
Abstract
Refinery waste management is a critical procedure for mitigating the environmental impact of petroleum refining operations and is integral to supporting sustainable industrial practices, necessitating the effective treatment, recycling, and safe disposal of waste streams. This work addresses this challenge through the high-value valorization of a spent fluid catalytic cracking (FCC) catalyst by incorporating it into an epoxy matrix to produce a novel composite material. Composites were fabricated with spent catalyst loadings of 5, 10, 15, and 20 weight percent (wt.%), and their mechanical and tribological properties, specifically toughness, friction, and wear resistance, were systematically investigated. The results demonstrate the successful transformation of spent FCC catalyst, a problematic industrial waste, into a functional, high-performance engineering material, establishing a viable pathway for the circular economy. Specifically, the impact strength (toughness) was dramatically improved, reaching a 120% increase at the optimal filler concentration of 5 wt.%, which identifies this concentration as critical for maximizing the composite’s toughness. Furthermore, the spent Catalyst proved highly effective as a tribological modifier, substantially reducing the wear rate of the epoxy matrix by 31% to 71.6% across the tested range of filler loadings. Although the epoxy hardness was only marginally affected, showing a maximum increase of 4% at 20 wt.%, the overall property enhancement confirms the spent Catalyst’s efficacy as a reinforcing filler, providing a sustainable waste management strategy coupled with the development of advanced materials with superior performance.
Introduction
Epoxy resins have become indispensable in modern industries, finding applications in automobiles, aircraft, interior decoration, household appliances, biotechnology, and industrial equipment. Consequently, enhancing the performance of epoxy resins, particularly their mechanical strength, adhesion, and wear resistance, has become a major area of research.1,2,3 Epoxy composite represents a sufficient method to improve epoxy resin properties.4,5 Epoxy composite consists of epoxy resin (matrix) plus reinforcement/filler (fibers, powders, industrial waste, nanoparticles).6,7 While the reinforcement improves strength, stiffness, or particular characteristics, the epoxy offers bonding and chemical resistance. 8
Many factory by-products include accumulated waste materials that can contaminate the environment, like the spent Catalyst of the fluid catalytic cracking process in oil refinery factories.9,10,11 Among the various catalysts used in petroleum refining, the fluid catalytic cracking (FCC) catalyst plays a vital role in converting crude oil into gasoline and other light fuel products within FCC units of petrochemical industries. The global production of FCC catalysts reaches approximately 840,000 tons annually.12,13 These catalysts primarily consist of a clay matrix, a binder, and zeolite. However, during operation, heavy metals and coke accumulate on the catalyst surface, leading to pore blockage and active site coverage, which gradually deactivates the catalyst. 14 Once its catalytic declines, the used Catalyst discharged from unit. The spent fluid catalytic cracking (FCC) catalyst has been classified as hazardous waste (HW50) according to the Chinese National Directory of hazardous waste, due to its high concentrations of heavy metals, particularly vanadium (V) and nickel (Ni). 15 Currently, landfilling is the main disposal method for spent FCC catalysts. However, this practice faces growing challenges, especially the economic burden associated with land use rights and the environmental risks arising from leachate infiltration into the soil. 16 Refinery waste management is an essential procedure in order to reduce the negative effects of waste from petroleum refining on the environment. In order to support sustainable industrial operations, it includes the treatment, recycling, and safe disposal of both hazardous and non-hazardous waste.17–19 As an alternative, extensive research has been conducted to recycle and reuse spent FCC catalysts as substitutes for raw materials in the production of construction and industrial materials at the laboratory scale. Reported applications include the manufacture of cement mortar, 20 a concrete, 21 ceramics, 22 a geopolymer, 23 a zeolite, 24 an asphalt, 14 and a brick. 25 The novelty and significance of this study lies in managing industrial waste discharged from the oil refinery in Karbala, Iraq, and demonstrating the possibility of using it as a multifunctional reinforcing filler for epoxy without any additional treatment of this waste, but rather by incorporating it into the epoxy as received, and demonstrating the effect of its addition on the properties of the epoxy. Most of the known recycling pathways for wasted FCC catalyst concentrate on its use as an aluminosilicate precursor for bulk structural products in cementitious systems, ceramics, or geopolymers.
The Catalyst’s potential to actively modify the interfacial, surface, and functional characteristics of the polymer matrix is not examined in these investigations, which instead focus on waste immobilization and the enhancement of compressive strength.
On the other hand, the current research focused on demonstrating the importance of the inherent properties of spent FCC catalyst, including its high specific surface area, porous microstructure, and high hardness, which promote an effective interfacial bond with the epoxy matrix. Consequently, the composite shows better hardness impact strength and wear resistance, together with a controlled rise in coefficient of friction.
This study investigates the feasibility of utilizing spent fluid catalytic cracking (FCC) catalyst as a filler material in the development of epoxy-based composites. Utilizing the refinery waste as a reinforcement phase in epoxy composites contributes to converting the refinery waste into a sustainable solution for the management of spent catalyst. Based on the resulting properties of epoxy–FCC catalyst composite material, it is suitable for suggested potential applications such as industrial flooring and protective coatings because these applications require long-term durability and large-scale testing.
Experimental
Materials
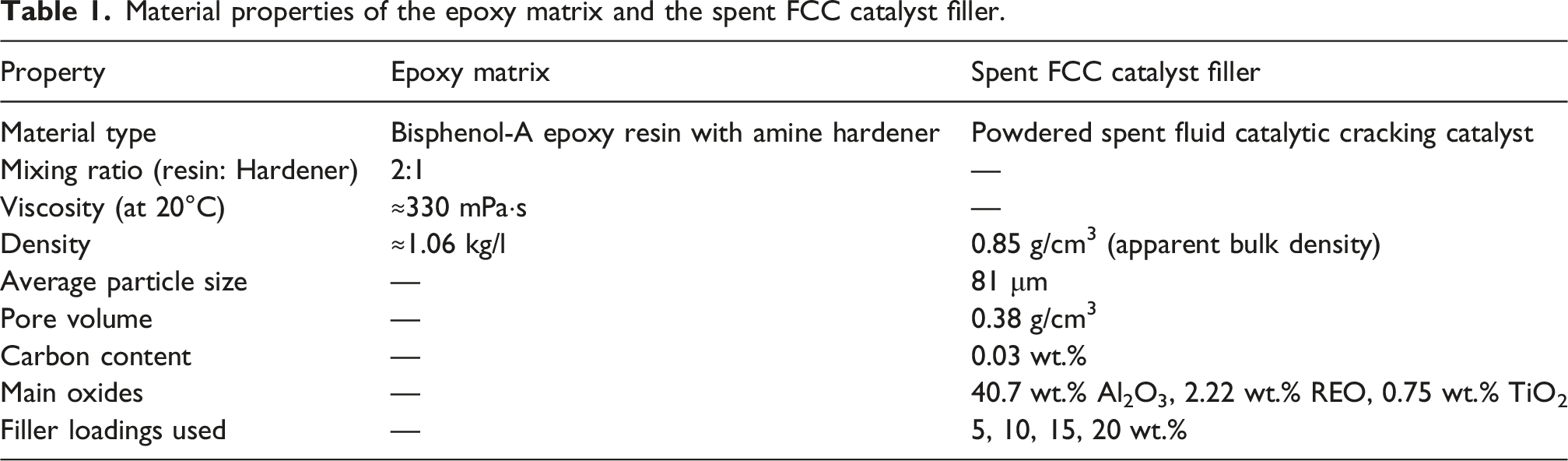
Material properties of the epoxy matrix and the spent FCC catalyst filler.
Epoxy/refinery waste composites synthesizing
Epoxy resin was poured into a suitable container, and the filler (powdered spent Catalyst) was added to the pre-calculated weight. The mixture was thoroughly mixed by a mechanical mixer at 1000 rpm mixing speed under ambient temperature for 60 min, then it was degassed until no bubbles appeared. Finally, the hardener was added to the mixture with mixing at 250 rpm for 5 min. The degassing process was performed on the final mixture at 1 bar for 20 min, then the mixture was poured into pre-prepared silicon molds and left to cure at ambient temperature for 7 days.
Characterization
An FTIR IR Affinity-1 instrument (Japan) was employed to investigate the functional groups, molecular structure, and interfacial interactions between the epoxy matrix and spent fluid catalytic cracking (FCC) catalyst at various loading percentages: 0, 5, 10, 15, and 20 wt.%. The characterization of the composites by Fourier transformation infrared technique (FTIR). A scanning electron microscope (SEM) was employed for inspecting the fracture surface of impact test specimens.
Shore D durometer device (TIME 5431 model, China) was used to test the hardness of composite specimens according to the ASTM (D2240) standards. Shore D hardness measurements were taken on at least three separate specimens at three different places for each composite formulation; the given values are the average of the measured data.
To assess composite wear during sliding, a pin-on-disk device (MT4003, version 10, U.S.A.) was employed according to the ASTM G99-17, under a 5N load, a 250 rpm speed of rotation, with a 250 m sliding distance under a stationary steel pin (6 mm diameter, 3.2 surface roughness, and HRC 56 hardness). equation (1) was used to calculate wear rate.

For testing the impact strength of the composites, the German machine (WP 400 model) was employed based on ISO 179 for the Charpy test method. The impact strength (acU) was calculated by equation (3).
The scratch method is used to assess the materials’ hardness and describe the mechanical properties of the surfaces.
26
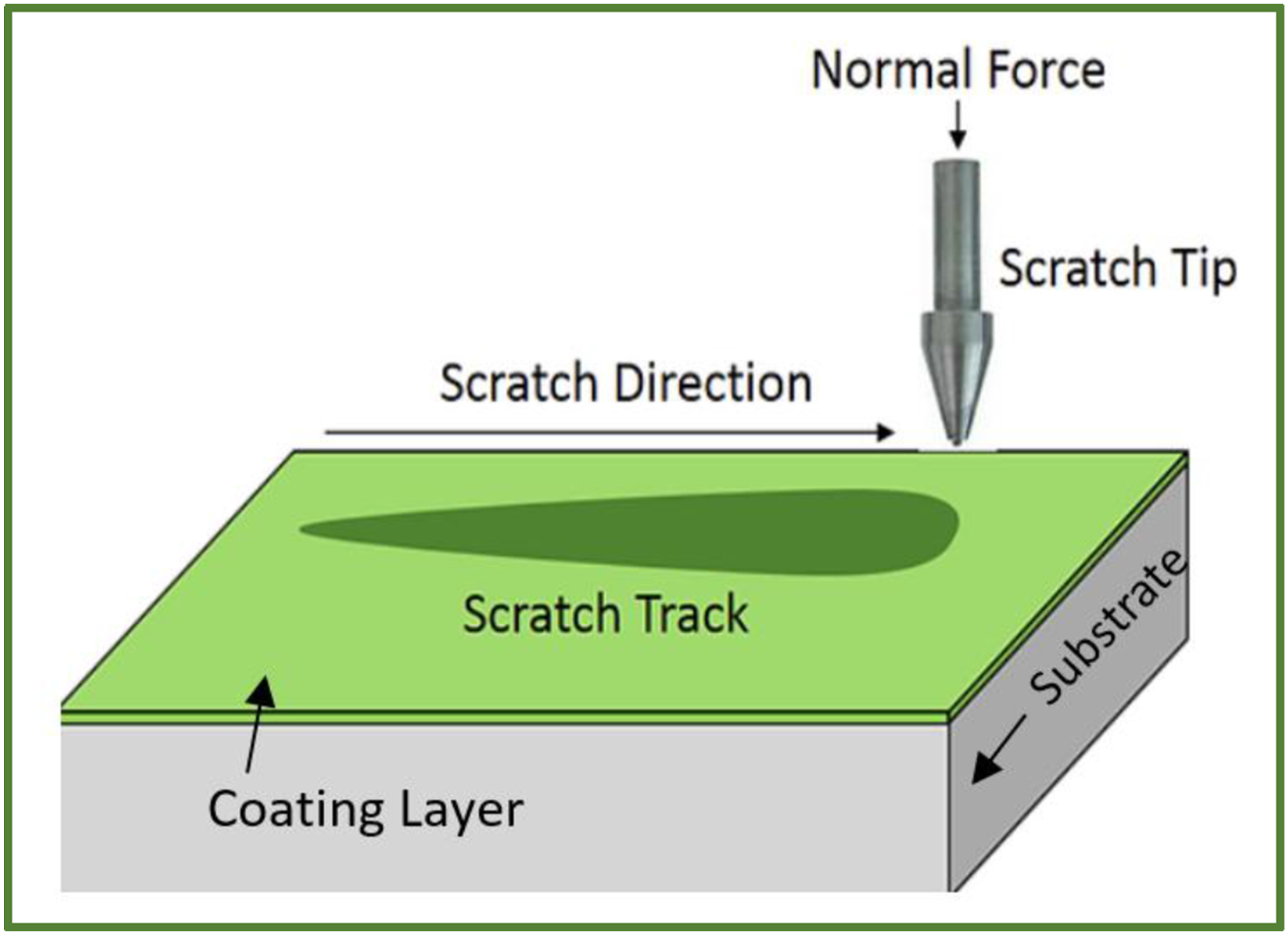
“Automatic Scratch Tester, Model Number: DZ-113” was used to perform the test. A 1 mm-diameter standard stainless steel spherical scratching tip was used to move across the sample surface at a constant scratch length (20 mm), speed (2.5 mm/s), and typical load of 4 N (as illustrated in Figure 1). After scratching, the surface of the sample was inspected under a microscope to determine the scratch hardness by measuring the “crack width”. A diagram depicting the scratch test on a coated specimen.
27
The scratch hardness could be calculated using equation (4):
For each composition, wear tests were also performed at least three times under the same test conditions, and the reported wear rate values were compared to the mean values. Three samples were also subjected to scratch tests, and average values were derived from repeated measurements. Consequently, all data were recalculated to include standard deviations.
Results and discussion
FTIR results
The spectra of FTIR were recorded in the wavenumber range of 400–4000 cm-1, and the results are shown in Figure 2. Table 2 summarizes the band assignments and their corresponding functional groups. For neat epoxy (0% filler), the hydroxyl groups (O–H) stretching vibration, which are produced during the ring-opening polymerization of epoxide groups with the amine hardener, is responsible for the wide band at 3200–3500 cm-1 wavenumber range. The existence of this band attests to the complete curing of epoxy resin. The asymmetric and symmetric C–H stretching vibrations of the methyl (–CH3) and methylene (–CH2–) groups in the epoxy backbone are represented by the bands at 2962 cm-1 and 2872 cm-1, respectively. The bands at 1608 cm-1 and 1509 cm-1 are assigned to the C = C stretching vibrations of the benzene rings. The significant bands at 1245 cm-1 and 1036 cm-1, which correspond to the asymmetric and symmetric C–O–C stretching vibrations, respectively, were used to identify the ether linkages in the main backbone of the epoxy network. The C–O stretching of the aromatic ether bond between the bisphenol A units is responsible for the band at 1180 cm-128. The FTIR spectroscopic analysis of epoxy/spent catalyst composites. A comparison with other epoxy composites reinforced by industrial wastes.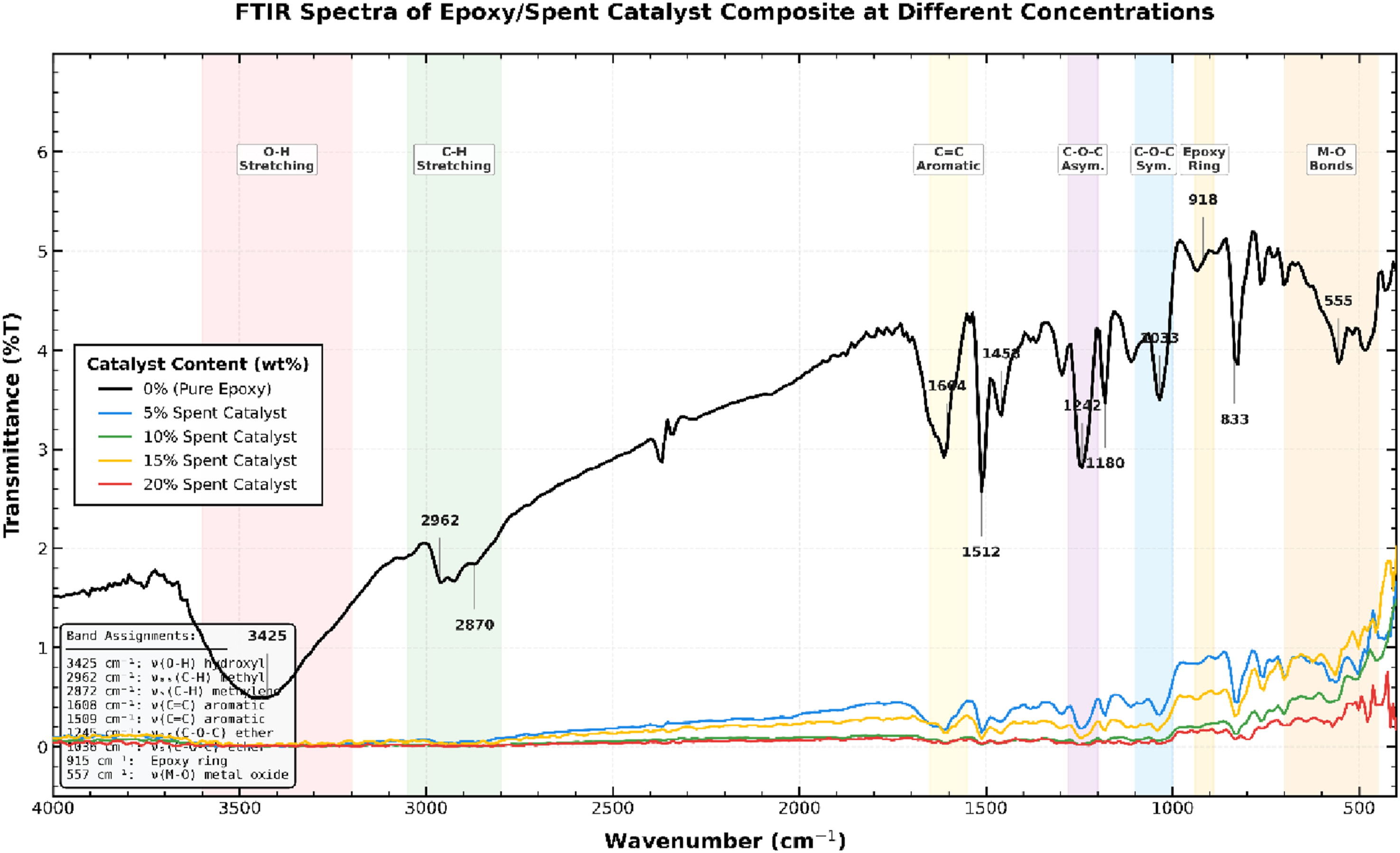
A number of related phenomena can be responsible for the observed decrease in transmittance: (a) increased infrared absorption because the spent Catalyst contains metal oxide bonds (M–O); (b) light scattering effects because the catalyst particles are scattered throughout the polymer matrix; (c) reflection losses at the epoxy-catalyst interfaces; and (iv) the formation of new chemical bonds as a result of interfacial reactions between the matrix and filler phases. The low-wavenumber area between 400 and 700 cm-1, which corresponds to the distinctive vibrational modes of metal-oxygen (M–O) bonds, showed the most noticeable spectrum changes. Alumina (Al2O3), silica (SiO2), and a variety of transition metal oxides, such as iron oxide (Fe2O3), nickel oxide (NiO), and vanadium pentoxide (V2O3), which build up during the petroleum refining process, make the components of the wasted FCC catalyst used in this work. 29
The effective incorporation of the inorganic filler into the organic polymer matrix is confirmed by the increased intensity of absorption bands in this spectral region with increasing catalyst loading. In particular, the absorption bands at 450–550 cm-1 are attributed to Al–O stretching vibrations that are typical of γ-alumina, the main support material of FCC catalysts. The bands visible at 550–600 cm-1 belong to Si–O–Al bending modes associated with the zeolite structures present in the Catalyst, while the absorption characteristics at 600–700 cm-1 are related to Fe–O stretching and other transition metal oxide vibrations.30,31 Additionally, the slight shifts in peak positions point to the possibility of chemical interactions between the organic matrix and the metal oxide surfaces.
Effects of adding the refinery waste material on the mechanical properties
Impact properties of the epoxy composite
Impact strength represents the energy absorbed per cross section area, in another meaning it means toughness. As well known, epoxy suffers from brittleness, which limits its engineering applications in various fields; therefore, this defect must be addressed. This research investigated the effect of adding the refinery waste material on the impact resistance property. Figure 3 shows that the durability of the epoxy improved by an excellent percentage, reaching 120%, when compared to pure epoxy with the addition of the filler at a ratio of 5 wt.%, whereas the improvement reaches 80% and 60% for composites with 10, 15, and 20 wt.%, respectively. The relationship between the impact strength of epoxy and the filler content.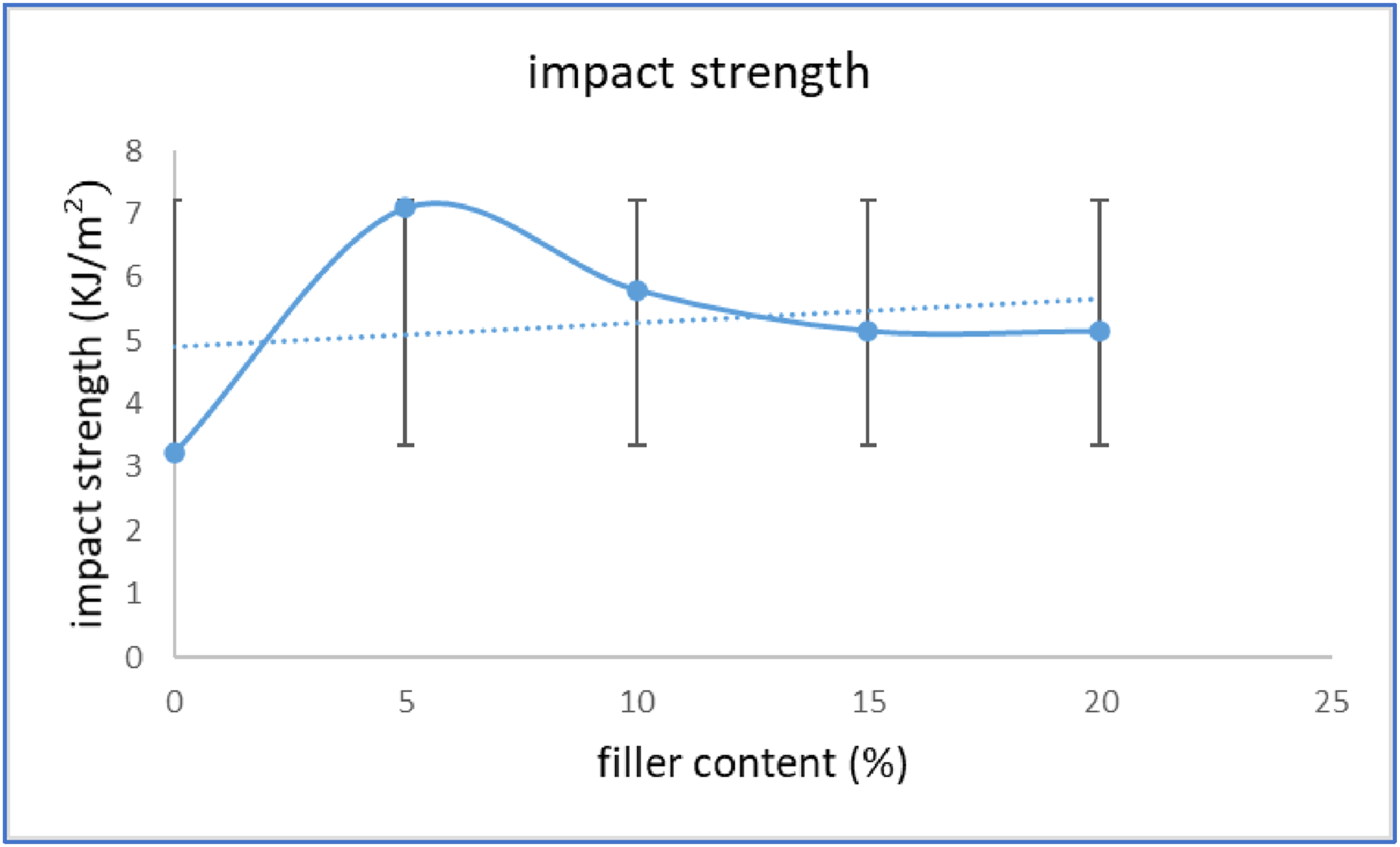
Figure 4 shows the effect of adding fillers in different weight percentages on the hardness of the epoxy. It is observed that the hardness is slightly affected, reaching a maximum increase of 4% when the filler was added in an increasing ratio up to 20 wt.%. The good dispersion, the high surface area, and porous nature of the FCC spend Catalyst contribute to achieve a homogeneous structure composite which achieves good interfacial adhesion between the filler and epoxy matrix so enhancing the mechanical properties of these composites. The solid particles of the added filler act as pins that hindered the growth of the micro-cracks. Additionally, the direction of the growth path changes thus decreasing the rate of crack growth, which in turn enhances the material’s resistance. It is also known that the solid filler material particles bear part of the load applied to the composite material and thus enhance the material’s resistance to external loads such as penetration loads.
32
On the other hand, at higher filler contents (10, 15 and 20 wt.%) the filler particles tend to agglomerate because of their high surface area and the interaction of particle-to-particle; these agglomerates lead to the creation of sites of stress concentration, which represent weak sites within the structure, from it the cracks initiate to grow.33,34 The relationship between epoxy hardness and filler content.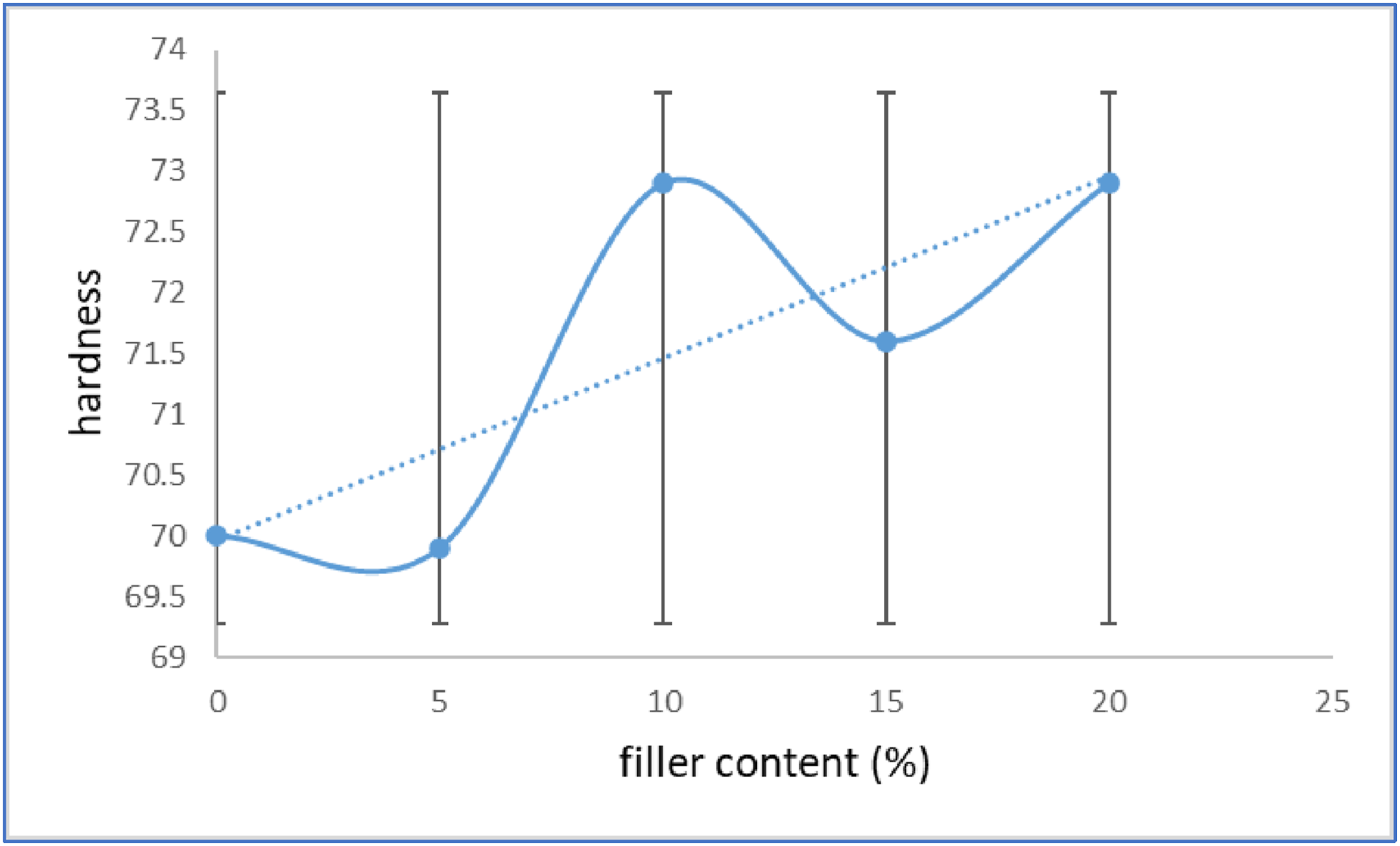
Figure 5 displays the SEM micro-images of the fracture surface of impact test specimens. A clear and plain smooth fracture surface is observed for neat epoxy, which reflects the brittle nature of epoxy. Furthermore, a rough fracture surface of the composite specimens is observed. As mentioned above, the particles dispersed throughout the epoxy matrix obstruct the cracks’ pathways so resulting in a rough surface. In epoxy composites, pull-out, well-bonded, and partially-bonded particles are examples of a mix failure mechanism. The SEM Images of the Fracture Surface of the Impact Test Specimens; (a) Pure Epoxy, (b) 5 wt.% Composite, and (c) 20 wt.% composite.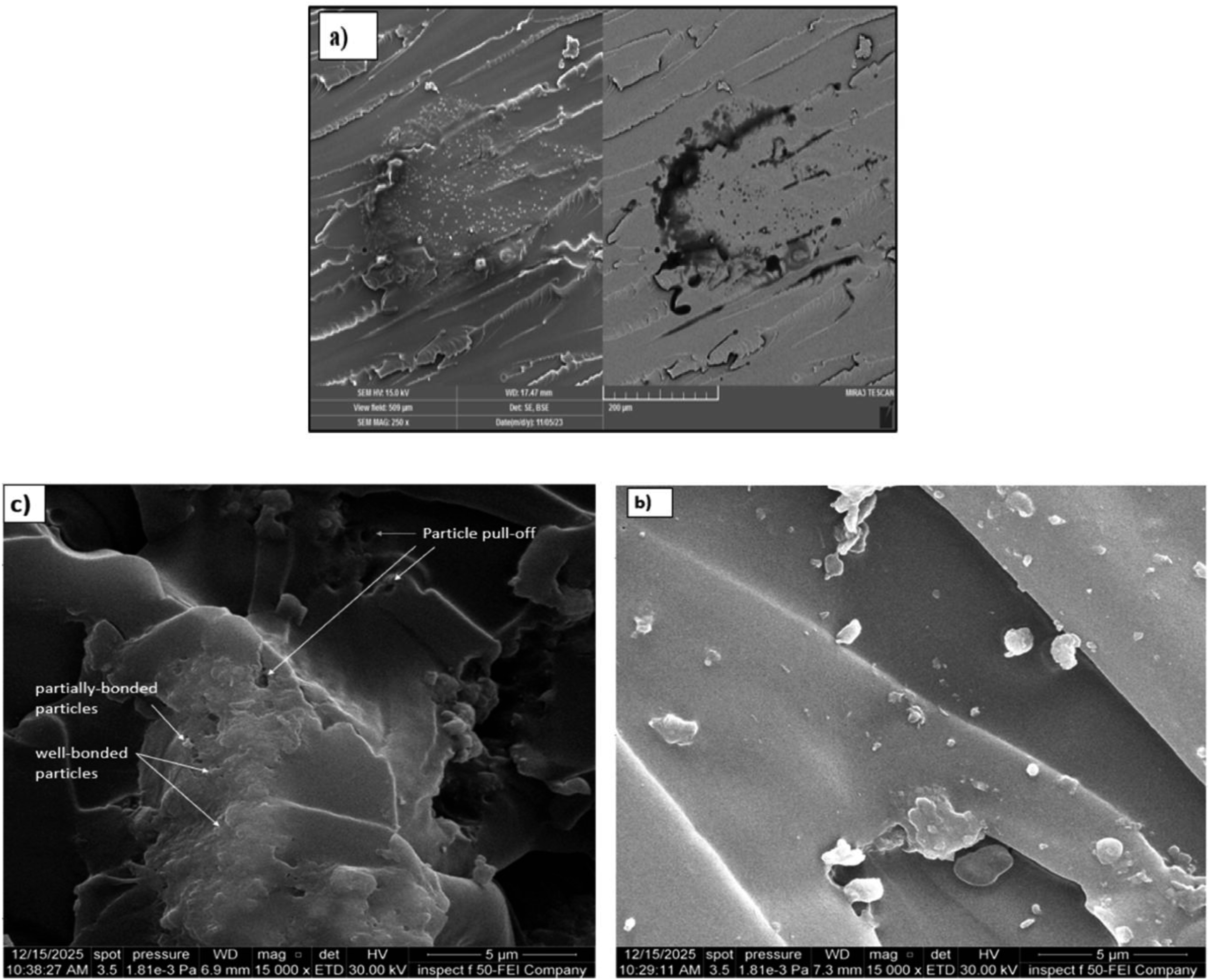
Pin-on-disc test principles examined the tribological behavior of epoxy/refinery waste composite. Depending on the results shown in Figure 6, the rate of wear of epoxy was greatly reduced by approximately 31-71.6% by adding refinery waste into the epoxy matrix. Furthermore, epoxy composite containing 5% and 10 wt.% of refinery wastes satisfy the best improvement of the wear resistance by 71.6%. On the other hand, the friction coefficient of the composites increased. The hardness increased when different amounts of wasted FCC catalyst particles were added to the epoxy resin. The two main wear damage mechanisms for epoxy, according to reports, are fatigue and delamination.35,36 (a) wear rate, (b) coefficient of friction of epoxy composites as a function of the content of refinery waste particles.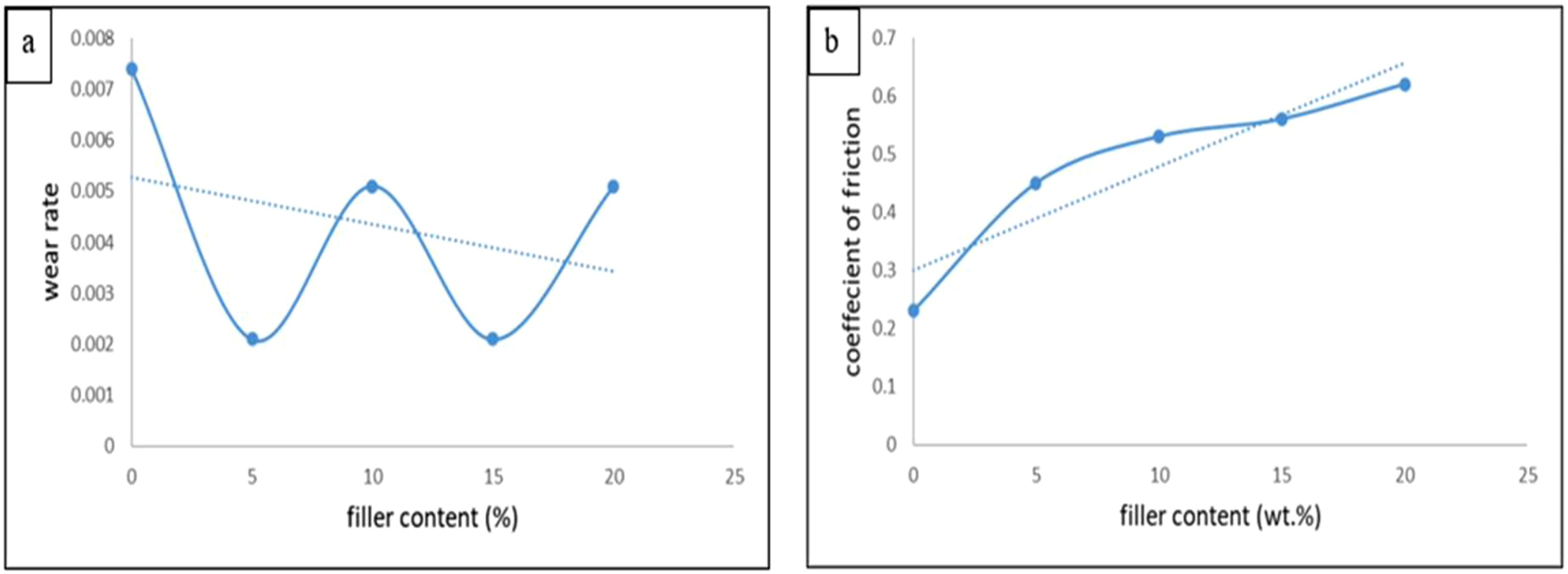
Wear debris in the form of flake-like pieces eventually rose to the surface as a result of the shear distortion of the softer surface brought on by the traction of the harder asperities, which led to the nucleation and coalescence of cracks at the subsurface. However, the wear mode in the presence of microparticles was dictated by the interfacial adhesion between the fillers and matrix, which governed the extent to which the applied stress could be transferred between the filler and matrix itself. Good particle dispersion in the epoxy matrix improves the composite material’s strength and ensures structural homogeneity. The wear track debris in composites is made up of epoxy fragments and particles that are electrostatically bonded to the metallic counter face, forming a continuous thin coating that lowers the coefficient of friction by acting as a lubricant.37,38
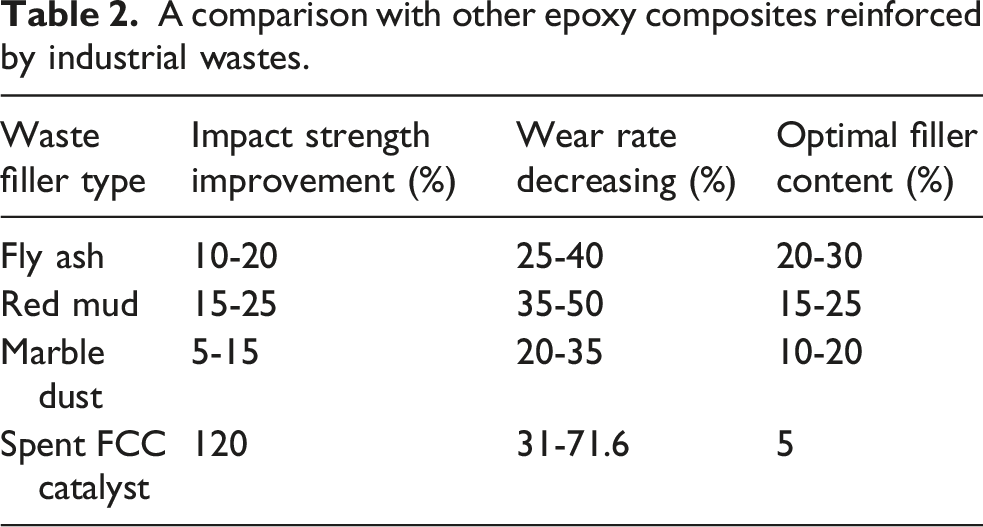
Epoxy/refinery waste composites exhibit a drop-in wear rate despite an increase in coefficient of friction due to the wasted FCC catalyst particles increasing the material’s resistance to material removal, more than they lower surface friction. During sliding, the hard, ceramic-like spent catalyst particles serve as reinforcing fillers, raising surface hardness, enhancing load-bearing capacity, and creating a more stable transfer layer.39,40 Consequently, even though the rougher, particle-filled surface results in a greater friction coefficient, the composite becomes harder to wear away. Therefore, a change towards a stronger, more durable, and more abrasion-resistant composite, where frictional interaction increases but real material loss decreases. The decrease in wear rate is primarily due to the increased hardness and load-bearing capacity provided by the hard ceramic FCC particles, which reduces plastic deformation and micro-cutting during sliding contact. However, the increase in the Coefficient of Friction (COF) can be explained by the change in the contact interface. As the softer epoxy matrix wears away, the harder, and possibly rougher, ceramic particles become exposed at the surface. This creates an abrasive counter-face that increases mechanical interlocking and ploughing components of friction, thus raising the COF even as the wear rate is reduced. Compared to epoxy composites enhanced with various industrial waste fillers, the improvements observed in this study, specifically a 120% increase in durability and a 71.6% decrease in wear rate compared to neat epoxy are of considerable quantitative significance, as shown in Table 2 41–43. This comparison indicates that epoxy/refinery waste composites show competitive to superior performance.
Scratch hardness properties
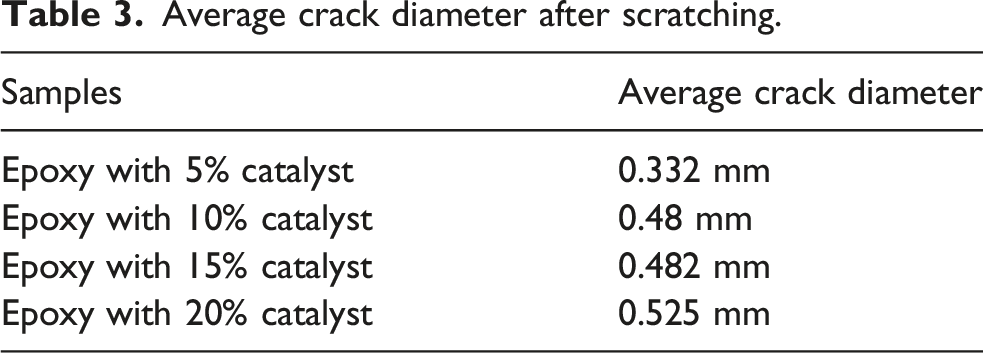
Average crack diameter after scratching.
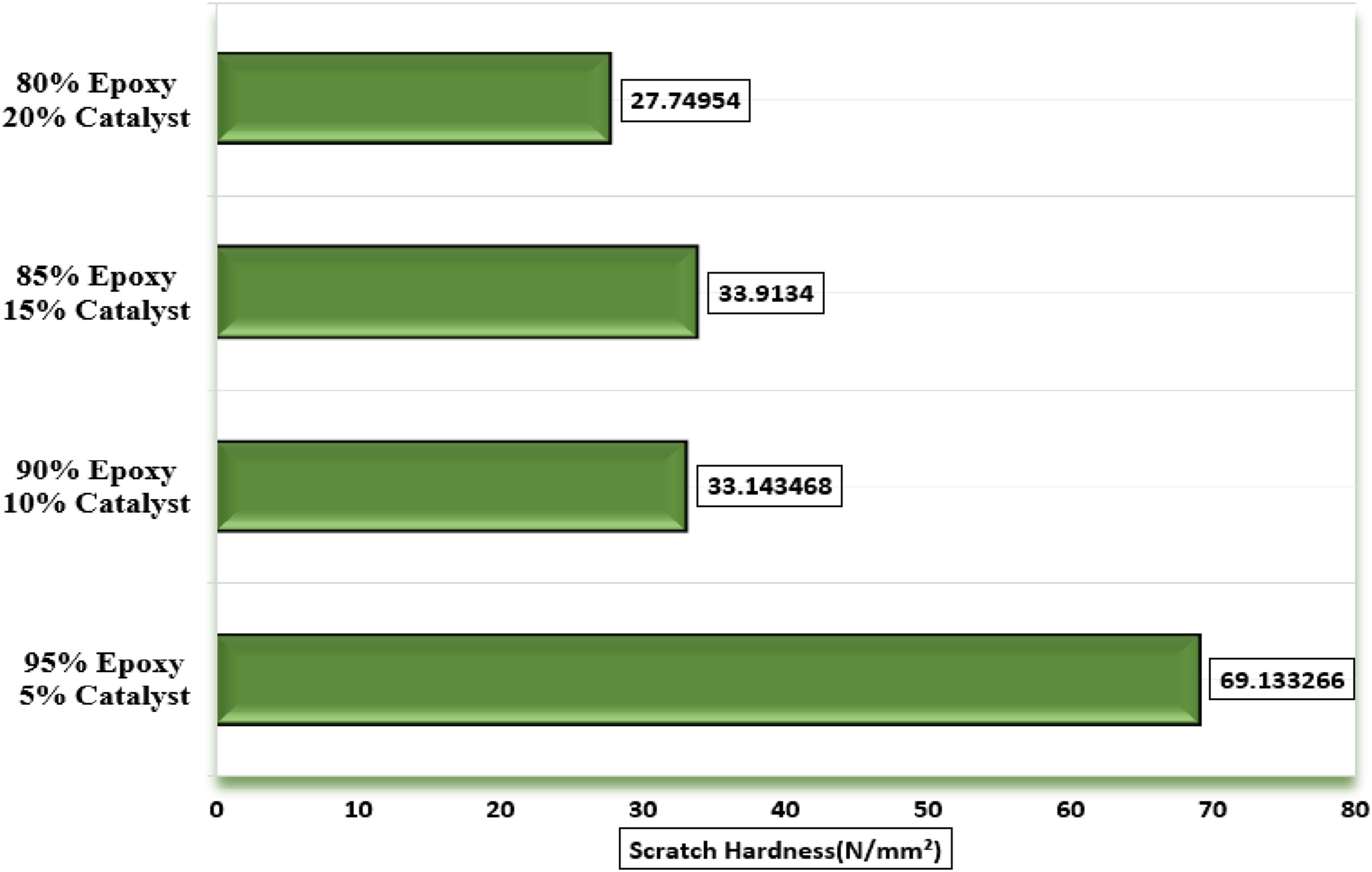
Scratch hardness results.
In this test, composite samples containing 5%, 10%, 15%, and 20% refinery waste with epoxy-base were scratched and evaluated. The scratch hardness test results demonstrate gradual decrease in the hardness with the increase of refinery waste addition, which means that the sample with the lowest adding percent from the Catalyst (5%) is the best scratch hardness (69.133 MPa). The improvement in toughness at 5 wt.% Loading of spent FCC catalyst is due to the optimum dispersion of the particles and balanced cross-linking density. The filler content is low enough such that the catalyst particles are uniformly distributed in the epoxy matrix, which results in energy dissipating mechanisms like crack deflection and limited plastic void growth. The reduction in cross-linking density, which is also moderate in this case, increases the ductility of the epoxy without sacrificing structural integrity. However, when filler loadings are increased (10-20 wt.%), particle agglomeration results in micron-sized clusters of particles which serve as stress concentrators. Add the locally inhomogeneous cross-linking and the increased interfacial defects (voids and debonding), and the transitions become from energy dissipation to flaw-dominated brittle failure.
Thus, although Shore D hardness (compression resistance) increases with higher filler content due to restricted polymer chain mobility, scratch hardness (resistance to dynamic shear deformation) decreases because agglomerates provide preferential paths for crack initiation and propagation. Therefore, 5 wt.% represents the percolation threshold for optimal toughening, beyond which performance deteriorates despite increased compressive stiffness.
These results indicate that the large increase of the spent catalyst addition percentage negatively affected the microstructure of the epoxy, and this helps to determine the ideal ratio for addition instead of a random increase. It is worth noting that pure epoxy has high cross-linking, and the additions cause a decrease in cross-linking density.26,45
It is also explained that the curing method should be enhanced; a high increase in the spent catalyst content can change the curing mechanism, which produces a more ductile composite polymer and less brittleness, as seen in Figure 8, by analyzing the microscope images of the scratched samples. However, there is a difference in hardness tests; shore A measures indentation resistance, while scratch hardness measures resistance to shear deformation during scratching. This means a material might be harder vertically but weaker sheerly, and this explains the difference in results. Microscopic Images Clarify the Crack Width for (a) 95% Epoxy with 5% Catalyst, (b) 90% Epoxy with 10% Catalyst, (c) 85% Epoxy with 15% Catalyst, (d) 80% Epoxy with 20% Catalyst.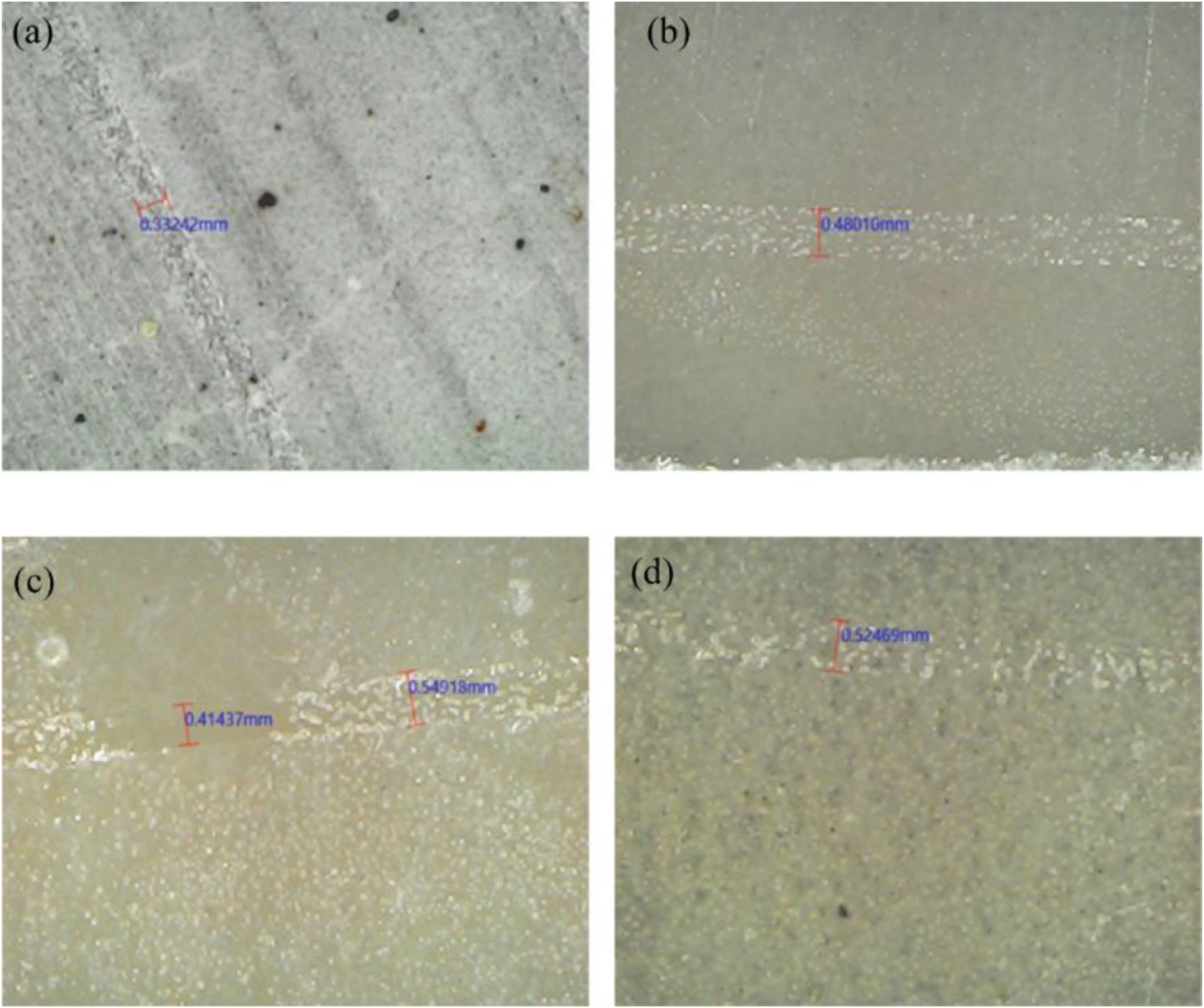
Despite the decrease in scratch hardness, the results indicate polymeric structural modification, which is purposeful for some applications that need more ductility and high energy absorption.27,46
Conclusion
Karbala refinery daily drains 1.5 tons of spent FCC catalyst. Landfilling is currently the primary method of disposing of wasted FCC catalysts (the refinery waste); however, a number of variables will limit this technique in the future, including the economic costs involved by a land use right, as well as the effects on the ecosystem following the penetration of landfill leachate into the soil. The findings of this study show that the incorporation of refinery wastes (the spent catalyst) into epoxy resin significantly enhances the toughness and surface mechanical properties of epoxy. Finally, utilizing the refinery waste as a reinforcement phase in epoxy composites contributes converting the refinery waste into sustainable solution for the management of spend catalyst.
Footnotes
Acknowledgment
The researchers extend their sincere thanks to the Deanship of the College of Materials Engineering at the University of Babylon/Iraq, for providing the opportunity to complete the requirements of scientific research in the college laboratories.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.