
Abstract
Microstructure evolution of 15 wt% boron carbide particle reinforced aluminum matrix composites (B4C/Al composites) with titanium addition during liquid-stirring process was dynamically characterized in this paper. B4C particles were rapidly dispersed under the mechanical stirring. Many B4C clusters were formed in the melt before 20 min, but gradually scattered in matrix beyond 20 min, owing to further reactive wetting through interface reaction in addition to stirring. After rapid improvement, distribution uniformity slowly approached to completely uniform distribution during 20–55 min, even better than random distribution at 55 min. Interface reaction produced Al3BC, TiB2, and AlB2 by B4C erosion and Al3Ti decomposition; however, AlB2 only precipitated in matrix after long time stirring. The growth of TiB2 transformed from a fine layer to discretely coarse crystals on the B4C surface. Reaction mechanism and relationship between reactive wetting and particle dispersion were discussed.
Introduction
Boron carbide, known for its high hardness (9.5+ in Mohs scale), low density (2.52 g/cm3), good thermal stability (melting point 2427℃), high chemical, and wear resistance, is a promising covalently bonded ceramic material used as reinforcement in Al matrix.1–3 In recent years, B4C/Al composites have been widely applied in the nuclear industry due to the high ability of B 10 to capture neutrons (3850 barns).4,5 B4C/Al composite of 15 wt% is one of the neutron absorber materials used for spent fuel storage and transportation application. 6 Among all the manufacturing methods, liquid-stirring casting is a practical technique to produce B4C/Al composites since it is cost-saving and offers a wide selection of materials and processing conditions, which introduces reinforced particles into molten metal through a vortex created by a mechanical impeller.7,8 Two aspects of particle distribution and interfacial reaction have to be seriously considered during liquid-stirring process of B4C/Al composites, 9 which directly determine preparation success and mechanical property of B4C/Al composites.
Particle distribution greatly influences the mechanical properties of metal matrix composites such as fracture strength and plastic deformation. A clustered distribution is easier for crack propagation than uniform one because of the constrained deformation in clustered matrix. 10 Damage accumulation preferentially occurs in clustered regions ahead of a propagating crack tip. 11 Higher ductility is exhibited by composites with more uniform particle distribution, especially when particle distribution becomes more regular than that of random one. 12 Mechanical property of B4C/Al composites is also dependent on interfacial microstructure as the load transfers to reinforcements through interface. 13 Interfacial reaction layer thinner than one micron is thought to be beneficial to mechanical property since it usually enhance both chemical and mechanical bonding between particle and matrix. 14 Therefore, in order to obtain uniform distribution of B4C particles with few clusters and well bonded interface, it is important to find out the real evolution of particle dispersion and interfacial microstructure in the B4C/Al composites.
However, besides poor wetting by liquid Al, B4C strongly reacts with molten Al to produce Al3BC and AlB2 phases, resulting in rapid quantity increase of total secondary phases in B4C/Al melt.2,15,16 Increased particle quantity deteriorates the fluidity of melt and brings difficulty in followed casting process. 17 To suppress the interfacial reaction, active element Ti is chosen to add into melt using K–Al–Ti–F flux or Al–Ti master alloy.18,19 Additive Ti will participate in interface reaction and form a protective layer surrounding B4C particles, hindering further reaction and promoting wetting. Although researches have focused on the interface reaction in the past, few investigated on how interface varied at the stirring stage. It is practical to figure out the physical and chemical process of interface reaction. On the other hand, since they simultaneously take place during stirring process, associated effect of mechanical stirring and reactive wetting on particle dispersion is expected to be existence. Information should be obtained to reveal the change of B4C distribution and interface, as well as their interaction during melt stirring process of B4C/Al composites.
This article aims to study microstructure evolution of B4C/Al composites during dynamically liquid-stirring stage, trying to obtain information about practical manufacturing process and reveal the relationship between B4C particles dispersion and interfacial reaction. Observation of interface and quantitative characterization of B4C particles distribution were carried out to understand the stirring process of B4C/Al composites by liquid-stirring casting technology.
Experimental procedure
Sampling time of specimens during stirring process.

Solidified samples with size 3 × 10 × 10 mm3 were polished by both ion beam (IB-09020CP, JEOL) and mechanical polishing methods. Mechanical polishing was down to 1µm by diamond suspension. A scanning electron microscopy (SEM, TESCAN MIRA 3 LMH), in back scattered electron (BSE) mode, equipped with Energy Dispersive Spectrometer (EDS), was used to observe the interfacial microstructure and particle distribution. Software Image-Pro Plus 6.0 was used to quantify volume fraction of B4C particles in matrix, which was statistically measured on at least 10 BSE pictures of each sample under 500 × magnification. X-ray diffraction test (Dlmax 2500) was performed on solid and powder samples to identify reaction products. Powder sample was obtained by dissolving solid sample in dilute hydrochloric acid solution (1.2 mol/L) to eliminate the diffraction of Al matrix.
To characterize uniformity of particles distribution, Dirichlet tessellation, introduced in Murphy et al.
12
and Boselli et al.,
21
was carried out on BSE pictures of B4C/Al composites. Basically, Dirichlet tessellation involves constructing an enclosed cell around the centroid of each particle, which contains the region of space that is closer to the centroid of that particle than to any other. Then, one can use the statistics data of cell areas to characterize the distribution uniformity of B4C particles. Two parameters of coefficient of standard deviation of cell areas and clustering parameter (P) are derived from Dirichlet tessellation. Clustering parameter P is defined as follows

where V1 is the variance of cell areas of real distribution and V2 is the variation of cell areas of corresponding random distribution.
Results and discussion
Figure 1 presents the distribution of B4C particles during dynamically melt-stirring process. With increase of stirring time, the quantity of B4C particles (black) gradually increases while that of Al3Ti particles (white) inversely decreases in the captured samples. Al3Ti completely disappears when stirring time is up to 40 min, demonstrating the occurrence of continuous reaction. Besides, B4C and Al3Ti do not contact with each other, occupying different regions in Al matrix, respectively. This phenomenon implies that liquid diffusion takes place for the decomposition of Al3Ti. It is impressed that B4C particles tend to form clusters at the early stage of liquid stirring. Especially when stirring time is less than 15 min, aggregation of B4C particles is the main distribution state in Al matrix. As stirring time increases, the evolution of particles distribution comes out that more B4C clusters arise in the melt before 20 min. These particle clusters gradually scatter from 20 to 40 min, and are finally dispersed to individual particle at 55 min. Statistical results of volume fraction of B4C and Al3Ti particles are presented in Figure 2. Volume fraction of B4C particles in the captured samples rapidly increases at early stirring stage, reaching 16.5 vol.% at 20 min, while total quantity varies slightly and fluctuates around the designed volume fraction (15.96 vol.%) during last 20–55 min. However, the content of Al3Ti nonlinearly decreases as stirring time increases, illustrating inhomogeneous decomposition of Al3Ti. Required 20 min is important for the fabrication of 15 wt% B4C/Al composites: the formation of many B4C clusters and rapid dispersion of B4C particles take place before 20 min; B4C clusters are gradually broken and volume fraction is balanced beyond 20 min.
Distribution of B4C particles in the melt at different stirring time. Variation of volume fraction of B4C (a) and Al3Ti (b) verses stirring time in the captured samples.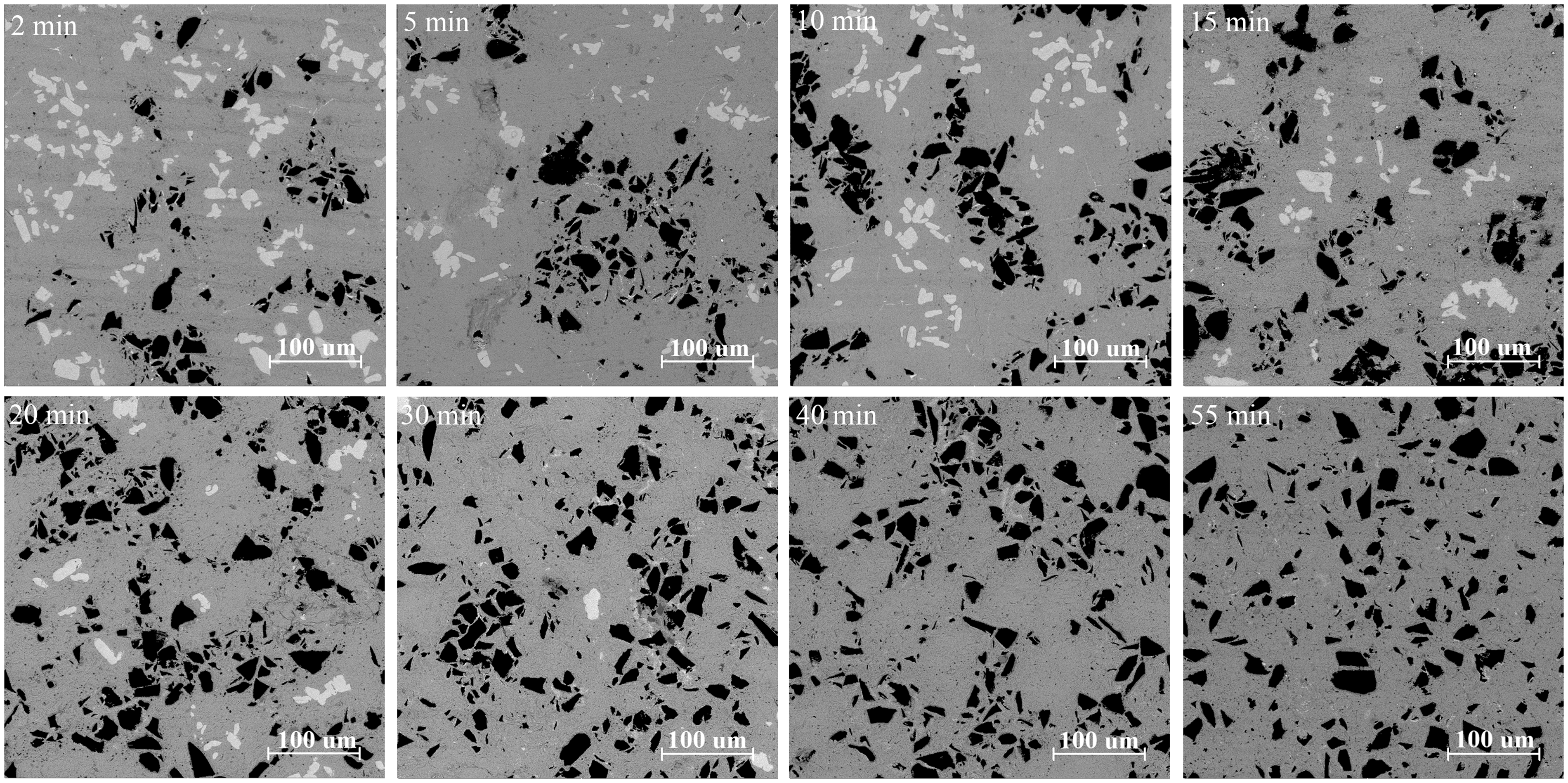
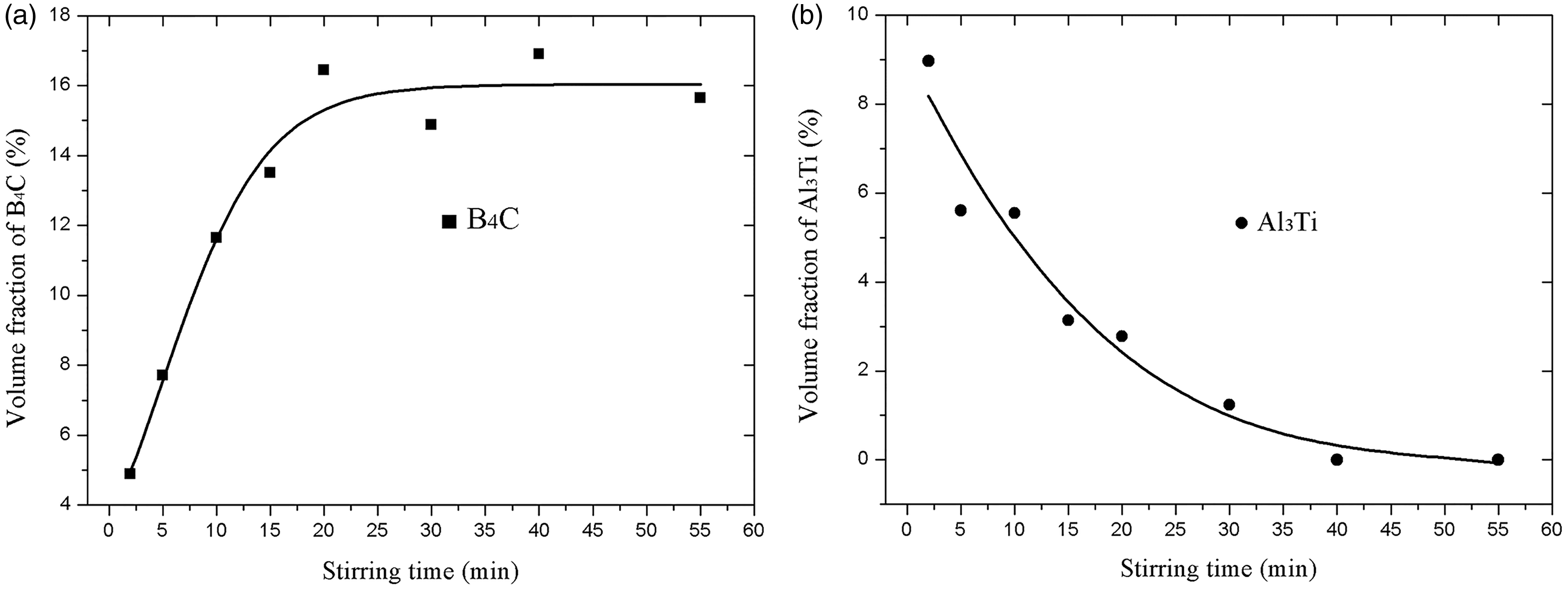
Figure 3 shows the change of distribution uniformity of B4C particles with stirring time. As is presented in Figure 3(a), distribution uniformity rapidly increases with time since the decrease of standard deviation coefficient of cell areas in Dirichlet tessellation, which is close to linear relationship before 20 min. Under this homogenization rate, it is expected that complete distribution uniformity of B4C particles can be realized in a reasonably short time. However, a transition of homogenization rate comes up when stirring time is around 20 min. A much slower process of further dispersion of B4C particles lasts to the final time, which implies that the effect of high-speed stirring is weakened during this period. We also compare the distribution of B4C particles with randomly uniform distribution with equal particles number in Figure 3(b). The change of clustering parameter P is similar with that of standard deviation coefficient in Figure 3(a). It is worth noting that P approaches 1 when stirring time reaches 20 min. But it is less than 1 only after 55-min stirring, which illustrates that long holding time is needed to obtain uniform distribution better than the random one.
Change of distribution uniformity of B4C particles with stirring time: (a) standard deviation coefficient of cell areas and (b) clustering parameter P.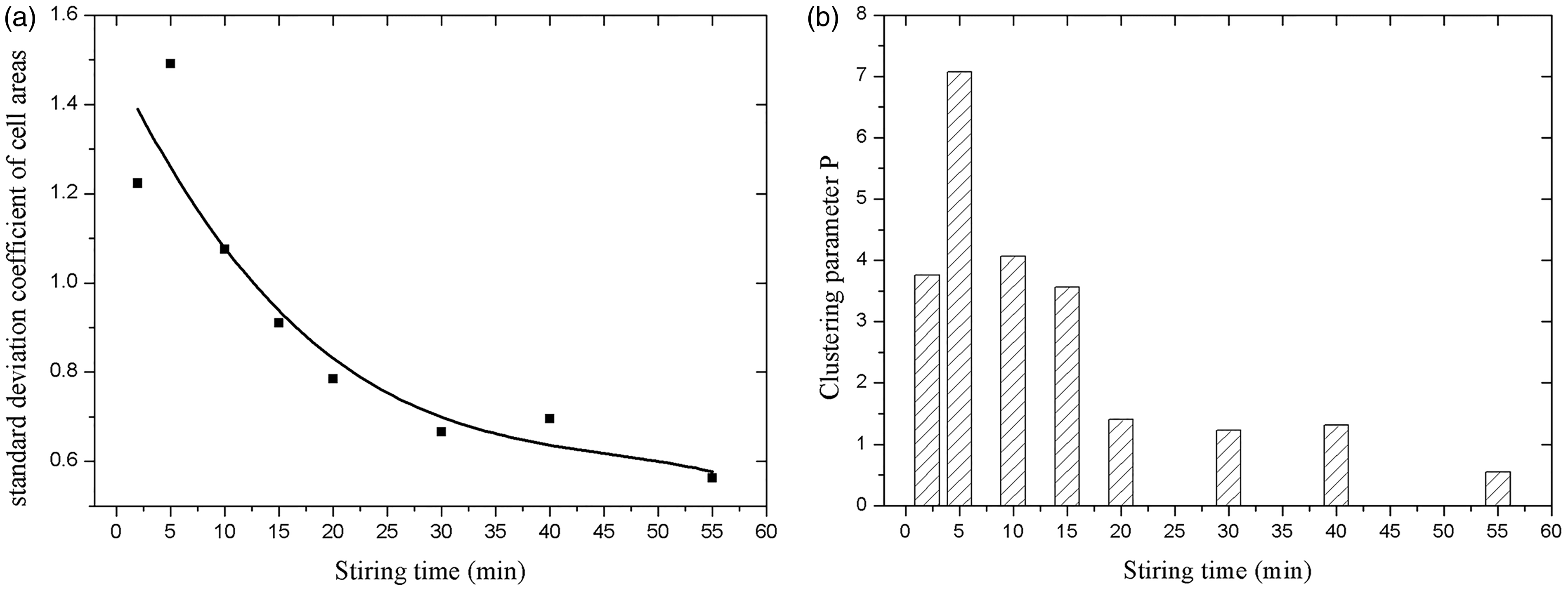
A simple diagram is shown in Figure 4 to understand the change of B4C distribution. Solid particles suspended in the stirring melt are subjected to various forces or mechanisms such as sedimentation due to gravity and buoyancy (Stocks law), surface tension, vortex flow, and solidification process. However, due to the small density difference between B4C particle and Al melt and fast solidification speed, the effect of sedimentation and solidification on particles distribution could be ignored in current discussion.15,22,23 In fact, it is generally accepted that the mechanical stirring with high power output mainly promotes the dispersion of solid particles in a stirring vessel.24–27 Strongly axial and radial flows were observed in this experiment, crushing B4C particles through shearing stress,
24
as shown the shearing band in Figure 4(a). Besides, the trailing vortex created by stirring impeller with high turbulence energy effectively makes particle clusters broken and dispersed.
25
The combined effect of shearing and turbulent flow contributes to not only rapid dispersion of B4C particles but also uniform distribution in a reasonable time. However, surface tension should also be taken into account during dispersion process of B4C particles. The wettability of B4C by liquid Al is poor with an starting wetting angle over 145° and still more than 110° after 100-min holding at even 900℃.
2
Nonwetting results in strong exclusion of B4C particles by Al melt. Although mechanical stirring makes B4C clusters broken and dispersed, large surface tension will spontaneously push B4C particles into clusters again to decrease contact area, as shown in Figure 4(b). Therefore, many B4C clusters prefer to exist in the melt at limited stirring time. Even though stirring time reaches 40 min, there still have some clusters in the matrix, seen in Figure 1 (40 min). However, completely uniform distribution of B4C particles is finally obtained, even better than random distribution at 55 min, which illustrates that the wetting is effectively improved. Thus, corresponding evolution of interface through interfacial reaction should be focused on.
Image of shearing band and B4C clusters (a) and schematic diagram of stresses on B4C cluster in the stirring vessel (b).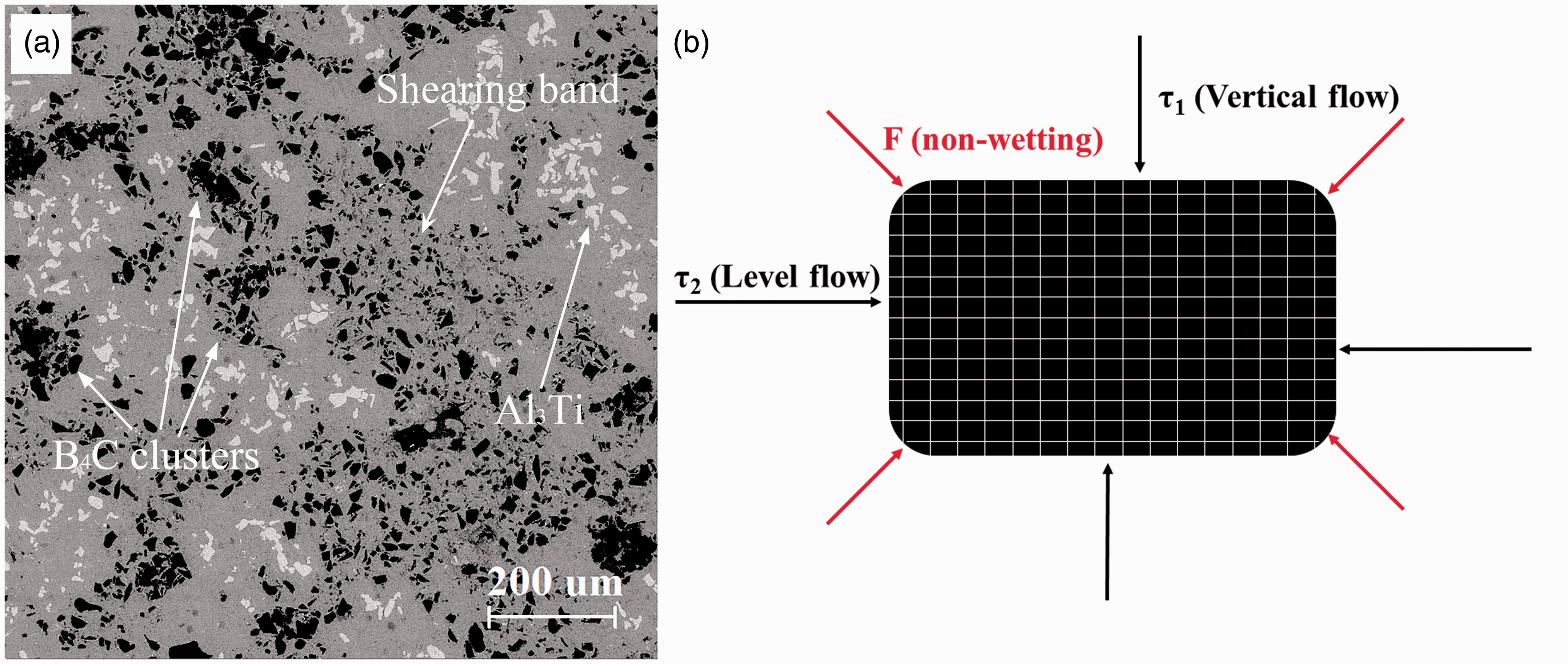
Phase identification results of selected samples with stirring time 5 min, 20 min, and 55 min are shown in Figure 5. It is obvious that the phases of B4C/Al composites become complex as time increases. When stirring time is 5 min, only the diffraction peaks of Al, Al3Ti, and slight B4C are observed, whereas new phases Al3BC and TiB2 are obviously detected after 55-min stirring. The relative intensity of Al3Ti decreases and that of B4C and TiB2 inversely increases along with time. Different change of diffraction intensity of Al3Ti and TiB2 illustrates that severe reaction occurs in the Al–B4C–Ti melt, which features for the transfer of Ti element from Al3Ti to TiB2 along with time. SEM images of reaction products in B4C/Al composites are shown in Figure 6. A protective coating of TiB2 is already covered on all B4C surface even though reaction time is short at 5 min, as shown in Figure 6(a). Intensity of Ti element in corresponding EDS map becomes abundant as time increases. Since the increasing quantity of TiB2, a few TiB2 crystals even fall into the matrix after long time holding, as shown in Figure 6(c). When time reaches 55 min, a gray phase with larger size also precipitates in the matrix in addition to TiB2. To identify this phase, the result of slow-scanning XRD test in range 60.5°–62.5° is shown in Figure 7. Fitting curve agrees well with original diffraction spectrum. A clear peak shoulder is detected and identified as the diffraction of AlB2, which has a similar lattice structure to TiB2.
17
Diffraction spectrum can be divided into TiB2, boron carbide, and AlB2, respectively. Thus, interfacial reaction not only leads to the formation of TiB2 and Al3BC but also AlB2 if reaction time is sufficient. We should notice that all Al3Ti has been completely decomposed when AlB2 is formed.
XRD spectrums of solid samples with different stirring times. Images of B4C/Al composites at different time: (a) 5 min, (b) 20 min, and (c) 55 min and the insets are corresponding EDS maps of Ti element. Refined XRD spectrums of powder sample with 55-min holding after peaks fitting and dividing treatments.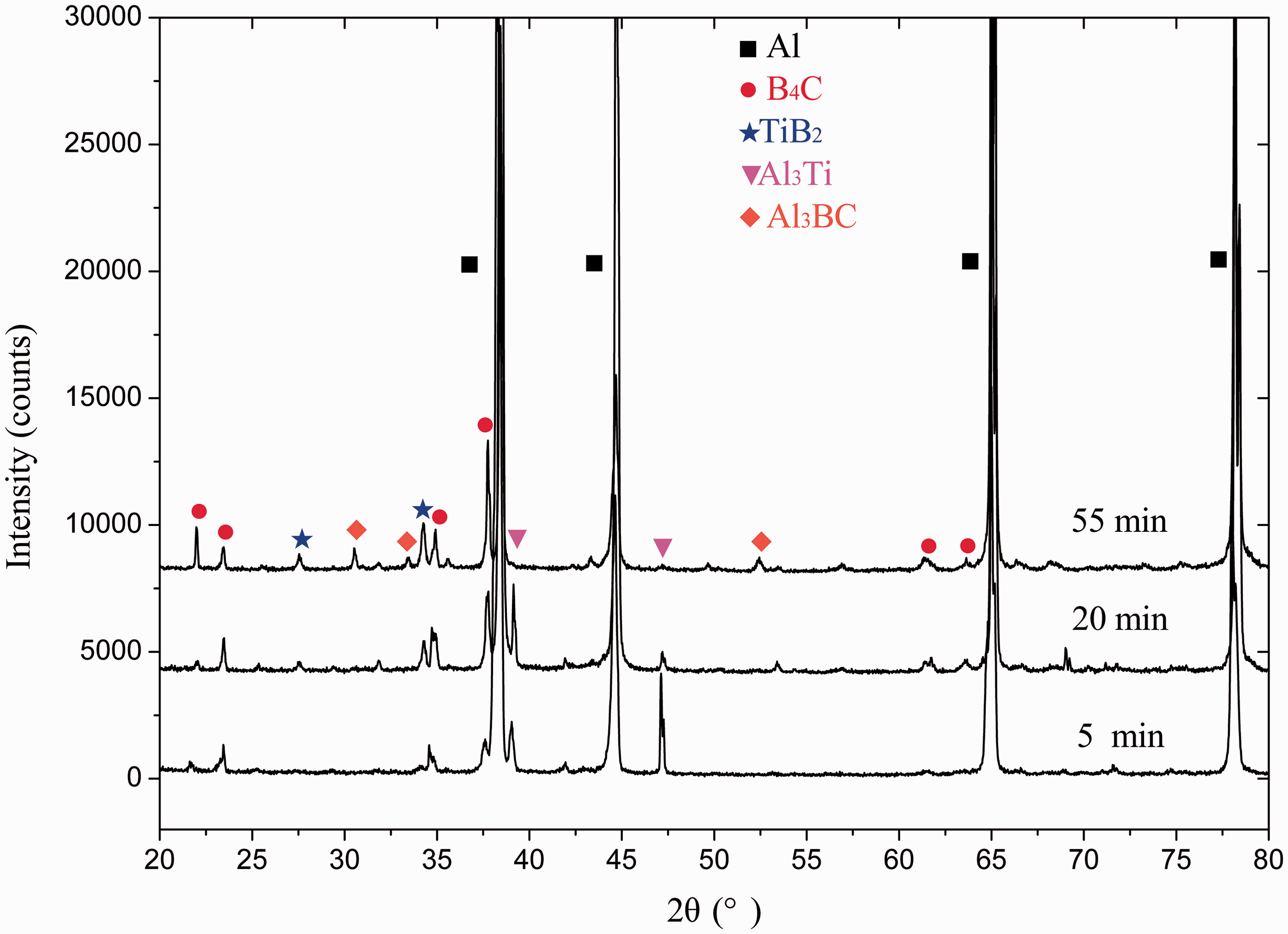
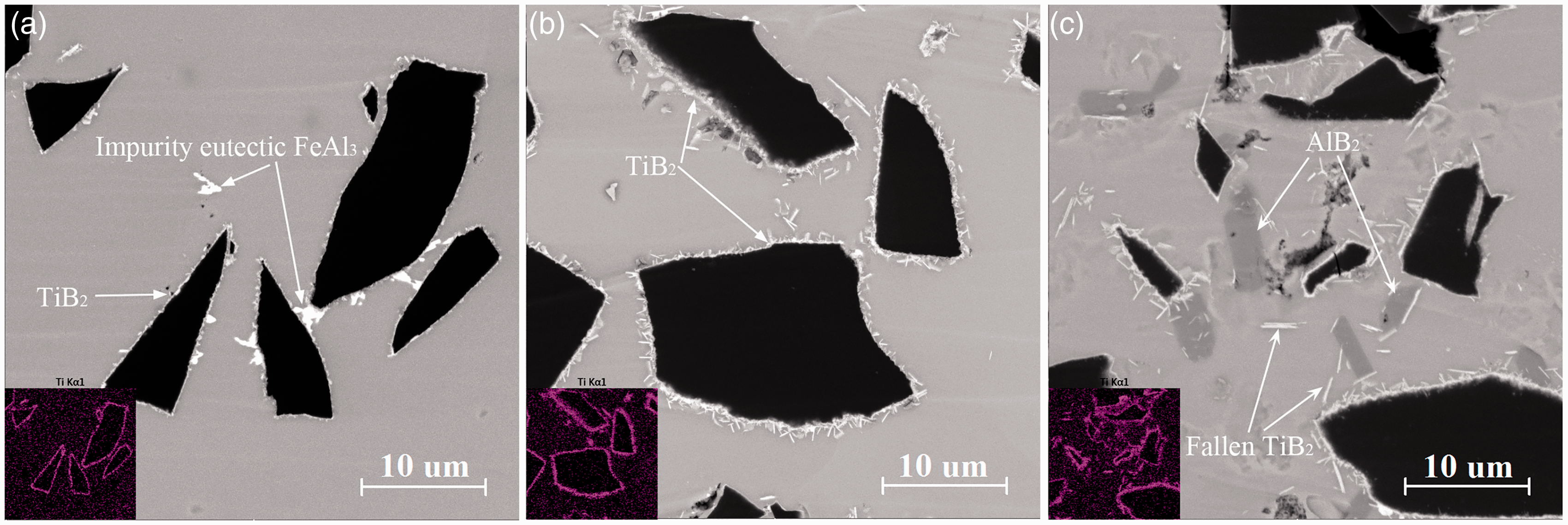
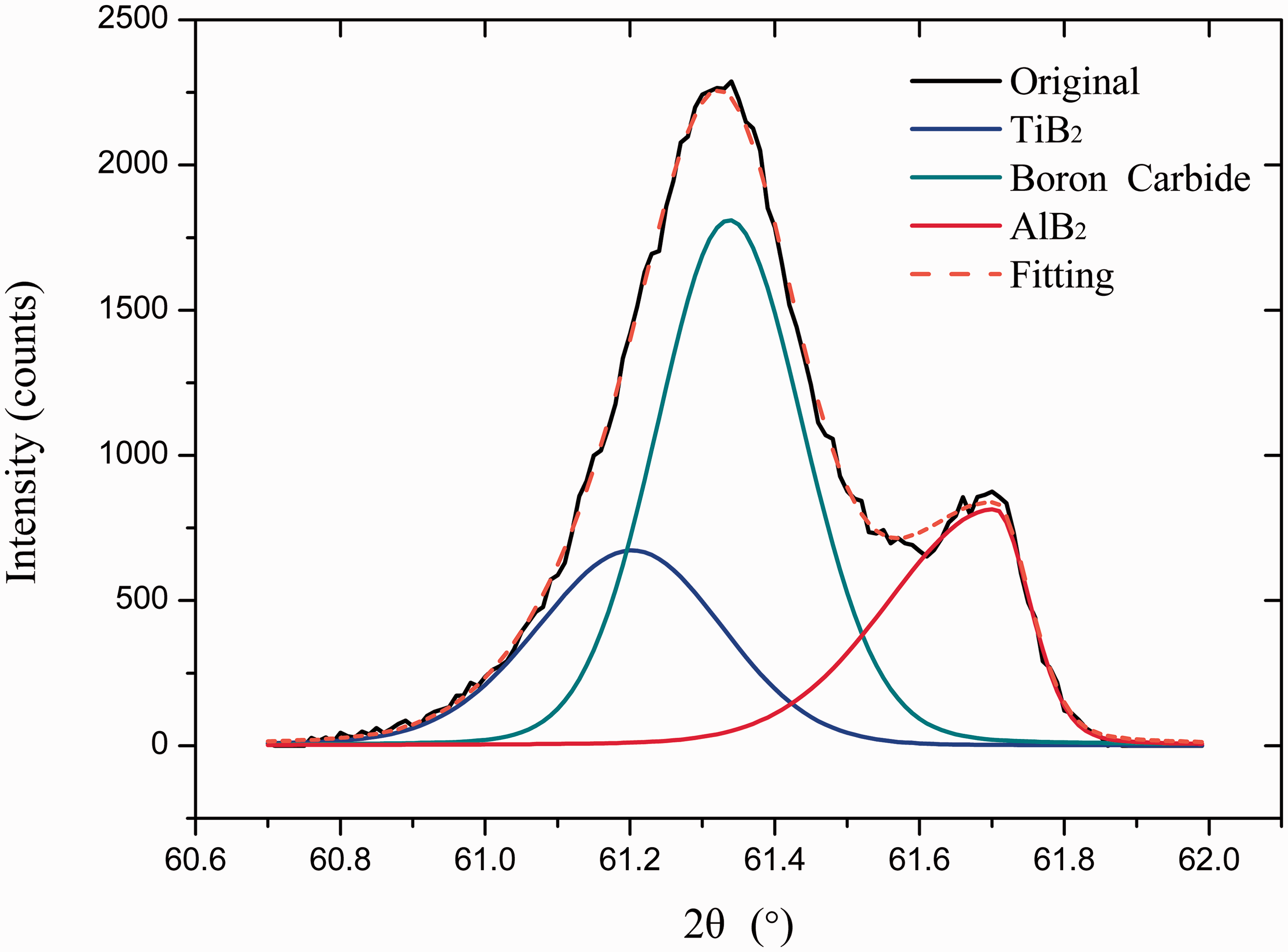
Figure 8 presents the typical interface microstructure of B4C/Al composites after stirring for (a) 5 min, (b) 20 min, and (c) 55 min. It is clear that the growth of TiB2 transfers from a fine layer to discretely coarse crystals at the interface of B4C/Al composites. This fine layer has been already generated at 5 min. However, it is not continuous, implying a nonuniform interfacial reaction at the early stage. Besides, the surface morphology of B4C particle becomes much rough in Figure 8(a), similar to Vialia’s results without Ti addition by powder metallurgy.
15
As time increases, the interfacial layer of fine TiB2 becomes continuous and grows up into single crystals at some discrete interface spots. When reaction time reaches 55 min, those TiB2 crystals with large size are likely to fall off from B4C surface due to the mismatch stress or mechanical stirring. The quantity of rough TiB2 crystals also obviously increases with time. A sublayer of Al3BC between the fine TiB2 layer and B4C particle should be carefully paid attention, which is hardly observed at short time 5 min but becomes thicker and thicker as time increases. However, the thickness of Al3BC sublayer is not constant that some points penetrate deeper into the B4C particle. It is interesting to note that Al3BC and TiB2 form an ordered interface microstructure: Al3BC is close to B4C particle while TiB2 approaches to Al matrix.
High magnification images of interface microstructure in B4C/Al composites with different stirring time: (a) 5 min, (b) 20 min, and (c) 55 min.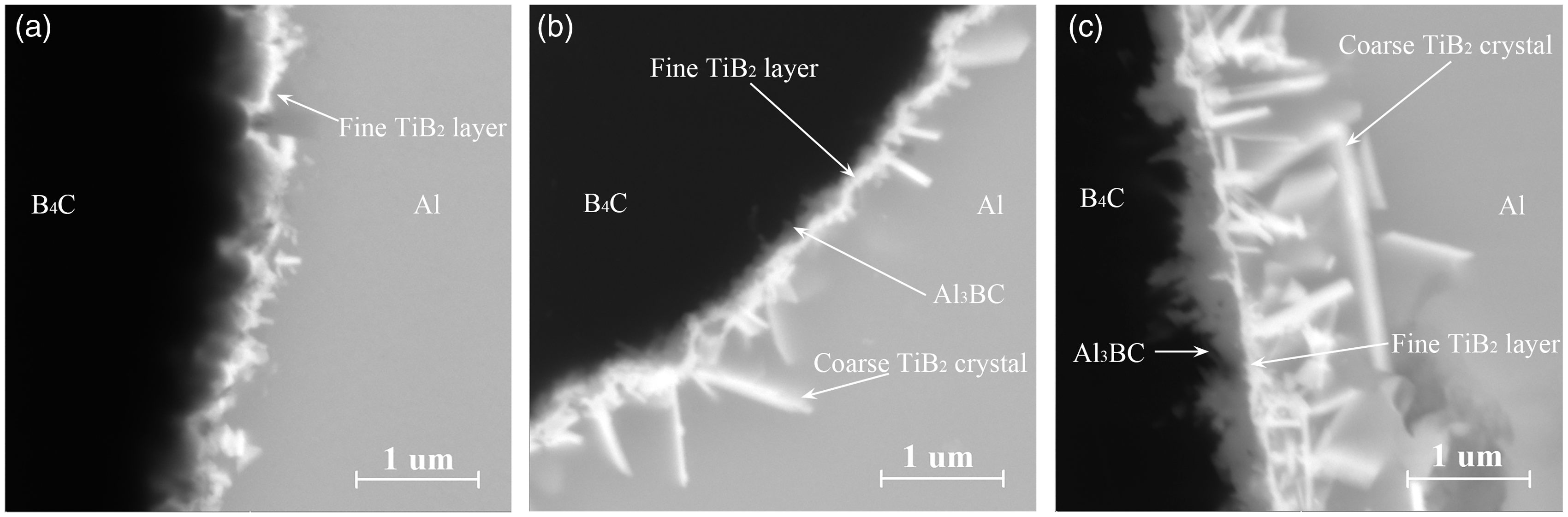
Considering above observations in Figures 6 and 8, a diffusion-controlled reaction mechanism is proposed as follows in the Al–B4C–Ti system.
15
’
19
Due to the reaction environment of bulky Al melt, B4C particles kinetically prefer to be eroded by liquid Al, generating Al3BC and B atoms.
28
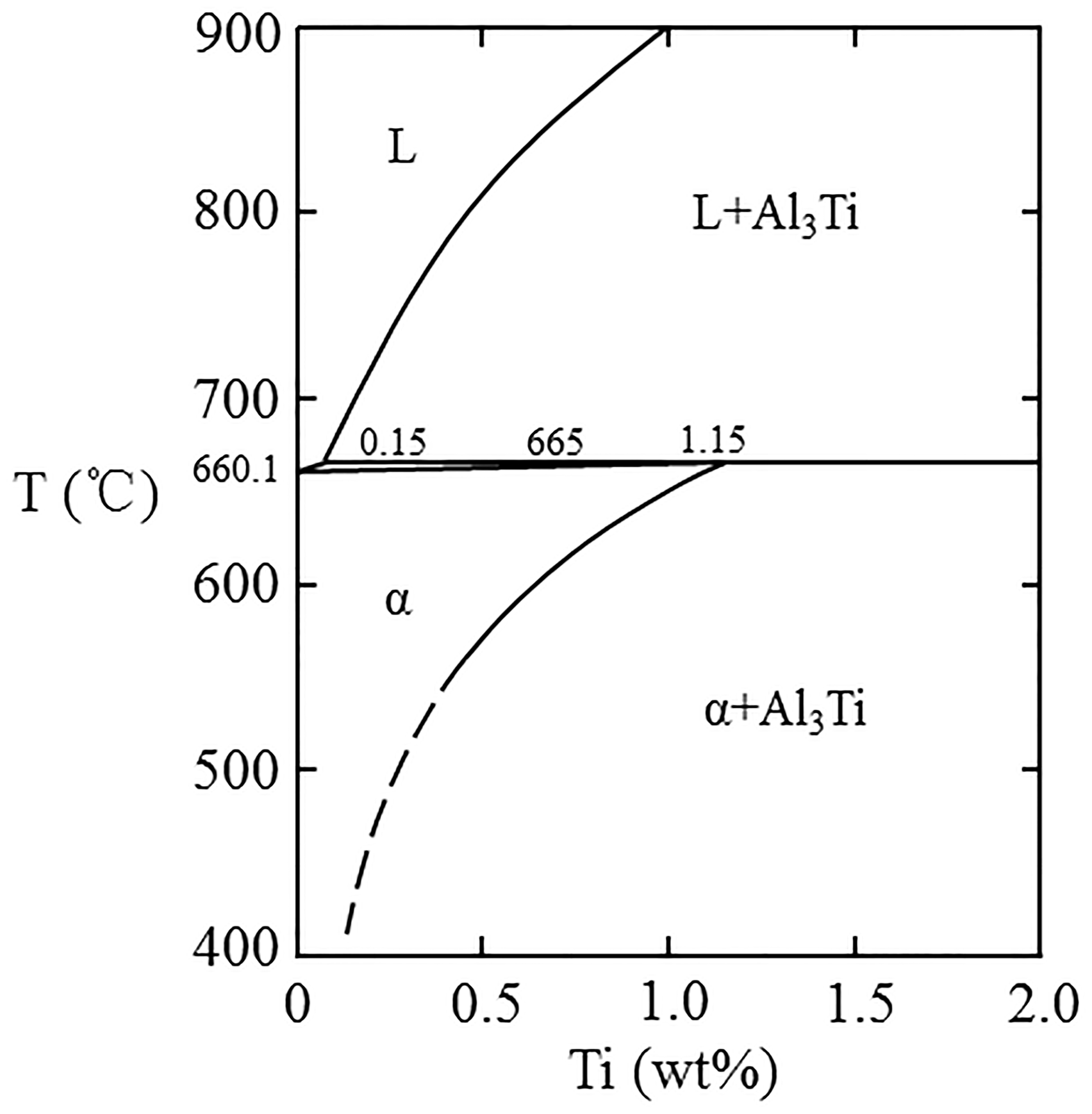
Then Al3BC begins to nucleate and grows at interface while B atoms diffuse outward into liquid Al, seen in equation (2), where The aluminum-rich side of the Al–Ti phase diagram.
29
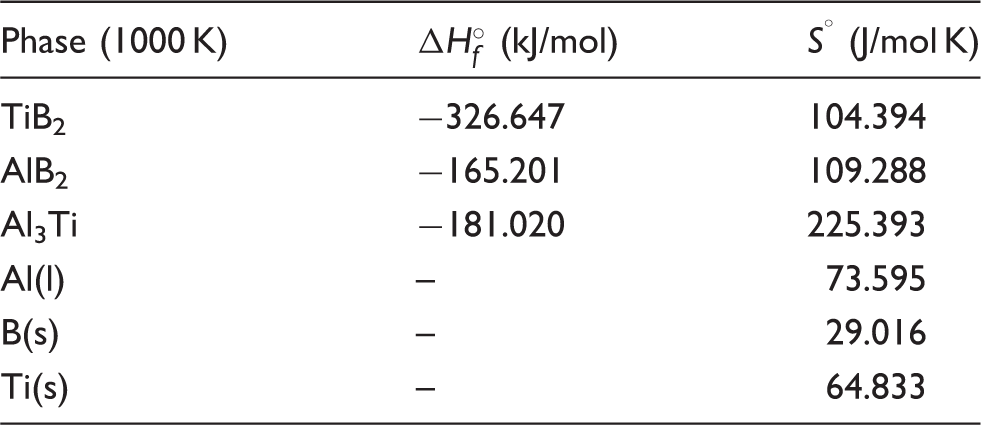
Standard heats of formation and entropies at 1000 K.
30









ΔG3 = ΔG8−2ΔG7−ΔG6 = −258973 + 64.419 T, J/mol
−ΔG4 = ΔG10−ΔG6 = −83854 + 73.849 T, J/mol
ΔG5 = ΔG9−2ΔG7 = −194693 + 54.663 T, J/mol.
Figure 10 presents the calculation results of above equations. It is obvious that the formation energy of TiB2 is more negative than that of AlB2. Thermodynamically, it is understandable that TiB2 is preferable to be formed in the melt unless Al3Ti is used up. Therefore, there is a precipitation order of TiB2 and AlB2 in this Al–B4C–Ti system, as shown in Figure 6. Besides, the formation free energy of Al3Ti close to zero indicates its possibility of decomposition or formation since the equilibrium with Al melt. As there has no thermodynamics data about the newly reported phase Al3BC in thermodynamic manuals or other references,
32
the free energy change of reaction (1) is difficult to calculate, but the microanalysis results of well-organized interface microstructure shown in Figure 8 still confirm that reaction (1) preferably takes place. Due to the over-reaction with long time stirring, stirring time should be carefully controlled to obtain fine interface microstructure. But this is difficult considering the necessary time for uniform distribution. Other parameters such as Ti content and temperature may be accordingly adjusted to help achieving expected interface microstructure.
Gibbs free energy of formation of various reaction products.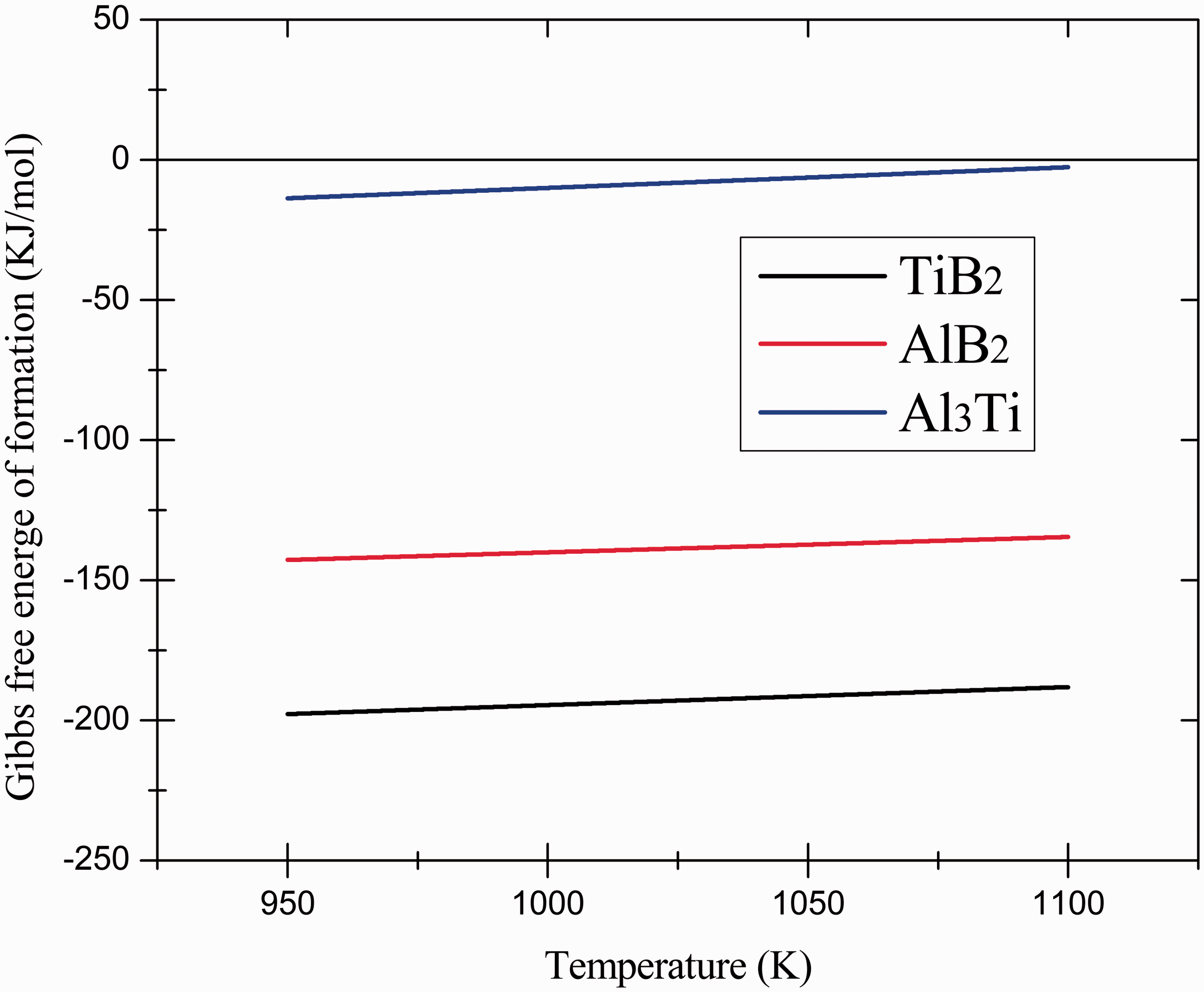
Since the formation of TiB2 layer on B4C particles, the dispersion process is also influenced. TiB2 with more metallic properties has better wetting capacity with Al melt, which can be completely wetted by liquid Al in a reasonably short time (about 1 h). 33 However, we should note that the dispersion process is not homogeneous. Many B4C particles lying in clusters have less chance to sufficiently contact with Al melt. A necessary stirring time is required for all particles to participate in reactive wetting. Thus a mutual promotion mechanism of B4C dispersion can be concluded: mechanical stirring promotes dispersion of B4C aggregation to contact with melt and following interfacial reaction improves wetting to maintain the dispersion state, which together achieve rapid increase of distribution uniformity of B4C particles. This process lasts about 20 min, as shown in Figure 3(a). However, further improvement of B4C distribution is difficult beyond 20 min, as the B4C clusters shown in Figure 1 (20 min to 40 min). Long holding time is necessary to achieve spreading of liquid Al on B4C surface and following completely uniform distribution. Completely uniform distribution is finally obtained after 55-min holding in our experiment, which is close to D.A. Weirauch’s results of 1 h through sessile drop test. 33 Therefore, during the stage of 20–55 min, further dispersion of B4C particles mainly relies on improved wetting, considering the decrease of homogenization speed in Figure 3(a). We have pointed that stirring time should be limited to avoid over-reaction, whereas long time is necessary to achieve uniform distribution of B4C particles. This contradiction requires a balanced time to be taken for the fabrication of B4C/Al composites by melt stirring method. For the 15 wt% B4C/Al composites, a moderate stirring time about 20–30 min may be suitable according to our results.
Conclusion
Rapid dispersion of B4C particles in the melt is achieved before 20 min, but further improvement of distribution uniformity close to random needs a long holding time to obtain the spreading of liquid Al on B4C surface. The dispersion of B4C particles changes from clusters to discrete distribution as time increases, which attributes to improved wetting through interfacial reaction in addition to high speed stirring. Interface reaction is strongly dependent on stirring time. Al3BC, TiB2, and AlB2 are produced, of which TiB2 and sublayer Al3BC are orderly located at interface while AlB2 precipitates in matrix only after Al3Ti disappears. The growth of TiB2 transforms from a fine layer to coarse crystals as time increases. A diffusion-controlled reaction mechanism is proposed including erosion of B4C by Al melt, formation of Al3BC and fine grain layer of TiB2, balanced decomposition of Al3Ti, growth of coarse TiB2 crystals and precipitation of AlB2 at last. A balanced stirring time is better to be taken, considering both interface reaction and particle dispersion, which is about 20–30 min for the fabrication of 15 wt% B4C/Al composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by the China Nuclear Power Engineering Co., Ltd. under grant no. 2013966003.