
Abstract
This paper explores the characteristics of a new lightweight thermoplastic composite filament filled with hollow glass beads developed for material extrusion additive manufacturing. Compounding experiments, which mix hollow glass beads with neat acrylonitrile butadiene styrene matrix, were conducted using a twin-screw extruder to prepare composite filaments. Two different types of hollow glass beads were selected as the fillers of composite filament due to their varying densities. In order to characterize the final components produced using composite filament, various specimens were fabricated by a material extrusion additive manufacturing process. In order to characterize the physical properties of the specimens, measurements of density and flexural testing were performed. To identify the thermomechanical effects of hollow glass beads on the neat acrylonitrile butadiene styrene matrix, thermal diffusivity and specific heat were obtained. Consequently, the thermal conductivity of the specimen was derived from its density, thermal diffusivity, and specific heat capacity. The microstructures of the fractured interfaces of the specimens were also observed by scanning electron microscopy. The experimental results revealed that most of the hollow glass beads survived, thus bringing about lighter weight (lower density) and thermal insulation (lower thermal conductivity), which can be useful for numerous potential applications.
Keywords
Introduction
Recently, lightweight materials have attracted substantial attention in the fields of automotive, aerospace, and home appliances due to their fuel-efficiency and portability.1,2 Above all, the thermoplastic polymer can be extensively applied for the fabrication of lightweight material components due to the thermoplastic polymer's broad applications and cost effectiveness.3,4 These lightweight thermoplastic polymers have generally been produced by two different processes: the microcellular foaming process and the fabrication of ultra-light filled composites.
The microcellular foaming process produces a polymer with billions of tiny microbubbles, which has usually been applied for the molding process. In this process, a mixture of molten polymer and physical or chemical blowing agents generates a cellular structure when the mixture is injected into the mold. Supercritical fluids (SCF) such as CO2 and N2 are representative physical blowing agents, while isocyanate, sodium bicarbonate, and azodicarbonamide are well-known chemical blowing agents. Rachtanapun et al. 5 adopted the microcellular foaming injection-molding process to produce high-density polyethylene (HDPE)/polypropylene (PP) blends and their composites with wooden fiber. They used SCF CO2 as a physical blowing agent, leading to a void fraction from 5.8% to 43.9%. Liu et al. 6 applied SCF N2 as a physical blowing agent, and investigated the characteristics of polyetherimide (PEI) and PEI/PP blend in the microcellular foaming injection-molding process. Ryan and Denis 7 investigated the microcellular foaming injection-molding process both experimentally and theoretically using polyolefin as the chemical blowing agent. In this study, polyolefin and azodicarbonamide were mixed, and a maximum weight reduction of 12.1% was reported. Although weight reduction has been achieved in the polymer by the microcellular foaming process, severe limitations of this process have been reported, such as cell merging, inhomogeneous foam, the thickness of the restrictive parts, and polymer degradation. These drawbacks can significantly worsen the mechanical properties of thermoplastic polymers. Specifically, there is a high initial investment cost when the physical blowing agents are used.
In the meantime, ultra-light fillers-filled composite pellets are emerging as an attractive alternative for the lightweight thermoplastic composite. This method uses mixtures of molten polymer and low-density filler, which have 0.1 to 0.5 g/cc of density. According to studies by Liang et al. 8 and Patankar et al., 9 hollow glass beads (HGBs)-filled PP as well as high-density polyethylene (HDPE) composites were fabricated, respecively. They employed HGBs as ultra-light fillers, and found that HGBs could significantly reduce the weight and thermal conductivity of the polymer. However, during the injection-molding process of the HGBs-filled composite, the actual weight of the composite was lower than the nominal weight because of injection/packing (dwelling) pressures, as well as the fact that the shearing force at an injection screw can crush the thin wall of the HGBs. In the case of natural fiber filler, Saheb and Jog 10 reported that natural fiber filler-filled polyolefins composite could reduce the weight of polymer up to 30 wt%. However, the natural fiber-filled polymer can easily decompose and burn during the injection-molding process because of the process temperature and shear force.
Regarding composite filaments for the additive manufacturing (AM) process, in recent years, the material extrusion method, also known as the fused filament fabrication (FFF) process, has been widely studied. FFF is a filament-based technology where a temperature-controlled head extrudes a thermoplastic material onto a build platform layer by layer. Neat acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) are commonly used for the material of the filament. Although FFF is a well-known AM process, it inherently possesses a limitation in the material properties of the filament made out of the above-mentioned typical materials. Thus, industrial and academic investigations on the FFF process using various composite filaments have been carried out in attempts to improve the material properties. For this purpose, metal, carbon, glass fiber, and kevlar have been introduced as the fillers of composite filament. Masood et al. 11 and Ryder et al. 12 prepared filaments of polyamide/iron and ABS/stainless steel composites to apply to the FFF process, respectively. In those studies, the mechanical properties of polymers, such as tensile modulus and strength, were drastically increased by these fillers, and Masood and Song proposed the application of their filler to rapid tooling. Falck et al., 13 Gnanasekaran et al., 14 Berretta et al., 15 Dul et al., 16 and Zhang et al. 17 also investigated the development of carbon filler reinforced composite filaments, specifically of carbon fiber/ABS, carbon nanotube (CNT)/polybutylene terephthalate (PBT), CNT/poly-ether-ether-ketone (PEEK), graphene/ABS, and CNT/ABS, respectively. Using the FFF process, they achieved carbon-based polymer composite structures with higher stiffness and strength than neat materials. Zhong et al. 18 also investigated the fabrication of short glass fibers reinforced composite filament for the FFF process, and it was shown to significantly improve the strength of the ABS filament. Dickson et al. 19 also performed the fabrication of a carbon, glass, and kevlar fiber-filled composite filament and showed that composite parts lead to better stiffness and strength. Most of the studies introduced above mainly focused on improving the mechanical properties, such as stiffness and strength. These research efforts could extend the application fields of the FFF process by improving the mechanical properties of 3D printed parts.
Meanwhile, lightweight composite polymers, which were introduced earlier, have also shown outstanding thermal/vibration/sound insulation performance due to the fact that those composites include billions of tiny pores or hollow fillers.20–22 Thus, the lightweight composite filaments developed for the FFF process can be applied to the production of parts requiring the above-mentioned properties. When fabricating lightweight composite filament based on the two different methods discussed earlier, the microcellular foaming process is ineligible for the FFF process, because of the large expansion of polymer without a mold. By contrast, ultra-light fillers-filled composite filament, which does not have a large expansion of polymer, can be a good candidate for the FFF process.
The primary objective of this paper is to characterize the new HGBs-filled lightweight composite parts fabricated by the FFF process. In order to prepare HGBs-filled lightweight composite filaments, the compounding process is conducted using a twin-screw extruder. HGBs with two different densities are individually mixed with neat ABS, so two different kinds of filaments based on neat ABS are prepared. The FFF experiments are then carried out to fabricate specimens using the prepared composite filaments.
For characterization, the changes in the density and flexural properties of the 3D printed specimens are compared with those made by neat ABS via specific gravity measurement and microflexural testing, respectively. In order to identify the thermomechanical effects of HGBs on the neat ABS matrix, the thermal diffusivity and specific heat capacity were measured by laser flash method (LFM) and differential scanning calorimetry (DSC), respectively. Consequently, the thermal conductivity of the specimens was deduced from density, thermal diffusivity, and specific heat capacity. The microstructures of the fracture interfaces of the specimens were also observed using scanning electron microscopy (SEM), which can provide scientific explanations on the measured properties.
Experimental methods
Preparation of composite filaments
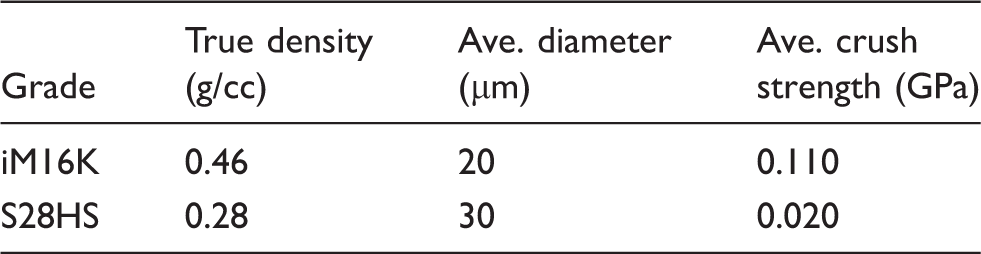
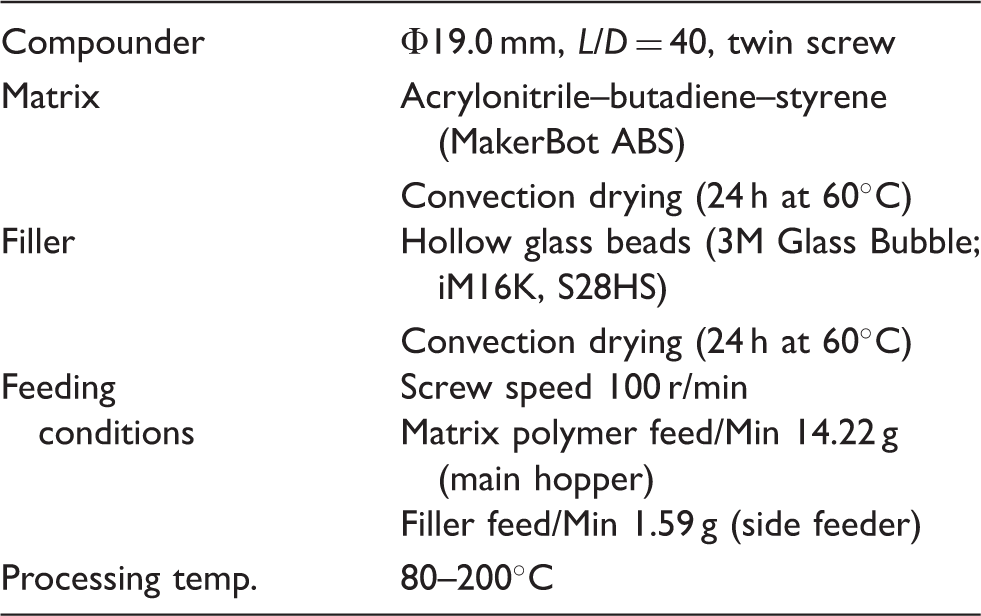
The neat ABS pellets and HGBs were dried at 60℃ for 24 h, then compounded by the co-rotating twin-screw extruder (BA-19, Bautek) with a screw diameter of 19 mm and a barrel length of 760 mm. The detailed configuration of the screw and compounding system are given in Figure 1. As shown in Figure 1(a), the ABS matrix polymer was fed at zone 40 using a main feeder, and the HGBs fillers were provided into the extruder at zones 10 and 11 using a side feeding unit. Then, the composite filament was cooled down and rolled up by the conveyer and spooler, as shown in Figure 1(b). The process conditions used for each experiment are shown in Table 2. The weight fraction of HGBs for each experiment was 5%, while the weight fractions of iM16K and S28HS were 10.54% and 19.07%, respectively. The density of neat ABS and HGBs-filled composite filaments were measured by the Archimedes method, and the measured value of neat ABS and iM16K- and S28HS-filled composite filaments were 1.03, 0.94, and 0.85 g/cm3, respectively. The overall compounding conditions and parameters were chosen based on the HGBs suppliers' recommendation.20,21
Experimental setup for composite filament preparation: (a) schematic of screw designed to fabricate HGB-filled ABS composite filament; (b) compounding and filament fabrication system. Experimental conditions for composite filament preparation.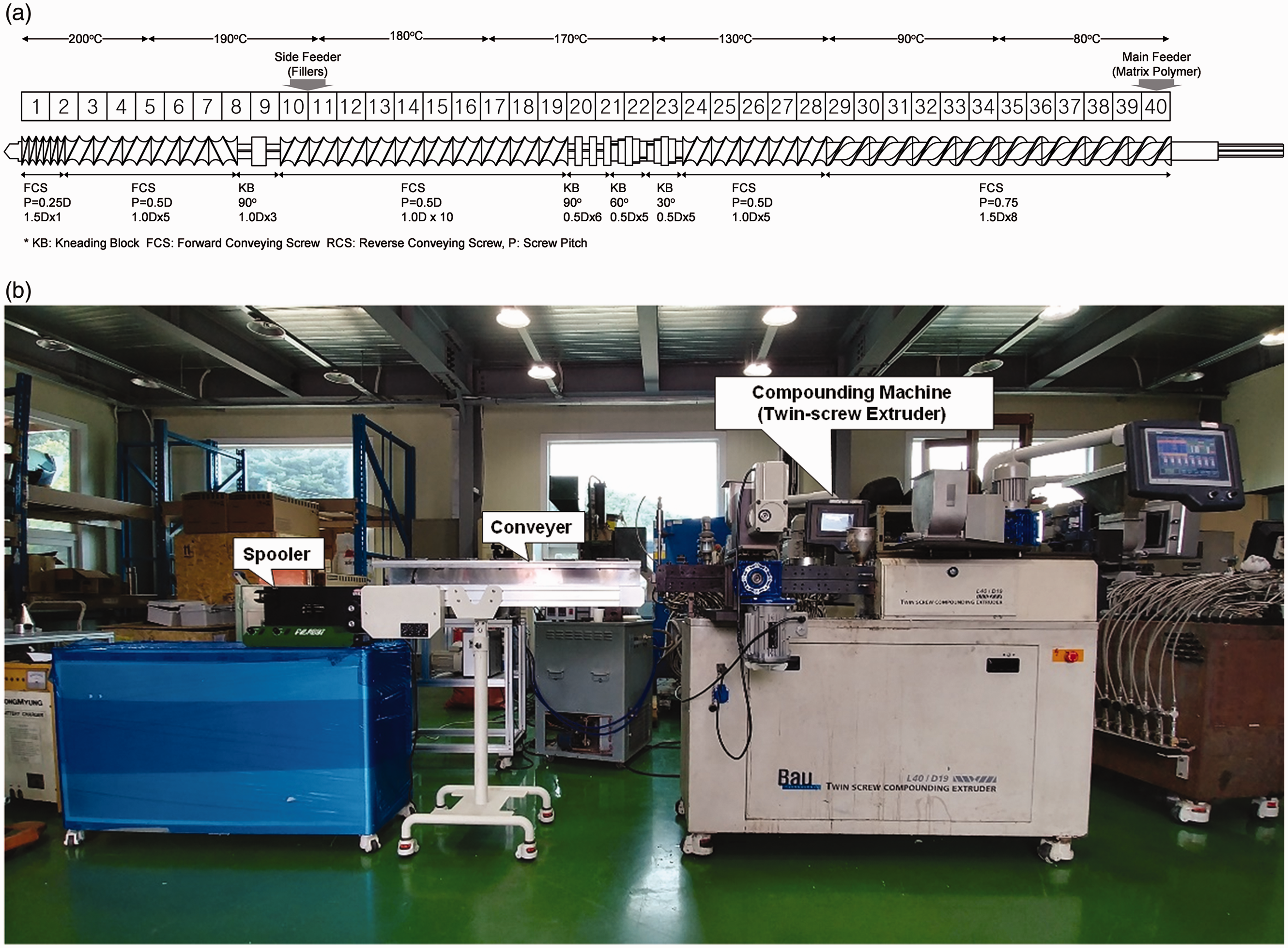
Fabrication of specimens with the FFF process
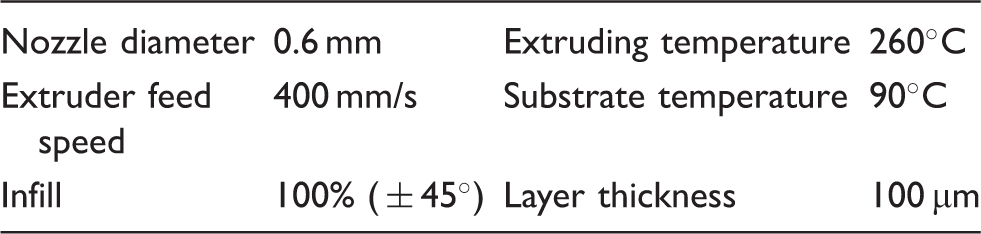
Various specimens using the HGBs-filled thermoplastic composite filaments were fabricated by the FFF machine (MakerBot 2X, MakerBot) so that their crystallization and physical and thermal properties could be measured. The rectangular specimens for X-ray diffraction (XRD), flexural testing, and DSC/LFM were prepared, and their widths and lengths were 10.0 × 10.0 mm, 50.8 × 12.7 mm, and 11.0 × 11.0 mm, respectively, all with a thickness of 1.5 mm.
Detailed FFF conditions.
Characterization indexes
Physical properties
The measurements of density and flexural modulus/strength were conducted using the specimen fabricated by the FFF process. Its density was measured via the Archimedes method using a precision balance (313-1S, Sartorius Quintix). Those FFF specimens were fabricated with a ±45° infill angle, called the rectangular infill pattern. The rectangular infill pattern is strong in all directions and has fast printing speed.
On the other hand, the flexural modulus/strength of the specimen was measured using a desktop-scale universal tester (E3000LT, Instron) based on the “ASTM Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials, D-790”. Three specimens were prepared for each case, and the flexural testing was applied to them with a testing speed of 0.01 mm/min and a span distance of 6 mm. Those measured values were then averaged in order to obtain the flexural modulus and strength.
Thermomechanical properties
LFM (LFA467, Netzsch), which is one of the most accurate methods among the commercially available techniques, was introduced to measure the thermal diffusivity of the specimen. In the LFM, an infrared (IR) laser was applied to heat one side of the specimen. Its specific heat capacity was then evaluated by DSC (DSC 7020, SEIKO Inc.), which operated from 25℃ to 250℃ with a scanning rate of 10℃/min. The DSC instrument was pre-calibrated with an indium standard. The specimen for both LFM and DSC experiments was fabricated by the FFF process. After measuring the specific heat capacity and thermal diffusivity of the specimen, its thermal conductivity can be calculated using equation (1)
22

Morphological observation
In order to identify the morphological characteristics of the HGBs in the neat ABS matrix, images were taken of the specimen's fractured plane after the flexural testing, and these were analyzed using a field-emission scanning electron microscope (FE-SEM, JSM6701F, Jeol Ltd.). The FE-SEM was conducted after a thin coating of gold so as to minimize surface charging.
Results and discussion
Physical properties
The density, flexural modulus, and strength of the neat ABS and HGBs-filled composite specimens have been examined for their physical properties. The measured density values of all three specimens are given in Figure 2, and those of the HGBs-filled composite specimens are smaller than that of the neat ABS one. The composite specimens with iM16K and S28HS show density reduction rates of 10.8% and 17.9%, respectively, as compared to the neat ABS specimen. The experimental densities of neat ABS and HGBs-filled composite specimens are lower than the densities of the prepared filaments mentioned in the “Preparation of composite filaments” section. Since FFF is based on the local welding of discrete extruded filaments, pores at the interlayers are inevitable.
23
Even when using professional machines and materials, the fractions of pores are known to be from 5% to 10%. Moreover, the composite materials' flowabilities at the FFF's nozzle are lower than those of the neat materials, which could aggravate the larger pores at interlayers.
Measured density values of the FFF specimens.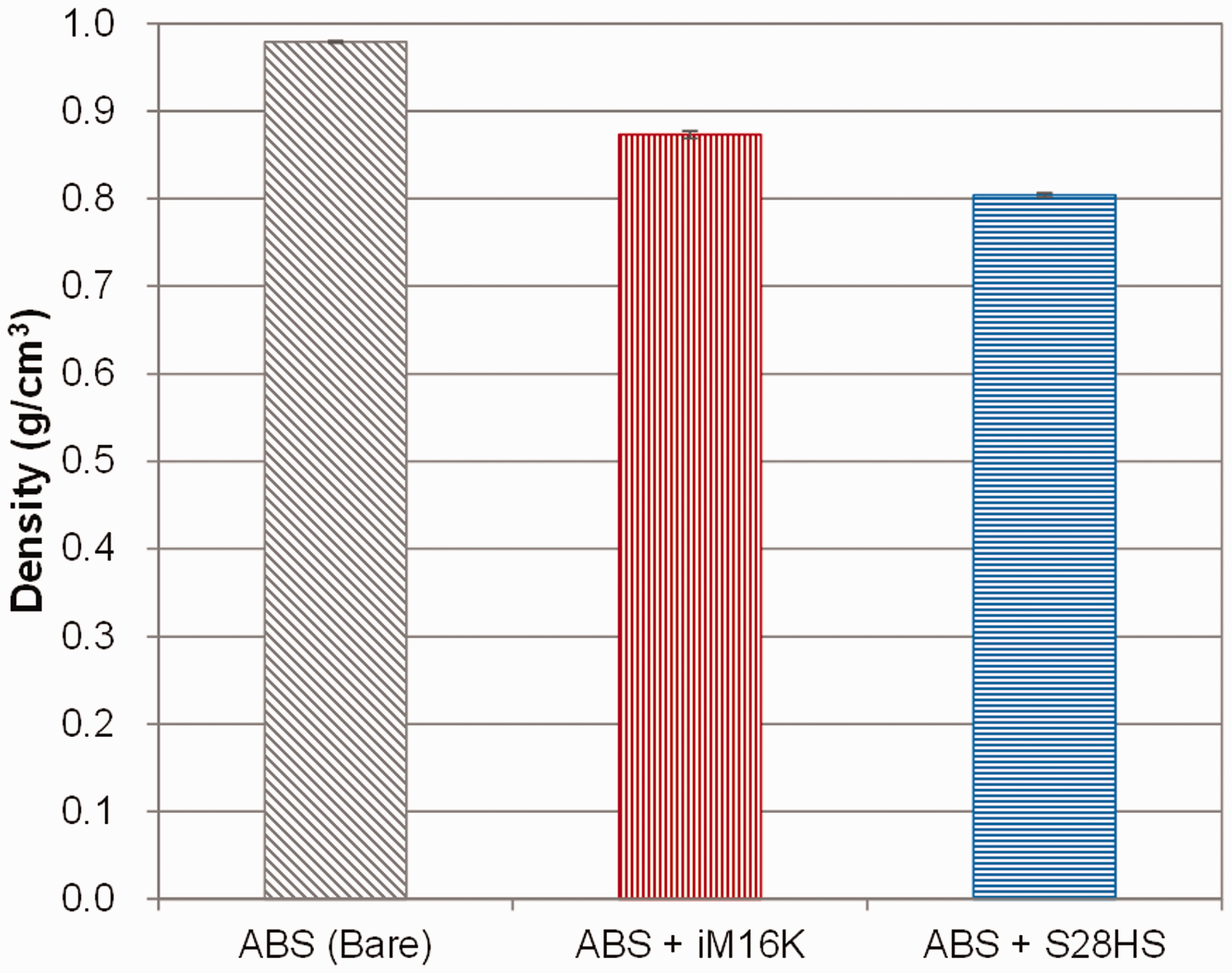
In cases of the fabrication of very thin parts (i.e. under 2 mm), these large reductions in the density and weight of parts cannot be achieved by conventional processes such as injection-molding, die swell extrusion, and compression molding, which may be due to their high pressure and large shear force. During these processes, it is highly probable for the added HGBs to break due to their low crush strength. Therefore, the nominal weight reduction effect of the composites could be insignificant despite the HGBs' small density.24,25 In the case of the microcellular foaming process of very thin parts, it is very difficult to achieve lightweight in terms of relatively rapid solidification and high pressure. By contrast, the pressure and shear force could be significantly decreased during the FFF process, resulting in considerable weight reduction of the FFF printed composite specimens without any restriction as to the thickness of the parts.
The measured flexural modulus and strength values are given in Figure 3. As shown in Figure 3(a), the flexural modulus values of the specimens slightly increased with the addition of the HGBs. It is generally known that the addition of stiff fillers such as HGBs can increase the flexural modulus of neat polymer material, and that the flexural modulus value follows the rule of mixtures.23,24
Measured flexural modulus and strength values of the FFF specimens: (a) the measured flexural modulus values; (b) the measured flexural strength values.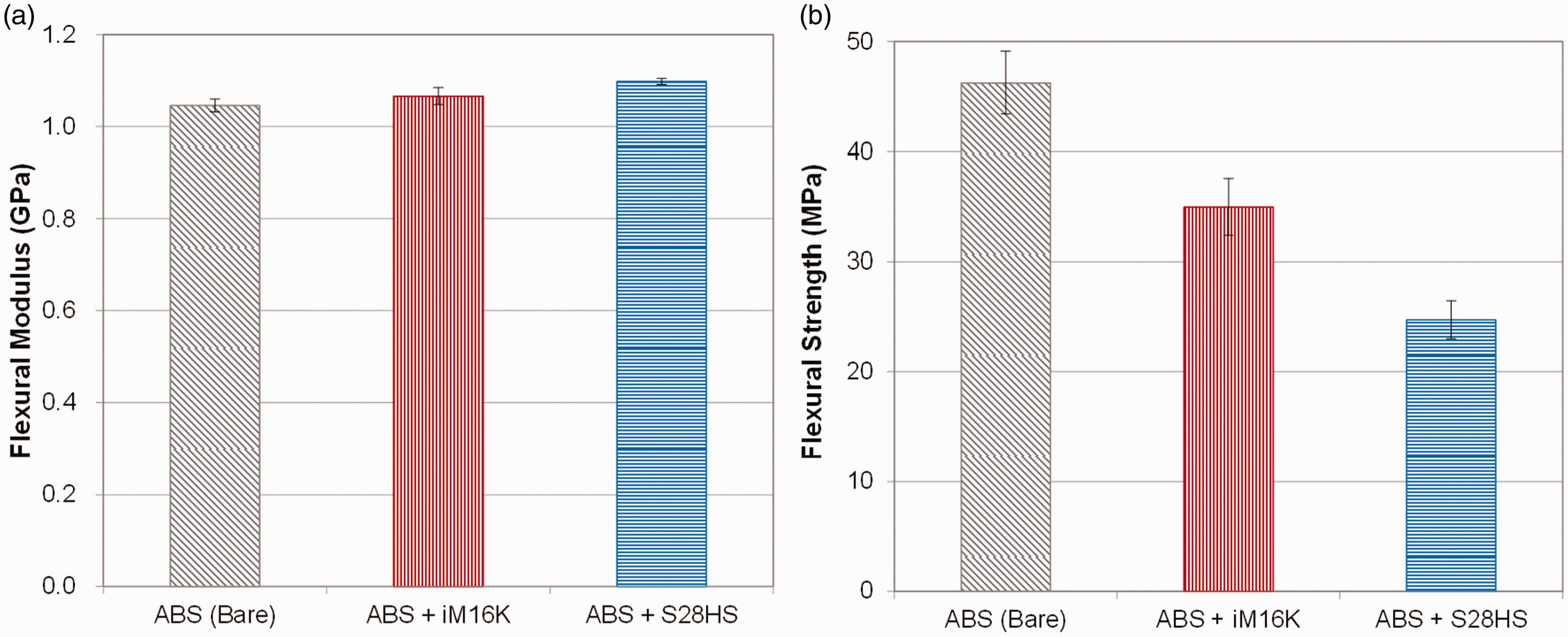
By contrast, the flexural strength values were reduced with the addition of the HGBs in the specimens. In the HGBs-filled composite specimens, the bonding strengths of the interacting functional groups of the neat ABS and HGBs could become relatively weak due to their different thermal expansion rates, and as a result, the flexural strength values could be decreased.26,27 In addition, as shown in Figure 3(b), the S28HS-filled composite specimen has a lower flexural strength than the iM16K-filled specimen. In this study, the same weight fraction (5 wt%) of HGBs was applied in both cases of S28HS and iM16K-filled composite filaments. S28HS grade has a lower density than iM16K grade, which leads to a higher volume fraction of HGB in the composite filament. It could be concluded that the larger volume fraction of HGB fillers in composite filaments could cause a higher reduction in the specimen's strength than mentioned above.
Thermal properties
The thermal diffusivity and specific heat capacity were measured for the neat ABS and HGBs-filled composite specimens, and their average values are shown in Figure 4(a) and (b), respectively. The thermal diffusivity of the HGBs-filled composite specimens is higher than that of the neat ABS one. The increasing rates are 4.3% for the iM16K-filled specimen and 9.2% for the S28HS-filled specimen, respectively.
Measured thermal diffusivity and specific heat capacity values of the FFF specimens: (a) measured thermal diffusivity values; (b) measured specific heat capacity values.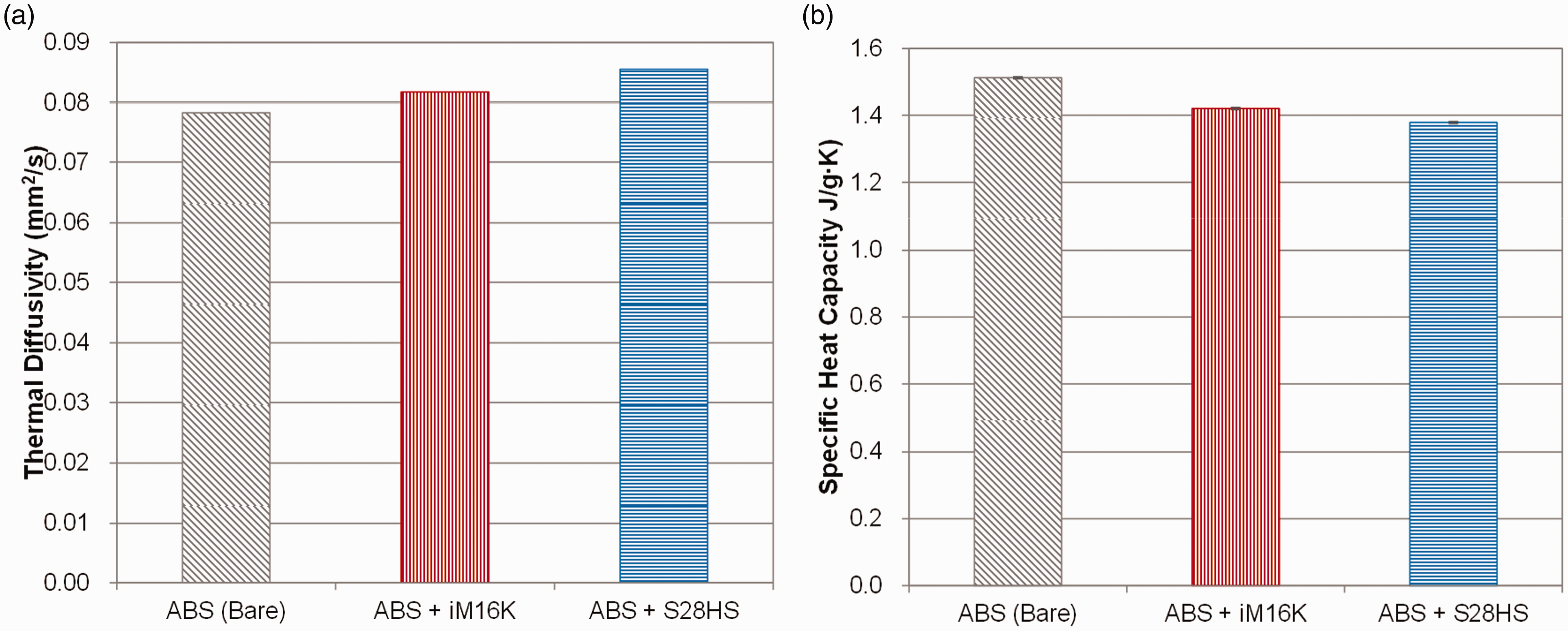
However, the specific heat capacity showed the opposite pattern. The HGBs-filled composite specimens had lower specific heat capacities than the neat ABS one. In detail, the specific heat capacity values of the iM16K- and S28HS-filled composite specimens were 6.5% and 7.6% smaller than that of the neat ABS one, respectively.
As presented in an earlier section, the thermal conductivity can be obtained with equation (1). Figure 5 shows the calculated thermal conductivity values of all three specimens. As shown in this figure, the thermal conductivity value of the S28HS-filled composite specimen was minimal, as it was 18.17% lower than that of the neat ABS one. Further, the thermal conductivity value of the iM16K-filled composite specimen was 12.65% lower than that of the neat ABS one.
Calculated thermal conductivity values of the FFF specimens.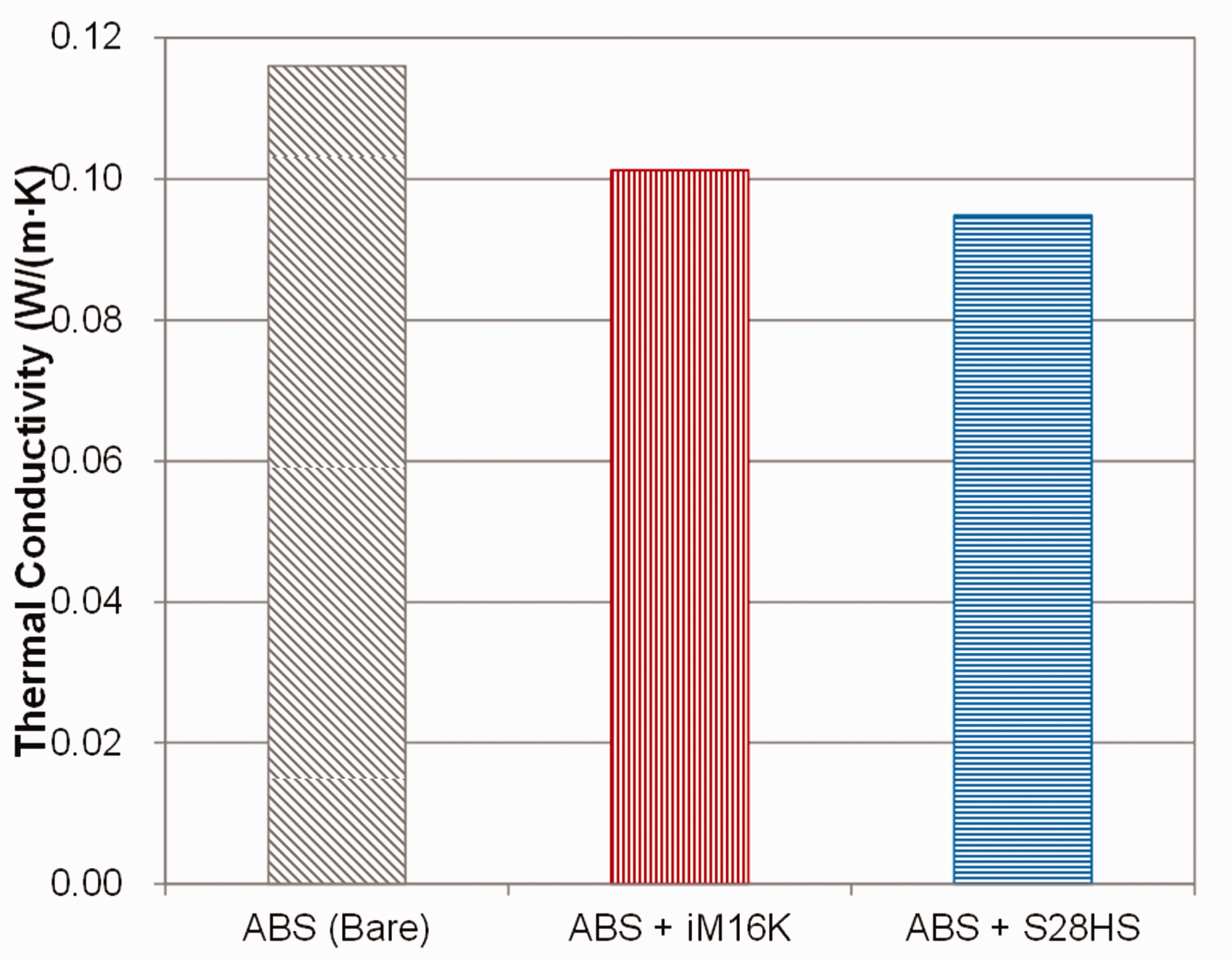
The HGB is a spherical shell made of borosilicate glass containing inert gas. 28 Thus, its thermal conductivity and density are low. When the HGBs' survivability is sufficiently high, they can produce stable voids in the HGBs-filled composite. As a result, low thermal conductivity can also be expected in the HGBs-filled composite. 22
As previously described, the FFF process does not exert significantly high pressure and shear force. Thus, the survivability of the HGBs—iM16K and S28HS—could be sufficiently high, and the thermal conductivities of the HGBs-filled composite specimens could be lower than that of the neat ABS one.
Meanwhile, the S28HS beads' volume fraction could be higher in the S28HS-filled composite specimen than that of iM16K in the iM16K-filled one under the condition of the same weight fraction—5% due to the lower density of S28HS. Therefore, the thermal conductivity of the S28HS-filled composite specimen could be lower than that of the iM16K-filled one.
Morphological observation
SEM images were taken of the fractured cross-section of each specimen, and these are shown in Figure 6. Figure 6(a) clearly shows the cross-sectional area of the neat ABS specimen, and those of the HGBs-filled composite specimens are shown in Figure 6(b) and (c), respectively. As shown in Figure 6(b) and (c), most of the HGBs were not crushed, and the authors' assumption that the FFF process would not apply significantly high pressure and shear force has turned out to be right.
SEM images of fractured cross-sections of the FFF specimens: (a) neat ABS specimen; (b) iM16K-filled composite specimen; (c) S28HS-filled composite specimen.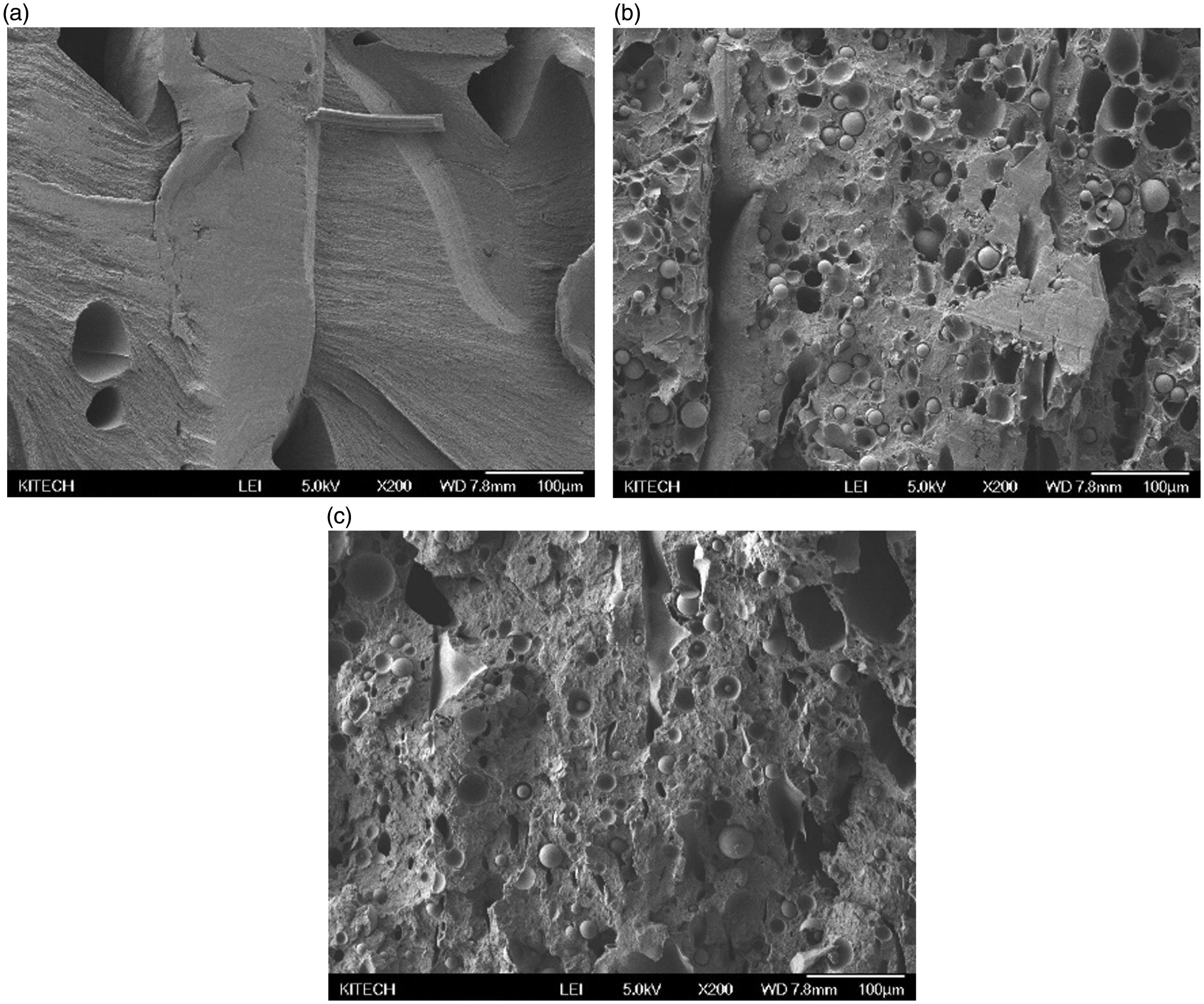
From Figure 6(b) and (c), it can also be seen that the surfaces of the HGBs are clean. In addition, it appears that the interface between HGBs and ABS matrix are uncombined with no indication of any bonding.
Conclusions
In this paper, a new HGBs-filled composite filament was developed for material extrusion additive manufacturing, also known as fused filament fabrication, and the physical and thermal properties of the composite specimens were investigated. The thermoplastic matrix material was ABS and the HGBs were either iM16K or S28HS. The HGBs-filled thermoplastic composite filaments were prepared via the compounding process in consideration of a weight fraction of the HGBs of 5%. Then, various specimens were fabricated via the FFF process for the characterization of their physical and thermal properties.
Based on the detailed characterization, it is known that most of the HGBs—iM16K and S28Hs—have survived in the composite specimens fabricated by the FFF process. In other words, most of the HGBs have not been crushed, because the FFF process was not accompanied by high pressure and shear force, which can usually occur in a typical polymer processing technique, such as an injection molding process. This high survival rate could lead to reductions in the density and thermal conductivity of the HGBs-filled composite specimens when compared with the neat ABS one.
Meanwhile, the flexural strength of the HGBs-filled composite specimens was lower than that of the neat ABS one, which may be due to the discreteness at the interface between HGBs and ABS matrix. This discreteness indicates no bonding at the interface, and as a result, the flexural strength can be considerably decreased. It is known that this discreteness can be overcome by applying appropriate silane-based coupling agents and optimal FFF parameters.26,27 On the other hand, the flexural modulus of the HGBs-filled composite specimens was slightly higher than the neat ABS one. This may be due to the high stiffness of the HGBs.
Finally, S28HS has a lower density than iM16K, and the volume fraction of S28HS can be higher than that of iM16K in each composite specimen with the same weight fraction—5%. Therefore, the flexural strength and thermal conductivity of the S28HS-filled composite specimen could be lower than those of the iM16K-filled specimen because it is known that increasing the volume fraction can lead to reductions in flexural strength and thermal conductivity. 22
Footnotes
Acknowledgement
The authors acknowledge the contribution of Mr Insub Yun at 3M Korea for providing the hollow glass beads.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Research Foundation of Korea (NRF) grant (NRF-2015R1A2A1A10055948, NRF-2017R1A6A3A11031253) and the Korea Institute of Machinery & Materials grant (NK220E) funded by the Korea government (MSIT).