
Abstract
The objective of this research is to achieve a suitable combination of strength and ductility in an aluminum matrix composite reinforced with high entropy alloy (HEA) particles by using the accumulative roll bonding (ARB) process. The novelty of this study is that several new high-entropy alloys have been used to fabricate new aluminum matrix composites by the ARB process and to find the optimal mechanical properties of the composite. For this purpose, three types of high entropy alloy with different chemical compositions were added to aluminum matrix composite by using the ARB process. The selection of high entropy alloys was based on the fact that all three types of crystal structures FCC, BCC, and FCC + BCC were formed in the composite production. The effect of the parameters of the number of rolling passes, weight percentage of HEA, and type of HEA was investigated on the tensile strength, elongation, hardness and microstructure of the composite. The results showed that the highest tensile strength and elongation were obtained for the sample produced with 2 wt% Al0.4CoCr0.5NiFeTi0.6 at six rolling passes. Moreover, the highest hardness was obtained for sample produced with 4 wt% Al1.5MnCoCrNiFe. However, the samples produced with MnCoCrNiFe indicated the lowest tensile strength.
Keywords
Introduction
Today, various manufacturing technologies such as welding, soldering, machining, forming, etc. are used to produce new products with desirable microstructure and improved mechanical properties.1–9 Aluminum alloys are widely used in the production of numerous products. This material is suitable for use in many applications, including the automotive, aerospace, and electronics industries.10,11 Aluminum alloys can exhibit relatively high strength and ductility at a relatively low cost compared to other metals. Therefore, increasing strength or reducing modification costs could make aluminum more attractive for a wider range of applications. The mechanical, chemical, or physical properties of metal sheets can be controlled by changing its microstructure.11–22
Fabrication of nanoscale structures is an emerging and innovative approach to modify the structure of metals. 23 This improves the properties of materials for the industrial applications. One approach is to apply very high levels of strain to metal sheets in the form of multilayer sandwich structures, which increases the strength-to-weight ratio of the material.23–29 Nanoscale aluminum-based sheets are attractive due to their structural integrity, ease of fabrication, exceptional strength, and low cost.30–32 This leads to the fabrication of lighter and cheaper products with optimized life cycles. The production of nanomaterials through layered composite structures can lead to new combinations of properties of metals and alloys. 33 The main challenge in the development of this type of materials is to find a commercially feasible manufacturing method that is able to produce a suitable structure at a competitive cost.34,35 Recently, the accumulative roll bonding (ARB) process has been developed as a promising method for producing nanostructures in the form of layered composite sheets.33–35 In this method, two different metal sheets of the same thickness are stacked on top of each other and a 50% reduction in thickness is achieved using a single-pass rolling. In the next step of the ARB cycle, the joined sheets are cut in half and prepared for subsequent ARB cycles. 36 Accumulative roll bonding (ARB) is an effective technique for increasing the tensile strength of metal sheets through grain structure modification. In this method, successive rolling and reduction of sheet thickness results in the formation of an ultrafine grain structure (UFG). In the ARB technique, tensile strength increases with increasing work hardening and grain boundary. 37 Gholami et al.38,39 reported that the tensile strength of composites produced by the ARB process improved after different cycles. However, products fabricated by this method exhibit low ductility because premature necking reduces the total energy required for failure. 40 Recently, to overcome this problem, composite sheets have been produced using two different materials, soft and hard. 41 The ARB process can also be used to join dissimilar materials. Heydari Vini et al.42,43 investigated the bonding properties of Al/Cu joint obtained by ARB process. Jasim et al. 44 also used the ARB process to produce Al/Al2O3 bulk composites. Sajjadi Nikoo et al. 45 fabricated dissimilar laminated composite of the AA2024 and AA5083 aluminum alloys by four cycles of the ARB process. They observed that the grain size of microstructure was significantly decreased and dislocation density was increased, leading to an improvement in the tensile strength and hardness.
Adding reinforcement particles in the early cycles of ARB can create a metal composite and reinforcing particles. Reinforcing particles increase the hardness and strength of the produced composite.46,47 Composites reinforced with hard ceramic particles such as nitrides, borides, carbides and oxides increase the strength significantly but severely reduce the ductility and machinability. On the other hand, due to the poor interface between the matrix and the ceramic particles, the force transfer to the particles is not good. Also, these particles are the site of micro-crack initiation, which reduces the fracture toughness. 48 It has been reported that the addition of nanoparticles to aluminum and magnesium matrixes has improved ductility and strength. However, one of the most important problems in the addition of nanoparticles is agglomeration and non-uniform distribution of particles.49–54
In recent years, high-entropy alloys (HEAs) have been used in film and bulk forms to reinforce metal matrix composites due to their excellent coating properties, corrosion resistance, high strength and ductility, and high thermal stability.49,50,55–59 High-entropy alloys are a new class of engineering materials consisting of five or more primary elements in equimolar or non-equimolar ratios.51,52 The atomic ratio of each element is usually between 5 and 35%. It should be noted that other nanoparticles, such as carbon nanotubes and ceramic nanoparticles, do not improve all mechanical properties simultaneously. However, HEA particles are composed of different alloying elements, each of which improves one of the mechanical properties. On the other hand, the manufacturability and cost of HEA particles are lower than other nanoparticles. Another reason for choosing high-entropy particles as reinforcements for metal matrix composites is that these particles are more compatible with the matrix from a metallurgical point of view. Also, the reduction in the flexibility of the final sample by high-entropy particles is much less than that of ceramic particles. Previous studies indicated that the use of high-entropy reinforcing particles has improved the strength, fracture toughness, and ductility of aluminum, titanium, and copper.60,61 Tan et al. 53 improved the strength and ductility by adding high-entropy particles of Al0.6CoCrFeNi to aluminum matrix composite using the spark plasma sintering (SPS) method. Lu et al. 54 reported that the plasticity of the SiC-2024Al composite improved by addition of CoNiFeCrAl0.6Ti0.4 high-entropy alloy particles. Zhang et al. 62 stated that the yield strength, tensile strength and compressive strength of 2124 aluminum alloy were enhanced by adding AlCoCrFeNi high entropy alloy using spark plasma sintering. Yuan et al. 63 also used spark plasma sintering to prepare 2024 aluminum composite by addition of CoCrFeMnNi high-entropy alloy particles. They reported that the hardness of the composite increased by 63.7%. Zhu et al. 64 used FeCoNiCrAl high-entropy alloy particles to fabricate Cu matrix composites by friction stirring process and observed that the hardness, tensile strength and elongation of the fabricated composite increased by 54.86%, 17.17% and 8.4%, respectively. Xiang et al. 65 optimized the yield strength, ultimate compressive strength and compressive strain of titanium matrix composite by addition of the TiZrNbTa high-entropy alloy. LUO et al. 66 enhanced the mechanical properties of aluminum matrix composites reinforced with Al0.5CoCrFeNi high-entropy alloy particles using asymmetric cryorolling. They reported that the asymmetric cryorolling indicated finer grain sizes, fewer microvoids, and higher dislocation density in the aluminum matrix composite reinforced with high-entropy alloy compared to asymmetric rolling. Wang et al. 67 applied vacuum hot press sintering process to produce Ti/Al laminated composites reinforced with Al0.5CoCrFeNi high entropy alloy particles and reported that the materials prepared at a temperature of 730°C indicated better flexural strength and fracture toughness. Improvement of mechanical properties of metal matrix composites by adding high entropy alloys has also been reported by Zhang et al., 68 Liu et al., 69 Emamifar et al., 70 Zhang et al., 71 Konovalov et al., 72 and Luo et al. 73 The results of previous research have also shown that the thermal stability of composites reinforced with HEA particles is good and their mechanical properties do not change much up to high temperatures.74–77 Shadangi et al. 74 found that AA 6082 Al matrix composite reinforced with AlSiCrMnFeNiCu high-entropy alloy are thermally stable up to 650°C. Sathiyamoorthi et al. 75 reported that the composite reinforced with CoCrFeNi high entropy alloy exposed to 700°C for 600 h showed negligible change in hardness and grain size. Jadhav et al. 76 reported that the room temperature FCC + BCC phases of FeCoCrNi2Al high entropy alloy remains stable up to 1000°C. Zhang et al. 77 stated that FeCoNiCu HEA particles are highly stable at high temperatures and impose a pinning effect on the grain boundaries, which significantly restricts grain growth up to 900°C. The long-term performance (fatigue and creep) of the composites reinforced with high entropy particles was also investigated by some authors. Rozman et al. 78 stated that about half of the CoCrFeNiMn creep specimens exceeded 34% strain. Liu et al. 79 observed that multi-phase high entropy alloys, particularly the metastable ones, are favorable to fatigue resistance over single-phase alloys. Song et al. 80 investigated the tensile creep behavior and mechanism of CoCrFeMnNi high entropy alloy and found that apparent dynamic recovery and recrystallization occur for creep at 973 K while high dislocation density can be observed for creep at 923 K and lower temperatures.
A review of previous research shows that composites reinforced with high entropy particles have not been produced by the ARB method. Therefore, in this research, the ARB method is used to fabricate aluminum matrix composite with high entropy reinforcing particles. In fact, the main novelty of this paper is that the ARB process is used to fabricate new aluminum matrix composites by addition of new high-entropy alloys. The selected high-entropy alloys generate BCC, FCC, and FCC + BCC crystal structures in the composite. It should be noted that the high-entropy alloy with FCC structure has good ductility, and the high-entropy alloy with BCC structure has high strength. Therefore, the high-entropy alloy with FCC and BCC structure has a good combination of ductility and strength. On the other hand, the aluminum element, which is similar to the composite matrix, is different in the three samples. The other novelty of this study is to achieve a unique combination of high tensile strength and ductility through the ARB process. Then, the microstructure of the fabricated composite was analyzed by SEM, EDS and XRD to find a relationship between the microstructure and mechanical properties. Since the strength and ductility of the produced composite are simultaneously improved, it can be used in the automotive and aerospace industries.
Materials and methods
Materials
Different HEAs used in this research.

Chemical and physical properties of HEA type 1.

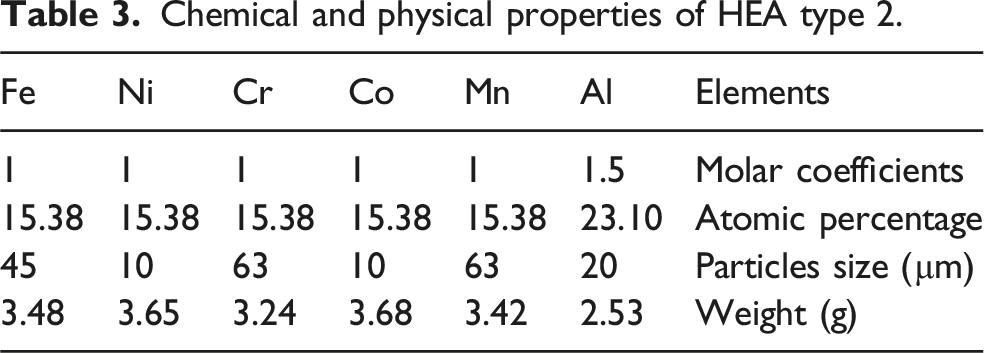
Chemical and physical properties of HEA type 2.
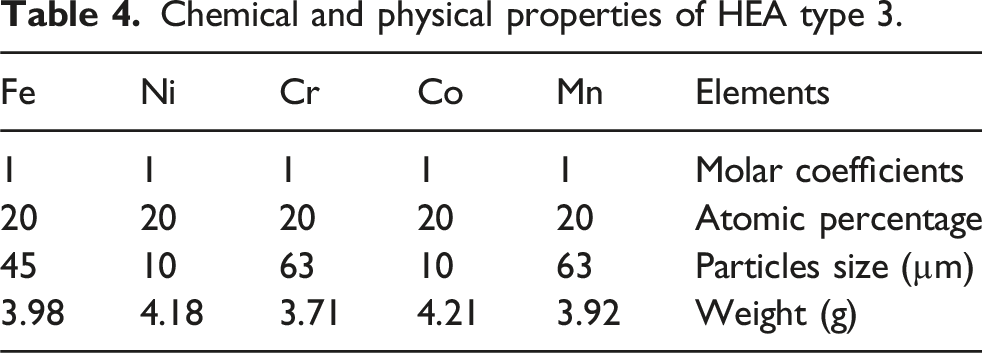
Chemical and physical properties of HEA type 3.
Chemical composition of 1050 aluminum alloy.

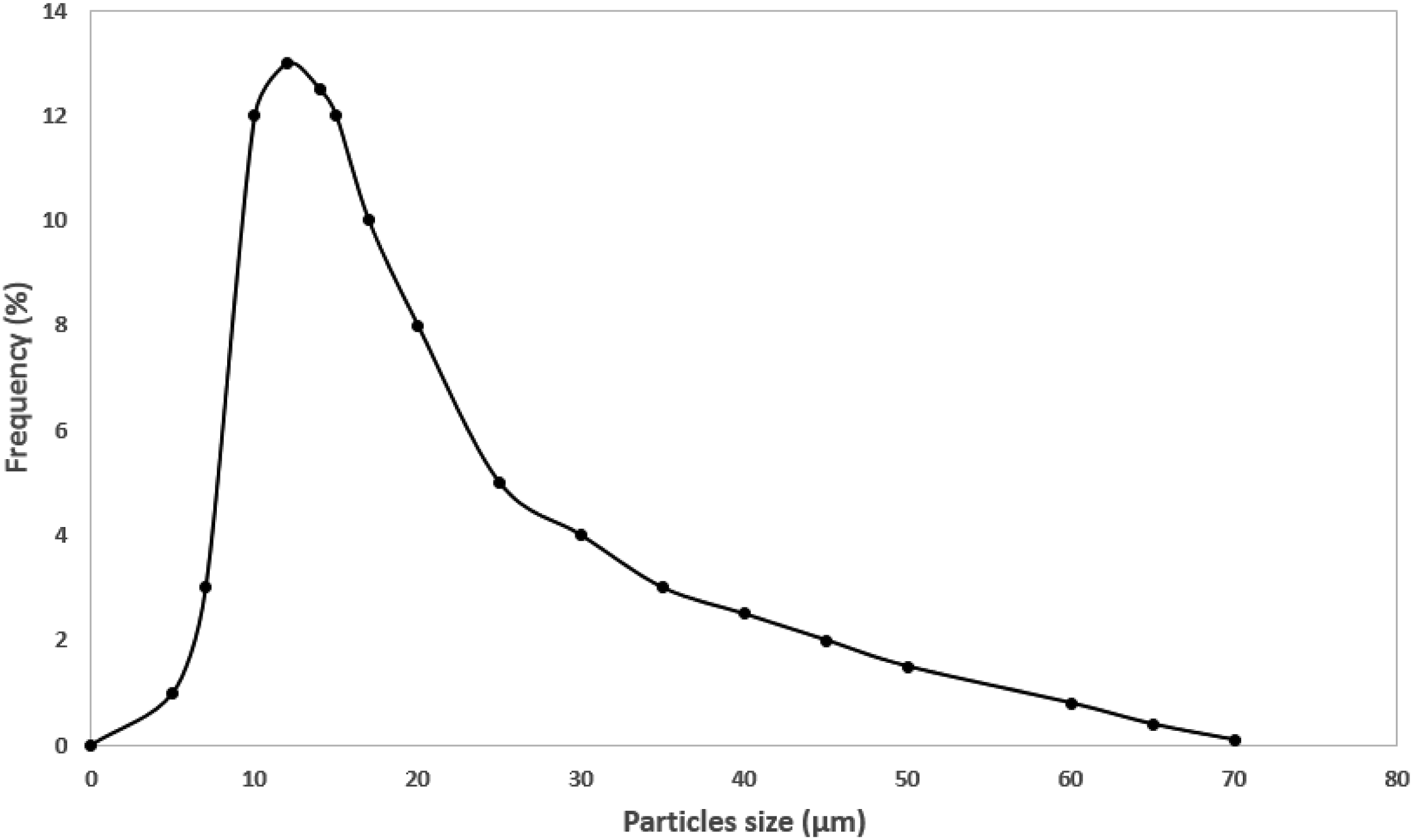
Size distribution of the HEA particles.
Mechanical alloying
High entropy alloy particles are produced by mechanical alloying. For this purpose, a planetary ball milling machine (NARYA-MPM 2 × 250 H, Iran) with a rotation speed of 300 rpm and a ball-to-powder ratio of 1:10 was used. Due to the presence of highly active elements, there is a possibility of activation of the materials. An argon gas with a purity of 99% was used to prevent activation of the materials. The size of the balls was determined by trial and error and based on experience. Therefore, balls with diameters of 10, 15 and 20 mm were used for mechanical alloying process. Methanol was also used to prevent the adhesion of powder to balls. As can be seen from Figure 2, after 20 h mechanical alloying, the adhesion of powder particles to balls was not observed. Duration of milling for different alloy compositions was 10, 20 and 30 h. In addition, ARB process was performed at room temperature. Mechanical alloying after 20 hours.
Accumulative roll bonding (ARB)
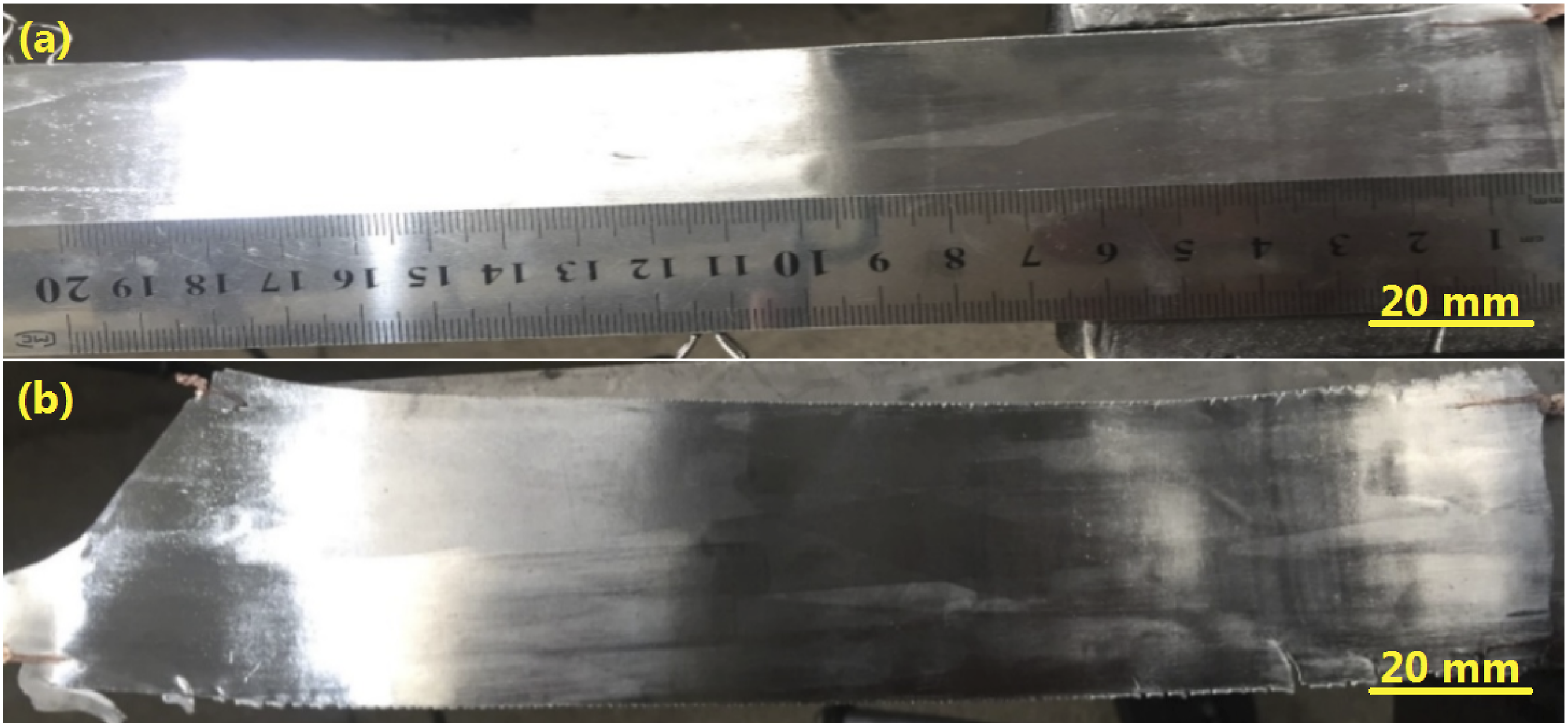
Before performing the ARB process, the aluminum samples were annealed at 380°C for 2 h. Then, the surface of the cut samples with dimensions of 50 × 100 × 1 mm was thoroughly brushed using a wire brush (Figure 3). Reinforcing particles (4 wt%) were also sprayed on the surface of samples using a 25 micron mesh sieve. Then, two aluminum sheets were tied together using copper wire to prevent them from moving. Then, the distance between the rollers of the rolling machine was set to 1 mm to perform the first rolling pass. After each rolling step, the sample was divided into two parts in the middle and its surface was completely brushed. In order to prevent the formation of bowing defect in the sheet, the rollers were carefully adjusted, and in the next pass, the sample was rotated 180° in the rolling direction. It can be seen in Figure 4(a) that no cracks were formed in the sample after the four rolling passes. However, Figure 4(b) shows that after six rolling passes, cracks were formed on the edges of the sheet. Therefore, the rolling process was carried out in 4 and 6 passes. It should be noted that to achieve uniform distribution of HEA particles within the aluminum matrix, the parameters of the number of rolling passes and the weight percentage of particles are controlled. Samples prepared for the ARB process: (a) Brushed samples, (b) particle spraying on the sheet surface. Rolled samples after (a) 4 rolling passes, (b) 6 rolling passes.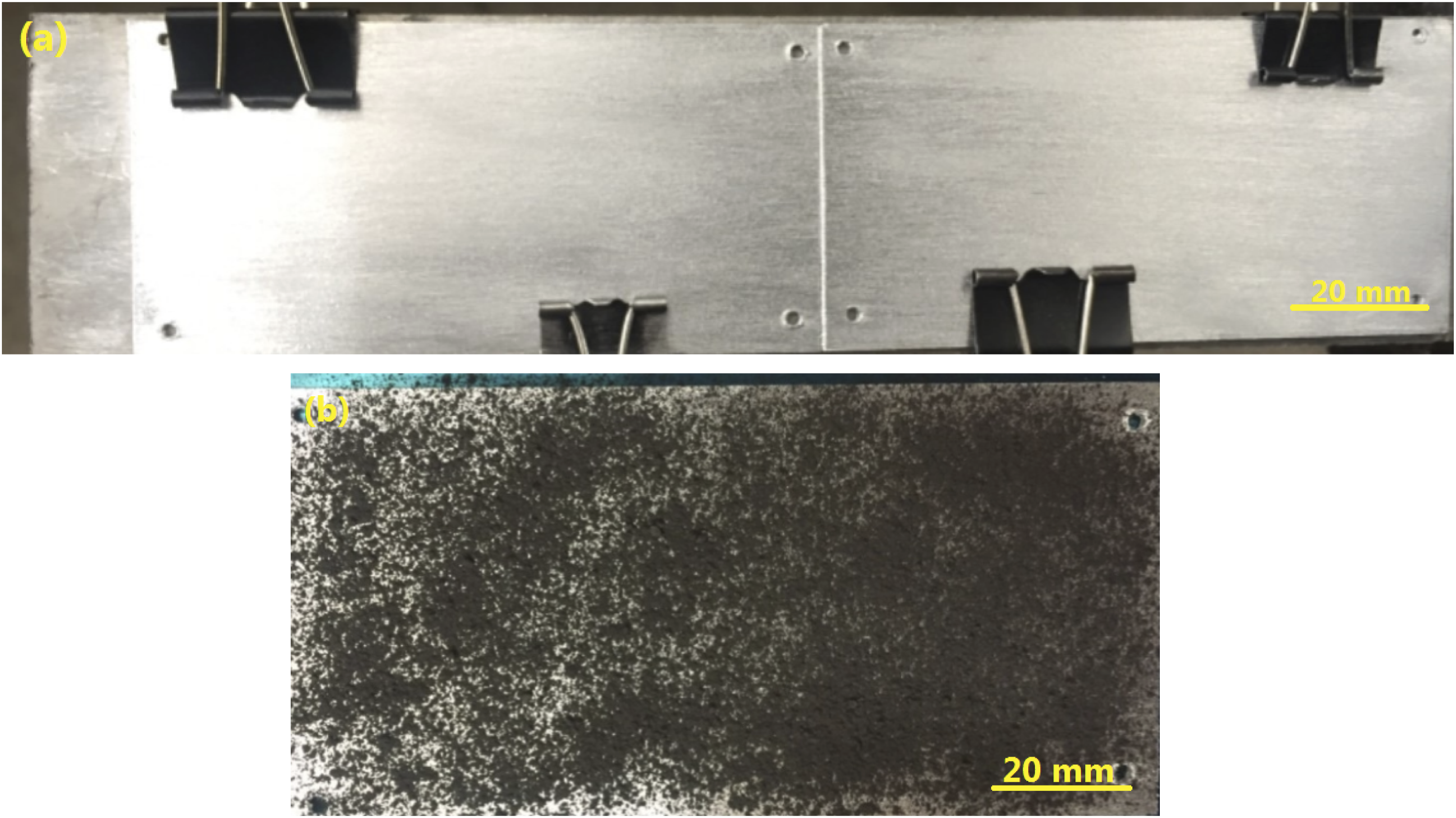
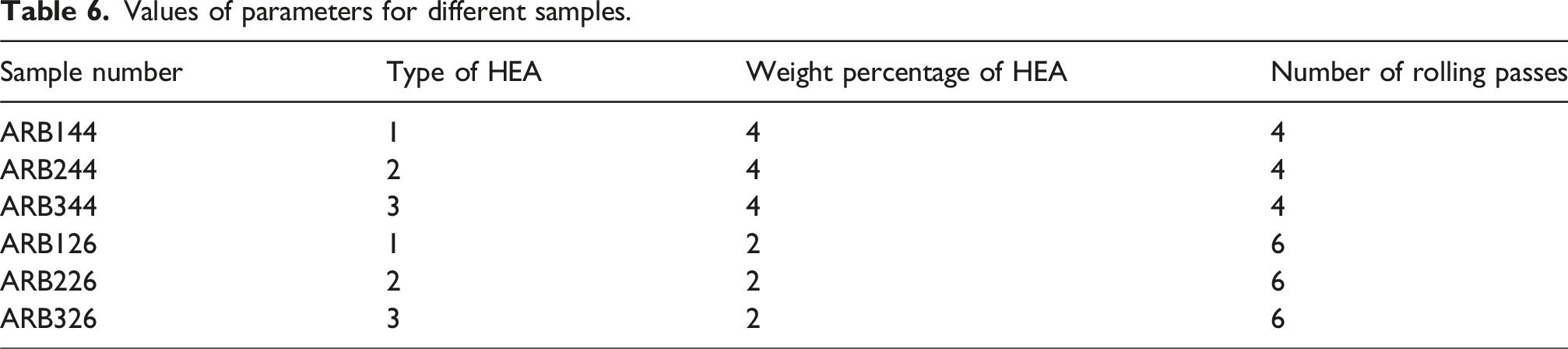
Values of parameters for different samples.
Mechanical tests
Tensile specimens were prepared in the transverse direction of rolling according to the sub size ASTM-E8 standard. Dimensions of tensile specimen were shown in Figure 5. Tensile test was performed with a speed of 1 mm/s at room temperature. A 250 kN Zwick/Roell (Germany) tension machine was used to execute the tensile test. The hardness of the samples was also measured with a Vickers hardness instrument. Dimensions of tensile specimen.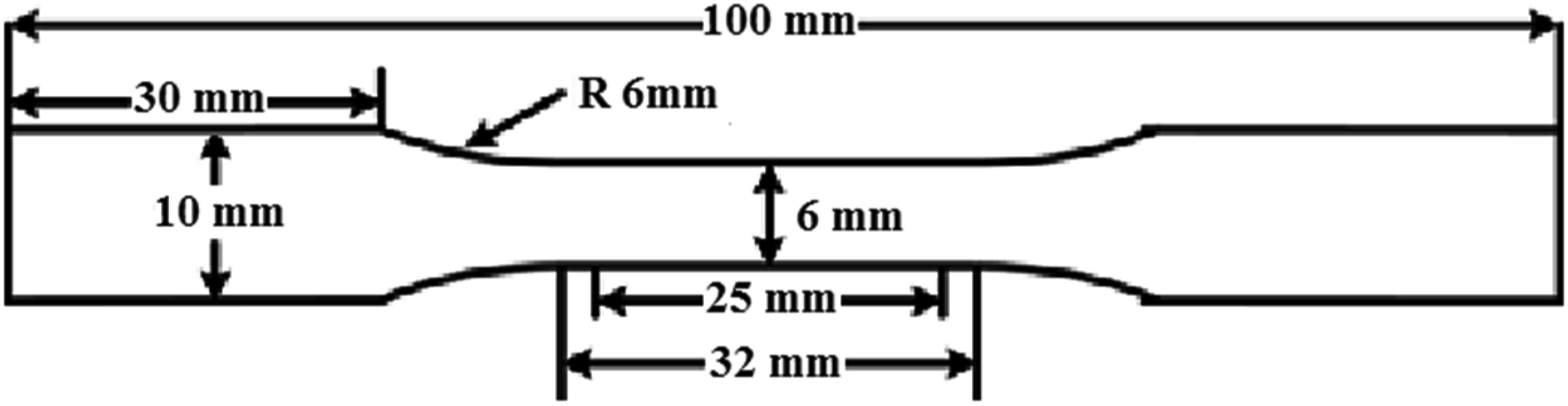
Microstructure analysis
In order to investigate the distribution of high-entropy particles, scanning electron microscope (SEM) model FEI-quanta-450 was used. First, the samples were cut in the transverse rolling direction and their cross-sections were examined. The cross-sections of the samples were prepared using sandpaper and polishing. Then, SEM analysis was performed in a vacuum environment with an acceleration voltage of 20 kV. In order to investigate and confirm the formation of solid solution after mechanical alloying, XRD analysis was performed. XRD analysis was also performed to identify the formed elements and the structure of the high entropy alloy. The XRD analysis was performed by a Rigaku Ultima IV X-ray Diffractometer. The average grain size of the samples was calculated using the ImageJ software. The microstructure of samples was also observed by an FEI Talos F200X transmission electron microscopy (TEM).
Results and discussion
XRD analysis
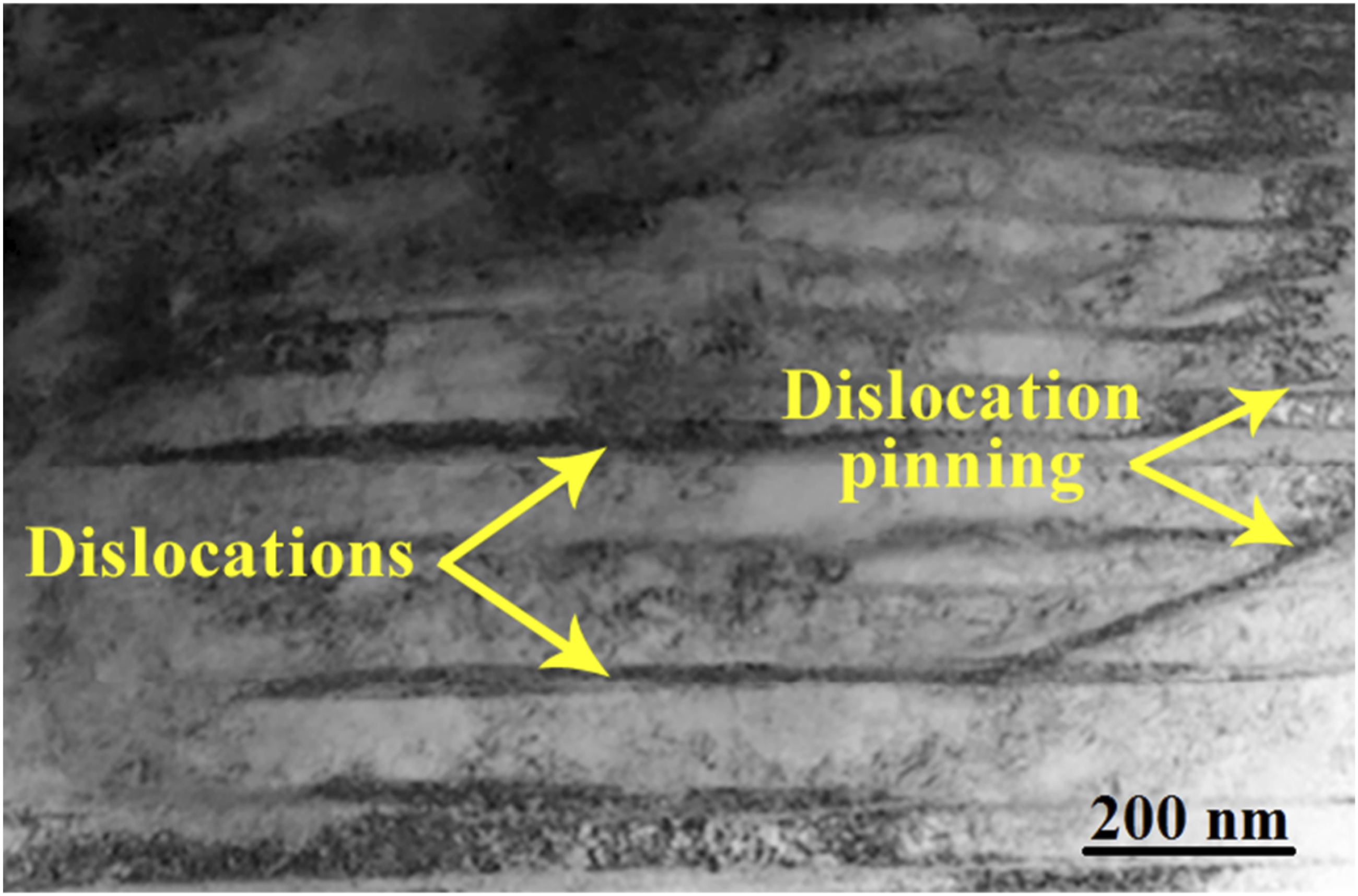
XRD analysis was performed on HEA-type 1 after 5, 10, and 20 h mechanical alloying to confirm the formation of solid solution, as shown in Figure 6. According to Figure 6, the comparison of X-ray diffraction patterns at different times shows that mechanical alloying is completely performed after 20 h. Moreover, the XRD results show that the produced high entropy structure includes both FCC and BCC crystal structures. It should be noted that this type of high entropy alloy has good ductility due to the presence of FCC structure and high strength due to the presence of BCC structure. The FCC and BCC phases interact with the aluminum matrix during deformation by dislocation pinning as reported in previous research.81,82 The presence of dislocation pinning was shown by TEM image in Figure 7. High-entropy alloys with FCC structure have more slip planes and lower dislocation density than BCC structure. Hence, the ductility of high-entropy alloys with FCC structure is higher than that of BCC structure. XRD analysis of HEA-type 1 with chemical composition Al0.4CoCr0.5NiFeTi0.6. TEM image of dislocation pinning in HEA-type 1.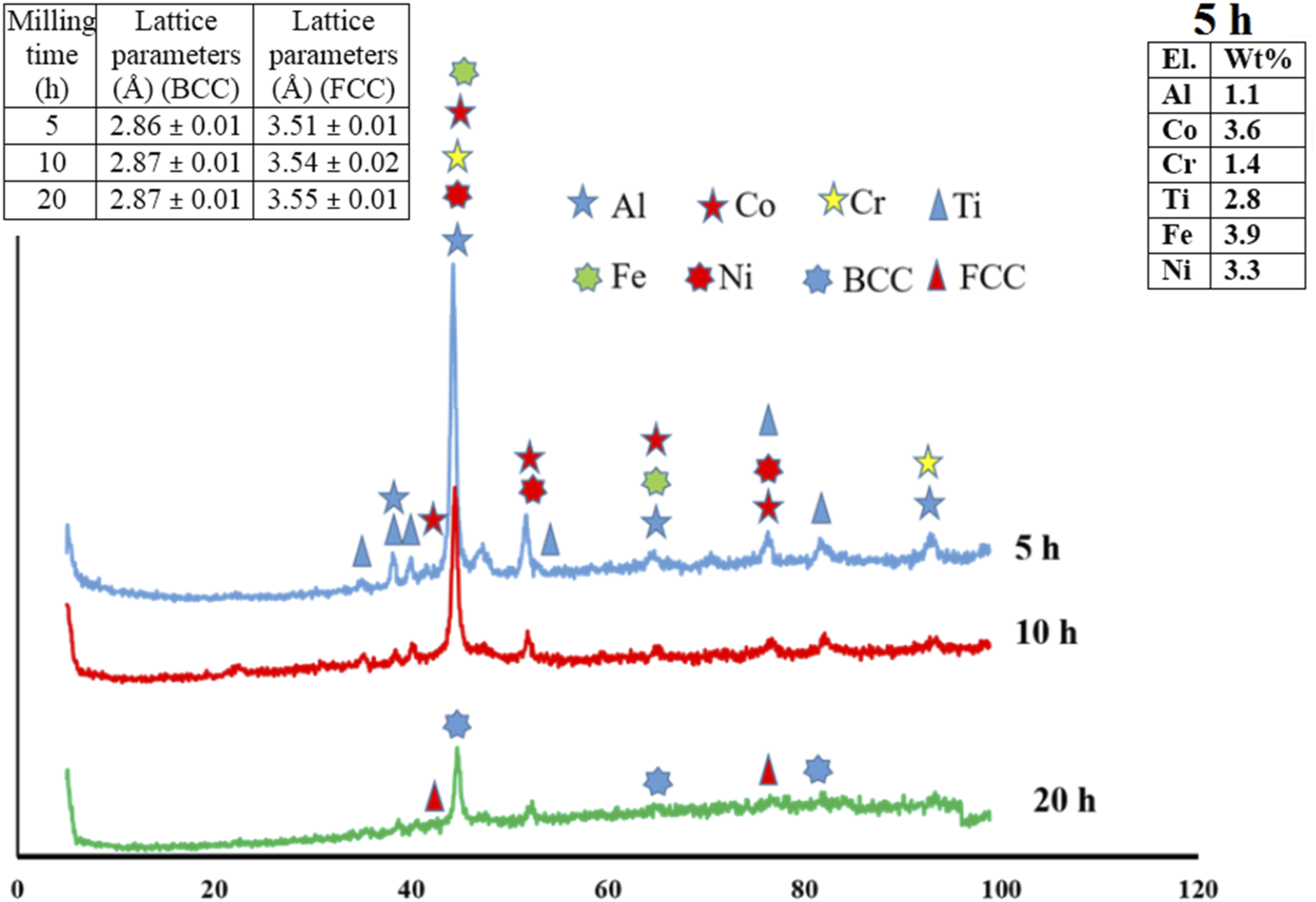
The XRD analysis results also showed that the intensity of the peaks decreased with increasing milling time, which could be due to the formation of a single solid-state solution. This indicates the formation of a solid solution by dissolution of most of the element in the lattice of Fe or Cr. 83 Moreover, with increasing milling time some amount of peak broadening was observed. This was expected because the increase of milling time decreases the crystallize size and increases the lattice strain 84 . The lattice parameters of the BCC and FCC phases at different milling times were also measured from the XRD pattern, as shown in Figure 6. The lattice parameters of both BCC and FCC phases increase as the milling time prolongs. At the initial stage of milling, the lattice parameters of BCC and FCC phases are rather closed to that of Fe and Ni, respectively. As the mechanical alloying process continues, the simple solid solutions are gradually formed from the principle components. The corporation of elements with larger atomic size, for example Cr and Ti, results in the enlargement in lattice parameter. 85
Figure 8 shows XRD results for HEA-type 2 after 10 and 20 h mechanical alloying. XRD analysis in Figure 8 shows that after 20 h, mechanical alloying has been well completed. The final structure of HEA-type 2 is BCC, which is consistent with the results obtained in references 86,87. As the milling time increases to 20 h, only peaks belongs to a BCC structure can be identified, by which is deduced the formation of a simple solid solution. The lattice parameters of the BCC phase also increased with increasing milling time. XRD analysis of HEA-type 2 with chemical composition Al1.5MnCoCrNiFe.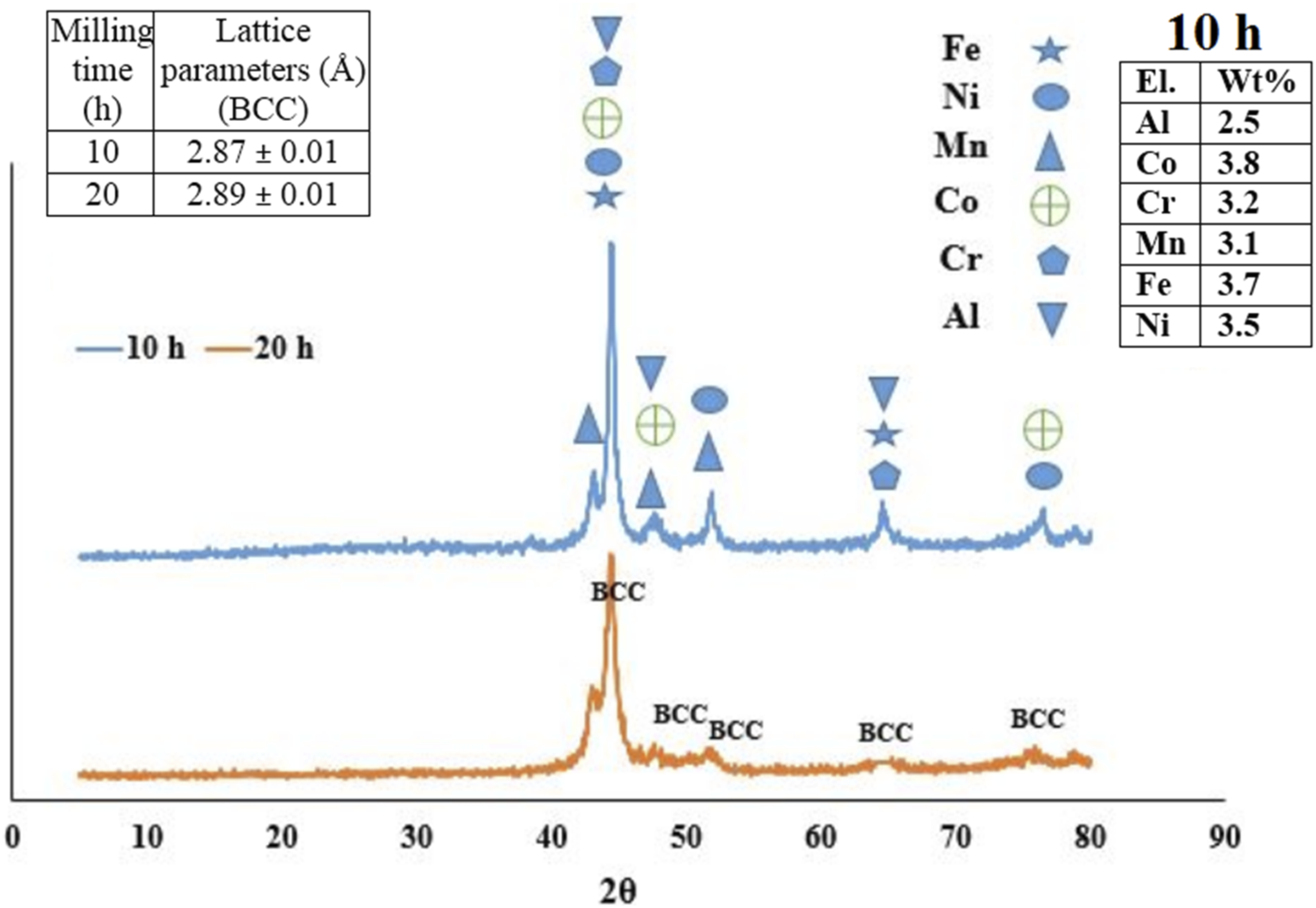
HEA-type 3 was produced after 30 h mechanical alloying. Figure 9 shows the XRD analysis of HEA-type 3. According to Figure 9, the mechanical alloying was well done and the final crystal structure is FCC. The lattice parameters of the FCC phase also increased with increasing milling time. Throughout the milling process, the decrease in intensity, broadening of the peak and its subsequent disappearance may result from the three following factors: refined crystal size, high lattice strain and decreased crystallinity.
85
XRD analysis of HEA-type 3 with chemical composition MnCoCrNiFe.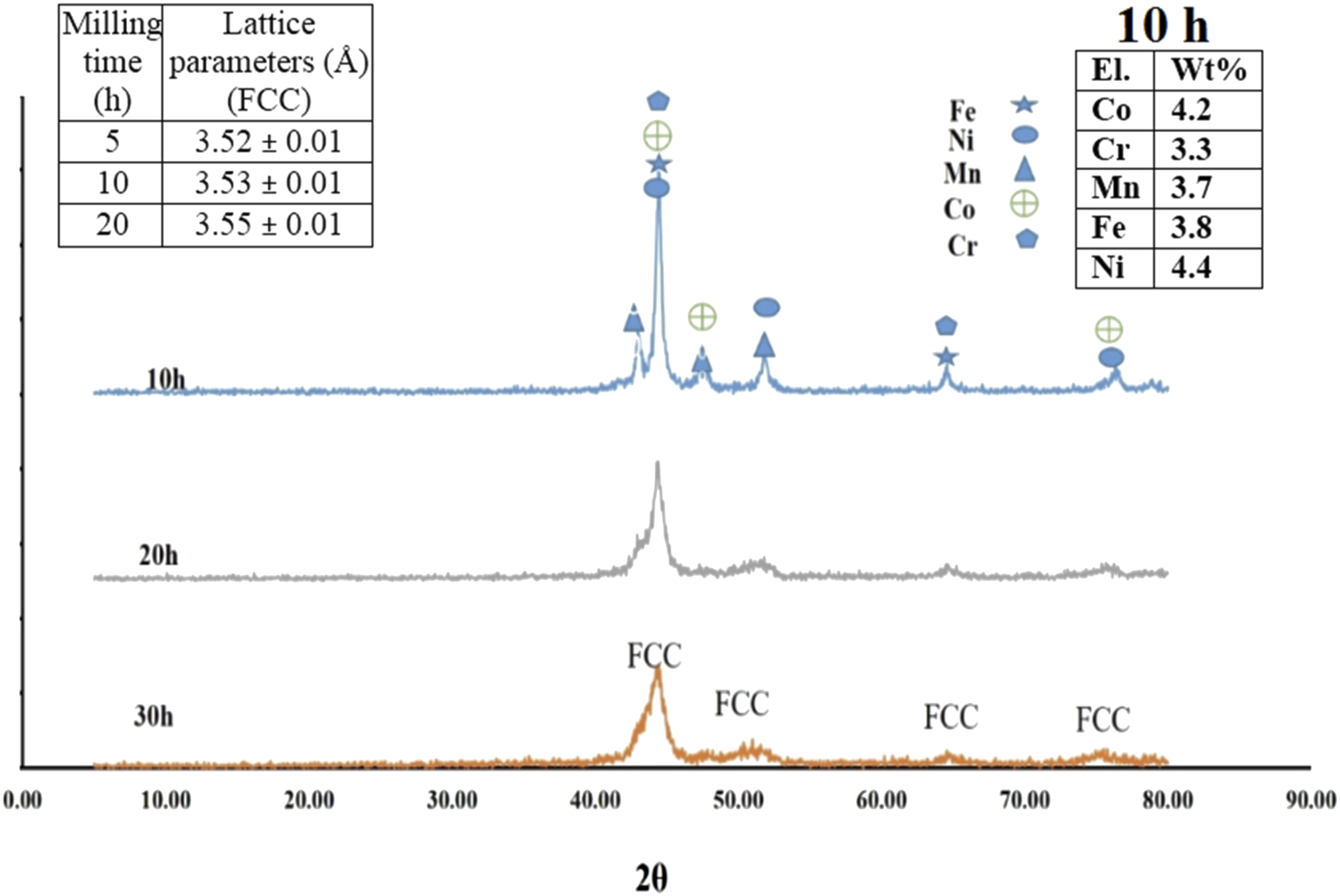
SEM analysis
Figure 10 shows SEM image of the morphology of the produced high entropy particles. As is clear from Figure 10, these particles do not have a specific and regular shape. SEM image of the morphology of the produced high entropy particles.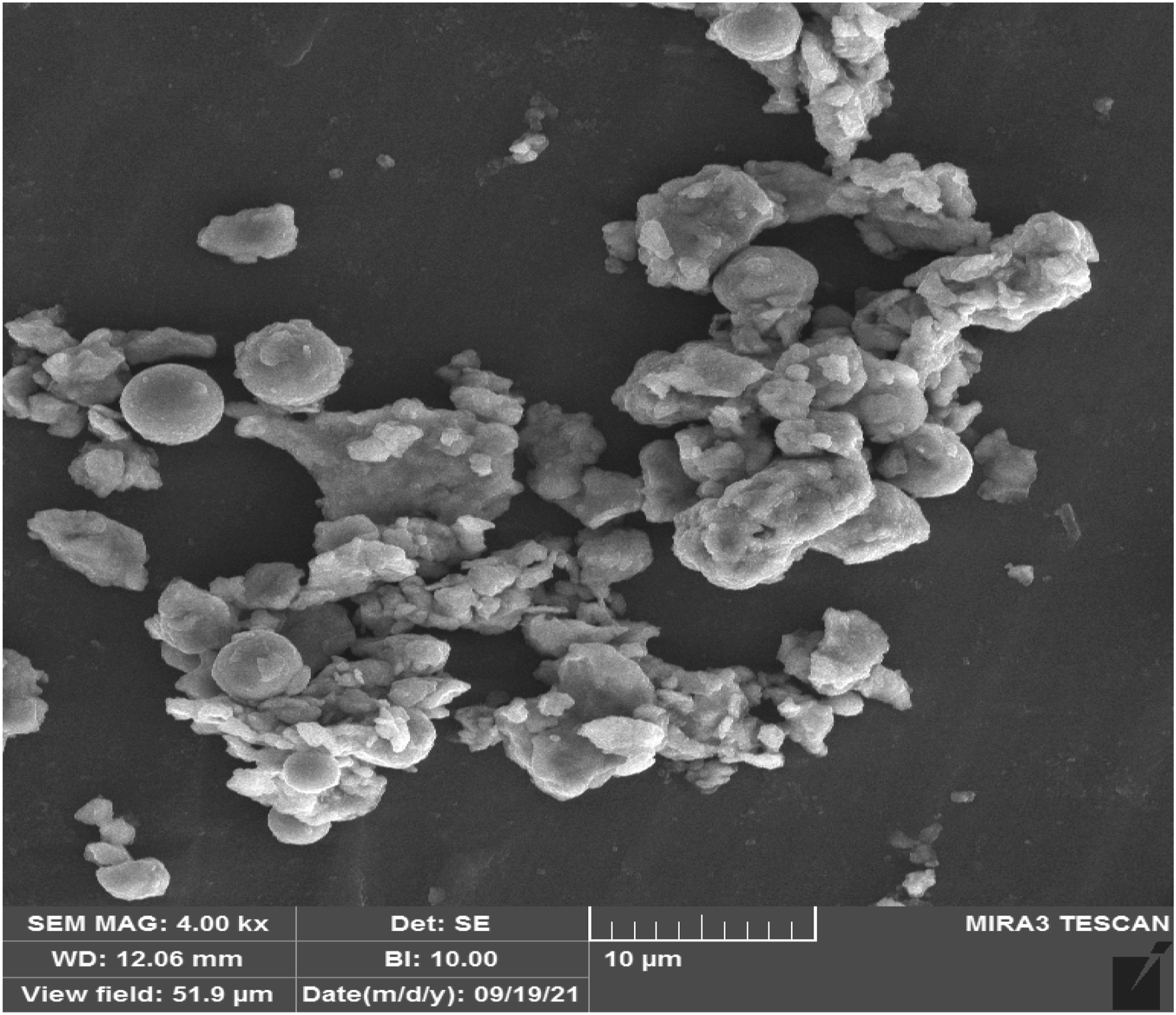
In order to accurately examine the distribution of high entropy particles in the aluminum matrix, SEM images of composite samples produced by the ARB method were observed. Figure 11 shows SEM images of sample ARB144. According to Figure 11, the particle distribution in this sample is almost appropriate, but in some cases there is agglomeration of particles, which results in deterioration of mechanical properties. Agglomeration of HEA particles at 4 wt% was also observed by Luo et al.
88
and Pandey et al.
89
It was detected that the particle size is about 1 µm and less. It should be explained that when HEA particles are uniformly distributed in the composite matrix, the applied load to the matrix is well transferred to the particles and the mechanical properties are improved. In fact, the fine dispersion of HEA particles improves the overall integrity of the composite by providing additional sites for stress transfer.90–92 However, particle agglomeration prevents the uniform distribution of particles in the matrix, which can lead to deterioration of the mechanical properties of the composite. Also, the agglomeration of HEA particles in the aluminum matrix composite leads to stress concentration and possibly poor bonding between the HEA particles and the aluminum matrix. It should be explained that further increases in HEA content may lead to issues such as particle agglomeration, which can create stress concentrations and act as potential sites for crack initiation.90–92 SEM image of sample ARB144.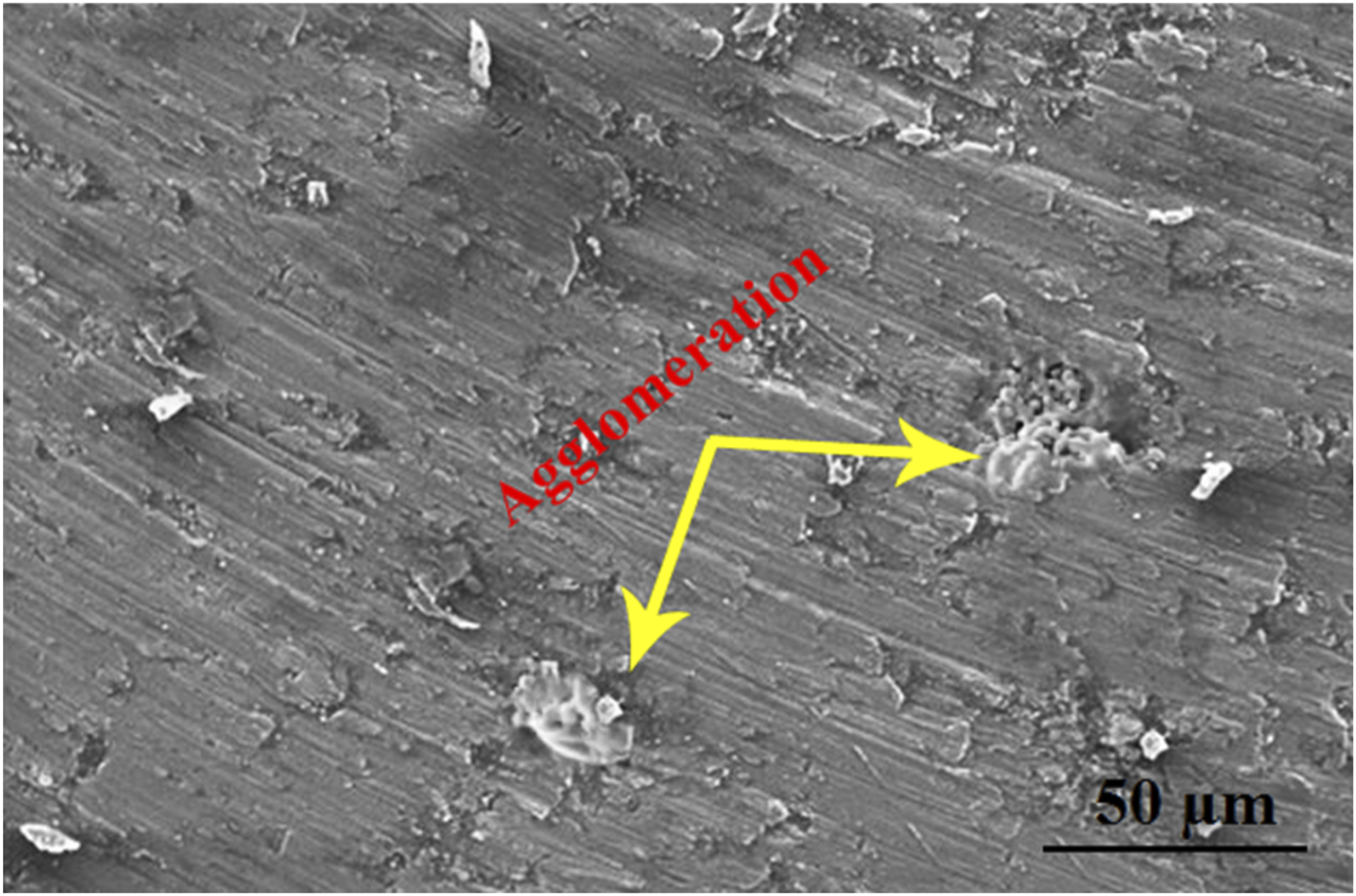
Figure 12 shows SEM images of sample ARB126 at two different magnifications. Figure 12 shows a good particle distribution in sample ARB126, but agglomeration of particles is still observed in some places. It is also observed in Figure 12 that there are very small particle sizes around 30 nm. The SEM images clearly show that the ARB process has been successfully carried out to prepare the composite with high entropy particles. By comparing Figures 11 and 12, it can be detected that the distribution of high entropy particles at 2 wt% was more suitable than at 4 wt%, which leads to an improvement in the tensile strength. SEM image of sample ARB126.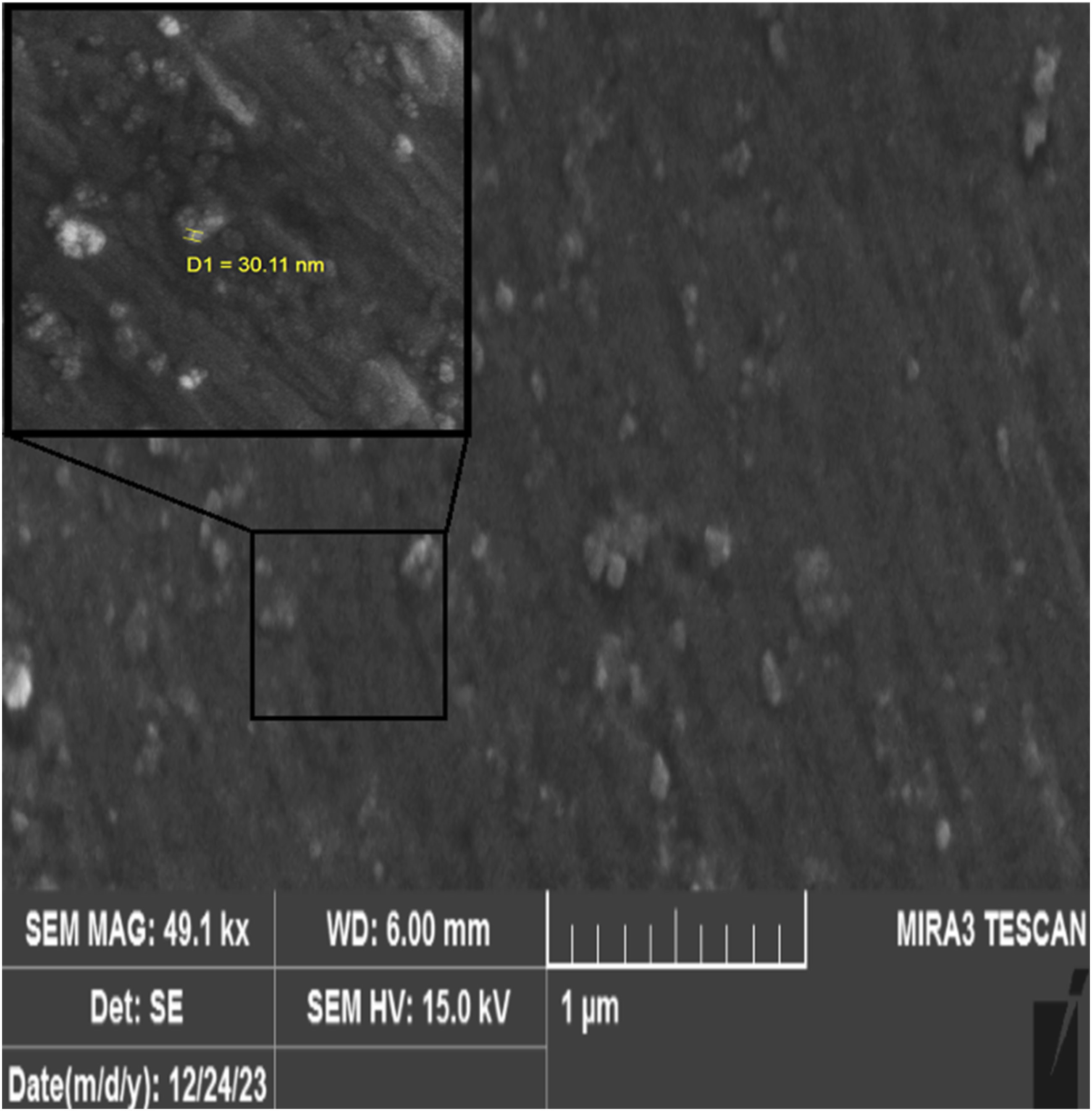
Figure 13 shows SEM images of sample ARB244. According to Figure 13, in this sample, defects related to ARB process and severe agglomeration of particles are observed. Agglomerated particles can be susceptible to crack nucleation and growth. In a similar work, Pandey et al.
89
observed that the agglomeration of HEA particles in Al matrix composite produced many cracks on the fractured surface. Moreover, agglomeration of particles prevents uniform distribution of particles within the matrix, which can lead to reduction of the strength of the composite. Huang et al.
93
found that the agglomeration of HEA particles in the Al matrix composite leads to stress concentration and likely poor bonding between HEA particles and Al matrix. Two types of micro-cracks can be formed in the composite structure after the formation of nanoparticle agglomeration. One originates from the inside of agglomerated nanoparticles and propagates towards the aluminum matrix. The other starts from the interface between the agglomerated nanoparticles and the aluminum matrix and then propagates. The formation of the second type of cracks is due to the significant difference in elastic modulus between the HEA particles and the aluminum matrix, which causes a high stress gradient at the interface. It has been reported that if the applied strain rate is not excessive, the propagation of both types of micro-cracks is inhibited by the aluminum matrix.
94
Figure 14 shows the interface between the HEA particles and the Al matrix. As can be seen from Figure 14, in all samples a good bond was formed between the HEA particles and the AL matrix. However, in samples where particle agglomeration occurred, cracks were observed between the particles and the AL matrix (Figure 14(c)). SEM image of sample ARB244. SEM image of samples (a) ARB126, (b) ARB244, (c) ARB326.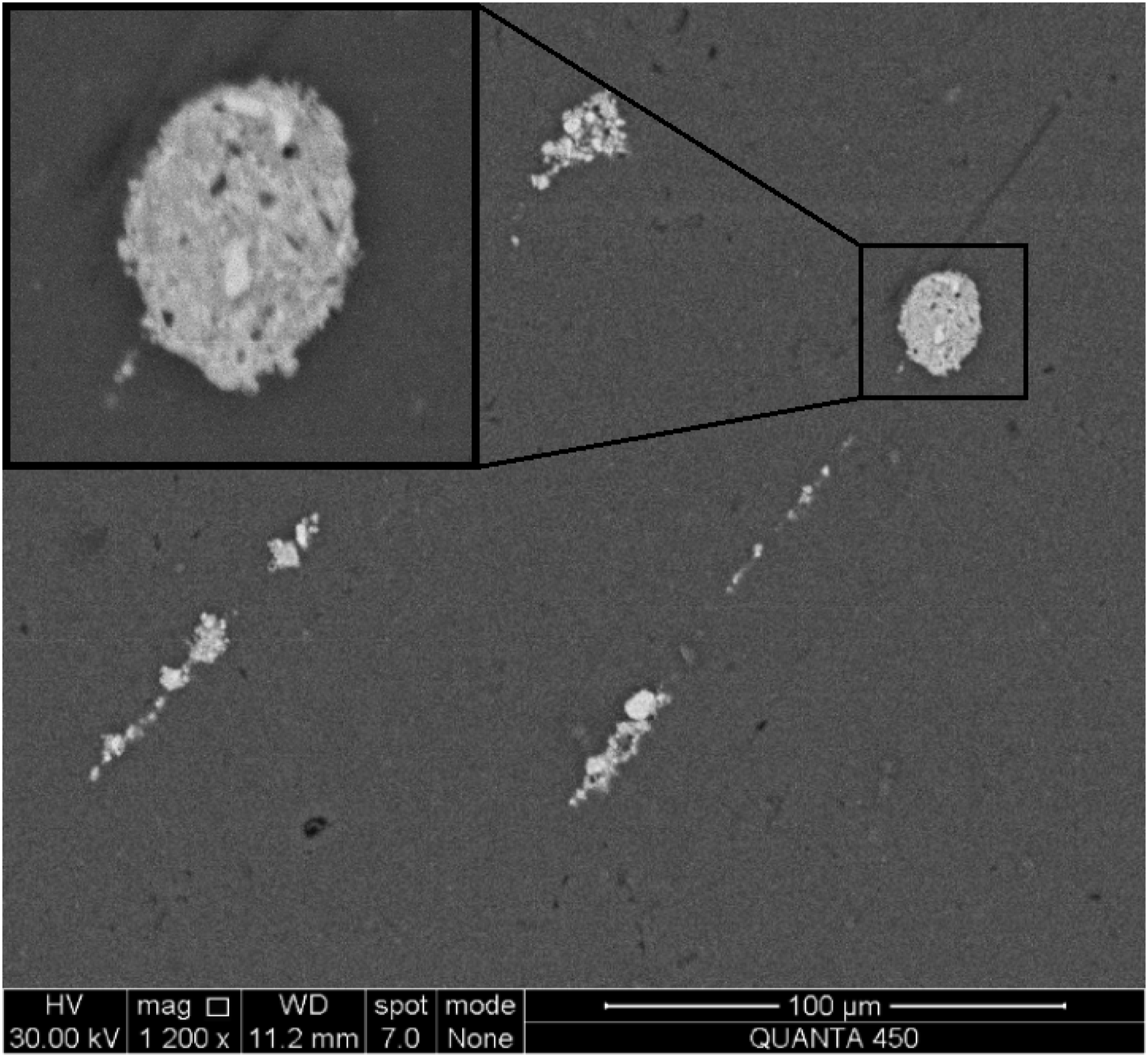
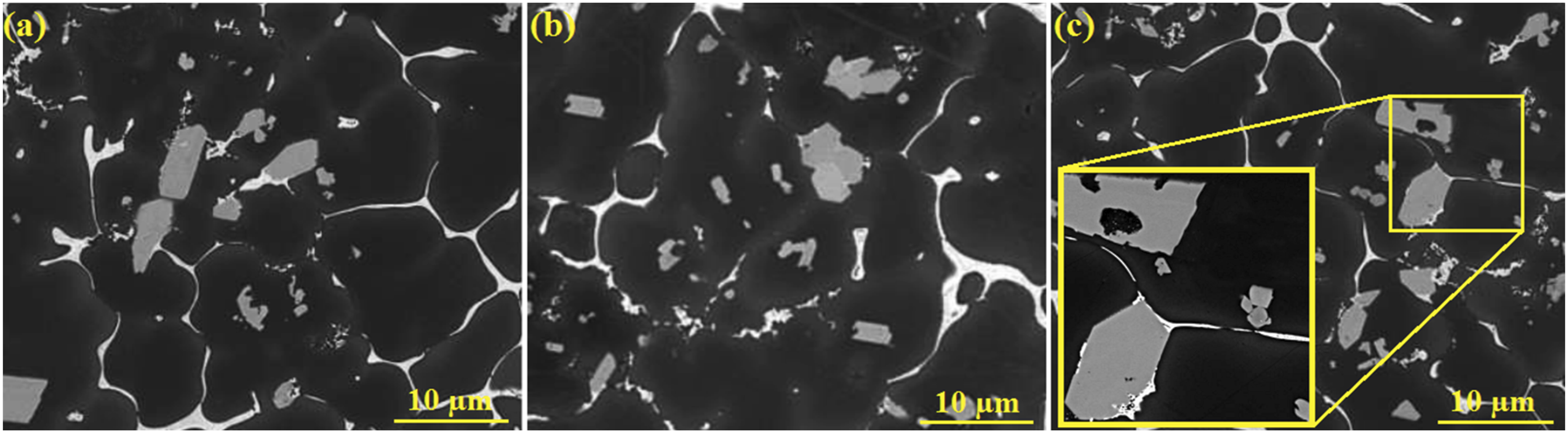
Figure 15 shows SEM images of sample ARB326. The particle size has been measured to be about 50 nm. Figure 15 shows that the particle distribution is appropriate, but micro-cracks are visible at higher magnification, which reduce the ultimate strength of the composite. The presence of micro-cracks in the microstructure is due to the increased number of rolling passes. In general, the SEM images indicated that a good particle distribution was obtained in the samples produced by 2 wt% HEA after six rolling passes. However, in the samples produced by 4 wt% HEA, agglomeration of particles was observed. SEM image of sample ARB326.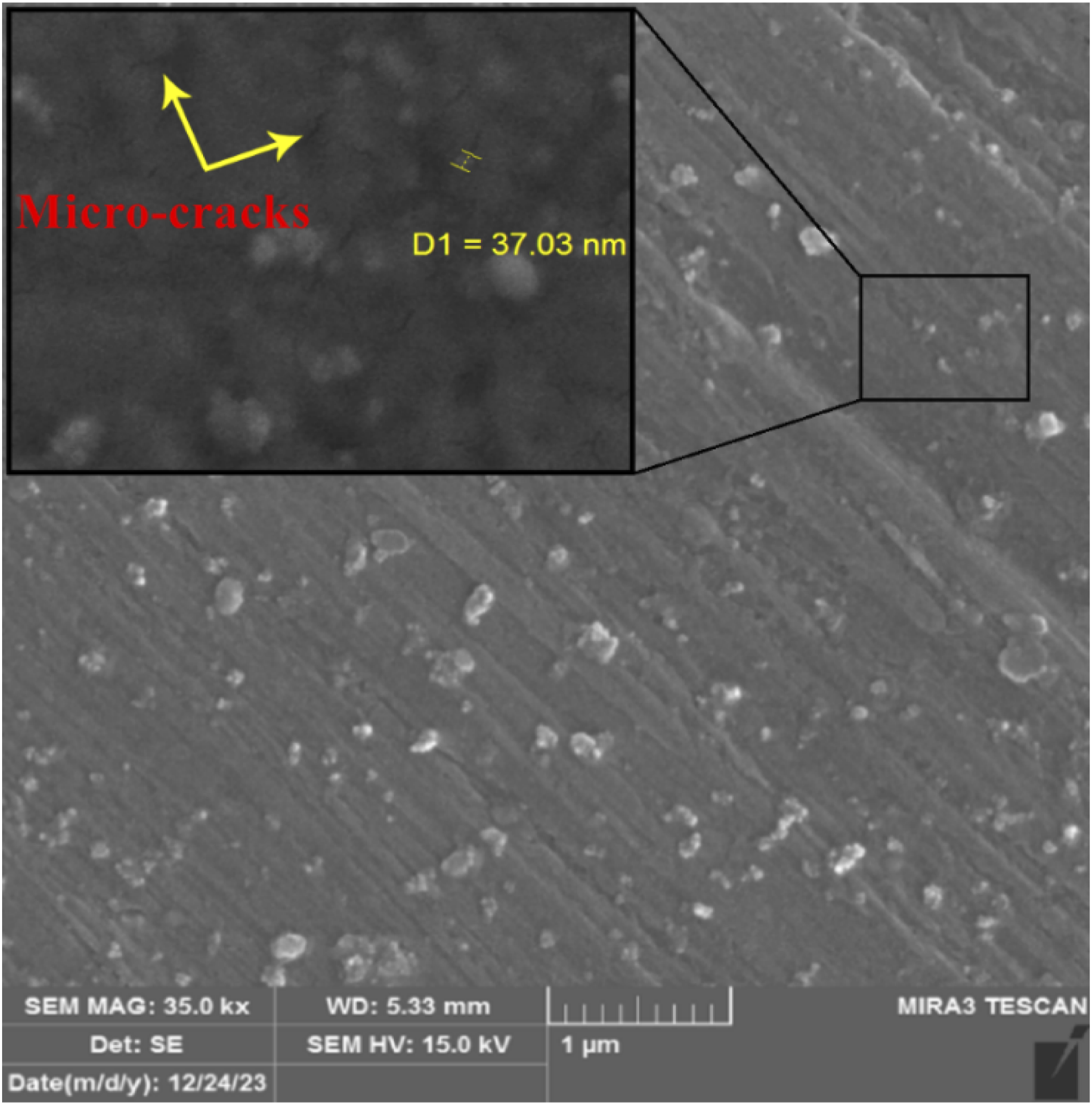
The results of this study indicated that by changing the process parameters, the agglomeration of nanoparticles can be prevented. For example, by increasing the number of rolling passes, the distribution of nanoparticles is improved. However, increasing the number of passes to 6 passes causes cracks in the microstructure of the composite. It has been reported that the agglomeration of nanoparticles can also be reduced by the surface treatment of the HEA using different methods such as electron beams and high-temperature pulsed plasma flows.95,96
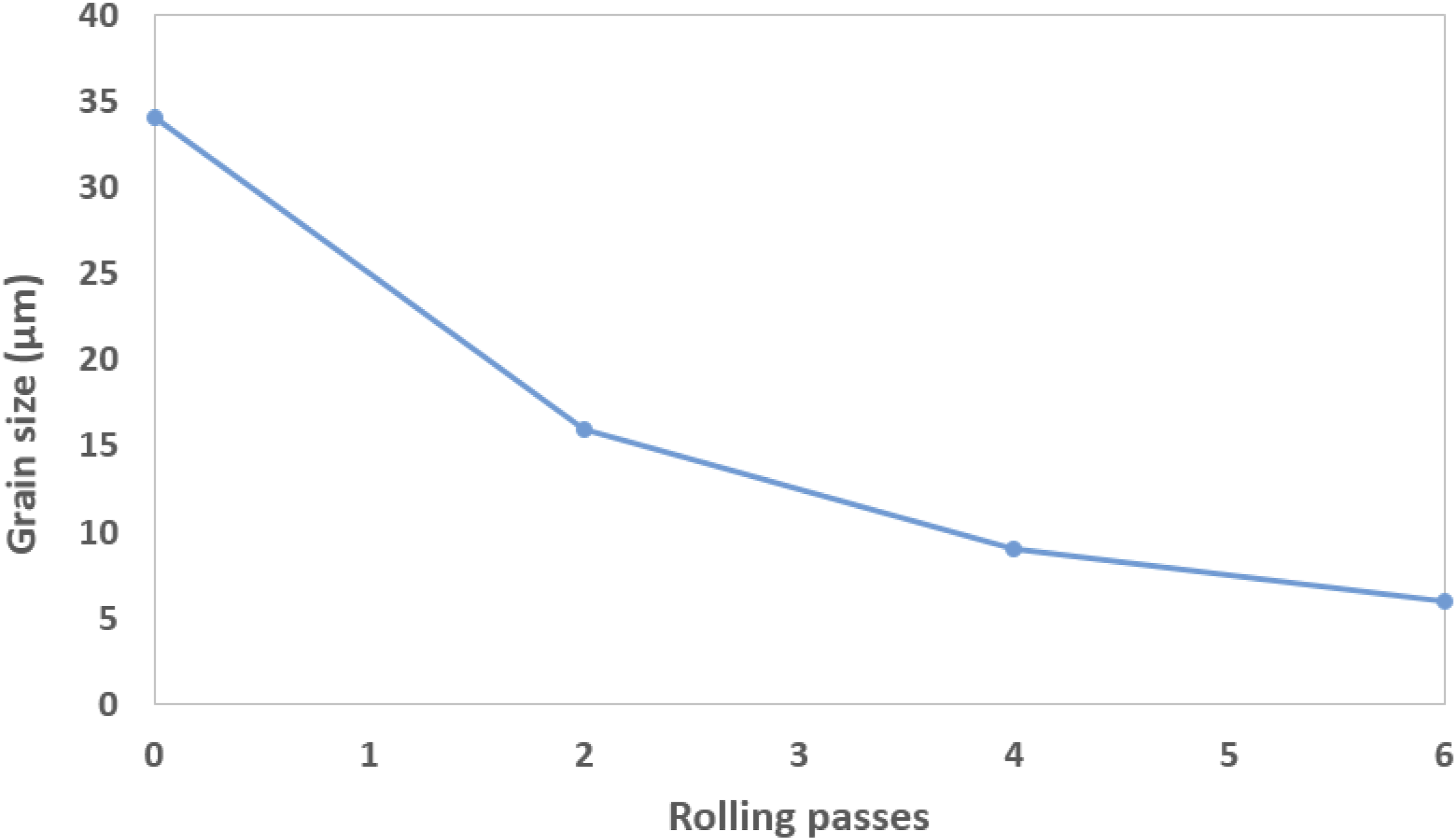
The microstructure of the ARB samples after each rolling pass is shown in Figure 16. Moreover, Figure 17 shows the effect of rolling passes on the grain size. It can be observed from Figure 17 that the grain size of microstructure for 0, 2, 4 and 6 rolling passes is 34, 16, 9 and 6 µm, respectively. Microstructural changes during the ARB process are usually controlled by the stacking fault energy of material. The development of fine-grained microstructure in the ARBed Al as a high stacking fault energy metal can be explained as follows.
97
The early ARB cycles are accompanied by increasing density of dislocations and subsequent interactions. Increasing the strain results in the development of 3D dislocation arrays, such as sub-grains, spreading throughout the coarse-grained sample. The increase in the ARB cycles is followed by formation of finer grains. Further strain leads to the failure of the initial coarse grains and the formation of new grain boundaries, ultimately resulting in fine-grained microstructure. SEM image of ARB samples after (a) 0, (b) 2, (c) 4, (d) 6 rolling pass. Effect of rolling passes on grain size.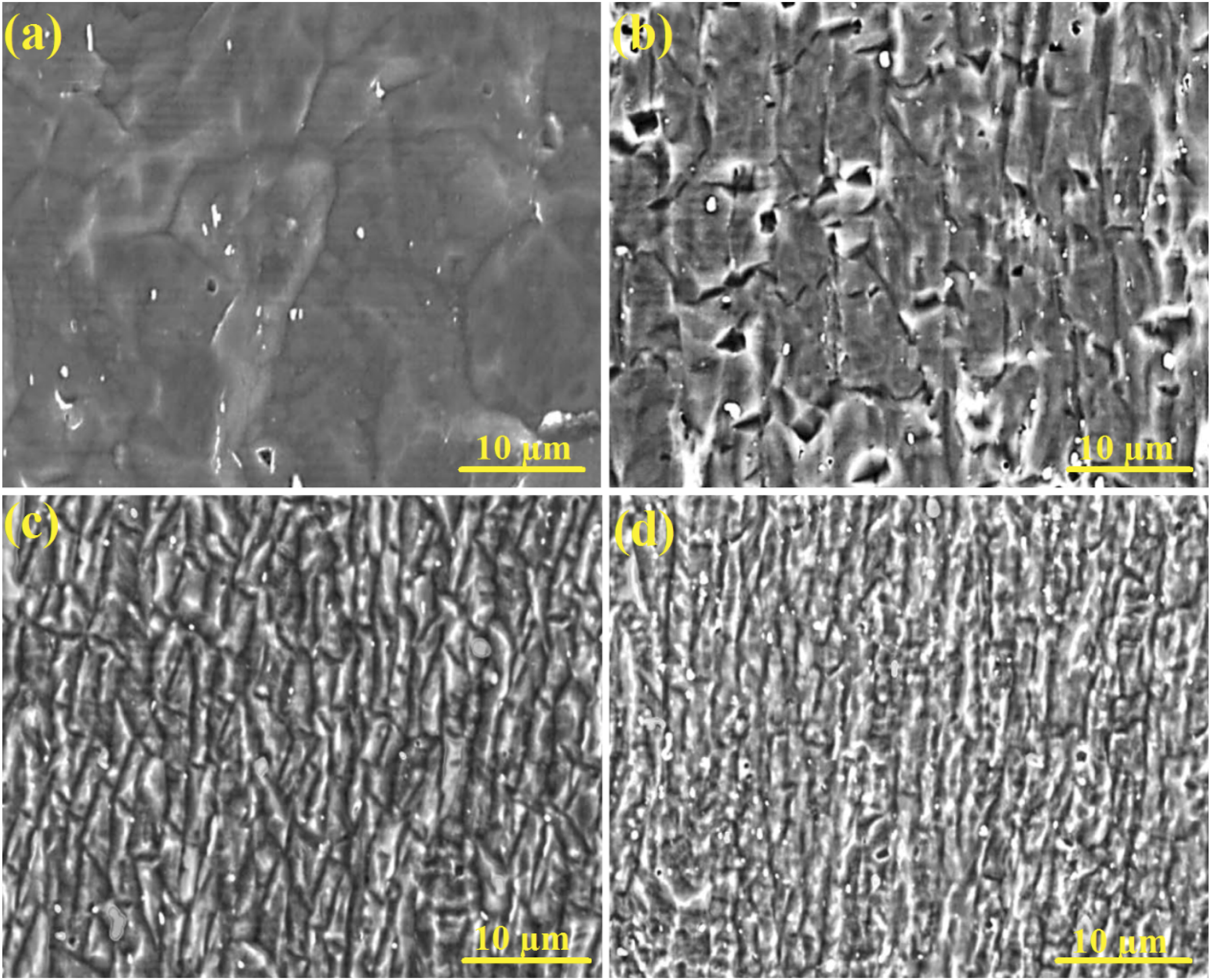
Mechanical properties
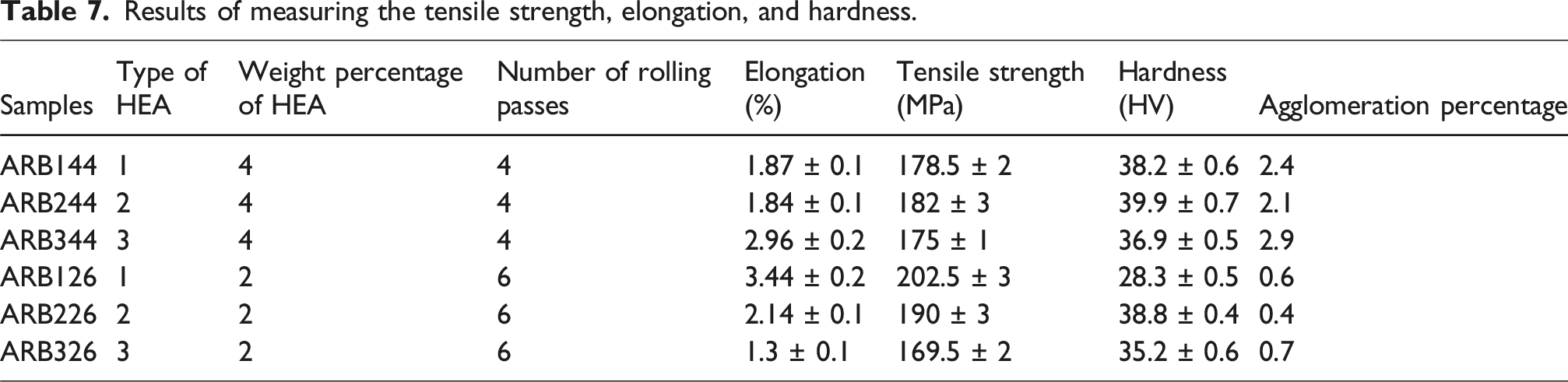
Results of measuring the tensile strength, elongation, and hardness.
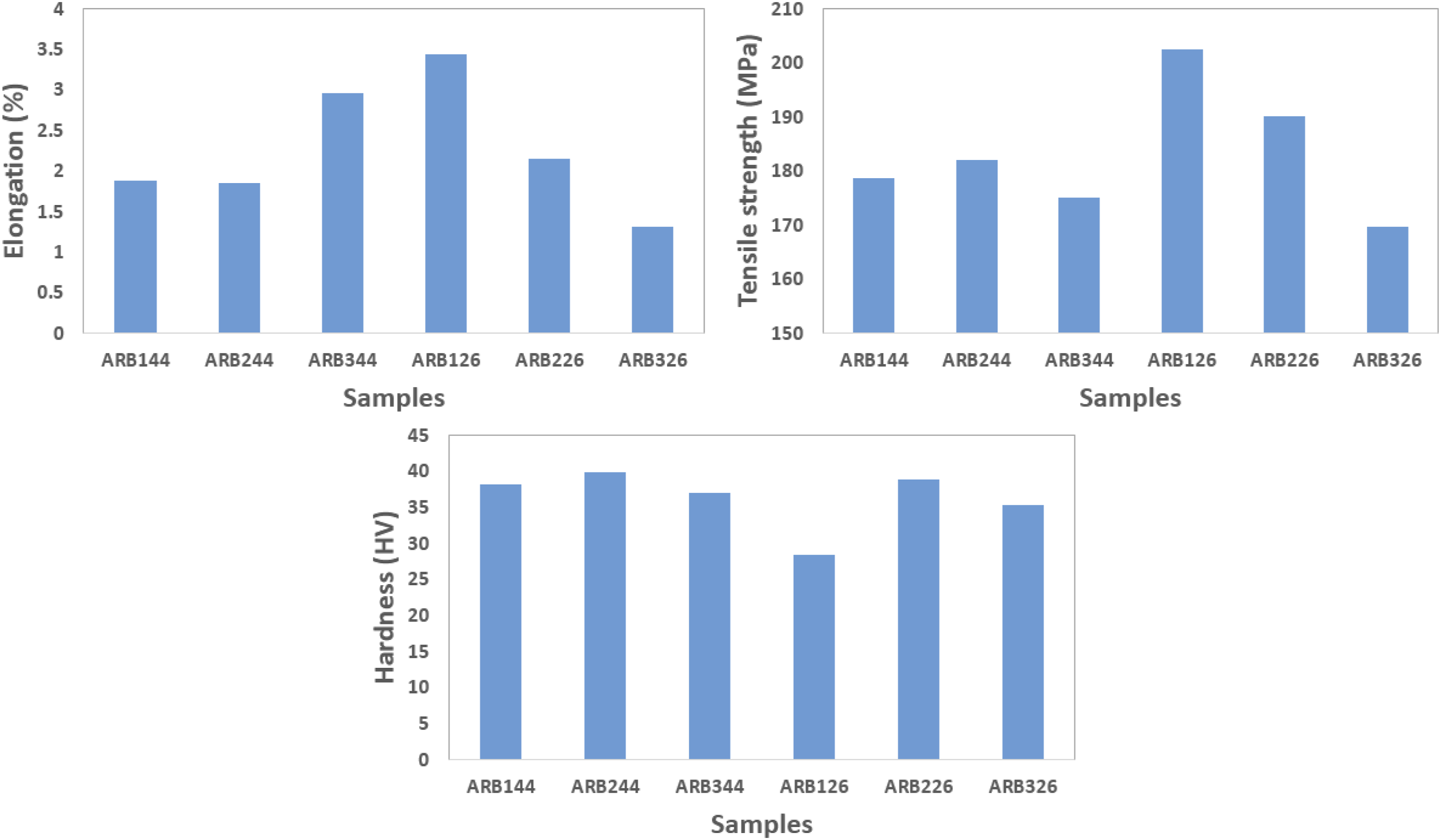
Results of measuring the tensile strength, elongation, and hardness.
The results of Table 7 also showed that increasing the amount of reinforcement caused a decrease in tensile strength and elongation. As can observed from the SEM images (Figures 11 and 13), with increasing the amount of reinforcement, agglomeration of particles occurred, which caused the initiation and propagation of cracks, and consequently decreased the tensile strength and elongation of the composite. However, increasing the amount of HEA particles improved the hardness of the composite because the hardness of HEA particles was higher compared to the aluminum matrix. In a similar study, An et al. 98 reported that the increase of HEA particles in the Al matrix composite improved the hardness, but reduced the strength of the composite. The amount of agglomerated nanoparticles under different parameter conditions was quantified using ImageJ software, as shown in Table 7. The agglomeration percentage was calculated by surface area percentage. According to the maximum particle size (70 μm), the minimum surface area that leads to agglomeration was estimated and the surface area percentage was calculated.
It can also be seen from Table 7 that increasing the number of rolling passes has increased the tensile strength and elongation. The most important reason for improvement of the mechanical properties of the composite is that with increasing the number of rolling passes, the distribution of HEA particles in the Al matrix improved. Another reason for the improvement of mechanical properties due to the increase in the number of rolling passes is the refinement of the microstructure. As the grain size decreases, the grain boundaries increase, leading to an increase in dislocation density, because the obstacles to dislocation movement increase. An increase in the dislocation density leads to an improvement in the tensile strength However, it should be noted that the number of rolling passes is lower in samples with a higher percentage of HEA particles because in samples with a higher percentage of HEA particles, cracks are created in fewer passes. In general, the results showed that cracks usually started to appear after six rolling passes. However, in the samples with a higher percentage of HEA particles (4 wt%), cracks appeared after 4 passes. Therefore, the critical number of rolling passes at which cracking becomes a significant concern is 6 and 4 passes for the samples with 2 and 4 wt% HEA, respectively.
Conclusion
In this paper, accumulative roll bonding (ARB) process is used to produce aluminum matrix composite reinforced by high entropy alloy (HEA) and achieve a suitable combination of strength and ductility. The results were summarized as follows: (1) A good particle distribution was obtained in the samples produced by 2 wt% HEA after six rolling passes. However, in the samples produced by 4 wt% HEA, agglomeration of particles was observed. (2) By using HEA particles of Al0.4Ti0.6CoCr0.5NiFe, tensile strength and elongation are simultaneously improved by 4% and 58% respectively, due to the presence of both FCC and BCC structures. However, the highest hardness of 39.9 HV was obtained for sample prepared by HEA particles of Al1.5MnCoCrNiFe, due to formation of BCC structure. (3) With increasing the amount of reinforcement up to 4 wt%, agglomeration of particles occurred, which caused the initiation and propagation of cracks, and consequently decreased the tensile strength and elongation of the composite by about 54% and 12% respectively. (4) The increase of the number of rolling passes from 4 to 6 increased the tensile strength and elongation by 84% and 13% respectively, because the distribution of HEA particles in the Al matrix improved. (5) The highest tensile strength (202.5 MPa) and elongation (3.44%) were obtained for the sample produced with 2 wt% Al0.4CoCr0.5NiFeTi0.6 at six rolling passes. However, the highest hardness was obtained for sample produced with 4 wt% Al1.5MnCoCrNiFe (39.9 HV). (6) Due to the simultaneous increase in tensile strength and elongation, the produced composite sample can be used in the automotive and aerospace industries. However, it should be noted that due to the layered structure of the sheet after the ARB process, the wear resistance of the sample decreases.
99
Wear resistance of the produced samples after the ARB process can be enhanced by performing heat treatments or coating process.100,101
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting of interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The authors confirm that the data supporting the findings of this study are available within the article.