
Abstract
This scientific research investigates the multi-objective drilling optimization of a novel flax/kenaf/epoxy biocomposites reinforced with abrasive magnesium hydroxide (Mg(OH)2) fillers, employing a comparative statistical and machine learning framework to bridge the gap between predictive modeling and physical tool-wear mechanisms. A Face-Centered Central Composite Design (FCCCD) evaluated the effects of spindle speed, feed rate, and tool material (HSS, M35, M42) on delamination, surface roughness, and circularity error. Models were developed using Response Surface Methodology (RSM) and a Bayesian-regularized Artificial Neural Network (ANN). The results quantitatively identify feed rate as the dominant parameter, explaining over 86.5% of the variance in surface roughness. Furthermore, the M42 cobalt-alloyed drill successfully resisted abrasive filler adhesion, reducing maximum delamination by nearly 30% compared to baseline HSS tools. From a modeling perspective, the ANN demonstrated superior capability in capturing non-linear dynamic machining behavior, outperforming RSM prediction accuracy by 12.3% for circularity error and 5.7% for delamination. Desirability-based multi-objective optimization established a highly robust industrial process window (1296 rpm, 0.20 mm/rev, M42 tool) that simultaneously minimized all defects. This experimentally validated framework provides actionable guidelines for the high-quality, sustainable machining of mineral-filled hybrid biocomposites in structural automotive and aerospace assemblies.
Keywords
Introduction
The growing global focus on sustainable manufacturing principles and the circular economy has accelerated the use of natural fiber-reinforced polymer (NFRP) composites to replace conventional synthetic fiber-reinforced composites in automotive, construction, marine, and light structural applications.1–3 Crucially, optimizing the machining and drilling efficiency of these natural fiber parts is intimately linked to improving their overall life-cycle assessment and stiffness retention, reinforcing their viability as sustainable alternatives.4,5 Natural fibers, e.g., flax, kenaf, jute, and banana, offer very interesting advantages, including low density, renewability, biodegradability, and reduced environmental impact while providing competitive specific mechanical properties. Even so, the natural properties of variability, anisotropy, and the hierarchical microstructure of natural fibers make it difficult to achieve the same mechanical and manufacturing properties as glass or carbon fiber composites.6,7
In order to break the difficulty of single-fiber systems, hybrid natural fiber composite systems have become a focus of more and more studies. The combination of the two fibers, flax and kenaf, for example, is able to provide a synergistic balance of stiffness, toughness, and impact resistance, which is difficult to realize in the case of mono-fiber reinforcements. 8 Furthermore, optimizing the primary manufacturing processes for these hybrid systems—such as advanced resin transfer moulding, stacking configurations, and modern fiber-treatment strategies—is highly critical for maximizing their structural integrity prior to secondary machining operations.9,10 In parallel, the introduction of functional mineral fillers has developed into an effective method for improving thermal stability as well as flame retardancy, moisture resistance, and interfacial bonding in NFRPs. Among various types of fillers, magnesium hydroxide (Mg(OH)2) has shown better interfacial compatibility and flame-retardant performance as a result of favourable hydrogen bonding behaviour with the polymer matrix.11,12 Previous work by these authors confirmed that a flax/kenaf hybrid composite with Mg(OH)2 reinforcement material showed a higher tensile and yield strength than talc and Al(OH)3 filled systems, thus making it a promising candidate for structural applications. 13
Despite advances in the successful fabrication and characterization of various biocomposite boards, 14 secondary manufacturing operations such as drilling remain a critical bottleneck preventing broader industrial deployment. While recent comparative analyses have provided deep insights into drilling forces, temperature gradients, and damage mechanisms in standard natural and glass-fiber reinforced composites, 15 controlling these defect mechanisms requires immense precision. In addition, to keep the geometric correctness, it is necessary to develop a very optimized fixturing design to stabilize tensile and structural specimens during precision machining. 16 These studies have demonstrated that feed rate has a strong influence on delamination and surface finish, while spindle speed controls the thrust force17–19; however, they are mostly limited to single fibers or unfilled materials. There is still, however, a lack of knowledge on the influence of highly abrasive mineral fillers, like Mg(OH)2, on the tool-wear kinematics and non-linear thrust force dynamics noted in the conventional biocomposites.20,21 In order to reduce these machining defectiveness, advanced predictive modeling procedures have been increasingly explored by researchers. Response Surface Methodology (RSM) has been commonly used to successfully determine the effect of drilling-induced delamination and to optimize the drilling process parameters because of its high statistical transparency.18,22,23 At the same time, advanced multi-criteria decision-making techniques (TOPSIS) have presented a good performance for the improvement of the manufacturing accuracy for different types of composite architectures. 24 These, however, give adequate optimization for linear or moderately nonlinear systems but have an inherent inflexibility in modeling wear, which is a highly complex non-stationary wear dynamics phenomenon in the presence of abrasive mineral fillers. Therefore, second-order polynomial models and traditional ranking algorithms are often insufficient in the case of localized defects, such as circularity error and tool wander. 25
Over the past years, with recent advances in machine learning (ML) techniques, particularly Artificial Neural Networks (ANNs), which are known to have universal approximation properties,26,27 ML models have been found to be powerful tools for capturing the complexity of manufacturing systems. In fact, high-frequency vibrations, non-stationary signals, and complex dynamics are prevalent in composite machining and manufacturing, and ML frameworks with extensive data sets, including Industrial Internet of Things (IIoT) integration, are becoming the current benchmark.28,29 In various studies on the behaviour of the composites during drilling, ANN-based models were found to be more accurate than RSM in the field of natural fiber composites, 21 hybrid laminates 30 and nano filled systems. 31 Furthermore, the so-called Bayesian regularized ANN structures provide better generalization properties and minimize overfitting occurrences under limited data sets in experiments, one of the key issues in the research of composite machining. 32 The above literature is critically summed up to identify the existing gaps in the state-of-the-art. Firstly, a significant lack of predictive data exists on the machinability of hybrid systems consisting of materials with hard abrasive mineral fillers such as Mg(OH)2, which has a significant impact on the tool life and surface integrity of the part being manufactured, despite the fact that there are plenty of references about the machining of unfilled biocomposites. To this end, two points are noted: firstly, a lot of existing literature is based on a stand-alone polynomial model (RSM), and secondly, there is a methodological gap in the deployment and validation of comparative data-driven ML model schemes to validate highly non-linear machining physics models. To address these blank spots, the current study distinctly differs from the existing literature by innovating a comparative, dual-modeling framework (RSM vs Bayesian-regularized ANN) to systematically optimize the drilling of a mineral-filled Flax/Kenaf/Mg(OH)2 hybrid composite. Unlike previous studies that are largely confined to unfilled biocomposites and single-model predictions, the innovative aspect of this research is twofold. First, it investigates the complex, non-stationary machining dynamics introduced specifically by abrasive mineral fillers across varied tool metallurgies (HSS, M35, and M42) via a structured Face-Centered Central Composite Design (FCCCD). Second, it directly bridges the gap between statistical predictability and physical tool-filler wear mechanisms. In this dual approach, RSM provides the necessary statistical transparency for multi-objective desirability optimization, while the advanced ANN architecture acts as a data-driven validation tool to capture the highly non-linear, high-frequency physical behaviours that traditional polynomial models fail to resolve.
Materials and methods
Overview
The experimental methodology applied (and adopted herein) consists of three major stages: composite fabrication, drilling experimentation, and process optimization. A schematic summary of the methodology is described in Figure 1, which presents the sequential flow of methodology from the selection of materials, fabrication of composite, multi-response modelling, and optimization using RSM and ANN. Methodology flowchart of composite fabrication and optimization.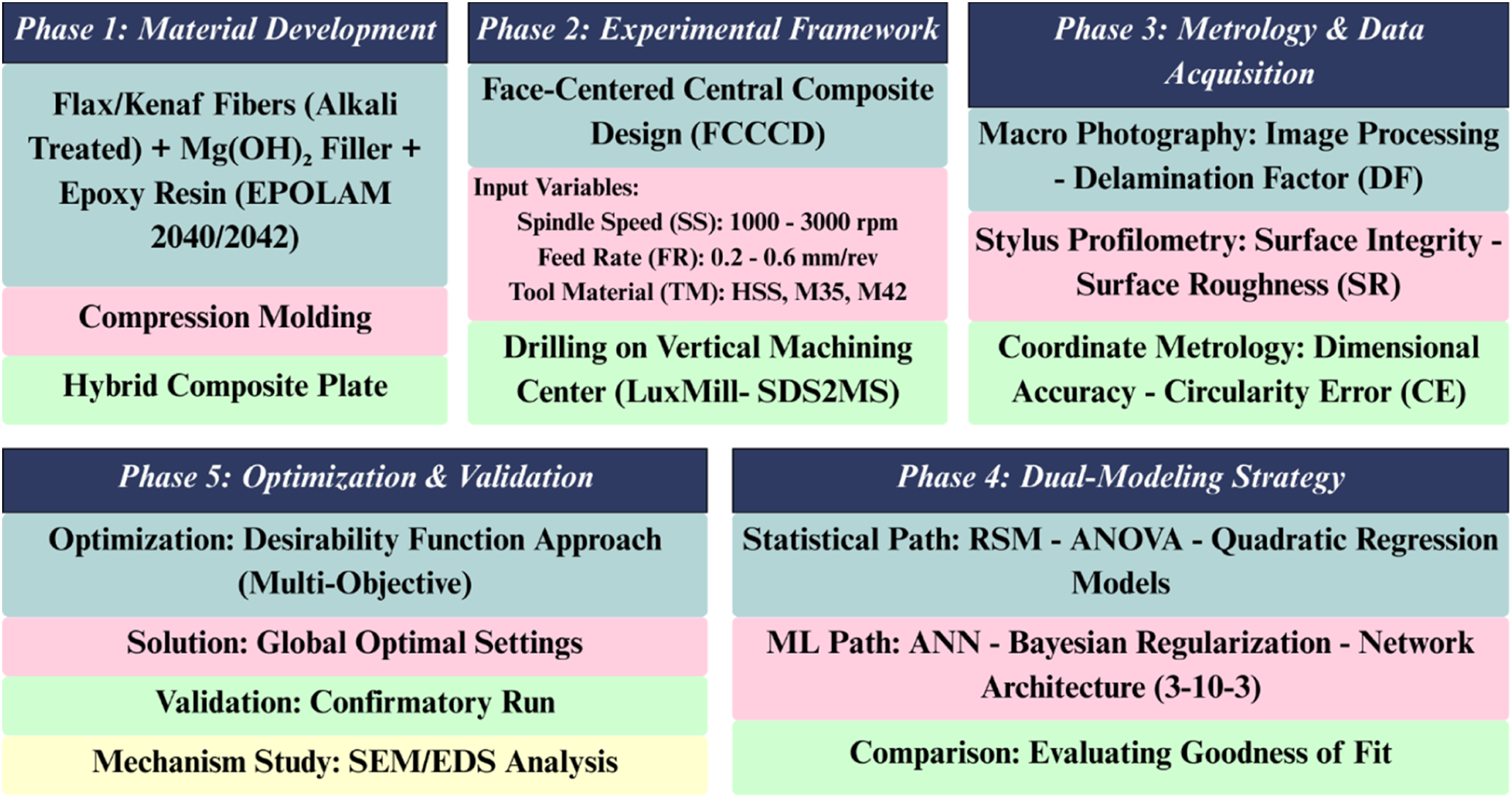
Workpiece material and composite fabrication
The workpiece material in the case of the current drilling investigation consisted of a hybrid natural fiber-reinforced polymer composite made from flax and kenaf fiber incorporated with magnesium hydroxide (Mg(OH)2) as a mineral filler. This composite formulation choice was based on optimized mechanical performance as demonstrated by the authors in a prior study in which the hybrid configuration showed better tensile and yield strength when compared to other filler systems. The composite had been composed of 20 wt% Flax fibers, 20 wt% Kenaf fibers, and 5 wt% of Mg(OH)2 filler, and the rest of the proportion was made up of an epoxy resin matrix. Flax fibers were mainly used to improve load transfer and vibration damping, whereas kenaf fibers helped to improve the stiffness and impact resistance. Magnesium hydroxide was used as the flame-retardant filler and to enhance the interfacial bonding in the hybrid system. The matrix system was based on a low-viscosity epoxy resin (EPOLAM 2040) cross-linked with an amine-based hardener (EPOLAM 2042) with a ratio of 100:32 as recommended by the manufacturer to obtain the best cross-link density and mechanical stability. Prior to fabrication, flax and kenaf fibers were alkali-treated, which removed surface impurities, increased the roughness of the fiber, and improved the adhesion between fiber and matrix. Composite laminates were created from the compression moulding process. The treated woven flax and kenaf fibers were impregnated with the epoxy-Mg(OH)2 mixture and stacked inside a steel mold of the dimensions 300 × 300 × 5 mm. Consolidation took place under the constant hydraulic pressure of 10 MPa at the ambient temperature for 24 h to ensure homogeneous wetting of the fibers and the thickness of the laminate. Post-curing at 60°C for 6 h subsequently was done to relieve residual stresses and complete the polymerization. The fabricated composite material showed a tensile strength of 54.05 MPa, a yield strength of 39.01 MPa, and an elongation at break of 1.26%, which proved it is suitable for load-bearing and structural applications. These properties also warranted being selected for an in-depth drilling-induced damage and machinability investigation.
Cutting tools
Drilling experiments were performed with three different 8 mm diameter twist drills, chosen so as to systematically assess the impact of tool material on drill-induced damage and hole quality.
Cutting tools used were HSS (traditional high-speed steel drill used as a baseline); M35 (cobalt-alloyed high-speed steel drill with about 5% that has high thermal resistance); and M42 (high-speed steel drill with a cobalt alloying element of about 8%, superior red-hardness, high thermal stability, and superior wear resistance at the cutting edge). All drills had the same geometrical features to eliminate the effects of any other factors (in this case, the tool material) on the drilling responses. A representative image of the cutting tools and experimental setup is presented in Figure 2. Experimental methodology and defect characterization: (a) Drilled Flax/Kenaf/Mg(OH)2 hybrid composite specimens showing entry and exit surfaces; (b) Experimental setup on the vertical machining center; (c) Twist drills used (HSS, M35, and M42); (d) Macroscopic inspection of hole quality, explicitly detailing peel-up damages at the hole entry and push-out damages at the hole exit (scale bars included).
Experimental design and input parameters
Drilling input parameters and their levels.

For statistical modeling, the continuous variables were transformed into coded values using the following relationships (Equations (1) and (2)):

Selection of cutting parameters (namely, Spindle Speed (1000−3000 rpm) and Feed Rate (0.20−0.60 mm/rev)) was carried out in a very rationed and systematic manner to achieve direct industrial applicability in view of the latest advancements in the field of composite machining. Despite its many advantages, the challenge of drilling natural fiber composite materials is related to the material properties, namely the anisotropy and heterogeneity, which tend to cause delamination, thermal damage, and poor surface finish. 24 High spindle speeds create high friction and heat, thus affecting the epoxy matrix. Optimal windows that are used to prevent thermal degradation are similar to the selected rotational speeds, as previous biocomposite study has varied from 800 to 2400 rpm. 33 Moreover, the chosen feed and speeds are deliberately high in order to meet the stringent requirements on industrial production. While numerous studies maintain highly conservative feed ranges to artificially suppress defect generation, such as 0.04 to 0.2 mm/rev 34 or 0.025 to 0.2 mm/rev, 35 this study tests limits up to 0.60 mm/rev. Utilizing elevated feed rates, comparable to aggressive studies reaching 0.4 mm/rev, 36 is essential to simulate demanding, high-throughput manufacturing conditions and establish the true operational boundaries of the Mg(OH)2-reinforced system.
Response variables and measurement techniques
Drilling performance and the quality of a hole were assessed by three response variables that were considered critical: Delamination Factor (DF), Surface Roughness (SR), and Circularity Error (CE). These responses were selected because they have a direct impact on structural integrity, dimensional accuracy, and service performance of mechanically fastened composite components. While in-situ dynamometer measurements of cutting forces provide valuable real-time kinematic data, the ultimate viability of a drilled composite component in structural assemblies is dictated entirely by its post-machining dimensional and surface integrity. In aerospace and automotive quality assurance, components are accepted or rejected based on the presence of stress-concentrating defects that compromise mechanical fastening. Thus, instead of cutting forces considered time-dependent, the clear intent of this work is to quantify and optimize the physical manifestations of machining damage. As a result, the following three highly critical post-machining quality metrics were deemed as the primary response variables.
Delamination factor (DF)
As there is no universally accepted ISO standard to assess delamination in composites due to drilling, this study strictly followed the well-known and accepted formulation by Chen (1997).
37
It is defined as the ratio of the maximal damaged diameter to the nominal drill diameter, as expressed in equation (3).
Surface roughness (SR)
The surface roughness of the wall of the drilled hole was measured using the surface roughness parameter (Ra) known as arithmetic mean roughness. The measurements were carried out in accordance with ISO 4287 standards 38 with a contact-type stylus profilometer with the cut-off length as 0.8 mm and the evaluation length as 4.0 mm. SR measurements were performed four times for each hole at equally out-spaced circumferential positions and averaged in order to gain more reliability in the results. Holes that have lower SR values correspond to less fiber pull-out and less smearing of the matrix. The contact-type stylus profilometer used for these measurements has a calibrated instrumental accuracy of ±0.01 µm, which makes it possible to view any micro-scale topography of the surface with utmost fidelity.
Circularity error (CE)
Circularity error is the deviation from a true circle of the hole drilled. According to the ISO 1101 geometric dimensioning and tolerancing (GD&T) standard, 39 the circularity error (CE) was defined as the difference between the minimum circumscribing circle and the maximum inscribing circle of the hole cross-section profile. CE measurements were made using a coordinate measuring machine (CMM) by probing various locations at different points around the hole circumference at the midplane. Lower CE values are associated with better dimensional accuracy as well as lower drill vibration or deflection of the drill tool. The CMM employed for these measurements featured a highly precise volumetric accuracy of ±0.002 mm, well within the tolerance required to capture drill-wandering effects.
Experimental procedure and data collection
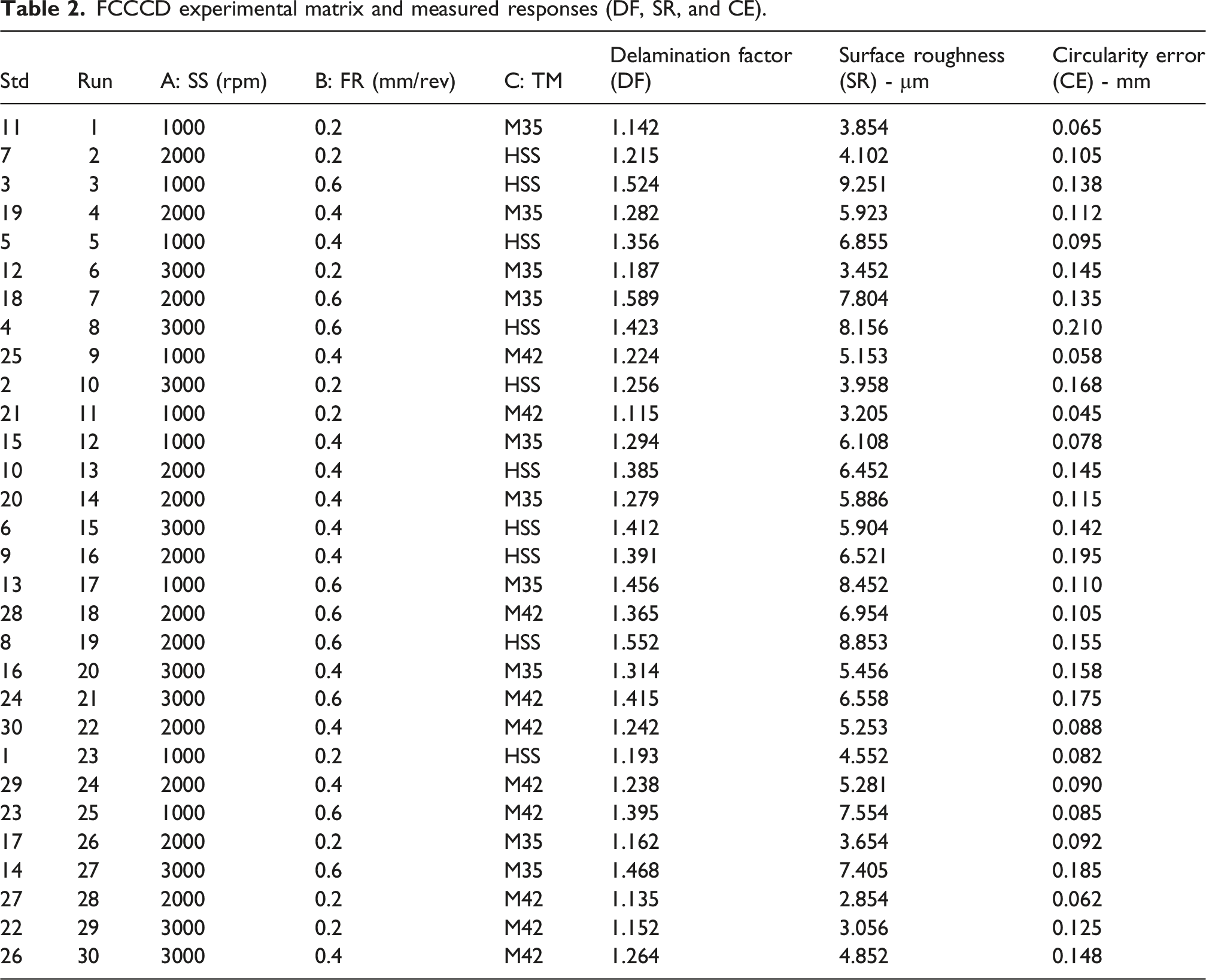
FCCCD experimental matrix and measured responses (DF, SR, and CE).
In addition to the quantitative measurements, mechanisms by which drilling-induced damage occurs were examined by means of a ZEISS Scanning Electron Microscope (SEM) equipped with Energy-Dispersive X-ray Spectroscopy (EDS). The specimens that were subjected to drilling were sectioned perpendicularly to the axis of the drill in order to facilitate an examination of the surface damage.
Statistical modeling and optimization methodology
To interpret the experimental results systematically and find the optimum drilling conditions of the Flax/Kenaf/Mg(OH)2 hybrid composites, a statistical model and multi-response optimization framework were used. This framework was a mixture of RSM, regression analysis, analysis of variance (ANOVA), and optimization of a desirability function. The polynomial regression models of second order were derived for each of the response variables (DF, SR, CE) based on the FCCCD experimental data (Table 2). The general form of the model is given in equation (4).
40

The categorical variable TM was numerically encoded (HSS = 1, M35 = 2, M42 = 3) for regression purposes. Model adequacy was checked by R2, adjusted R2, and lack-of-fit using ANOVA (t-test at 95% confidence level), indicating that the model is statistically significant. The significance of individual terms and interactions in the regression models was determined by the ANOVA procedure, which was used to determine which terms in the models had p-values less than 0.05; thus, they were considered statistically significant.
Multi-response optimization
Given the simultaneous objective of minimizing DF, SR, and CE, a desirability-based optimization approach was adopted. Individual desirability functions 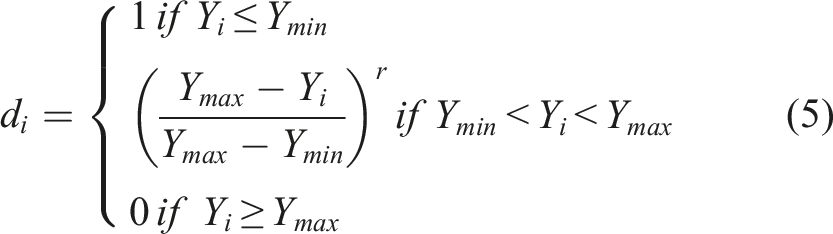

Optimization was carried out with Design-Expert 13 software searching for the combination of SS, FR, and TM required to maximize
Machine learning modeling strategy
In order to further develop the statistical modelling approach based on RSM and to account for potential nonlinear relationships existing in the drilling of composites with hybrid natural fibers, the ML-based modelling framework, which uses ANN, has been implemented. The ANN model was developed to predict three machining quality responses, namely DF, SR, and CE, as functions of the drilling input parameters. The main objective of the increment of ANN modelling was to benchmark the predictive ability of ANN against RSM and the suitability of ANN for modelling complex interactions and non-linear effects that are seen in the composite drilling process. The experimental data set consisted of 30 runs of the FCCCD (Table 2) with three input parameters and three output responses. The ANN input-output relationship can be given by equation (7).
The categorical parameter (TM) was numerically encoded in terms of an ordinal scale (HSS = 1, M35 = 2, M42 = 3) to enable the ANN process. This encoding reflects the monotonic increase in cobalt content, hot hardness, and wear resistance, which are the main material properties affecting the machining performance, thereby providing a numerically meaningful representation of the material properties for the network in order to provide a physical meaning for the numerical representation. Prior to network training, all input and output variables were normalized within the range [0, 1] with the min-max scaling technique in order to avoid numerical dominance of any variable and also to achieve a higher stability of convergence (equation (8)).
43

ANN architecture and network configuration
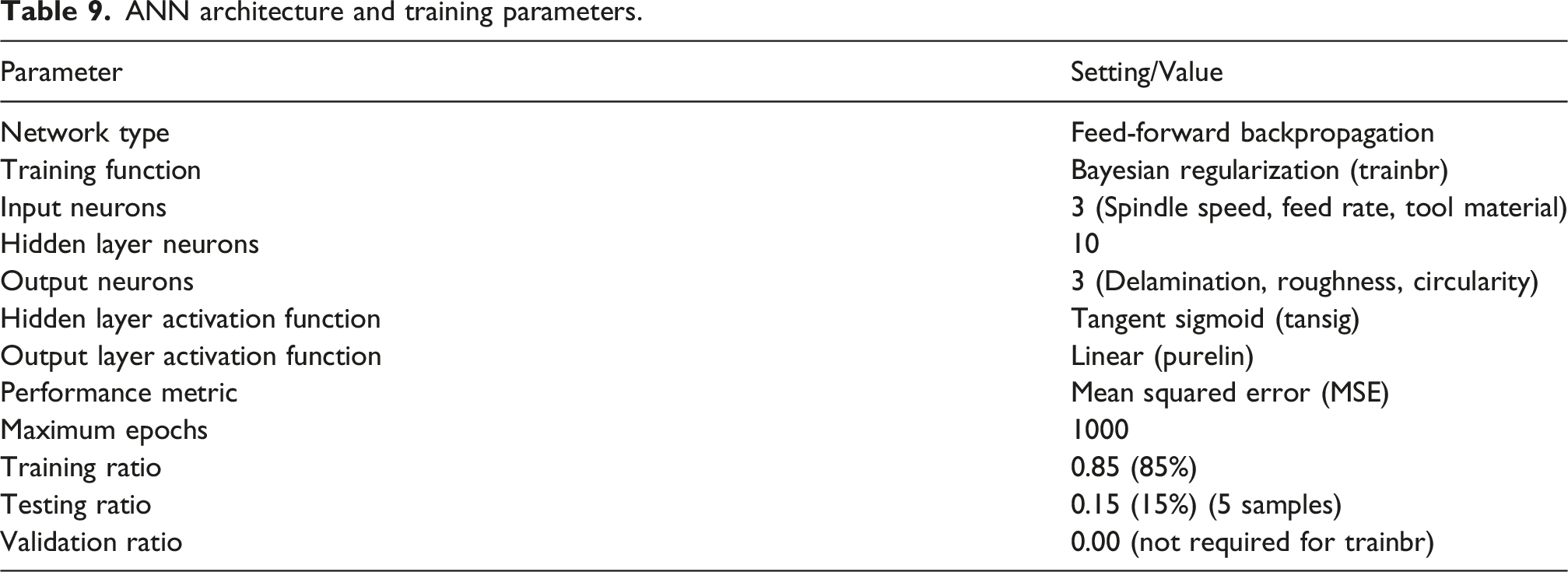
A Multilayer Perceptron (MLP) architecture using a feed-forward back-propagation structure was used due to its proven effectiveness in modelling non-linear machining processes. The finalized network topology was 3-10-3, which consisted of the following: input layer: 3 neurons, corresponding to SS, FR, and TM; hidden layer: 10 neurons; and an output layer: 3 neurons, corresponding to DF, SR, and CE. The hidden layer used a tangent sigmoid (tansig) activation function to capture nonlinearities, and the output layer used a linear (purelin) activation function to predict the continuous response values (Equations (9) and (10)):

The selected number of hidden neurons was obtained by iterative trial and error (so as to find a balance between getting accurate predictions and avoiding overfitting).
Training algorithm and data partitioning
Given the small size of the dataset, the training method used was the Bayesian Regularization backpropagation algorithm (trainbr). This algorithm composes the standard mean squared error objective function by adding a weight penalty term to the objective function to enhance the generalization performance without the need for a separate validation dataset (equation (11)).
44

Performance evaluation criteria
The predictive accuracy of the ANN model was evaluated using statistical performance indices commonly adopted in machining studies:
Mean Squared Error (MSE):
Regression Coefficient (R)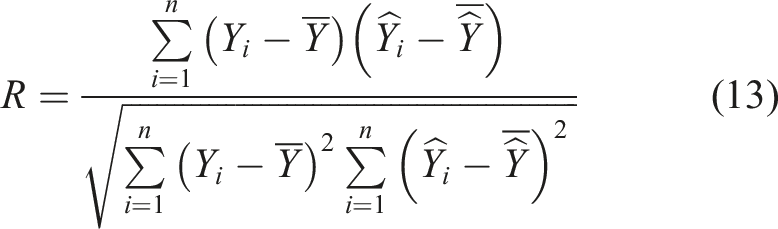
High R-values (close to unity) and low MSE values indicated strong correlation and high predictive capability of the ANN model for DF, SR, and CE.
Comparative assessment with RSM
Comparing the ANN-predicted values directly with the RSM-predicted values, under the same input condition, is done to assure consistency and robustness. This comparative study was helpful to enable the evaluation of prediction accuracy, capability of capturing non-linear trends, and sensitivity to variation in tool material (HSS, M35, and M42).
Role of ANN in process optimization
The ANN model was built to validate the RSM math models and ensure confidence in the optimized drilling conditions, while RSM derived explicit mathematical relationships and physical interpretability. Therefore, the use of the combined RSM-ANN system of analysis ensured the statistical robustness and the predictive accuracy, 46 making the developed methodology applicable for practical application in natural fiber composite drilling applications.
Results and discussion
This section presents and discusses the experimental, statistical, and ML results acquired from drilling Flax/Kenaf/Mg(OH)2 composite hybrid laminates with different tool materials and cutting conditions. The effects of Spindle Speed (SS), Feed Rate (FR), and Tool Material (TM) on the factors of Delamination Factor (DF), Surface Roughness (SR), and Circularity Error (CE) are studied using RSM and ANN modelling. The interpretation results are related to the underlying machining mechanics, fiber-matrix interactions, and tool-workpiece behaviour.
Overall trends in experimental responses
Summary statistics of experimental response data.

Among the three responses, SR showed the largest band (ranging from a minimum of 2.854 µm in Run 28 to a maximum of 9.251 µm in Run 3, as detailed in Table 2) and the highest standard deviation, which means that the quality of the hole wall surface is very sensitive to changes in drilling conditions. This trend could be attributed to the high effect of cutting kinematics and fiber–matrix interactions on the material removal mechanisms for hybrid NFRPs. The wide SR dispersion implies that the improper choice of parameters can lead to degradation of the surface integrity with rapid fiber pullout, smearing of the matrix, and microfracture. CE varied moderately, spanning from 0.045 mm (Run 11) to 0.210 mm (Run 8); the effect of tool rigidity, dynamic stability, and thrust-related deflection during drilling appears to have had an important influence. While all trials had CE within acceptable limits, some high values (for example, 0.210 mm in Run 8) were recorded under the more aggressive cutting setups, and this result is indicative of the tendency of the hybrid laminate to recover from the effects of the cut and create ovality. By contrast, DF exhibited relatively low variability, ranging from 1.115 (Run 11) to 1.589 (Run 7), and was near the mean value throughout. From the results, the behavior can be interpreted as a combined influence of a force of thrust, interlaminar strength, and tool geometry on delamination in the composite system studied rather than any one of them. However, the highest DF values obtained (such as 1.589 in Run 7) are due to insufficient control of the drilling and are still associated with significant entry/exit damage.
The ratio between the largest and the smallest value of the ratio obtained for all three responses was less than the critical value of the ratio (5.0) usually reported in literature when the degree of heteroscedasticity is severe; thus, it is concluded that the experimental data can be considered statistically adequate for the regression analysis and with no necessary transformation required. This stability is helpful to increase the reliability of the later RSM and ANN analysis. Finally, the overall experimental tendencies indicate that the hole surface integrity (SR and CE) is more sensitive than delamination to the processing parameters, demonstrating the applicability of multi-response optimization. These observations go to form a solid foundation for the detailed parametric and interaction effect analyses in the below subsections.
Statistical analysis and modeling of delamination factor (DF)
The experimental outcome of the DF was analyzed by RSM to explore the impact of the drilling parameters on the composite damage. A quadratic polynomial model was developed to select the significant relation between the input parameters and DF, and it was statistically tested by using ANOVA.
ANOVA for DF quadratic model.
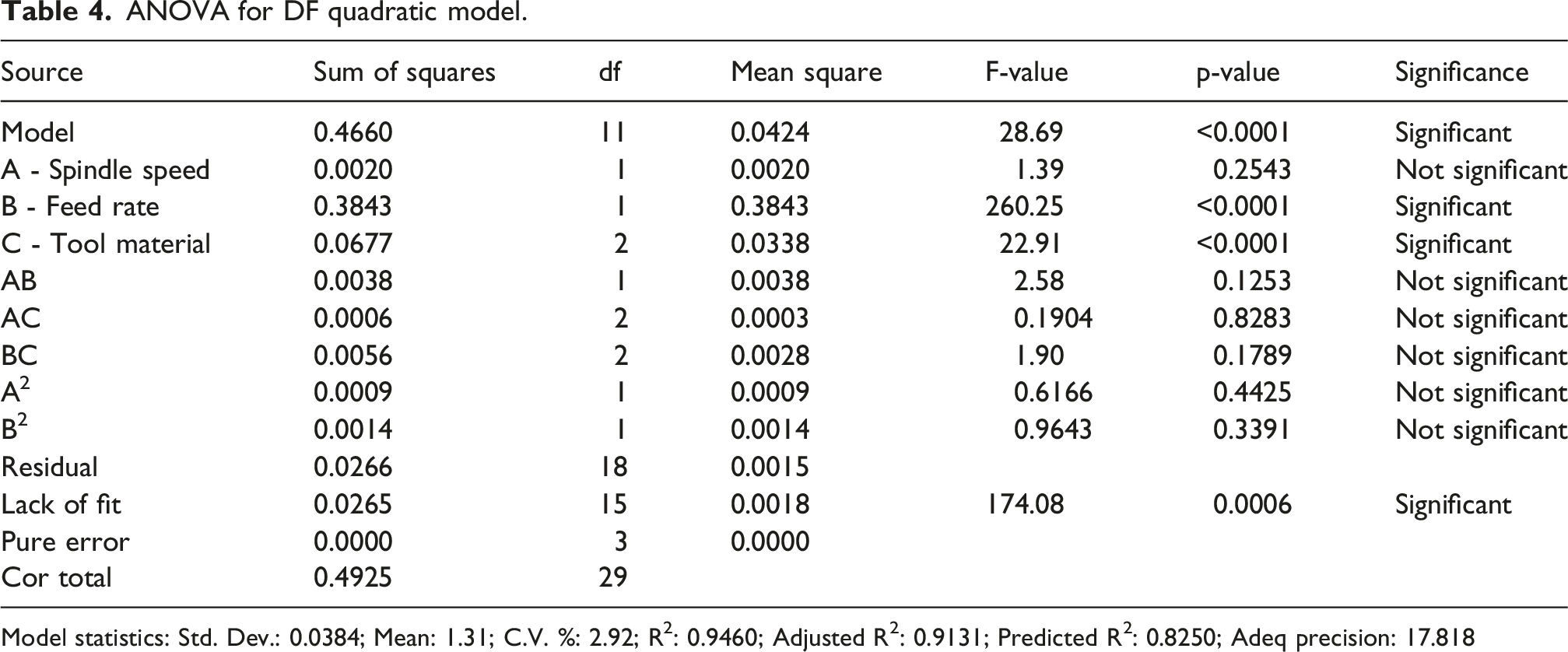
Model statistics: Std. Dev.: 0.0384; Mean: 1.31; C.V. %: 2.92; R2: 0.9460; Adjusted R2: 0.9131; Predicted R2: 0.8250; Adeq precision: 17.818
The relationship between DF and the drilling parameters is given by equation (14).
where A and B are the spindle speed and feed rate coded, respectively, and C1 and C2 are dummy variables representing the material of the tool: C1 = 1 for M35 and 0 otherwise; C2 = 1 for M42 and 0 otherwise; where HSS is the reference (C1 = 0, C2 = 0). Positive coefficients are direct relationships with DF, and the negative coefficients are inverse effects. The positive coefficient is the dominant one for feed rate (+0.1461) and validates its predominance in influencing delamination. Diagnostic plots (Figure 3) were used for the validation of the regression model. The normal probability plot of the residuals (Figure 3(a)) shows that the residuals are most closely fitted to a straight line that supports the assumptions of normality and reliability for the results of the application of the global regression model by the analysis of variance. The predicted versus actual values plot (Figure 3(b)) provides a good clustering along the 45° line, which implies a good agreement between experimental and predicted values for DF, which is in accordance with the high R2. Diagnostic plots for the DF: (a) Normal plot of residuals; (b) Predicted versus actual values plot.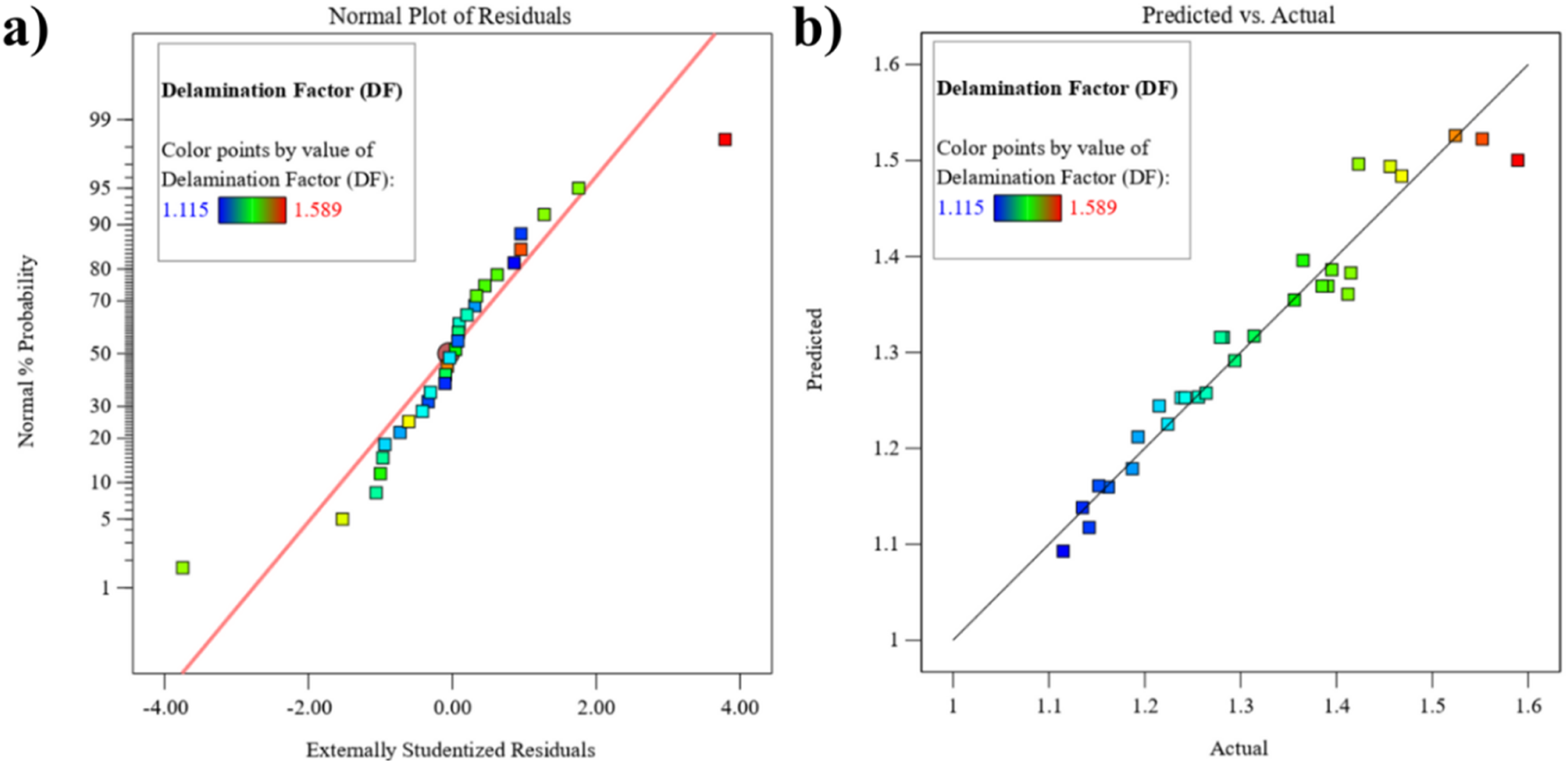
The predominant influences of the drilling parameters on DF are shown in Figure 4. Spindle speed (Figure 4(a)) is relatively irrelevant, consistent with its statistical insignificance (p = 0.2543). Feed rate (Figure 4(b)) shows a steep positive slope, which means that the higher the rate of feed, the higher the thrust forces and the more delamination occurs. Tool material (Figure 4(c)) has a great impact on the DF,
47
where HSS produces the highest delamination, followed by M35 and M42, which is the lowest due to its superior hardness and wear resistance. Main effects of drilling parameters on DF: (a) Spindle speed; (b) Feed rate; (c) Tool material.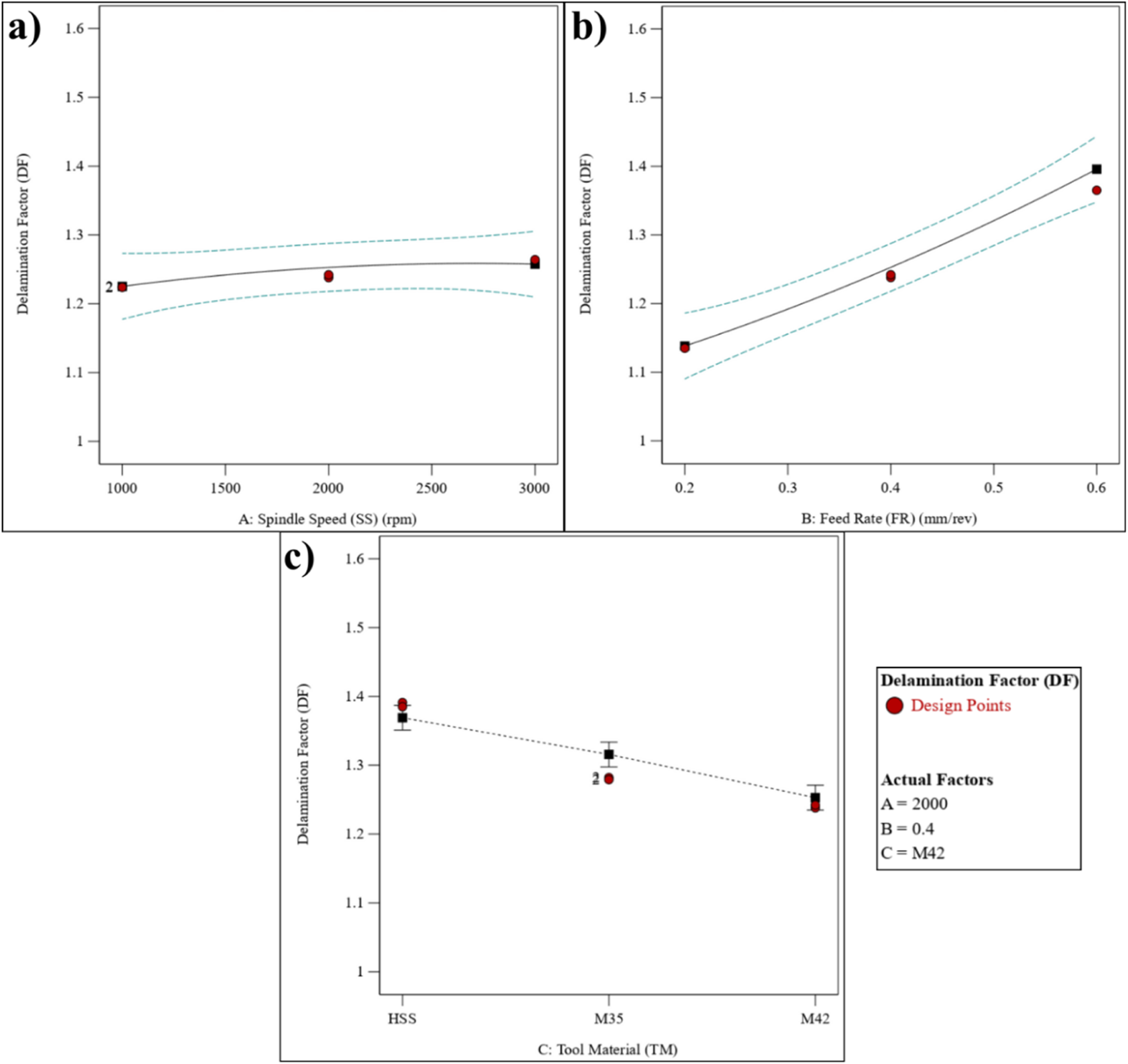
Response surface and contour plots (Figure 5) of spindle speed and feed rate are showing the interactive effects on DF of tool materials. Feed rate dominates the response, where DF increases the direction of influence that shows primarily along its axis, while spindle speed has a minute effect. HSS shows higher surfaces, which are correlated with high DF, whereas M42 has the lowest surfaces, showing the highest delamination resistance. The optimum region for minimal DF occurs at the lowest feed rate (0.2 mm/rev) using M42 and is nearly independent of the spindle speed. This low delamination is ascribed to strong fiber-matrix interfacial bonding reformed as a result of the formation of hydrogen bonds among natural fibers and Mg(OH)2 filler supported by FTIR spectroscopy.
13
Feed rate is the most important factor, which affects delamination, and by decreasing feed rate, the effect of DF is minimized. Tool material is the second most important factor, as M42 delivers an excellent hole quality. Spindle speed has an insignificant effect within the range tested. Overall, the developed quadratic model is statistically robust, accurately predicts DF, and well captures the relationship between the drilling parameters and the delamination of the Flax/Kenaf/Mg(OH)2 hybrid composite. 2D contour and 3D response surface plots for DF: HSS (a) & (b); M35 (c) & (d); M42 (e) & (f).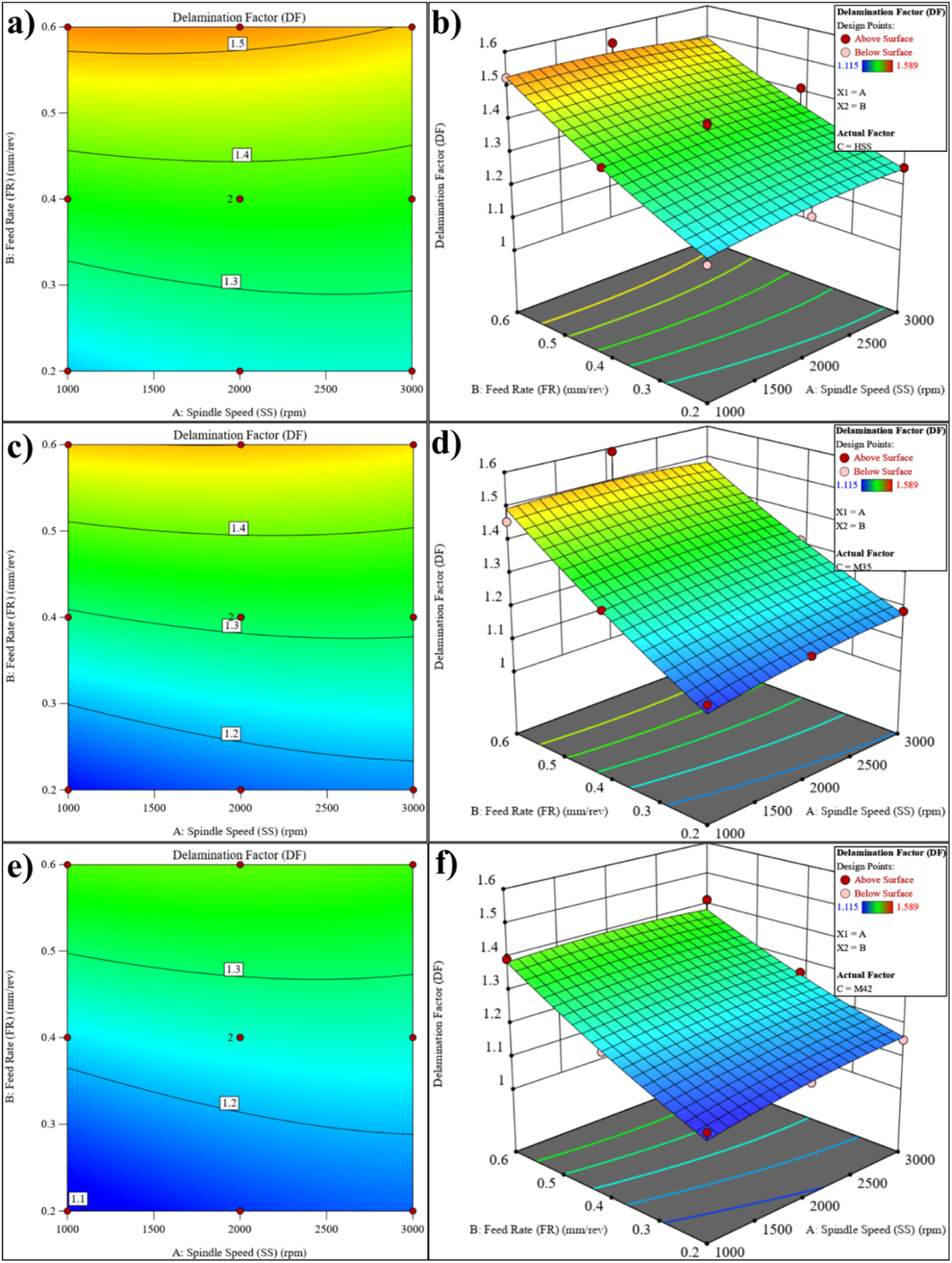
To compare these results with other published studies, the best performance obtained in this study (DF = 1.115 at 0.2 mm/rev using the M42 tool) is better than the standard natural fiber composites, which are often quoted for a DF value exceeding 1.30 to 1.50 at the same and similar aggressive feed rates.17,18 From a phenomenological perspective, as visually captured by the steep positive slope in the main effects plot (Figure 4(b)), the increase in DF at elevated feed rates (0.6 mm/rev) is physically governed by thrust-driven cutting kinematics. Because real-time thrust force is directly proportional to the feed rate, increasing the feed proportionately thickens the uncut chip, thereby generating excessive, concentrated axial thrust forces ahead of the drill chisel edge. When this concentrated thrust force causes the local stress intensity to exceed the interlaminar fracture toughness (Mode I) of the composite, the uncut bottom plies succumb to push-out delamination. The ability of this specific Flax/Kenaf/Mg(OH)2 system to maintain a relatively low DF, even at higher feeds, is attributed to the mineral filler reinforcing the epoxy matrix, thereby increasing the threshold energy required for crack propagation.
Statistical analysis and modeling of surface roughness (SR)
The SR of drilled holes in terms of the arithmetic average deviation (Ra) was systematically studied to determine the importance of drilling parameters on the quality of machining on the surface of the hybrid composite. A quadratic response surface model was used to describe main effects and interactions between the factors Spindle Speed (SS, A), Feed Rate (FR, B), and Tool Material (TM, C).

ANOVA for SR quadratic model.
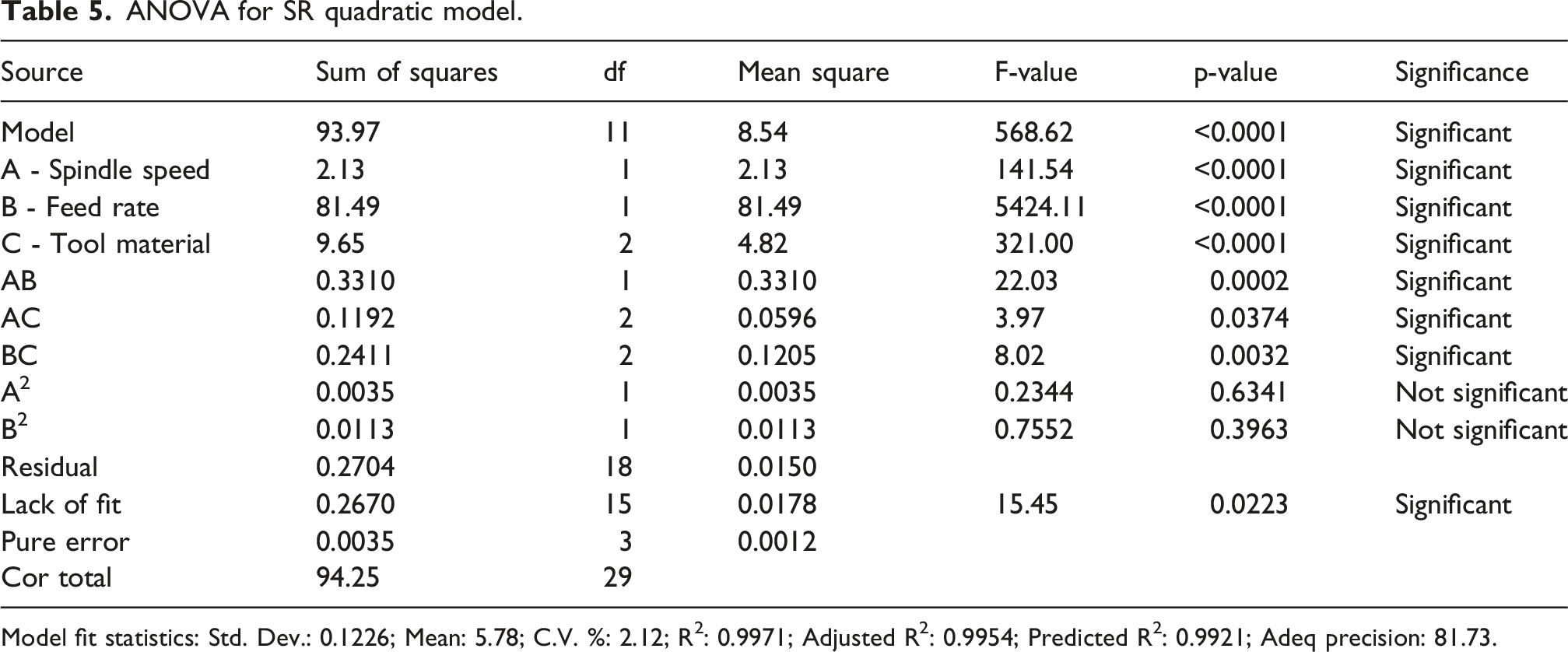
Model fit statistics: Std. Dev.: 0.1226; Mean: 5.78; C.V. %: 2.12; R2: 0.9971; Adjusted R2: 0.9954; Predicted R2: 0.9921; Adeq precision: 81.73.
In this form, C1 and C2 are dummy variables: C1 = 1 for material M35 and C2 = 1 for material M42 and C1 = 0 and C2 = 0 for reference HSS. Positive coefficients show that there is a positive association with SR, and negative coefficients show that there is an inverse association with SR. The rates at which these variables affect the response are: In order of the factors, feed rate is the most significant, spindle speed is second, and tool material is third, and there are significant interactions that also make meaningful contributions to the response. 48
Diagnostic plots (Figure 6) give evidence of the validity of the model. The normal probability plot of the residuals (Figure 6(a)) is fairly close to the reference diagonal, so the assumption of normality is fulfilled. The predicted versus actual plot (Figure 6(b)) follows the 45° line with high fidelity; that is, there is very low deviation between experimental and predicted values of SR, and the model has good predictive ability. Diagnostic plots for the SR: (a) Normal plot of residuals; (b) Predicted versus actual values plot.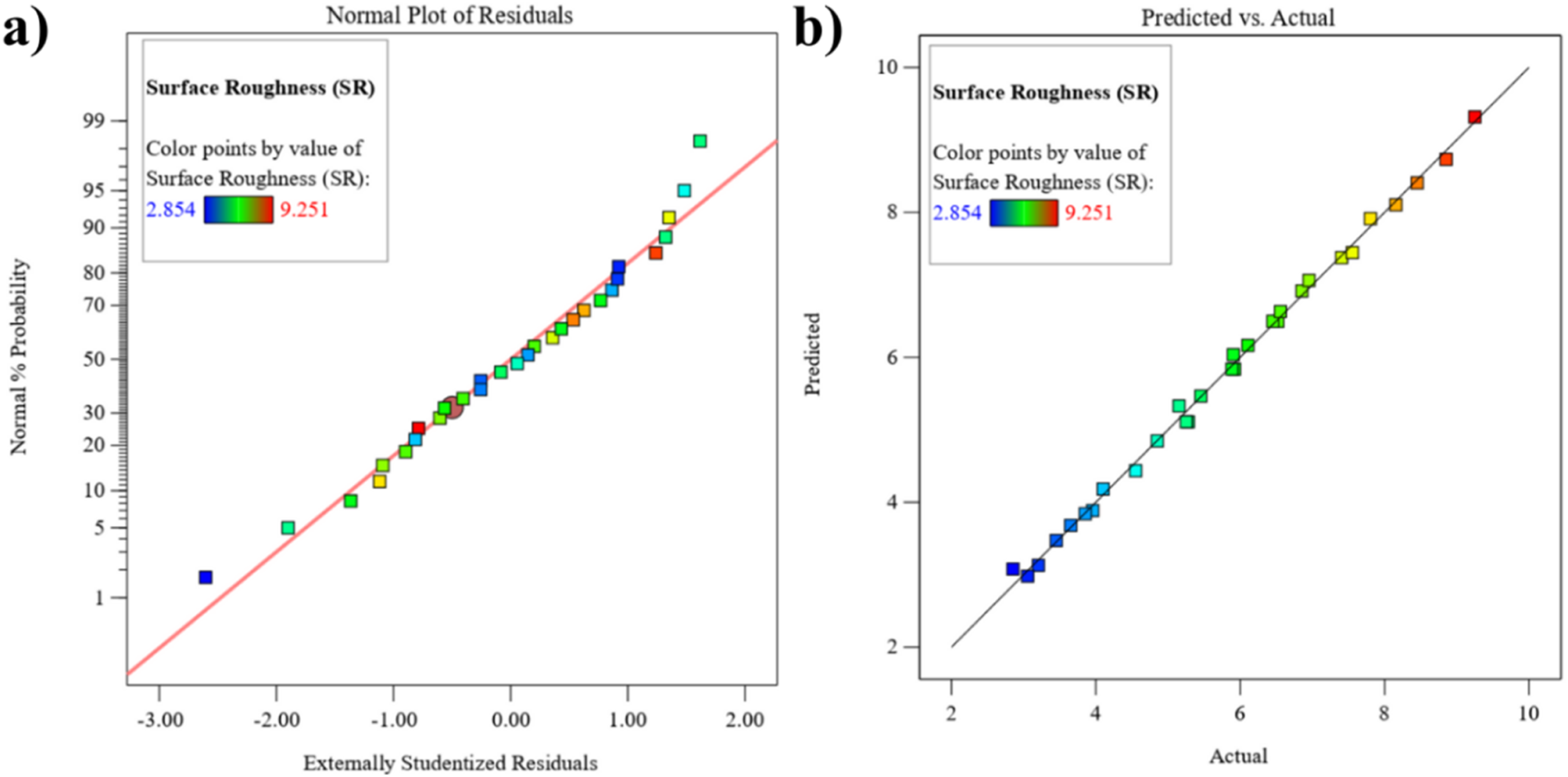
Figure 7 presents the major impacts of the drilling parameters on SR. Spindle speed (Figure 7(a)) shows a slightly negative slope, indicating that surface finish is slightly improved with an increase in spindle speed. Feed rate (Figure 7(b)) has a significant positive slope; the higher the feed rate, the greater SR becomes, probably because of fiber tearing and increased cutting forces. Tool material (Figure 7(c)) also influences SR, as HSS generally produces better finishes than M35 and M42. However, the influence of the tool material is influenced by interactions with the spindle speed and feed rate (AC, BC). Two-dimensional contour and three-dimensional response surface plots (Figure 8) show the combined effects of spindle speed (A) and feed rate (B) on SR for HSS, M35, and M42 tools. Feed rate is overriding the response with surfaces rising steeply along the B axis. Spindle speed does have a small moderating effect and will make SR slightly better at higher spindle speeds. Tool-specific interactions are important: the combination of M42 with a high spindle speed and low feed rate results in the smoothest surfaces and can be considered the optimal machining condition (blue zone). Main effects of drilling parameters on SR: (a) Spindle speed; (b) Feed rate; (c) Tool material. 2D contour and 3D response surface plots for SR: HSS (a) & (b); M35 (c) & (d); M42 (e) & (f).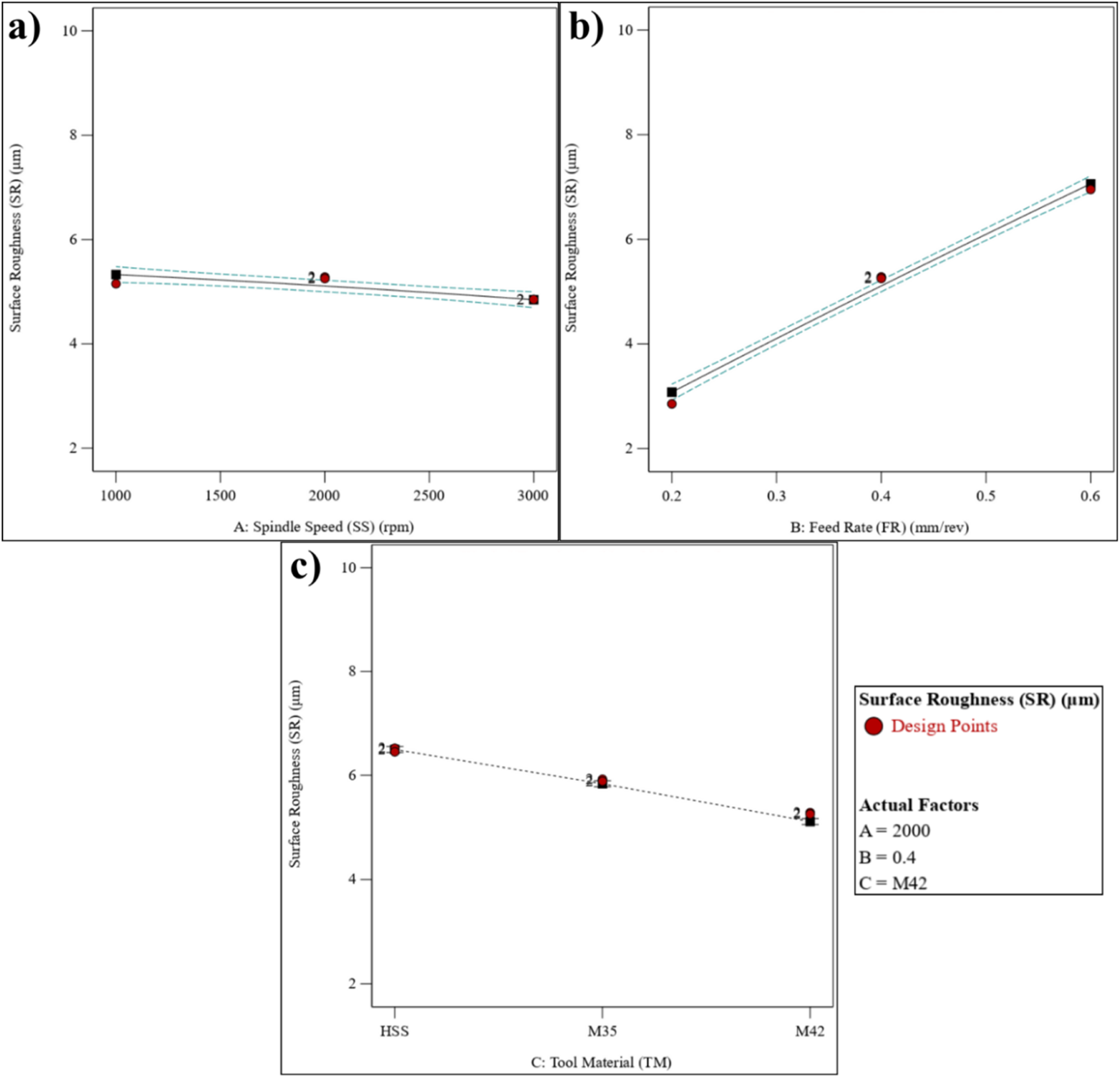
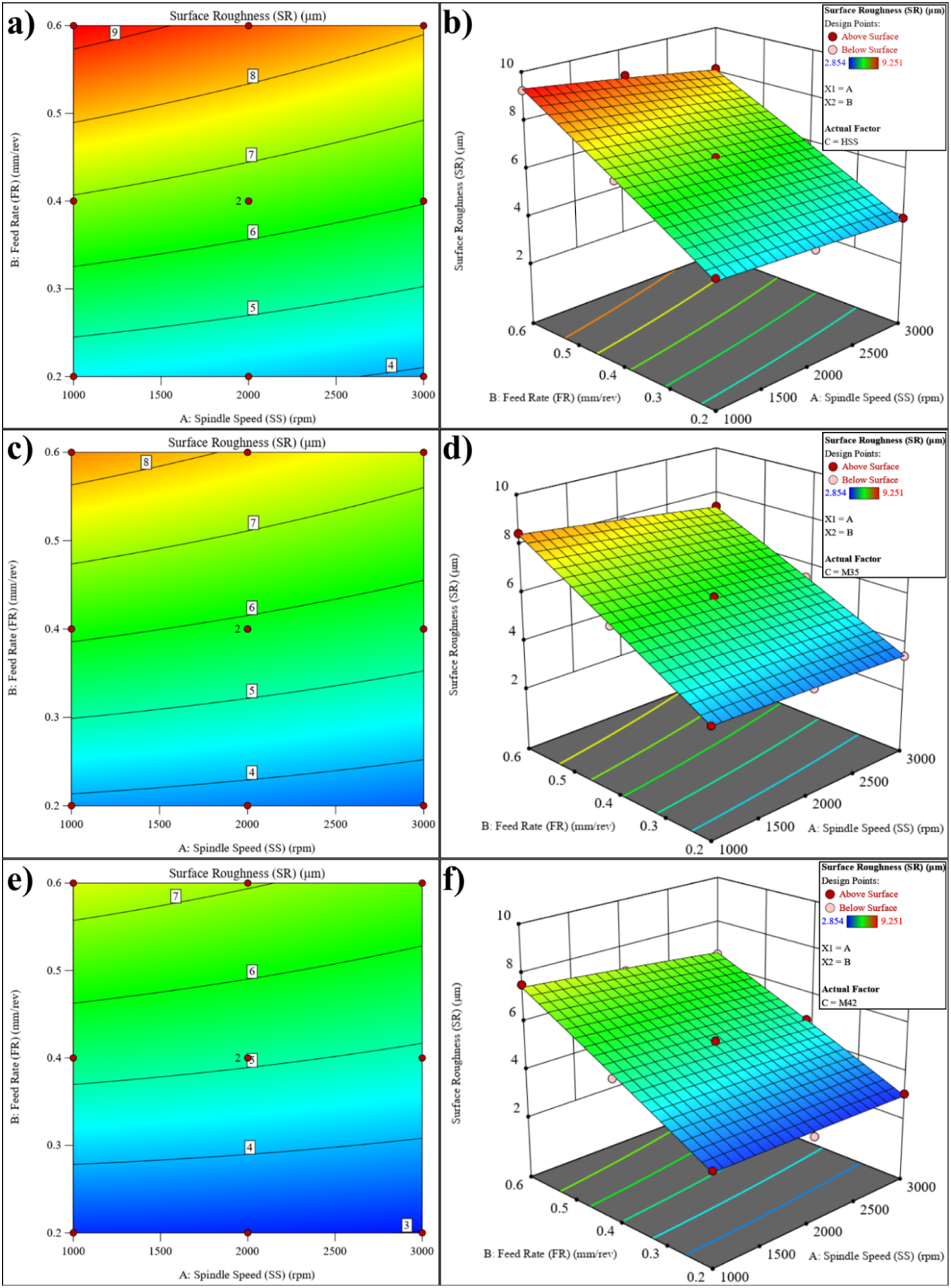
Feed rate becomes the most important aspect that controls the surface finish since the lower the feed rate, the fewer fibers will be damaged. Tool material greatly affects SR, especially when used in conjunction with the spinal speed and feed rate; M42 always gives the smoothest surfaces. Spindle speed has a secondary effect, which slightly improves SR at high revolutions per minute. Although the model quadratic equation attains a statistically significant lack of fit, it is still exhibiting very good prediction power (R2 equal to 0.9971); hence, it is an excellent model to optimize the process parameters for getting good quality holes in hybrid composites. The strong contrast between the influences of feed rate and spindle speed on surface quality can be closely associated with the particular mechanism of chip formation inherent in the fabrication of heterogeneous biocomposites. The cutting edge mainly fractures the flax and kenaf fibers in a clean way when optimized and at a lesser feed rate (0.2 mm/rev). This creates powdery chips with no marks on the hole surface and a low hole surface roughness value. On the other hand, with the increase of the feed and uncut chip thickness, the cutting mechanism unfavourably shifts to tearing and ploughing. Intact segments of the stiff natural fibers are pulled out of the matrix rather than cleanly sheared, resulting in macro-cavities in the matrix.
In addition, the promotion of the heat created by the modulation of the spindle speed and rotation needs to be carefully monitored. Increases in spindle speeds may be expected to lead to increases in SR, but at the expense of increased localized frictional heating that will occur if the spindle spins too fast. This leads to an accumulation of heat at the tool-workpiece interface, resulting in thermal softening and viscoelastic smearing of the epoxy matrix on the machined surface because of the low thermal conductivity of the natural fibers.49,50 This thermo-mechanical dynamic stands out as a major reason for the use of the M42 tool because the melting of the matrix and degradation of the surface due to blunt cutting edges and rubbing are avoided; this is because M42 has been developed as a highly thermally stable (red-hardness) material, which retains the sharpness of the cutting edges at higher temperatures without the occurrence of rubbing.
Statistical analysis and modeling of circularity error (CE)
CE is an important measurement of hole dimensional accuracy, as well as drill bit stability; in other words, it is a measurement of how tightly the drilled hole can be considered circular. Precise control of CE is important for high-precision machining and component assembly for the hybrid composites. A quadratic response surface model was provided using the data points of CE to understand the effects on the roundness of the hole.

ANOVA for CE quadratic model.
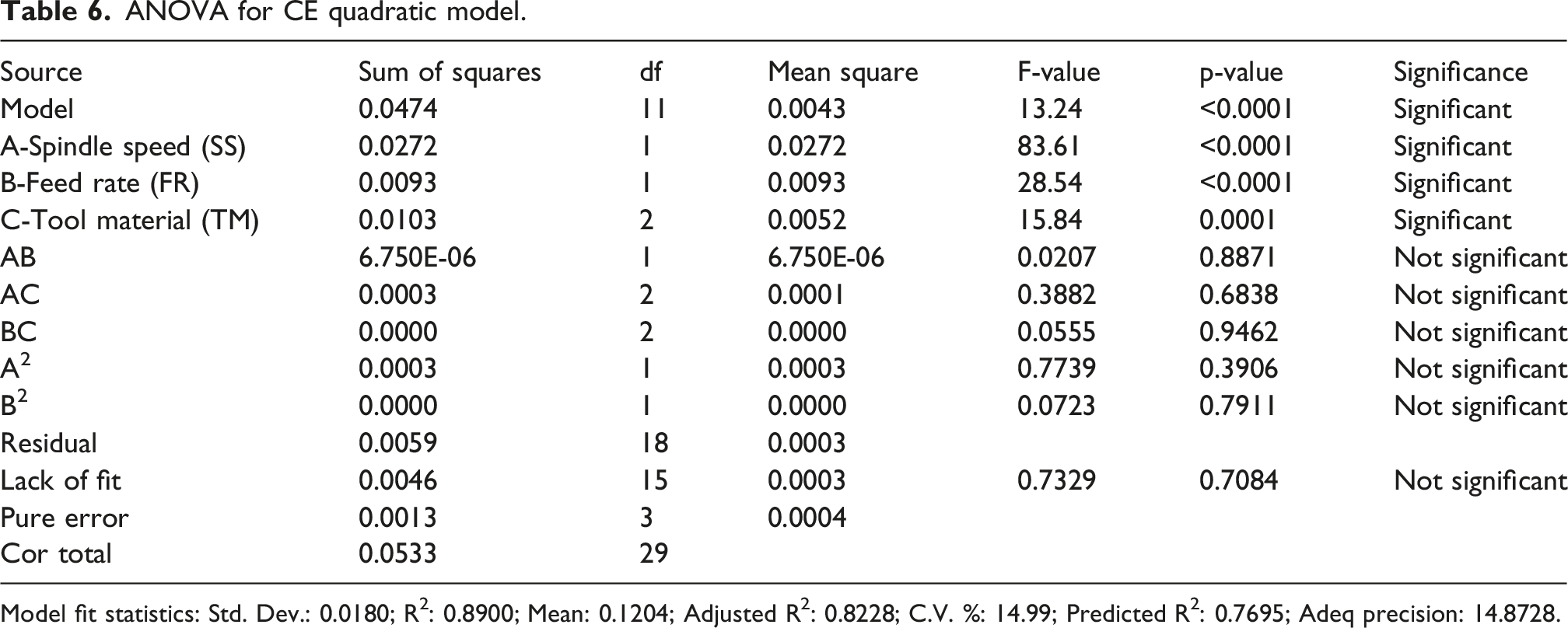
Model fit statistics: Std. Dev.: 0.0180; R2: 0.8900; Mean: 0.1204; Adjusted R2: 0.8228; C.V. %: 14.99; Predicted R2: 0.7695; Adeq precision: 14.8728.
As before, C1 and C2 are dummy variables denoting tool material (M35 and M42, respectively), with HSS being the reference (C1 = 0, C2 = 0). Positive values of coefficients for spindle speed and feed rate indicate that CE increases as the values of these variables increase. Tool material has a very small effect on CE (M35 positively and M42 negatively) due to the superior rigidity and wear resistance of the tool material. The very small values of the coefficients for interactions and quadratic terms show that CE behavior is mostly linear in the parameter range where it has been tested.
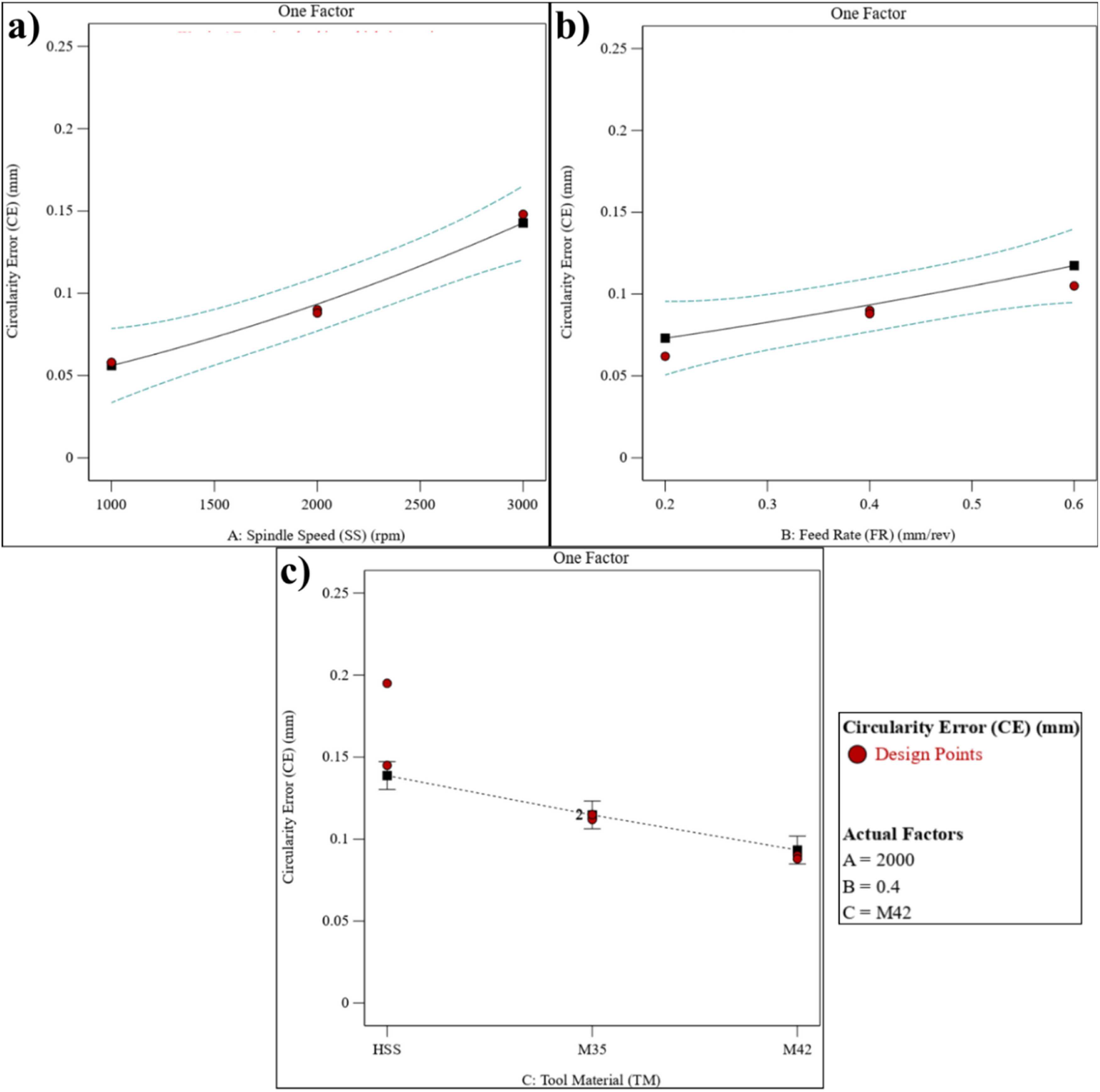
Model diagnostics are done to validate the regression assumptions (Figure 9). The normal probability plot of the residuals is almost on the diagonal line (Figure 9(a)), which indicates that normality holds. The predicted versus actual plot shows a good agreement between the experimental and predicted values (Figure 9(b)), which is consistent with the predictive power of the model (R2 = 0.89). Figure 10 shows the influential impacts of the drilling parameters on CE, and it is possible to identify some evident trends. Spindle speed shows an interesting positive linear effect, where CE almost triples going from approx. 0.05 mm (1000 rpm) to 0.15 mm (3000 rpm). Feed rate also shows a positive linear relationship, showing that the higher the feed rate, the higher the CE due to deflection of the tool. Tool material has a secondary effect, with M42 yielding the lowest CE, followed by M35 and HSS. The very small curvature of the response confirms that the quadratic and interaction effects are small. Diagnostic plots for the CE: (a) Normal plot of residuals; (b) Predicted versus actual values plot. Main effects of drilling parameters on CE: (a) Spindle speed; (b) Feed rate; (c) Tool material.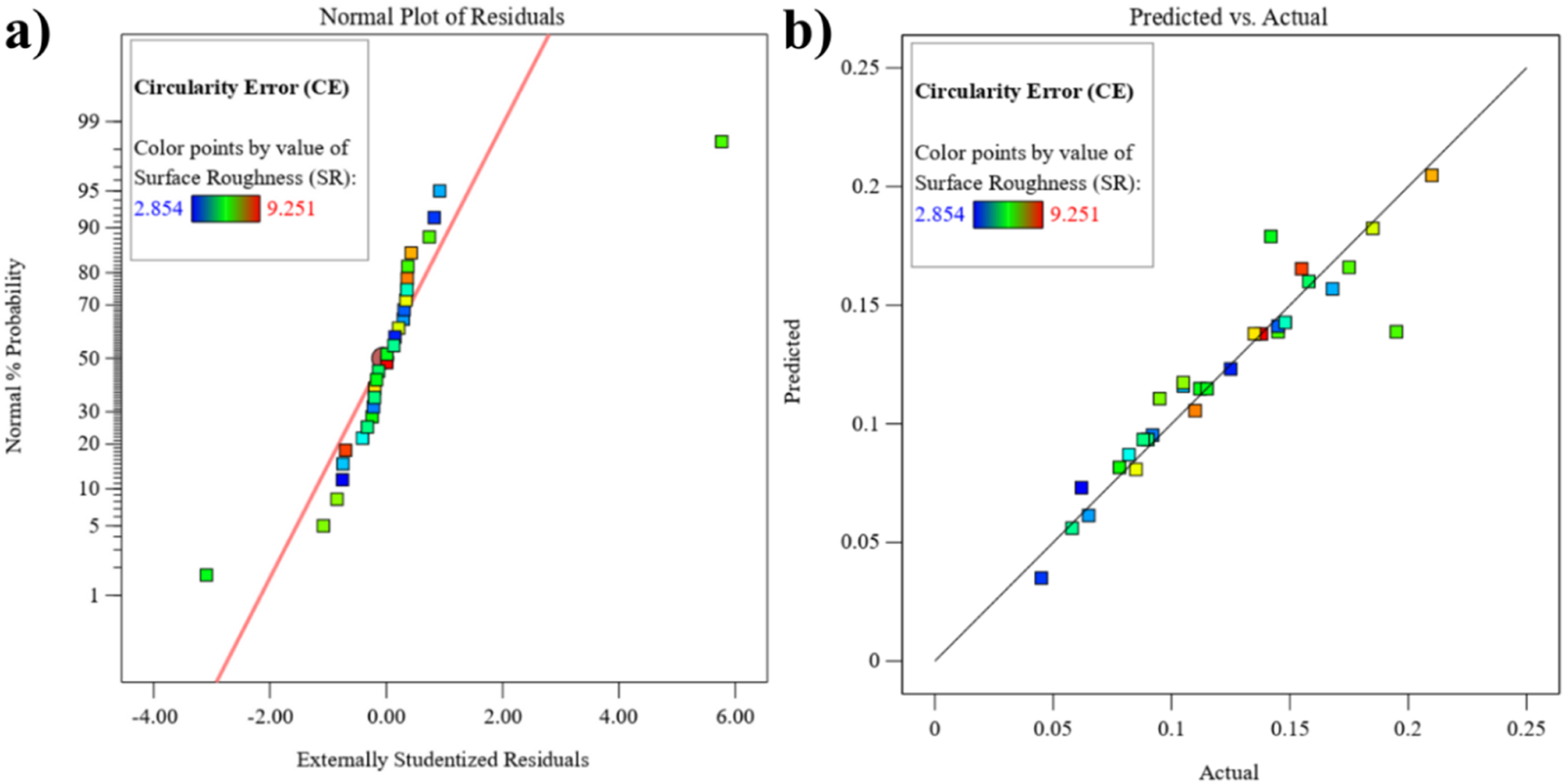
The 3D response surfaces show nearly planar behaviour, hence confirming the linear relationship between the CE and the two controlling process variables, spindle speed and feed rate (Figure 11). The spindle speed gradient is larger than the feed rate gradient, which is visual evidence of the spindle speed’s dominant effect. The tool-dependent surfaces further show that the M42 tool always reduces CE on the combination of parameters, thus showing superiority in achieving the dimensional accuracy. The best machining conditions are characterized by low spindle speed (1000 rpm) and low feed rate (0.2 mm/rev) while the M42 tool is used, which jointly minimizes the circularity deviations. Therefore, the spindle speed is the main factor affecting CE, and the lower the speed, the better the hole roundness. Feed rate plays a subordinate role, whose low value complements the effect of reduced spindle speed. Tool material has a supportive role, and M42 material is indispensable for the minimization of CE because of its rigidity and wear resistance. The CE response is linear for the most part, with spindle speed having a greater impact than feed rate. The obtained linear model is robust and reliable, while a simplified linear representation is able to predict the CE in hybrid-composite drilling operations very well. 2D contour and 3D response surface plots for CE: HSS (a) & (b); M35 (c) & (d); M42 (e) & (f).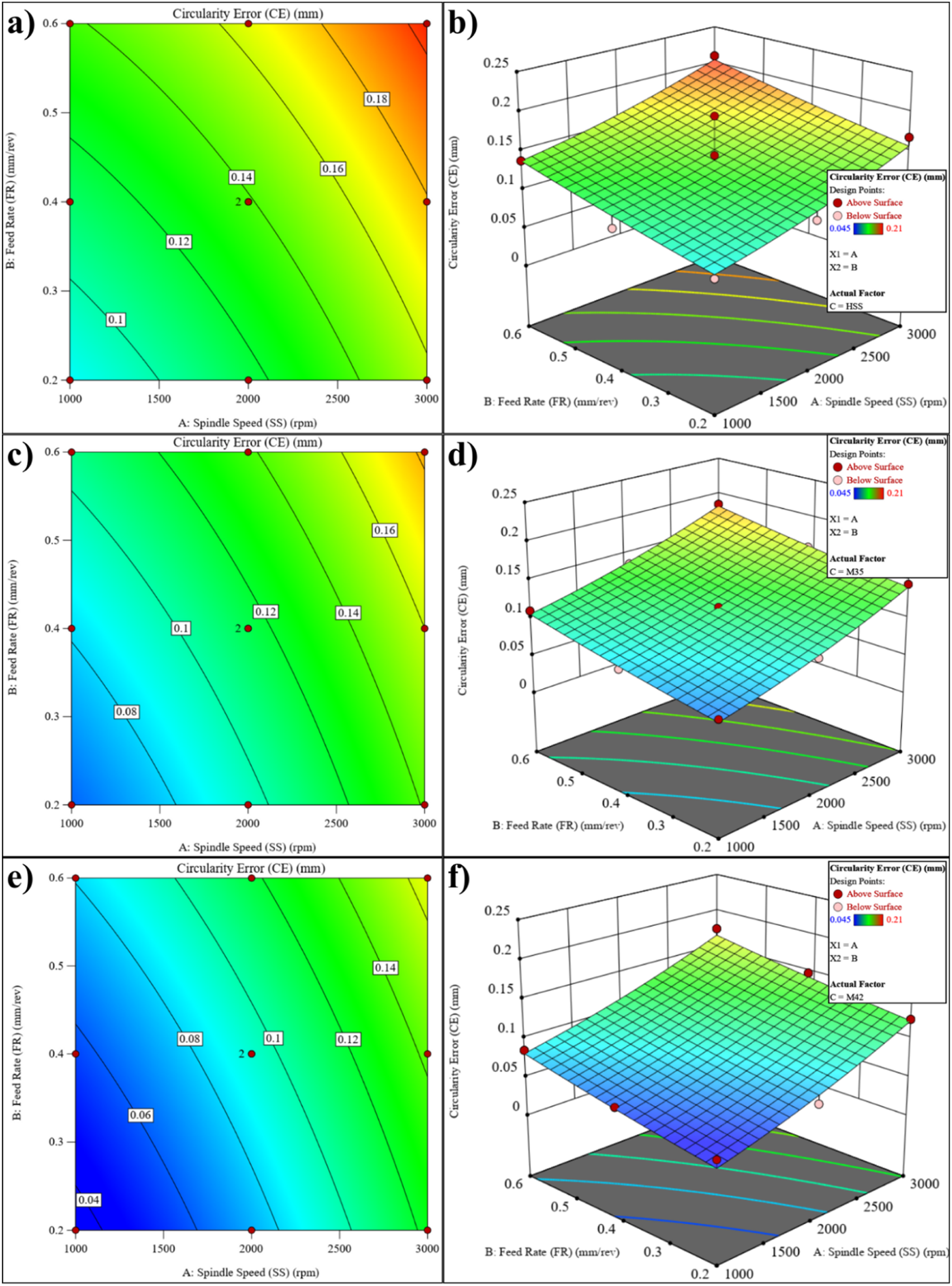
Multi-response optimization using desirability function
Given the competing nature of the three quality responses, namely, DF, SR, and CE, a multi-objective optimization approach was imperative. Increasing one response may lead to the degradation of another; thus, the desirability function approach was adopted to minimize DF, SR, and CE at the same time and find a single set of optimal machining parameters. In this method, each predicted response is converted into its own desirability value ranging from zero (completely undesirable) to one (fully desired). For this study the “Smaller-is-Better” criterion was used to do this across all three responses. The optimization objectives have been determined on the basis of the experimentally observed limits and practical quality requirements. DF was minimized with a target of no more than 1.115, SR with a target of 2.854 µm, and CE with a target of 0.045 mm. The factor constraints were controlled in the experimentally explored ranges of spindle speed between 1000 and 3000 rev/min, feed rate between 0.2 and 0.6 mm/rev, and tool material selected from HSS, M35, and M42. Results of the desirability-based optimization are summarized in Figure 12, which shows the individual factor desirability, response desirability, and also the composite desirability. The factor-desirability bars show that the optimized spindle speed, feed rate, and tool material all achieved a desirability of 1.000, indicating that the selected parameter levels all lie well within acceptable design limits.
51
Among the response desirability, both DF and CE got a perfect score of 1.000, which means that their predicted value met the absolute minimum targets. SR showed a desirability of 0.95855, indicating a slight trade-off needed to achieve a coincidence of optimal DF and CE. The composite desirability of 0.985988, as it is very close to unity, indicates a very successful optimization with negligible compromise among competing objectives. Desirability function analysis results.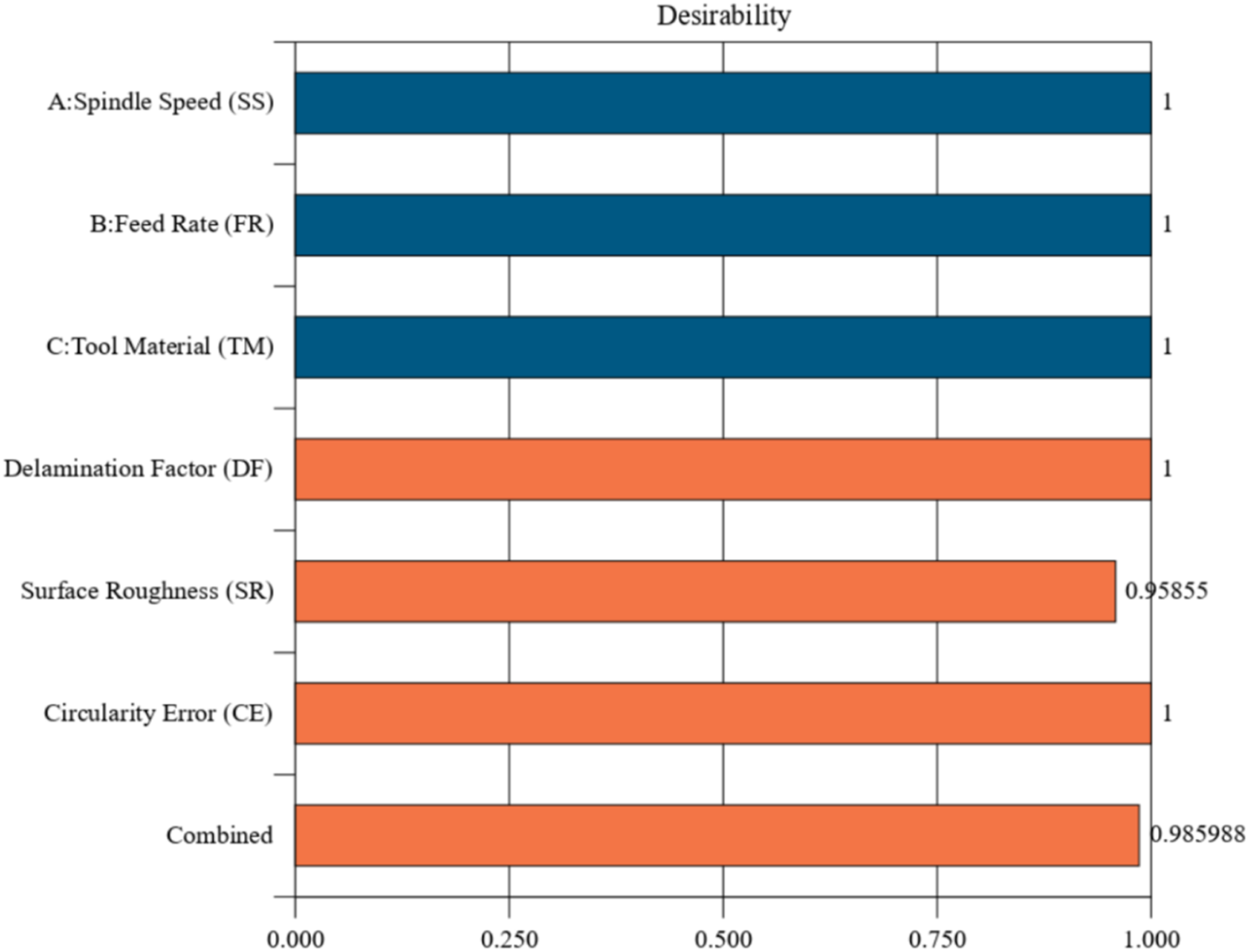
A more detailed representation of the optimal solution is given by the ramp function plot shown in Figure 13. The upper row of the above plot shows the optimum settings for the factors, which are associated with a spindle speed of 1295.81 rpm, a feed rate of 0.20 mm/rev, and the M42 tool material. The predicted responses at these settings are DF = 1.10862, SR = 3.11915 µm, and CE = 0.0449993 mm. The composite desirability value is 0.986, shown at the bottom of the plot, which is a confirmation that this solution is very close to a global optimum. The ramp plot gives us a clear idea that minimizing the feed rate and using a better tool material are important for the process, whereas the spindle speed is optimized up to a moderate value in order to compromise surface finish with dimensional accuracy. One of the findings of this optimization is the need to use the lowest feed rate (0.20 mm/rev) to get the best hole quality. Though this recommendation ensures that there are minimum defects, it has its own trade-off with the productivity of machining. This trade-off in industrial applications must be controlled where the time taken for drilling operations forms a part of the cost. The response and contour plots (Figures 5, 8, 11, and 14), constituting an imperative map for negotiation, are of critical importance. For example, assuming one can get away with some (but controlled) increase in delamination (e.g., DF < 1.25) for a given non-critical application, the models can be used to calculate that the expected feed rate can be increased to about 0.35 mm/rev for an M42 tool, significantly reducing the time to complete drilling while still preserving quality within a prescribed envelope. Thus, rather than a specific point, the models presented provide a quality-productivity Pareto front for the manufacturers to choose a component, depending on the specific requirements. Ramp function graph for the optimal solution. Response surface 2D contour plots for composite and individual desirabilities: (a) Composite desirability; (b) Delamination factor; (c) Surface roughness; (d) Circularity error.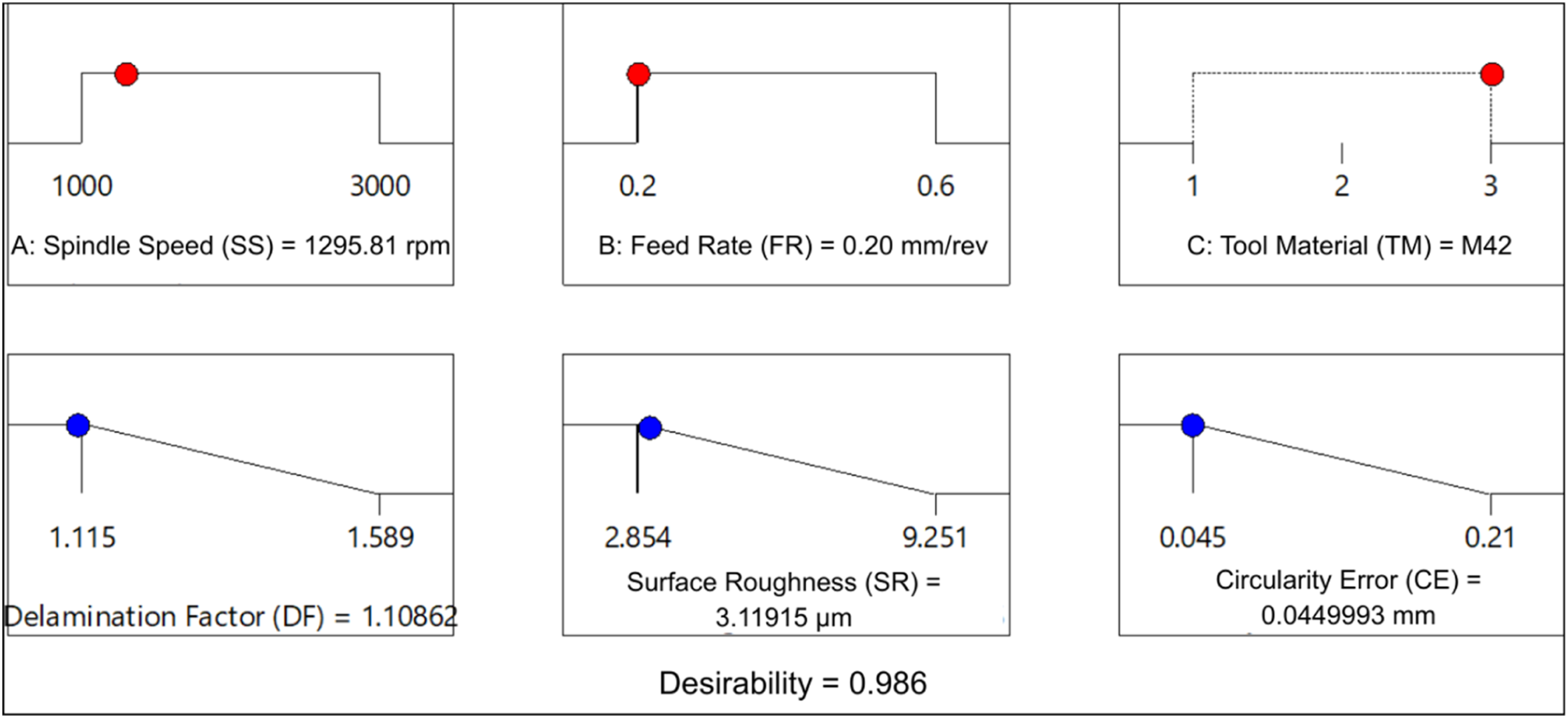
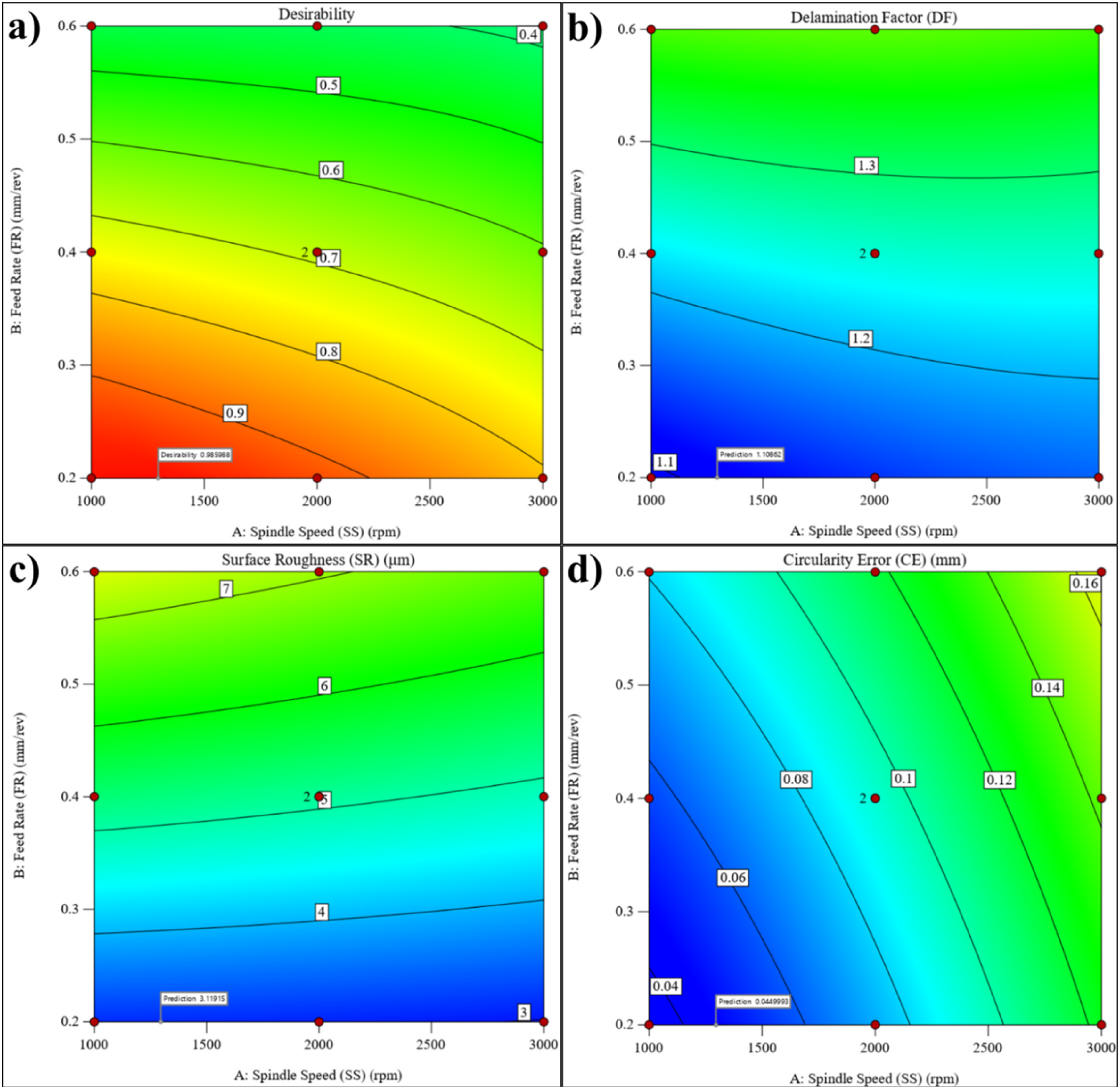
Further insight into the optimization landscape is gained from the contour plot (Figure 14). The composite desirability contour plot (Figure 14(a)) shows that the region of highest desirability (D >0.9) is concentrated at very low feed rates and low to moderate spindle speeds. Desirability drops sharply with increasing feed rate to create steep vertical gradients that provide visual proof that feed rate is the foremost controlling factor in the overall quality of the hole. This observation is strengthened by the individual response contours (Figure 14(b)–(d)). DF and SR contours are almost horizontal, indicating that feed rate has a significant influence, while CE contours have a diagonal structure, indicating that there is a combined effect between spindle speed and feed rate, with spindle speed having a slightly greater effect. The optimum point, which is marked on all the plots, is at the intersection of the areas for low response for all three quality metrics, proving that simultaneous optimization is possible at minimal feed rates combined with lower to moderate spindle speeds when using the M42 tool.
Validation of the optimal solution
validation experiment results versus model predictions.

Performance comparison with nearest experimental runs.

While the best solution requires a low feed rate (0.20 mm/rev) for supreme quality, in industrial applications, a balance must be reached for good quality versus productivity. The validated models in this study allow the quantitative evaluation of this trade-off. For example, if a relatively small increase in delamination (e.g., DF < 1.20) is acceptable for a non-critical structural application, the RSM model indicates that the feed rate can be raised to around 0.35 mm/rev with an M42 tool operating at 2000 rpm. This adjustment could reduce drilling time by over 40% while maintaining all responses within a strict, predefined quality envelope. The desirability function analysis was able to identify a strong and practical process window for high-quality drilling of the hybrid composite. Feed rate was confirmed as the most crucial factor and must be minimized to get excellent performance in terms of all quality measures. Tool material plays an enabling key role with M42, making the best trade-off between delamination and better surface finish. and improved dimensional accuracy. Spindle speed is a fine-tuning parameter where moderate values are acceptable and are a compromise between surface quality and circularity. Overall, the high composite desirability value and good experimental validation prove that the proposed multi-response optimization strategy is effective, reliable, and suitable for industrial implementation.
Validation and predictive modeling using machine learning
To validate the statistical relationships achieved by the RSM and to be able to capture the complex nonlinear relationships inherent to the drilling of hybrid fiber composites, an Artificial Neural Network (ANN) model was developed. Although RSM offers explicit polynomial relationships that are useful to understand the impacts of significant factors and general trends in the process, its predictive power is limited in situations where the underlying physical mechanisms have a high level of non-linearity. In drilling operations involving natural fiber–reinforced composites, phenomena such as tool vibration, heterogeneous fiber distribution, and tool–matrix interaction often result in non-polynomial behavior. As it is a complex system, non-linear systems can be well modeled by ML techniques, such as ANN. With this, the ANN modeling method was used as parallel and autonomous prediction methods for DF, SR, and CE.
Network architecture and training algorithm
The development of the ANN model was done using the Neural Network Toolbox of the MATLAB simulation software R2025b. Because of its universal approximation capability,
52
the MLP (multi-layer perceptron) architecture (with the feed-forward backpropagation algorithm) was chosen. The adopted network topology is based on a 3-10-3 structure that is an input layer, a single hidden layer, and an output layer (see Figure 15(a)). The MATLAB implementation, displaying the signal flow from inputs to outputs to the responses, is illustrated in Figure 15(b). The input layer consists of three neurons corresponding to the drilling parameters: spindle speed (N), feed rate (f), and tool material. To facilitate numerical processing, the categorical variable tool material was encoded using an ordinal scale based on increasing hardness and cutting performance: High-Speed Steel (HSS = 1), M35 cobalt-alloyed steel (2), and M42 cobalt-alloyed steel (3). The hidden layer has 10 neurons (chosen optimally, exposing some preliminary trials between prediction accuracy and computational efficiency). A tangent sigmoid (tansig) activation function was used in the hidden layer to add non-linearity and allow the network to play dynamic and complex transitions, such as the evolution of tool wear and dynamic instability. The output layer consists of three neurons corresponding to DF, SR, and CE, which are linked using a linear transfer function (purelin) in order to produce continuous values of output prediction for the experimental range. (a) Schematic diagram of the 3–10–3 Artificial neural network architecture; (b) MATLAB implementation showing signal flow from inputs to outputs.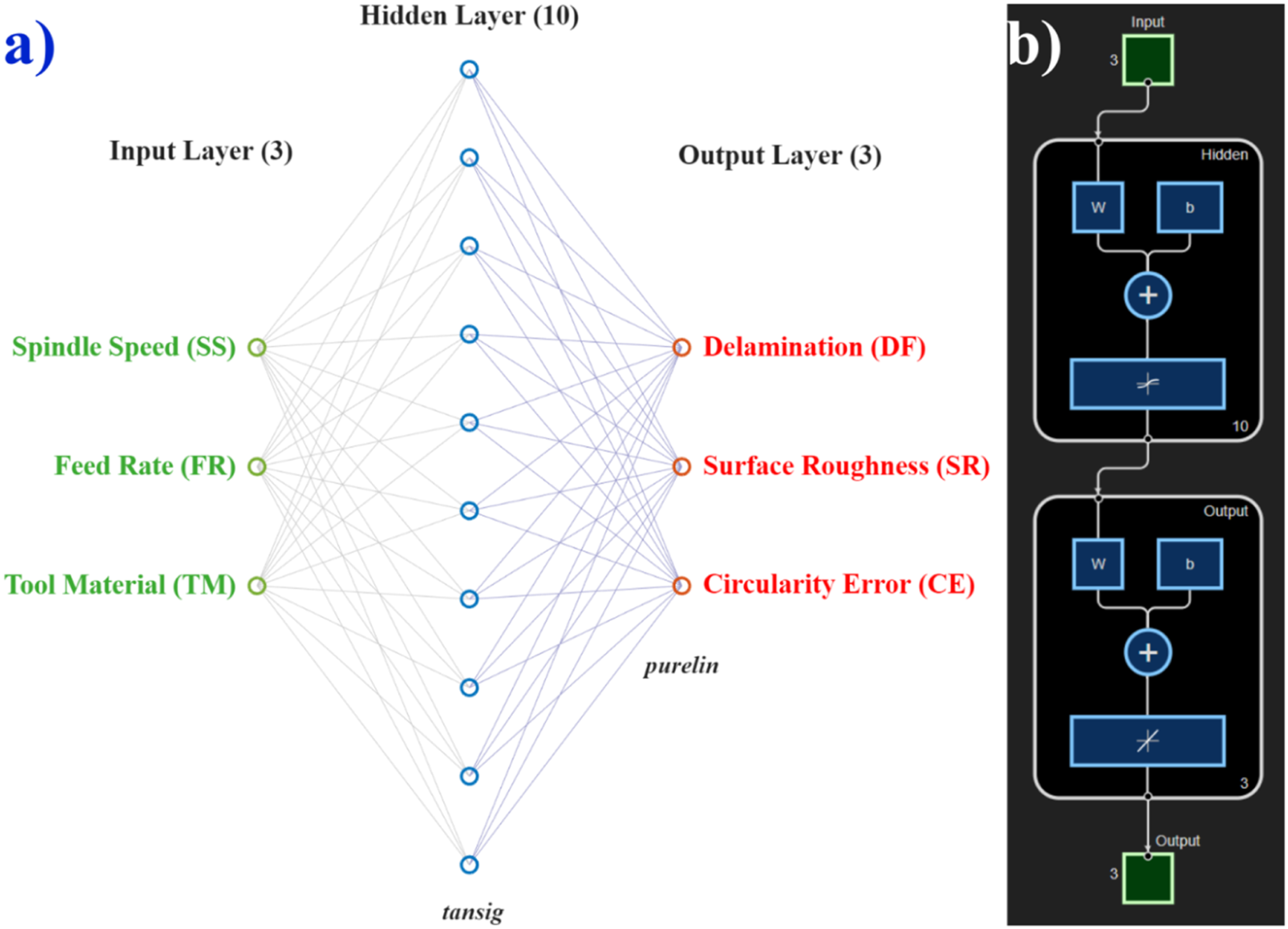
ANN architecture and training parameters.
Training performance and convergence
Final training state parameters of the ANN model.
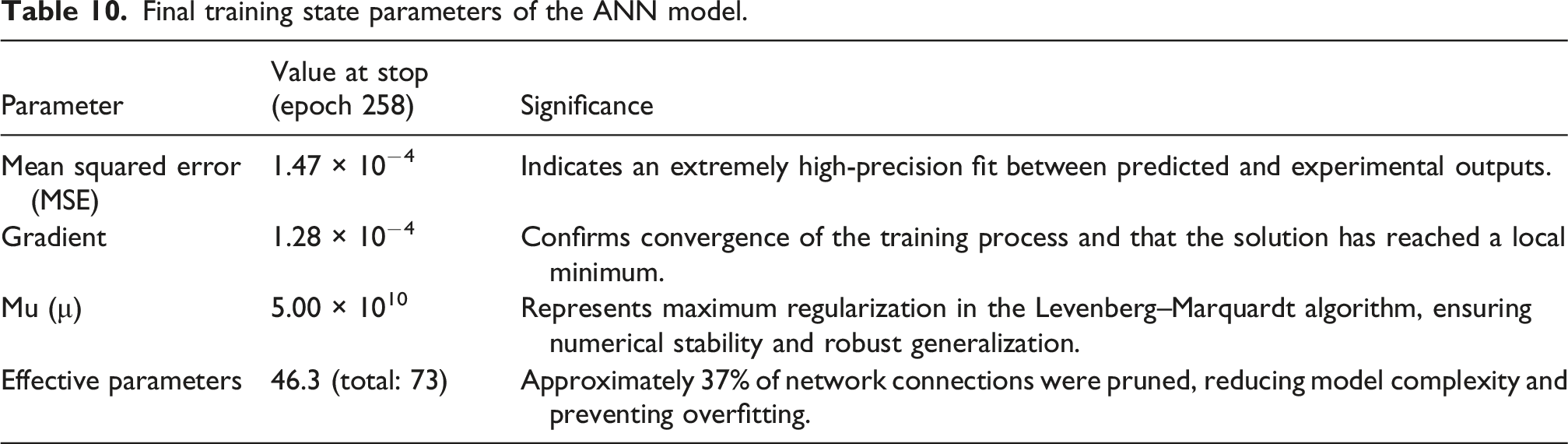
The final MSE value of 1.47 × 10−4 confirms the extremely high precision of the trained network, while the low gradient value is an indication of convergence to a stable solution. Importantly, the effective number of parameters was reduced to 46.3 out of 73 total weights and biases, which means that approx. 37% of the network complexity was suppressed to avoid overfitting. The convergence behaviour of the ANN is shown in Figure 16 and illustrates the evolution of the MSE for training as well as the test dataset. A sharp reduction in MSE during the initial epochs proves that dominant relationships between the drilling parameters and the hole quality metrics are learned fast. Throughout the training process, the testing curve closely follows the training curve without divergence and thus shows a good performance of generalization. Mean squared error (MSE) convergence curve for training and testing datasets.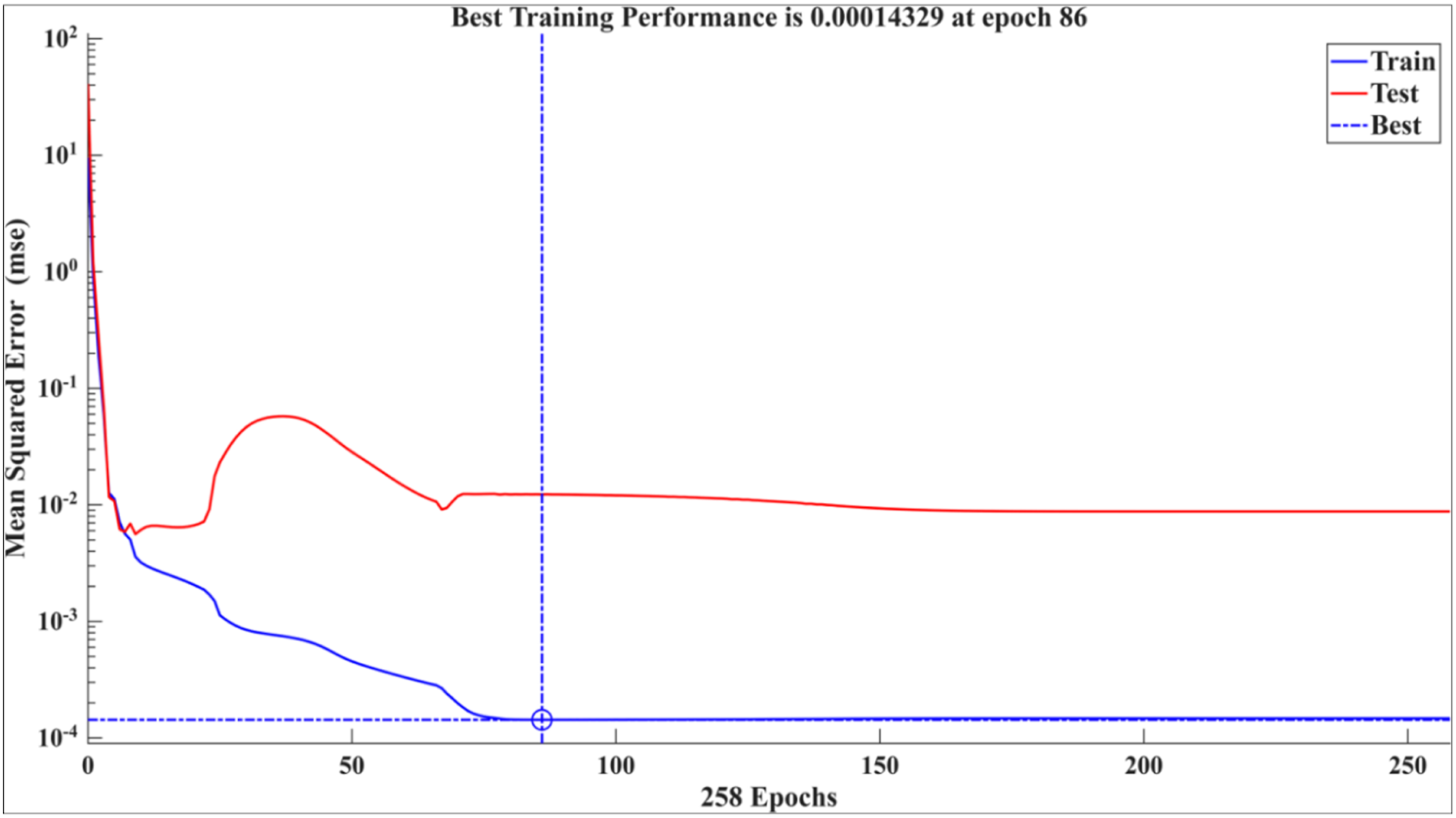
Even more information about controlling the model complexity provides the training state variables in Figure 17. The stabilization of the gradient, the maximization of the regularization parameter, and the convergence of the effective number of parameters put together prove that Bayesian Regularization was able to create a robust and generalized ANN model despite the small dataset size.
54
Training state variables showing gradient, regularization parameter (μ), and effective number of parameters.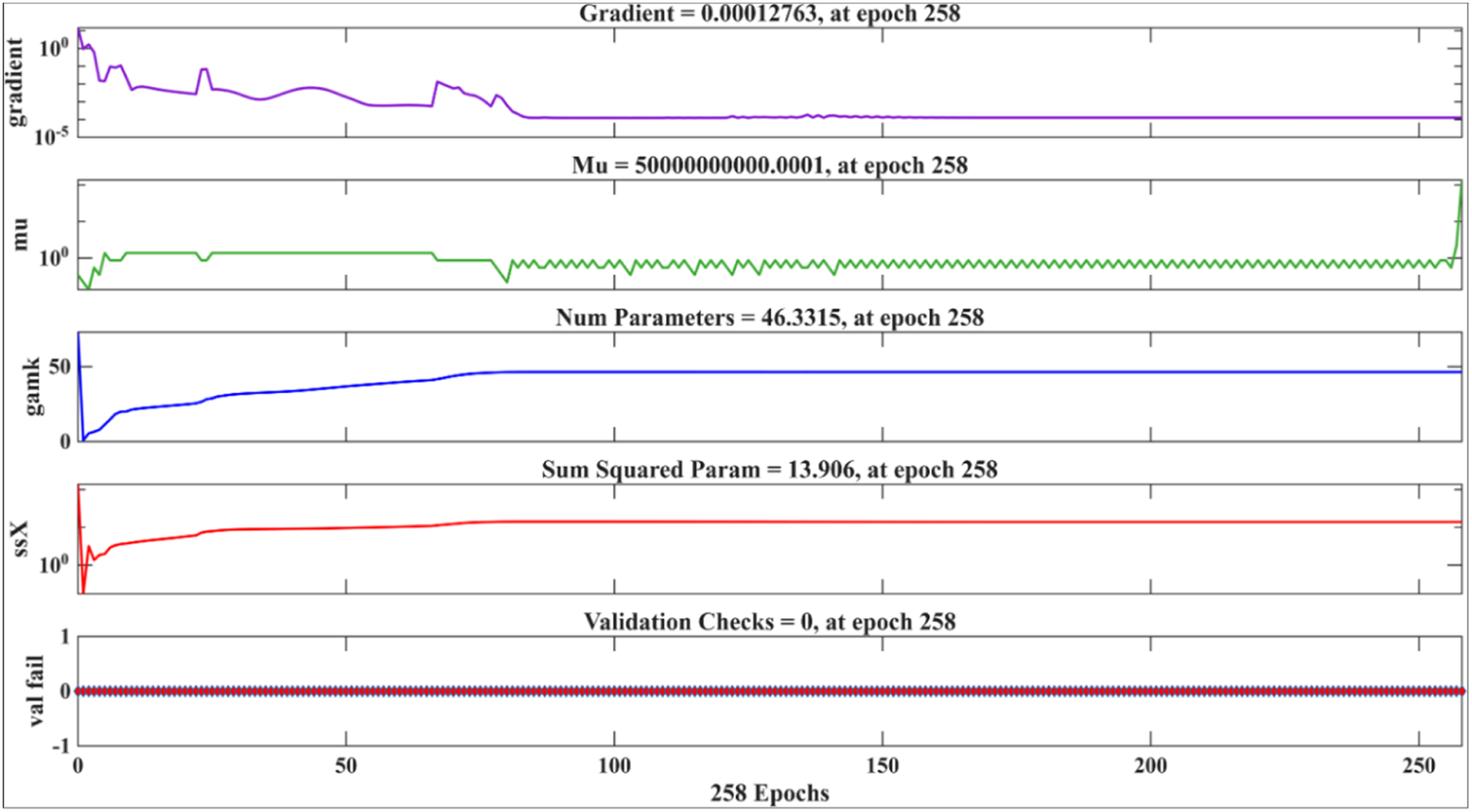
Error distribution and reliability assessment
In order to further validate the reliability of the ANN model that had been trained, the distribution of prediction errors was analyzed. The error histogram in Figure 18 is close to a Gaussian distribution with a zero-mean error. The small error bars for all output responses represent a range of −0.16 to +0.22, which is a good indicator of the uniformity of all the predictions in the design space. No outliers are indicated, which reflects the unbiased and stable model, irrespective of spindle speed, feed rate, and tool material combination. Error histogram showing distribution of prediction errors.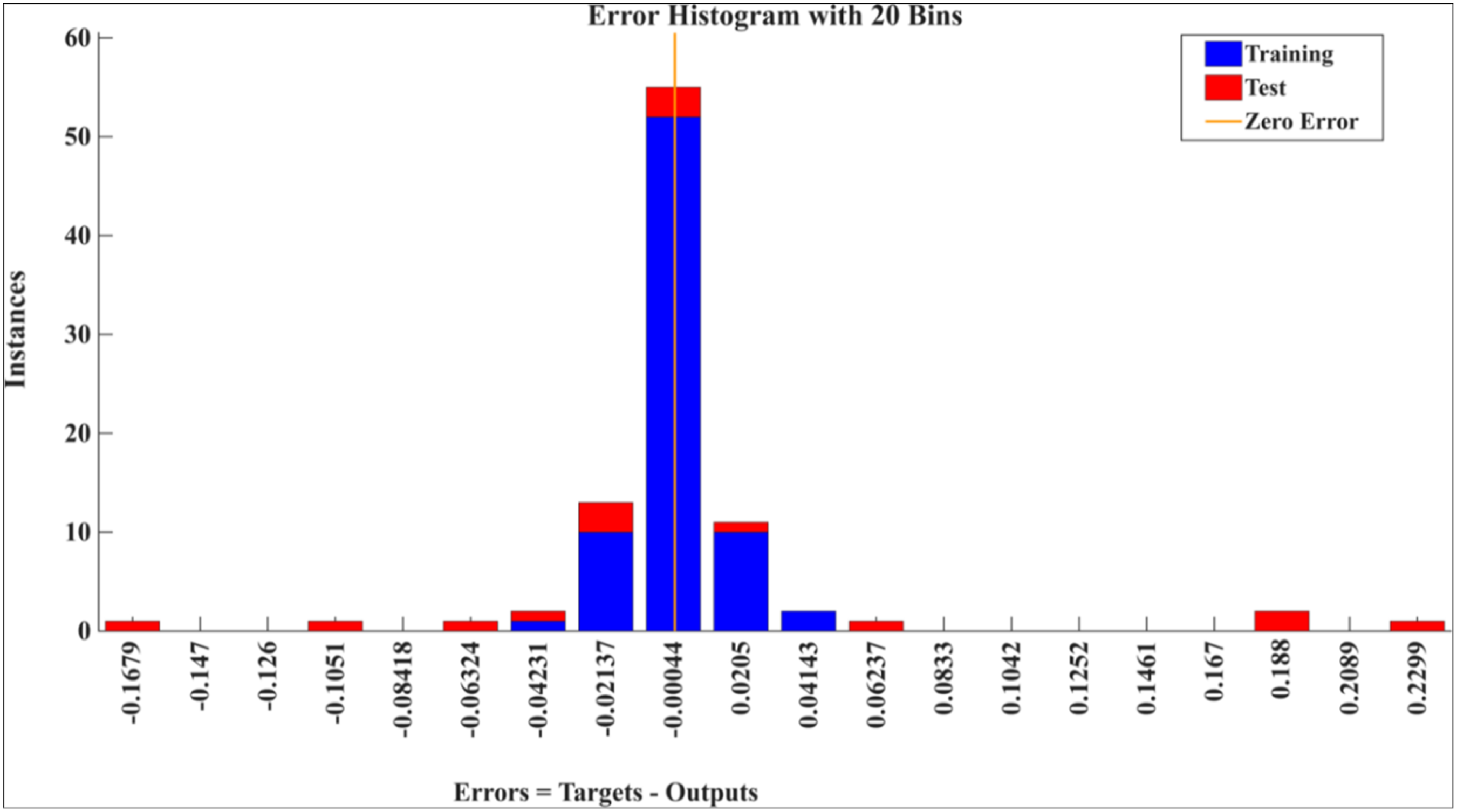
Regression analysis and model accuracy
The predictive ability of the ANN model was quantitatively compared with the linear regression model by comparing the experimental target value and ANN results. Regression plots of the training and test as well as combined data sets are presented in Figure 19. The function of learning the experimental data is valid because there is a perfect correlation coefficient (R = 1.0000). More important, a high generalization capability (correlation coefficient R = 0.9991) was obtained from the test set (samples that were not used for updating weights). The overall regression for all the 30 experimental runs was obtained, which was very good with a correlation coefficient value of R = 0.99985, and hence, the agreement between the predicted values and experimental values was near perfection.
55
The regression parameters, such as the values of the slope and intercept, are summarized in Table 11. The values of the slope are approximately unity, and the values of the intercepts are negligibly small for all the datasets, which is an indication of an unbiased and accurate predictive model. This high degree of precision is important for the reliable optimization of a multi-response because it ensures that the predicted optimal drilling conditions relate to physically realizable outcomes rather than numerical artifacts. Regression plots for ANN predictions vs experimental targets for (a) training, (b) test, and (c) all datasets. Statistical regression metrics for the ANN model.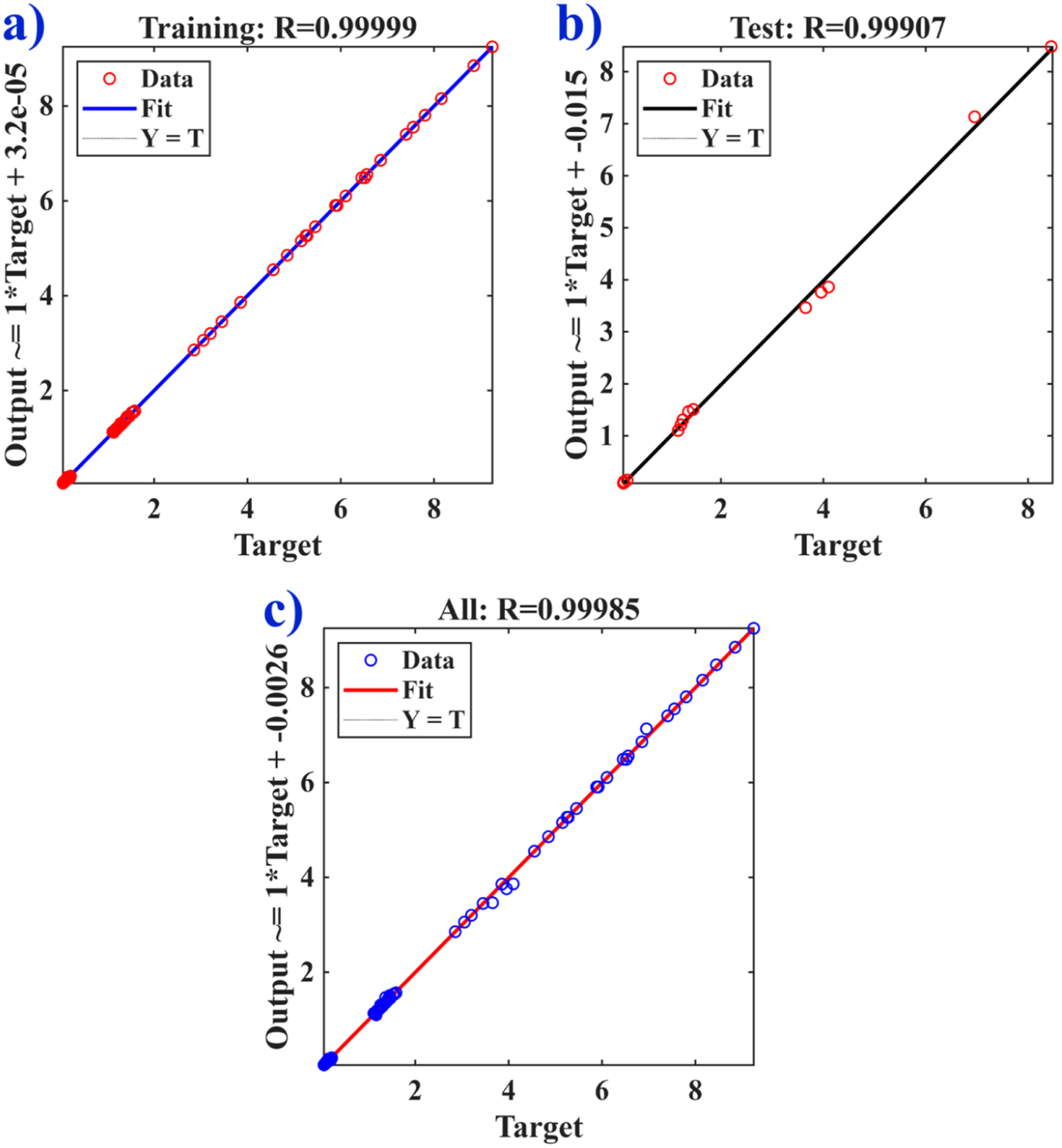

Comparative evaluation of RSM and ANN models
Comparison of predictive performance between RSM and ANN models.

For DF, the ANN showed a near-perfect prediction accuracy as compared to the RSM model, which is suggestive of the capability of ANN to capture subtle non-linearity effects that are not fully expressed by quadratic equations. In the case of SR, both the models showed exceptional performance, suggesting that surface roughness is mainly deterministic and is adequately modelled by second-order polynomials. The highest level of improvement was seen in CE, where the ANN outperformed the RSM to a great extent. This result confirms that CE is controlled by complex dynamic phenomena, such as drill wandering and vibration, which are nonlinearities in complex forms and scales and are better modelled by neural networks.
The good agreement between training and testing accuracies gives more evidence that the experimental dataset has low measurement noise and high reproducibility. Overall, the ANN model has a better predictive ability and robustness in responses driven by dynamic machining behavior, while RSM still provides useful aspects to interpret the process and analyze the significance of factors. These results should be compared with the current status in biocomposite machining to clearly demonstrate the advantages of this framework in prediction. Traditional modeling using stand-alone RSM or normal feed-forward ANNs (also trained by the standard Levenberg-Marquardt or gradient descent algorithms) normally shows correlation values (R) in the range of 0.92–0.97 for natural fiber composites.17,21 The result of this study (R >0.9999) is considered excellent, which is based on the method used. The highly non-linear, high-frequency noise generated by the abrasive fillers Mg(OH)2 with the machining dynamics often degrades the generalization capability of the standard algorithms in practice. On the other hand, the Bayesian regularization algorithm used here will actively optimize the objective function by penalizing excessively complex network weights. This ensures a highly robust, generalized model capable of mapping the complex physical tool-wear kinematics with near-perfect fidelity, substantially outperforming conventional statistical approaches in abrasive hybrid systems.
The comparative analysis provides a key methodological consideration, however: the choice between RSM and ANN needs to be informed by the objective of the modelling exercise. RSM is therefore invaluable in the process of interpretation and screening of factors involved in liquid resist deposition and provides transparent, physically interpretable equations (Equations (14)–(16)), which explicitly describe the contribution of feed rate, spindle speed, and tool material. Its power is in the identification of dominant trends and interaction effects, which are important for fundamental understanding and preliminary process design. On the other hand, the ANN model is a good predictor in predicting high fidelity for final process optimization and applications based on digital twins, especially in situations where the response has complex, non-stationary dynamics, as demonstrated by the better performance for CE. This dual functionality makes RSM appear to offer a synergy in the workflow, as it can be used for preliminary factor analysis, analyzing data so as to design a focused experimental region where data can then be used to train a strong ANN for the precise prediction and optimization of the result. In industrial implementations of the task where the accuracy of prediction is of paramount importance (and model interpretability is of secondary importance), the ANN model developed herein is a reliable, plug-and-play solution.
Morphological analysis of machined surfaces
In order to prove the statistical results and to understand the physical mechanisms controlling the quality of the holes, an elaborate morphological analysis was conducted based on SEM-EDS. Direct physical evidence to support the trends observed in the model (RSM and ANN) results is presented in this analysis. A comparative assessment of the microstructure of the as-fabricated composite and drilled surfaces produced under contrasting cutting conditions is shown in Figure 20. SEM/EDS analysis of the hybrid composite: (a) as-fabricated microstructure with uniform Mg(OH)2 dispersion; (b) EDS spectrum; (c) optimized drilling surface (1300 rpm, 0.20 mm/rev, M42); (d) rough drilling surface (1000 rpm, 0.6 mm/rev, HSS).
Microstructural and elemental verification
Figure 20(a) shows the SEM micrograph of the as-fabricated 20 wt% Flax/20 wt% Kenaf/Mg(OH)2 hybrid composite. The image shows a dense, void-free microstructure, which suggests the good impregnation and the good wetting of the natural fibers in the epoxy matrix during the compression moulding. A fairly uniform dispersion of bright, granular particles is seen across the darker matrix background with no indication of particle accumulation or agglomeration. This homogeneous distribution is the confirmation for the effectiveness of the filler incorporation and mixing process. The composition of elements of the dispersed particles obtained by EDS analysis is shown in Figure 20(b). There are dominant peaks corresponding to carbon (C) derived from the naturally fast fibers and oxygen (O) that is derived from the epoxy resin 56 used to join the fast fibers together, and there is also a prominent magnesium (Mg) peak. That elemental signature would confirm the inclusion of fillers of magnesium hydroxide shown as bright in this SEM micrograph. There are dominant peaks corresponding to carbon (C) and oxygen (O), which come from the natural fibers and epoxy resin 56 , as well as a prominent magnesium (Mg) peak. That elemental signature would confirm the inclusion of fillers of magnesium hydroxide, which is shown as bright in this SEM micrograph. The homogeneous dispersion of Mg(OH)2 is significant, as these fillers improve the stiffness and thermal stability of the composite to affect the machining response of the composites.
Failure mechanisms at optimized cutting conditions
The internally drilled hole with the globally optimized parameters (1300 rpm spindle speed, 0.20 mm/rev feed rate, and M42 cobalt-alloyed tool) can be that shown in Figure 20(c). The surface morphology is quite smooth and continuous, which gives direct physical proof of the low surface roughness value (Ra = 3.205 μm) acquired through the validation experiment. The flax and kenaf fibers are seen to be cleanly cut and flush with their surrounding epoxy matrix, and this suggests that the predominant mechanism for removing material was a shearing mechanism, rather than tearing. In fact, at higher magnification, the ends of the fibers are engaged very firmly in the matrix, without showing any interfacial gaps or cavities. This cohesive fiber-matrix bonding seems to mean that the cutting forces developed under the optimized conditions were lower than the bond strength of the interface, and thus, no fiber pull-out or debonding occurred. In addition, the steady cutting traces and the absence of tracked marks indicated the stable drilling conditions, and it was found that the moderate spindle speed had significant dynamic vibration-suppressing effects and could suppress or avoid the drill wander. 50 This stability directly contributes to improving the circularity and dimensional accuracy.
Failure mechanisms at rough cutting conditions
Figure 20(d), on the other hand, depicts the extremely damaged hole surface produced by the rough cutting conditions (Run 3: 1000 rpm, 0.6 mm/rev feed rate) for the conventional HSS drill. Ploughing, a tearing mechanism on surface morphology, results in severe damage to the surface. The excessive axial force imposed on the subjects by the high feed rate creates much interfacial debonding between the fibers and matrix throughout the subjects. Large voids and cavities are observed, which are directly linked to the fibers pulled out and the high delamination factor measured for this cutting regime. Furthermore, the fibers exhibit a high degree of fibrillation; the separate fibrils have a crushed, frayed, and plastically deformed (not crisp-cut) appearance. This behavior confirms edge degradation of the HSS tool, which was very fast and caused blunt cutting action and severe mechanical damage. The surface can also be seen to feature a lot of matrix smearing and debris build-up, indicating localized thermal softening of the epoxy resin. Poor evacuation of chips and frictional heating of the softened matrix redeposited along the hole wall cause issues, including poor surface finish and poor dimensional accuracy. The severe fiber fibrillation and matrix spalling observed in the HSS-drilled holes are direct consequences of rapid tool degradation. To confirm the abrasive role of the mineral filler, post-machining SEM-EDS was conducted on the drill bits (Figure 21). The HSS drill (Figure 21(a)) exhibited severe macro-scale edge rounding and flank blunting. Crucially, EDS point analysis on the worn HSS edge detected distinct localized concentrations of Magnesium (0.51 wt%) and Oxygen (8.61 wt%). This is definitive physical evidence of abrasive tool-filler interaction, which means that the harder particles (Mg(OH)2) of the composite physically embedded the softer matrix (steel) of the tools very minimally. This abrasive adhesion accelerated frictional wear, transforming the cutting kinematics from a clean shear to a blunt ploughing action, thereby driving the massive push-out delamination predicted by the quadratic RSM models. Comparative post-machining SEM-EDS analysis of the twist drills. (a) HSS tool exhibiting severe edge blunting and significant Mg/O elemental adhesion, confirming abrasive tool-filler interaction. (b) M35 tool showing a sharper cutting edge with no Mg detection. (c) M42 cobalt-alloyed tool displaying a highly intact cutting edge and zero Mg adhesion, physically validating its superior wear resistance.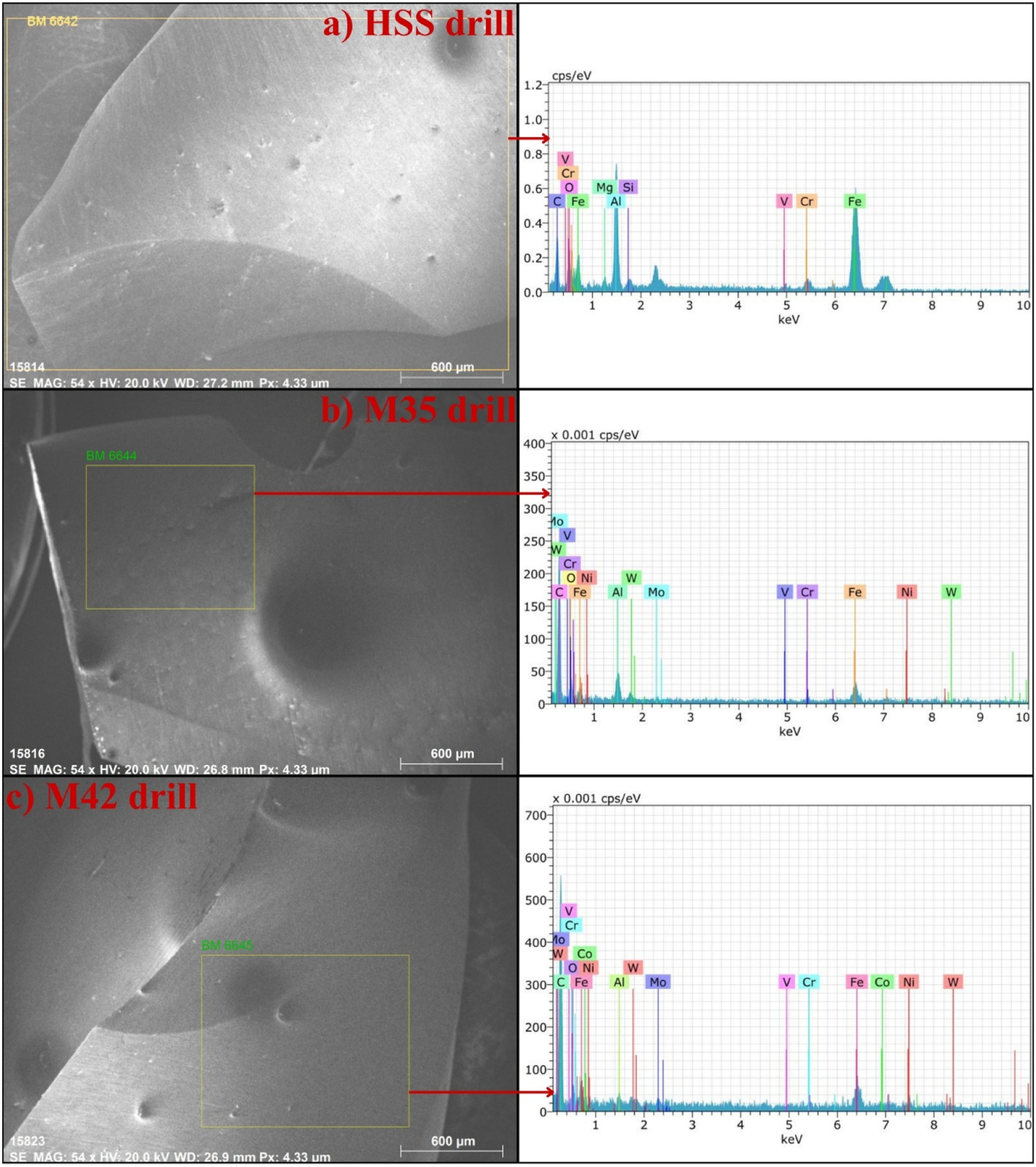
Correlation with mechanical integrity and model predictions
The relatively low delamination factors observed under optimized drilling conditions (DF ˜ 1.115) can be attributed to the rather strong interfacial bonding that is inherently present with the developed hybrid composite. A previous fractographic study of the same material system by Soundararjan et al. (2025) revealed cohesive matrix failure and low indication of fiber pullout under tensile loading, which has confirmed the strong fiber-matrix adhesion. 13 This strong interface is effective at withstanding the peeling and thrust-induced stresses developed during drilling and suppressing severe ply separation and delamination. Beyond the flame-retardant role of the Mg(OH)2 filler, this dual role is the incorporation of the Mg(OH)2 filler in the proscription of machinability. First, its homogeneous dispersion (Figure 20(a)) and dense hydrogen bonding with the polymer matrix enhanced the composite in terms of interlaminar shear strength. This directly resulted in opposing the severe delamination because the reinforced matrix can be more resistant to crack propagation from the thrust forces generated during drilling. Second, the abrasive nature of the filler dictates that the structural integrity of the hole is highly sensitive to the wear resistance of the tool material. As demonstrated in Figure 21(c), the M42 cobalt-alloyed drill maintained a pristine, sharp cutting edge. Unlike the HSS tool, the EDS spectrum for the M42 cutting edge detected 0.00 wt% Magnesium, indicating complete resistance to filler adhesion. The presence of Cobalt and Tungsten in the M42 microstructure provided superior hot hardness that successfully resisted the abrasive micro-ploughing of the Mg(OH)2 particles. Consequently, the M42 tool sustained a stable, shear-dominated cutting mechanism throughout the trials. These morphological observations physically validate the extremely high predictive accuracy of the Bayesian-regularized ANN model (R >0.999), confirming that the optimized hole-quality metrics achieved with the M42 tool are the result of fundamentally superior microstructural wear resistance rather than empirical coincidence. Minor traces of the elemental by-products of aluminum, as detected across the EDS spectra in Figure 21, are recognized as being non-native and are likely a result from SEM mounting stubs or machine-shop cross contamination and are not considered to be part of the hybrid composite.
Implications of the hybrid system on machinability
Compared to an optimization of the basic parameters, the results of this investigation offer a key linkage from theory to practice for the implementation of advanced hybrid biocomposites in industry. The addition of the Mg(OH)2 filler can strengthen mechanical integrity and flame resistance of the composite between laminates in theory. However, as demonstrated in the sections “Statistical Analysis and Modeling of Delamination Factor (DF)” and “Statistical Analysis and Modeling of Surface Roughness (SR)”, this microstructural design requires a fundamental change in the manufacturing process. The strong fiber-matrix bond inhibits ply-wise separation but is accompanied by strong non-linear and abrasive tool-wear mechanisms and significant viscoelastic thermal restrictions. As it relates to applied engineering and manufacturing, from a theoretical mechanics point of view, these have three important practical consequences. The physical validation of the superiority of the M42 tool (red-hardness and prevention of sticking of Mg(OH)2 filler) indicates that the high tool cost is compensated by the longer tool life. When bending large quantities of vehicle or aerospace components, the use of M42 for all automotive and aerospace high-speed steels can significantly reduce spindle downtime, minimize the need for tool changes, and eliminate catastrophic part rejection caused by unexpected sudden edge blunting. The global optimum requires this highly conservative feed rate (0.20 mm/rev) to ensure a high quality of the undesired holes; however, in an industrial setting, a compromise must be made between this and throughput. The mathematical models developed herein can give a quantifiable Pareto front to the manufacturing engineers. Based on the validated model, if a structure assembly has a higher dimensional tolerance (such as DF < 1.25), the engineers can safely increase the feed rate (such as to 0.35 mm/rev) for this structure, safely reduce the machining cycle time by more than 40%, and maintain the successful joint reliability. The very high predictive capability of the Bayesian-regularized ANN (with R >0.999 for non-linear quantities such as the circularity error) has an extremely relevant industrial application. This high-fidelity ANN architecture, instead of being just a laboratory model, can be very easily integrated into the Industrial Internet of Things (IIoT) platform as a digital twin. Real-time spindle speed and feed rate data will be input to the network, and manufacturers will have the ability to actively predict hole quality after the machining process to provide dynamic process control and predictive maintenance prior to structural damage, which is irreversible in the composite panel. Finally, this work reiterates the key tenet of sustainable engineering: advanced materials need to be co-optimized not only for the service that they are required to provide but also for their scalable manufacturability.
Conclusions
This study successfully performed a multi-objective optimization of the entire drilling process in a sustainable way for a Flax/Kenaf/Mg(OH)2 hybrid composite. Through integrated statistical modelling and machine learning, the following major conclusions are drawn: • Feed rate is the most dominating parameter that controls the quality of the hole, as it is a parameter that has the most influence on the delamination factor and surface roughness. Minimizing feed rate is very important to damage suppression. • Tool material has a significant impact on all the responses, and the M42 cobalt-alloyed drill was consistently shown to give the best results thanks to better wear resistance, hot hardness, and cutting stability. • Spindle speed has a secondary but distinct role; while it has little effect on delamination, it has a significant effect on circularity error and interacts with feed rate to have an effect on surface finish. A moderate speed (about 1300 rpm) proved to be optimal. • The predictive capability of the Bayesian regularized ANN model (3-10-3 architecture) in comparison to the quadratic RSM model was found to be better, especially regarding representation for non-linear dynamics of circularity error (R2 improved from 0.890 to >0.999). This validates ANN as a powerful tool for modelling complex composite machining processes. • The desirability function method obtained a robust and experimentally verified process window (1296 rpm, 0.20 mm/rev, M42 tool) that minimized delamination factor 1.115, surface roughness 3.205 µm, and circularity error 0.047 mm at the same time with a composite desirability of 0.986. • SEM/EDS analysis gave mechanistic validation, as the presence of optimized parameters promotes a clean shear-dominated material removal and good fiber matrix adhesion, whereas the aggressive conditions cause tearing, pull-out, and thermal damage.
The consequences of this work are twofold. Firstly, it shows that the machinability of advanced hybrid biocomposites cannot be extrapolated from single-fiber systems or unfilled systems; with the introduction of functional mineral fillers such as Mg(OH)2 the damage mechanism changes fundamentally, and material-specific optimization is required. Second, the integrated RSM alternatives based on the ANN framework create a replicable methodological blueprint for the machining optimization of other complex, heterogeneous material systems in which the process response is highly non-linear. This shifts the field away from empirical trial-and -error and towards a predictive and science-based approach to manufacturing.
Ultimately, this study proposes a validated, dual modeling framework for successfully predicting and reducing drilling-induced defects in mineral-filled natural fiber composites that is an important pathway for their successful integration into high-performance, sustainable engineering applications. In addition to the explicit parameter optimization, this research also provides many practical applications that are applicable to manufacturing engineers. By successfully validating that this M42 cobalt-alloyed tool does not suffer abrasive Mg(OH)2 filler adhesion even in the most extreme conditions, it opens the door for reduced total cost of ownership (TCO) when used in high-volume production thanks to longer tool life and less spindle downtime. In addition, the highest value of R, 0.999 (ANN with R), demonstrates that the algorithm is very suitable to be integrated in Industry 4.0. The ANN can not only be used as an offline statistical tool but can also be applied as a digital twin in automated assembly lines to predict the quality of the holes and instruct maintenance according to the prediction in real-time. Based on the results of this study in terms of phenomena, there are several future research directions that can be used to make this study more in-depth. First, because high spindle velocities resulted in viscoelastic thermal smearing of the epoxy matrix, future research should focus on advanced and sustainable cooling systems. The study of Minimum Quantity Lubrication (MQL), cryogenic cooling, or vortex-tube cold air machining could be crucial to try to reduce thermal damage without inducing too much moisture, which might worsen the hydrophilic natural fibers. Second, in this study, optimization of the drilled hole’s macro-geometric and surface properties was achieved, while the mechanical performance of the drilled hole after drilling still needs studying. The next critical step for certifying and using mineral-filled hybrid biocomposites for critical structural applications is to evaluate their tension-tension fatigue life and to measure their bearing strength under these optimized drilling parameters. Third, to further advance the theoretical understanding of these materials, future investigations should focus on developing multi-scale Finite Element (FE) computational models, coupled with in-situ piezoelectric dynamometer thrust force measurements, to physically simulate and map the real-time cutting forces to the Mode I interlaminar fracture mechanisms statistically validated in this current work.
Footnotes
Ethical considerations
The content studied in this article belongs to the field of metal processing, does not involve humans and animals. This article strictly follows the accepted principles of ethical and professional conduct.
Consent to participate
All the authors consent to participate this work.
Consent for publication
All the authors in this work have consented to publish this manuscript.
Authorship contributions
KR. Kalphana: Conceptualization, Resources, Formal analysis, Software, Methodology, Data curation, and Writing—original draft.
Pradeep Kumar K: Conceptualization, Data curation, Methodology, Resources, Writing – original draft; Writing – Review & editing.
Seenivasan S: Data curation, Methodology, Resources, Software, Project administration, Writing—Review, and Editing.
Saiyathibrahim A: Conceptualization, Project administration, Validation, Investigation, Methodology, Resources, Visualization, and Writing—Review, and Editing.
Further, all authors read and approved the final manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
All necessary data are shown in the figures and tables within the document.