
Abstract
In this study, the effect of repeated extrusion processing cycles on the structure and properties of polypropylene/ethylene-propylene-rubber/nano-silica composites was investigated. The recycling process was simulated by performing three extrusion runs, using a high shear twin screw extruder by varying the speed screw rotation (300, 800, and 1200 r/min), in order to get better understanding of the multi recycling effects. For comparative purposes, neat polypropylene/ethylene-propylene-rubber was also reprocessed under the same conditions as a reference material. From the morphological analyses performed by scanning electron microscopy, multiple extrusions were found to be not only helpful for decreasing the ethylene-propylene-rubber phase size, but also useful for ensuring a more homogenous dispersion of silica nanoparticles within the matrix. The physico-chemical properties analyses illustrate that the repeated cycles of extrusion processing provoke a decrease of the molar masses and an increase in the melt flow index. It was marked that, when going from the 1st to the 2nd extrusion cycle, and by increasing the rotation speed from 300 to 800 r/min at the same cycle, the mechanical properties were greatly enhanced. A substantial improvement of these properties was achieved after incorporating the silica nanoparticles and the maleic anhydride grafted polyethylene copolymer.
Introduction
Thermoplastic polyolefin (TPO) blends consisting of polypropylene (PP) and elastomer components (ethylene-propylene-rubber (EPR)) is object of extensive industrial applications especially in the automotive sectors due to its high mechanical and impact strength, good processability, low cost, low density, good weather resistance, and especially recycling characteristics.1–4 However, this toughening strategy sacrifices the rigidity of polymer matrices. In a previous study, 5 a low loading level of silica nanoparticles was added to the PP/EPR blends in order to provide the optimum balance of toughness and stiffness. Thus, the ternary PP-based composites present high stiffness and good ductility, obtained by relevant choices of mineral fillers (silica nanoparticles) and organic compatibilizers as well as processing conditions.
However, the amplified usage of thermoplastic elastomeric-based materials has resulted in larger amount of postconsumer waste. The accumulation of this non biodegradable waste has led to serious ecological problems. Recycling and reusing the rejected parts is one of the most important environmental tasks crucial to our world, to reduce the ecological stress, upgrade the performance or the life cycle of the reprocessed polymer composites and especially promote the most effective use of resources. The mechanical recycling of polymeric materials is the most favorable technique resulting in both economic and environmental benefits. This method consists in grinding and re-extruding the polymer rejected parts. The choice of high shear twin screw extruder for reprocessing was dictated by the necessity to generate substantial dispersive mixing in order to break up silicate agglomerates and uniformly disperse them inside the polymer matrix.
The importance of studying the effect of repeated extrusion cycles on the properties of polymer composites originates in the need to recycle such new class of materials while conserving their useful properties. As recycled materials are increasingly reused, it is necessary to understand the effect of reprocessing on the properties of these materials during a series of subsequent recycling. Accordingly, how to recycle and reuse effectively, as well as control the structure and properties modification occurring during reprocessing is one of the most attractive subjects to be evaluated to anticipate for instance the performance of products made of recycled plastics.6–10
Quite surprisingly, not enough attention was devoted to the thermal-mechanical reprocessing effects on the properties of silica nanoparticles filled TPO composite systems in the literature.
For most polymers, the main problem arising during re-extrusion operations is the reduction of the molecular weight due to the breaking of the chains or the molecular bonds and the degradation mechanisms such as chain scission or cross-linking.11–13
Delva et al. 14 performed a multiple extrusion study on the recyclability of a layered silicate-polypropylene nanocomposite, observing that the first few extrusions improved the mechanical properties of such materials. However, it was proved that a further increase of the processing steps leads to a decrease in the mechanical properties such as the elastic modulus and impact strength, which was attributed to a reduction in the matrix-filler interaction, most probably caused by organoclay degradation as shown by the thermal analysis.
Thompson and Yeung 15 undertook a multiple-extrusion study on the recyclability of a layered silicate-thermoplastic olefin elastomer nanocomposite. They observed that, despite the nanocomposites degradation during recycling, both rheological and mechanical properties remained significantly higher than those of the neat matrix.
Despite the increasing interest in TPO nanocomposites, there are no studies reporting the effect of extrusion reprocessing using high shear twin screw extruder on nano-dispersion and the final properties of silica filled PP/Elastomer materials. Therefore, the present study aims to study the effect of multiple processing cycles on the structure and physical properties of PP/EPR/nano-silica composites loaded at 3wt%. Neat PP/EPR was also reprocessed as a reference material. The reprocessing was simulated by performing three extrusion runs in order to get a better understanding of the multi-recycling effects. The multi recycling effects were identified not only on the molar masses and the rheological properties but also on the mechanical properties and morphological structure.
Experimental section
Materials
PP/EPR, reference P108MF97, was supplied by Sabic. It contains 22 wt% of EPR elastomer phase (random copolymer containing 50 wt% of ethylene) and 78 wt% of isotactic PP, having a melt flow index (MFI) of 10 g/10 min under 2.16 kg at 230℃.
Degussa GmbH (Germany) supplied the hydrophilic fumed silica (SiO2) nanoparticles used for composites preparation under the trade name AEROSIL OX 50. The average primary particle size was 40 nm, the specific surface area 50 ± 15 m2/g and the SiO2 content ≥99.8%. These nanoparticles are well known for the abundance of hydroxyl functions on the surface. Maleic anhydride grafted Polyethylene copolymer (MAPE) Fusabond E226, has a melt flow rate of 1.75 g/10 min (2.16 kg at 190℃), and a density (displacement method) of 0.93. The melt temperature is 120℃ with a 290℃ maximum processing temperature. It was selected as a coupling agent and supplied by DuPont packaging and industrial polymers.
Melt processing and reprocessing
The composites were prepared by simultaneous mixing of the components in a co-rotating high shear twin screw-extruder (TSE) Leistritz ZES 18 HP (L/D = 60, D = 18 mm). Prior mixing, the nanoparticles were initially dried at 105℃ for 24 h. Silica nanoparticles amount was set to 3 wt% and the composites were compatibilized with 5 wt% of polyethylene modified with MAPE.
The extrusion temperature was 200℃ and the blend was fed into the hopper at a feed rate (Q) of 3 kg/h. Extrusion conditions were varied in terms of screw rotation speeds. The chosen screw rotation speeds (N) were set to be 300, 800, and 1200 r/min corresponding to shear rates ranging from 220 s−1 to 750 s−1 calculated thanks to Ludovic software. 16
The mechanical recycling of the samples was performed by setting all the samples to a further three extrusion passes under the same processing conditions. For each cycle, a part of the resulting material was pelletized with the Haake pelletizer, and then injected using a Battenfeld 350 PLUS injection molding machine. The injection molding temperature was set to 200℃. Standard tensile and rectangular bars were produced for mechanical analyses. The tensile test specimens were molded in Type I according to ASTM D 638. Neat PP/EPR was also processed as a reference material.
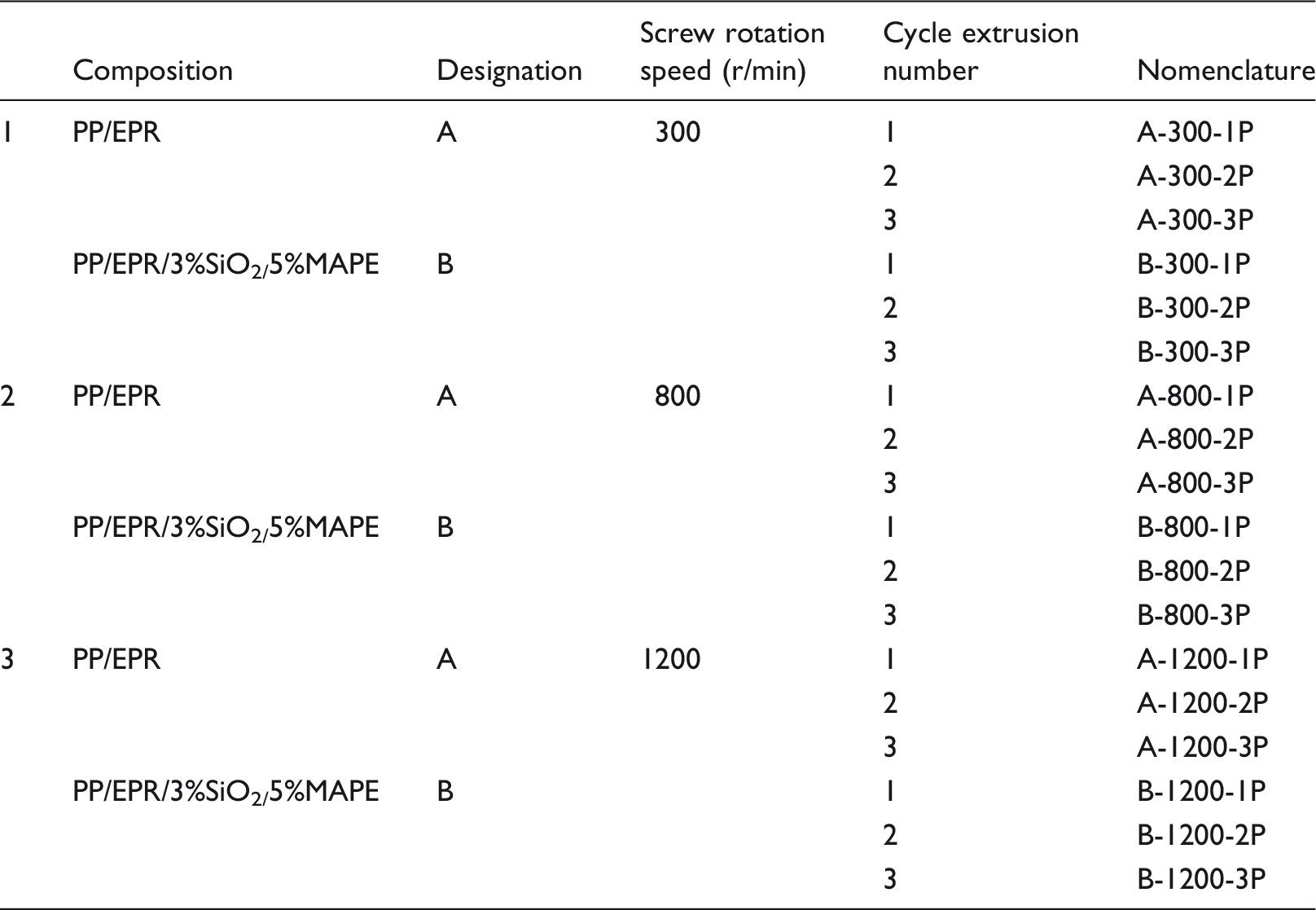
Formulations of the nano-silica reinforced composites based on PP/EPR prepared by twin-screw extruder.
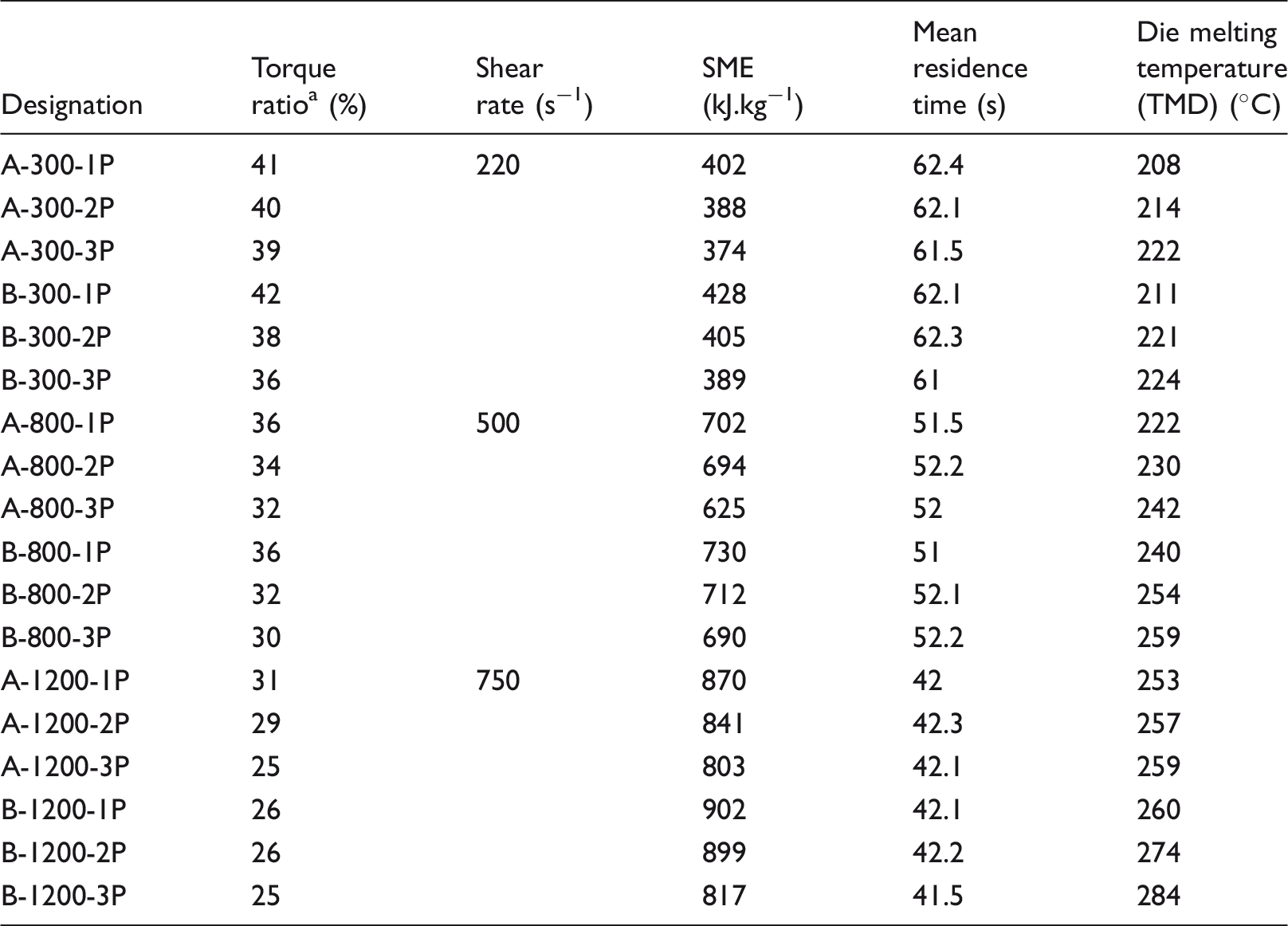
Experimental processing conditions
Experimental processing conditions (Q = 3 kg.h−1 and T = 210℃).
Experimentally, (1) The SME is a relevant factor to quantify the level of energy transferred to the material by mechanical input during extrusion and to describe the influence of the extrusion parameters, including screw rotation speed, feed rate and barrel temperature on the composites structure and properties.
For each extrusion condition, the drive motor torque T was recorded (the torque ratio (%) refers to the ratio of the recorded torque by the maximum torque that can be reached by the machine).
(1) The SME was then calculated using equation (1) which includes T: drive motor torque (kJ), N: screw rotation speed (min−1), Q: feed rate (kg. min−1).
(2) The residence time distribution was determined by means of a tracer technique: injecting a pulse of the tracer material in the feed of the extruder.
17
The tracer used in this study was the anthracene methanol in PP with an average percentage weight of (10 wt %), which is easily detected with ultraviolet (UV) fluorescence and does not alter the flow characteristics of the fluid process. The light with a specific wavelength emitted from the provocative tracer was subsequently transmitted to a fluorescent detector and was then amplified through an amplifier. The amplified optical signals coming from the two fluorescent detectors reached the signal processing unit. The information was then collected by the computer system and displayed in real time. (3) The melt temperature at the die exit was measured by introducing a thermocouple into the bulk of the extruded material.

Characterization
Morphological study
The samples microstructure was examined by scanning electron microscopy (SEM) using a Hitachi S800 model. Accelerating voltage was maintained constant at 10 kV. Prior to observations, the samples were fractured under liquid nitrogen to avoid any disturbance to the molecular structure and then etched with heptane at room temperature for 4 h to extract selectively the elastomer phase (EPR).
Gel-permeation chromatography (GPC)
(PP/EPR) blends, (PP/EPR)/SiO2 and (PP/EPR)/SiO2/MAPE blends were analyzed by Gel-Permeation Chromatography (GPC). GPC analyses were performed using a Viscotek system (from Malvern Instruments) equipped with three columns (PLgel Olexis 300 mm × 7 mm I. D. from Agilent Technologies). Monodisperse poly (styrene) was used as calibration standards. Two hundred microliters of sample solutions with concentration of 5 mg.mL−1 were eluted in 1,2,4-trichlorobenzene using a flow rate of 1 mL.min−1 at 150℃.
Online detection was performed with a differential refractive index detector and a dual light scattering detector (LALS and RALS) for absolute molar mass measurement. The OmniSEC software was used for the calculations.
Melt flow index measurement
The “Melt Flow Index” or “Melt Flow Rate” generally represented by “MFI” is the rate of the melt flowing material, measured under specific conditions for each polymer. For these measurements, the MFI ISO 1133 standard was used. The length and diameter of the capillary die were 30 mm and 1 mm (L/D ratio = 30). We report in this paper, MFI values averaged from 5 measurements for each material.
Mechanical study
Tensile properties (tensile strength, tensile modulus, and elongation at break) were measured at ambient condition using a universal testing machine (Instron machine MTS 2/M tester), according to the ASTM D638, at a crosshead speed of 10 mm/min. All the reported values are the averages of ten experimental results to check reproducibility.
Notched Izod impact strength was determined at ambient condition according to ASTM D256 standard, using impact tester a Zwick D7900 Type 5102-100/00 instrument in compliance with standard ISO 179 on notched specimens conditioned at 22℃ for 48 h. A minimum of five specimens were tested for each reported value.
Results and discussion
Morphological study
Figure 1 illustrates the SEM micrographs of the fractured surfaces of (PP/EPR) matrix that has previously undergone selective etching, after one extrusion cycle (a) and three extrusion cycles (b) at a screw rotation speed of 300 r/min.
Micrographs of (PP/EPR) matrix after (a) 1st extrusion cycle (b) 3rd extrusion cycle processed at 300 r/min.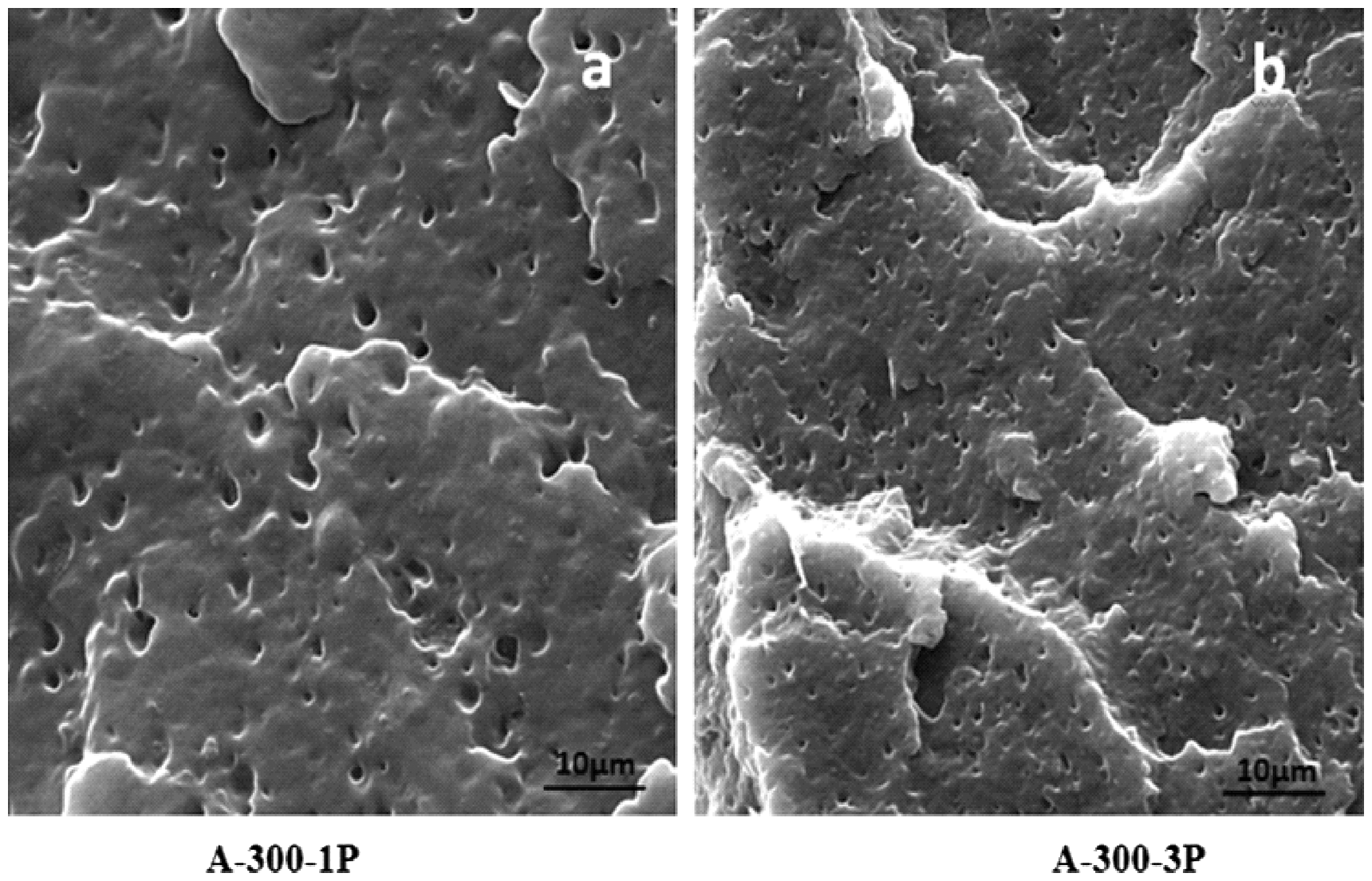
The fractured surfaces of A-300-1P and A-300-3P blends display a nodular morphology in which imperfectly spherical shape particles of EPR minor phase are dispersed into the PP matrix (Figure 1).
The shape and the size of EPR nodules are the result of the break up and coalescence dynamic equilibrium. In fact, during processing, the produced shear causes, under certain conditions, the drops to break. These drops are deformed, extended and divided into smaller ones. Conversely, this same shear can also cause a coalescence phenomenon produced through collisions between dispersed polymer droplets. These results are in accordance with those found by Li et al. 18 and Teyssandier et al., 2 who studied the morphology development of polymer blends in the high shear extrusion process. These researchers proved the effect of shear stresses on the size refinement of the dispersed phase within the matrix.
It seems that the coalescence between EPR particles was broken by increasing the number of cycles at the same shear rate. Accordingly, it can be clearly seen that the EPR nodules size obviously decreases with the extrusion cycles number. Meanwhile, the EPR particles size distribution becomes more restrained. In fact, the multiple extrusions promote the fission of elastomeric nodules into smaller ones which are more spherical, having a more homogeneous dispersion and a narrower distribution.
Similar results were reported by Wang et al., 8 who explored the effect of n-extrusion cycles on the properties of polypropylene/ethylene-octene copolymer (PP/EOC). The initial heterogeneous shape of (EOC) nodules was attributed to the coalescence phenomenon. The multiple extrusions tend to reduce the size of imperfect EOC inclusions to smaller and more spherical particles due to the combination between the elongational deformation and the shear effects.
Figure 2 shows SEM images of the fractured surfaces of [PP/EPR/3%SiO2/5%MAPE] composite after one extrusion cycle (a) and three extrusion cycles (b), at a screw rotation speed of 300 r/min.
Micrographs of (PP/EPR)/3%SiO2/5%MAPE blend after (a) 1st extrusion cycle (b) 3rd extrusion cycle processed at 300 r/min.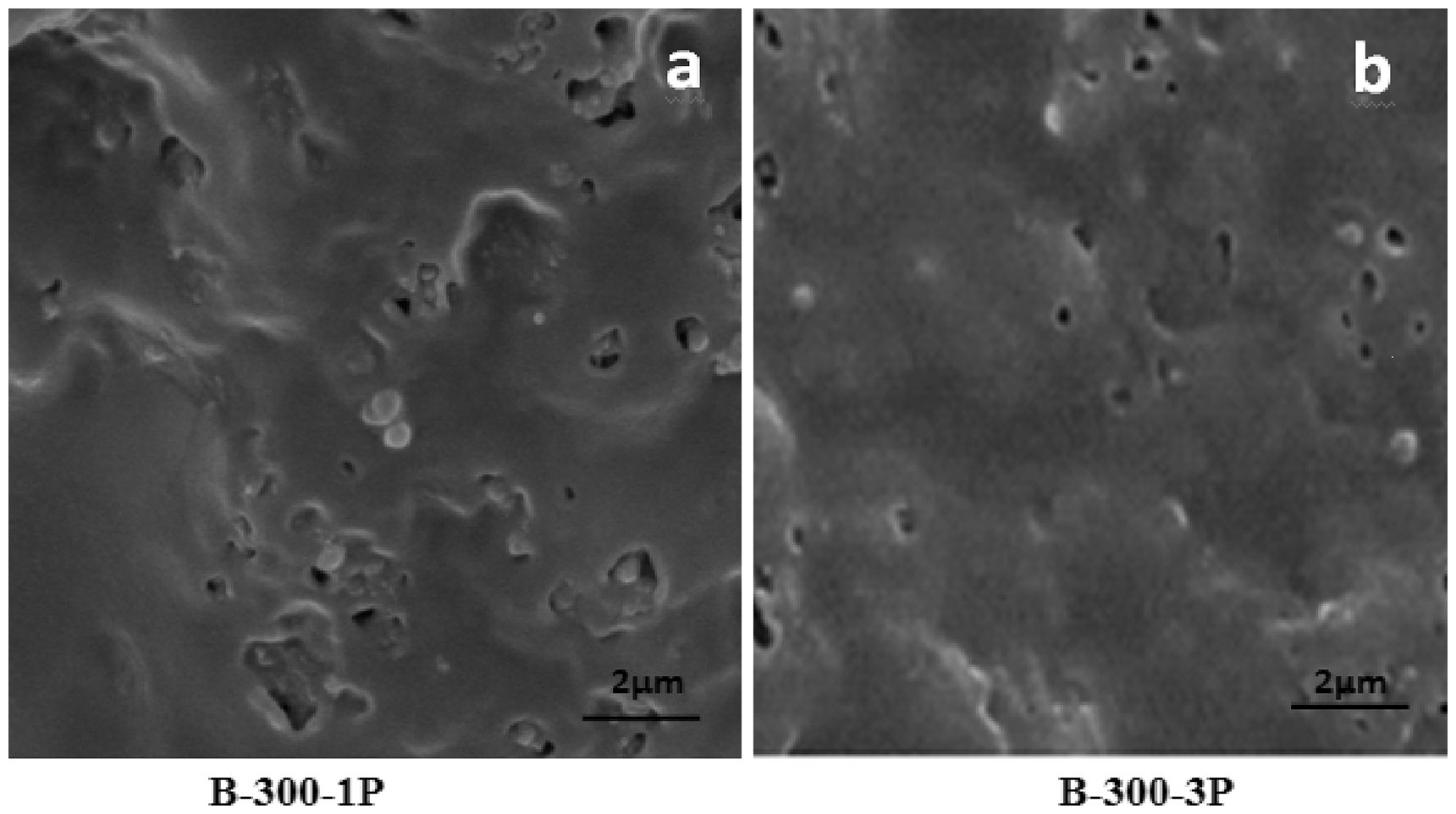
As mentioned in a previous study, 5 the incorporation of 5 wt% of MAPE into the (PP/EPR)/3%SiO2 composite enhances the interface quality by improving the adhesion between the nano-filler and the polymer matrix.
It can be clearly seen from Figure 2 (a) and (b) that the size of silica particles aggregates which are settled around EPR nodules, considerably decreases from B-300-1P to B-300-3P. Moreover, the EPR phase dispersion into the PP matrix is much better after the third extrusion cycle. These dispersion state and size distribution strongly depend on the shear stresses to which the blend was subjected in the molten state. Therefore, the applied stresses could overcome the filler-filler interactions. The disaggregation thus generated, leads to the reduction of the silica clusters size.
These findings are in good agreement with those of Goitisolo et al., 19 who have reported an improvement of exfoliated nanofillers (montmorillonite MMT) dispersion within a polyamide 6 matrix. These effects were attributed to the recursive shear stresses generated during the re-extrusion of the composites.
Physicochemical properties
Molar masses determination
The polymeric materials exhibit a considerable size and mass heterogeneity. The macromolecules can be distinguished by their polymerization degree. The polymer sample is polymolecular; the macromolecules size diversity is due to the randomness of the polymerization process. This polydispersity is partly due to differences in physical and mechanical properties of the extracted samples from the same macromolecular substance but prepared differently. In addition to the number and weight average molar masses, the characterization of a polymer sample thus requires the evaluation of the heterogeneity of the considered substance, namely the determination of the polydispersity index (
Figure 3 exhibits the variation of the number average molar masses [(a) and (b)] and the weight average molar masses [(c) and (d)] for both blends series, as a function of the screw rotation speed (300, 800, and 1200 r/min) after each passage in the extruder.
Number average molar masses 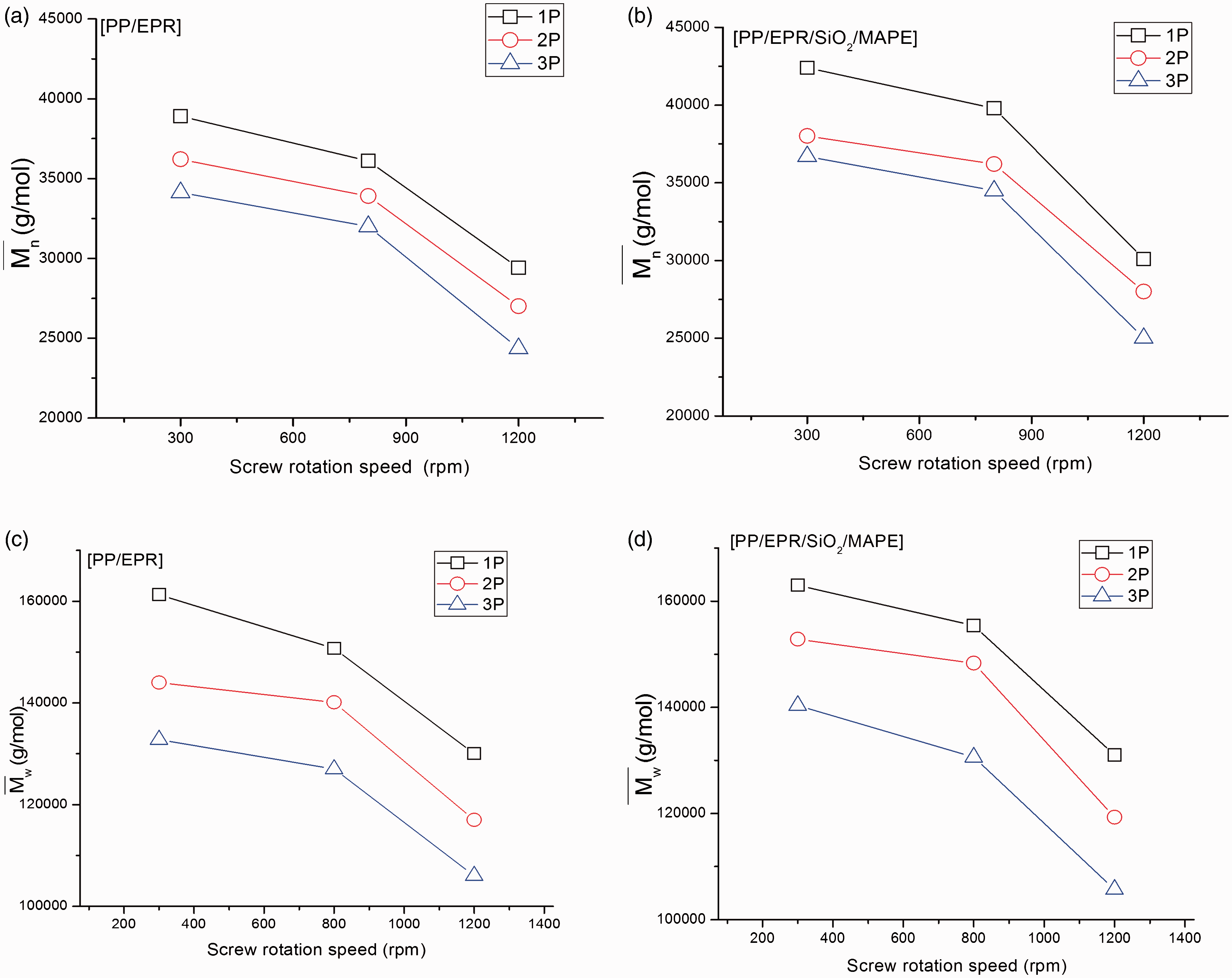
The results analysis shows that
A drastic reduction was also observed for (PP/EPR) blends with the increment of extrusion cycles. Thus,
polydispersity indexes (Ip) of different blends samples.
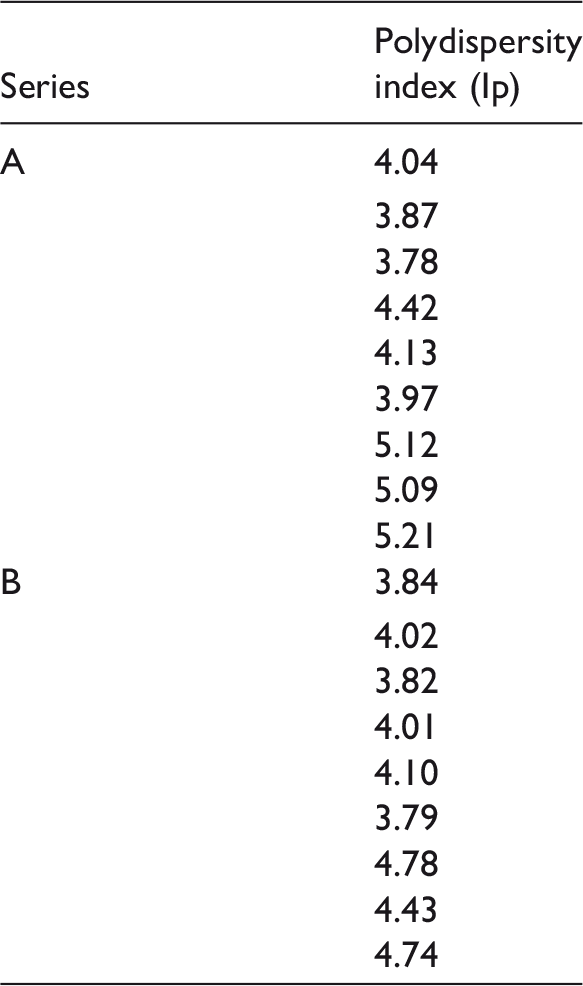
The molar masses reduction is followed on the one hand by an increase of the polydispersity index with the shear rate and on the other, by a decrement of Ip from one extrusion cycle to another at the same shear rate. This is probably attributed to the degradation mechanism of the polymer chains during the continuous thermomechanical extrusion process. In fact, the shear forces and high processing temperatures cause a series of macromolecules scissions due to the combined plastification mechanisms, namely the mechanical work (mixing operations of the screws) and the thermal working (the heat transmitted by conduction and convection).
Concerning the mechanical work, when the deformation rate of the chemical bonds in polymer chains becomes much greater than the relaxation rate of the macromolecules, the necessary activation energy to break the bonds is thus increased. Consequently, the degradation process can easily begin through the chains scissions phenomena induced by the intensity of the applied constraints. This confirms the measurements of the SME (Table 2). Indeed, the SME increases with the shear rate and with the number of passages in the extruder, as well.
Regarding the thermal working, the measurements of the reached temperatures (Table 2) reveal that the high shear level can generate a local temperature increase, exceeding the already set one. As a result, some chemical bonds can be thermally excited and therefore be sufficiently strained to provoke an easy breakage of the chain.
Whatever the causes of the degradation and the structural modification of the material, the chemical decomposition of the PP always starts with a bond breakage (primary scission). β-scission is another classical phenomenon associated with this phase. The β-scission, which is the main mechanism of the initiation step of the hydrocarbon compounds degradation, is characterized by the creation of free radicals. 20
The incorporation of the nanofillers and the coupling agent increases the average molar masses and decreases the polydispersity index (Figure 3 and Table 3). In fact,
When the shear rate is increased at a constant extrusion cycle, it can be noticed that the average molar masses decrement is significantly attenuated. Indeed,
At a constant shear rate and by increasing the number of passages through the extruder, the average molar masses decrease is also reduced. Thus
Melt flow index variation
The melt flow index or “grade” symbolized by “MFI” is equivalent to a mass flow determined under standardized thermomechanical test conditions. Standard grade measurements were performed in order to execute a comparative study of the melt flow behavior of the re-extruded formulations at different shear rates. The polymer amount recovered from the die and expressed in grams per 10 min, represents the grade or flow index.
Figure 4(a) and (b) shows the variation of the MFI for the (PP/EPR) component and the [PP/EPR/3% SiO2/5% MAPE] composite as a function of the extrusion cycles number and the screw rotation speed.
MFI evolution as a function of screw rotation speed for various cycles numbers, T = 230℃, m = 2.16 kg: (a) PP/EPR, (b) PP/EPR/3%SiO2 /5%MAPE.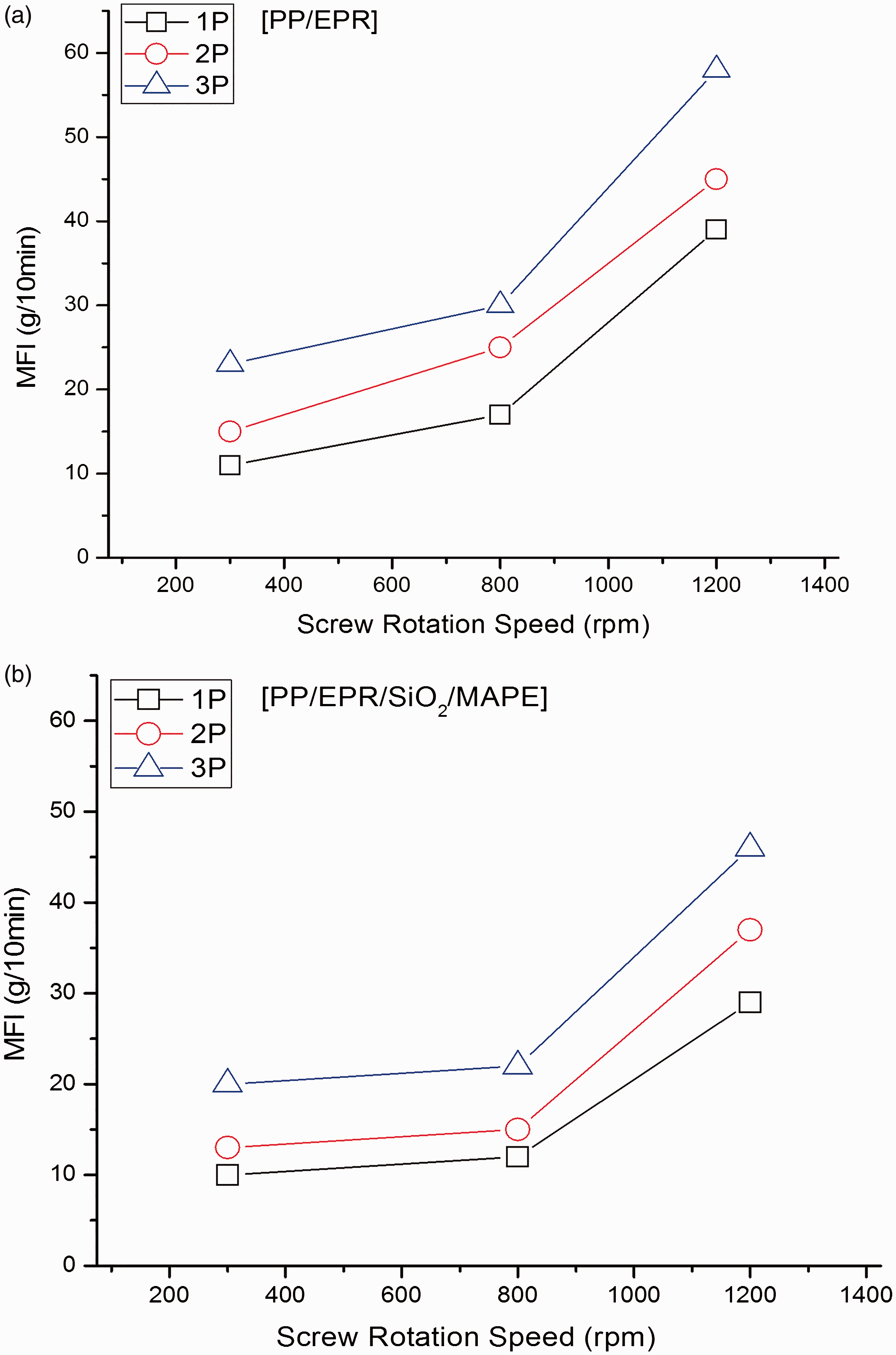
Concerning the (PP/EPR) blends, it is worth noting that the flow index increases with the shear rate (Figure 4). Indeed, the MFI rises from 12 for A-300-1P blend to 17 for the A-800-1P and reaches 39 for A-1200-1P. This index also increases with the number of the extrusion cycles. Indeed, the MFI changes from 12 for A-300-1P to 23 for A-300-3P. These changes can be explained by the increment of the shear rate and the self-heating temperature through the increase of the screw rotation speed and the number of passages in the extruder. This will therefore engender the degradation of the polymer chains under the combined effects of the mechanical work and the thermal work. Consequently, the short chains fraction increases thereby dismantling the entanglements among them. When the entanglements network is demolished, the macromolecules movements become more independent. This imparts a lower flow resistance to the material and thus a greater fluidity.
The composites containing the silica nanoparticles and the MAPE coupling agent exhibit a lower MFI than that of the (PP/EPR) matrix. In fact, the MFI decreases from 12 for A-300-1P blend to 9 for B-300-1P. This is attributed to the increase of the long chains fraction generated by the interactive reactions taking place at the interfaces of the constituents. 5 Accordingly, the proportion of the macromolecules having high molar masses and the density of the interchain entanglements obviously increase. These effects confer a greater flow resistance to the compatibilized composites, giving rise to a lower MFI as compared to the matrix component.
The flow index increase indicates that the PP chains become shorter. This is due to the chains scissions reactions resulting from the thermomechanical degradations which occur during each recycling. These results corroborate those of the molar masses determination. The stabilizing effect of the nanofillers and the compatibilizer is also confirmed. This is in agreement with previous studies,22–24 in particular with the research wok of Ries and Menges, 25 who have demonstrated that the repetitive recycling of PP increases the probability of cleaved chains, which leads to a rise of the melt index as well as a brittleness of the recycled PP.
Mechanical properties
Mechanical characteristics of the studied systems.
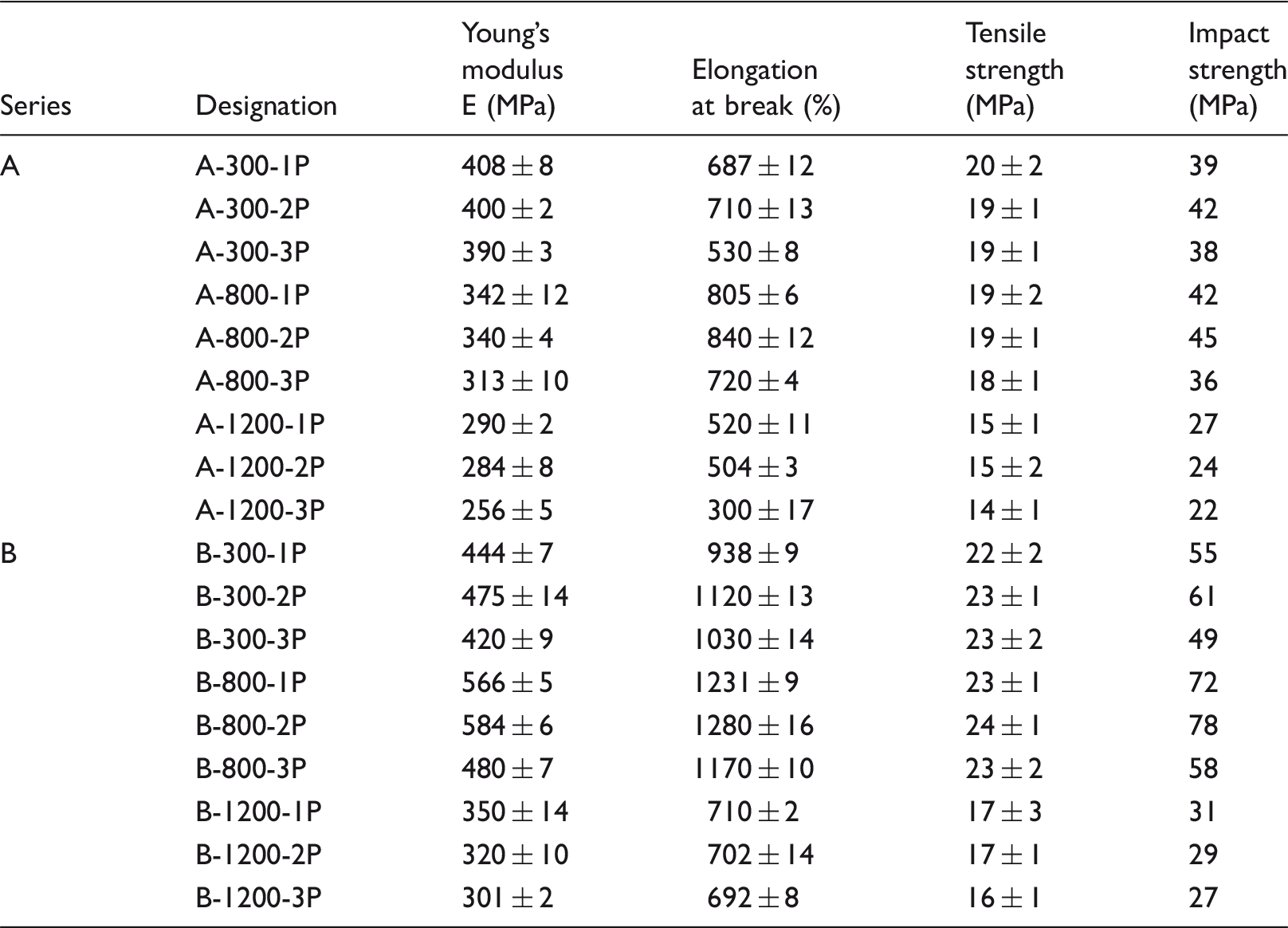
Concerning the (PP/EPR) blend, at a shear rate of 300 or 800 r/min, the Young's modulus slightly decreases with the increase of the extrusion cycles number.
However, the elongation at break increases from the first to the second extrusion cycle (Table 4). This substantiates the morphological observations, where a size reduction of the dispersed EPR nodules was noticed by increasing the extrusion cycles number. The finer dispersion induces a reduction of the deformation resistance which is compensated by a ductility increase, due to a better homogenization.
Nevertheless, the Young's modulus, the elongation at break and the impact strength decrease after the third extrusion cycle. For example, the recorded elongation at break was 720% for A-800-3P whereas that of A-800-2P was 840%. The downgrading of these mechanical characteristics is also observed for the A series of the blends extruded at 1200 r/min. In fact, the Young's modulus decreases from 408 MPa for A-300-1P to 290 MPa for A-1200-1P; this modulus further drops after the third passage in the extruder and reaches 256 MPa for A-1200-3P. This might be caused by the predominance of the thermomechanical degradation processes as well as the reduction of dispersed EPR nodules size. These findings are consistent with the MFI measurements. In fact, a significant MFI increase was noticed due to the reduction of the number average molar masses (
A tensile strength reduction is observed by increasing the screw rotation speed, namely from 300 to 1200 r/min (Table 4). This is due to degradation mechanisms giving rise to β-scissions of the PP chains. Thus, the average molar masses decrease, resulting in the decrement of the interchain entanglements number. This leads to the weakening of the chain interpenetrating network, which would induce a loss of the polymer elasticity as well as a reduction of the free volume. 30 Indeed, the decrease of the molar mass reduces the free volume fraction in the polymer. The free volume is understood to mean the group of the sites that are non-occupied by a macromolecular segment. These sites follow the orientation of the molecular skips in their movement. The stress application thus maximizes the probability of the molecular skips in the direction of the applied tension. Accordingly, this site group (the free volume) would maintain the movements of the chains that are involved in the deformation, through the absorption of the energy transmitted by the tensile force; it is considered responsible for the polymer elasticity.
After introducing the silica nanoparticles (SiO2) and the (MAPE) coupling agent, the mechanical performances were improved. In fact, the Young's modulus increases from 408 MPa for A-300-1P component to 444 MPa for the compatibilized composite B-300-1P while the elongation at break rises from 687for A-300-1P blend to 984% for B-300-1P.
As for the extrusion cycles influence, it is worth mentioning that the Young's modulus, the elongation at break and the impact strength were boosted in the second extrusion cycle. For instance, the Young's modulus value of B-300-1P which was 444 MPa became 475 MPa for B-300-2P. The mechanical properties improvement could be attributed to the better processability of the material from one passage to another, which would allow a suitable disaggregation of the dispersed phase with a more adhesive interface quality. The best mechanical characteristics are obtained for the B-800-2P formulation, processed at a screw rotation speed of 800 r/min; indeed, both of the rigidity and ductility of the component sharply increase.
The mechanical properties reduction after the 3rd extrusion cycle is attenuated in the presence of the silica nanofillers and the coupling agent. For example, the elongation at break decreases from 1120% for B-300-2P to 1030% for B-300-3P (i.e. a decrease of 8%). However, for the non filled blends, the variation of the elongation at break is 25%. These results suggest that the silica nanoparticles may represent an interesting alternative in the perspective of improving the mechanical properties of a recycled polymer. The presence of silica nanofillers should be combined with the addition of the compatibilizer MAPE, which will act as a plasticizer and may also be a stabilizing agent, able to intercept the free radicals produced by the thermomechanical degradation in the molten state.
The mechanical properties of the re-extruded materials at 1200 r/min drastically declined after the third extrusion cycle. This behavior is probably related to the degradation effect, caused simultaneously by the high shear level, the repeated processing number as well as the extrusion conditions.
Although the recycling process has induced the materials degradation, the change in the mechanical properties remains limited as long as the shear range is moderate (300–800 r/min). It is stated that the recycled materials can practically be used in the same fields of application as their non-recycled analogues.
Conclusion
The goal of this work was to investigate the structural differences as well as the property changes of silica nanoparticles based PP/EPR blends, when subjected to a number of processing cycles (up to three cycles), at various screw rotation speeds (300, 800, or 1200 r/min).
The morphological observations showed that the multiple extrusions stimulate the fission of the elastomeric nodules into smaller ones which become more spherical in shape. The extrusion reprocessing reduces the silica clusters size and induces a more homogeneous dispersion and a narrower distribution.
The characterization of (PP/EPR) blends indicated that the increase of the screw rotation speed and the number of extrusion cycles brings about a significant reduction of the number average molar masses (
The incorporation of the nanofillers and the coupling agent generates the rise of the average molar masses and the decrease of the polydispersity index and the MFI.
The MAPE compatibilizer is likely to act as a plasticizer or might also be a free radical scavenger during melt processing, while improving the interfacial adhesion. The stresses stored by the material during the repeated extrusion processing cycles are thus reduced.
The mechanical properties are markedly improved from the 1st to the 2nd extrusion cycle, by increasing the screw rotation speed from 300 to 800 r/min, after the incorporation of silica nanoparticles and particularly in the presence of MAPE copolymer. This enhancement is attributed to a better processability from one passage to another through the extruder, which would allow a suitable disaggregation of the dispersed phase with a more adhesive interface.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.