
Abstract
In this paper, the history and latest trends in the converter-based steelmaking process in Japan were summarised. After World War II, Japanese steel companies introduced the LD converter, and various original technologies have been developed to increase productivity, reduce the production cost, and improve the quality of steel. About 20 years after the introduction, the necessity of the additional stirring was recognised and various types of top-and-bottom-blowing converters were developed. By using this process, hot-metal dephosphorisation and smelting reduction were developed. In addition, fundamental research related to the converter technology is shown. Japanese steelmaking technology has been developed by the collaboration of university and industry. In industry, each company has an R&D centre where the applied and practical research is conducted. The research in academia is concentrated on the fundamentals. Recently, ISIJ organised the research projects on ‘multi-phase slag refining’ and ‘enhancement of lime dissolution’.
Keywords
Introduction
Japan is the second largest producer of steel in the world after China, producing approximately 100 million tons every year. Because of the high price of electricity, the production ratio by converter process reaches 75% or more. During World War II, the Japanese steel industry was destroyed completely, and the annual production in 1946 was only 557 thousand tons. However, in 1956, steel production reached 10 million tons, and in 1973, it exceeded 100 million tons. To support this rapid growth, the introduction of the LD converter (top-blown converter) played an important role. For the reconstruction of steel industry, Japanese steel companies noticed this process, which had just begun to operate in 1952 in Austria. After severe competition and arbitration by the government, the first LD converter in Japan was built in 1957. Various research and developments were achieved to increase productivity, reduce the production cost, and improve the quality of steel. After the growing stage of steel production, the annual production became almost constant for the past 40 years. However, the performance of steel products are improving every day. The development of the technology to produce high-grade steel, which cannot be imitated easily, is the essential strategy of the modern Japanese steel industry. For this purpose, the innovation of converter process still plays an important role. In this paper, the history and latest trends in converter practices for steelmaking in Japan are summarised.
History of converter technology in Japan
Introduction of LD converter
The history of the steelmaking process in Japan has already been reviewed by Emi in Steel Research International in 2014 (Emi 2014). In addition, in Japanese, the history of the LD converter (oxygen top-blown converter) was published by the Iron and Steel Institute of Japan (ISIJ) in 1980 (ISIJ 1980). In this section, the background to introduce the LD converter after World War II is briefly introduced.
Japanese steelworks had been destroyed by bombardment from warships during World War II. In 1946, the annual production was decreased to 557 kt from 7, 650 kt in 1943, and only four open-hearth furnaces (OH) were operated. For the recovery of the Japanese economy, the reconstruction of the steel industry was a priority. In 1953, the crude steel production had recovered to the pre-war level and many OHs were built. However, as the domestic supply of scrap was limited and import from the US was restricted, steelmaking by OH was insufficient to satisfy the increasing demand of the domestic market.
The LD converter was developed by Vöest and Alpine, and began to operate in 1952 at Linz and Donawitz steelmaking shops in Austria. Among the several integrated steelmaking companies in Japan, Yawata Iron & Steel and Nippon Kokan (NK) had interest in this just-born technology. By coordination of the MITI (Ministry of International Trade and Industry), NK bought the exclusive license in 1956, and Yawata and the other companies received sub-licenses. In 1957, the first LD converter began operation in Yawata, followed by NK in 1958. This technology met the needs of the Japanese steel industry, i.e. low scrap consumption, low-phosphorus-containing iron ore, high energy efficiency, and high productivity. The introduction of the LD converter was accelerated in many companies by the financial support of MITI, and the production ratio by LD converter exceeded that by OH in 1965; the last OH operation was ended in 1977. During this period, the ‘LD committee’ was launched in 1958 by the steelmaking companies to exchange their operational results. This society played an important role in accelerating the technological development of the LD converter. The change in the ratio of crude steel produced by LD converter is shown in Figure 1 (ISIJ 1980, p. 84), compared with that in other countries. The Japanese steelmaking companies led the world to spread the technology of LD converter. In addition, the LD converter contributed greatly to the rapid growth of steel production, which led to the rapid growth of Japanese economy.
The change in the ratio of crude steel produced by LD converter by ISIJ (1980), redrawn with permission.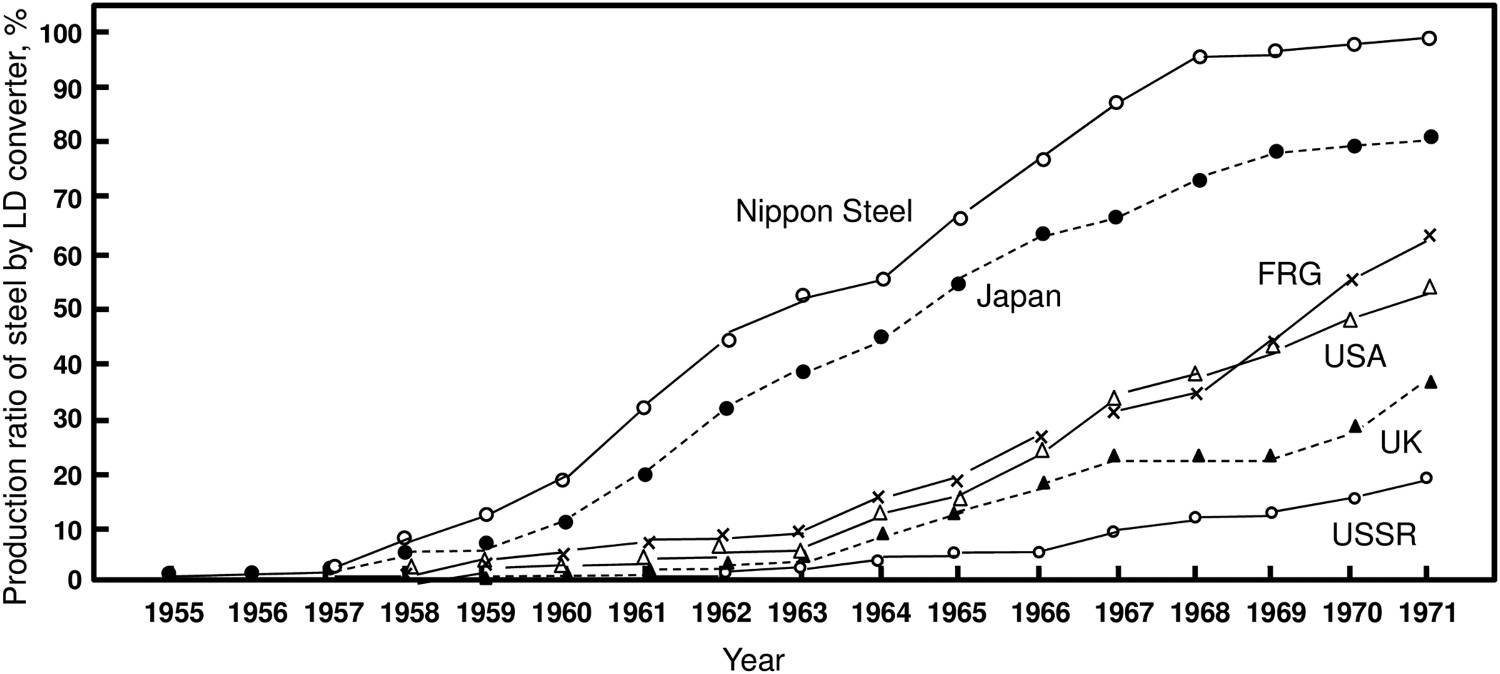
Development of original technologies for LD converter
To increase productivity and expand the application of the LD converter for various grades of steel, several innovative technologies were developed.
The capacity of the first LD converter was 50 t. The rapid increase in the demand of steel production required higher productivity, which caused an increase in the size of the converter, and in 1970 the maximum capacity reached 300t (ISIJ 1980, p. 155). In the LD converter, high-purity oxygen is blown from a Laval nozzle in the top-blown lance. With the increase in capacity, the flow rate of oxygen from the nozzle also increased, which caused severe damage to the refractory at the bottom of the furnace and a decrease in the iron yield by the generation of spitting (scattering of fine metal droplets from the furnace) or slopping (blown-out of slag from the furnace). To solve this problem, a top lance with multiple holes was developed and installed in the industrial furnace in 1962 (Morita et al. 1964). Figure 2 shows the number and inclination angle of the nozzle in the lance installed for various sizes of converters (ISIJ 1979, p. 468). By the application of a lance with 3 holes, the skull formation of the converter mouth was decreased and the iron yield was improved (Hayashi et al. 1965).
The number and the inclination angle of the nozzle in the lance installed for various sizes of converters by ISIJ (1979), redrawn with permission.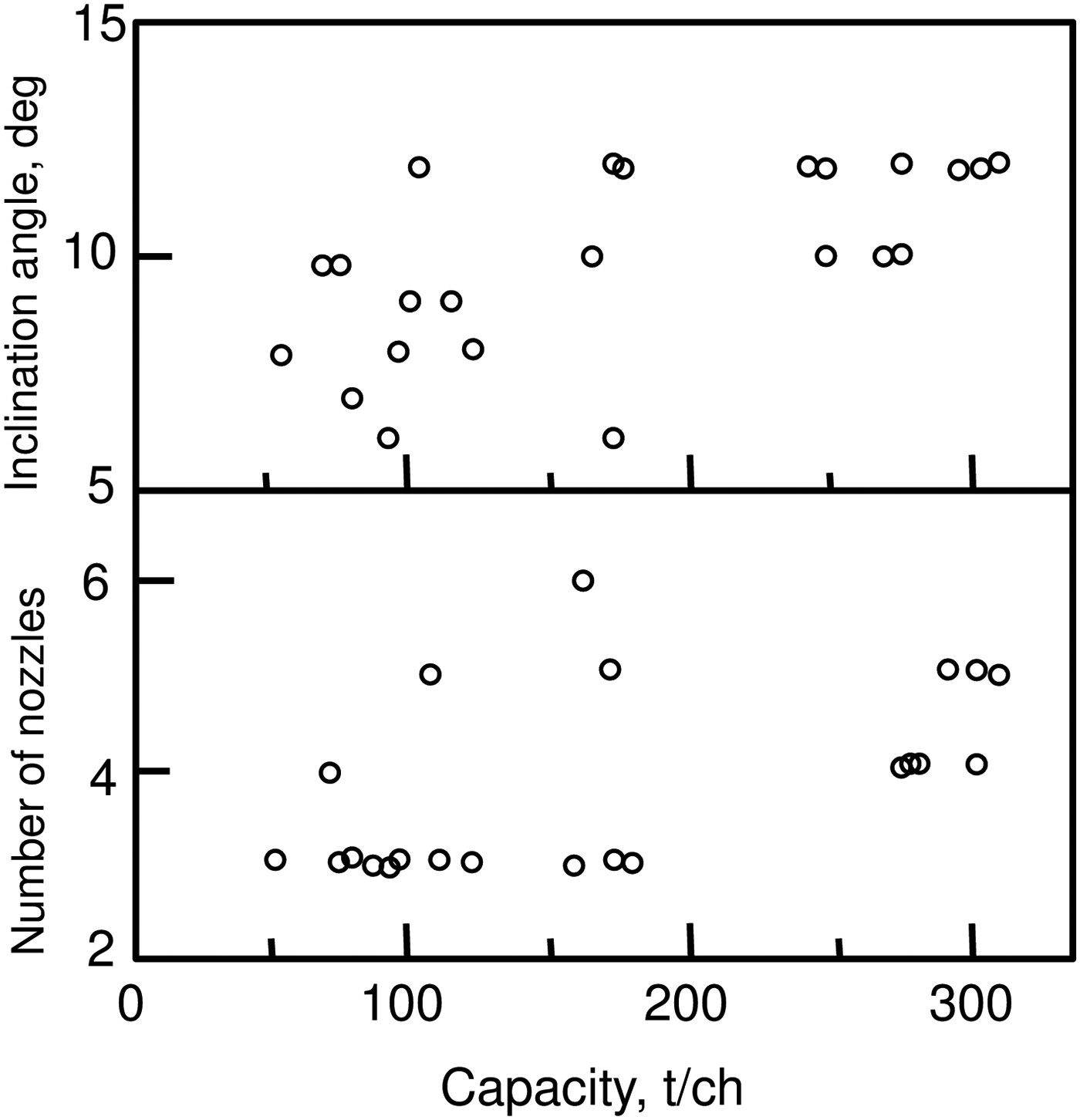
In the steelmaking process, by decarburisation, high-temperature CO gas with fine dust is formed from the furnace, and treatment of the off-gas is necessary. In the small-scale converter, CO gas was fully combusted by air. However, as the capacity of the converter increased, the off-gas volume increased and the investment cost of the gas-treatment system became high. To overcome these problems, a process to recover the CO gas without combustion was developed. From pilot plant trials, a basic design to supress the explosion was established, named ‘OG system: Oxygen-converter gas-recovery system’ (Ikeda et al. 1962). The first plant was installed to the 130-t LD converter in 1962. In this process, the recovery ratio of energy was about 60% from waste-gas recovery, and it increased to about 70% when part of the sensible heat was recovered in the form of steam using a boiler (Yamaguchi et al. 1978).
In addition, Emi pointed out the following technologies that supported the development of the LD converter in Japan. (1) The sub-lance system, in which the temperature is measured by thermocouple and carbon content is determined using liquidus temperature (Nagano et al. 1970), was installed; (2) improvement in refractory materials; (3) a dynamic control system to increase the hitting ratio of carbon and the temperature at the blow end; and (4) catch-carbon treatment with single slag for medium/high-carbon steel, etc.
Combined blowing and hot metal dephosphorisation
In 1977, Kawasaki Steel introduced the oxygen bottom-blowing converter (Q-BOP) for the first time in Japan. The operational results were soon shown at the annual meeting of ISIJ, and its excellent performance was surprisingly accepted by the audience (Kawana et al. 1978). This result accelerated the development of the top-and-bottom-blowing converter (combined blowing converter). At this time, about 20 years had passed since the introduction of the LD converter. The limitation of this process had gradually become understood, and the necessity of additional stirring had been recognised. The situation of each company in this period is introduced by Tetsu-to-Hagané in 1990 (Shima 1990). Some disadvantages of the bottom-blowing converter are the short life of the refractory around the tuyeres, hydrogen pickup from the coolant gas, and difficulty of catch-carbon operation for high-carbon steel. On the other hand, low (T·Fe) content in slag at the end point for low-carbon steel is an attractive characteristic. Depending on the product mix in the steelmaking shop, various bottom-blowing technologies were developed. These technologies are summarised in Figure 3 (Nagai et al. 1982). Generally, for converters that mainly produce low-carbon steel, the system with high stirring intensity by oxygen bottom-blowing is advantageous. For the converter that needs to produce high and medium-carbon steel, an inert gas-blowing system with low stirring intensity is installed.
Various types of combined blowing converter, shown in the relation between bottom gas blowing rate and perfect mixing time by Nagai et al. (1982), used with permission.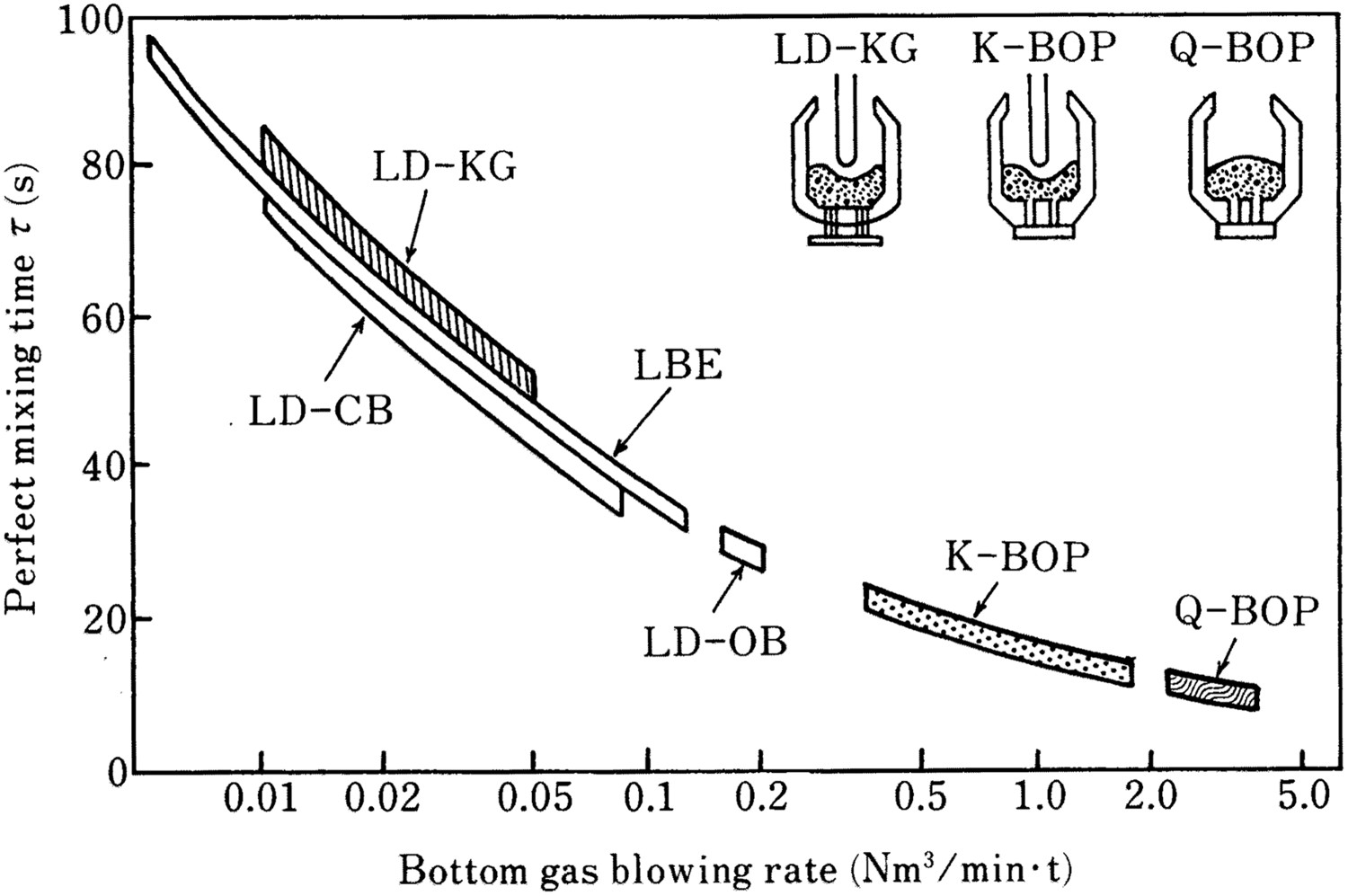
In the steelmaking process, phosphorus should be removed in addition to carbon. At the end-point temperature of the converter, the slag with high (T·Fe) content and high basicity (CaO/SiO2) must be formed to decrease phosphorus. This situation causes a low iron yield and high consumption of lime. As the dephosphorisation reaction can be conducted at lower temperatures efficiently, a pre-treatment process before decarburisation was developed (hot-metal dephosphorisation). The first hot metal dephosphorisation process was launched in 1982 (Sasaki et al. 1983). During this period, a torpedo car or ladle was used as a reaction vessel and flux comprising lime, iron oxide, and fluorspar was injected from the immersion lance. On the other hand, by the modification of the LD converter's double-slag practice, hot-metal dephosphorisation using a combined blowing converter was developed (Yoshida et al. 1990). Compared with the double-slag practice, the carbon content in this process was kept high and the temperature was kept low during blowing. Combined with the use of recycled decarburisation slag for dephosphorisation, this process had high potential to lower the lime consumption and amount of disposed slag. This is described in detail in the following section.
Smelting reduction and scrap melting
Smelting reduction using a combined blowing converter is another unique technology. Because of the expensive price of electricity in Japan, the ferro-alloy production using the electric-arc furnace was difficult to sustain. To solve this problem, smelting reduction using a combined blowing converter was developed. First, ferro-chromium production was investigated by the pilot-scale furnace. In this process, carbonaceous materials on the slag surface were burnt to supply heat, and those in the slag bath worked to reduce the chromium oxide in the slag (Figure 4 (Katayama et al. 1990)). Using this insight, this process was applied to produce stainless steel. The details are provided in the following section.
Concept of smelting reduction technology to produce ferro-chromium alloy using combined blowing converter by Katayama et al. (1990), used with permission.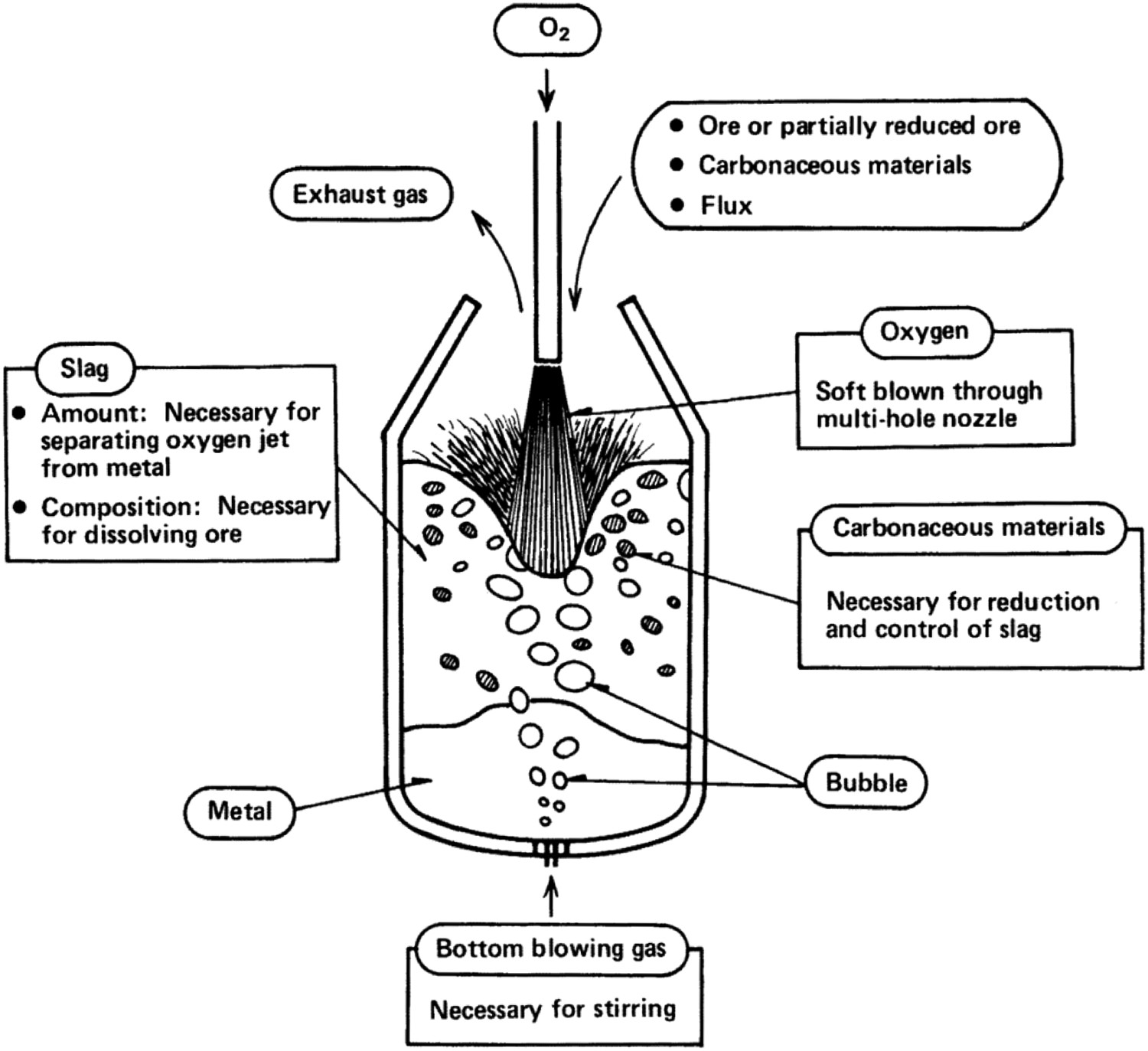
Furthermore, a combined blowing converter is used in the scrap melting process. As shown in Figure 5 (Iguchi et al. 2013), the powdered carbonaceous material is blown from the tuyeres with inert gas for carburising and burnt by top-blown oxygen. Through this process, hot metal of a similar quality to that produced by blast furnace can be made.
Scrap melting process using combined blowing converter by Iguchi et al. (2013), used with permission.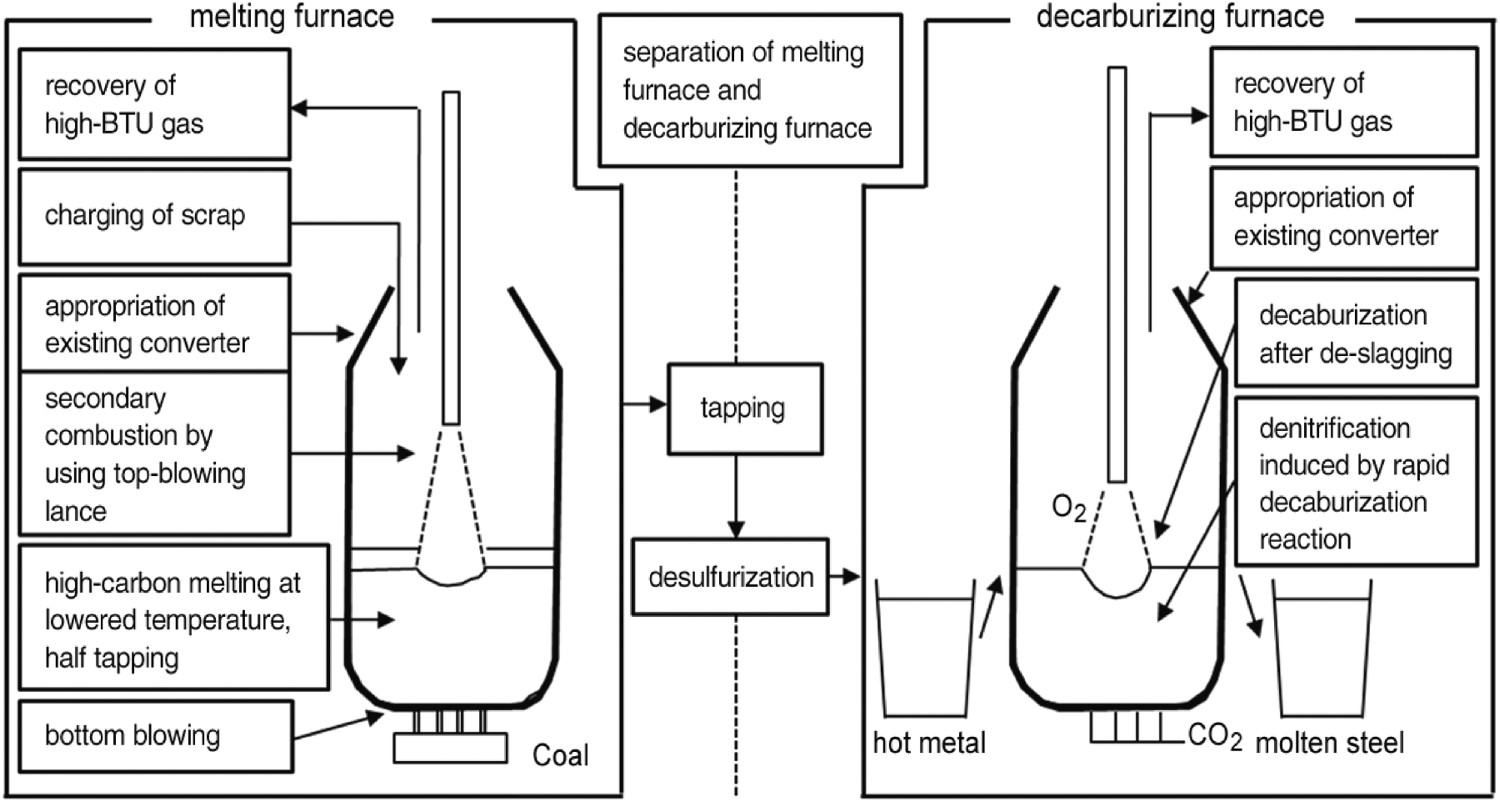
Advanced technologies using converter
Dephosphorisation process using converter
With the increasing demand for low-phosphorus steels, such as for line pipe, offshore structures, and automotive parts, several types of hot-metal pre-treatment processes have been developed since the 1980s in Japan. From the 1980s to the early 1990s, most hot-metal pre-treatment processes consisted of multiple refining stages, e.g. desiliconisation first, simultaneous desulphurisation and dephosphorisation second by injecting high-basicity ((%CaO)/(%SiO2)) flux containing CaF2 into a low-freeboard vessel such as a torpedo car or ladle, and decarburisation of the pre-treated hot metal using a converter third (Kitamura et al. 1990). Consequently, the production of low-phosphorus steels was enabled followed by other merits, such as the decrease in flux and waste slag and saving of manganese alloy in combination with the reduction of manganese ore in the converter.
The above-mentioned process, however, had disadvantages such as low productivity due to the low-freeboard vessel and less scrap consumption owing to high heat loss. In addition to these, since the late 1990s, new demands arose caused by changes in the business environment, such as the reinforcement of environmental regulations regarding fluoride and the increase in phosphorus content due to the depletion of high-quality raw materials. In order to meet these demands and to establish a more efficient process in terms of productivity, energy, and resources, a dephosphorisation process using a converter was widely introduced and has been continuously improved in Japan.
By effectively utilising the advantages of the converter (high freeboard, high-speed oxygen supply, and intensive stirring), productivity was significantly enhanced. The high-speed oxygen supply also enabled the fluoride-free process by increasing FeO content in slag, which aids in slag dissolution without CaF2 and promotes dephosphorisation even under a low-basicity slag condition. As examples, this process was put into practice at Kashima in 1987 (SRP: Simple Refining Process) (Matsuo and Masuda 1990) and at Nagoya in 1989 (LD-ORP: LD converter-Optimized Refining Process) (Kato et al. 1991). In this process, hot metal is charged into the ‘Converter for desiliconization and dephosphorisation’ and blown for several minutes (Blow1). Next, hot metal and slag are discharged, then the hot metal is recharged into ‘Converter for de-carburization’ and blown again (Blow2). The slag discharged from Blow2 with low phosphorus content can be recycled to Blow1 as the flux for desiliconisation and dephosphorisation, which contributes to decreasing flux and waste slag. However, this process requires two converters and can be adopted only in cases in which the steel plant has a spare converter or the investment–return efficiency of new converter is sufficient.
The multi-refining converter (MURC) was developed to overcome the above-mentioned disadvantage and was put into practice at Muroran in 1994 and Oita in 1998 (Ogawa et al. 2014). In MURC, the slag after Blow1 is discharged from converter mouth by tilting the converter without metal tapping (intermediate deslagging), effectively utilising slag foaming to increase the bulk volume of slag. Then, after Blow2, part of the slag is kept inside the converter and recycled hot to Blow1 of the next charge, which contributes to recovering the sensible heat of the recycled slag. Compared with SRP and LD-ORP, MURC requires only one converter and realises high productivity per converter and more scrap consumption owing to low heat loss without recharging hot metal.
Because it is difficult to completely remove slag by intermediate deslagging of MURC, SRP and LD-ORP are more suitable for the production of extra-low-phosphorus steel, and MURC is mainly adopted to produce low-phosphorus and general steels. These processes are properly selected depending on the required phosphorus content. The general flow of the dephosphorisation process using the converter is shown in Figure 6 (Iwasaki and Matsuo 2012).
General flow of the dephosphorisation process using combined blowing converter by Iwasaki and Matsuo (2012), used with permission.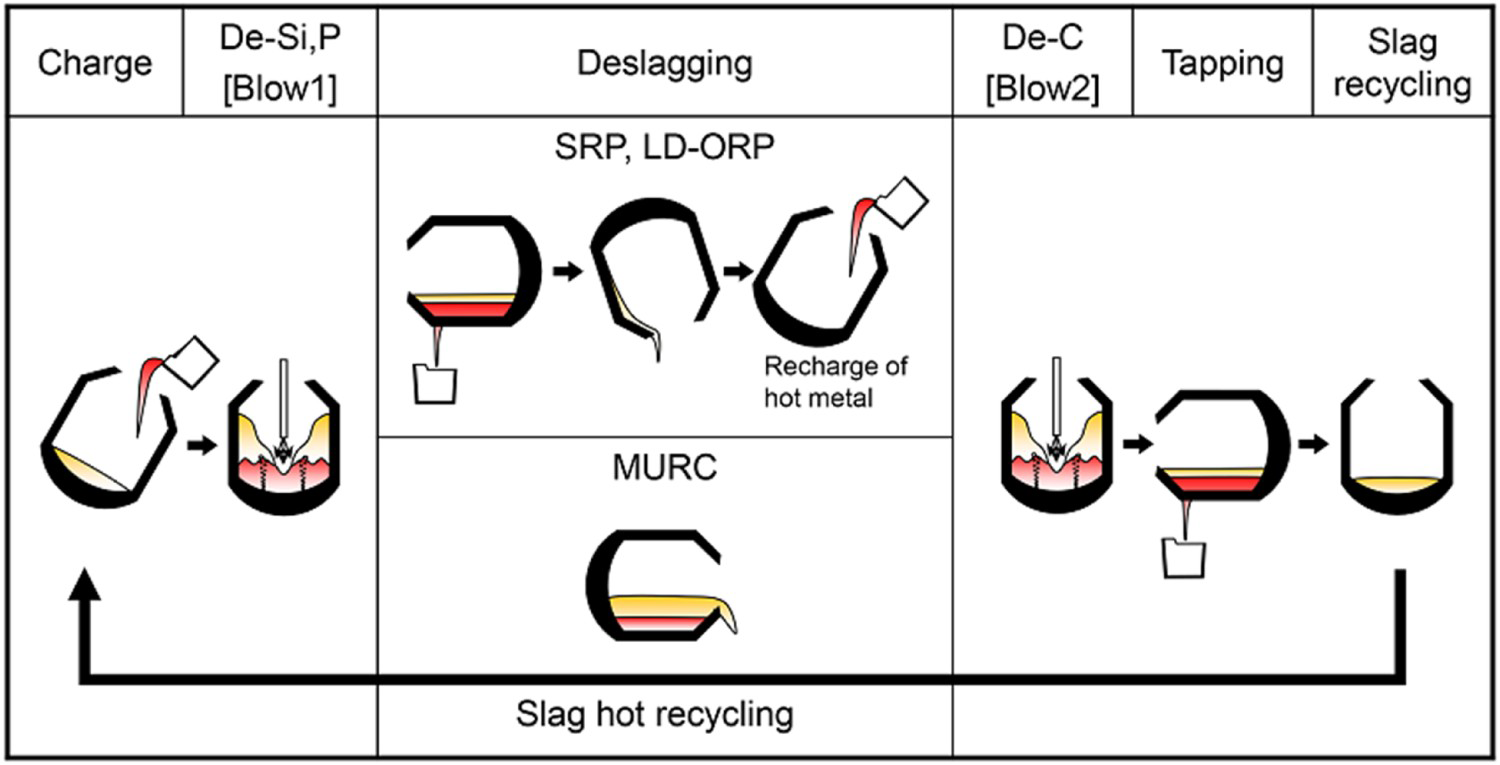
In order to promote dephosphorisation during Blow1, powder-CaO top-blowing has been developed and adopted in several steel plants. In this method, some part of CaO (dephosphorisation flux) is pulverised and injected from the top lance to a hot spot where the oxygen jet impinges, and the temperature is more than 2000°C. At the hot spot, high-temperature FeO melt is generated; therefore, the powder CaO immediately dissolves and forms CaO–FeO melt. The dephosphorisation capacity of CaO–FeO melt is extremely high and enhances dephosphorisation efficiency (Miyata et al. 2012).
Additionally, ladle slag recycling to dephosphorisation was developed. Ladle slag generated from secondary refining contains the compounds CaO and Al2O3, and its melting point is significantly lower than those of converter slag, pure CaO and pure Al2O3. Because ladle slag easily dissolves even under low-temperature conditions during dephosphorisation, the contained CaO acts as dephosphorisation agent and Al2O3 promotes the dissolution of the flux. By the combination of the powder-CaO top-blowing and ladle-slag recycling, the dephosphorisation efficiency was enhanced and the amount of undissolved CaO was decreased (Miyata et al. 2012). The concept is shown in Figure 7.
Concept of powder CaO top-blowing and ladle slag recycling by Miyata et al. (2012), used with permission.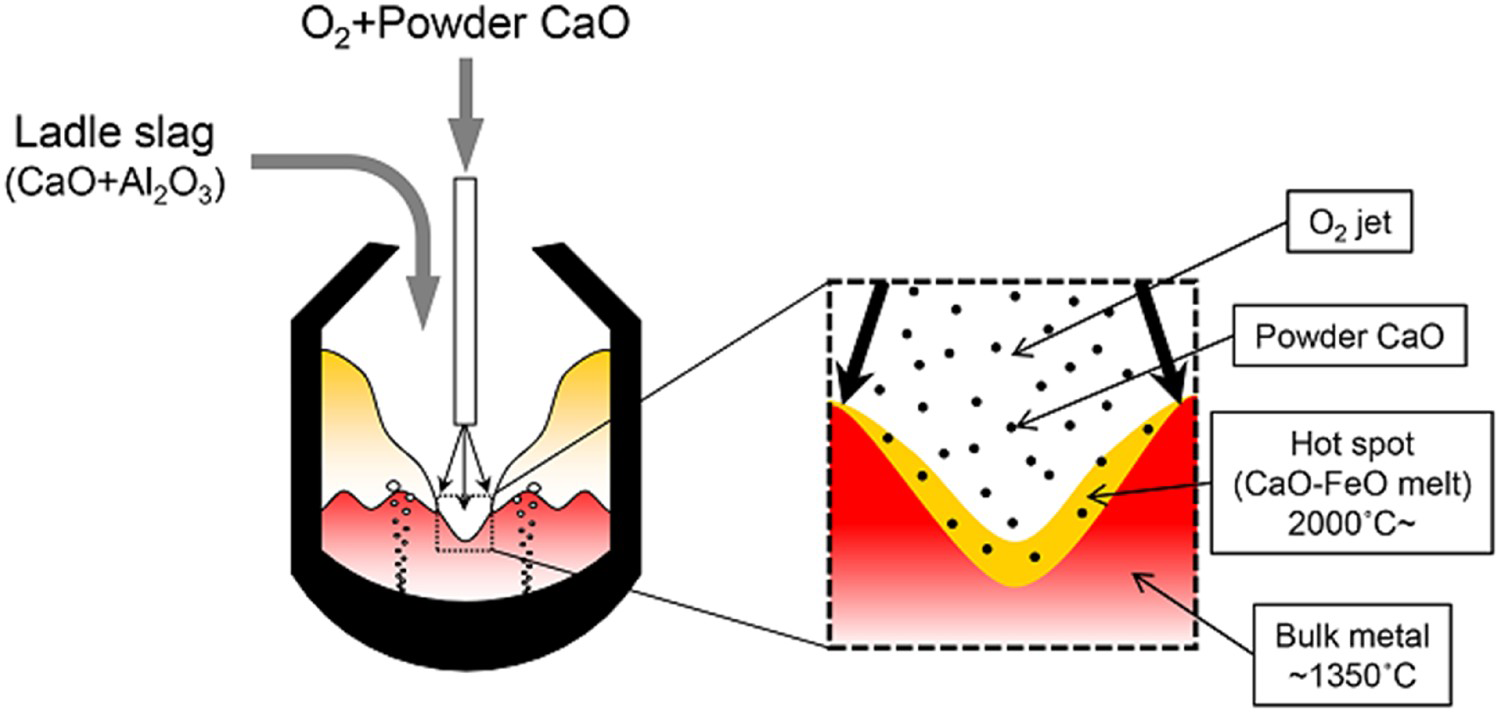
Development of chromium ore-smelting reduction using converter
Because the raw material cost of Cr and Ni accounts for a large part of the production cost of stainless steel, the development of steelmaking technology using an inexpensive chromium source has been required. In addition, because the electricity cost in Japan is higher than that overseas, the development of smelting reduction of chromium ore using a converter has been in progress since the 1980s (Fujita et al. 1988; Katayama et al. 1990). As a result of many technological developments, this process using a top-and-bottom-blowing converter has been adopted and operated industrially at JFE Steel Corporation (Taoka et al. 1990; Kishimoto et al. 1996). In this process, carbonaceous material and chromium ore are continuously fed into the converter during the melting reduction period. To prevent powdery ore from scattering outside the converter, the ore is fed into the furnace via a chromium ore addition lance. Because carbonaceous material is used as a reducing agent to reduce the chromium oxide in the chromium ore, and this is a large endothermic reaction, it is essential to increase the heat supply to the converter in order to increase the amount of chromium ore reduction. For this reason, the smelting reduction process also consumes a large amount of carbonaceous material as a heat source. Heat is supplied by combustion of carbon with top- and bottom-blown oxygen. A variety of techniques have been examined with the aim of increasing the heat supply. These include techniques for increasing the oxygen gas supply and for enhancing post-combustion (Matsuo, Saito, Katayama, Hirata, Kanemoto, et al. 1990, p. 1871; Matsuo, Saito, Katayama, Hirata, Ogawa 1990, p. 1879; Kaneko and Osame 2008). However, increasing the amount of oxygen gas increases the amount of dust generated from the hot metal, which reduces the yield of chromium and iron. Further, high post-combustion operation increases the thermal load on converter refractories and thus has the problem of reduced refractory life because the efficiency of heat transfer to the region where the chromium ore reduction reaction occurs is poor. Therefore, to reduce the consumption of carbonaceous material used as a heat source and realise an energy-saving process, development of technology by utilising burner combustion heat as a new and efficient heat source was carried out. In this new technology, all the chromium ore, which is a powdery raw material, is heated through the burner flame and fed to the converter (Okuyama et al. 2015).
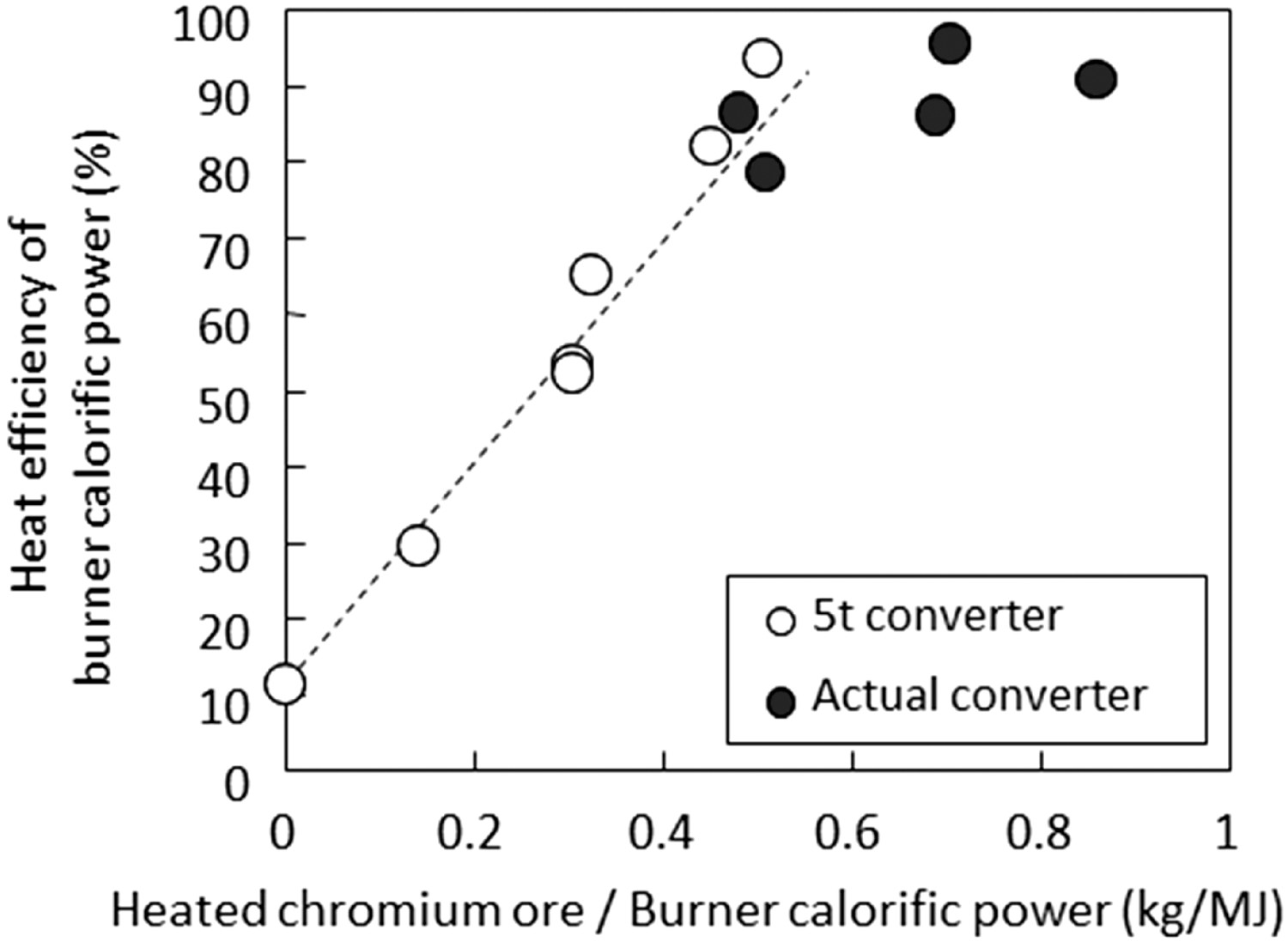
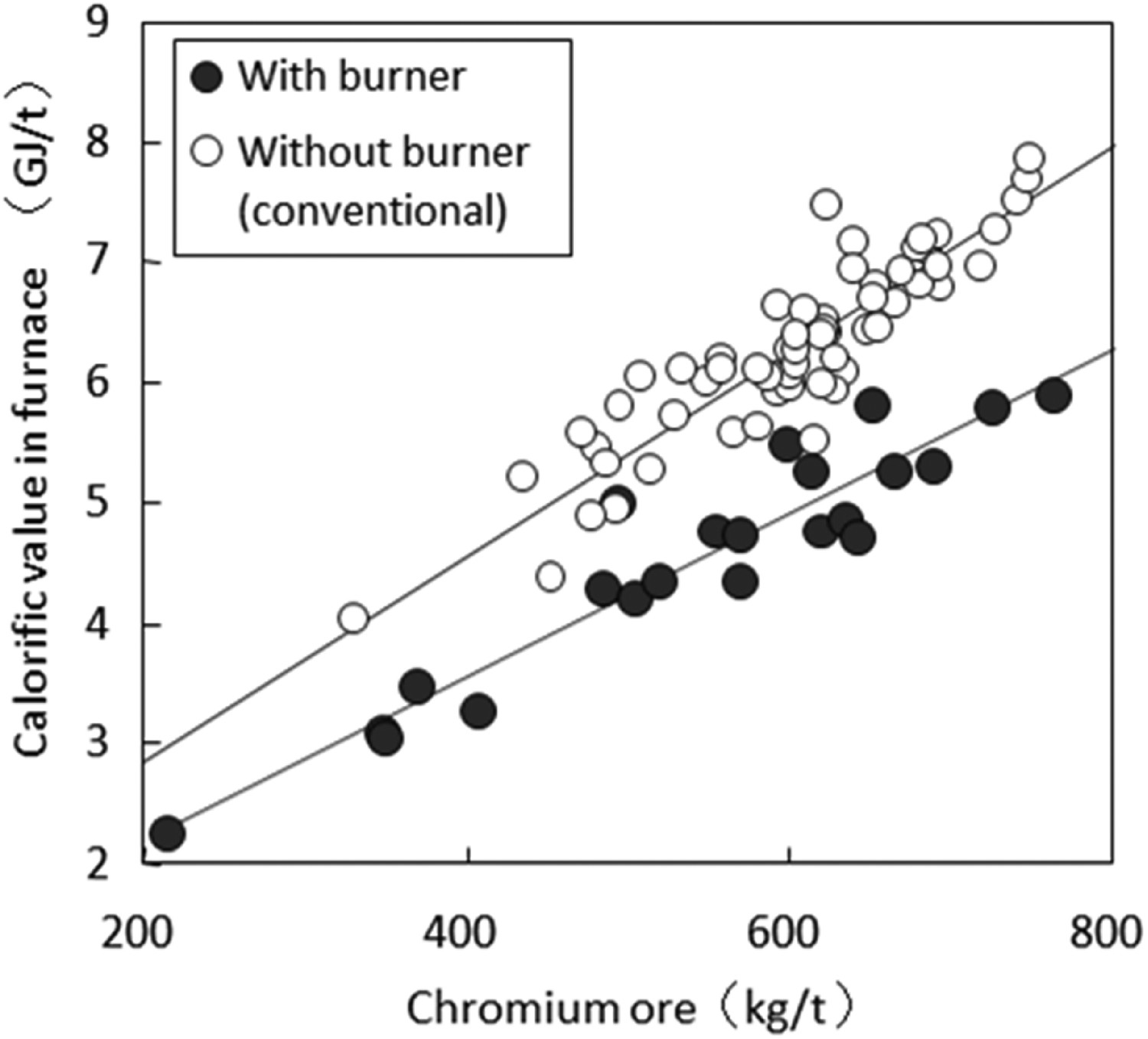
Figure 8 shows the schematic of a top-and-bottom-blowing converter and the burner lance for the feeding of heated chromium ore. This burner lance has a structure that makes it possible to feed chromium ore from the centre hole while feeding the propane-gas fuel and combustion-improving oxygen from the nozzle surrounding the centre hole. Figure 9 (Okuyama et al. 2015) shows the relationship between the ratio of the feeding rate of heated ore to the burner calorific power and the efficiency of the heat transfer of burner combustion heat in the 5-t converter for experiments and 185-t actual converter. The amount of effective heat transfer increased along with an increase in the heated chromium ore feeding rate. This result confirmed that the heated ore particles function as a medium of heat transfer for the burner combustion heat, and as a result, it is possible to efficiently transfer the burner combustion heat to the region where the chromium ore reduction reaction occurs by heating and feeding chromium ore to the converter through the burner flame. Figure 10 (Okuyama et al. 2015) shows the relationship between the amount of chromium ore and the supplied thermal energy before and after the introduction of the burner lance for feeding heated chromium ore into the actual converter. The supplied thermal energy is the total of the energy of the decarburisation reaction and post-combustion by top- and bottom-blown oxygen, and the burner combustion heat when the burner is used. The supplied energy for the same unit of chromium ore could be reduced 17% by using the burner lance for feeding heated chromium ore, in comparison with the system before the introduction of the burner, confirming that supplied energy can be used efficiently and a large energy-saving effect is achieved.
Schematic diagram of top and bottom blowing converter and the burner lance for feeding of heated chromium ore by Okuyama et al. (2015), used with permission. Relationship between the ratio of the feeding rate of heated ore/burner calorific power and the efficiency of heat transfer of burner combustion heat by Okuyama et al. (2015), used with permission. Relationship between amount of chromium ore and supplied thermal energy before and after introduction of the burner lance for addition of heated chromium ore by Okuyama et al. (2015), used with permission.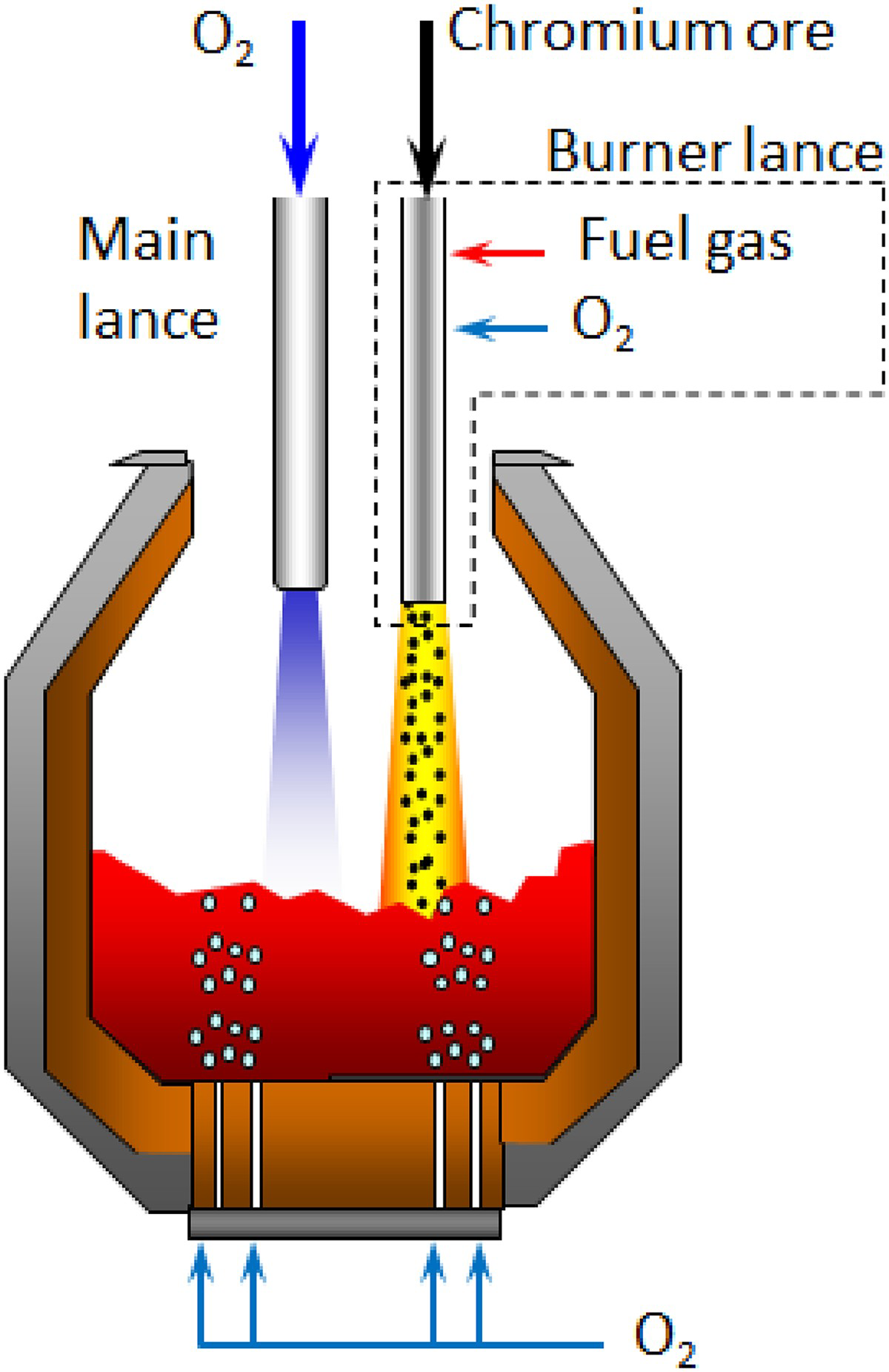
In the conventional method, only carbonaceous material is used as an energy source. In contrast, with the developed technology, part of the energy source is replaced with a hydrogen-based fuel when the burner is used, and it is possible to transfer the burner combustion heat to the hot metal and slag more efficiently. As a result, not only the amount of energy supplied for the same unit amount of ore decreased, but also the amount of energy derived from carbonaceous materials decreased 26% in comparison with the conventional method (Okuyama et al. 2013). Introduction of the burner heating and feeding technology using hydrogen-based fuel in the chromium ore-smelting reduction converter not only improved flexibility in the selection of the main raw materials including chromium sources but also reduced the amount of supplied energy in comparison with the conventional method, thereby achieving an energy-saving smelting reduction process.
Fundamental researches related to the converter technology in Japan
Outline of the fundamental research
Japanese steelmaking technology has been developed like a triple helix model. The right wheel is industry and the left wheel is academia. In industry, each company has an R&D centre, and applied and practical research is conducted. The research in academia is concentrated to the fundamentals. The rod that connects them is the role of ISIJ. The rear wheel is the government, which support the national projects. Through this system, various fundamental results were obtained that support the technological innovation of the industry.
In the initial period after the introduction of the LD converter, the activity of the LD committee was transferred to the technical committee of steelmaking in ISIJ from 1966. To promote the fundamental research on steel, ISIJ organised many research projects with the 19th Committee of Steelmaking in the Japan Society for the Promotion of Science (JSPS) and the Japan Institute of Metals and Materials (JIM). In the field related to converters, several projects were conducted, and most of them have been published in Tetsu-to-Hagané in Japanese.
In the field of thermodynamics, the activity of various oxides in slag and the interaction coefficient between solute elements in metal were precisely measured. Among the various studies, Ban-ya et al. proposed a regular solution model to describe the activity of oxide in slag (Ban-ya 1993). They determined the interaction parameter between various cations using a large number of experimental results to establish the model. As this model is simple and easy to use, many researchers have applied it to analyse their experiments. Suito et al. measured the distribution ratio of phosphorus and manganese between slag and metal and formulated the empirical equation as a function of slag composition and temperature (Suito and Inoue 1984). This equation is valuable to compare the operational result to the equilibrium. In 1968, the 19th Committee on Steelmaking in JSPS published a data book of the recommended values of thermodynamic properties to analyse the steelmaking process (JSPS 1968). This book was first revised in 1984 and translated to English in 1988 (JSPS 1988). In 2010, a new thermodynamic data book was published from JSPS (JSPS 2010). In this version, the equilibrium data of many important reactions in steelmaking were surveyed but the recommended value was not shown.
The reaction model of the LD converter was proposed by Asai and Muchi in 1969 (Asai and Muchi 1969). In this model, the top-blown oxygen was assumed to be consumed in the reaction of carbon, iron, and silicon at the cavity surface. The temperature change was calculated by the heat balance, and the dissolution rates of lime to slag and scrap to metal were considered. This simulation model was quite advanced, and the results showed meaningful suggestions even though computing capacity at the time was limited. To analyse the chemical reaction kinetics between slag and metal, Kawai et al. proposed the concept of a ‘coupled reaction’ (Kawai et al. 1984) at almost the same time that it was proposed by Robertson et al. (Ohguchi et al. 1984). In addition, Kawai studied the dissolution rate of lime into slag and the empirical formula using the J-factor was shown (Matsushima et al. 1977). These models are revised repeatedly by many researchers and are even now applied to various experiments.
Physical properties, like viscosity, surface (interfacial) tension, density, and thermal conductivity, are important to understand the various phenomena in the converter. In 1972, ISIJ published a data book on the physical properties of molten steel and slag (ISIJ 1972). This book was a final report of the research activity for 5 years, organised by ISIJ, JSPS, and JIM. In this book, the data and measuring techniques on density, viscosity, diffusion coefficient, surface and interfacial tension, specific heat, vapour pressure, thermal conductivity, electrical conductivity, and emissivity were reviewed. The physical properties of slag were summarised in the Slag Atlas published by Verein Deutscher Eisenhüttenleute (VDEh) in 1995 (VDEh 1995), but for the physical properties of molten steel, this data book has been valuable to date.
Few results were reported in the field of numerical calculation using fluid dynamics by Japanese university researchers. In this field, detailed knowledge of the actual operation is necessary. Therefore, the R&D centre of companies have developed several advanced models. The role of the university is to show the basic concept or formula for modelling, but future development is the role of the industry. Similarly, the analysis of industrial operation was never conducted in university. This is a unique point of the relation between academia and industry in Japan.
In these 15 years, ISIJ organised two projects related to converter steelmaking.
Multi-phase slag refining
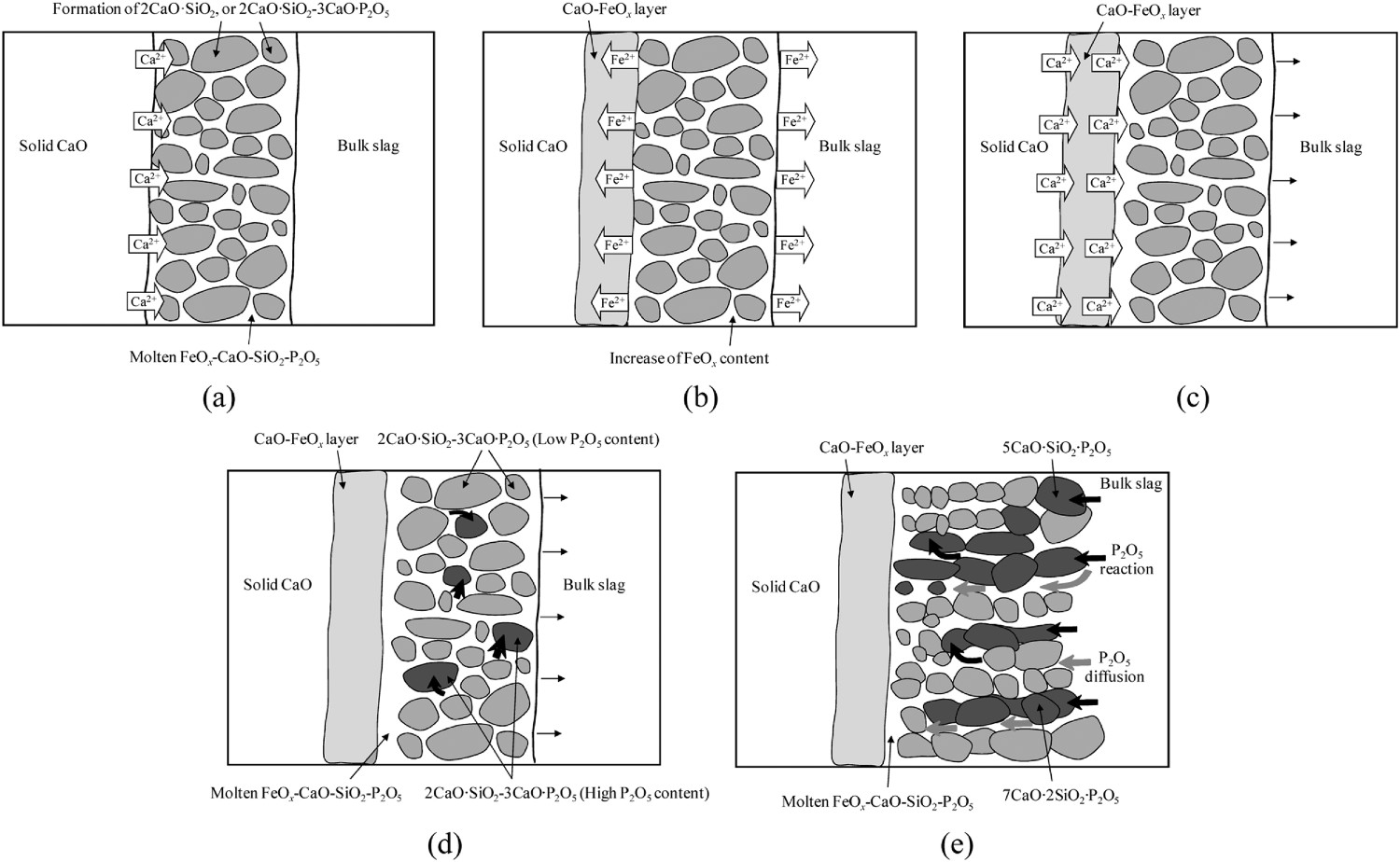
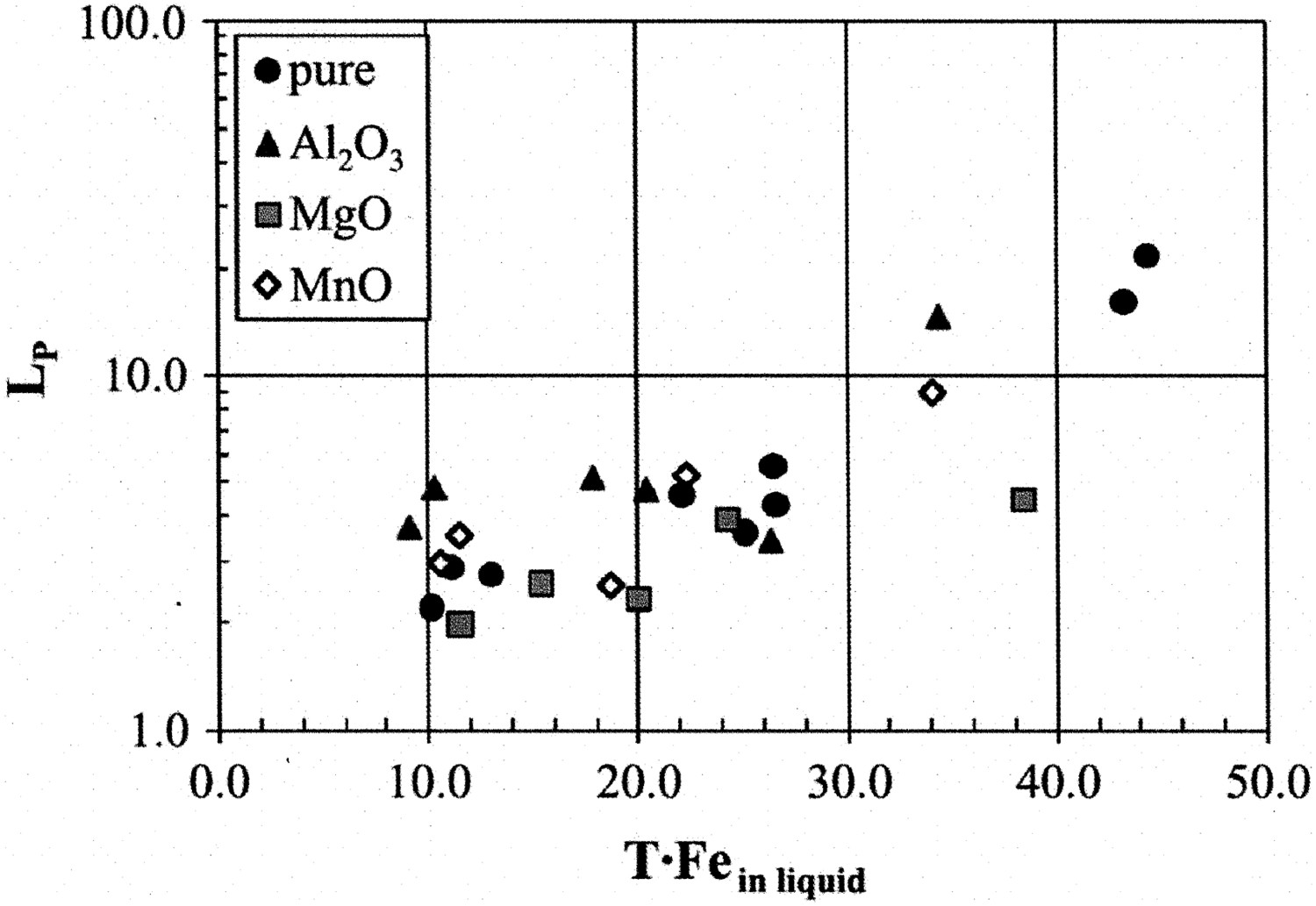
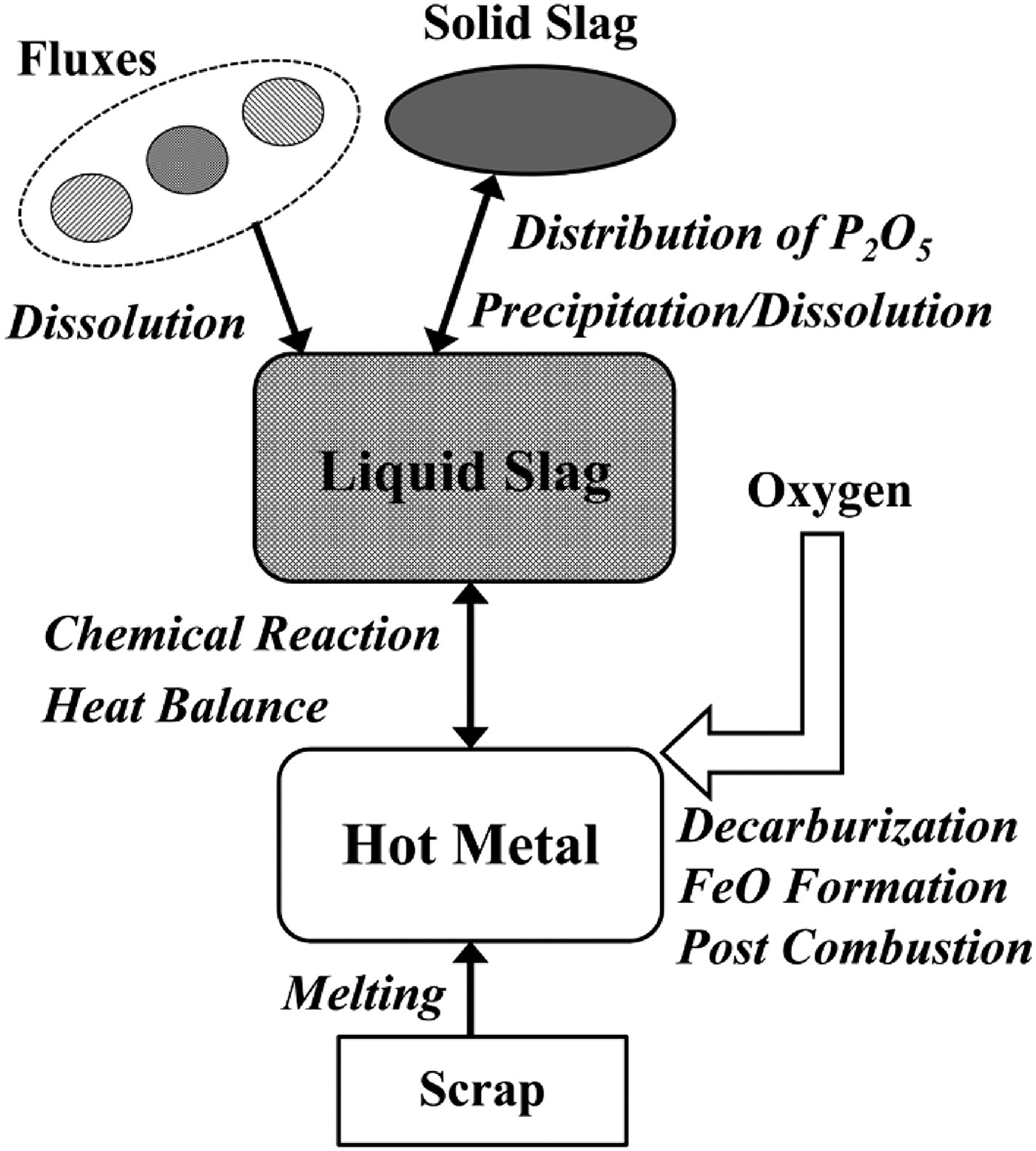
The concept of multi-phase slag refining was proposed by Tsukihashi (Tsukihashi and Hamano 2006), and from 2005 to 2008, research on this subject was conducted. This project is based on the fact that the steel refining slag is not liquid, but liquid and solid in a coexisting state (multi-phase). As the solid phase, 2CaO·SiO2 is precipitated, and this solid forms a solid solution with 3CaO·P2O5 at steelmaking and hot-metal dephosphorisation temperatures. This indicates that the phosphorus removed from the metal is concentrated in the solid phase and the dephosphorisation is enhanced by the precipitation of this phase as the phosphorus content in liquid slag is kept low (Figure 11 (Kitamura 2010)). For this project, 11 university professors and 10 industry researchers participated. Their results were published in Tetsu-to-Hagané in 2009 as a special issue on the ‘Innovative Development of Refining Processes in Steelmaking by Multi-Phase Fluxes’ (Tsukihashi 2009). In this research activity, the formation mechanism of solid solution on the surface of lime was revealed, as shown in Figure 12 (Saito et al. 2009). In addition, the phosphorus distribution ratio between the solid and liquid phases was investigated for a wide range of slag compositions, as shown in Figure 13 (Pahlevani et al. 2010). Furthermore, the viscosity of the solid–liquid coexisting state of slag (Haruki et al. 2011) and the thermal conductivity of the solid solution (Susa et al. 2009) were precisely measured. As the following activity, in 2008, Ito organised a research group to establish the process simulation model for the reaction in the converter, considering the multi-phase slag. In this model, the chemical reaction between the metal and liquid slag was calculated by the coupled reaction model and the distribution of phosphorus between the solid and liquid phases in slag was taken into account. In addition, the dissolution rate of various fluxes into slag and that of scrap metal was considered. The top-blown oxygen was assumed to have the following three functions: decarburisation, FeO formation, and post-combustion. The outline of the model is shown in Figure 14 (Kitamura et al. 2014). The operational results of the pilot-scale and industrial-scale converters were supplied from the companies, and several unknown parameters were determined by the comparison of their calculation results. The final programme was distributed to the member companies in 2011.
Concept of multi-phase refining process by Kitamura (2010), used with permission. Formation mechanism of solid solution on the surface of lime by Saito et al. (2009), used with permission. Phosphorus distribution ratio between solid and liquid phases by Pahlevani et al. (2010), used with permission. Outline of the simulation model of the converter process by Kitamura et al. (2014), used with permission.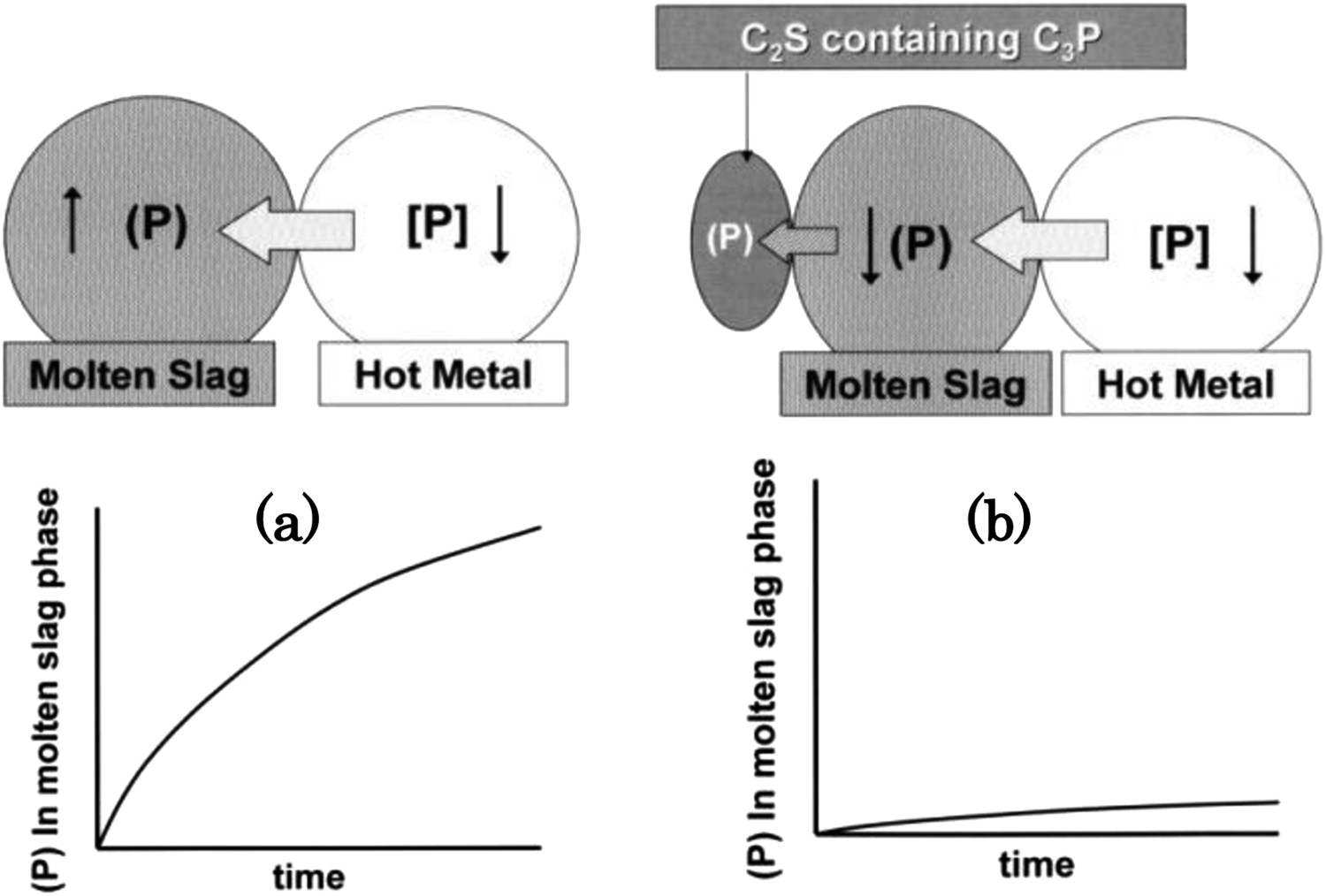
Enhancement of the lime dissolution
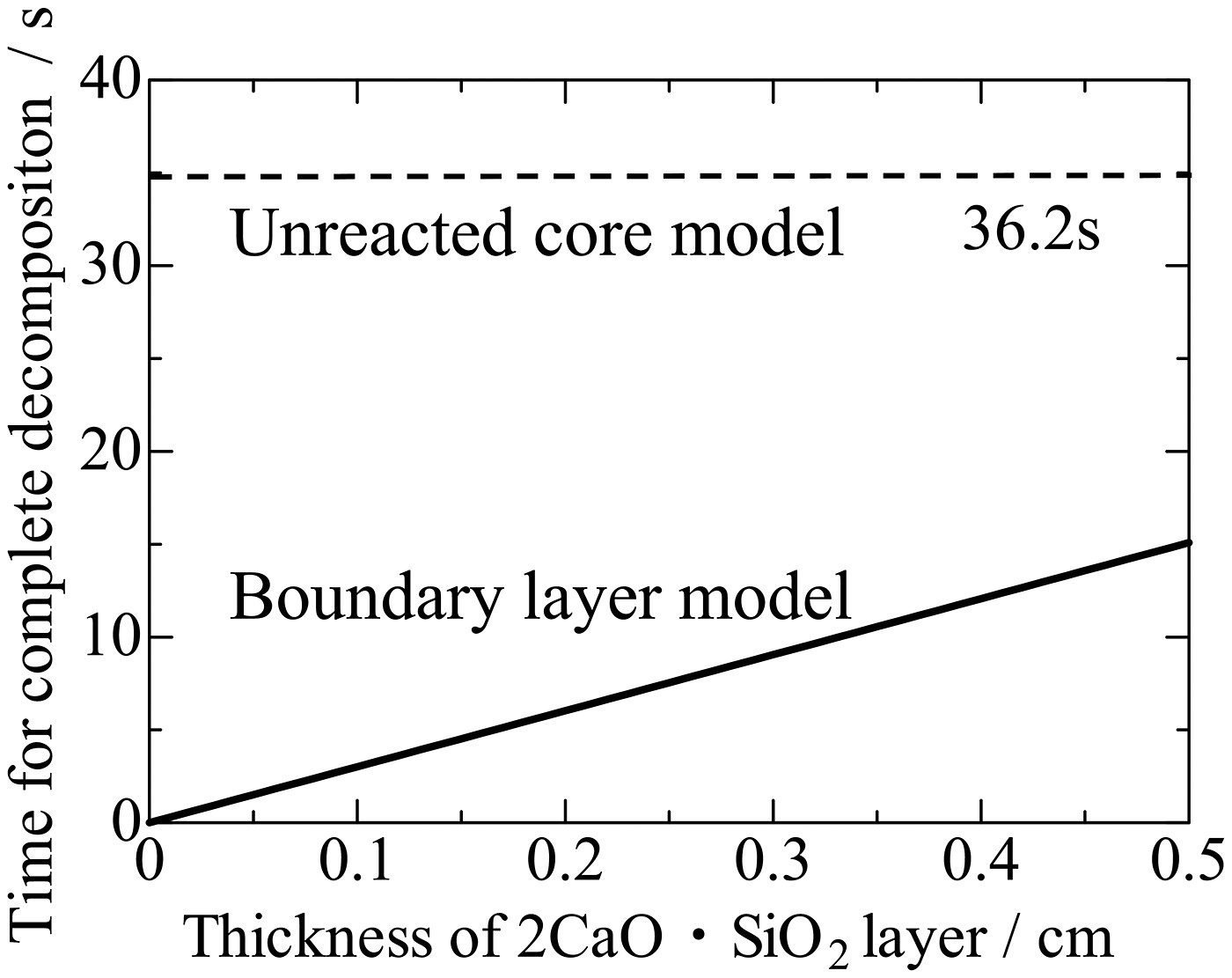
After the steelmaking process changed from the open hearth to converter, it is known that some part of the added lime was not dissolved into slag for its short refining time. This undissolved lime is called ‘free CaO’, and it sometimes restricts the valorisation of slag. Despite various studies on the dissolution behaviour of lime, the dissolution ratio is still far less than 100% and varies widely among the heats. In 2013, Kobayashi organised a new research group to investigate the dissolution of lime into slag. For this project, 7 university professors and 7 industry researchers, including a lime producer, composed the group. After 3 years of work, their results were published in ISIJ International in 2017 as a special issue on the ‘Challenge and Progress of Process Technology and Fundamental Research for the Promotion of Lime Dissolution into Slag’ (Kobayashi 2017). The formation of 2CaO·SiO2 on the lime surface is well known, and in some cases, the separation of this phase from the lime surface is a rate-controlling step of the dissolution. In this project, the thermodynamic properties of 2CaO·SiO2 were measured and the activity of P2O5 in the solid solution of 2CaO·SiO2 and 3CaO·P2O5 and the activity of FeO in the coexisting liquid were clarified (Matsugi et al. 2017). During the production of quick lime, some amount of CaCO3 remained in the centre part of the lime particles. In this project, the effect of gas formation on the dissolution rate was also investigated (Maruoka et al. 2017). A typical example of the change in CaO content in slag after the addition of quick lime is shown in Figure 15. During the gas-forming period, the CaO content sharply increased due to the dissolution of lime. As the decomposition of CaCO3 is an endothermic reaction, this result indicates the importance of the appropriate control on the residual CO2 content in quick lime. For the decomposition of CaCO3, heat transfer is necessary. Therefore, the thermal conductivity of the solid solution of 2CaO·SiO2 and 3CaO·P2O5 was measured (Kobayashi et al. 2017) and showed that the measured value was almost half of that of pure CaO. By using this result, the heat transfer rate in the quick lime particle was calculated. The results of the calculation are shown in Figure 16. Assuming that the heat transfer in CaO is the rate controlling step, the time to decompose the residual CaCO3 was about 36 s, which agreed with the observation. In addition, in this group, the acceleration of dissolution by ultrasonic irradiation (Okumura 2017) and measurement of the gas fraction in foaming slag (Harada et al. 2017) were conducted.
Typical example of the change in CaO content in slag after the addition of quick lime by Maruoka et al. (2017), used with permission. Calculated heat transfer rate in the quick lime by Kobayashi et al. (2017), used with permission.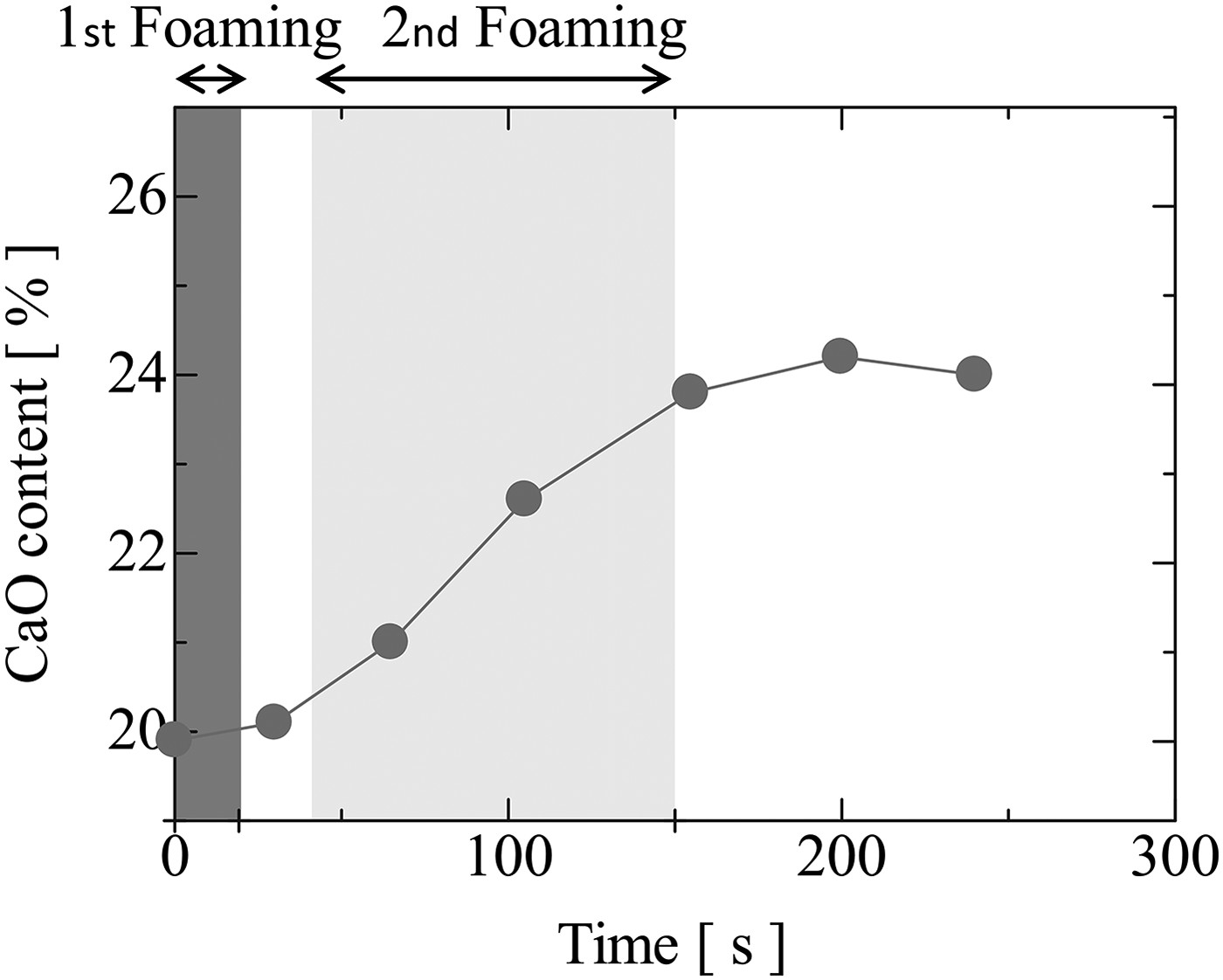
Conclusions
In this paper, the history and latest trends in the converter-based steelmaking process in Japan were summarised. In the first chapter, a brief history was introduced. After World War II, Japanese steel companies introduced the LD converter, and various original technologies have since been developed to increase productivity, reduce the production cost, and improve the quality of steel. Top lance with multiple holes, waste-gas recovery by the OG process, and dynamic control using the sub-lance are the typical examples.
The limitation of the LD converter had gradually been understood over about 20 years from its introduction, and the necessity of the additional stirring was recognised. The development of various types of top-and-bottom-blowing converters (combined-blowing converter) was achieved. By using this process, hot-metal dephosphorisation and smelting reduction were developed, and the details of these processes are introduced in the second chapter.
Finally, in the third chapter, fundamental research related to the converter technology is shown. Japanese steelmaking technology has been developed by the collaboration of university and industry. In industry, each company has an R&D centre where the applied and practical research is conducted. The research in academia is concentrated on the fundamentals. Various fundamental results were obtained in the fields of thermodynamics, the measurement of physical properties, and the reaction model of the LD converter. Recently, research projects on ‘multi-phase slag refining’ and ‘enhancement of lime dissolution’ have been pursued, and the results were published as a special issue in ISIJ International.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.