
Abstract
The requirements for the size and performance of fabric 3D five-directional braided variable cross-sectional tube can be met by using the appropriate reducing-yarn technique. Compared with the fabric processed with invariable cross-sectional yarns, the theoretical model of geometric structure and properties of variable cross-sectional yarn fabric is more complex. Based on the constituting method of yarn and the variation law of fabric, fiber volume fraction has changed greatly. The fabric is divided into different zones according to the constituting method of yarn in its unit cell, and the unit geometry models corresponding to different zones are established. The fabric geometry size and fiber volume fraction distribution are predicted. Research result shows that the model can describe the characteristics of braided fabric accurately. Therefore, the model lays theoretical foundation for the fabric structure design of the variable cross-sectional tubular fabric braided in 3D five-directions.
Keywords
Introduction
The components made of variable sectional tube based on 3D five-directional braided technology have been used for the light and heat-resistant structure in the aeronautics and space industry. The machining process, structural design, and properties of profiled components made of 3D braided composites have become important research areas.
Adding the fifth directional yarn into the 3D braided fabrics can improve the performances of composite components, such as tensile strength, torsion resistance, shear strength, etc. 1 The 3D five-direction tubular braided fabrics have been used as the reinforcements in manufacturing various tubes, taper sleeves. Li et al. 1 – 3 have analyzed the microstructure of 3D five-direction braided fabrics and laid the foundation for studying the performances of straight-tubular components. The early research results 4 – 9 on the microstructure of 4-step 3D tubular braided fabrics could not meet the requirements for the design and performance analysis of variable cross-section tubular 3D five-direction braided fabrics. The geometrical model of this kind of braided fabric is different from the rectangular cross-sectional ones. The special fabric's geometry such as variation of cross-sections along the axis makes its braiding process, microstructure, and performance analysis more complex.
To meet the requirement for overall dimensions, the performance research of 3D five-direction tubular braided fabrics remains unknown. The reducing-yarn technique has been applied for the braiding process of the reinforcements in some composite components. 10 – 12 Different reducing-yarn fabric structures generated by 3D five-direction braiding are analyzed, 12 and the conclusion there is that the technique of reducing the sectional dimension of yarn is the optimal reducing-yarn technique. The reducing-yarn technique involves the way to meet the fabric's requirements on geometrical size and performance, and the study has not yet been given due to the effect of reducing-yarn technique on the structural parameters and performance. 13 The control over the overall dimensions of tubular braided fabrics produced by reducing-yarn technique and the calculation of fiber volume fraction inside the fabric become extremely complex, which makes the design of yarn parameters and quality control of this kind of braided fabrics more difficult.
Variable cross-sectional tubular 3D five-direction braiding technique
For 3D tubular braided fabrics, the braiding method either by changing the numbers of yarn or by changing the sectional area of yarn can meet the requirements of dimensional design and performance.
Reducing-yarn technique with reducing arrays.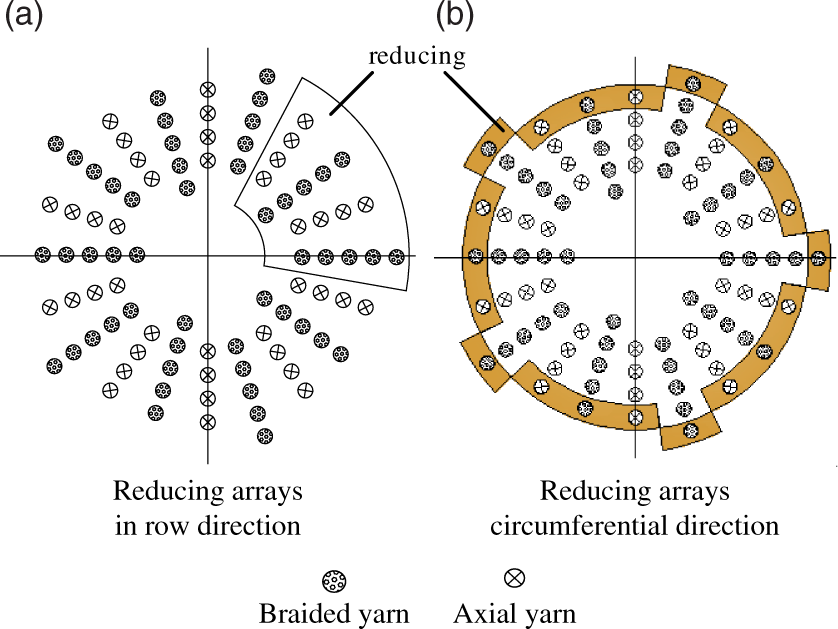
Considering the structure integrity and operability, the reducing-yarn technique in circumferential direction is better than that in the row direction since the former is simple and feasible, and the fabrics produced have a complete inner structure.
Reducing-yarn technique with thinning yarn.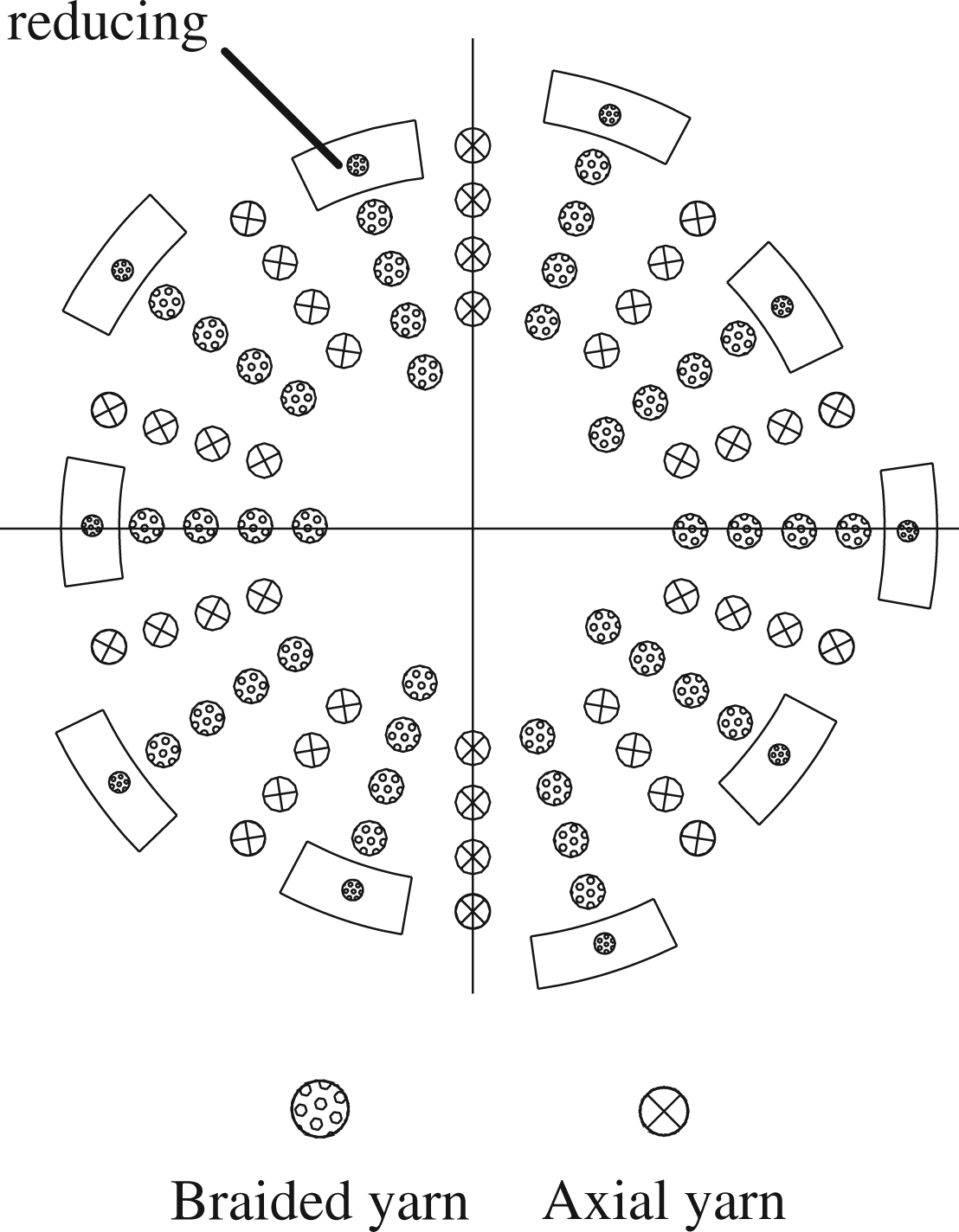
Analysis of internal structure of variable cross-sectional tubular 3D five-directional braided fabrics
With regard to 3D tubular braided fabrics, the braiding method either by changing the numbers of yarn or by changing the section area of yarn can meet the requirements for design dimension and performance.
Compared with the braided fabrics produced by reducing-yarn technique, the microstructure unit of tubular 3D five-directional braided fabrics with thinned yarn is the combination of non-thinned and thinned yarns. The microstructure of fabrics can be divided several zones based on the combination methods.
For the braided fabrics produced by multi-step complete uniform thinning braiding technique, its process can be divided into non-reducing-yarn zone, non-reducing-yarn and reducing-yarn transition zone, gradual reducing-yarn zone, gradual and complete reducing-yarn zone, and complete reducing-yarn zone.
In the braiding process of multi-step complete uniform thinning yarns, the thinning yarn technique is carried out when the braiding yarns are moved to the outside race. When the thinned yarns enter into the internal of fabrics again, its cross-sectional area remains unchanged. The combination law of yarns with different thinning degree inside of fabrics is shown in Figure 3.
Fabric zones.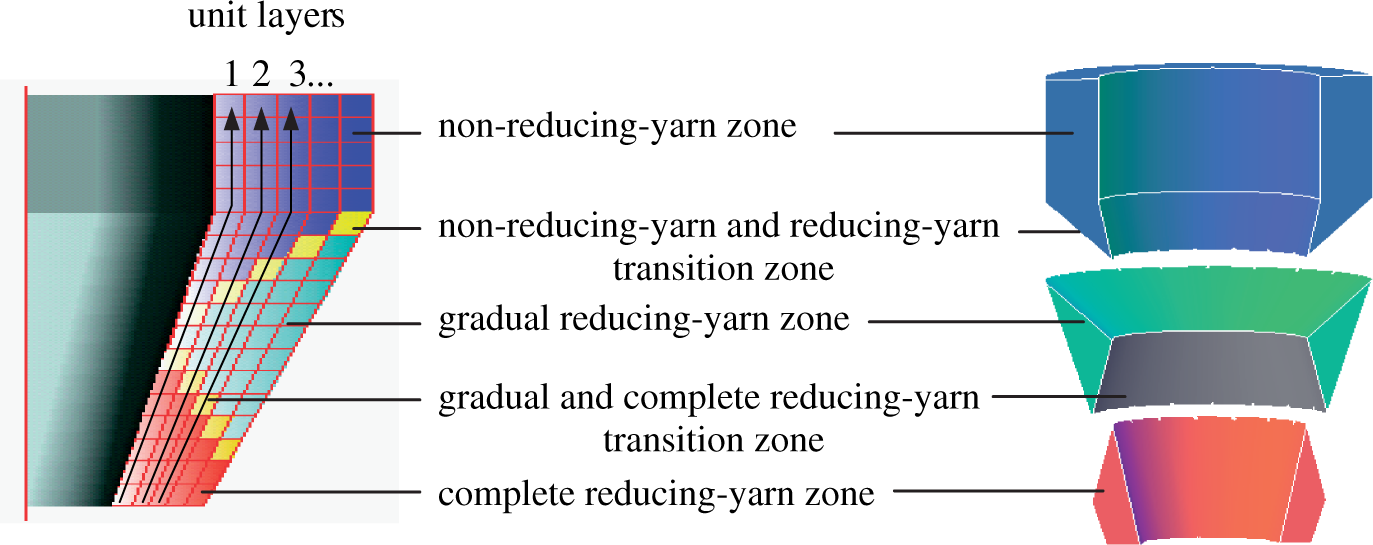
The use of yarn-thinning technique makes the fabrics in different sectional position meet different geometries. The yarn's combination of the fabric unit in different zones are different. The braided fabrics can be zoned based on the reducing-yarn process, as shown in Figure 4. Set S stands for the cross-sectional area of primary yarns, the cross-sectional area of thinned yarn is Sk = fkS, the percentage of area occupied by the thinned yarns in the primary yarns is fk (k is the thinning folds), and F stands for the cross-sectional area of axial yarn.
The fabric unit in different zones.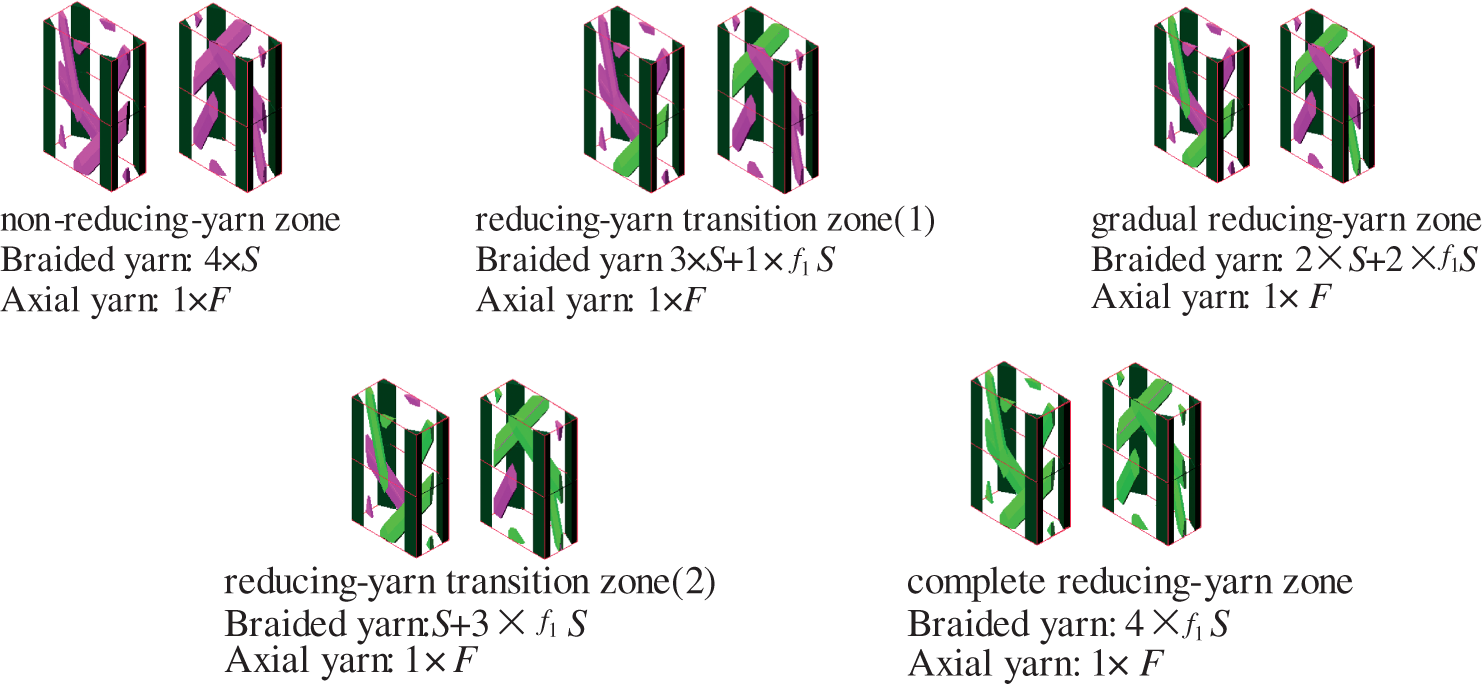
Geometrical model of variable cross-section tubular 3D five-directional braided fabrics
By establishing the analytical model for associated zones, the geometrical size of braided fabric can be controlled precisely by controlling the reduction of sectional area of yarn.
The variation of yarn geometry will not change the sectional area of yarn; The sectional shape of the braiding yarn is a variable hexagon, and the axial yarn is a variable tetragon; The axis of tubular braided fabric is a straight line;
The braided fabrics are tightened uniformly and attach to the mandrel tightly in the braiding process.
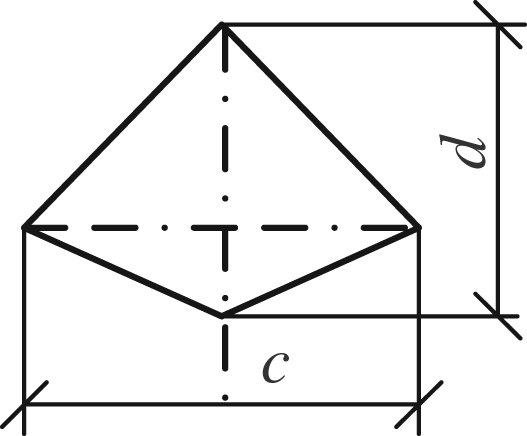
Variable cross-section tubular 3D five-direction braided fabric and its unit geometrical model.
Note that the cuboid unit is equivalent to the sector unit of braided fabrics in the form of body of revolution (see Figure 6); the geometrical structure of the cuboid unit has length A, width B, and height δ.
Equivalent method of the sector unit of braided fabrics.
According to the geometrical relation shown in Figure 6, we have:
Cross-section parameters of one braided yarn. Cross section parameters of one axial yarn.
The unit volume remains unchangeable in the equivalence of the sector unit of braided fabrics, and the braiding pitch is identical before and after equivalence. That is

The unit radial thickness can be derived from Equation (3), that is


The half angle γ and height h of triangle (see Figure 7) can be expressed as


Similarly, for the axial yarn with variable quadrilateral section shown in Figure 8, the constant section area of the yarn is 
The directional angles α, β.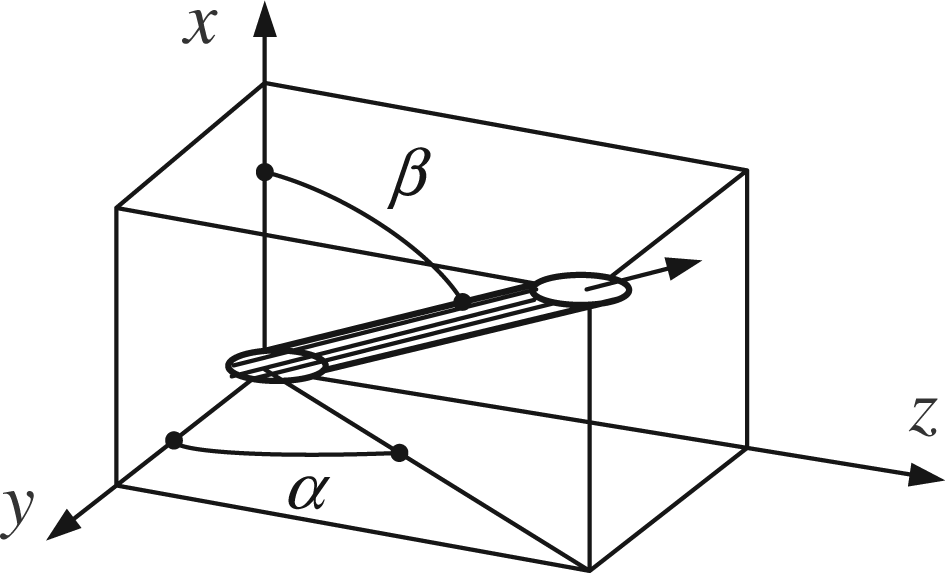
According to the geometrical relation shown in Figures 6, 8, and 9, there is

The outline radius of braided fabrics is
The outline curve Rout = F(x
out
) of tubular braided fabrics can be determined by the set of following points
The internal contour curve Rin = F(xin) of tubular braided fabrics is determined by the outline curve of axial section of mandrel.



The yarn volume of this unit is

The fiber volume fraction of this unit is


The yarn volume of this unit:

The fiber volume fraction of this unit:

In the same section of braided fabric, by accumulating the radial thickness of a unit in a different reducing-yarn status, the radial thickness and outside diameter of braided fabric in relevant position can be obtained, and the geometry of entire tubular 3D braided fabrics can be determined completely.
Fiber volume fraction of variable cross-section tubular 3D five-direction braided fabric
Two kinds of 3D five-direction tubular braided fabrics obtained by both non-reducing-yarn and reducing-yarn techniques are braided with the same mandrel and have the same arrays.

Variation law of braiding pitch is identical;
Braiding technique is that the section size of yarns in the taper segment is reduced step by step without reducing the section size of yarns in the cylindrical segment.
Fiber volume fraction of this tubular 3D five-direction braided fabric can be predicted by means of the above established mathematical model.
The fiber volume fraction distribtuion of braided fabrics.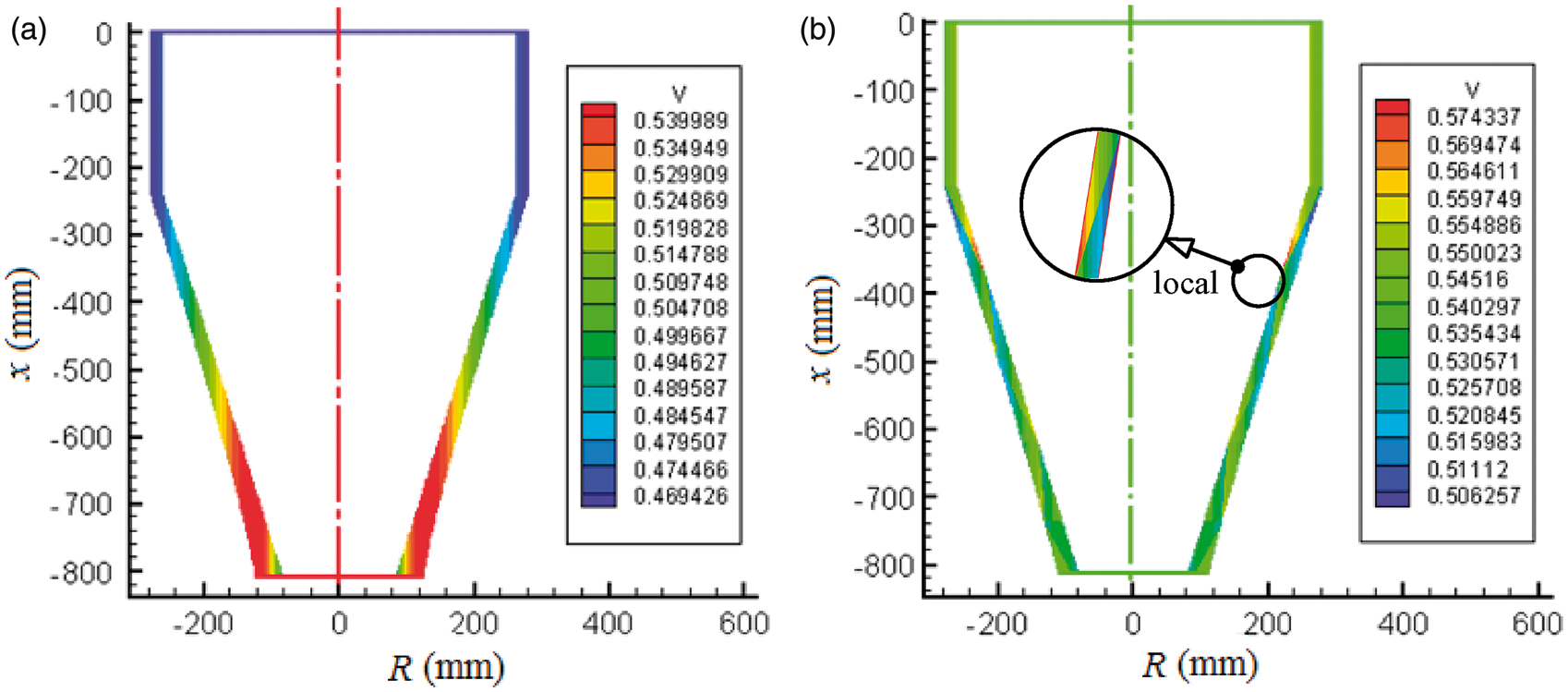
Variation of fabric fiber volume fraction of fabric is mainly within the range 53.54%–57.43%; the gradient did not affect the fabric performance in actual application.
Prediction of structural shape of variable cross-section tubular 3D five-direction braided fabric
3D five-direction braiding technology uses the same mandrel, arrays and initial braiding yarns. The braided fabrics with different geometrical size can be obtained by adopting non-thinning-yarn technique and multi-step thinning-yarn technique.
From Figure 11, the difference in radial thickness of variable cross-section 3D fabrics braided by reducing-yarn technique can be seen clearly (shown in Figure 11(b)). If necessary, the optimized compound reducing-yarn technique can be used to make the fabric thickness more uniform.
Two kinds of geometrical sizes of tubular 3D five-directional braided fabric with different braided technologies.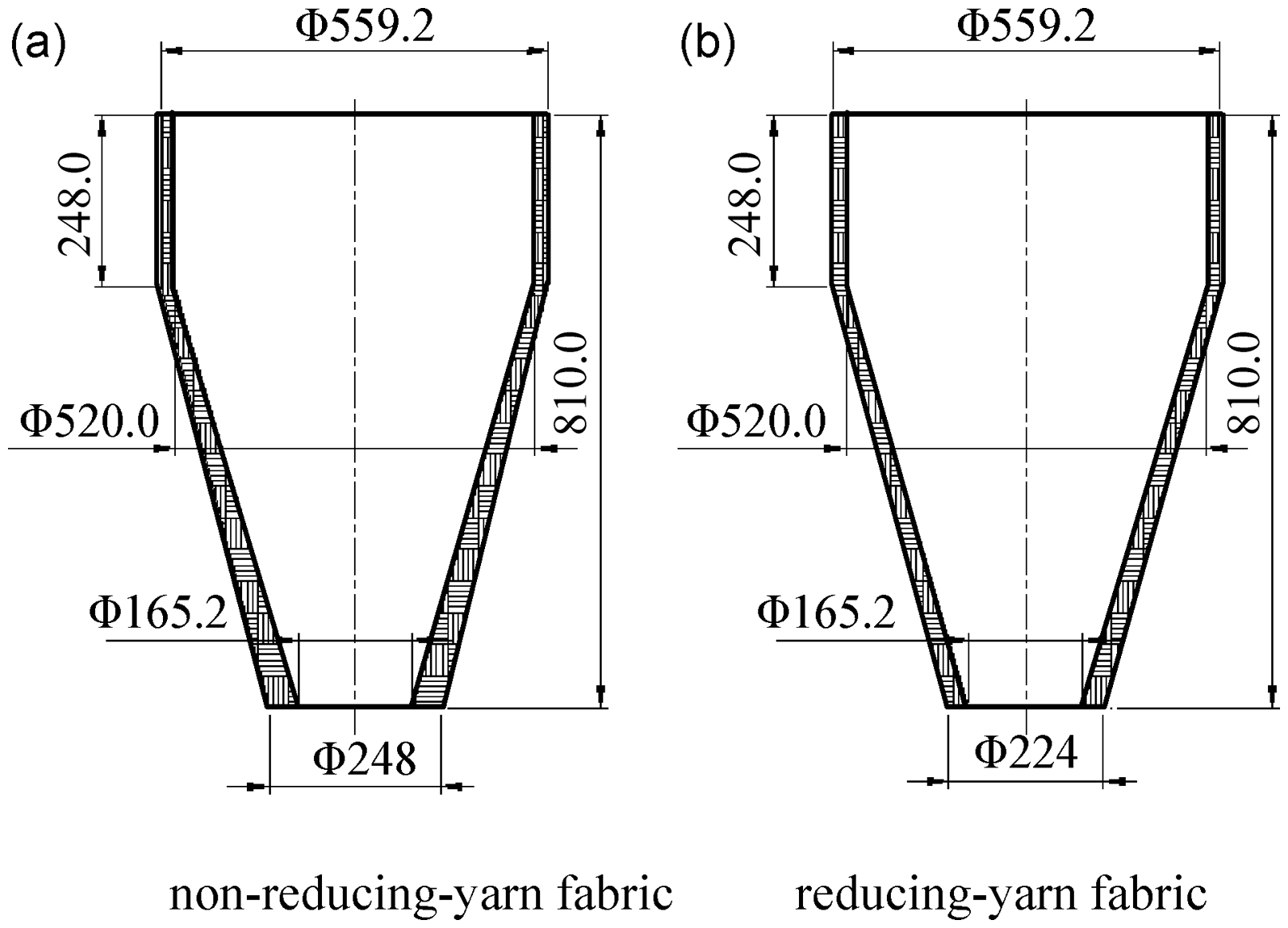
Comparison of theoretical prediction and measured geometrical sizes of tubular braided fabric
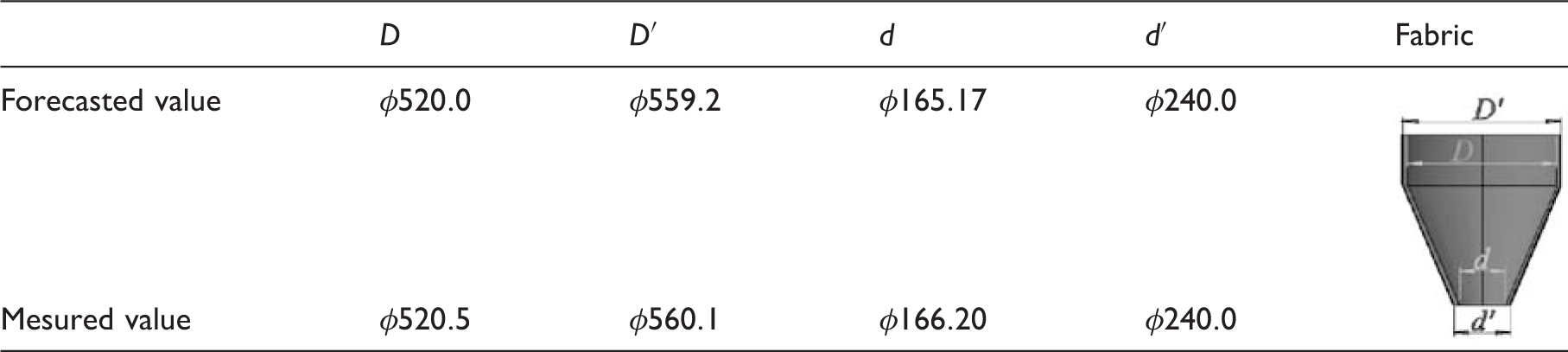
Requirements for both the fabric fiber volume fraction and its geometrical size can be met by regulating the geometrical parameters of yarn, array of yarns, and reducing-yarn law. In turn, braiding technique parameters can be determined according to the design dimensions of component.
Contrast experiment
2D gray images of different axial positions can be obtained by scanning layer by layer the integral tubular 3D five-direction fabrics braided with thinning-yarn technique by medical CT device. The fabric fiber volume fraction can be measured indirectly through sampling the scanning results with image identification software.
Three samplings are carried out respectively at inside, outside, and the middle in the same orientation of different sections of fabrics. The fabric fiber volume fraction can be acquired by averaging the three sampling results. The comparison of the measured results with theoretical predictions is illustrated in Figure 12.
The contrast of measured results with theoretical forecasting results of the fabric volume fraction.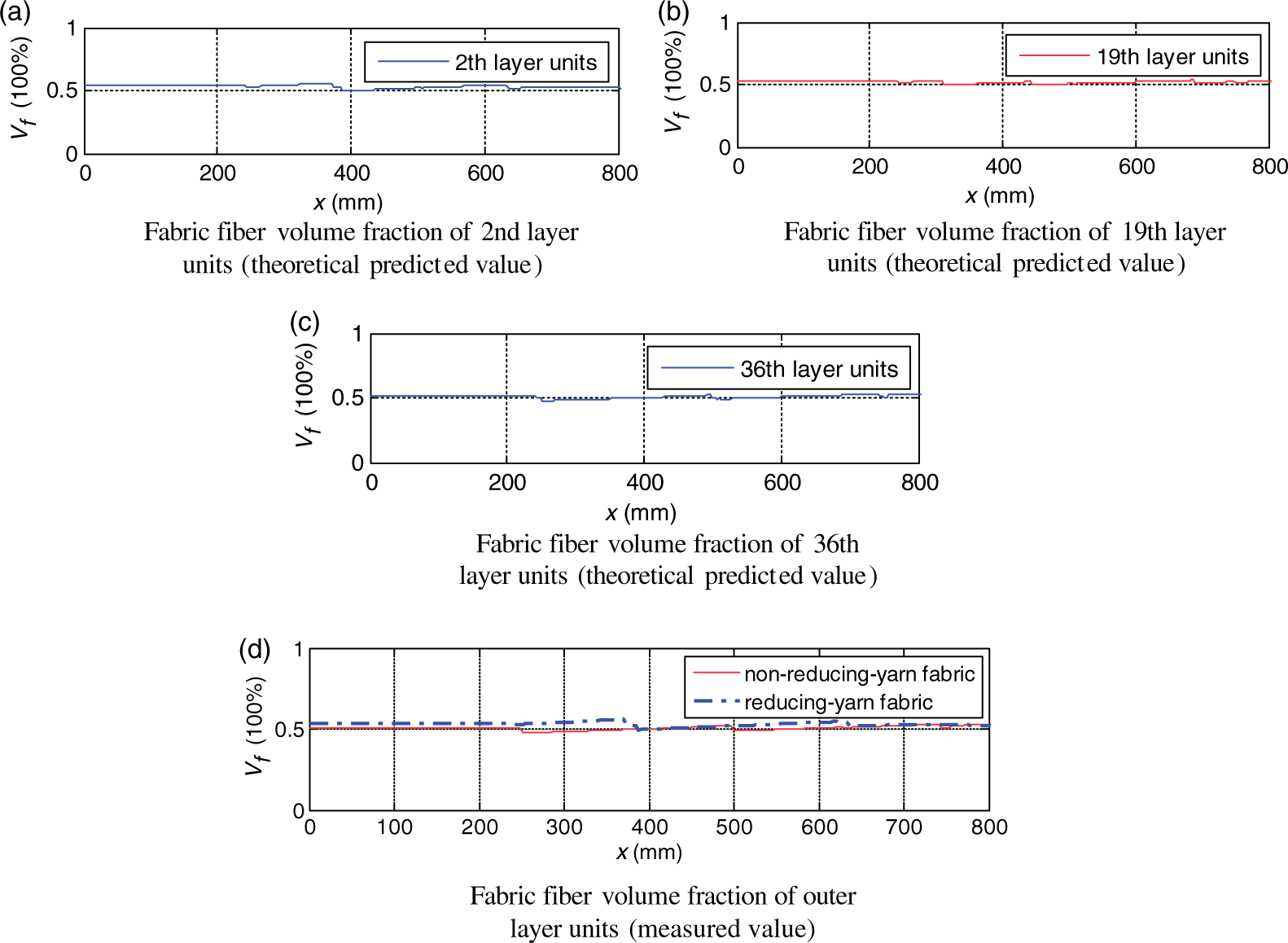
It can be seen from Figure 12(a-c) that the fabric fiber volume fraction predicted by the mathematical model established in this paper is consistent with that measured by the experiment (shown in Figure 12(d)).
Because the mathematical model used the same pitch in fabrics sub-section, the fabric surface is jagged and not smooth enough (shown in Figure 12). If the reasonable gradient pitch is used in the predicting process, the fabric would get a smooth outer surface. The measured size of errors of fabric external dimensions can be ignored (relative error values is very small, e/D ≤ 0.125 %), but the mutation value of the fabric fiber volume fraction is inevitable.
Conclusion
The fiber volume fraction of variable cross-section tubular braided fabrics without use of reducing-yarn technique varies, and the gradient is relatively large. Whereas, the gradient of whole fiber volume fraction of 3D five-direction braided fabrics becomes smaller, and the performance tends to be uniform.
The ideal geometry of braided fabrics can be acquired by adjusting braiding parameters, such as the geometrical sizes of yarns, arrays of yarns, braiding pitch and so on. By regulating the reducing-yarn law, the requirements of fabrics for design dimensions can be met more accurately so that the fabric performance can be optimized. The current work provides a theoretical basis for the optimal design of braided fabrics in early stage.
Footnotes
Acknowledgment
The research was supported by Natural Science Foundation of Henan (China. No. 072300440090) and Natural Science Foundation of Jiangsu (China. No. BK2009002).