
Abstract
Flash sintering arouses the interest since high-density ceramics can be obtained at shorter dwell times and lower temperatures than conventional sintering. In this study, the cubic garnet Li6.25Al0.25La3Zr2O12 (Al-LLZO) was successfully synthesised by the solid-state method. The powders were uniaxially pressed and were subjected to flash sintering at 850°C in a tube furnace under a DC bias using various current densities. It is evidenced that control of the flash electric current is a crucial factor for densification of Al-LLZO. The sample sintered in 50 V cm−1 and 200 mA mm−2 showed a cubic LLZO, 94 ± 0.4% relative density, 0.37 mS cm−1 total ionic conductivity and 0.32 eV activation energy. In addition, it was demonstrated that increasing the current density had a considerable impact on the relative density. This outstanding ionic conductivity might be due to the lower lithium loss and higher density as a result of flash sintering method applied.
Introduction
Despite the widespread usage of traditional lithium-ion batteries with liquid electrolytes in home appliances and power sources, future research and advancements are difficult due to problems including insufficient safety, restricted voltage, poor energy density and subpar cycle performance. All-solid-state batteries are a viable alternative to common lithium batteries with liquid electrolytes [1–3]. Li7La3Zr2O12 (LLZO) is one of the favourite materials among solid electrolytes since it has extraordinary ionic conductivity and outstanding stability against a variety of electrodes [4–6]. LLZO has so far been reported in three distinct structural forms: the tetragonal phase and the high and low-temperature cubic phase. By employing solid-state synthesis without doping, the tetragonal phase can be manufactured at low temperatures. The high-temperature cubic phase, however, has a much lower ionic conductivity than the tetragonal phase, making it sufficient for electrolyte applications. The garnet conductivity is dependent on the material's sintering temperature (about 1100–1300°C). It possesses a lithium-ion conductivity of around 10–4 S cm−1 [1,7,8].
The solid-state approach has been utilised to generate LLZO due to its simple preparation and ability to scale production. Despite its considerable effects on the LLZO's ability to conduct lithium ions, high-temperature sintering still causes lithium evaporation. The elevated sintering temperature may also increase relative density. These two factors need to be balanced when using the solid-state approach [9]. Moreover, lithium dendrites, which can grow in liquid electrolytes, present significant safety concerns and limit battery performance and lifespan. A high relative density of LLZO has been found to play a critical role in suppressing dendrite formation. Compact and uniform LLZO grains inhibit dendrite growth, enhancing the overall safety and reliability of solid-state batteries by reducing short circuit risks [10,11].
Al has been employed as a dopant in several recent studies to improve the LLZO conductivity. It was shown Al significantly increases conductivity [12]. Al-doped LLZO films displayed densities above 90% and ionic conductivities exceeding 0.2 mS cm−1 when sintered at 1115°C under flowing Ar for 3 h [13]. Dussart et al. [14] produced dense LLZO by high-temperature sintering, which had an ionic conductivity of 0.49 mS cm−1 and was tailored microstructurally using a Li3BO3 melting agent. Furthermore, LLZO bulks were created with the standard solid-state procedure and sintered at 1230°C for 6 h. These samples exhibited a conductivity of 0.83 mS cm−1 [15]. Rather than the conventional sintering method [12–16], other methods such as microwave-assisted sintering [17], field-assisted sintering [18], hot pressing [19,20], oscillatory pressure sintering [21], rapid ultra-high-temperature sintering strategy [22,23], rapid thermal processing (RTP) [24] and flash sintering [25–28] have been used to speed up the sintering process and gradually reduce the sintering time and temperature. To densify LLZO at 850°C and obtain 96% density, Clemenceau et al. [26] employed flash sintering. The exact reason for material densification in flash sintering is still unknown, even though many theories have been offered to explain this unusual phenomenon. Several theories have been proposed to explain fast densification of a specimen by flash sintering, including Joule heating, frenkel pairs, electrochemical reactions at the metal electrode interface and local heating at grain boundaries [29–33]. Furthermore, it was suggested that flash sintering's rapid densification is partly due to the rapid heating involved [34,35].
In this work, LLZO was created by flash sintering it at various current densities while maintaining a constant furnace temperature. As a result of internal heating, the sample's temperature increased during the flash onset, forming a dense body. Flash-sintered samples’ results for grain size, relative density and ionic conductivity were contrasted with those of a traditional sintered sample.
Experimental procedure
Materials and methods
LLZO powder, with the stoichiometric formula of Li6.25Al0.25La3Zr2O12, was synthesised. For this purpose, stoichiometric amounts of raw materials, including Li2CO3 (Merck, >98%), La2O3 (Merck, >99%, recrystallised at 950°C for 10 h), ZrO2 (Sigma-Aldrich, >99%) and Al2O3 (Sigma-Aldrich, >99%) mixed with zirconia balls in polyethylene jar for 24 h at 100 rev min−1. To make up for the lithium lost during the synthesis process, an additional 10wt-% of Li2CO3 was employed. An alumina crucible was used for the powder's calcination for 7 h at 1000°C. The powders were then once again ball-milled for 24 h at a speed of 100 rev min−1.
After calcination, the body was obtained in two phases using a dog-bone die at 100 MPa. The gauge sections are 13 mm x 4 mm in length and width. Also, Table 1 lists each sample's thickness (mm). Figure 1 shows a schematic diagram of the flash sintering set-up. Two Kanthal wires were threaded through the dog-bone specimen holes. The bones were then covered in silver paste to strengthen the bond, and suspended in a vertical tube furnace. In the initial stage of curing the silver paste, at 5°C min−1 the sample reached 200°C. After that, the specimen heated up at a similar pace until it reached 850°C, the temperature at which the flash reaction may start. To execute the flash operation, the Kanthal wires were connected to the power supply using two interface wires. A range of current densities from 40 to 210 mA mm−2 in 50 V cm−1 was experimented. The electrical field to the sample was turned off after 30 s, which is the total flash time. The purpose of this research is also to assess the impact of the current density on the products, and, more precisely, their relative density. In our earlier work, we evaluated the effect of various electric fields on bulk LLZO characteristics [28].
Schematic of flash sintering set up. Current density effect on physial properties of sintered samples.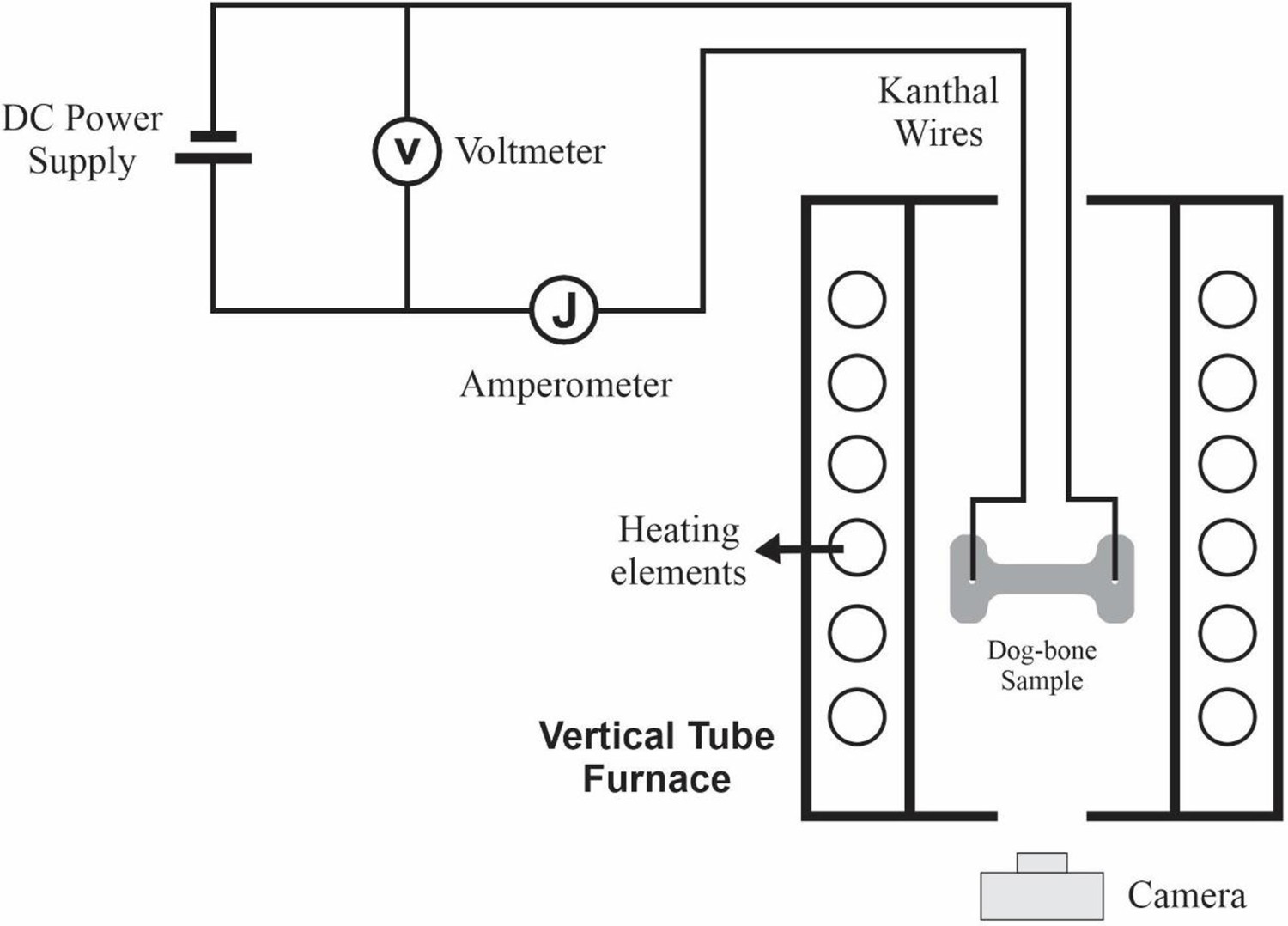

Also, using a spherical die in 100 MPa pressure, the sintered powder was pelletised using the traditional sintering process. The pellet was coated in powder and sintered at 1180°C for 10 h to reduce lithium loss.
Characterisation
Using Cu-Kα (XRD, Bruker), the phase evolution of the samples was examined. The microstructure and the morphology of the samples were investigated with (SEM, Tescan). The cross-section SEM pictures were taken from the fracture surface. The Archimedes technique was employed to calculate densities for sintered bodies. With an alternating voltage of 10 mV, electrical properties measurements were performed using a (Autolab 302N) Frequency Response Analyzer (FRA) in 1 Hz to 1 MHz. In order to prepare the surfaces, they should be thoroughly polished to a thickness of 400 μm and contaminants removed. The sample was bonded between two silver meshes and had its two sides sputtered with gold. After the current was created, ZView software examined the related Nyquist plot.
Result and discussions
Figure 2(a) displays the XRD pattern of the powder synthesised using the solid-state method. All peaks are assigned to the cubic phase (ICSD #96-720-6767) without any impurity phase. Additionally, Kotobuki et al. [36] showed how the presence of alumina causes the cubic phase to remain stable and lowers the sintering temperature. Moreover, 12.96 Å was measured as the lattice parameter, and is in accordance with Buschmann et al. [37] recommended value, 12.9440 Å, and the value obtained by Gao et al. [17], 12.8241 Å. As in Figure 1(b), the average particle size was 1.8 μm. The grain boundary in LLZO is believed to play the biggest role in ionic conductivity. It can slow down the transfer of lithium ions. It was therefore more important to focus on synthesis of micron-sized LLZO powder [38].
(a) XRD pattern of the calcined powder, (b) SEM micrograph of the synthesised powder, (c) particle size distribution.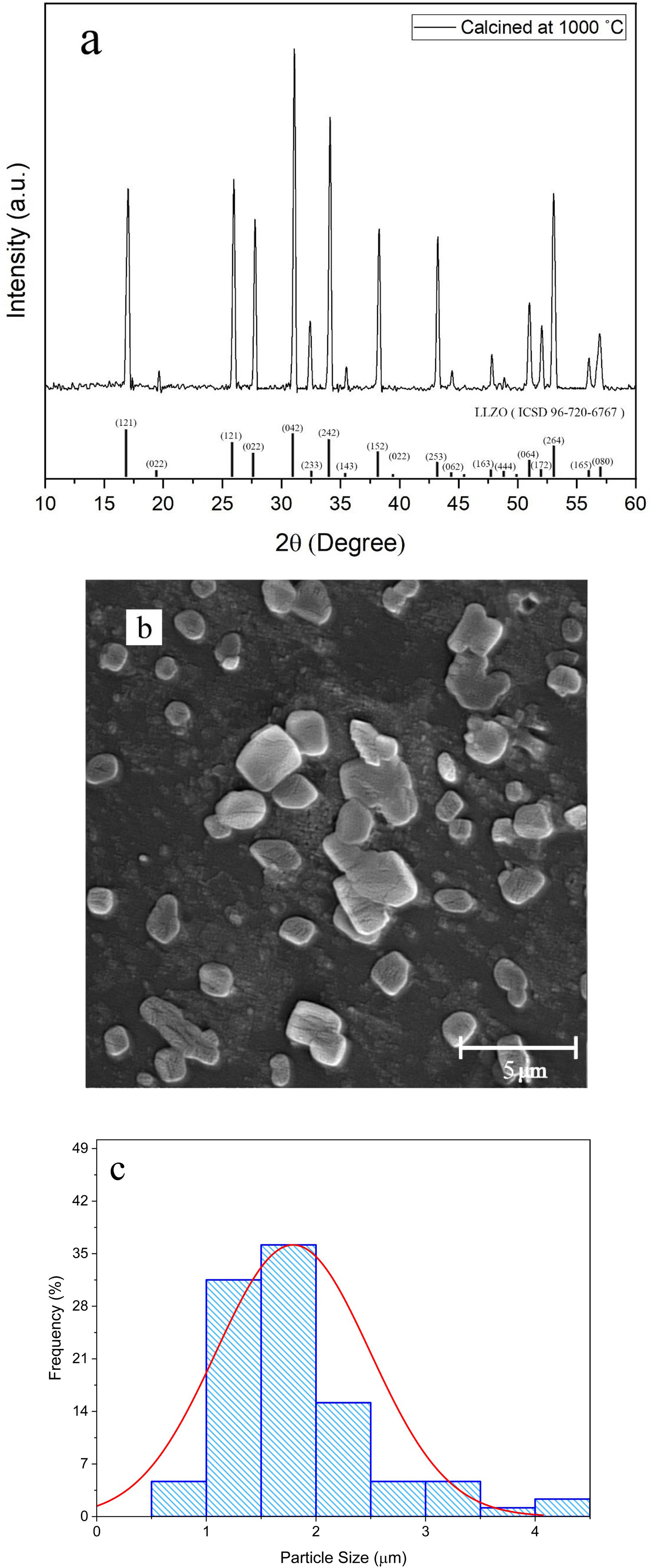
Figure 3(a) depicts the temporal behaviour of the electric field and current density at 200 mA mm−2. When a flash occurs, the voltage drops from 50 V to a current control condition. The current is then dynamically fluctuated to maintain it at the predetermined current limit, as shown in Figure 3(a). The flash phenomenon takes some time to manifest when the samples are connected to the power source. The incubation time describes this interval [31]. In our experiment, the incubation period was 20 s. Clearly, the flash thermal treatment consisted of three distinct steps: the incubation time (Step I), the flash occurrence (Step II) and the steady-state zone under current management (Step III). Step II saw the onset of thermal runaway, a significant rise in current density and a fall in voltage. The sample's substantial shrinkage was seen during the second phase of sintering densification.
(a) electric field and current density, (b) power dissipation, versus time.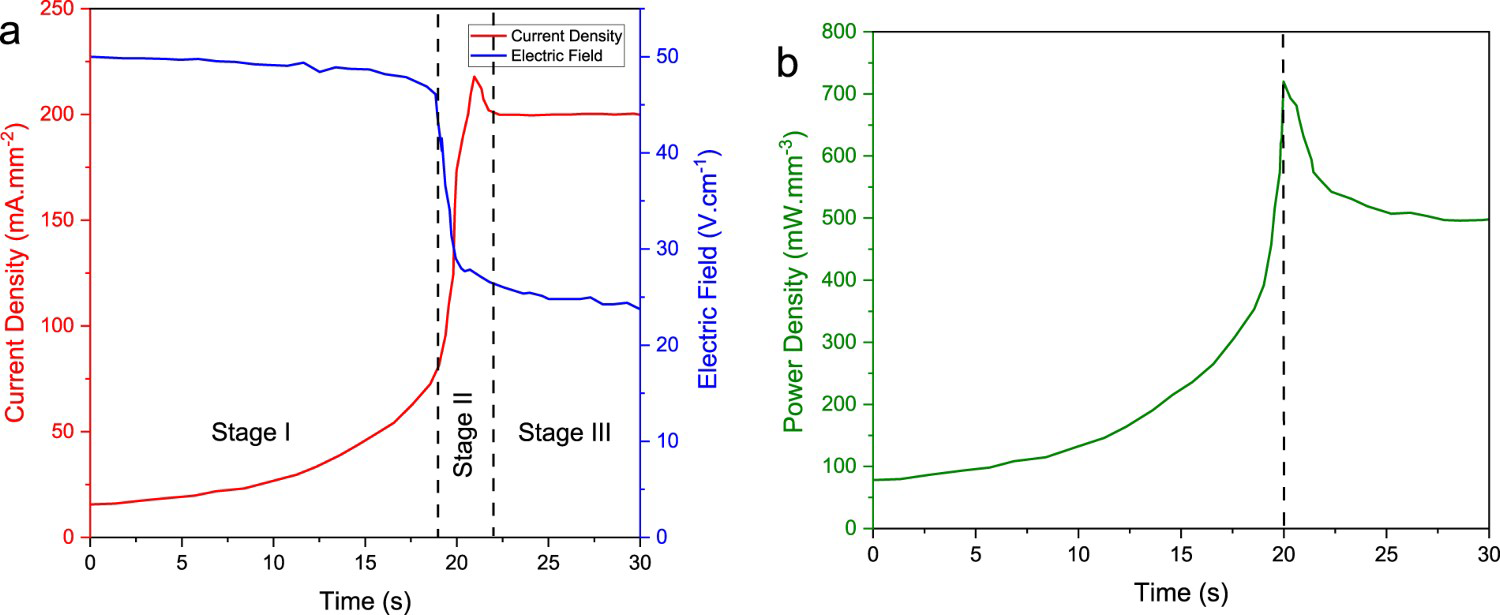
Figure 3(b) illustrates how power dissipation varies over time. The power density (P) was calculated using the product of the electric field (E) and the current density (J). The switch from voltage regulation to current control mode to prevent electric runaway caused a surge in power dissipation in stage II [39]. Electric field, furnace temperature and material conductivity all play a significant role in determining when flash sintering begins. With regard to the mechanism of DC flash sintering, however, with point defects appearing in ionic conductors, it may be more difficult to explain thermal runaway and joule heating [40,41]. For current densities of 155, 170, 185 and 200 mA mm−2, the peak power dissipation values were 507, 574, 663 and 736 mW mm−3, respectively.
Table 1 shows the results for dog-bone samples sintered with various current densities using the flash sintering process. As can be observed, the sample's relative density reached its maximum level among sintered samples when the current density reached 200 mA mm−2. The applied field was maintained at 50 V cm−1 for all samples. A rise in the current density during flash initiation causes the sample relative density to increase by 94%. The theoretical density was calculated to be 5.107 g cm−3 [26]. The dog bone shape is chosen because current can be easily dispersed evenly over gauge section because of specimen's shape [25]. It is necessary to further investigate other shapes in flash sintering and overcome challenges on the way to develop solid-state batteries. According to the tests, the flash must have a minimum current density of 185 mA mm−2 to achieve a body with a density above 90%. Clemenceau et al. [26] used commercial powders with an average grain size of 1 μm, which is smaller than the average grain size of our synthesised powder, to achieve 96% at 190 mA mm−2 and 50 V cm−1 for an LLZO flash sinter. The electric field has been shown to reduce grain growth in some studies. Since sintering speed is highly dependent on grain size, a smaller grain size also increases sintering speed [28,42,43]. Additionally, the conventional sample with the identical precursor has a relative density of less than 90%. However, the LLZO-4 sample shows a relative density of 94%. The flash sintering process may have a few advantages over conventional sintering, such as the ability to sinter at very low temperatures and for short periods of time.
Figure 4 provides a summary of the relative density measurements and depicts the relationship between the relative density and the current density. The relative density improved as the current density did as well. The samples’ relative density rose from 58% to 94% with the increase in current density from 40 to 200 mA mm−2. Figure 4 clearly shows that the current density has a significant influence on the densification of the samples during the flashing stage [44–46].
Relative density of the flash-sintered samples for various current densities.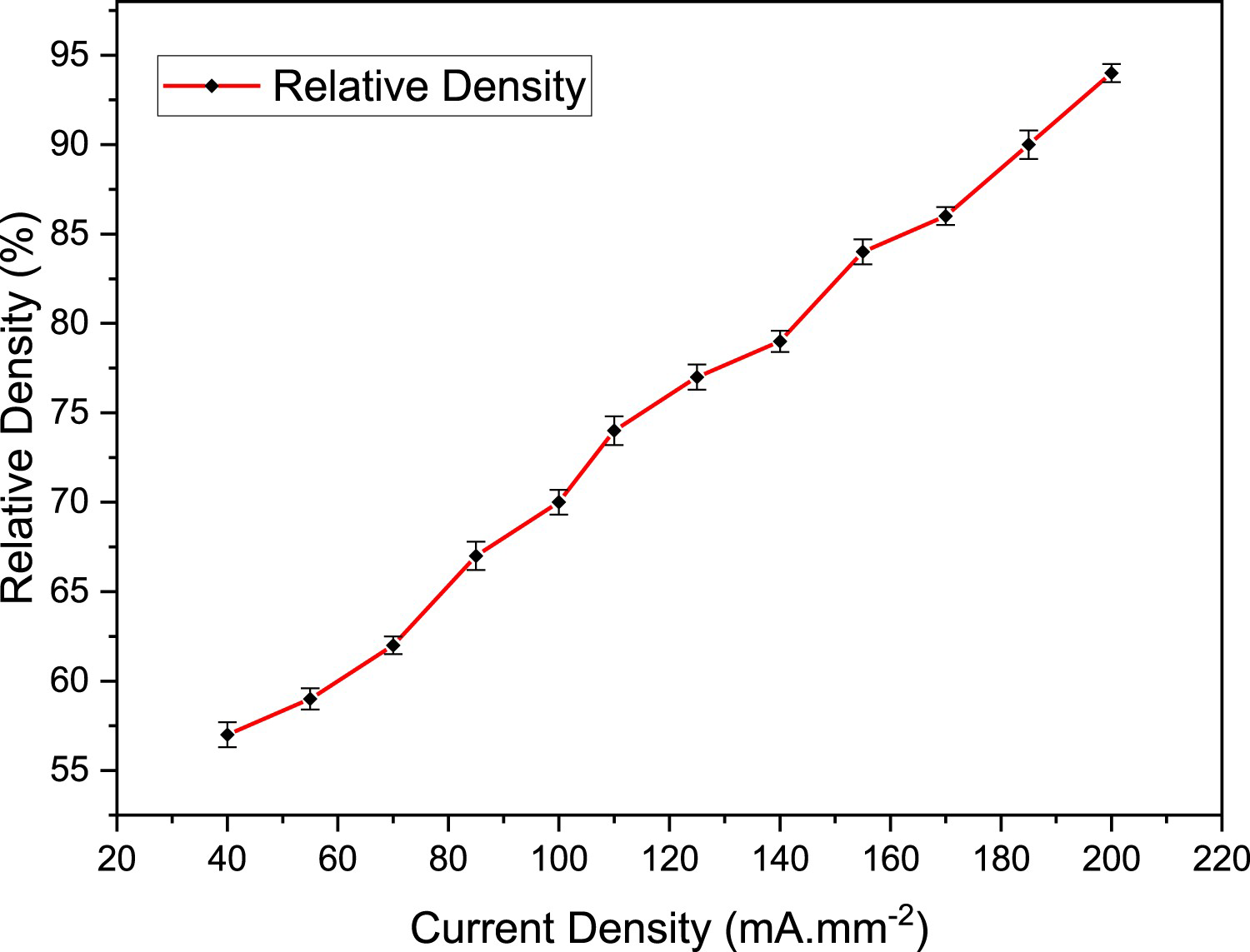
Before the flash process was finished, the sample cracked as the current density was set to 210 mA mm−2. Figure S1 shows a photo of the flash sintering process at 210 mA mm−2 with the sample failing during the flash in a matter of seconds. Based on these findings, the current density limit for the Al-LLZO flash sinter process may be thought of as 200 mA mm−2. It is likely a result of the formation of hot spots. Thus, as current density increased, the current ‘channelled’ (flowed through the sample as a line rather than through the whole sample), allowing partial densification to occur only in a limited area. Flash sinter samples are resistant to temperature gradients until the applied current density exceeds the permitted limit. These thermal gradients are closely associated with the formation of preferential current paths within the ceramic sample. The generation of hot spots is triggered by temperature inhomogeneity, which can arise from a temperature gradient between the core and surface or from microstructural heterogeneity and local melting [47–49]. The predictive model of Dong's hot spot formation during flash sintering identified a critical perturbation size triggering localised thermal runaway and hot spots, and to prevent hot spots, Dong recommended the use of travelling electrodes [50].
The sample temperature is significantly higher due to Joule heating even though the LLZO flash sintering took place at 850°C in the furnace. The XRD patterns of calcined powder and samples flash sintered at different current limitations are shown in Figure 5. At 170, 185 and 200 mA mm−2, no apparent impurity can be observed. These samples’ XRD patterns are in strong agreement with one another. This positive agreement may be due to the flash sintering process' quick inhibition of lithium volatilisation, which improves battery performance. According to the XRD patterns, all samples are typically indexed to cubic LLZO (ICSD #96-720-6767) except for the LLZO-1 sample, which showed a peak splitting, reflecting the tetragonal structure. This behaviour may be the result of the cubic phase changing into tetragonal, given that the sample temperature presumably has not exceeded 1000°C.
XRD comparison of samples sintered by conventional and flash sintering methods.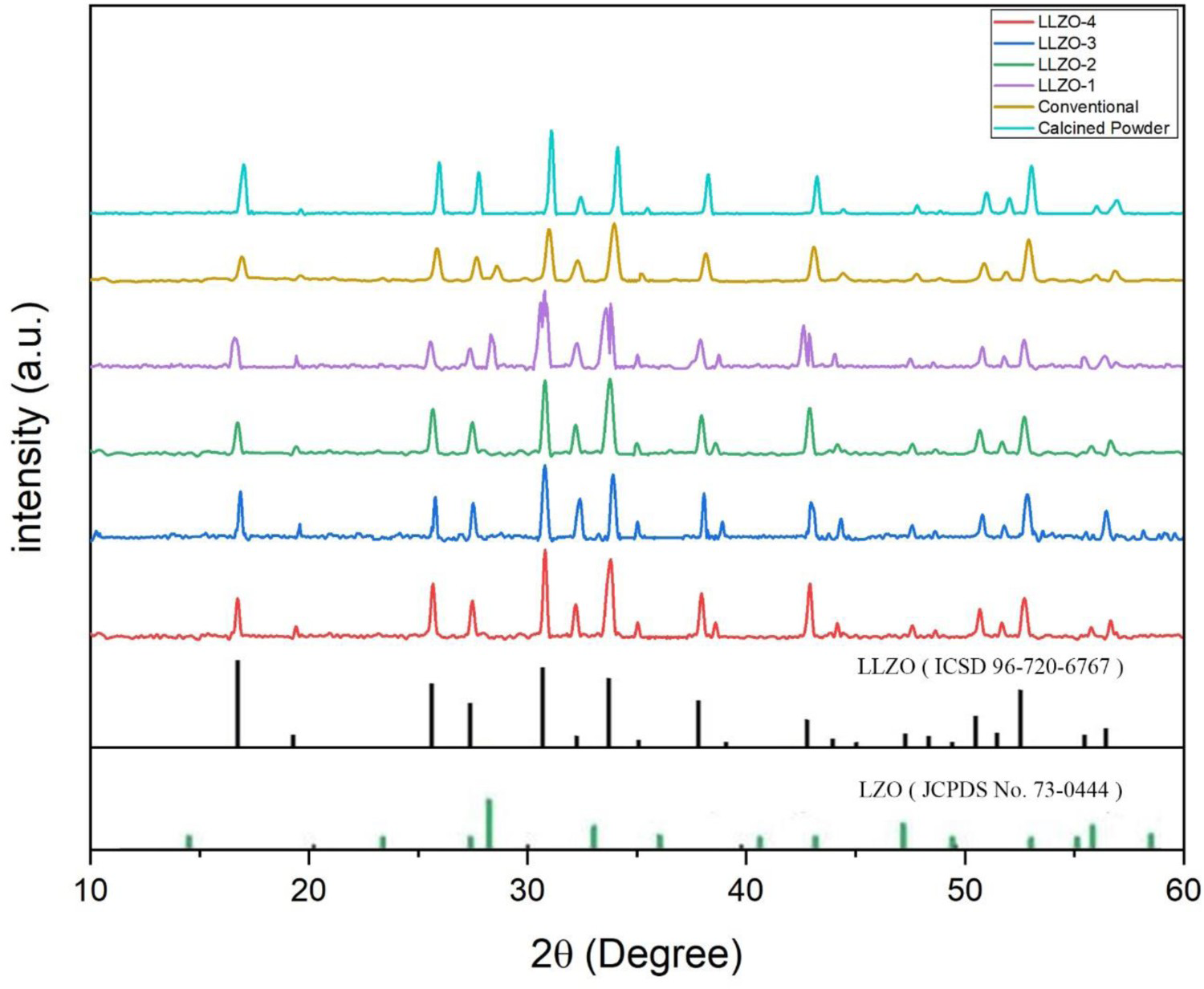
A rather minor peak at 2θ of 28°, corresponding to some La2Zr2O7, is seen in the XRD pattern of the conventionally produced sample. The reason for this is that the conventional sintering method uses a lengthy preparation time of 10 h and a high reaction temperature of 1180°C, so lithium may volatilise during the process [19].
At 200, 185 and 170 mA mm−2, the XRD patterns of flash-sintered samples exhibit distinct diffraction peaks of the LLZO phase. This suggests that the energy-saving and quick process of flash sintering might produce LLZO with good crystallinity and high purity at 850°C and a short sintering times of only 30 s.
Figure 6 \displays SEM micrographs that illustrate how the sintering technique influences the relative density. A significant number of pores and low relative density are clearly seen in the cross-section of the particles sintered at 150 mA mm−2. Greater density may be seen in pellets sintered at higher current densities than at lower current densities. The number of pores dramatically decreased as the current density grew to a current density of up to 200 mA mm−2. It is well established how current density affects the densification. According to Figure 6(e), the specimen sintered by the conventional method showed a high porosity content, which suggests a low relative density.
Cross-section SEM images and grain size distribution of samples at current density of (a) 155, (b) 170, (c) 185, (d) 200 mA mm−2 and (e) conventional.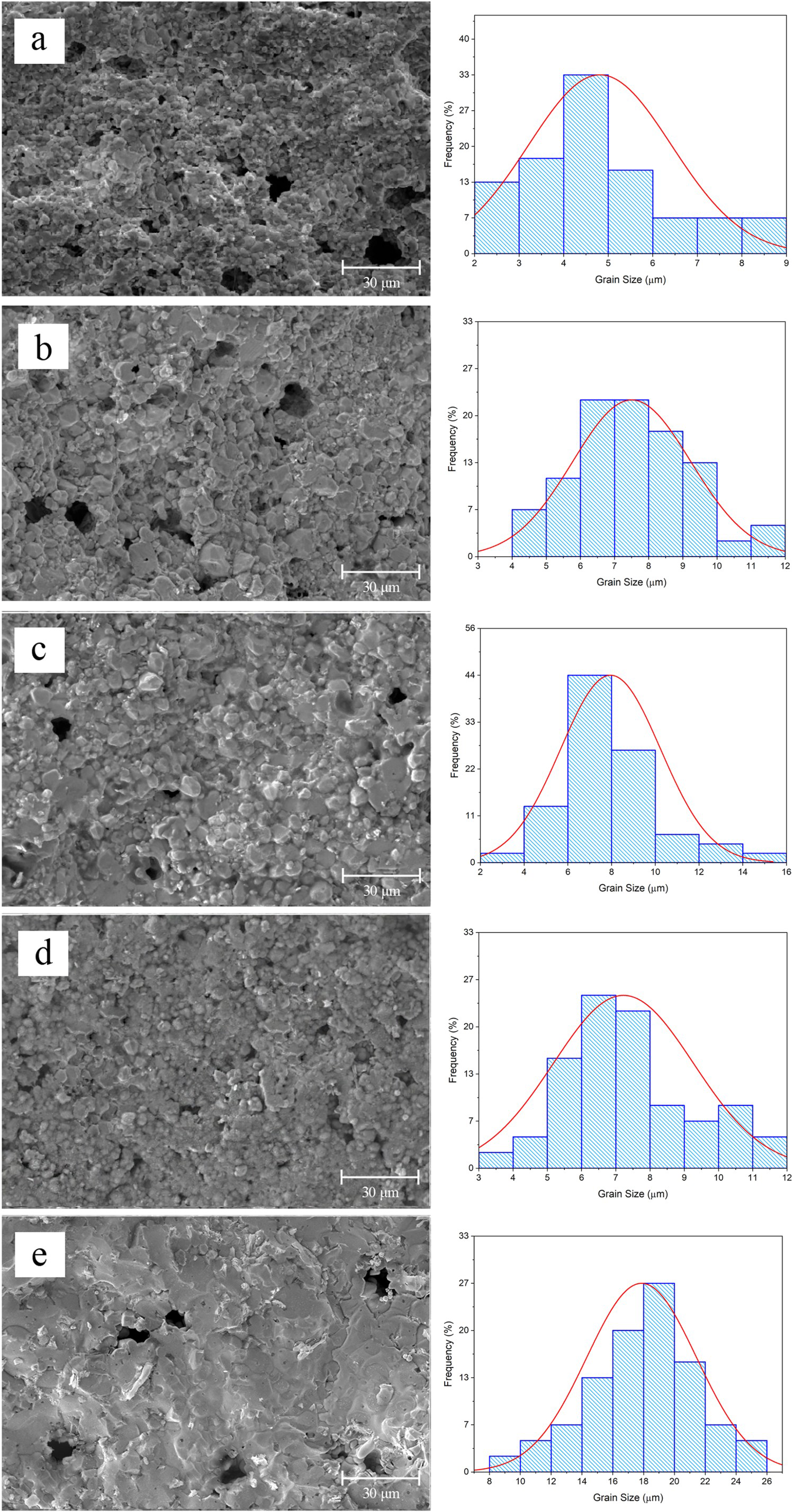
The average grain size of samples obtainded from SEM images are presented in Table 1. After flash sintering, the ceramics have an average size of less than 8 μm despite a very low number of intercrystalline pores. As current density increases during flash sintering, grain size increases slightly [45,51]. Smaller grain size in LLZO-1 compared to other flash-sintered samples may be caused by an inadequate current density, which does not stimulate diffusion and sintering properly. In comparison, the specimen sintered using a conventional process had an average diameter of 17.4 μm, a wider dispersion and a higher grain boundary dimension. By flash sintering, denser samples can be obtained with smaller grain size. The small size of the grains can increase the electrical conductivity and improve the sample's mechanical properties [52]. Furthermore, excessive porosity in electrolytes can cause grain boundary resistance [52]. When the heating rate increases for sintering, the degree of insulation and porosity degradation increases, so lithium loss decreases [53]. Consequently, it will prevent the body from producing impurity phases by lowering the amount of lithium that evaporates during the flash sintering process. Other techniques, including conventional sintering, employ higher temperatures, which evaporate more lithium during the sintering process [54].
Ionic conductivity of the materials was measured by electrochemical impedance spectroscopy (EIS). In Figure 7 at room temperature, the Nyquist plots for sintered pellets at various current densities are displayed. A low-frequency spike and a high-frequency semicircle make up the typical impedance plot. These samples should exhibit three impedance-related responses known as grain boundary resistance, bulk resistance and surface layer resistance. In our research, we could only determine the total resistance. Similarly, the semicircle at high-frequency was related to the total resistance (bulk + grain boundary) in [26] because they could not divide it into two semicircles. The low-frequency spike is the electrode's contribution. A low-frequency tail may be due to gold's capacitive qualities due to its blocking behaviour during testing [37]. The equivalent circuit of (R) (RtotalCPEtotal) (CPEel) components was used as the basis for fitting with the Zview software where R is resistance, and CPE stands for constant phase element.
Nyquist plot of various specimens at room temperature.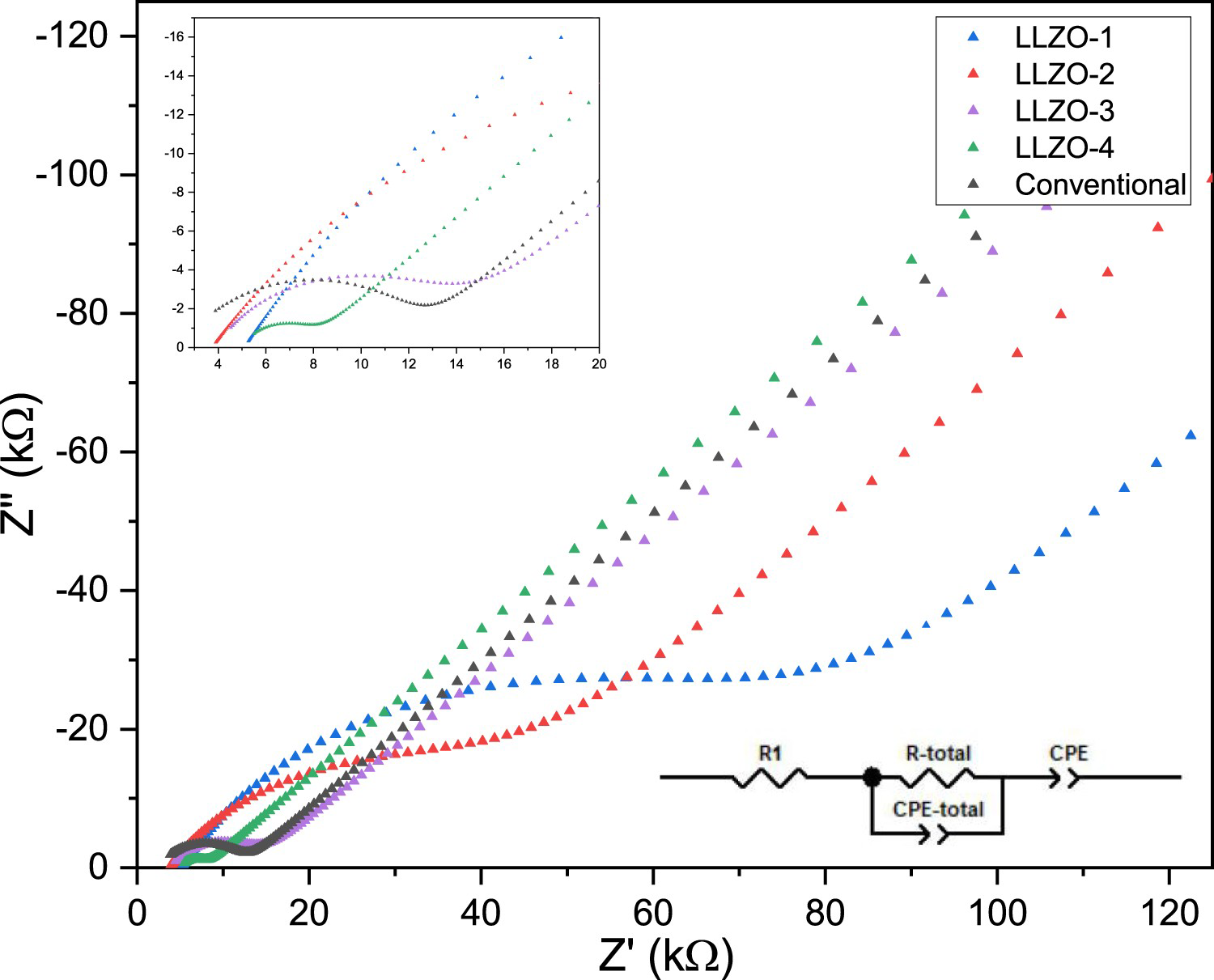
Total ionic concudtivity and resistivity of five different samples.

Figure 8 displays Arrhenius graphs for LLZO-4’s total electrical conductivity. The activation energy was determined using the Arrhenius equation:
LLZO-4 Arrhenius diagram.
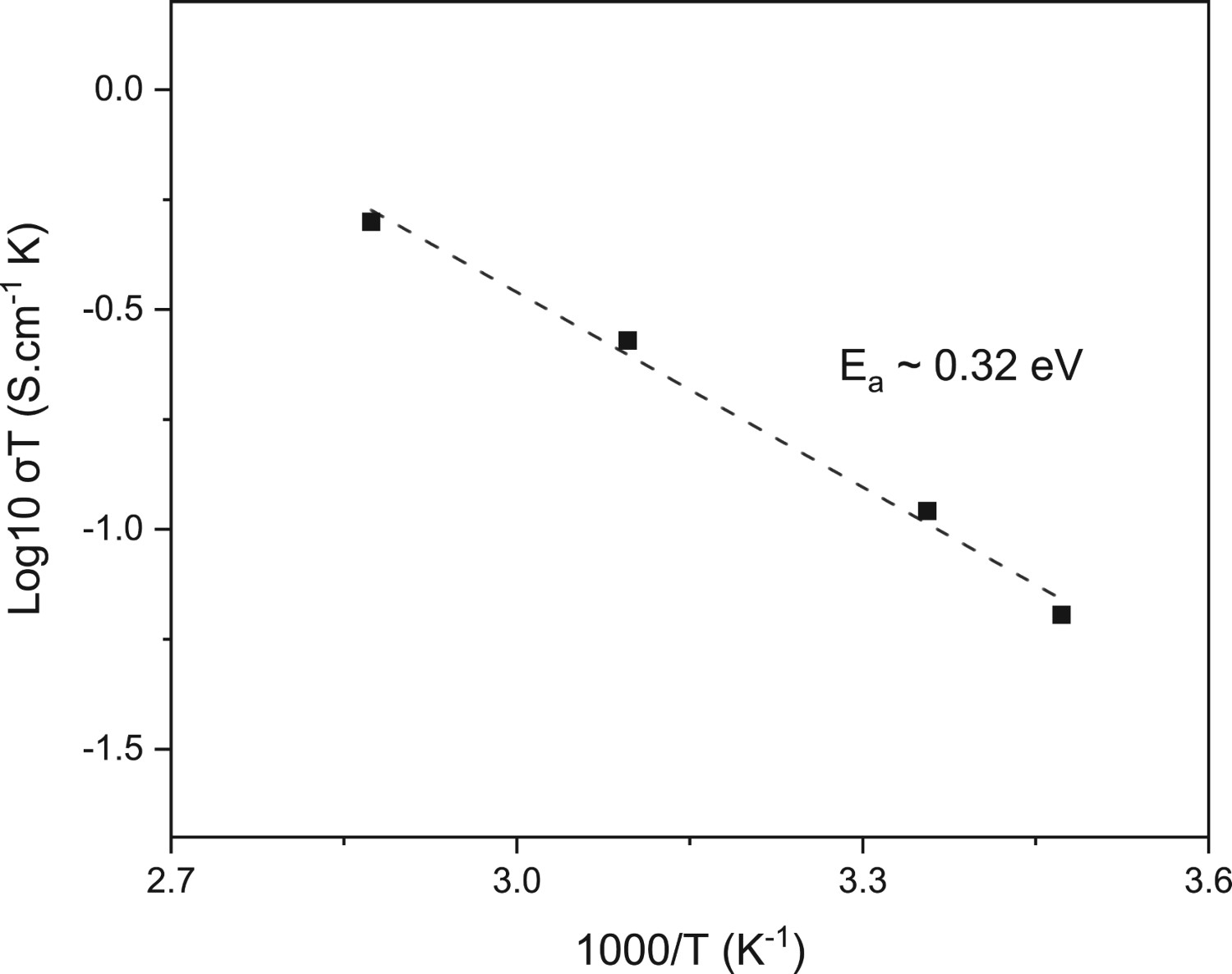
By plotting a Log10σT (S cm−1 K) graph against 1000/T (K−1), then establishing a regression line connected with four distinct temperatures, and finally finding the slope of that trend, the activation energy can be estimated. The activation energy for the sintered sample equals 0.32 eV, according to the curve's slope in Figure 7. Li+ ions can migrate much faster between locations in the structure with a lower activation energy [27]. The microstructure and mechanical characteristics can affect the activation energy in addition to how well lithium ions conduct. In addition, it's been demonstrated that the additive size can affect this parameter [56,57].
Conclusion
In this study, we successfully fabricated a homogeneous cubic Li6.25Al0.25La3Zr2O12 powder using a solid-state method with an average particle size of 1.8 μm. The powder's XRD measurements showed that the cubic LLZO was well-formed. A dense LLZO dog-bone-shaped body with a relative density of 94% can be formed at shorter durations and lower temperatures than the traditional sintering approach with the flash sintering method. We observed that flash sintering has the following benefits over conventional sintering: Significant loss of Li can be prevented in this method (drawn by oxygen to the surface to create volatile lithium oxide) since the sintering time is a few seconds and furnace temperatures are lower. During the flash, the current density and temperature were 40–200 mA mm−2 and 850°C, respectively. Immediately after the flash, the sample temperature exceeded the furnace temperature. The results clearly demonstrated that the current density significantly influenced materials’ densification. Consequently, it did have an impact on their microstructure and electrical conductivity. Owing to the generation of local current at current densities more than 200 mA mm−2, the sample fractured before the flash procedure was finished. Additionally, it was discovered that the LLZO pellet had a high total conductivity of 0.37 mS cm−1, and low activation energy of 0.32 eV when the AC impedance of LLZO was investigated at 25°C.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).