
Abstract
A metal–matrix composite was developed by eco-friendly accumulative roll bonding process and agricultural wastes. Amorphous silica particles were obtained by heating rice husk at 600℃ and then ball milling. Amorphous silica particles as a reinforcement were embedded in a matrix of aluminum 1100. Composites with various amounts (1%, 2%, 3%, 4%, 5%, 6%, and 7%, mass fraction) of rice husk ash particles were developed. The produced aluminum–rice husk ash composites were evaluated for structural changes and mechanical properties. The scanning electron micrographs showed a uniform distribution of rice husk ash particles and were bonded well with the aluminum matrix after 10 cycles. By increasing the rice husk ash content, the composite strength increases first and then becomes constant because of the inappropriate connection of aluminum sheets. Increasing the rice husk ash content of the composite causes the change from the ductile to a relatively brittle type of fracture.
Introduction
The use of aluminum has been developed significantly in aerospace, military, and other transportation industries owing to its lightweight. 1 Although aluminum alloys have high strength-to-weight ratio, their strength is low compared to that of steel and cast iron, which limits their application. One way to overcome this problem is by composite fabrication.2–4
Composites have limitations such as unavailability of some reinforcements, decreasing ductility, decreasing toughness failure, and unpredictability of corrosion life. 5 So, there are three approaches to improve the performance of composites. The first approach is to achieve cheaper reinforcements. These reinforcements can be obtained from industrial wastes and agricultural products, but usually high quality is not achieved in composites. 5 The second approach is to use nanometer reinforcements instead of micrometer reinforcements but nanoscale materials are usually expensive. 6 The third approach is the development of hybrid composites. In this approach, two or more different reinforcements are applied simultaneously.5,7
Recently, new composites have been developed using recycled materials especially agricultural wastes. One of these materials is rice husk ash (RHA), which is usually abundant and has no particular application.1,2 Rice husk is widely used as a fuel. 3 This contains 75% volatile matter and 25% ash (RHA). Based on the statistics, annually 70 million tons of RHA are produced in the world. 4 RHA is a big environmental threat to the place where it is stored thus prompting researchers to study about the effective usage of rice husk. The presence of 85–90% amorphous silica in the RHA can create more applications for it. 5
Burning time in the presence of oxygen affects the surface of the particles and their structure. Amorphous silica can be achieved by heating below 700℃. The produced silica particles, in this case, have a high surface area. 6
Using RHA as a composite reinforcement provides a special advantage. The benefits of using the waste are the production of low-cost byproducts, reduced prices for composite products, cheaper price and availability, and lighter than conventional ceramics reinforcements. 8 Several studies have been conducted in this field. For example, Prasad and Krishna 9 assessed the mechanical and tribological properties of the produced composite with RHA. Suresha 10 evaluated the wear behavior of the hybrid composite (Al/Gr-SiC) and found that the hybrid composite shows better mechanical properties than the single-reinforced composites. But one of the major problems in producing such composites is the addition of reinforcements to the matrix. Reinforcements can be added to the matrix in various ways such as powder metallurgy, 11 friction stir process, 12 and compocasting. 13 The most significant aspect of a composite is the uniform dispersion of the reinforcement in the matrix. The main problems in adding RHA to a matrix are the difference in the RHA density with the matrix and poor wettability of RHA. So using casting techniques will cause problems such as agglomeration and nonuniform distribution.
Accumulative roll bonding (ARB) is one of the new techniques for developing composites and overcoming the problems like agglomeration, nonuniform distribution, and poor wettability of reinforcements.7,14 Therefore, the idea of this research is to produce the RHA-reinforced composite by the ARB process.
So, in this research, RHA powder was added between the sheets as reinforcement during ARB. In order to obtain uniform distribution, the sheets were rolled several times. Finally, the microstructure of composites, mechanical properties, fracture surface, and distribution of reinforcement particles were investigated.
Materials and method
Chemical composition of used Al1100 sheets.

In order to produce reinforcements, rice husk was prepared from Iranian local resources (Isfahan Farms). It was then washed in water and dried for 12 h at room temperature. The remaining moisture was removed using a heater at 200℃ for 2 h. During this process, the yellow color of the rice husk changes to black. The material was then heated to 600℃ for 15 h in an electric furnace to burn its carbonaceous matter. In order to produce reinforcement particles, the produced RHA was milled for 30 min at a speed of 360 r/min with 10:1 weight ratio of milling balls to powder.
In order to produce the reinforced metal–matrix composites, the ARB method was used. Rolling process was done in two steps. First, aluminum strips were washed in an acetone bath and their surface scratch brushing was carried out with a rotating steel brush. This operation removes impurities and grease from the surface of the strips resulting in an acceptable bond between the aluminum strips. The prepared RHA was distributed uniformly on the surface sheets, and then two sheets were put together and their ends were fixed by copper wire. The rolling process was performed without lubricant and the cross-section was reduced by 50%. Then the rolled strips were cut from the middle, and the powder was added again and rolled (similar to Figure 1). This process was repeated up to five cycles (first step). Second, to better distribute the RHA and increase the bonding, the rolling process was repeated up to 10 cycles without adding any RHA (second step). Composites with various amounts (1%, 2%, 3%, 4%, 5%, 6%, and 7%, mass fraction) of RHA particles were prepared.
Schematic view of the composite production steps by ARB process.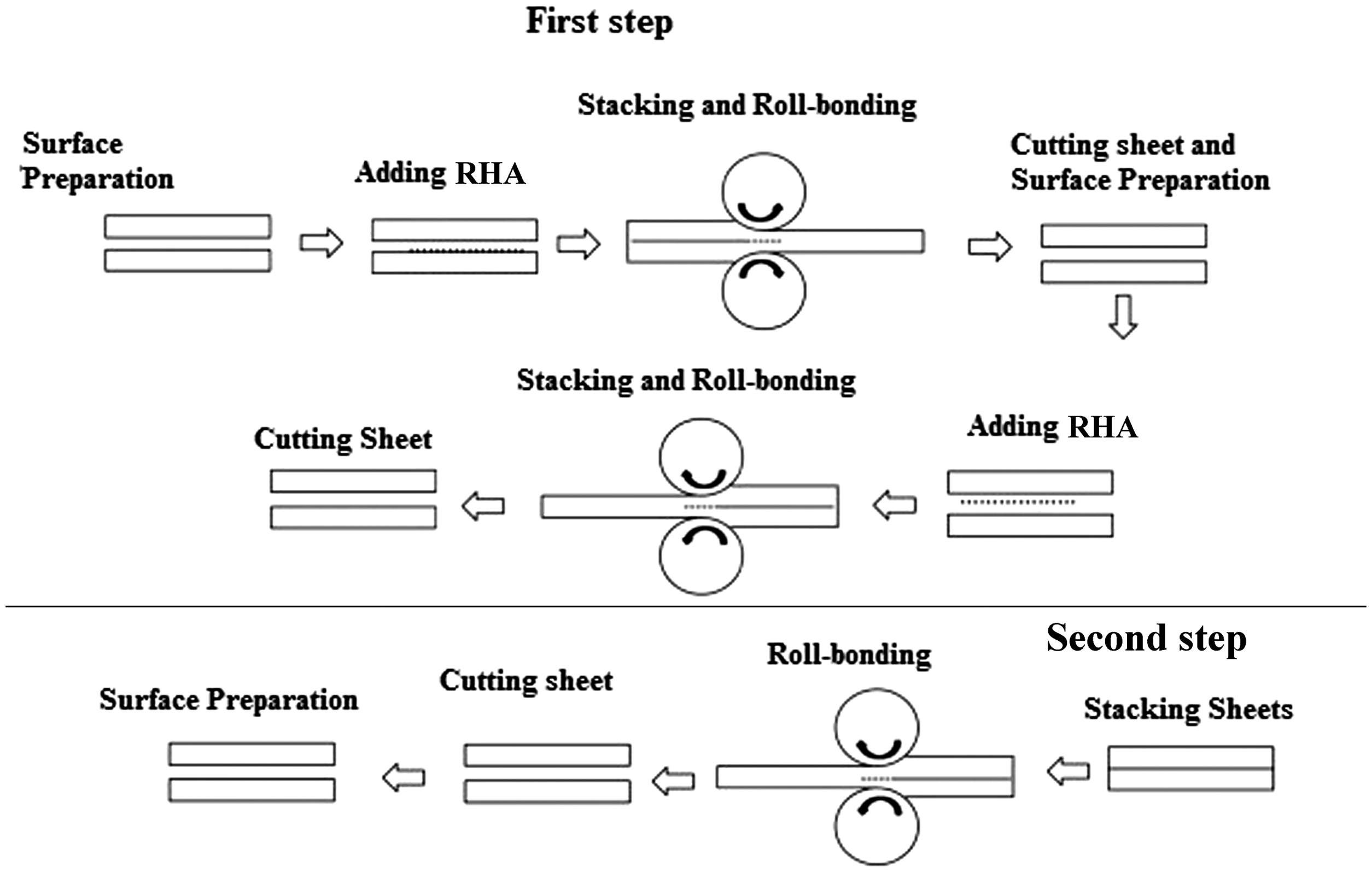
The distributions of the RHA in the aluminum strip (produced composite) and the fracture surface of the samples were investigated by scanning electron microscopy (SEM). The tensile test specimen was prepared according to the ASTM E8 standard. The tensile tests were conducted at ambient temperature on a Houndsfield H50KS testing machine at an initial strain rate of 1.67 × 10−4 s−1. Vickers microhardness test was performed under a load of 100 g for 15 s on rolling direction–transverse direction (RD–TD) plane.
Results and discussions
Al1100-RHA composites with various RHA content were successfully produced using ARB. In the following, the microstructure and mechanical properties of the produced composite are discussed.
Reinforcement characteristics
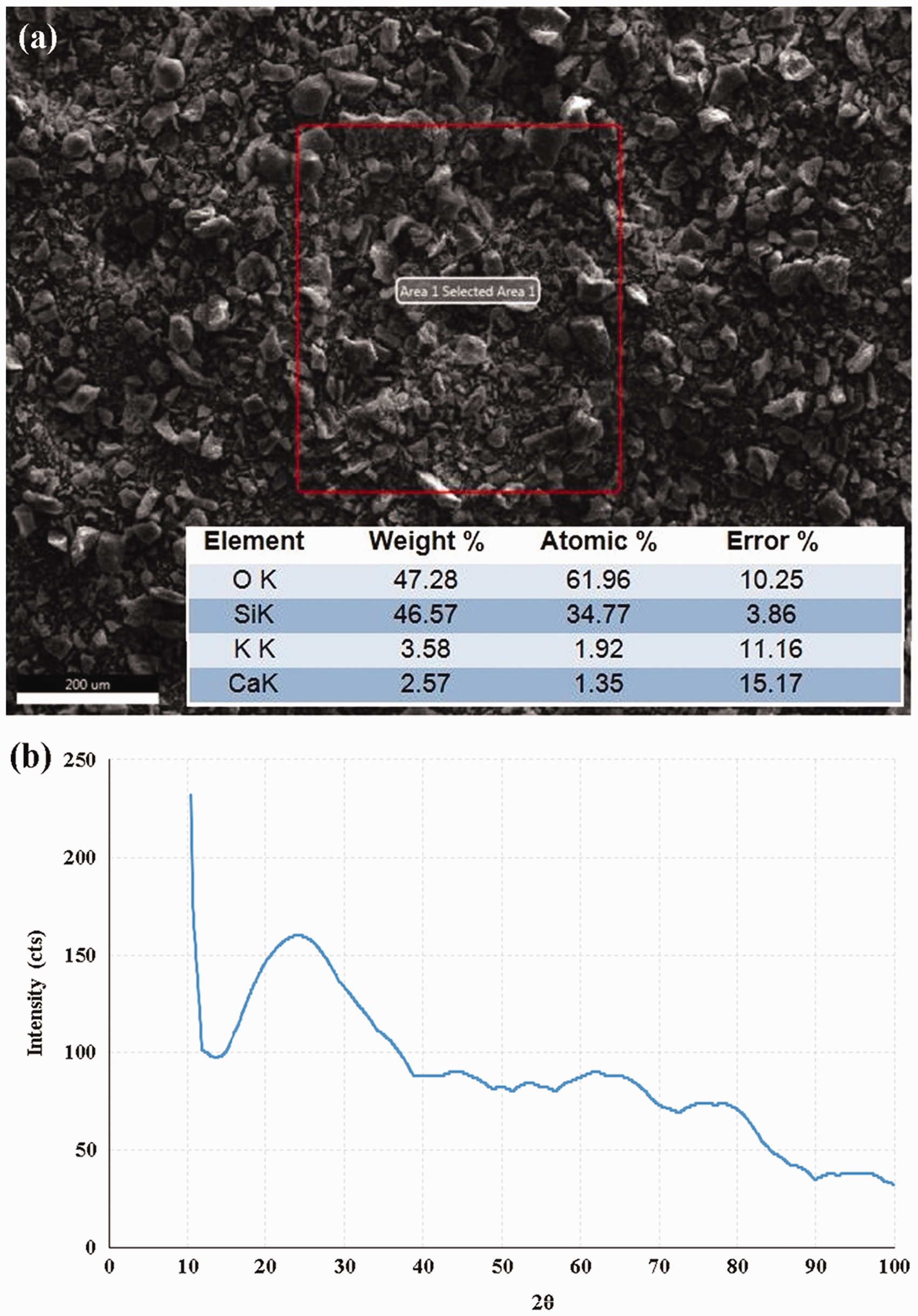
Figure 2 shows the color change of rice husk during the heating process. During heating, the yellow color of the rice husk changes to black and then grey. X-ray diffraction (XRD) patterns and SEM micrographs of the produced RHA are shown in Figure 3. Most of the RHA particles exhibit irregular shapes with their size being 5–40 μm. The XRD pattern clearly indicates that by burning at 600℃ amorphous silica was obtained. One of the characteristics of amorphous silica is high reactivity and large surface area, which is very useful to achieve a suitable bonding with the matrix. The chemical composition of the produced RHA (in Figure 3) contains 62%atm silicon and 35%atm oxygen, which represents a high percentage of silica.
(a) Rice husk and (b) rice husk ash, heated at 600℃. Characteristics of the produced RHA particles: (a) SEM image and chemical composition; (b) XRD pattern.
Microstructure analysis
In Figure 4(a), the surface of the aluminum sheet is shown in the annealed state before adding RHA particles. This structure consists of relatively large grains without any specific orientation. In fact, initial annealing changed the morphology of grains. Recrystallization led to the formation of large grains and column grain turned into co-axial grains.
Microstructure of the produced composite: (a) Al1100; (b) Al1100-5% RHA at the end of 5 cycles of ARB; (c) Al1100-5% RHA at the end of 10 cycles of ARB; (d) annealed Al1100-5% RHA composite.
In the first stage of composite construction, due to severe plastic deformation, the grains are smaller and arranged in the rolling direction. The reinforcements are in the form of large particles in the structure (Figure 4(b)). Nonuniform distribution is not a desirable phenomenon and reduces the mechanical properties of the composite. Increasing the number of rolling cycles can produce a uniform distribution. Figure 4(c) shows the microstructure of the composite after 12 cycles. In this case, the grains have become smaller due to severe plastic deformation and all grains are arranged in the rolling direction. The large reinforcement particles changed to fine particles, which are uniformly distributed throughout the structure. Figure 4(d) shows the microstructure of the composite after heat treatment at 400℃ for 2 h. The grain structure is somewhat larger than before annealing and roughly its rotation is random. But it is smaller than the grains of Al1100 before the composite process (Figure 4(a)). The presence of reinforcement particles at the grain boundaries prevented the growth of grains during annealing. This can prevent the loss of composite properties during annealing. Instead, annealing treatment causes the isotropic properties only.
A distribution of second-phase particles or reinforcements in the alloys and composites limit the migrating boundaries by applying a pinning pressure (Zener Pinning phenomenon) and delayed growth. 15
Mechanical properties
The effect of the reinforcement content on the tensile strength of the Al1100-RHA composite is illustrated in Figure 5. The results show that increasing the reinforcement content enhances the strength significantly. Up to 5% reinforcement, strength gradually increases. In more than 5% RHA, this trend stops and the strength stays constant. It is seen that the strength increases when the movement of dislocation is prevented. The strength and plasticity of the aluminum 1100 and RHA are different, so during rolling and plastic deformation, a lot of residual stress occurs around RHA particles. This residual stress prevents the movement of dislocations and so the strength increases.
Tensile strength of the produced composites.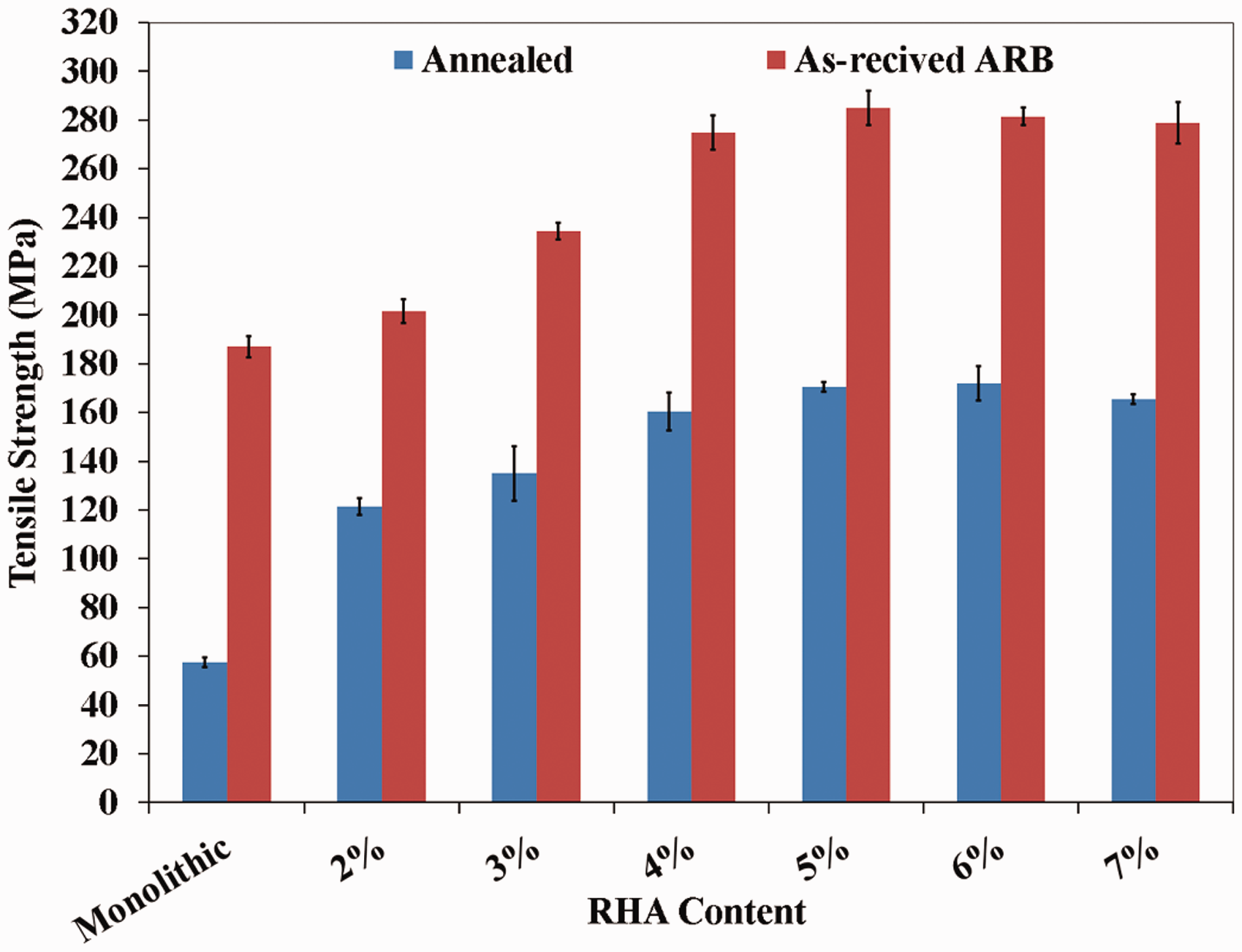
As shown in the microstructure section, due to severe deformation during ARB and the presence of reinforcement particles, which increases the stress, very fine structure is obtained after rolling. According to Hall–Petch, 16 the grain size is inversely proportional to the strength. In fact, the number of grain boundaries increases with fining structure. Due to different orientation of dislocations in the grain boundary, the movement of dislocation is delayed. As a result, the strength increases.
Even after annealing, grains do not grow much due to the presence of reinforcement particles. Therefore, the composite strength does not drop significantly compared to the monolithic sample (Figure 5). The proper connection of reinforcements with the matrix delays the detachment of reinforcements from the aluminum matrix during the tensile experiment. By applying stress to the composite, the tension is transmitted to the reinforcements through the matrix. The uniform distribution of RHA particles in the matrix increases the strength through the Orowan mechanism.
17
In this mechanism, the dislocation bows out between two RHA reinforcements and yielding occurs when the bowed-out dislocation becomes semi-circular in shape. After the yielding, the dislocation leaves Orowan loops around the RHA particles. Then the formation of the Orowan loops makes the dislocation motion quite difficult. Therefore, the strength and hardness of the produced composite increases with the increase in the reinforcement percentage (Figure 6).
Microhardness variation of the produced composites versus RHA content.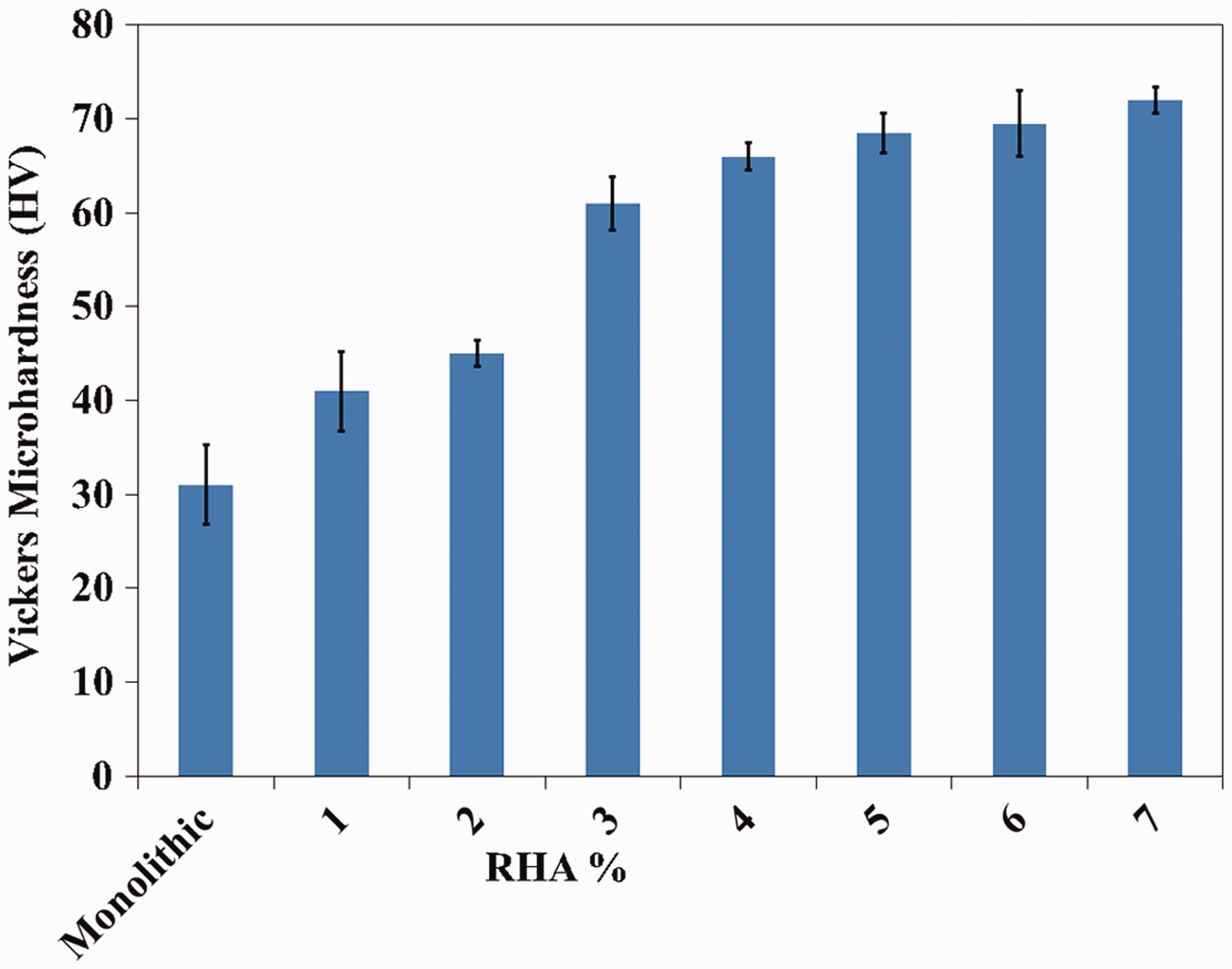
The effect of the reinforcement content on the fracture morphology of the Al1100-RHA composite is shown in Figure 7. Large holes alongside small cavities are observed at the fracture surface of the Al1100-2%RHA. In fact, in some areas, very fine grains formed in the ARB process prevents the formation of large cavities at the surface of the fracture. Also, along these cavities, there are fluid flow lines. These signs are due to the occurrence of ductile fracture. By increasing the RHA percentage, metal flow lines are less visible, and instead flat surfaces have been increased. That means the composite has become less ductile by increasing the RHA percentage.
Fracture morphologies of the produced composites containing different amounts of RHA: (a) 2% and (b) 4%.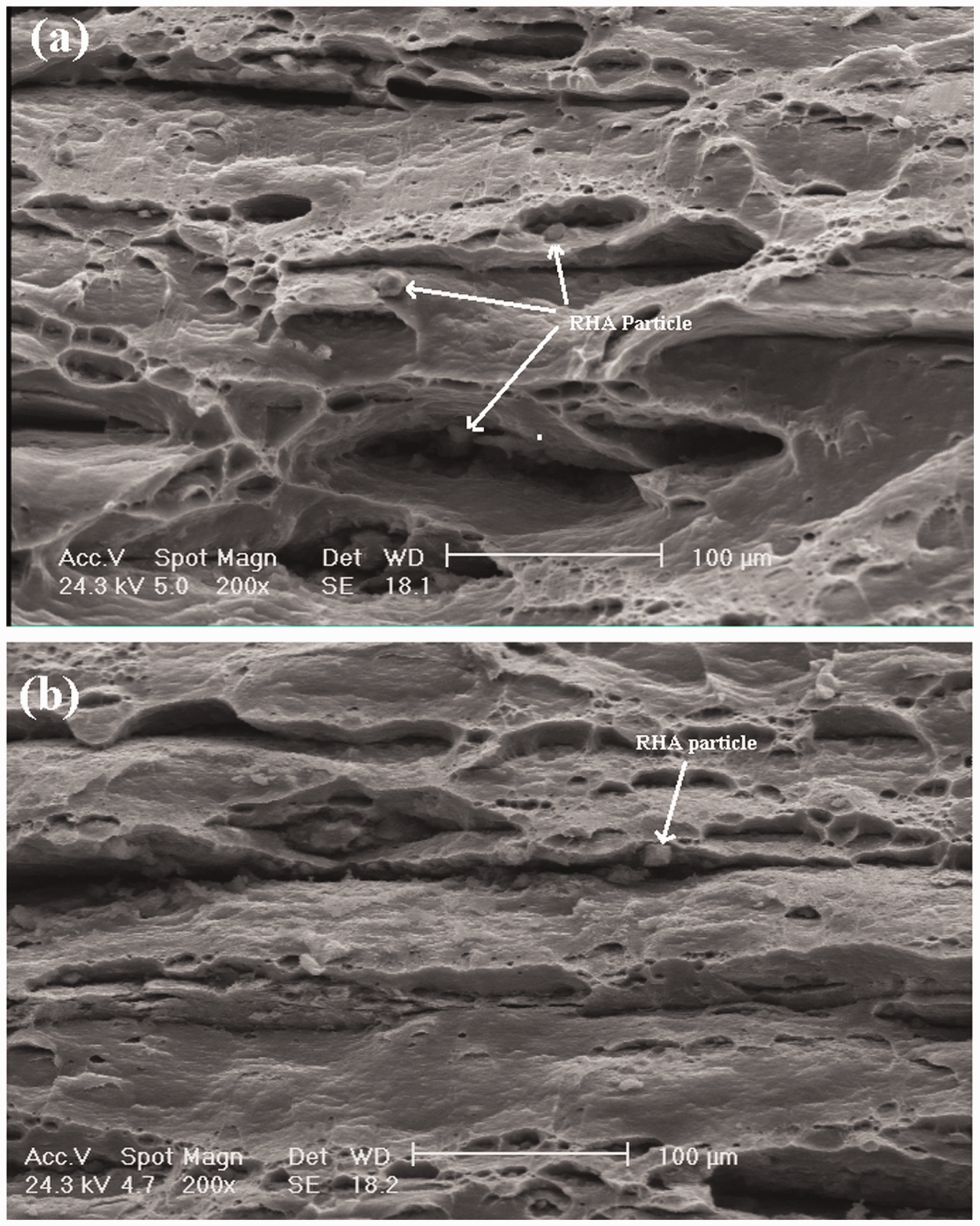
Conclusion
Amorphous silica particles as a reinforcement were obtained by heating rice husk at 600℃ and then subjected to ball milling. Al1100-RHA metal–matrix composite was produced using RHA (agricultural waste) and ARB process, which enhances the bonding between RHA and matrix. The ARB process causes a uniform distribution of RHA particles in the fine grain matrix and overcomes the poor wettability of reinforcement. By increasing the RHA content, the composite strength increases first and then decreases because of the nonuniform distribution of RHA and inappropriate connection of aluminum sheets. Increasing the RHA content of the composite causes the change from the ductile to a relatively brittle type of fracture.
Footnotes
Acknowledgements
The author would like to thank the Iran National Science Foundation (INSF) (Project 95003013).
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.