
Abstract
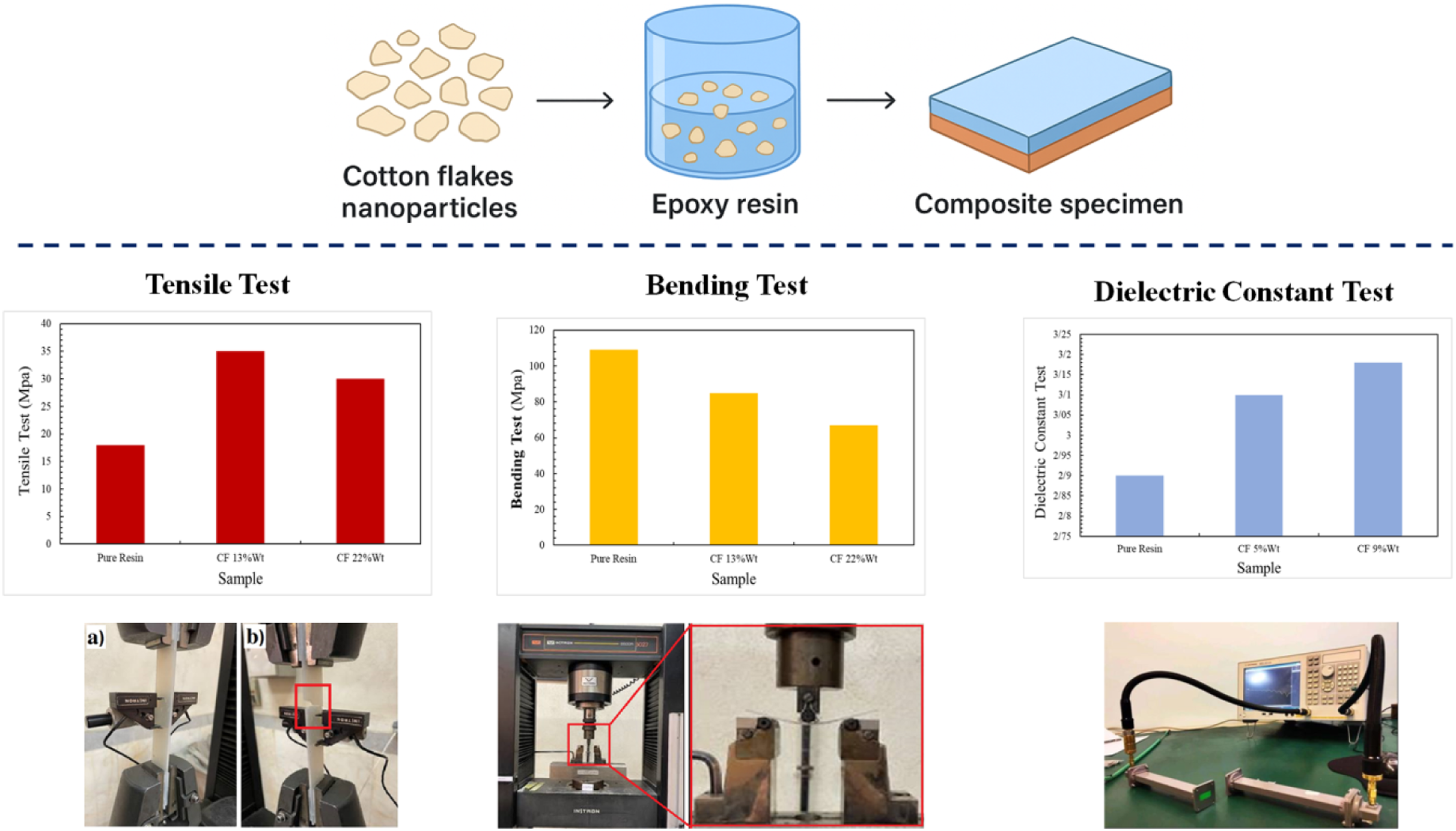
Cotton flakes nanoparticles serve as versatile fillers across a wide range of industries, including aerospace, construction, transportation, and composite molding. To enhance resin viscosity for bonding applications within the aerospace industry, this study investigates the impact of cotton flakes nanoparticles on the mechanical and electrical properties of epoxy/cotton flakes polymer nanocomposites. To optimize properties, samples with varying weight percentages were fabricated. Mechanical properties were assessed via tensile and three-point bending tests, while dielectric constant measurements determined electrical characteristics. A comparative analysis of mechanical and electrical properties was conducted between samples containing varying cotton flakes percentages and a pure epoxy resin control. Results indicated that the maximum tensile strength for pure resin, 13 %wt cotton flakes, and 22 %wt cotton flakes samples was 18, 35, and 30 MPa, respectively. The maximum flexural strengths of pure resin, 13 %wt cotton flakes, and 22 %wt cotton flakes were determined to be 109, 85, and 67 MPa, respectively. Similarly, the maximum dielectric constant for pure resin, 13 %wt cotton flakes, and 33 %wt cotton flakes was measured as 2.95, 3.1, and 3.18, respectively. Mechanical and electrical properties evaluation revealed that the incorporation of cotton flakes filler into the resin matrix did not adversely affect the mechanical and electrical properties of the resin but also improved the properties.
Keywords
Highlights
• Cotton flakes nanoparticles enhance tensile strength of epoxy composites. • 13 wt% filler content maximizes tensile strength (35 MPa). • Flexural strength decreases with higher filler loading. • Dielectric constant increases with cotton flake concentration. • Sustainable filler improves functional properties of epoxy.
Introduction
Nanocomposites are multiphase materials composed of a matrix and nanoparticles as reinforcement. Unlike traditional composites, the reinforcing phase in nanocomposites exists at the nanoscale, offering unique properties. These nanoparticles can enhance various characteristics of the material, such as strength, resistance, electrical conductivity, and viscosity. Uniform dispersion of particles or fibers within the matrix is crucial for efficient load transfer to reinforcements in composite materials. Consequently, optimized reinforcement distribution enhances composite properties, including strength, stiffness, fracture toughness, and electrical conductivity.1,2 Epoxy-based polymers are widely employed across diverse sectors, including aerospace, shipbuilding, and automotive industries, due to their exceptional flexibility and desirable properties.3,4 Due to inherent limitations such as brittleness, low crack resistance, and inadequate strength, epoxy-based polymers have necessitated the incorporation of reinforcement materials. Various additives, including sand, carbon nanotubes, graphene nanosheets, silica nanomaterials, and graphene oxide, have been integrated into thermoset polymer matrices to address these shortcomings. 5
Recent investigations have focused on the impact of silica nanoparticles on the mechanical and thermal properties of epoxy-based composites. Chen et al., 6 Ma et al., 7 and Liang et al, 8 reported enhanced mechanical properties of epoxy resins through the incorporation of silica nanoparticles. At the same time, initial additions of silica improved strength and toughness and further increases in nanoparticle content led to property deterioration. Liang et al. fabricated epoxy-silica nanocomposites using two nanosilica particle sizes: 20 nm and 80 nm. The maximum nano silica content in their samples was 17.4 volume percent. Liang et al. found that nano silica particle size exerted negligible influence on modulus, yield stress, and toughness of the epoxy-silica nanocomposites. However, they observed a modulus enhancement of up to 7 vol% nano silica loading beyond which marginal gains were observed. Despite homogeneous nanoparticle dispersion, the compressive yield stress remained unaffected.
Conversely, increasing nanoparticle content enhanced toughness up to a loading of 17.4 vol%, beyond which no further improvements were observed. Barabanova et al, 9 made epoxy/silica nanocomposite to increase the glass transition temperature of epoxy resin and succeeded in increasing the glass transition temperature of the background by 31°C. Dittanet et al, 1 investigated the effect of adding silica nanoparticles with different particle sizes to epoxy resin and studied the effect of the amount and size of silica particles on parameters such as Young’s modulus, yield stress, toughness, and fracture energy. They concluded that the addition of silica nanoparticles has no significant effect on the yield stress of epoxy resin. Of course, it should be noted that there are differences in the research results of researchers regarding the yield stress behavior of epoxy with the presence of silica particles. Zappalorto et al, 10 reported contrasting findings to previous studies, demonstrating an increase in yield stress. Kawaguchi et al., 11 investigated a similar epoxy system, employing 42-micron silica particles, and also observed yield stress enhancement. They attributed this to improved particle-matrix adhesion. Conversely, weak interfacial bonding can lead to reduced composite strength compared to the pure polymer matrix, as suggested by Lian et al., 12 who focused on developing epoxy matrix nanocomposites reinforced with graphene oxide and silica to enhance mechanical properties.
Cotton flakes are a versatile material employed in the manufacturing of mold parts, sailplanes, automotive structures, sandwich panels, and marine vessels. In the aviation industry, cotton flake filler is utilized to produce lightweight yet robust components. This lightweight filler is employed to regulate viscosity and reinforce joints. When combined with crushed glass fibers (HP-GS6), it is used to bond layers in moldings for aircraft, spacecraft, and other aviation components. Cotton flakes enhance dimensional stability and impact/wear resistance in molded products. They are well-suited for the aviation industry due to their overall properties. Additionally, they are widely used as an adhesive in aircraft manufacturing to join components. Unlike other nanomaterials, cotton flake nanofillers offer advantages in industrial applications due to their ease of use. Very limited studies have been conducted on composites reinforced with cotton flakes. Most research has focused on the effect of cotton fibers on composites. Some articles have investigated the influence of both cotton fibers and cotton flakes on the mechanical properties of composites. Jirku et al., 13 investigated the impact of adding natural (cotton flakes) and synthetic (carbon fibers) fillers on the mechanical properties of composites produced by SLA 3D printing. Their primary objective was to find a solution to improve the mechanical properties and increase the fatigue life of components produced using this method. They produced samples with varying ratios of fillers in the polymer matrix and then subjected them to static and cyclic tensile tests. The results demonstrated that the addition of both types of fillers, particularly cotton flakes, significantly enhanced the strength and fatigue resistance of the composites. Thilipkumar 14 conducted an experimental investigation into the mechanical behavior of hybrid composites made from woven bamboo-cotton fabric and epoxy resin. He evaluated the mechanical properties of these composites, including tensile strength, Young’s modulus, and fracture toughness. He produced samples with various fiber orientations and subjected them to tensile tests. The results demonstrated that bamboo-cotton/epoxy hybrid composites exhibited acceptable mechanical properties and could serve as a potential replacement for synthetic fiber-reinforced composites. Balaji et al., 15 investigated the mechanical properties of polymer composites reinforced with natural fibers, specifically coconut and cotton fibers. Their research focused on evaluating the potential of these composites for packaging applications. They produced samples with varying ratios of coconut and cotton fibers in an unsaturated polyester matrix and subjected them to various mechanical tests, including tensile, flexural, and impact tests. The results indicated that natural fiber-reinforced composites exhibited satisfactory mechanical properties and could serve as a viable alternative to synthetic fiber-reinforced composites in packaging. Additionally, the researchers examined the influence of fiber type and ratio on the mechanical properties of the composites. Baccouch et al., 16 focused on enhancing the mechanical properties of epoxy composites reinforced with recycled cotton fibers. They explored various methods to modify the surface of cotton fibers to improve the adhesion between the fibers and the polymer matrix. These modifications involved chemical and physical treatments to increase the surface roughness of the fibers and enhance their compatibility with the epoxy resin. After producing the composites, various mechanical tests, such as tensile, flexural, and impact tests, were conducted on the samples. The results demonstrated that the applied surface modification methods significantly improved the bond strength between the fibers and the matrix, consequently enhancing the overall mechanical properties of the composite. Shah et al., 17 investigated the mechanical behavior of hybrid composites fabricated using jute and cotton fibers as reinforcements within an epoxy/polyester resin matrix. The study aimed to assess the influence of these natural fibers and the polymer matrix on the composite’s overall mechanical performance. Composites with varying fiber ratios were subjected to tensile, flexural, and impact tests. The results demonstrated promising mechanical properties, positioning these composites as potential alternatives to synthetic fiber-reinforced composites in specific applications. The researchers further explored the impact of resin type, fiber ratio, and processing parameters on the composite’s characteristics. Kocaman et al., 18 examined the impact of cotton waste and flame retardants on the mechanical, thermal, and flammability behavior of phenolic novolac epoxy composites. Composites were prepared with different ratios of cotton waste and flame retardants and were evaluated through mechanical, thermal, and flammability testing. The results indicated that the incorporation of cotton waste and flame retardants resulted in a substantial improvement in the composites’ mechanical strength, thermal stability, and flame resistance. Wankhede et al., 19 investigated epoxy composites reinforced with cotton fibers. Their findings revealed that incorporating cotton fibers into the epoxy matrix significantly enhanced the mechanical, thermal, and environmental properties of the composites. Specifically, the tensile strength, flexural strength, and Young’s modulus of the composites were notably improved. Moreover, the density of the composites was reduced due to the incorporation of cotton fibers. The cotton fiber-reinforced epoxy composites exhibited higher thermal resistance compared to pure epoxy matrix.
Recent research has focused on the electrical properties of polymer matrix composites. Sarkhosh et al.,20,21 investigated the mechanical and electrical properties of Teflon and epoxy-hemp composites, respectively. They highlighted the potential of these materials for dielectric applications. Additionally, Sarkhosh et al.,22,23 explored the influence of fillers, such as silica foam and hemp fibers, on the mechanical, electrical, and magnetic properties of polymer composites. Research on the dielectric properties of polymer matrix composites has intensified in recent years. Patel et al., 24 explored the influence of silica nanoparticle type on the dielectric and mechanical properties of epoxy nanocomposites. Khattak et al., 25 investigated the impact of compression and silica addition on the dielectric properties of epoxy composites. Xiaozhen et al.,26,27 focused on developing polypropylene-based nanocomposites with enhanced dielectric properties through silica foam modification. Ogbonna et al., 28 investigated the mechanical and dielectric properties of glass fiber-reinforced polyimide composites produced by the chemical vapor deposition (CVD) method. In this research, they evaluated the impact of various process parameters on the final properties of the composite. Results showed that by changing parameters such as the weight ratio of fibers to polyimide and curing conditions, desirable mechanical and dielectric properties could be achieved. Additionally, the mechanisms governing the improvement of mechanical and dielectric properties of composites were discussed. Due to their unique properties, these composites have high potential for application in various industries such as aerospace, electronics, and automotive. Mahmoud et al., 29 investigated the electrical and mechanical behaviors of rubber composites based on polar elastomers with incorporated copper-based alloys. Their results demonstrated that increasing the amount of copper alloy in the composite improved electrical properties such as electrical conductivity. Furthermore, they examined the impact of copper alloy on the mechanical properties of the composite, including tensile strength and Young’s modulus. The mechanisms governing the improvement of electrical and mechanical properties of the composites were discussed. Due to their unique properties, these composites have a high potential for application in various industries such as sensors, actuators, and automotive. Azizi et al., 30 improved the thermal and electrical performance of EPDM-based composites using a combination of fillers. Thabet and Salem, 31 studied dielectric loss and electric field distribution within silica foam-based nanocomposite insulation for electric cables.
A research gap exists regarding the influence of cotton flakes nanoparticles on the mechanical and electrical properties of epoxy-based nanocomposites, especially within the X-band frequency range. This study aims to address this gap by investigating the impact of cotton flakes nanoparticle content on the mechanical and electrical properties of epoxy resin composites. To ensure practical relevance, samples were fabricated using a hot press method mimicking industrial processes. To characterize the mechanical properties of the fabricated composites, tensile and three-point bending tests were conducted. Tensile testing yielded data on elastic modulus, yield stress, ultimate stress, maximum length change, and toughness. Bending strength and modulus were determined from the bending tests. Dielectric properties were assessed using a network analyzer in the X-band.
Experimental
Materials and equipment
Specifications of the epoxy resin used in the research.
Characteristics of cotton flakes nanoparticles used in the research.
Composite preparation and production process
In this research, the fixed epoxy resin EPL-1012 and hardener EPH-113, which was prepared from Sazeh Composite Company, was used to make the samples. A fixed hardener-to-resin ratio of 15:100 was maintained according to the manufacturer’s recommendations. To determine mechanical properties (tensile and three-point bending) and electrical properties (dielectric constant), samples were fabricated using custom-designed molds. These molds, depicted in Figure 1(A), were constructed from 2 mm thick steel plates, cut to dimensions of 30 × 30 cm to accommodate standard test sample sizes. Additional 30 × 30 cm steel plates formed the mold matrix and lid, as illustrated in Figure 1(B). (a) The mold made to make the samples (b) the upper and lower steel plates of the molds (c) Molded sample of resin filled with cotton flakes nanoparticles (d) Sample mold in press machine (e) Piece baked with cotton flakes filler with 13 %wt.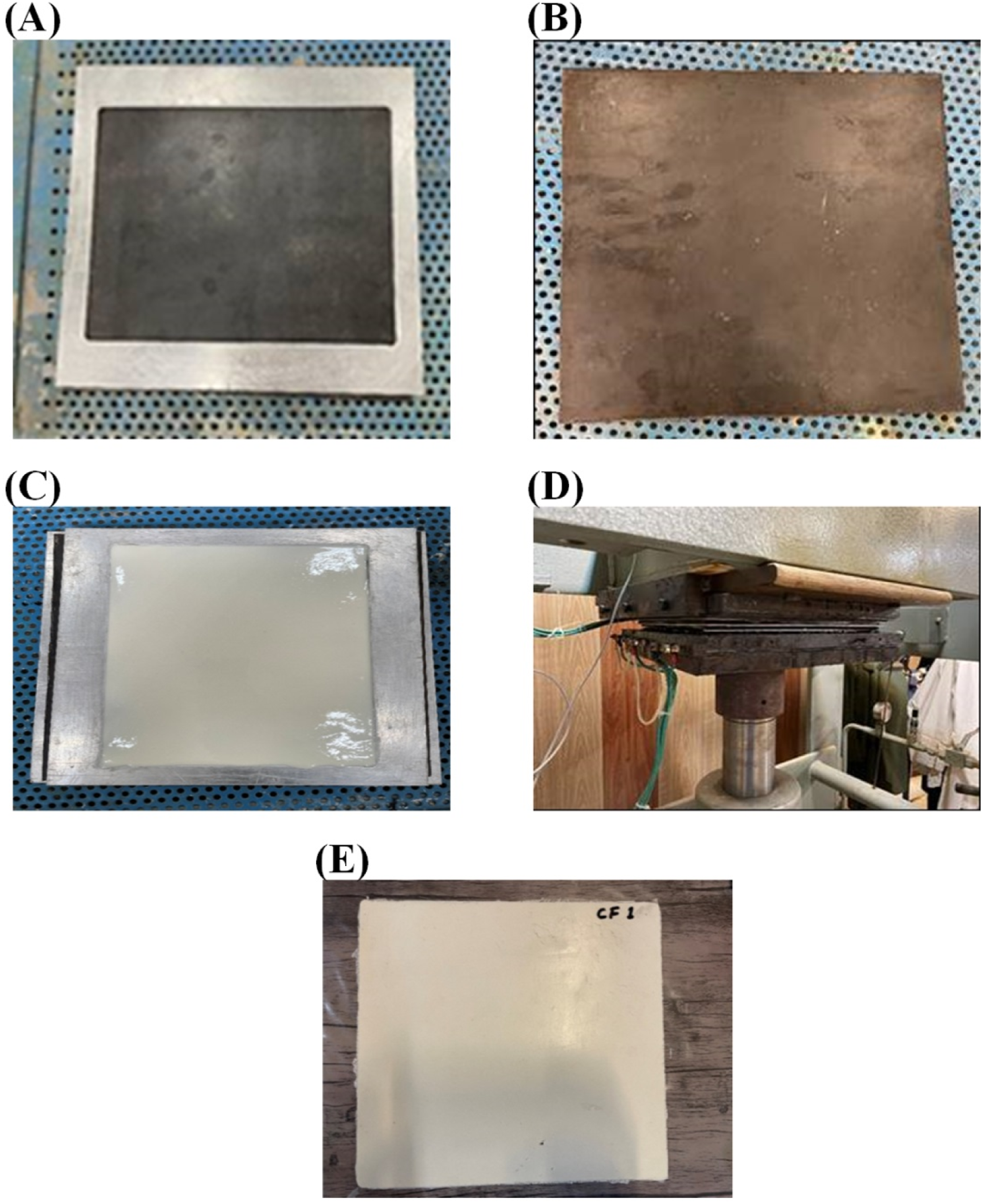
Characteristics of research samples.

Molds were prepared by cleaning with a suitable solvent and subsequently waxing to prevent adhesion. The prepared material mixture (Figure 1(c)) was poured into the molds and subjected to a curing process under 150 psi pressures at 25°C for 24 h (Figure 1(d)). The curing process was iterated at least three times to achieve optimal sample quality. After 24 h, the cured samples were demolded and subsequently underwent a 7-days post-curing period at ambient temperature. Figure 1(e) illustrate the final cured sample with cotton flakes filler with 13 %wt.
Tensile test
Tensile test samples conforming to ASTM D3039 standards
32
were prepared from the fabricated plates. Figures 2(a) and 2(b) illustrate the dimensions of samples derived from 13 wt% and 22 wt% cotton flakes nanoparticle-filled resin composites, Standard ASTM D3039 tensile test samples, measuring 2 mm in thickness, 200 mm in length, and 25 mm in width, were prepared. Tensile testing was conducted using an Instron R5500 machine, capable of applying tensile and compressive forces up to 200 kN at a crosshead speed ranging from 0.001 to 500 mm/min. (a) Cut samples of resin filled with 13 %wt cotton flakes nanoparticles (b) cut samples of resin filled with 22 %wt cotton flakes nanoparticles (c) How the tab is placed on the sample inside the jaw in the tensile test machine (d) The sample failed in the tensile test machine.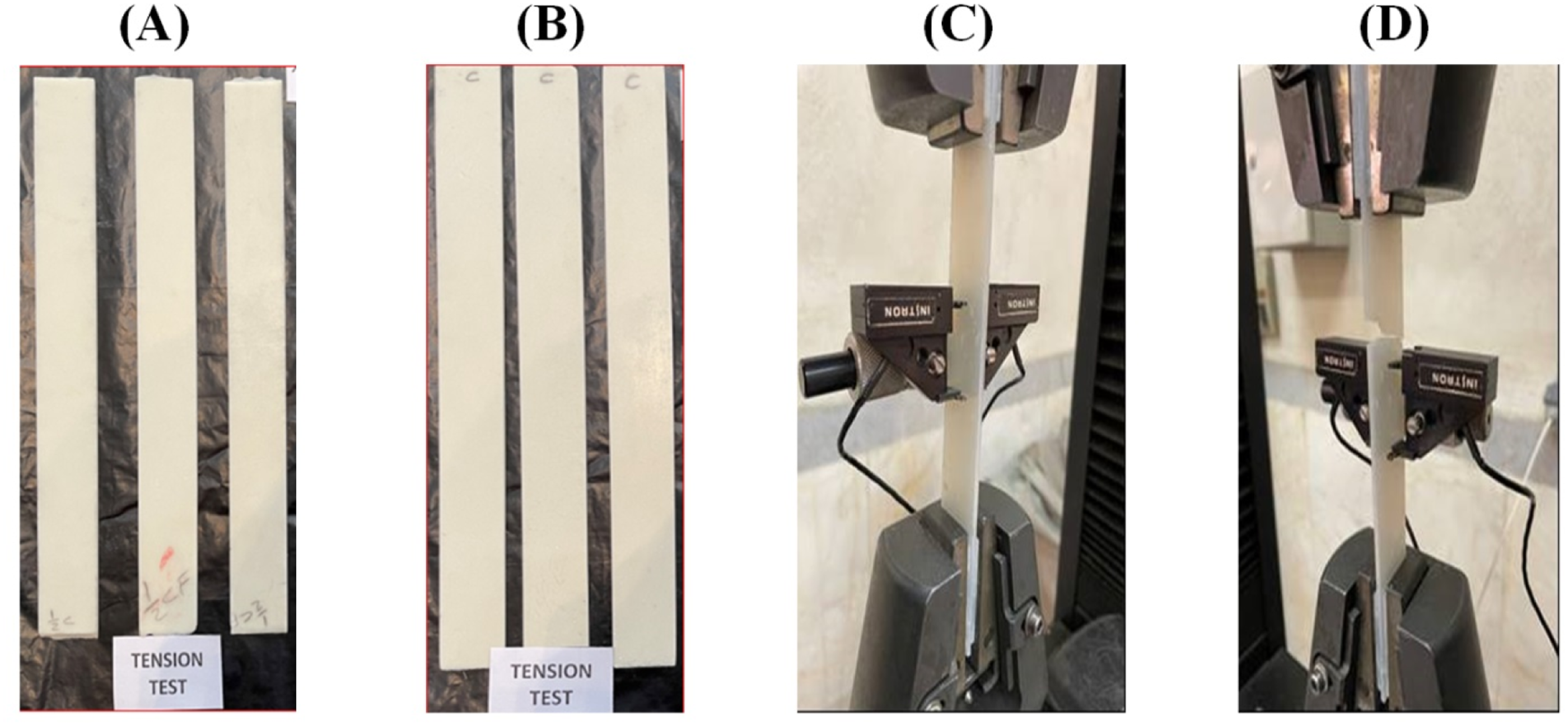
Tensile tests were conducted under controlled conditions: 25°C temperature, 35% humidity, and a crosshead speed of 1 mm/min,The length of the sample between the two jaws of the tensile test device was considered to be 120 mm, so 40 mm of the upper part of the sample was placed inside the upper jaw and 40 mm of the lower part of the sample was placed inside the lower jaw. To prevent sample slippage and fracture within the tensile test machine’s grips, 40 mm × 25 mm tabs were fabricated from the same material as the test samples. These tabs were roughened with a ±45° angle pattern and secured to the sample ends using cyanoacrylate adhesive under pressure. The adhesive was allowed to cure, as depicted in Figure 2(c). Tensile testing was performed until sample failure, as illustrated in Figure 2(d). Force-displacement data, captured by the connected computer, was subsequently converted into stress-strain curves for analysis.
Bending test
To conduct three-point bending tests, samples were prepared according to ASTM D7246M-03 standards.
33
These samples measured 2 mm in thickness, 76.8 mm in length, and 13 mm in width. The standard mandates a support span of 32 times the sample thickness, resulting in a 128 mm span for these samples. The overall sample length was maintained at 20% greater than the support span, equaling 153.6 mm. Standard test samples with dimensions of 153.6 mm length and 13 mm width were prepared. However, to accommodate variations in thickness, the length could be adjusted while maintaining a 32:1 support span ratio. All samples were cut from the previously described composite plates (Figures 3(a)–(c)), with a consistent 2 mm thickness. A three-point bending test was conducted on the prepared samples using an Instron R5500 machine at a crosshead speed of 1 mm/min. Figure 3(d) illustrates the test setup. Samples cut for bending test (a) pure resin (b) resin filled with cotton flakes nanoparticles 13 %wt (c) resin filled with cotton flakes nanoparticles 22 %wt (d) The sample during the three-point bending test.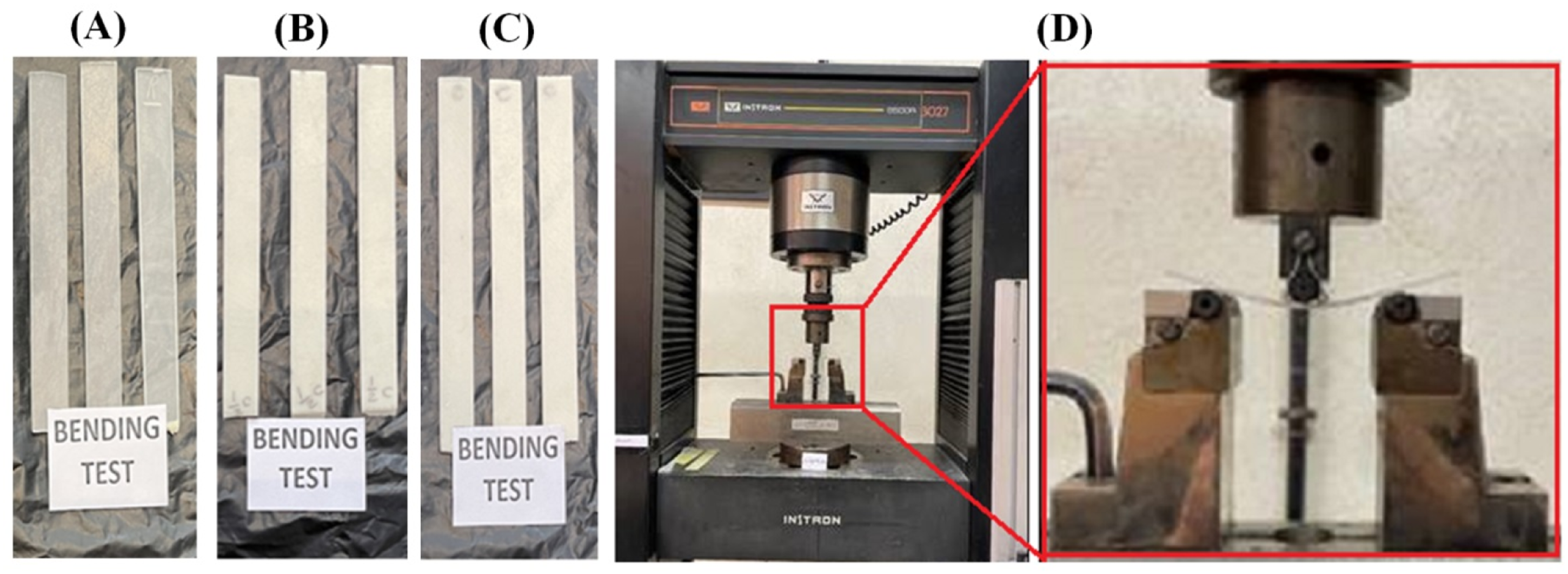
For a simply supported beam subjected to central point loading, maximum tensile and compressive stresses occur at the beam’s outermost fibers and midspan cross-section. The stress distribution within the beam can be determined using equation (1). Relevant material and geometric properties for calculating stress and deflection were obtained from ASTM standard D7246M-03.
33




Dielectric constant test
To characterize the electrical properties of the composites, dielectric constant measurements were conducted using a network analyzer, as illustrated in Figure 4(a). Dielectric properties were measured using the ASTM D5568 two-port waveguide method.
34
This transmission line technique involves placing the sample within a rectangular waveguide and measuring the return loss. The sample dimensions precisely matched the waveguide’s cross-section. Transmission line techniques, offering superior accuracy over single-port methods, were employed to determine the complex permittivity of the material. This approach, involving a rectangular waveguide filled with the sample, enables precise measurement of both relative dielectric constant and loss tangent for isotropic materials. The measurement frequency range typically spans from 100 MHz to 20 GHz, though specific limits are influenced by sample and waveguide dimensions. This non-resonant technique allows for the selection of multiple discrete frequencies within this range, providing flexibility in data acquisition. The chosen frequencies should be sufficiently spaced to accurately characterize the material’s dielectric properties over the specified bandwidth. To span the entire frequency range, multiple waveguides with varying dimensions are necessary. While the technique is primarily associated with rectangular waveguides, it can also be adapted for circular waveguides. Samples must be accurately cut to sufficient length to minimize air gaps at the sample-waveguide interface, which can distort measurement results. Contamination-free and clean samples are essential for precise dielectric property determination. To conduct the test, two identically sized samples (10.16 mm × 22.86 mm × ∼2 mm) were manually cut from each of the three materials, as depicted in Figure 4(b). These dimensions aligned with the waveguide’s cross-sectional area. (a) Network analyzer device (b) Cut samples for dielectric testing.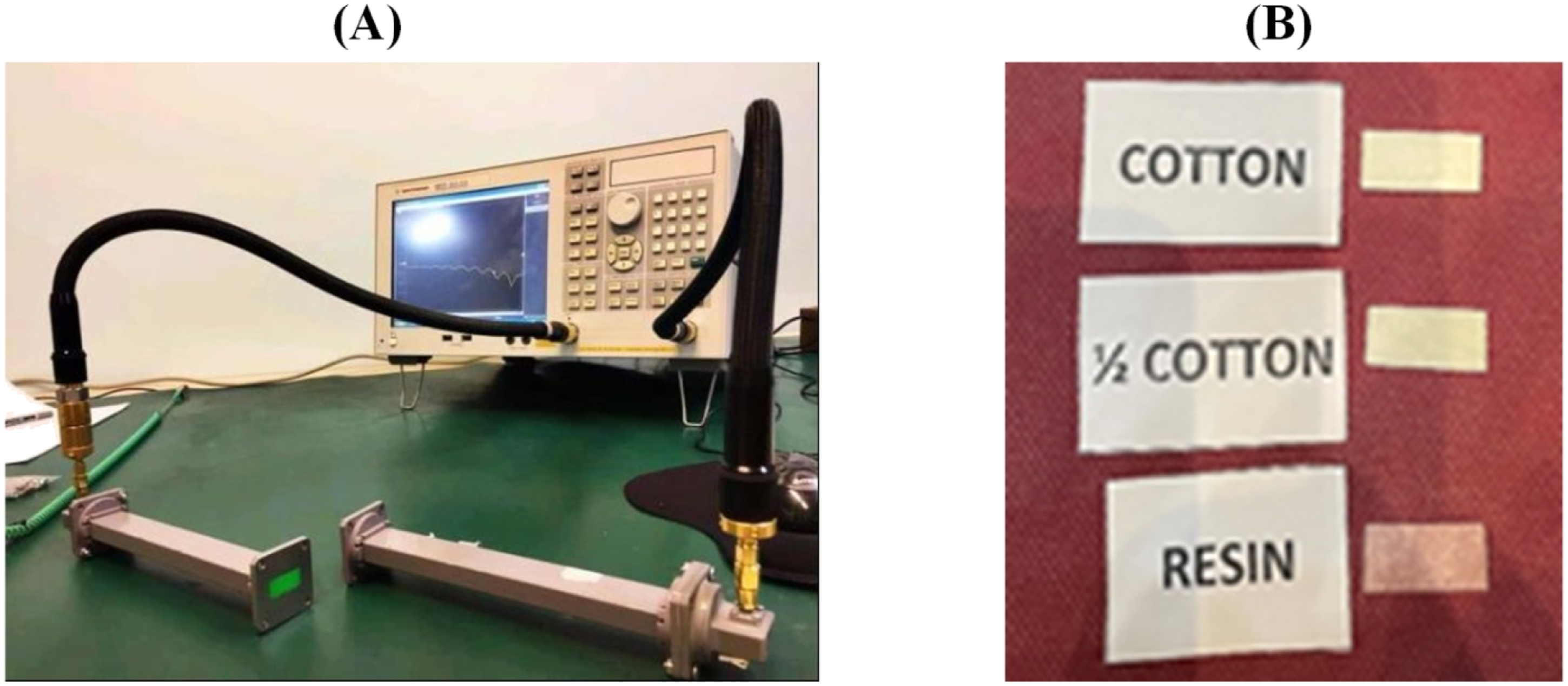
Discussion and results
Tensile tests were conducted to compare the mechanical properties of cotton flakes nanoparticle-filled composites with pure epoxy resin. Tensile strength was determined as the maximum stress on the stress-strain curve, while the elastic modulus was calculated from the slope of the curve within the elastic region. The area beneath the stress-strain curve quantifies a material’s toughness. To enhance data reliability, three samples of each material were subjected to tensile testing. Given the similarity of the resulting stress-strain curves and considering sample failures, data from the three successful tests were averaged for analysis. Figure 5(a) reveals an average tensile strength of 18 MPa and a maximum strain of 0.67% for the epoxy resin. The observed linear stress-strain behavior, culminating in brittle failure immediately post-yield, classifies the epoxy resin as a brittle material. Figure 5(b) indicates an average tensile strength of 35 MPa and a maximum strain of 1.11% for the 13 wt% cotton flakes nanoparticle-filled resin. Conversely, Figure 5(c) shows a tensile strength of 30 MPa and a maximum strain of 0.6% for the 22 wt% composite. While the 13 wt% composite exhibits higher strain at failure, suggesting improved ductility, its overall strength is superior. The observed reduction in strength at higher filler content may be attributed to weakened interfacial bonding between the cotton flakes nanoparticles and the epoxy matrix. Strain-stress plot for (a) Pure epoxy resin samples (b) Resin samples filled with cotton flakes nanoparticles 13 %wt (c) Resin samples filled with cotton flakes nanoparticles 22 %wt.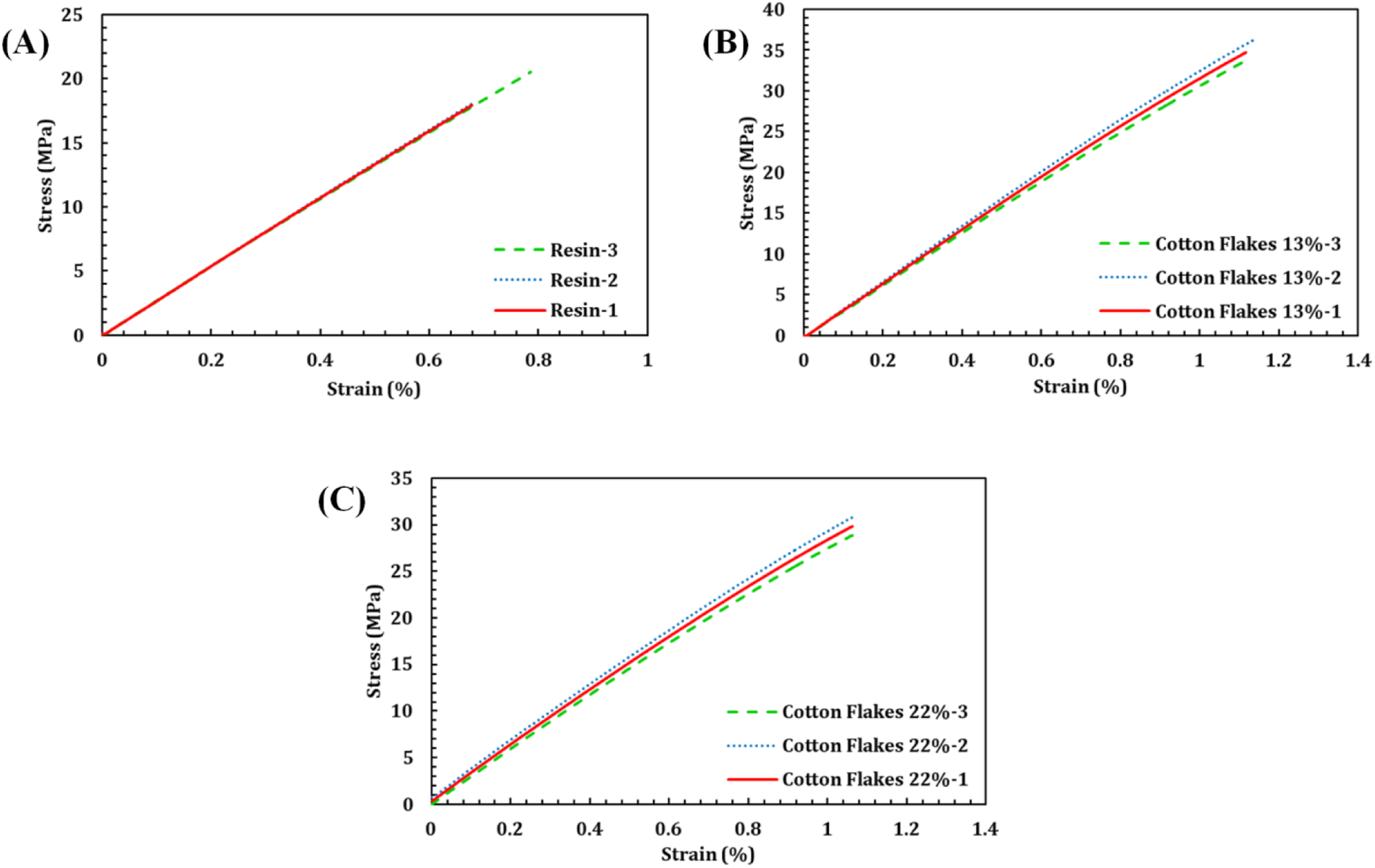
Figure 6(a) illustrates the force-displacement behavior of pure epoxy resin and its cotton flakes nanoparticle-filled counterparts. The 22 wt% cotton flakes composite exhibited reduced strain and Young’s modulus compared to the pure resin. This indicates a trend towards embrittlement with increasing nanoparticle content. The accumulation of nanoparticles may have created stress concentrations and weakened the interfacial bonding between the filler and matrix, ultimately compromising the composite’s mechanical properties. Agglomeration of cotton flakes nanoparticles is deduced from the tensile test results (decreased strength at 22 wt%), and while SEM images35–39 could have supported this interpretation, they could not be acquired due to limited access to SEM facilities. (a) Comparison of displacement-force plot of tension test of resin filled with cotton flakes nanoparticles with pure resin (b) Tensile stress-strain plot of pure resin and resin filled with cotton flakes nanoparticles.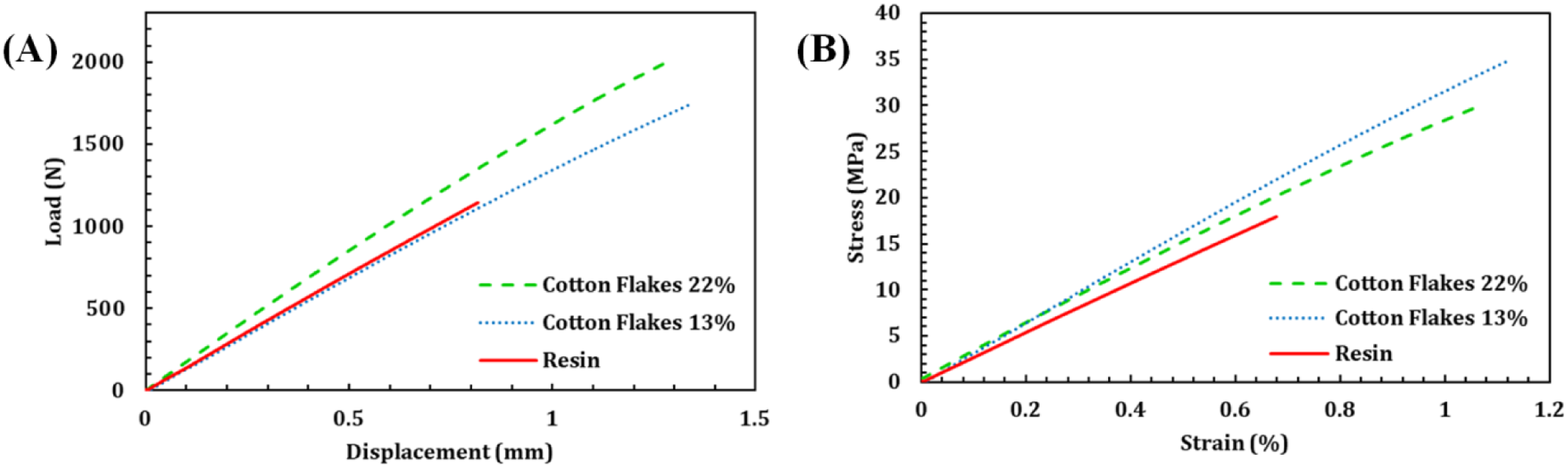
The results of tensile test.

The area under the stress-strain curve represents a material’s toughness, with larger areas indicating increased energy absorption prior to failure. Table 4 reveals that the addition of cotton flakes enhanced the toughness of the epoxy resin. This implies that the cotton flakes-reinforced composites exhibit improved resistance to fracture compared to the pure resin. Understanding the interfacial adhesion between particles and the epoxy matrix is crucial to explaining the observed behavior. Weak particle-matrix interactions can result in stress concentration and premature failure of the composite under load, leading to reduced strength compared to the unreinforced polymer. Figure 7 illustrates the fracture surfaces of the tested samples, exhibiting an approximately 90-degree fracture angle, indicative of the brittle nature of the material. Failure of samples in tensile test (a) pure resin (b) resin filled with 13 %wt of cotton flakes nanoparticles (c) resin filled with 22 %wt of cotton flakes nanoparticles.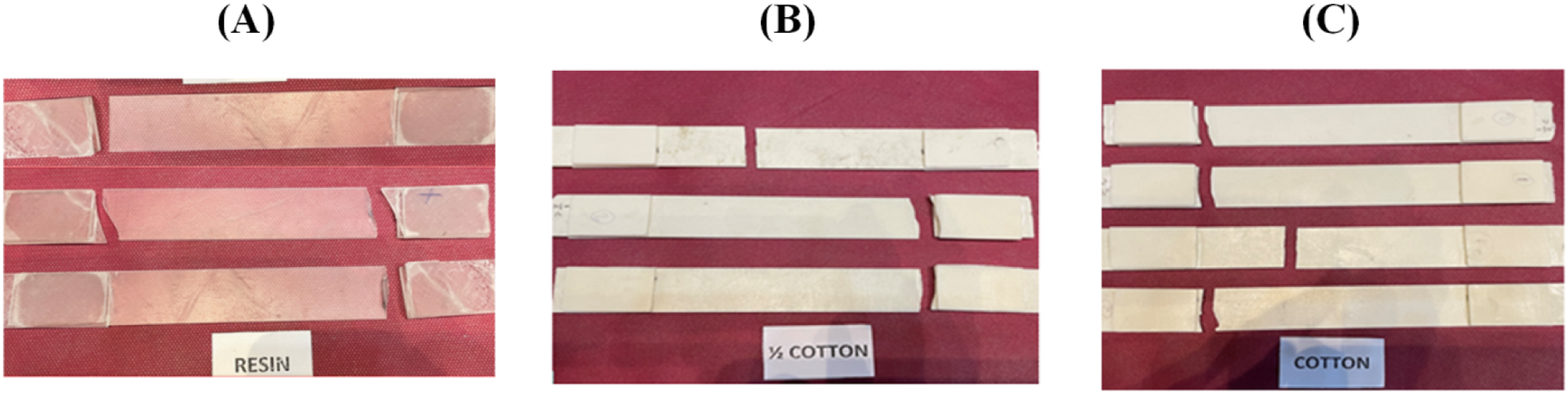
Three samples of each material were subjected to three-point bending tests to determine flexural properties. Despite the limited number of samples, repeatability was confirmed because the results for samples within each group were very close to one another, with low standard deviation. This indicates that the fabrication and testing procedures were consistent and reliable. Pure epoxy resin exhibited the highest bending strength at 109 MPa. Composites containing 13 wt% and 22 wt% cotton flakes nanoparticles displayed bending strengths of 85 MPa and 67 MPa, respectively, as illustrated in Figures 8(A) and 8(B). Bending test stress-strain plot for (a) Resin samples filled with cotton flakes nanoparticles 13 %wt (b) Resin samples filled with cotton flakes nanoparticles 22 %wt.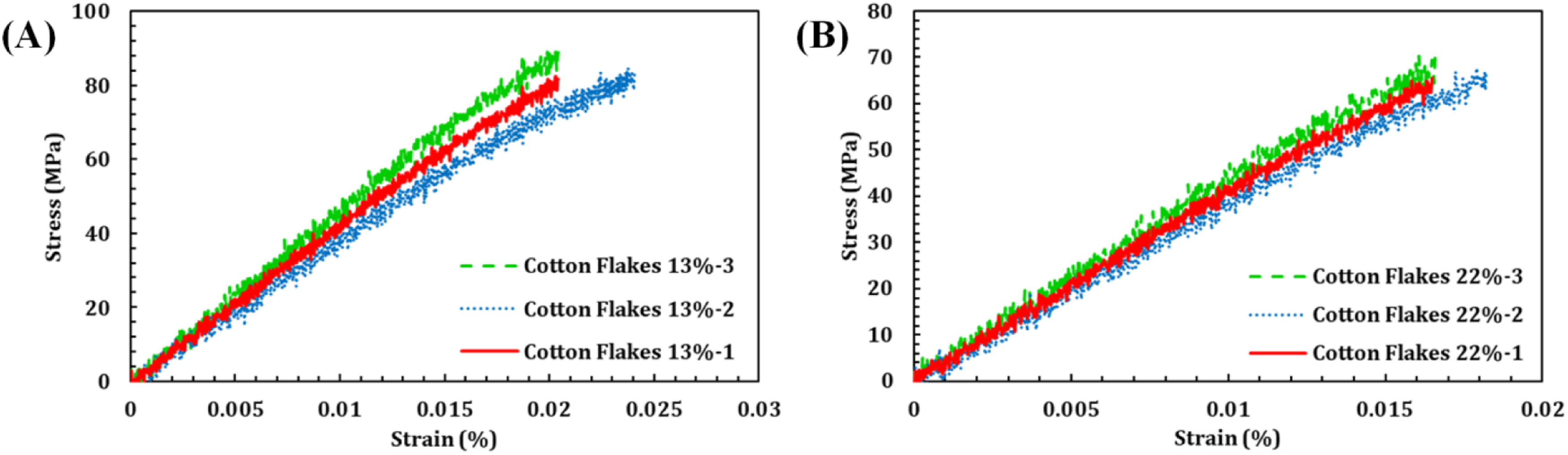
Figure 9(a) illustrates the force-displacement behavior during the three-point bending test, while Figure 9(b) presents corresponding stress-strain curves for the pure epoxy resin and its cotton flakes-reinforced counterparts. The results indicate a reduction in bending strength for the composites compared to the unreinforced resin. Increasing filler content from 13 wt% to 22 wt% resulted in a decrease in flexural strength. This decline is attributed to weakened interfacial adhesion between the filler and matrix, leading to increased material brittleness and reduced load-bearing capacity. Analysis of the stress-strain curves revealed a higher elastic modulus for the 13 wt% cotton flakes composite compared to the 22 wt% composite. Furthermore, the 13 wt% composite demonstrated superior bending strength and strain at failure relative to both the 22 wt% composite and the pure epoxy resin. The addition of 13 wt% cotton flakes nanoparticles to the epoxy resin exhibited minimal impact on stress and strain compared to the pure resin. However, increasing the filler content to 22 wt% resulted in decreased bending strength and strain, suggesting a potential trade-off between reinforcement and material properties. Table 5 summarizes the results of the three-point bending tests, revealing a decrease in bending strength with the addition of cotton flakes filler. Potential factors contributing to this reduction include porosity, bubble formation, and weakened interfacial adhesion during the manufacturing process. The fracture angles and patterns resulting from the bending tests are visually depicted in Figure 10. (a) Force-displacement plot of bending test for resin filled with cotton flakes nanoparticles and pure resin (b) Bending test stress-strain plot for resin filled with cotton flakes nanoparticles and pure resin. Bending test results. Fracture of samples after three-point bending test.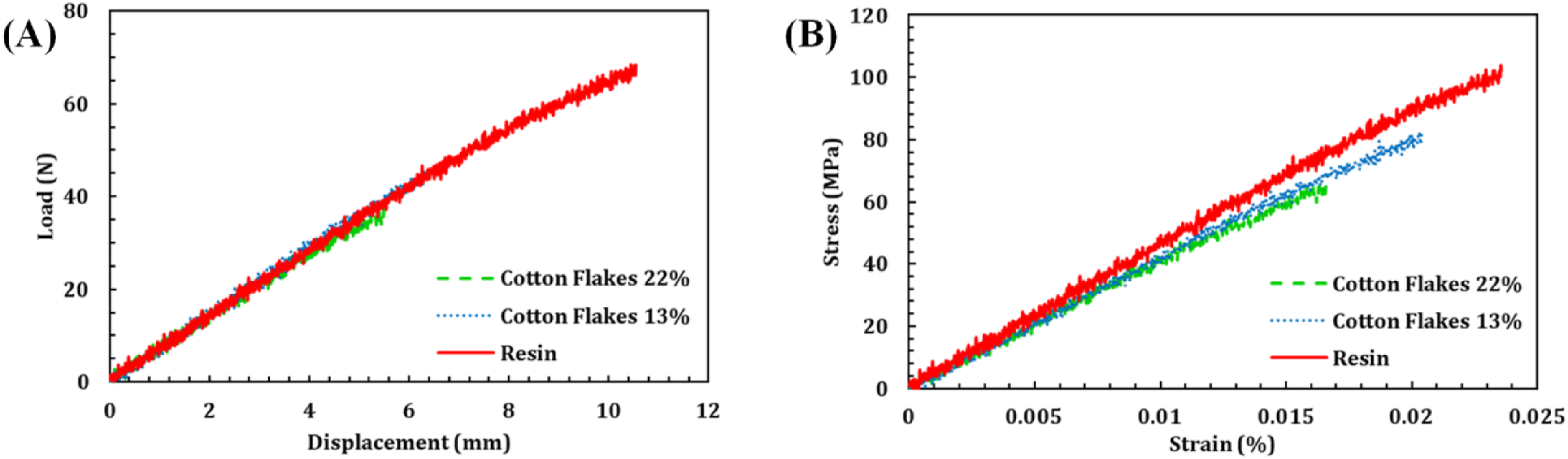

Figure 11(a)–(c) present the frequency-dependent dielectric constant, loss tangent, and magnetic constant for the pure resin and cotton flakes-filled composites, as measured using a network analyzer within the X-band frequency range (8-12.5 GHz). The X-band, widely employed in satellite, radar, and telecommunication systems, provides a suitable spectrum for characterizing these materials. Analysis of the dielectric constant-frequency plots in Figure 11(a) indicates that the maximum dielectric constant within the measured frequency range is 2.95 for the pure epoxy resin, increasing to 3.1 and 3.18 for the composites containing 13 wt% and 22 wt% cotton flakes, respectively. This trend suggests that incorporating cotton flakes nanoparticles enhances the dielectric properties of the epoxy matrix. The addition of 13 wt% cotton flakes resulted in a 5.08% increase in the maximum dielectric constant compared to the pure epoxy resin. However, this relatively small enhancement suggests that the dielectric properties of the composite remain comparable to the resin. The maximum dielectric constant increased by 7.79% when the cotton flakes content was raised to 22 wt%. This enhancement is likely attributed to a more uniform distribution and increased concentration of nanoparticles compared to the 13 wt% composite. The improvement in dielectric constant, while seemingly modest (approximately 5.1% increase at 13 wt% and 7.79% increase at 33 wt%), is indeed significant and practically valuable for specific aerospace applications. In some aerospace applications (e.g., structural bonding near sensors or communication equipment), higher dielectric constant can be beneficial for energy storage or signal coupling. (a) Dielectric constant-frequency plots of pure resin samples and resin filled with cotton flakes nanoparticles (b) Loss tangent plots of losses - frequency of samples of pure resin and resin filled with cotton flakes nanoparticles (c) Magnetic constant plot of resin filled with cotton flakes nanoparticles.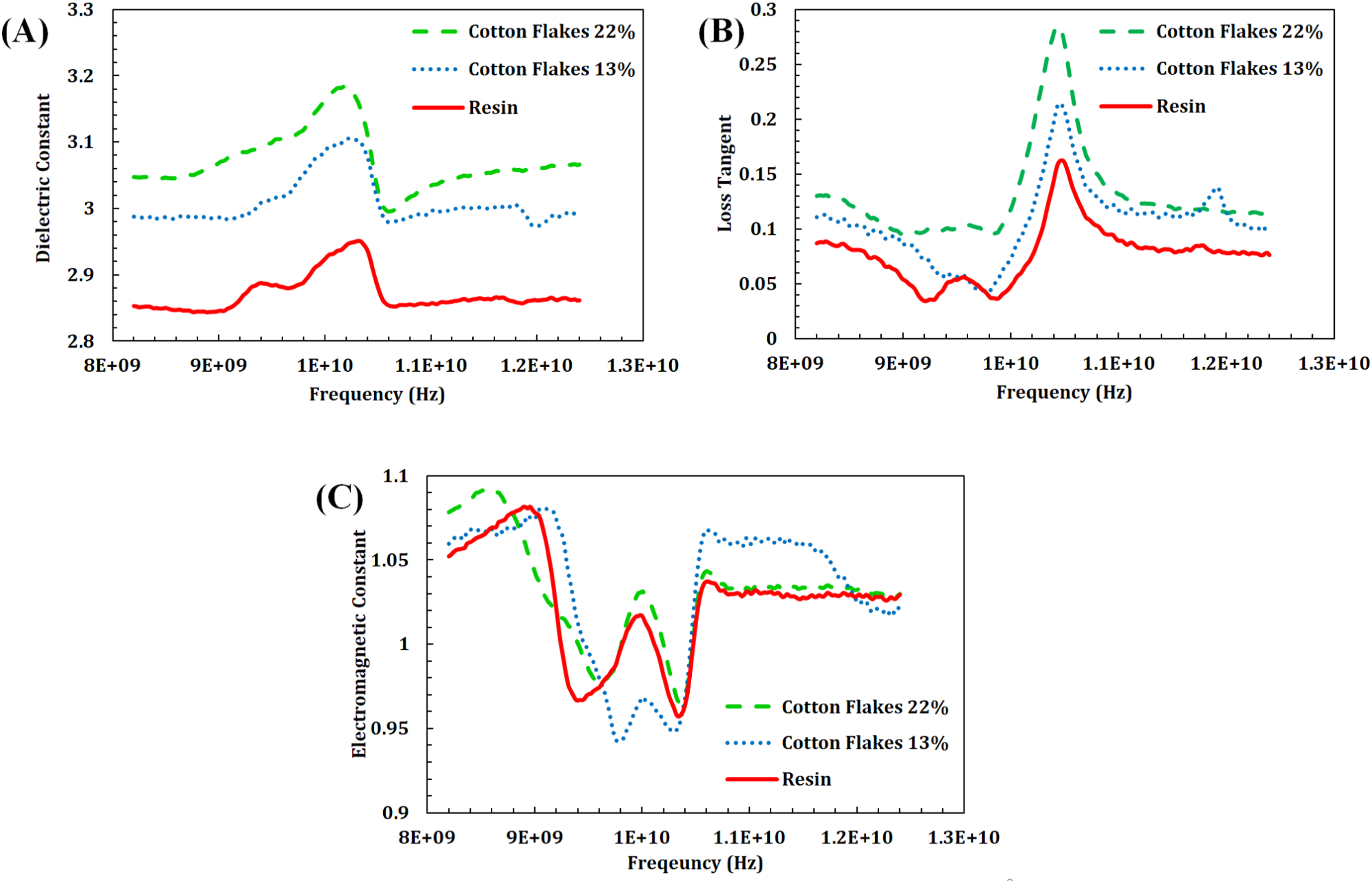
Analysis of the loss tangent-frequency plots in Figure 11(b) reveals maximum loss tangent values of 0.16, 0.21, and 0.28 for the pure epoxy resin, 13 wt% and 22 wt% cotton flakes composites, respectively. The data indicates a clear increase in loss tangent with increasing cotton flakes content.

Dielectric test results.

Given the extensive use of nanoparticles in aerospace applications, particularly for shell bonding, investigating the impact of cotton flakes nanoparticles on the electrical properties of epoxy/cotton flakes polymer nanocompositeis of paramount importance. The radar cross-section of a flying object is primarily influenced by its shape, constituent materials, background environment, and surface coatings. Radar-absorbent materials (RAMs), engineered to attenuate and absorb electromagnetic waves, are employed to reduce radar detectability. These materials typically leverage dielectric or magnetic properties to achieve this effect. Table 6 indicates that the incorporation of cotton flakes nanoparticles into the epoxy resin did not adversely affect the material’s electrical and magnetic properties. These composites demonstrate potential for application in electromagnetic systems, offering advantages over traditional metal-based materials. The cotton flakes/epoxy nanocomposites developed in this study have clear, practical real-world applications, primarily as a paste-like structural adhesive for the aerospace industry (bonding wing and fuselage sections, male-female parts, and splice reinforcement). Additional applications include composite molding, coupling layers, lightweight bulking agent, and chemically resistant components. The simple mechanical mixing method, low cost, and ease of use make this composite industrially viable.
Conclusion
This study investigated the mechanical and electrical properties of epoxy resin reinforced with cotton flakes nanoparticles for potential aerospace adhesive applications. To facilitate comparisons, samples containing 0 wt%, 13 wt%, and 22 wt% cotton flakes were fabricated using a press machine. Key findings are summarized below: Incorporation of 13 wt% cotton flakes nanoparticles enhanced the tensile strength of the epoxy resin. However, further increasing the filler content to 22 wt% resulted in a decrease in tensile strength, potentially due to reduced interfacial adhesion and increased material brittleness. Three-point bending tests revealed a bending strength of 109 MPa for the pure epoxy resin. The addition of 13 wt% cotton flakes nanoparticles increased this value to 85 MPa. However, doubling the filler content to 22 wt% resulted in a 50% reduction in bending strength to 67 MPa. This decline indicates potential issues with stress transfer between the epoxy and cotton flakes nanoparticles. Optimization of manufacturing processes could potentially enhance the composite’s mechanical properties. Dielectric tests revealed minimal changes in dielectric constant, loss tangent, and magnetic constant upon the addition of cotton flakes nanoparticles to the epoxy resin. These findings suggest that including the filler does not adversely affect the resin’s electromagnetic and electric properties.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.