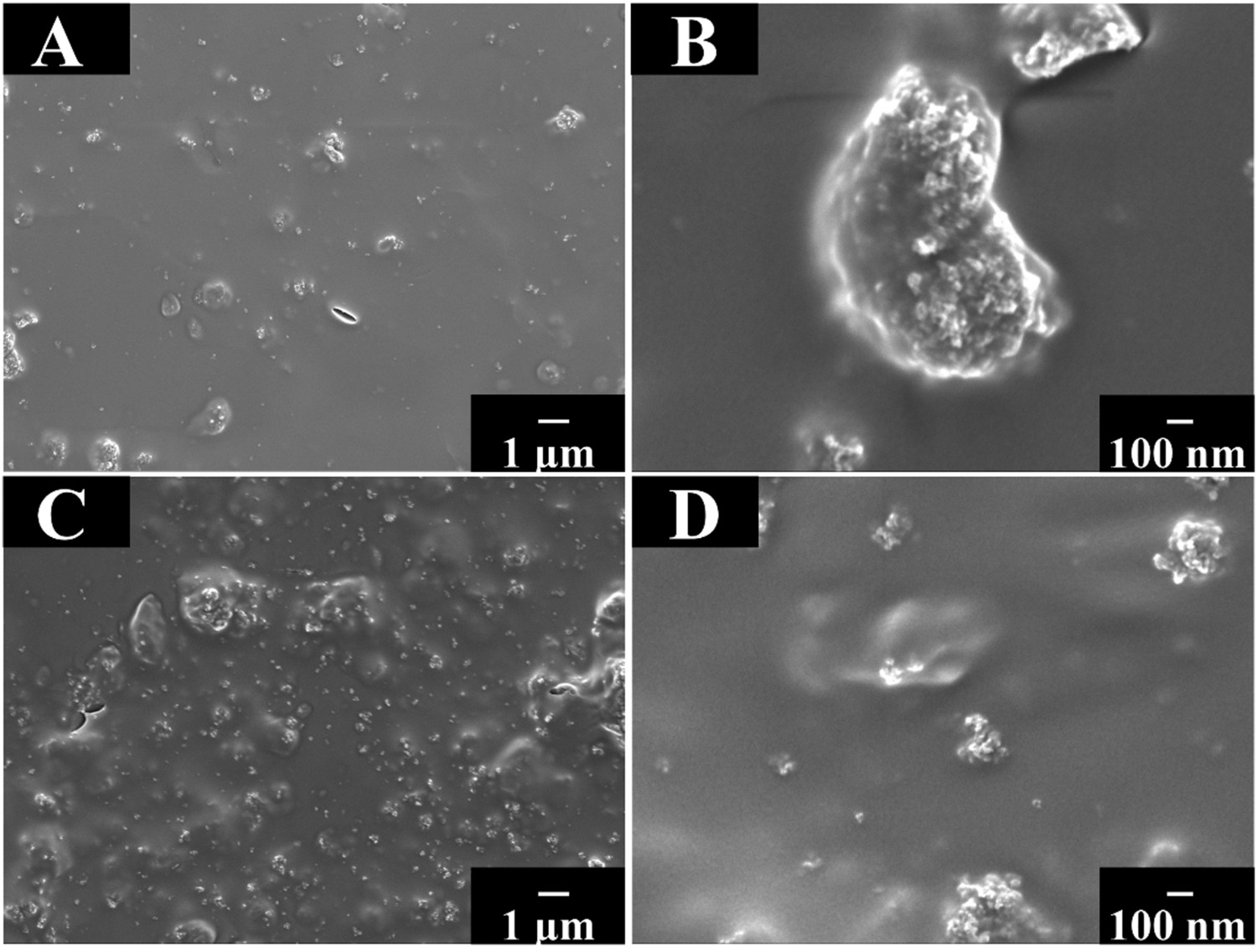
Figure 6 shows SEM images of PEMA-microdiamond films prepared using RLP. The SEM images show diamond particles in PEMA film. The SEM images at low magnification showed that the increase in diamond concentration in suspension resulted in larger number of diamond particles in the deposited films. SEM studies showed that the increase in diamond concentration resulted in significant agglomeration of the diamond particles. Moreover, multiple defects were observed around the diamond particles. The SEM images at higher magnifications revelead areas of lower polymer thickness arround the diamond particles and pores. Such images indicated poor integration of the diamond particles into the polymer matrix.
SEM images at different magnifications for films prepared from 10 g L−1 PEMA solutions, containing 2 g L−1 RLP and (A,B) 1 g L−1 and (C,D) 3 g L−1 microdiamond.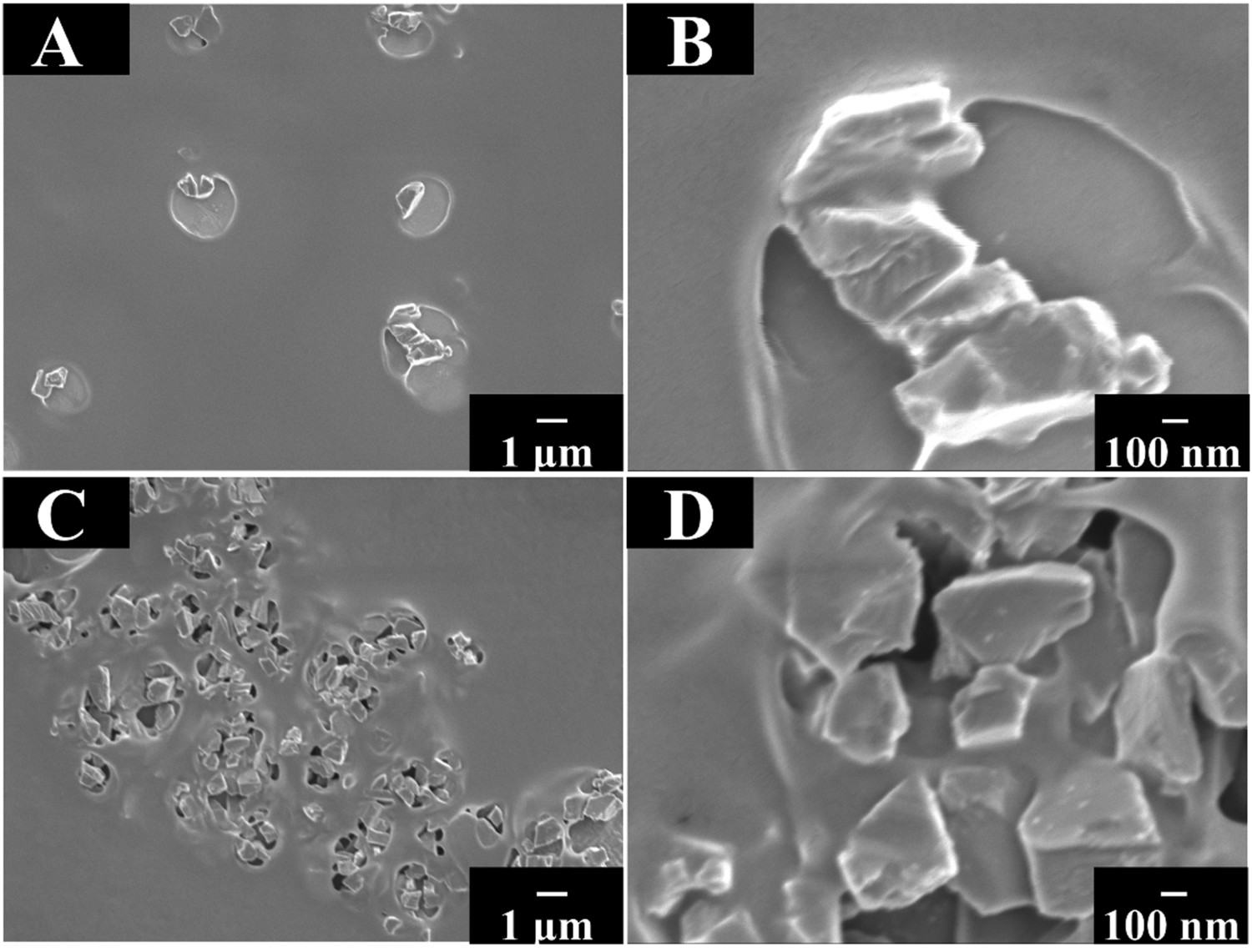
The SEM images of PEMA-nanodiamond films (Figure 7) prepared using RLP showed significant agglomeration of the nanoparticles, especially for films with larger nanodiamond concentration. The films showed defects, such as areas of lower thickness and pores. Similar defects were onserved for films containing microdiamond prepared using RLP (Figure 6).
SEM images at different magnifications for films prepared from 10 g L−1 PEMA solutions, containing 2 g L−1 RLP and (A,B) 1 g L−1 and (C,D) 3 g L−1 nanodiamond.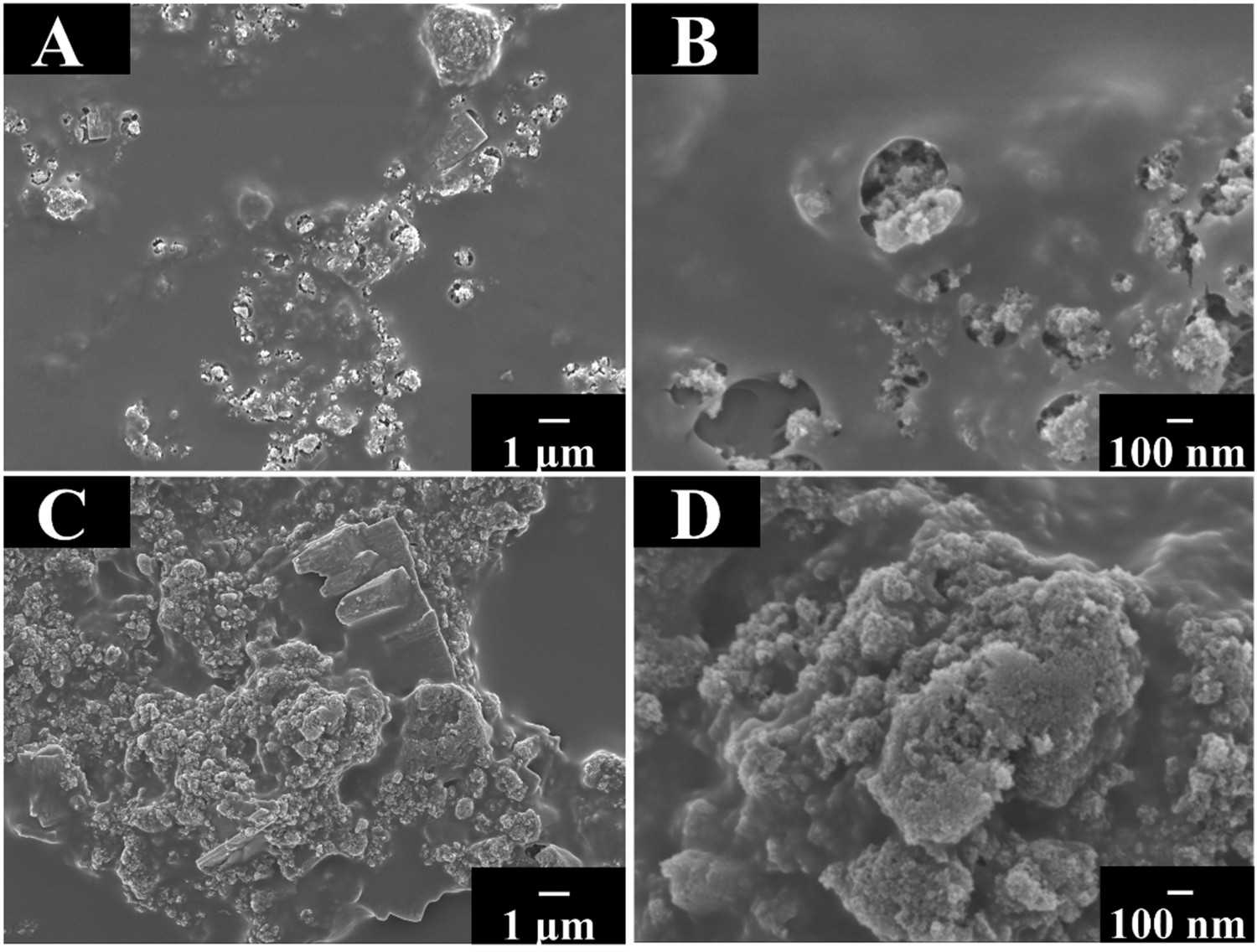
The analysis of data obtained for PEMA-diamond films prepared using RLP showed that despite of good dispersion of diamonds in suspension, RPL provided poor dispersion of the chemically inert diamond particles in the PEMA matrix. Significant agglomeration of the diamond particles and formation of defects around the particles indicated that PEMA-diamond interactions in the films were weak. In contrast, the use of GRA allowed for improved film morphologies. Figure 8 shows SEM images of composite PEMA-microdiamond films. The diamond particles were well incorporated into the PEMA matrix and defects of the films around the particles were not observed. The diamond particles showed reduced agglomeration, compared to films prepared using RLP. The increase in particle concentration in suspensions resulted in increased particle concentration in the films. Similar morphologies were observed for PEMA-nanodiamond films prepared using GRA (Figure 9). The defects around the particles or small agglomerates were avoided. The nanodiamond particles showed reduced agglomeration, however the formation of agglomerates cannot be completely avoided.
SEM images at different magnifications for films prepared from 10 g L−1 PEMA solutions, containing 2 g L−1 GRA and (A,B) 1 g L−1 and (C,D) 3 g L−1 microdiamond. SEM images at different magnifications for films prepared from 10 g L−1 PEMA solutions, containing 2 g L−1 GRA and (A,B) 1 g L−1 and (C,D) 3 g L−1 nanodiamond.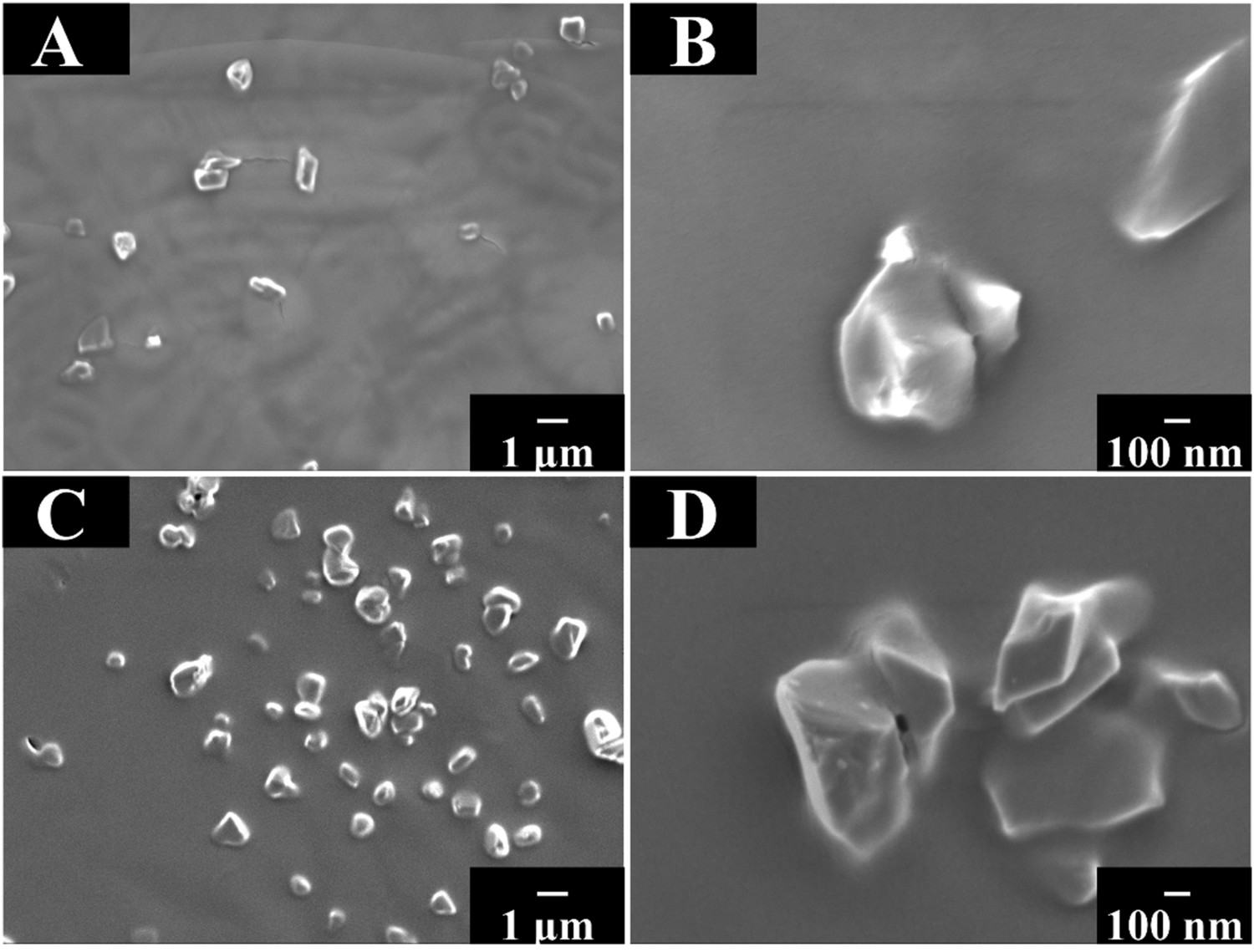
The ability to increase the diamond content in the coating by increasing the diamond concentration in suspension allows control of coating composition. It is suggested that enhanced diamond-GRA and PEMA-GRA interactions allowed for defects prevention and reduced agglomeration.
Previous investigations [5–11], described in the Introduction section, highlighted benefits of multilayer diamond-polymer coatings and coatings of graded composition. These studies generated a need in the further development of deposition techniques. Motivated by the previous studies, we investigated the possibility of deposition of multilayer techniques for deposition of layers of different composition. Figure 10 shows deposit mass versus number of the deposited layers for PEMA-microdiamond and PEMA-nanodiamond films, prepared using GRA or RLP. The deposition yield measurements show continuous increase in the deposit mass with increasing number of the deposited layers. Nearly linear dependences were obtained, which confirm continuous increase in the amount of the deposited material. The increase in diamond concentration in the suspension resulted in higher film mass.
Film mass versus number of the deposited layers for films prepared from 10 g L−1 PEMA solutions containing (A,B) microdiamonds and (C,D) nanodiamonds, prepared using (A,C) 2 g L−1 GRA and (B,D) 2 g L−1 RLP and diamonds concentrations of (a) 1 g L−1 and (b) 3 g L−1.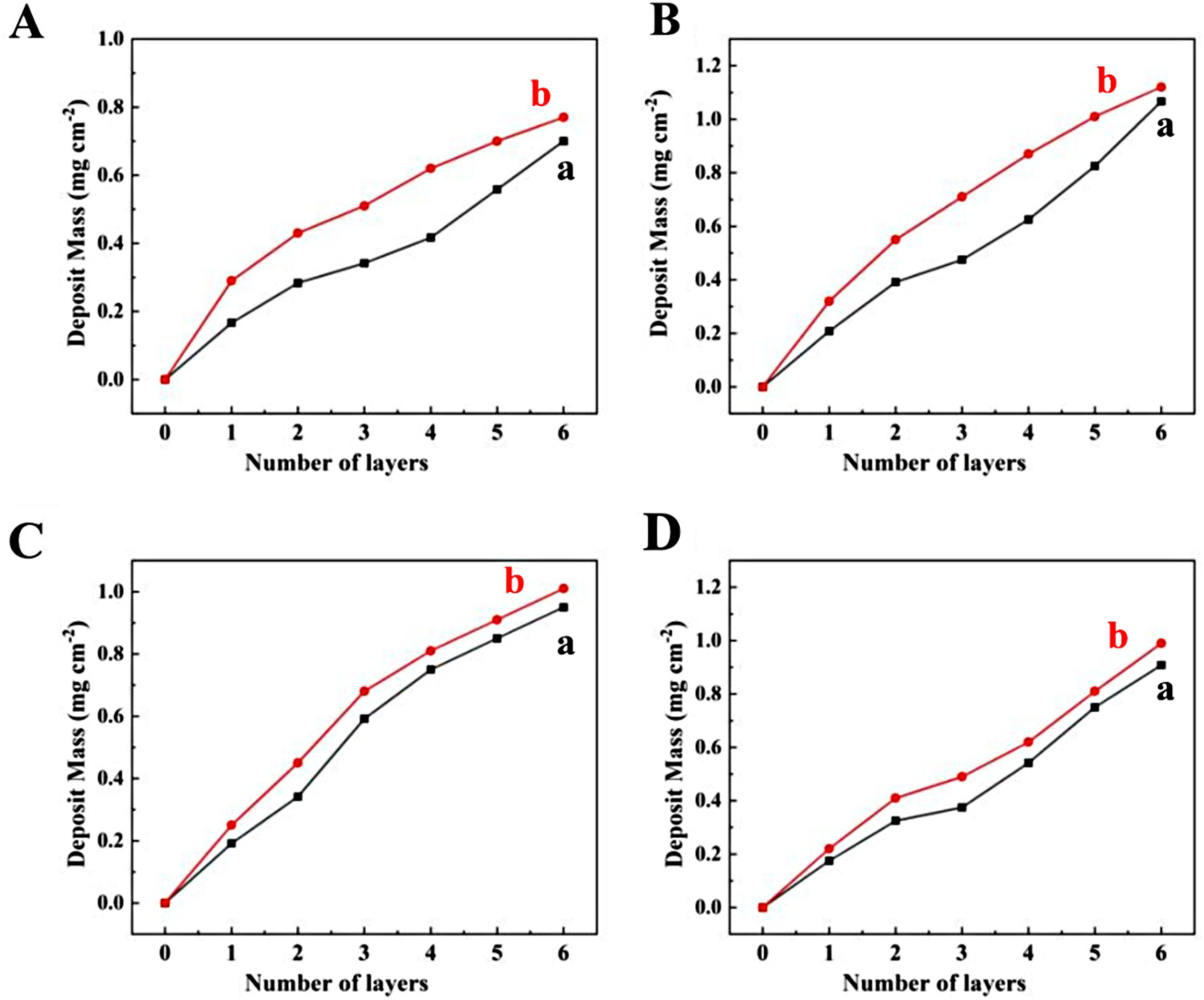
The dip-coating method developed in this investigation is promising for the fabrication of multilayer films, containing layers of different composition and functionally graded films. As a step in this direction, we investigated the possibility of deposition of multilayers, containing alternating PEMA and composite PEMA-diamond layers. The feasibility of deposition of such films was confirmed by the results of deposition yield measurements (Figure 11).
Film mass as a function of number of alternating (A) PEMA/PEMA-microdiamond and (B) PEMA/PEMA-nanodiamond layers, prepared from 10 g L−1 PEMA/10 g L−1 PEMA and 1 g L−1 diamond media prepared using (a) 2 g L−1 GRA and (b) 2 g L−1 RLP.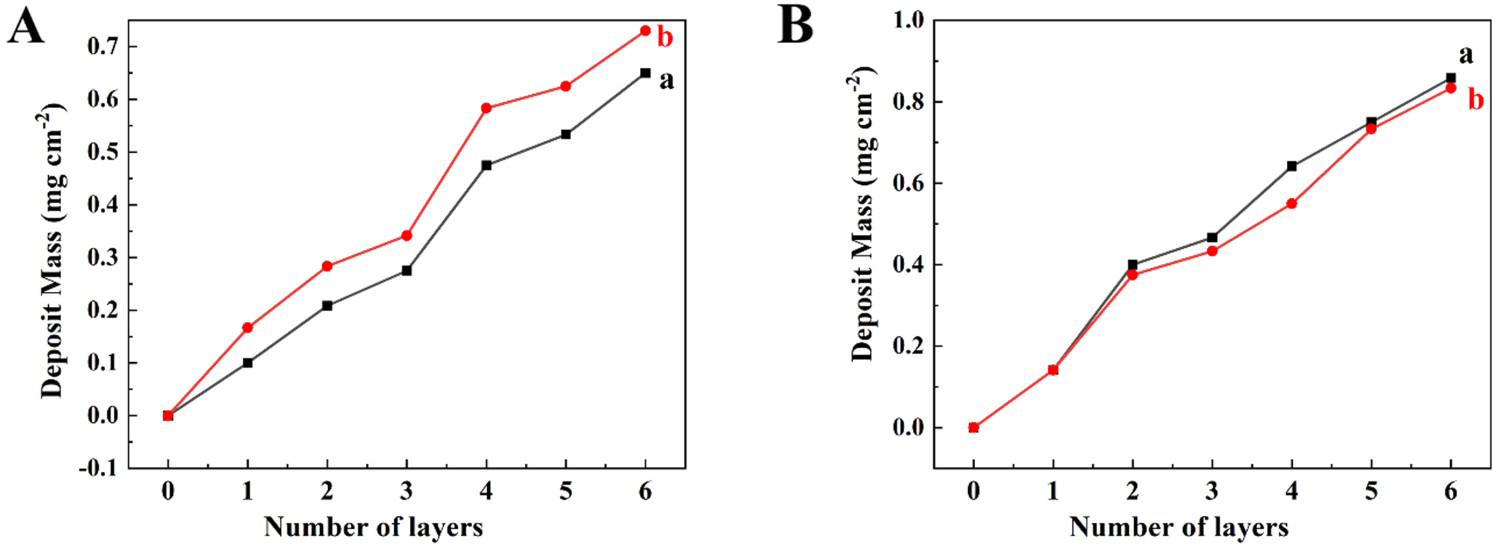
The results presented demonstrate that GRA and RLP can be used as solubilising agents for PEMA and dispersing agents for micro- and nanodiamond particles. This observation is important given that the use of toxic solvents can be avoided and the problems related to dispersion of chemically inert diamonds in solvents can be eliminated. This finding could also provide a novel strategy for solubilisation of other polymers and fabrication of composite coatings. The proposed approach creates a platform for deposition of coatings with different diamond content, which can be deposited as monolayers or multilayers of different composition. The results also stress importance of the dispersant structure on the fabrication of composite coatings. The chemical structure of GRA belongs to steroid derivatives of the sapogenins family. Steroid molecules, such as bile salts solubilise different biomolecules in a human body [41]. Bile acids and bile salts have generated significant interest in materials processing [41,42]. However, we were not able to dissolve PEMA in the presence of bile acids or bile salts. Therefore, further investigation of sapogenins and other steroid derivatives is promising for the development of composite coatings.
Conclusions
GRA and RLP can be used as solubilising agents for PEMA and the use of toxic solvents can be eliminated. We demonstrated the ability to dissolve high molecular mass PEMA and obtain concentrated solutions. These finding were crucial for the development of a dip coating method, which represents a versatile approach for the deposition of PEMA films. Obtained films provided corrosion protection of stainless steel. The films prepared using GRA provided improved corrosion protection, compared to the films prepared using RLP. The PEMA films can be deposited as monolayers or multilayers. Another important finding was the feasibility of dispersion of chemically inert diamond microparticles and nanoparticles. The ability to solubilise PEMA and disperse diamonds using GRA and RLP provided a platform for the fabrication of composite PEMA-diamond coatings. The composition of the films can be varied by variation of diamond concentration in suspensions. The analysis of film morphologies showed that chemical structures of GRA and RLP are important factors controlling their interactions with PEMA and diamonds. The films prepared using RLP showed defects at the diamond-PEMA interface, whereas such defects were avoided in the composite films prepared using GRA. Expansion of these studies can result in the development of other advanced steroid dispersants for solubilisation of polymers and dispersion of various materials. The dip coating method represents a simple strategy for the fabrication of multilayer PEMA/diamond films and films containing alternating PEMA/PEMA-diamond layers. PEMA and composite coatings can be used for different biomedical applications in implants and sensors due to the use of biocompatible materials. The proposed approach opens an avenue for the fabrication of composite coatings containing other polymers and various functional nanoparticles.
Footnotes
Acknowledgements
This research was supported by the Natural Sciences and Engineering Research Council of Canada. Electron microscopy studies were performed at the Canadian Centre for Electron Microscopy.
Disclosure statement
No potential conflict of interest was reported by the author(s).