
Abstract
The present study reports on a systematic experimental test that evaluates the effect of drilling parameters on the open-hole tensile properties of flax fibre epoxy reinforced laminates. Additionally, three lay-up configurations of the flax fibre, namely, [0°/90°]6, [0°]6 and [±45°]6, were investigated and compared. The results demonstrated that the [0°]6 lay-up configuration was superior in terms of mechanical or tensile strength retention of the composites given an 8 mm hole. Conversely, damage due to delamination was not significant due to the changes in feed rate and cutting speed. This suggests that the drilling parameters were less sensitive towards the mechanical strength of the flax fibre composites with the drilled hole. The less severity of the delamination can be attributed to the high fracture toughness (high mode I critical strain energy release) of the flax fibre when compared with that of the synthetic fibre reinforced composite counterparts. The use of the step drill bit design also potentially contributes to the reduced severity of the delamination damage to the flax fibre composites.
Introduction
Natural fibre reinforced polymer composites were extensively researched and developed as possible alternatives or substitutes for the synthetic fibre reinforced composite counterparts. This is due to their unique characteristics, which includes neutrality against environmental effects and comparatively high specific strength as well as stiffness. This is especially true when specific physical and chemical treatments were performed on the aforementioned fibres. Among the various natural fibres that are available, flax (also known as Linum usitatissimum) is extensively used as fibre reinforcement for bio-composite materials. Based on the review by Yan et al., 1 the main constituents of flax fibre, namely cellulose, hemicellulose, wax, lignin and pectin, favourably contribute towards its wide application in commercial and consumer products. In order to align with ‘go-green’ trends, flax fibres are also combined with recently developed bio-polymers to create the environment-friendly fibre reinforced composites. While considering the major applications of flax fibre composites, four specific product groups or applications of this composite were classified by Pit et al., 2 namely sporting goods, music and sounds, furniture, and mobility. With respect to mobility, the automotive industry in particular actively employed flax for secondary load bearing structures, such as door panels, internal parcel shelves and roof upholstery. 2
Given this emerging trend, the joining of sub-components of flax composite products must be performed and mechanical joining is preferable to that of adhesive bonding. However, mechanical joints are the weakest links of any composite structure. 3 The efficiency of the riveted and bolted joints between parts of composite materials critically depends on the quality and accuracy of the drilled holes. Extensive research demonstrated that a range of damage such as fibre pull-out and fuzzing, intra and inter-laminar cracks, matrix cratering and thermal alterations, and delamination occur during the drilling process. Even if the quality of hole is uncompromised, Kannan et al. asserted that holes or notches in the composites induce fibre discontinuity or interruption, and stress concentration. 4 Hence, the strength of the composite structure for any long-term load bearing applications deteriorates. A reduced mechanical strength eventually causes breakdown in the composite parts prior to its intended usage or life. 5 Most previous studies focused on drilling process optimisation to alleviate drilling-induced delamination damage. However, based on Lambiase and Durante, another equally important aspect of research involves the evaluation of the open-hole residual tensile strength of a composite such that the degree of damage on a drilled hole or notch can be determined. 6 With respect to this, Hao et al. investigated the open-hole effects on the tensile properties of kenaf/polypropylene nonwoven composites. 7 The authors claimed that the ‘ductile-like’ nature of the aforementioned composites mitigated the strength-reducing effect of stress concentration during the tensile test.
In a different study, Kannan et al. explored the effect of laminate lay-up, hole size and coupling agent on the open-hole strength of flax polypropylene laminates. 4 The authors claimed that the 0/90/0 laminates exhibited a high strength retention and thereby insensitive towards the open hole or notch. The authors also attributed this finding to the inherent nature of this cross-ply laminate lay-up, and development of a plastic region in the open-hole vicinity. 4 However, the limitation of the study was that a high adhesion of polypropylene resin with a maleic anhydride grafted polypropylene coupling agent treatment did not provide better strength retention for increased hole size. Furthermore, different ranges of drilling parameters for producing the holes, such as rotational and feed speeds, which may lead to adverse effects, were not disclosed or considered.
Extending to these existing studies, the experimental investigations on the open-hole tensile properties for hybrid composites have been carried out by Salleh et al.8,9 In their study, the open-hole tensile properties of kenaf epoxy composites were compared with those of kenaf/glass hybrid epoxy laminates. The study highlighted similar damage progression mechanisms in the two materials. They explained that the polymer matrix initially failed around the hole with a cracking sound, and this was followed by fibre–matrix debonding. The failure then propagated along the fibre–matrix interface. As expected, the long kenaf composite was more notch-sensitive than the long kenaf/glass hybrid composite. Thus, the open-hole tensile property of the hybrid composite was significantly higher than the kenaf composites itself. It was not clear as to whether drilling parameters influence open-hole tensile properties. This is despite the fact that drilling parameters considerably contribute towards delamination damage, and this is directly related to the mechanical strength of the composite.
Based on the aforementioned reviews and considerations, there is a paucity of research efforts that focused on providing a clear insight on the effect of open hole on the mechanical strength of flax fibre composites. Therefore, the present study attempts to fill the gap in the literature by incorporating comprehensive experimental tests to understand the effect of open-hole tensile strength on the aforementioned fibre composites. Wider ranges of drilling parameters with different fibre angle directions were incorporated in the experimental study to achieve the aforementioned objective. Additionally, optical microscopic studies were performed to qualitatively observe and confirm the quality of the drilled holes on the top and bottom sides of the flax fibre composites.
Materials and fabrication
Materials
Two types of flax fibre were used as the reinforcement in the composite material, namely Biotex flax fibres of uni-directional type (150 g/m2 areal density) and 4 × 4 plain weaved type (500 g/m2 areal density) as shown in Figure 1. These flax fabrics were acquired through Easy Composites Ltd., Staffordshire, UK. In order to fabricate the flax fibre composites, commercial epoxy resins, Amite 100 and 103 slow-hardener were selected as the matrix and curing agent, respectively. The resins were acquired through MechaSolve Engineering, Malaysia.
(a) Uni-directional and (b) plain woven flax fibres.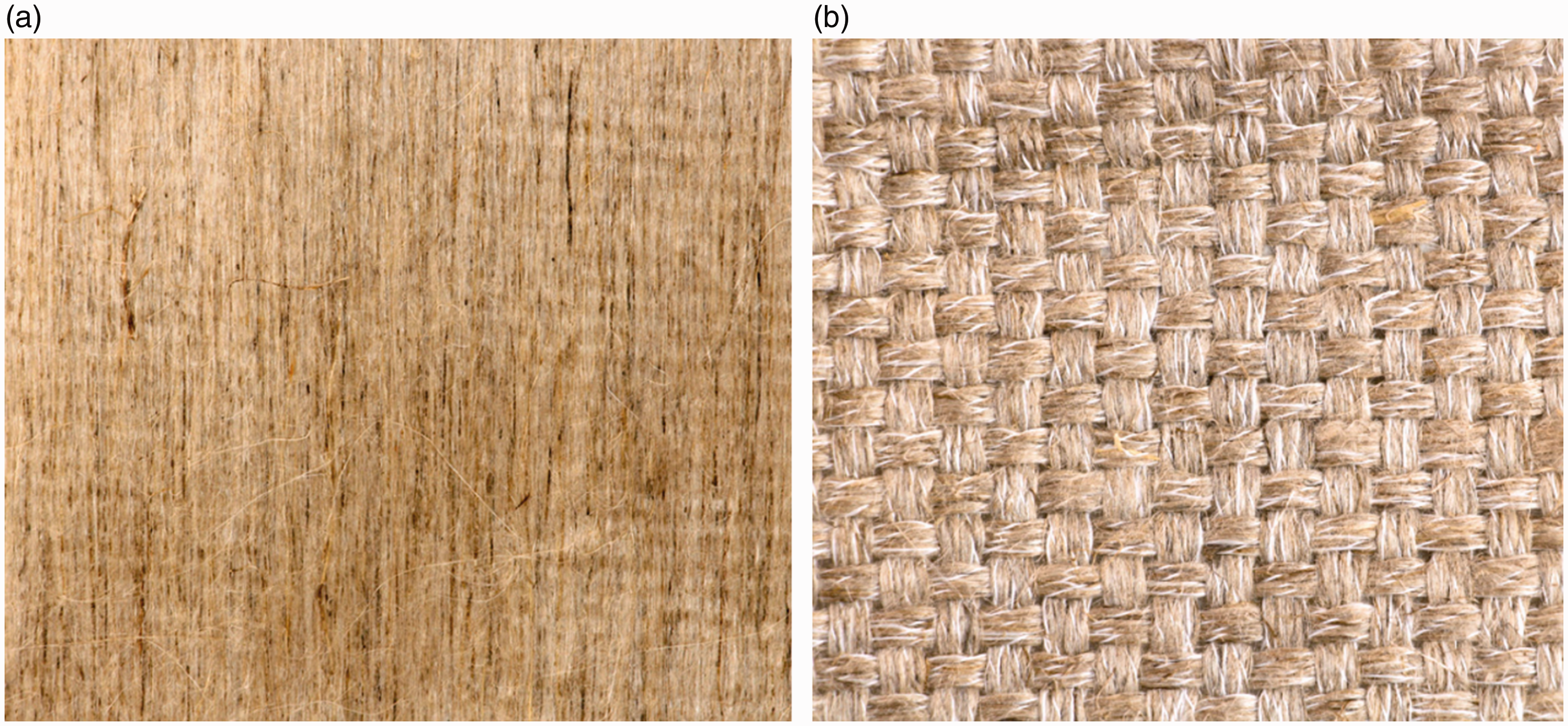
Composite laminates fabrication
Flax fibre composite with a thickness of approximately 5 mm was manufactured through the resin infusion process. Six layers of fibres were stacked to achieve the targeted thickness. These fibres were placed on a flat glass mould in a balanced and symmetric manner. Prior to the lay-up process, several layers of mould release agent were applied on the surface of the flat glass mould for easy removal of the cured composites. A single layer of peel ply and polymeric net were placed on top of the laid fibres so that the resins were uniformly distributed. A mould cavity was created by sealing the polymer bagging film around the fibres by using sealant tapes. A vacuum pressure of approximately 11–15 mBar was applied to compact the dry fibres, and it was then left to equilibrate under the vacuum for 10–15 min to ensure there were no leaks around the sealant tapes. Finally, the inlet gate of the vacuum-bagged mould was opened to initiate the infusion of epoxy resin and impregnate the dry fibres. The impregnated set-up was left under vacuum at room temperature for 24 h to cure the flax fibre composites. The final preparation of the cured panels involved trimming them into the required specimen sizes and directions by using a diamond saw. The fibre volume fraction of the flax fibre composites was determined to be approximately 0.451.
Drilling and static tensile testing
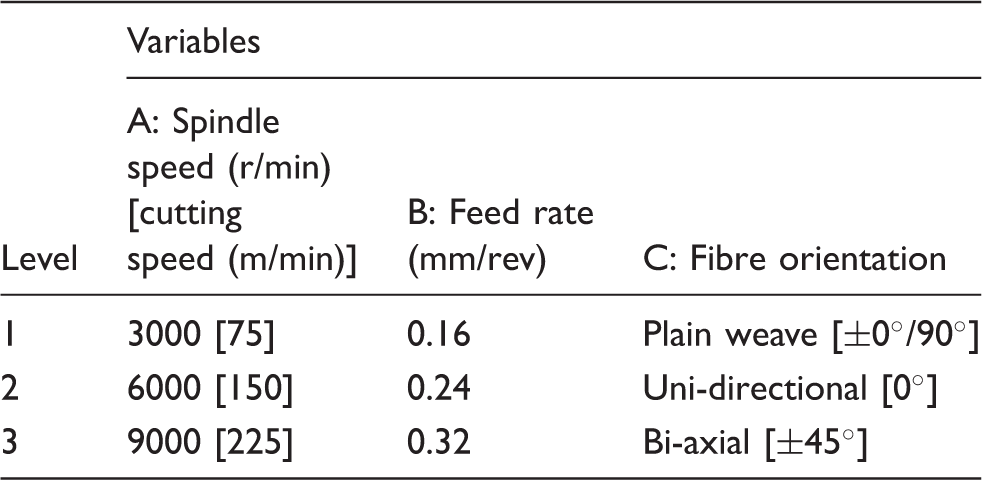
Factors and their levels for the Taguchi designed experiment.
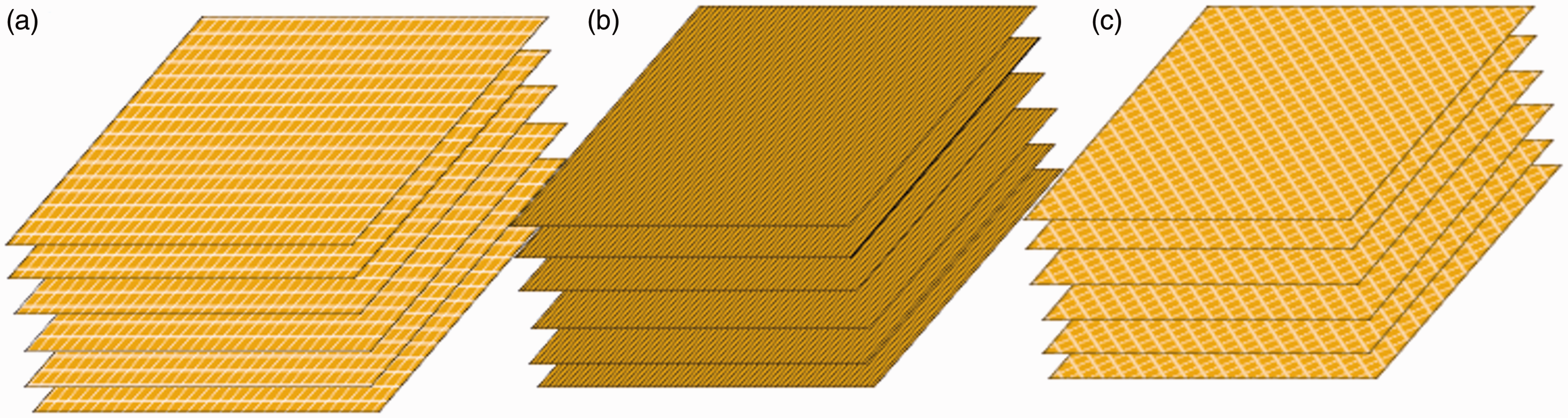
Arrangements of the flax fibre composites: (a) woven [±0/90°], (b) uni-directional and (c) bi-axial [±45°].
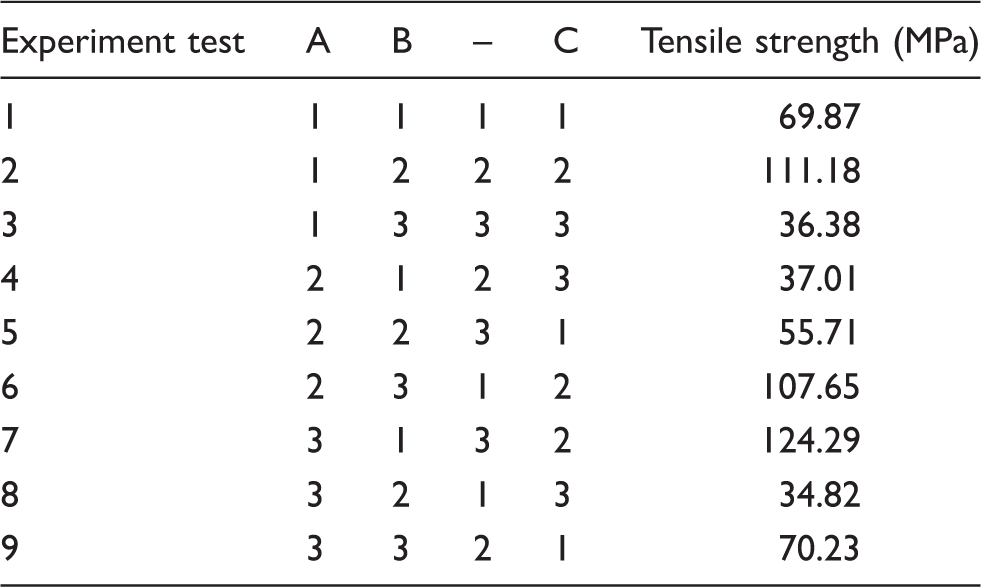
The L9 orthogonal array.
Meanwhile, after the specimens were drilled, the open-hole tensile properties were evaluated based on ASTM 3039, by using a Shimadzu electromechanical testing machine, which was equipped with a 100 kN load cell. The crosshead speed of the testing machine was 2 mm/min in the tensile direction. Up to five samples were tested within each experiment to improve the reliability of the experimental results. As suggested by Karimi et al., the open-hole or residual tensile strength is estimated by using the following equation
10
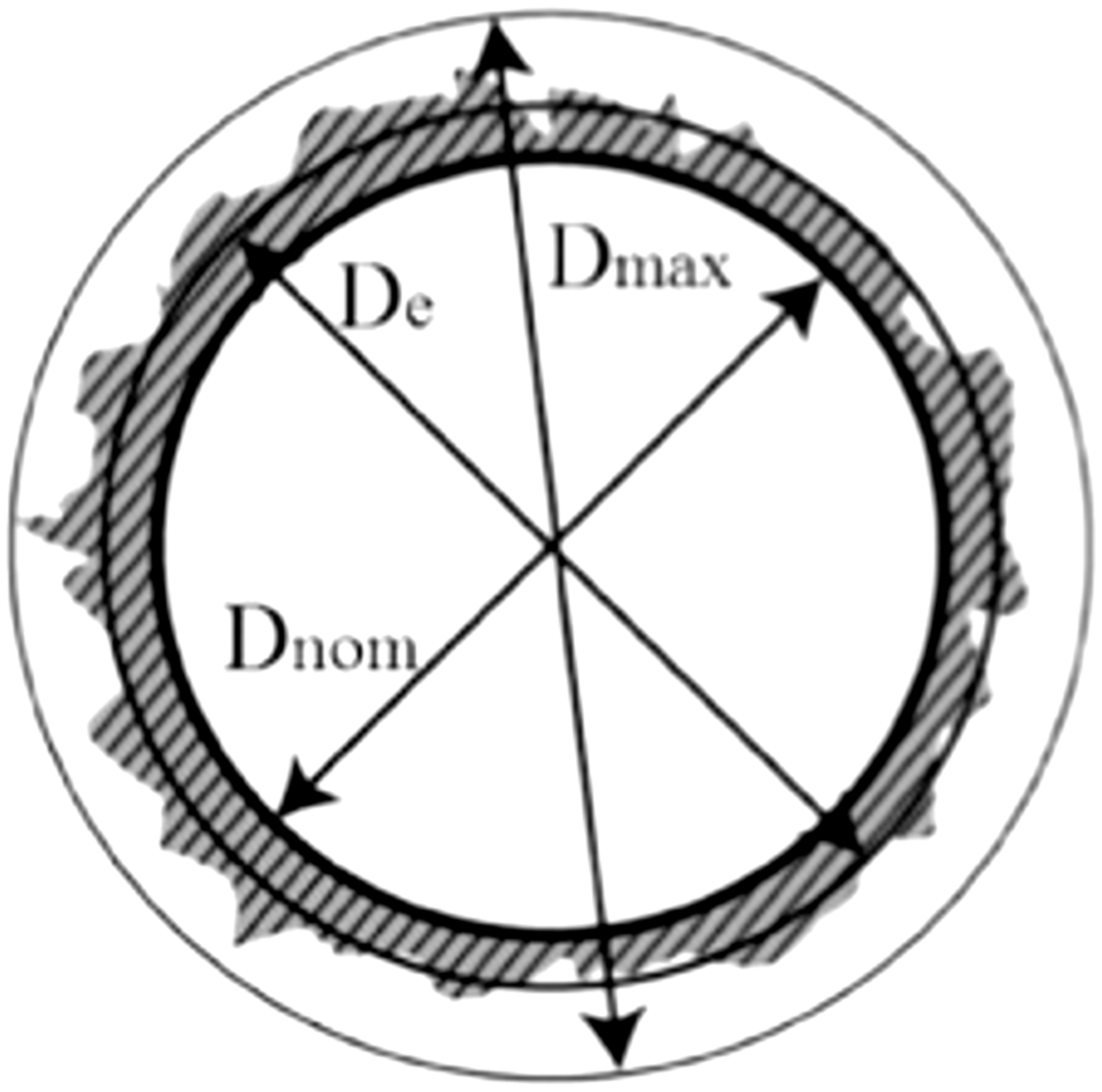
Schematic of delamination factor, Fd measurement on the drilled flax fibre composite.
Results and discussion
Open-hole tensile strength
Tensile strengths of the five sample of flax fibre composites (base material without hole) according to fibre lay-up direction.
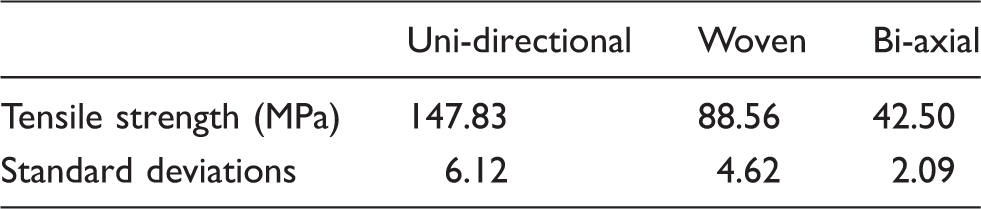
The overall results of the calculated open-hole tensile strength values for the flax fibre composites are presented in Figure 4. Evidently, the highest open-hole tensile strength of the flax fibre composites was at 124 MPa. This was obtained during the experiment performed under the following settings: 9000 r/min spindle speed, 0.16 mm/rev feed rate, and uni-directional type flax fibre composite. The lowest open-hole tensile strength of 36 MPa was gained from experimental test #3, in which the settings corresponded to 3000 r/min spindle speed, 0.32 mm/rev feed rate and bi-axial type flax fibre composite. Comparing with the tensile strengths of base material for the flax fibre composites shown in Table 3, the discontinuity and interruption of flax fibres in the composite due to the presence of hole attributed to reduction of approximately 15–40% in the strength. This concurs with the previous studies reported in Kannan et al.
4
and Abdul Nasir et al.
5
It is to note that the induced discontinuity or interruption in the fibres accelerates the stress concentration on the composites during the tensile tests to considerably decrease the tensile strength of the flax fibre composites.
Open-hole tensile strength for the L9 experimental trials.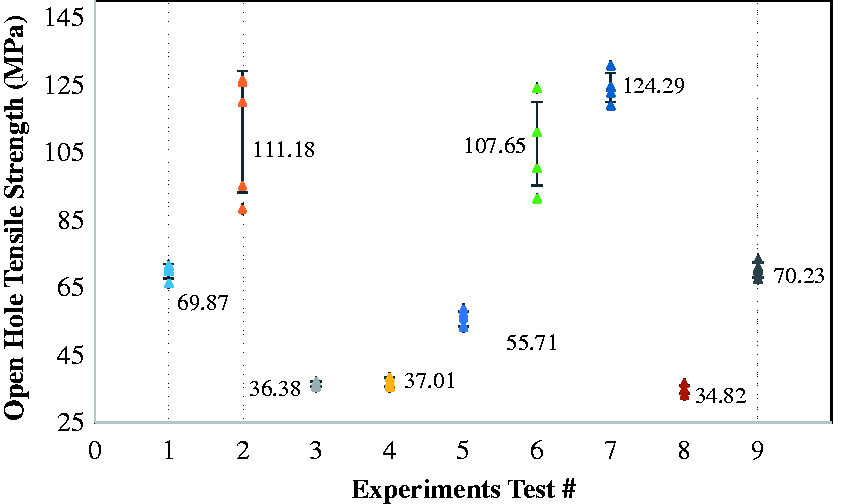
As shown in Figure 4, it is observed that each data point is represented by the bulleted points, while the error bars plotted for each test signify the standard error from the mean. The variations in open-hole tensile strength are relatively small for most of the experimental tests with the exception for the experimental settings of 3000 r/min, 0.24 mm/rev and uni-directional composites (under experimental test #2) and experiment test #6 (for the settings of 6000 r/min, 0.32 mm/rev and uni-directional composites). This could be due to the nature of the uni-directional flax fibre which was not perfectly uniform in a single direction along the tensile load. Some fibre bridging exists that lead to a large variation in the open-hole tensile strength. Nonetheless, the variation in the experimental results was fairly acceptable which indicates that the manufacturing process and experimental tests performed in the study were reliable in producing consistent strength of the flax fibre composites.
Based on the nine experimental tests, the main effect plots, Figure 5, were created, by plotting the open-hole tensile strength and delamination damage relative to each factor level. These graphs depict the trend of influence for the factor as it increases from low to high level. It should be noted that the dashed straight line in each of the figure represents the global mean of all factor influences. The factor influence is small or negligible if the mean values at each level are close to the global mean line. As in Figure 5, the mean values of each factor level for spindle speed and feed rate are close to the mean global line. The results imply that the influence of these drilling parameters is trivial or small despite the wider range of feed rate and spindle or cutting speed used in the study when compared with our previous study in Abdul Nasir et al.
5
Based on the existing knowledge of drilling synthetic fibre reinforced composites, the feed rate is confirmed as exhibiting the maximum influence on the delamination damage.13,14 The damage leads to a local high stress region around the open hole due to the highly brittle nature of the matrix and fibre reinforcement when subjected to an axial load. This in turn reduces the tensile retention strength of the drilled composites.
Main effect plots of (a) spindle speed, (b) feed rate and (c) fibre direction on the open-hole tensile residual strength.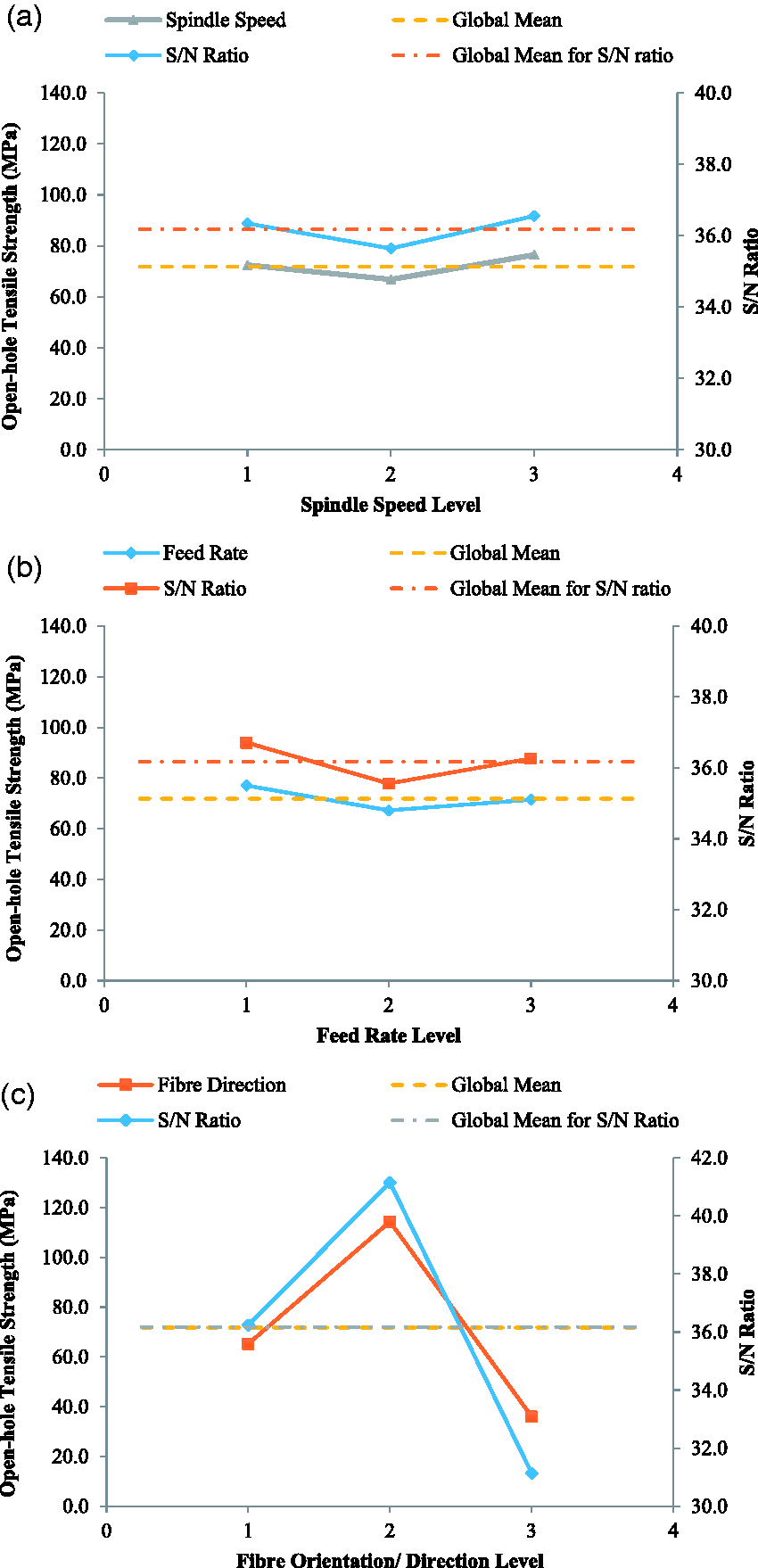
Nevertheless, with respect to natural flax fibre composites, less severe delamination damage (as compared to the synthetic fibres) is qualitatively observed due to changes in the feed rate and cutting speed, depicted in Figure 6. This can be attributed to the greater mode I critical strain energy release rate, GIC of the flax fibres when compared with that of the E-glass and carbon fibres. Thereby, this implies that the flax fibre composites may be superior in terms of their fracture toughness (ability to absorb fracture energy during loading). A previous work by Almansour et al. and Ravandi et al. revealed that the GIC values of flax fibre reinforced composites are more than twice to that of carbon and E-glass fibre composites.15,16 Based on their results, Ravandi et al. further emphasised that a significant difference exists in the degree of fibre bridging across the delamination plane for flax fibre composites when compared with that of glass fibre composites.
16
Therefore, less delamination damage is expected on the flax fibre composites during the drilling process (under different feed rate and spindle speed), as shown in Figure 6. Another possible explanation for our current finding is that the type of drilling bit used corresponds to a step drill. This drill is used to minimize the damage due to delamination, as indicated and reported in Abdul Nasir et al.
5
The design of the step drill can control the delamination damage caused by the feed rate and rotational speed, thereby, the drill bit influences the tensile retention strength of the flax fibre. Further results and detailed analyses on delamination damage due to these factors are presented in ‘Drilling and static tensile testing’ section.
Delamination defect. (a) Peel-up delamination and (b) push-out delamination at constant speed 3000 r/min with different level of feed rate (0.16 to 0.32 mm/rev) and fibre orientation (plain woven, uni-directional and bi-axial ±45°).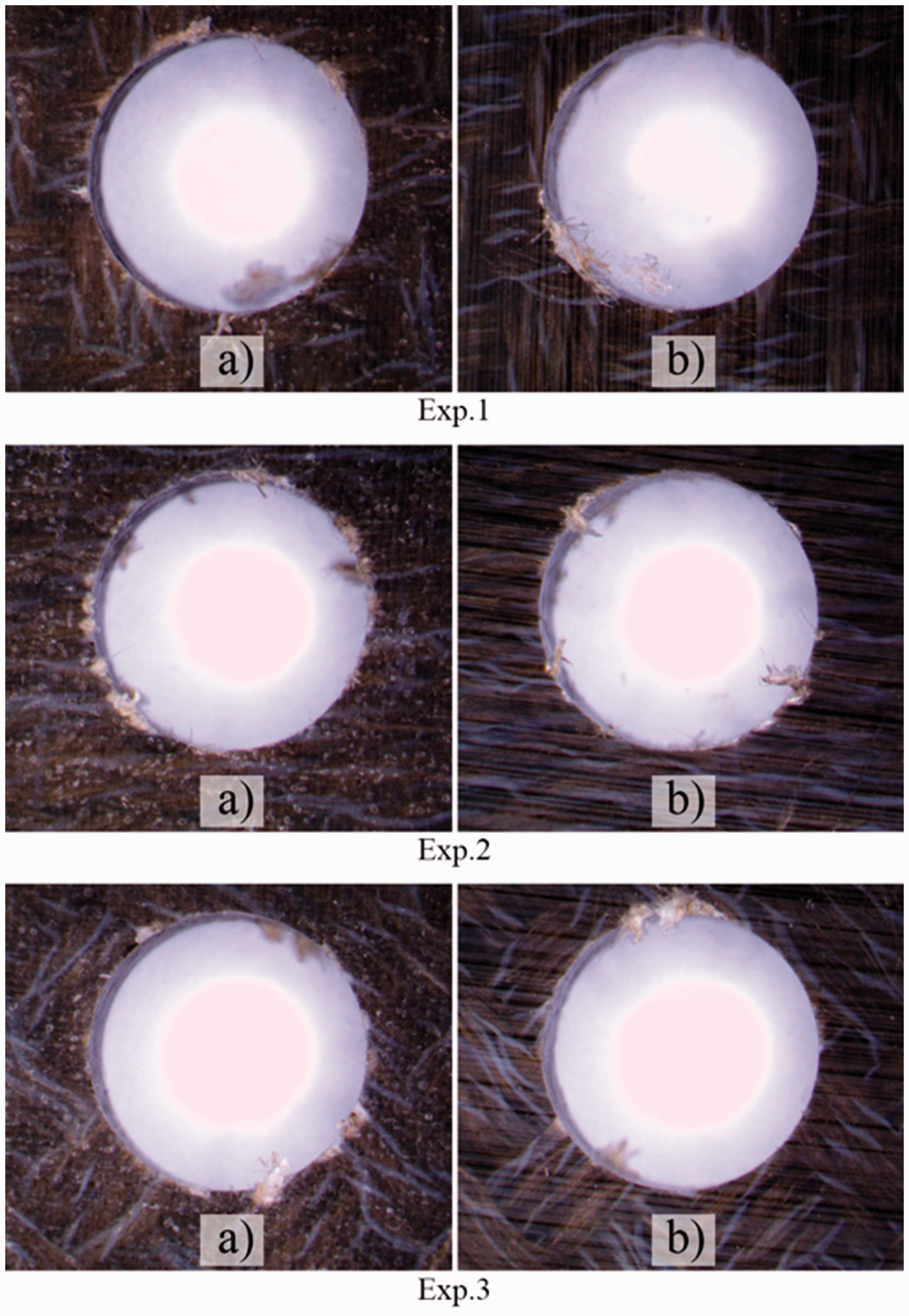
With respect to the fibre alignment or direction, this factor appears to significantly affect the open-hole tensile strength, as depicted in Figure 5. As apparent, the mean factor level for the plain weaved [0°/90°] open-hole flax fibre laminate is close to the global mean of the nine experimental tests. This finding is in line with those in the study reported by Kannan et al. in which the authors asserted that the cross-ply laminates that represent the plain weaved [0°/90°] types, achieved moderate open-hole tensile strength. 4 The authors believed that this was attributed to the uniform distribution or combination of load in the axial and transverse directional lamina. 4 They reported a value of 43 MPa for open-hole residual tensile strength, which exceeds the current finding of 36 MPa. The moderately slight variation is potentially due to the epoxy resin used in this study, since it behaves in a more brittle manner than the thermoplastic resins used by Kannan et al. 4
The change in fibre type from woven to bi-axial direction significantly affects the open-hole tensile strength. Specifically, the experimental results indicate that the uni-directional type of fibre exhibits the highest mechanical strength with a range of open-hole tensile strength from 108 MPa to 124 MPa. This is consistent with the common acceptance that uni-directional fibre can withstand an increased load in the on-axial tensile direction due to the presence of more fibre in the load direction. In the study by Kannan et al., the authors claimed a similar observation and noted that the flax/polypropylene composites exhibit an average of 67 MPa strength under the tensile load.
4
Finally, the bi-axial fibre direction [±45°] has the lowest open-hole tensile strength as expected and approximately corresponded to 31 MPa. The result was attributed to the inherent nature of cross-ply laminate lay-up, which could not withstand the off-axial load during the tensile test. Kannan et al. asserted that there are three types of damage prior to the final failure of the bi-axial flax fibre composites, namely matrix crack, fibre–matrix shearing and tear failure of fibre direction.
4
However, we only observed the cross-ply laminates epoxy matrix crack, as shown in the optical microscopic image in Figure 7.
Failure of the cross-ply flax fibre laminate after tensile test.
Top and bottom delamination factor
Figure 8 shows the effect of drilling parameters on the top and bottom delamination factors for the flax fibre composites based on the selected step drill. As shown in the figure, the delamination factors increase with a higher feed rate and spindle speed. Previous studies agreed that the delamination factor is highly governed by the feed rate. It is widely known that the size of the delamination zone is directly related to the thrust force induced by the feed rate during the drilling process.17,18 However, both the drilling parameters (i.e. feed rate and spindle speed) exhibit an equal effect on the growth of the delamination damage or delamination factor. Most previous studies were conducted for relatively low spindle or cutting speeds, thus, it is possible that the influence of cutting or spindle speed might be trivial when compared with that of the feed rate.
Main effect plots of (a) feed rate, (b) spindle speed and (c) fibre direction on top and bottom delamination factor.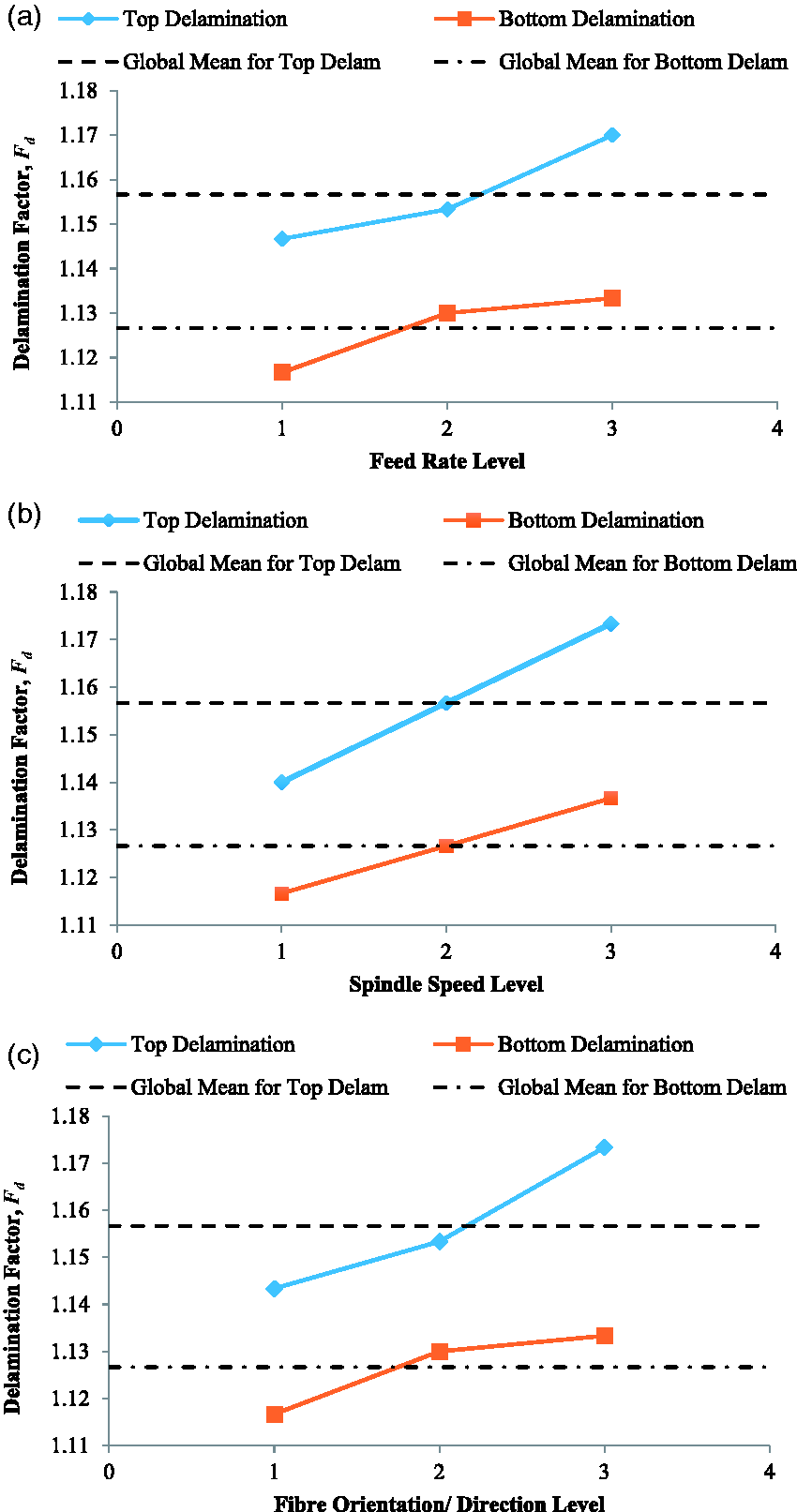
Notwithstanding this, the nature of delamination damage is also influenced by the temperature variation during drilling, especially at elevated cutting speeds. Durão et al. 19 explained that at lower cutting speeds, the increment of cutting temperature may not be substantial in promoting the softening of the resin. Hence, delamination occurs mainly due to the stresses imposed by the shearing action and loading of the drill bit on the composite laminates. At a significantly higher cutting speed, the heat generated by friction between the major and minor cutting edges and the composite laminates resulted in the rapid rise in cutting temperature above the glass transition temperature of the epoxy resin. Thus, the adhesion of flax fibre laminates with the epoxy resin becomes weaker, and this propagates the interlaminar failure and delamination damage of the flax fibre laminates. Meanwhile, as shown in Figure 8(c) the plain weaved [0°/90°] exhibits a lower delamination factor when compared with the uni-directional and bi-axial [±45°]. It is well known that the structure of the plain weaved fibres withstands the damage tolerance of the composites on multiple axes. In addition, these fibre architectures demonstrate high toughness and durability while subject to different loading conditions during the drilling process when compared with the heterogenous properties of the uni-directional and bi-axial fibres. Given these advantages, plain weaved flax fibres exhibit the lowest delamination damage on the drilled composite. This is more or less in line with the results reported by Khashaba 20 when drilling glass fibre reinforced composites.
Finally, the results from Table 2 and Figure 8 clearly indicate that the delamination factor increases with an increment in feed rate and spindle speed for all types of fibre orientations. In general, the peel-up delamination (on the top surface of the laminate) normally occurs under the following two conditions: first, when the high feeding chisel edge begins to shear the laminate, and second, when the drill bit progresses further, the drill cutting edge and drill flutes at the outer drill diameter come in contact with the upper layer of the laminate. This generates a peeling force that separates the surrounding laminas from each other. As is evident in Figure 8, the delamination factor is significantly more severe on the top surface when compared with that at the bottom. This is notably due to the two-step loadings or cutting actions of this type of drill bit design. Figure 9 denotes the final stage of the drilling process for fiber reinforced plastic (FRP) composite with a step drill tool. At the exit end of the laminate, the first tool point (primary diameter) drills the laminate with a smaller hole, and this is similar to that of the pilot hole concept. Nevertheless, the actual material removal process occurs at the secondary cutting lips along the larger part of the tool point, denoted by M in Figure 9. The existence of the secondary cutting lips on the drill bit is to ensure that the inter-laminar strength of the laminate or uncut chip thickness is sufficient to withstand the thrust force during drilling, and this in turn alleviates the delamination damage.
21
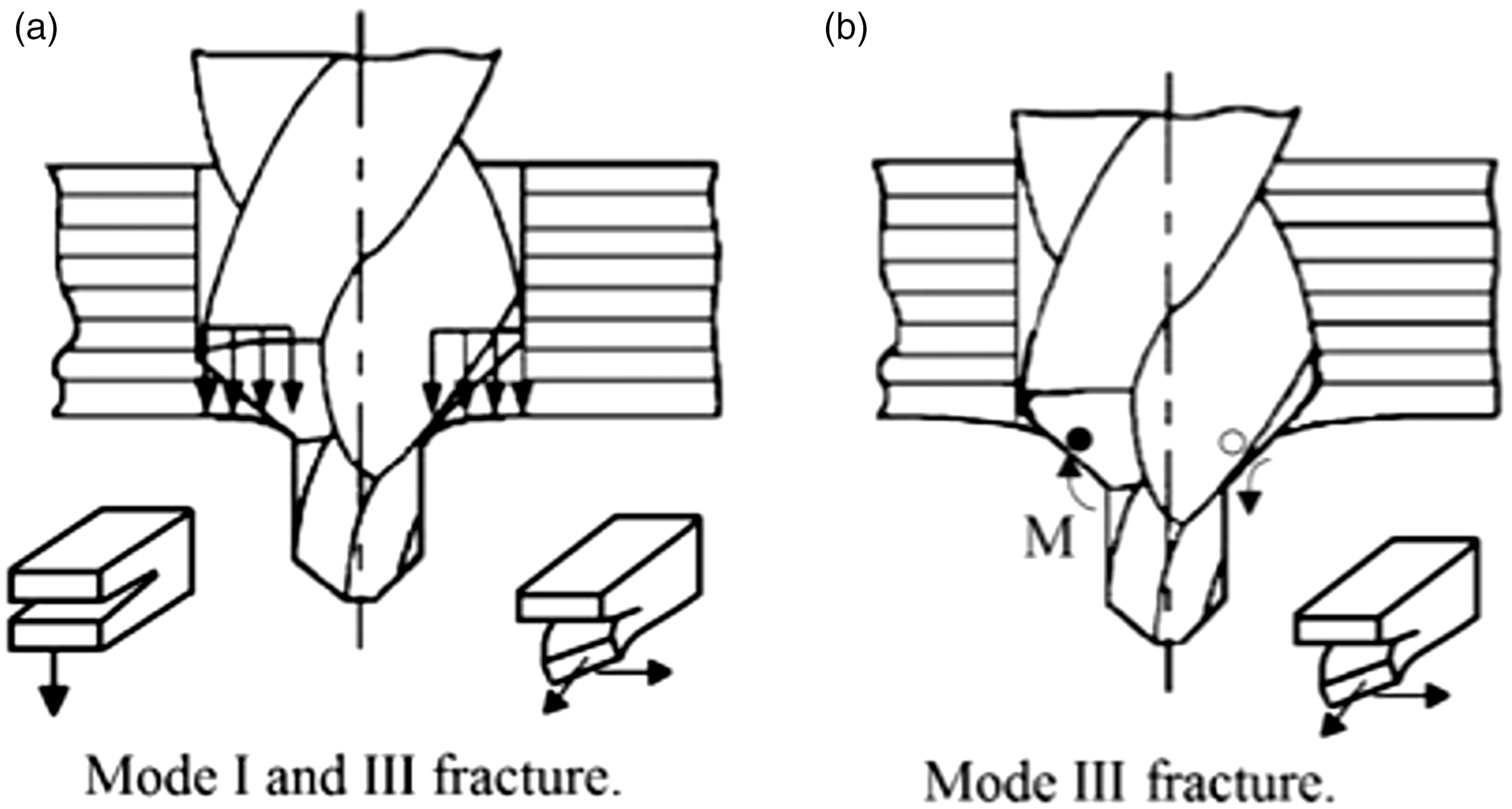
Meanwhile, according to Sereshk and Bidhendi, 22 the cutting action of the primary chisel edge exhibits a lesser influence in the second stage of material removal. Therefore, only the outer cutting lips and outer flutes at the secondary diameter of the drill bit are responsible for the delamination initiation. To add to that, Hocheng and Tsao18,23 clarified that the efficiency of the cutting action for the drilling process varies, corresponding to a maximum at the outer diameter of the drill bit and the minimum at the centre. This indicates that the delamination damage is more apparent on the top surface of the laminate than on that of the bottom or the exit side, Figures 6 and 8. It is believed that the outer secondary diameter of the step drill leads to the severity of the peel-up delamination on the upper side of the composite laminate.
Conclusions
The experimental study was conducted to investigate the influence of mechanical drilling on the tensile performance of flax fibre epoxy composite plates with a round hole. In addition to the drilling parameters, three fibre directions or orientations of [0°], [0°/90°] and [±45°] were arranged to achieve the research objective. The results of this study provide important experimental data to compensate for the current paucity of extant studies on natural fibre composites and in particular on the flax fibre epoxy composites. The following conclusions are obtained from the present study:
The open-hole tensile strengths or notched strengths of the flax fibre laminates were surprisingly less influenced by the changes in drilling parameters than by the fibre lay-up direction or orientation. The uni-directional flax fibre laminate exhibited the highest open-hole tensile strength, as expected, owing to the presence of more fibres in the tensile direction. The bi-axial or [±45°] laminates were the most sensitive towards the open-hole or notch in the laminate, and thus, they were the weakest in retaining strength in the tensile direction. This is consistent with findings in extant studies. Furthermore, the cross-ply laminate [0°/90°] type achieved moderate open-hole tensile strength. The uniform distribution or a combination of load in the axial and transverse directional lamina contributed to this finding.
In addition, the insignificant influence of drilling parameters toward delamination damage or factor is most likely attributed to the superior mode I critical strain energy release rate, GIC of the flax fibres when compared with the synthetic fibre composite counterparts. It was noted that due to this factor, the flax fibre composite laminate was excellent in terms of its fracture toughness (ability to absorb fracture energy during loading) and delamination resistance. Future experimental studies will correlate the mode I critical energy release rate with the critical drilling thrust force, critical feed rate and cutting speed, and also delamination damage of the flax fibre composites. Another alternate potential explanation of the anomaly of the effect of drilling parameters on the open-hole tensile strength involved the use of the step drill type. It is considered that the delamination damage due to the feed rate and rotational speed is controlled and alleviated via the design of this type of drill bit. Consequently, less severe delamination resulted from the selected drilling parameters and contributes toward insignificantly influencing on the tensile retention strength of the fibre composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: the Fundamental Research Grant Scheme (FRGS) under a grant number of FRGS/1/2016/TK03/UNIMAP/02/7 (Code: 9003-00605) and FRGS/1/2013/TK01/UNIMAP/03/1 (Code: 9003-00384) from the Ministry of Higher Education Malaysia.