
Abstract
This study systematically investigated the synergistic effect of silane-modified cattail fiber and nickel oxide (NiO) nanoparticles on the multifunctional performance of vinyl ester biocomposites. The novelty of this work lies in simultaneously optimizing fatigue resistance, creep behavior, moisture resistance, flammability, and machinability within a single hybrid composite system. Composites containing a fixed 30 vol.% cattail fiber and varying NiO loadings (0, 1, 3, and 5 vol.%) were fabricated, with neat vinyl ester used as the reference. Results showed substantial enhancement in fatigue performance through hierarchical reinforcement mechanisms. The optimum fatigue specimen (B4: 30 vol.% fiber +3 vol.% NiO) achieved 24,711, 21,711, and 18,741 cycles at 25%, 50%, and 75% UTS, respectively, representing nearly sevenfold improvement over neat resin. In contrast, the highest nanoparticle loading (B5: 5 vol.% NiO) exhibited superior creep and environmental resistance, with creep strains reduced by nearly 50% compared to the baseline. Water absorption decreased to 1.32%, while flammability resistance improved with a lower flame propagation rate of 6.14 mm/min due to the barrier and char-forming effects of NiO nanoparticles. Drilling analysis further revealed reduced dimensional deviation and minimal delamination in B5, confirming enhanced machinability. Morphological studies indicated a transition from brittle fracture and fiber pull-out to compact, defect-resistant structures after nanoparticle incorporation. CCD-RSM optimization identified approximately 4 vol.% NiO as the optimal composition for balanced multifunctional performance.
Introduction
As greener technology and sustainable material innovations become central strategies in modern engineering, polymers and their biodegradable composites are increasingly being adopted in the design of advance structural and functional systems. These materials not only reduce environmental impact but also offer mechanical reliability and thermal stability, making them suitable for diverse applications. 1 To further expand their use in load bearing and high end application natural fiber reinforcement has become a preferred approach. Moreover, natural fiber being derived from renewable resources, are characterized by their low density, biodegradability, and high strength-to-weight ratio. In the present work, cattail fiber (Typhalatifolia, family: Typhaceae) was employed as a reinforcement in vinyl ester composites. This fiber typically consists of approximately 60–65% cellulose, 18–22% hemicellulose, and 12–15% lignin, with cellulose acting as the primary constituent responsible for stiffness, tensile strength, and improved interfacial bonding with polymer matrices. Owing to these characteristics, cattail fiber is considered a promising reinforcement for the development of sustainable composites with desirable mechanical properties. Scholars also showed lot of interest to the natural fiber reinforced composite. For example, Kailasanathan et al. 2 demonstrated the Sansevieriaroxburghiana leaf fibers reinforced composite and showed the tensile strength of 21.1 MPa, flexural strength of 65.6 MPa, and impact strength of 18.7 kJ/m2 with the inclusion of 30 wt. %. Similarly, Dattatreya et al. 3 investigated the Coir fiber and Neem wood powder filler reinforced composite and resulted the tensile strength of 9.178 MPa and flexural strength of 9.6 MPa. Likewise, Nagabhooshanam et al. 4 evaluated the caster bean stem fiber and lychee fruit husk derived carbon quantum dots particles reinforced composite and determined the tensile strength 152 MPa, flexural strength of 202 MPa, and impact energy of 5.66 J.
Nonetheless, natural fiber–reinforced composites often encounter limitations such as weak interfacial adhesion with hydrophobic polymer matrices and reduced durability under cyclic or thermal loading. To address these issues, filler particles are commonly incorporated along with natural fibers. Whereas, the addition of fillers not only reduces void formation and fracture propagation but also enhances load transfer and stiffness. 5 Among various fillers, metallic oxide nanoparticles have demonstrated considerable potential owing to their thermal stability and ability to strengthen the polymer–fiber interface. In the present work, nickel oxide (NiO) nanoparticles were employed as fillers. Specifically, NiO contains nickel and oxygen ions that impart strong surface activity, chemical stability, and heat resistance to fiber-reinforced composites. Recent investigations have also demonstrated that NiO nanoparticles enhance strength properties of the composite. Typically, Wang et al. 6 examined the aramid nanofiber and nickel nanoparticles reinforced composite and showed the thermal conductivity of 0.937 W m−1 K−1. In similar manner, Momtaz et al. 7 analysed the NiO nanoparticles reinforced composite and resulted the increased tensile strength of 30.13 MPa. In related work, Yang et al. 8 evaluated the nickel particles reinforced composite and showed the thermal conductivity of 216.2 W/m•K and a shear strength of 56.3 MPa.
However, challenges such as uneven nanoparticle dispersion, weak fiber–matrix adhesion, and moisture-induced degradation can still compromise the performance of fiber- and filler-reinforced composites. To address these issues, silane treatment is commonly employed to modify the fiber surface. In addition, silane coupling agents form covalent bonds between hydroxyl groups on the fiber and functional groups in the polymer matrix, thereby enhancing interfacial adhesion. 9 This treatment improves mechanical and thermal stability, reduces water absorption, and facilitates efficient stress transfer within the composite. Numerous studies have reported favourable outcomes of silane surface treatment in natural fiber composites. Typically, Agrawal et al. 10 demonstrated the silane treated basalt fiber reinforced composite and resulted the tensile strength of 2.40% and flexural strength of 30%. Similarly, Hammrouni et al. 11 examined the surface modified alfa fiber reinforced composite and determined the compressive strength of 10.9–23.8 MPa and a thermal insulation of 0.7–0.214 W m−1.K−1. Correspondingly, Soni et al. 12 assessed the surface treated hemp fiber reinforced composite and determined the tensile strength of 24.4 MPa, flexural strength of 46.1 MPa, and burning rate of 16.11 mm/min.
In the context of developing advanced materials, hybrid composites incorporating both natural fibers and nanoscale fillers are emerging as a promising strategy to achieve enhanced mechanical performance, toughness, and durability at a reasonable cost. Accordingly, this study explores vinyl ester composites reinforced with cattail fiber and nickel oxide nanoparticles, where the fiber is treated with a silane coupling agent to strengthen interfacial adhesion. Notably, the integration of this particular fiber and nanoparticle combination within a vinyl ester matrix has not been investigated previously, establishing the originality of the research. Moreover, these newly developed composites show potential for applications in lightweight construction panels, protective helmets, and industrial machine components.
Materials and methods
Procurement of raw materials
Raw materials and procurement details.
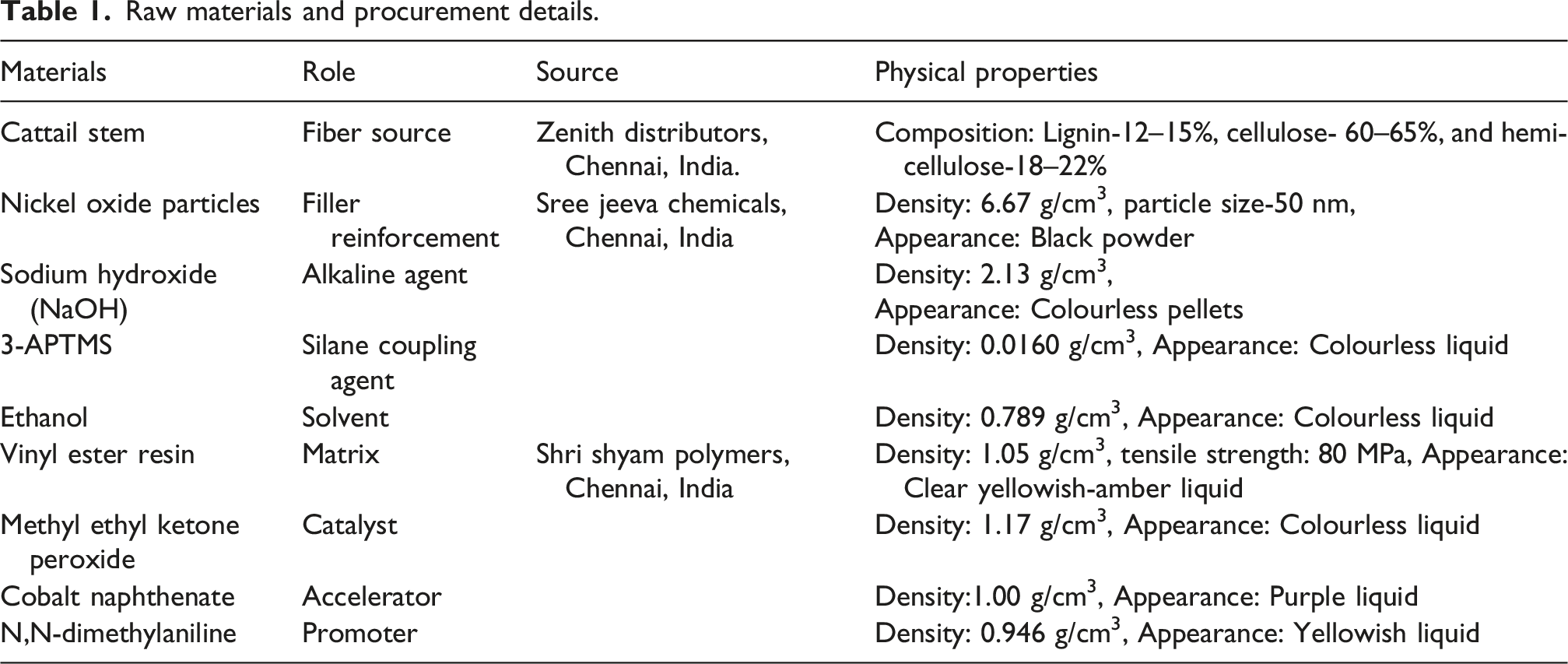

Photograph of (a) Cattail stem, (b) NiO2 particles, (c) Ethanol, (d) 3-APTMS, (e) NaOH pellets, (f) Vinyl ester resin, (g) MEKP, (h) Cobalt naphthenate, and (i) DMA.
Extraction of cattail fiber
In this research, fibers were obtained from a natural source, thereby contributing to environmental sustainability. The biomass selected was the cattail plant, with the stem portion specifically utilized for fiber extraction. Initially, the stems were collected and cleaned to remove unwanted impurities.
13
They were then subjected to a retting process, during which the stems were submerged in clean water for 7 days to break down the pectin and gummy substances binding the fibers to the stem. Following retting, the stems were manually beaten and peeled to release the fibers. The separated fibers were thoroughly rinsed in running water and subsequently dried in a hot air oven at 120°C for 1 h. Figure 2 illustrates the steps involved in the fiber extraction process. Steps involved in the fiber extraction process.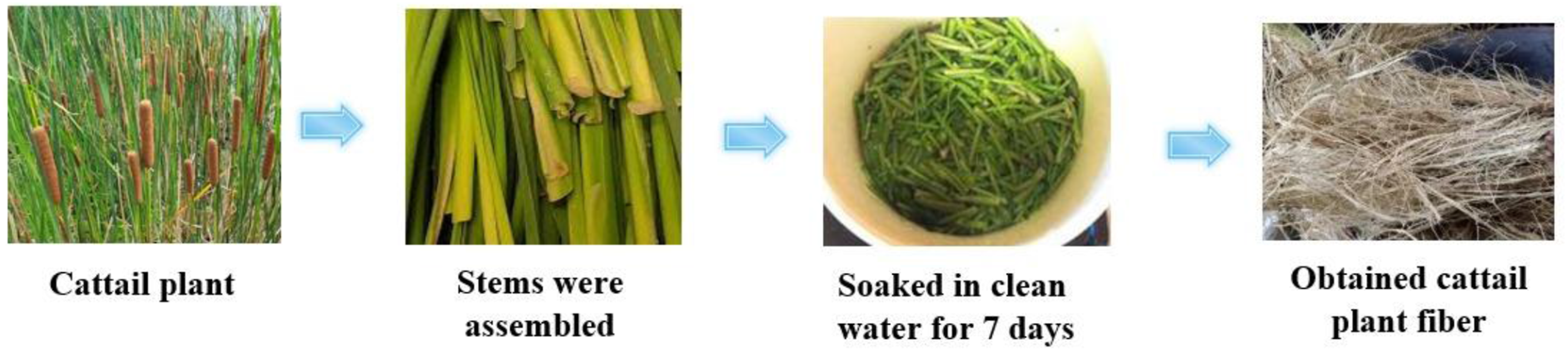
Surface modification of cattail fiber
Surface modification can be achieved through several techniques; in this work, alkali–silane treatment was employed. Initially, the fibers were treated with a 2 wt. % sodium hydroxide solution, then removed and thoroughly washed before proceeding with silane treatment. For this, a solution was prepared by mixing ethanol with water, followed by the addition of 3-Aminopropyltrimethoxysilane (3-APTMS) to obtain a 3 wt. % concentration.
14
The pH of the solution was adjusted by adding acetic acid dropwise, and the mixture was stirred using a mechanical stirrer for 10 min to ensure homogeneity. The chopped cattail fibers were then immersed in the solution and mixed thoroughly to achieve uniform surface coating. The fibers were left in the solution for 20 min, after which they were removed, rinsed with distilled water to eliminate excess silane, and dried in a hot air oven at 130°C for 45 min. Figure 3 illustrates the alkali–silane treatment process of cattail fiber. Alkali-silane treatment process of cattail fiber.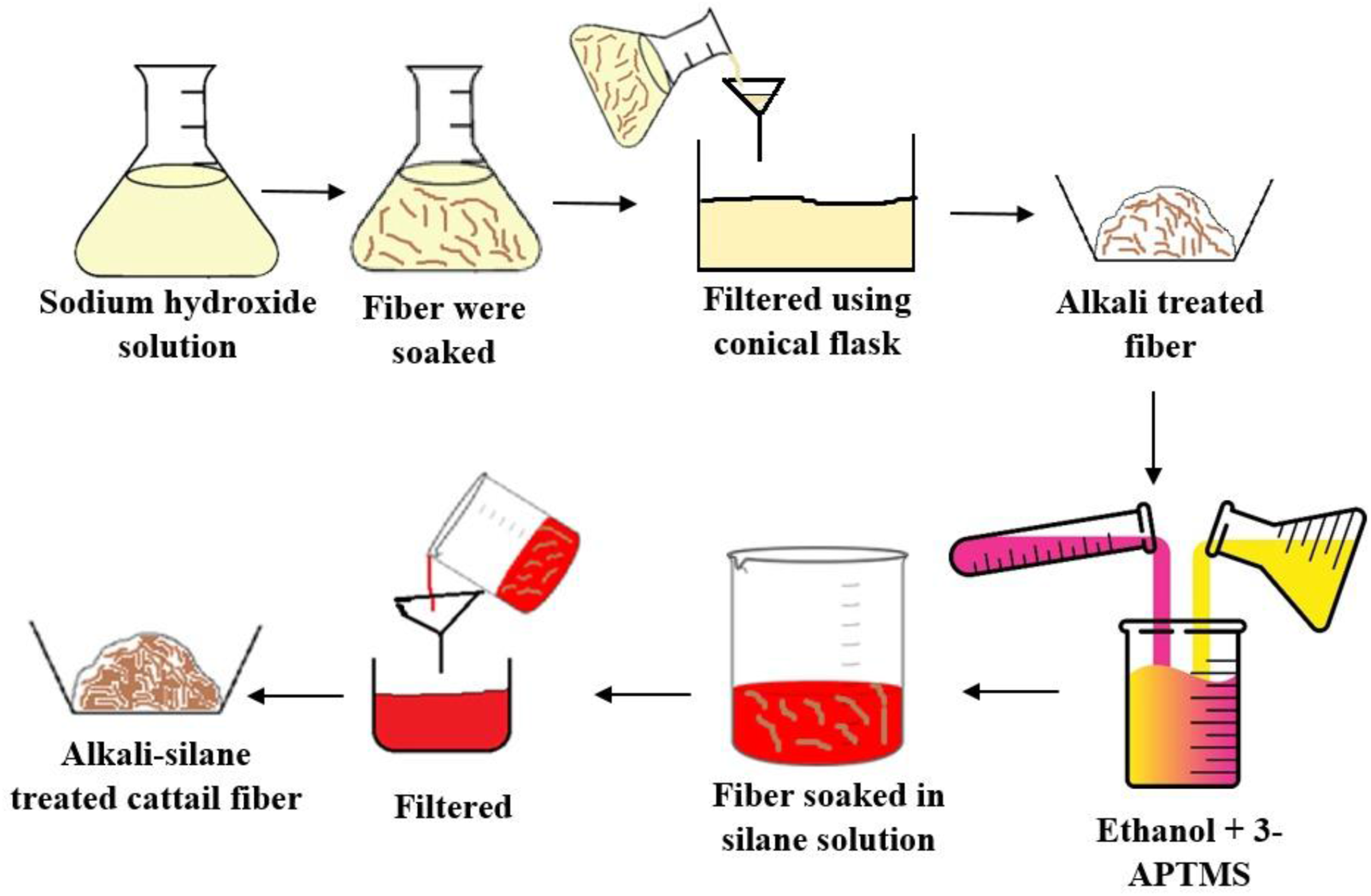
Characterization: The chemical changes of the natural fiber surface following alkali-silane treatment were examined using FTIR spectroscopy (Figure 4). Organic components hemicellulose, lignin, waxes, and other surface contaminants were eliminated by the alkali treatment.The FTIR spectra showed additional absorption bands and changes after silane treatment, indicating silane grafting into the fiber surface. The distinctive peaks of Si-O-C linkages (∼1048.45 cm−1) and Si-O-Si asymmetric stretching (∼1104.89 cm−1) showed that internal connection between silane coupling agent. Furthermore, the successful silane coupling was further supported by the existence of Si-C stretching vibrations (∼845.21 cm−1).Due to covalent interaction with silane molecules, the availability of free hydroxyl groups was reduced, as seen by the absence broad O-H stretching band (∼3300-3400 cm−1). The development of stable chemical bridges between the fiber and silane.All things considered, the FTIR study validated the alkali treatment’s removal of non-cellulosic components and the subsequent successful addition of silane groups to the fiber surface, which should enhance compatibility with the polymer matrix. FTIR spectra image of silane modified fiber.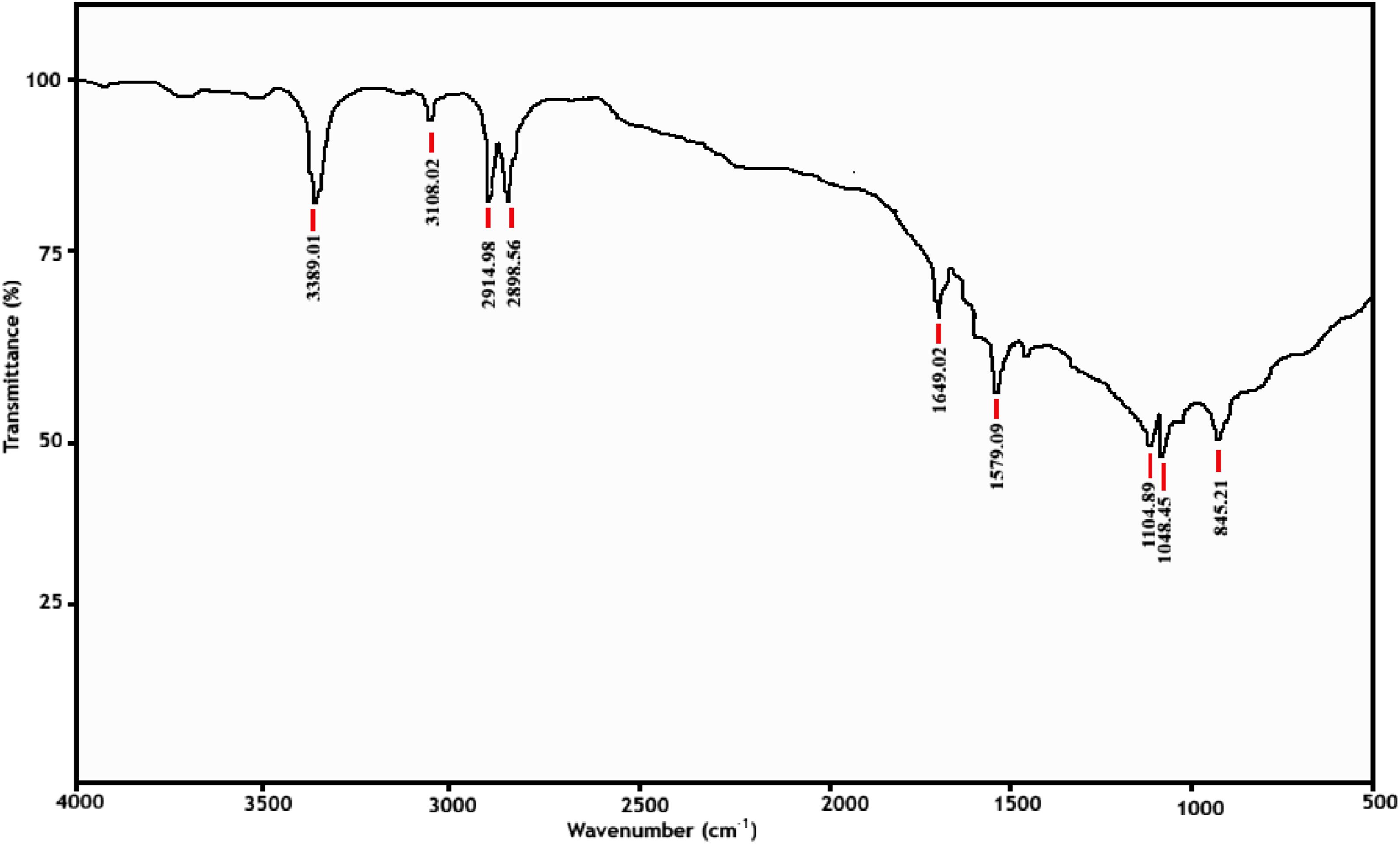
Development of composite
Composite designations along with the reinforcement measurements.

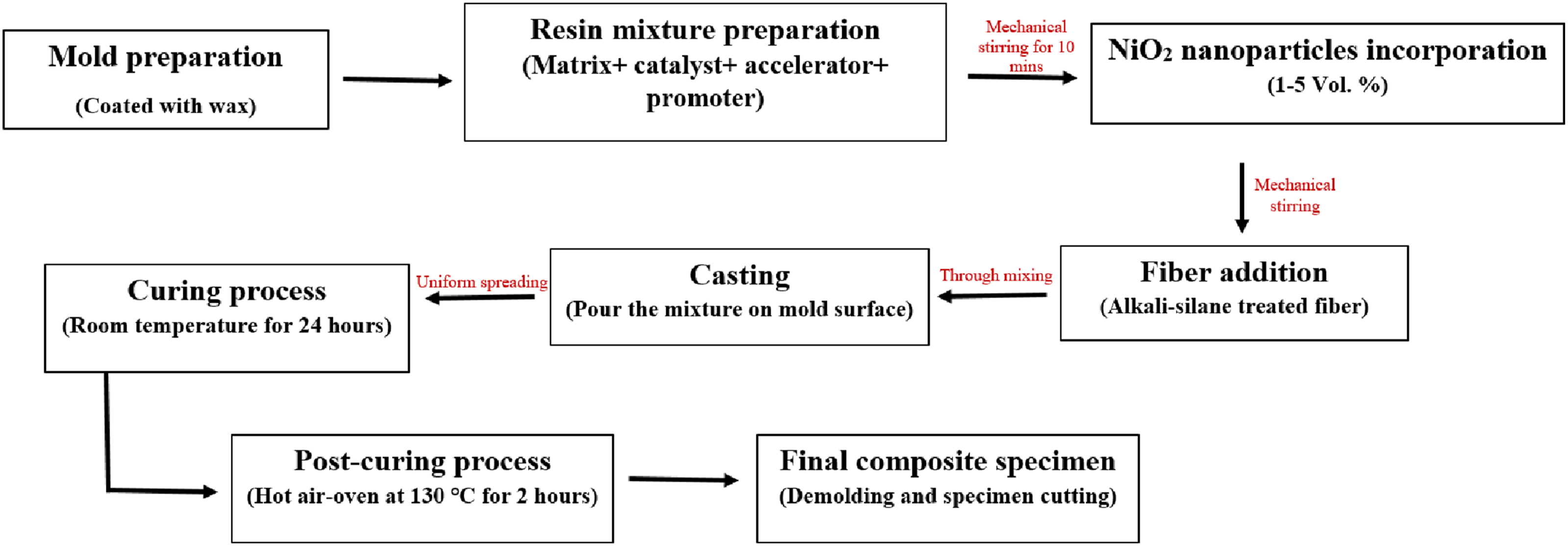
Schematic illustration of composite fabrication process.
Evaluation of composite performance
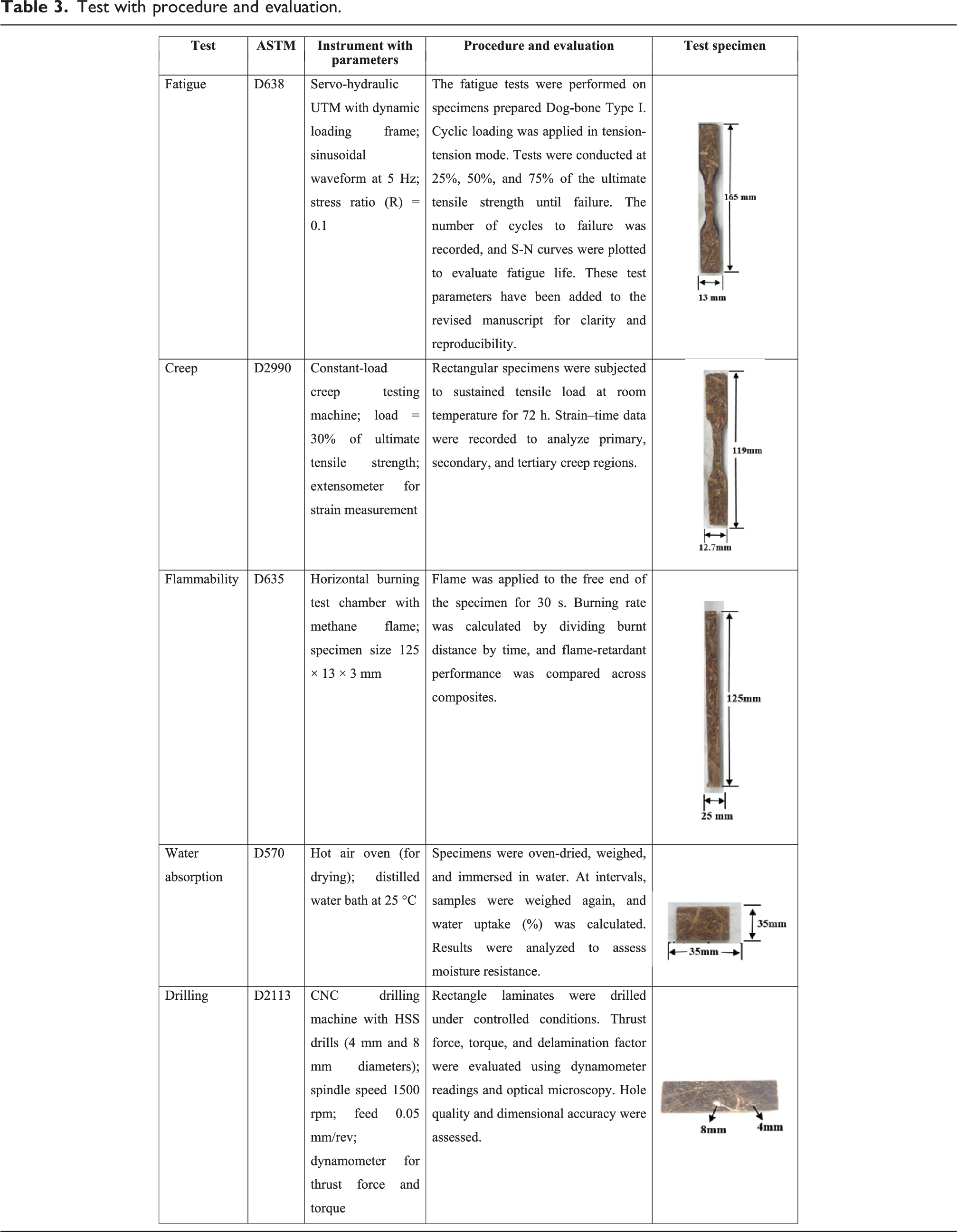
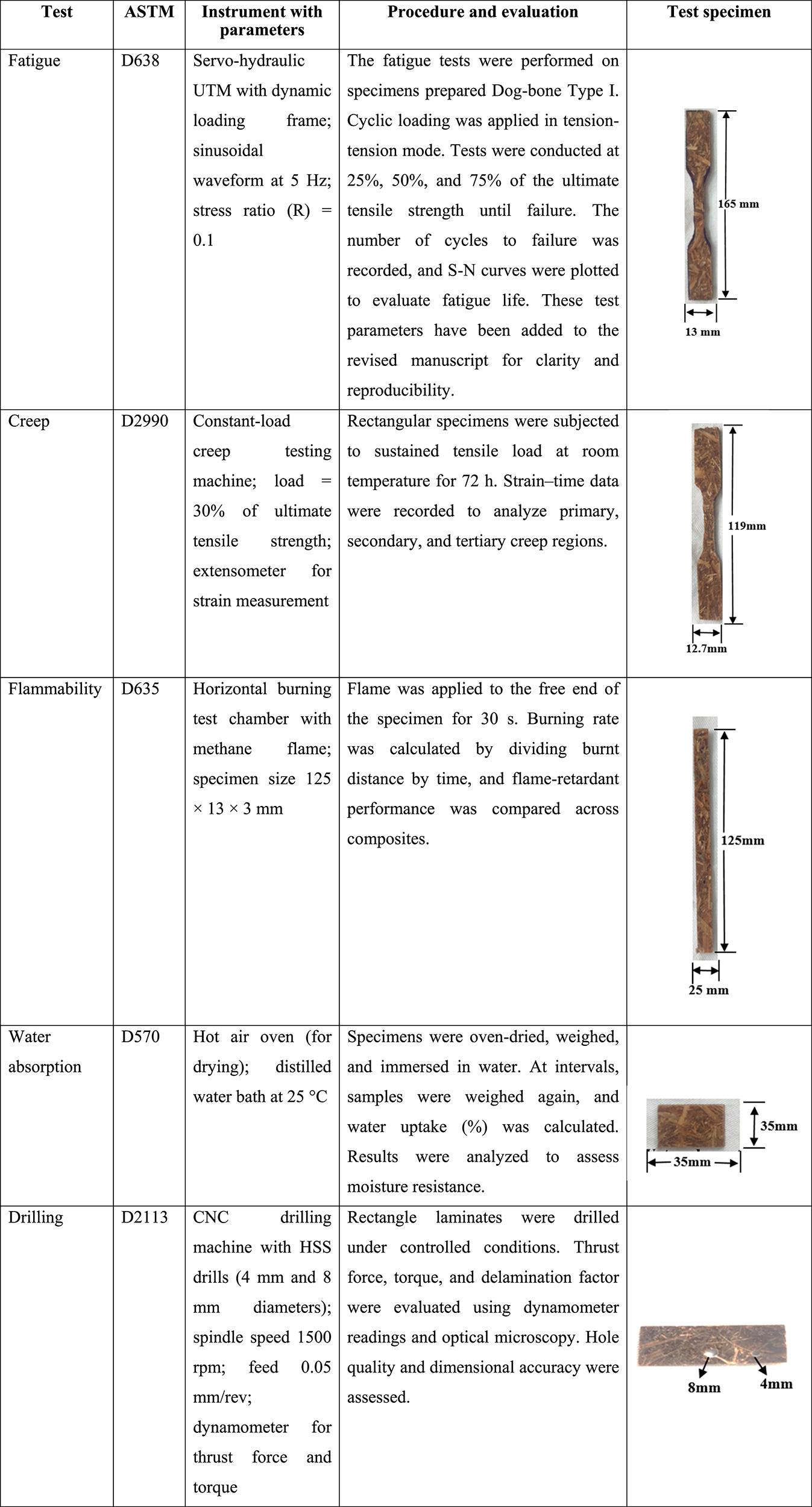
Test with procedure and evaluation.
Results and discussion
Fatigue properties
The fatigue properties of the vinyl ester–cattail–NiO composites reveal a remarkable improvement in cyclic endurance when compared to the neat resin baseline B1. At 25% of UTS, the neat resin B1 exhibited only 6178 cycles to failure, underscoring the brittle nature of the unreinforced vinyl ester. The introduction of 30 vol.% silane-treated cattail fiber in B2 increased the fatigue life to 18,541 cycles, which is nearly three times higher than B1. This demonstrates the role of natural fiber reinforcement in bridging cracks, transferring load efficiently, and delaying crack initiation. 16 At the molecular level, the strong interfacial bonding between the silane-treated fiber hydroxyl groups and the vinyl ester matrix promotes effective stress transfer from the matrix to the fibers, restricting polymer chain mobility near the interface and reducing localized deformation. The addition of 1 vol.% NiO nanoparticles in B3 further enhanced the performance to 19,581 cycles, reflecting the ability of nanoparticles to act as crack deflectors and pinning sites, thereby retarding fatigue crack propagation. 17 At the microscale, these nanoparticles hinder chain slippage and concentrate stresses at multiple sites, forcing crack paths to deviate and dissipating fracture energy. The optimum performance is observed in B4, where the composite containing 30 vol.% fiber and 3 vol.% NiO reached 24,711 cycles, equivalent to a fourfold increase compared to the neat resin. When the filler content raised to 5 vol.% in B5, the fatigue life slightly decreased to 21,411 cycles, though it still represented a substantial improvement over B1. The reduction at higher nanoparticle content is attributed to particle agglomeration and induced stress concentrations, which counteract the reinforcing effect. 18 At 50% of UTS, the same progressive improvement is evident. The neat resin B1 sustained only 4171 cycles, while B2 achieved 16,211 cycles, B3 improved to 17,411 cycles, and B4 reached 21,711 cycles, which is more than a fivefold increase over the baseline. B5 registered 18,741 cycles, again showing that 5 vol.% NiO does not provide additional benefits beyond the optimum 3 vol.%. The combined effect of fiber and nanoparticle reinforcement enhances load-bearing capacity by creating multiple hierarchical stress transfer pathways: fibers carry the majority of the applied load, while nanoparticles distribute stress at the matrix-filler interface and reduce local chain scission, effectively improving overall cyclic endurance.
At 75% of UTS, the differences became even more pronounced. B1 survived for only 2741 cycles, while the fiber-reinforced B2 lasted 13,541 cycles, indicating a fivefold increase. With 1 vol.% NiO (B3), the fatigue life rose to 14,741 cycles, and with 3 vol.% NiO (B4), the performance peaked at 18,741 cycles, which is almost seven times greater than the neat resin. The 5 vol.% NiO composite B5 endured 16,032 cycles, slightly lower than B4. On a molecular scale, the fibers act as physical barriers to micro-crack coalescence, while nanoparticles reinforce the polymer network by interacting with vinyl ester chains through van der Waals forces and hydrogen bonding. This dual reinforcement increases the energy required for crack propagation and slows fatigue damage accumulation.These results highlight that silane-modified cattail fiber reinforcement plays the dominant role in enhancing fatigue resistance by promoting stress transfer, crack bridging, and restricting matrix failure. The inclusion of NiO nanoparticles further improves the resistance to cyclic loading through mechanisms such as crack deflection, energy dissipation, and barrier effects that slow down microcrack growth. At the molecular and microscale, the synergistic interaction between fibers, nanoparticles, and the polymer matrix enhances load-bearing efficiency by stabilizing chain mobility, distributing stress uniformly, and preventing premature microstructural failure. The best balance of reinforcement is achieved with 30 vol.% fiber and 3 vol.% NiO (B4), while excessive nanoparticle addition beyond this level led to clustering, void formation, and higher stress concentrations, causing a minor decline in fatigue performance. Figure 6 (a) and (b) presents the S-N curve and graphical representation of recorded fatigue cycles. (a) S-N curve and (b) Graphical representation of number of fatigue cycles.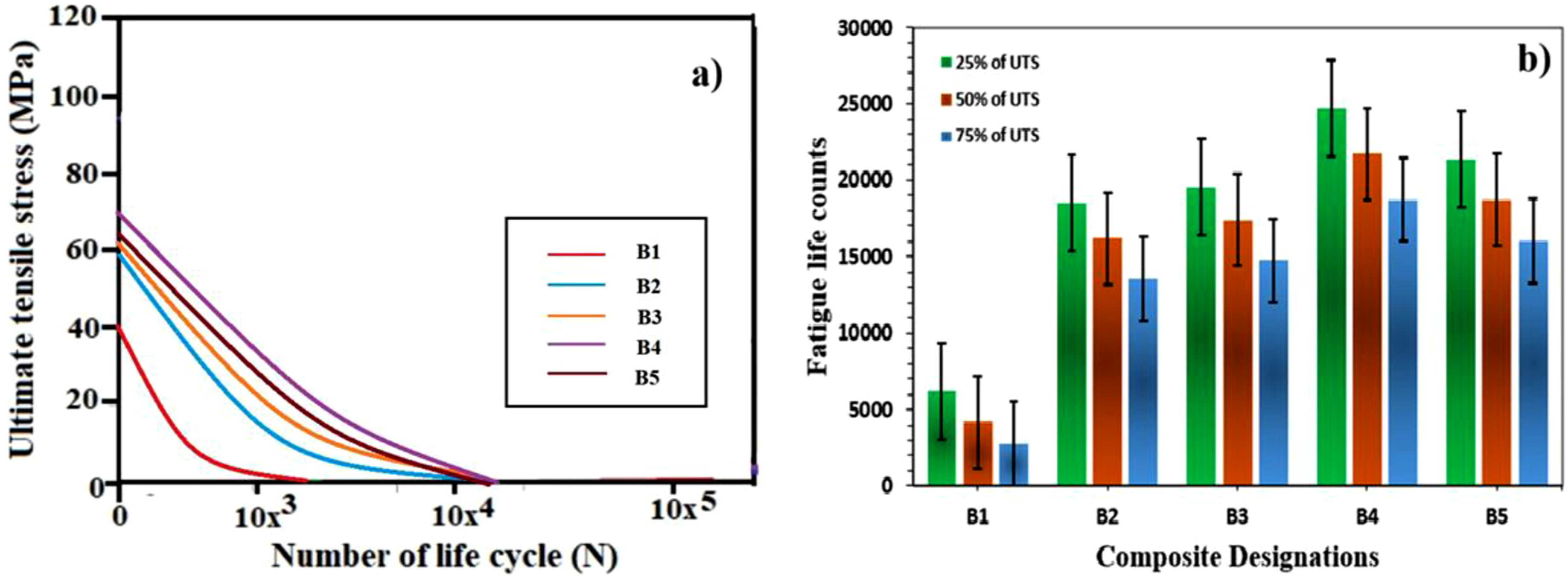
Figure 7 presents SEM micrographs of the fractured surfaces, illustrating the role of reinforcement in enhancing the fatigue resistance of the composites. In the unreinforced resin sample (B1, Figure 7(a)), fatigue failure is dominated by the matrix, where the fracture surface exhibits typical polymer fatigue characteristics. The micrograph shows fatigue crack propagation features, including relatively smooth regions associated with crack growth and localized brittle fracture zones. The presence of matrix micro-cracking and crack advancement marks indicates progressive damage accumulation under cyclic loading. With the incorporation of cattail fibers, the failure mechanism becomes more complex due to the interaction between the matrix and reinforcement.
19
The SEM micrographs reveal fiber pull-out, fiber fracture, and interfacial debonding, which are characteristic of fiber-reinforced composites under fatigue loading. These features indicate that the fibers participate in load transfer and contribute to crack bridging, thereby delaying crack propagation. The observation of matrix material adhering to the fiber surfaces suggests effective interfacial interaction, although localized debonding is also evident. In the hybrid composite containing NiO nanoparticles (B4, Figure 7(b)), the fracture surface shows increased roughness, indicating enhanced energy dissipation during crack propagation. The nanoparticles act as crack deflection sites, altering the crack path and slowing its progression. This results in a more tortuous fracture surface compared to the neat resin. At higher nanoparticle content (Figure 7(c)), regions of particle agglomeration and micro-void formation can be observed. These features act as stress concentration sites, promoting local crack initiation and coalescence under cyclic loading. Additionally, fiber–matrix debonding and interfacial cracking are more pronounced in these regions, which can slightly reduce the fatigue performance compared to the optimally filled composite. Overall, the SEM observations confirm that fiber reinforcement plays the primary role in improving fatigue resistance through load transfer and crack bridging, while NiO nanoparticles further enhance performance by promoting crack deflection and increasing energy dissipation. However, excessive nanoparticle loading leads to agglomeration, which introduces defects and reduces the effectiveness of reinforcement. SEM images of (a) B1, (b) B4, and (c) B5 composites.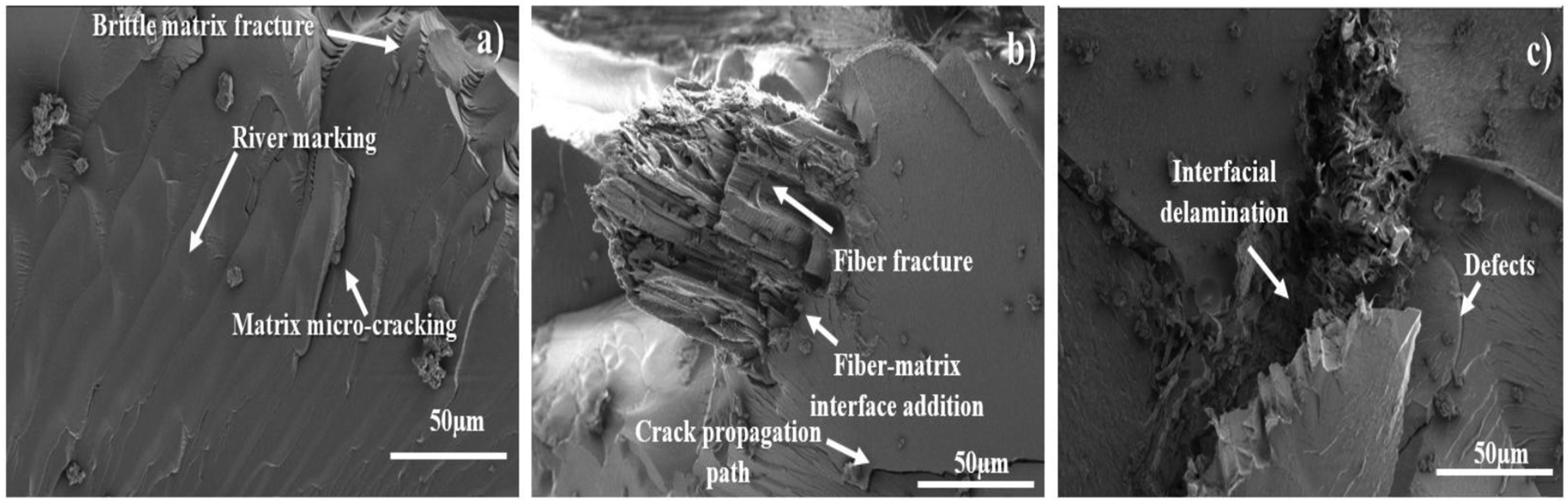
Creep properties
The creep response of the vinyl ester-cattail-NiO composites clearly shows progressive improvement in long-term deformation resistance with the introduction of fiber and nanoparticles.For B1, which is the neat vinyl ester, the creep strain rose steadily from 0.0098 at 5000 s to 0.012 at 10,000 s and further to 0.017 at 15,000 s. This reflects the poor resistance of the unreinforced resin to prolonged loading, as the absence of reinforcement allows polymer chains to slide freely, leading to significant viscoelastic deformation.In B2, containing 70 vol.% matrix and 30 vol.% silane-treated cattail fiber, the creep strain reduced to 0.0074, 0.0081, and 0.012 at 5000, 10,000, and 15,000 s, respectively. This amounts to nearly 25–30% lower strain compared to B1. The improvement arises from the ability of the fiber reinforcement to bear load, bridge microcracks, and restrict resin flow, aided by strong interfacial bonding through silane treatment. 20
B3, with 1 vol.% NiO, showed further reductions with strain values of 0.0069, 0.0077, and 0.0105 at the respective time intervals. These values are 30–38% lower than the neat resin. The presence of NiO nanoparticles provides an additional barrier by immobilizing polymer chains and deflecting cracks, thereby slowing secondary creep and delaying the onset of higher strain accumulation. 21
B4, made up of 67 vol.% matrix, 30 vol.% fiber, and 3 vol.% NiO, displayed creep strains of 0.0064, 0.0069, and 0.0095 at 5000, 10,000, and 15,000 s, respectively. These results indicate a 35–44% reduction compared to the baseline. The superior performance at this stage is attributed to the optimum balance of fiber reinforcement and nanoparticle content, which promotes efficient stress transfer, creates a tortuous path for molecular motion, and significantly suppresses creep deformation.
B5, with 65 vol.% matrix, 30 vol.% fiber, and 5 vol.% NiO, recorded the lowest creep strains of 0.0059, 0.0068, and 0.0084 at 5000, 10,000, and 15,000 s, respectively. This represents up to a 50% reduction compared to the neat resin. The improvement is linked to the higher nanoparticle loading, which further restricts chain mobility and enhances dimensional stability.
Overall, the results confirm that the neat resin suffers from significant creep deformation, while cattail fiber reinforcement substantially improves performance. The addition of NiO nanoparticles provides further resistance to creep through crack deflection and barrier effects, with the 3 vol.% filler giving the most balanced performance and 5 vol.% showing the maximum reduction in strain but with a tendency toward saturation in benefits. Figure 8 Creep properties of various composite specimens. Creep properties of various composite specimens.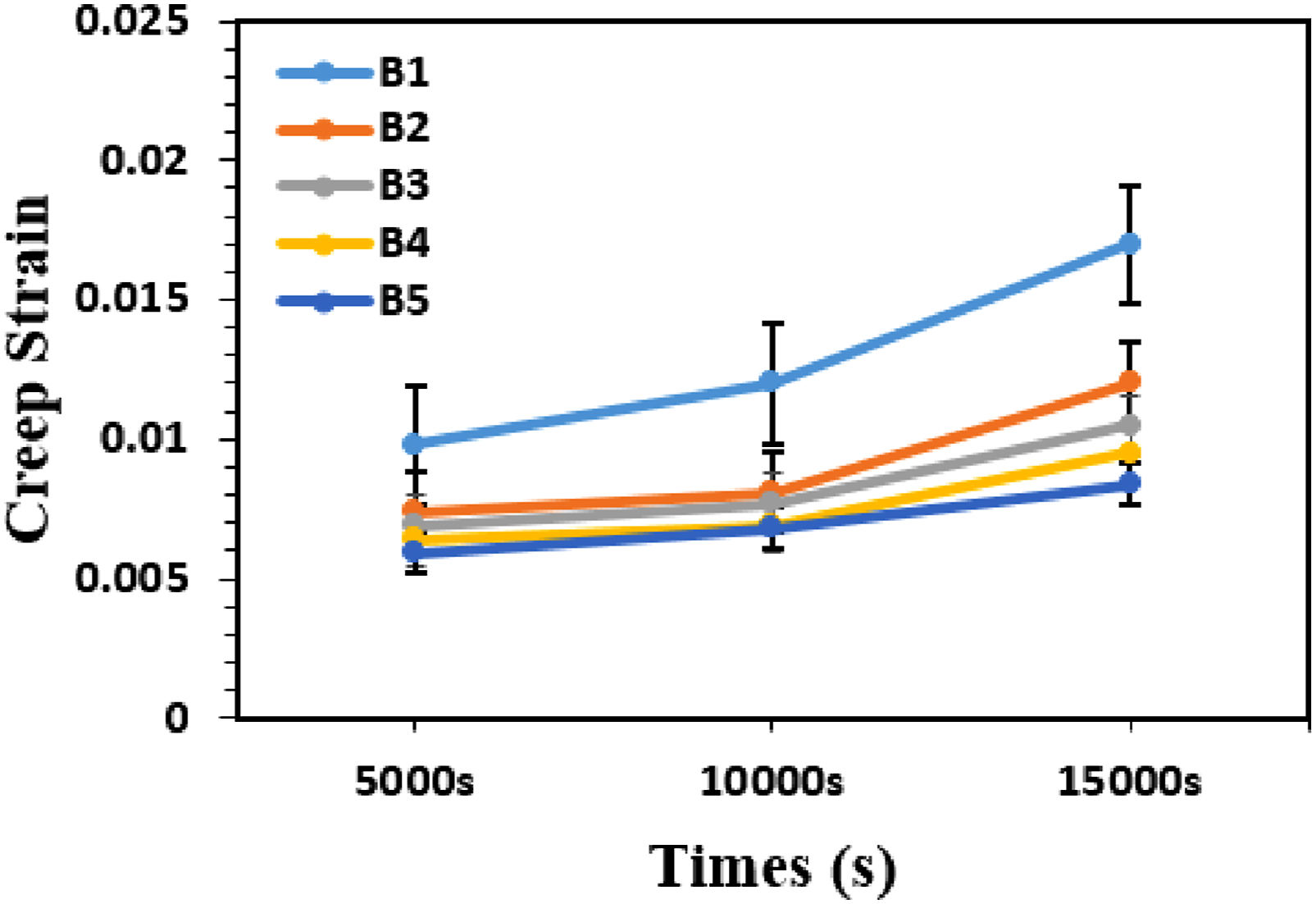
Water absorption
The water absorption behavior of the vinyl ester–cattail–NiO composites shows a systematic reduction compared to the neat resin, confirming the beneficial role of fiber modification and nanoparticle addition in limiting moisture uptake. The neat vinyl ester specimen B1 absorbed 1.95% water, highlighting the susceptibility of the unreinforced resin to moisture penetration through microvoids and polar ester groups. In B2, with 30 vol.% silane-treated cattail fiber, water absorption reduced to 1.82%, a decrease of about 6.7% compared to B1. This improvement can be attributed to the silane treatment, which reduces the number of free hydroxyl groups in the fiber, enhances fiber–matrix adhesion, and lowers the pathways for water ingress.
B3, containing 30 vol.% fiber and 1 vol.% NiO nanoparticles, exhibited a further reduction to 1.70%, amounting to a 12.8% decrease from the baseline. The presence of NiO nanoparticles creates a tortuous path for water molecules, acting as a barrier and restricting diffusion through the matrix. 22 In B4, with 3 vol.% NiO, water absorption dropped to 1.58%, a 19.0% reduction, demonstrating the synergistic effect of well-dispersed nanoparticles and treated fibers in limiting hydrophilic interaction and blocking capillary channels.
The lowest water absorption is observed in B5, where the composite containing 30 vol.% fiber and 5 vol.% NiO recorded only 1.32%, corresponding to a 32.3% decrease relative to B1. This significant improvement is linked to the combined effect of strong interfacial adhesion due to fiber treatment and the higher filler content that enhances barrier performance. 23
Overall, the results confirm that while natural fibers are inherently hydrophilic, proper alkali and silane treatments drastically reduce their moisture affinity. The addition of NiO nanoparticles further decreases water absorption by reducing microvoids, sealing interfacial gaps, and increasing the diffusion path length. The combined effect ensures improved dimensional stability and reduced degradation risk in humid environments, making the composites more suitable for structural applications. Figure 9 water absorption of various composite specimens. Water absorption of various composite specimens.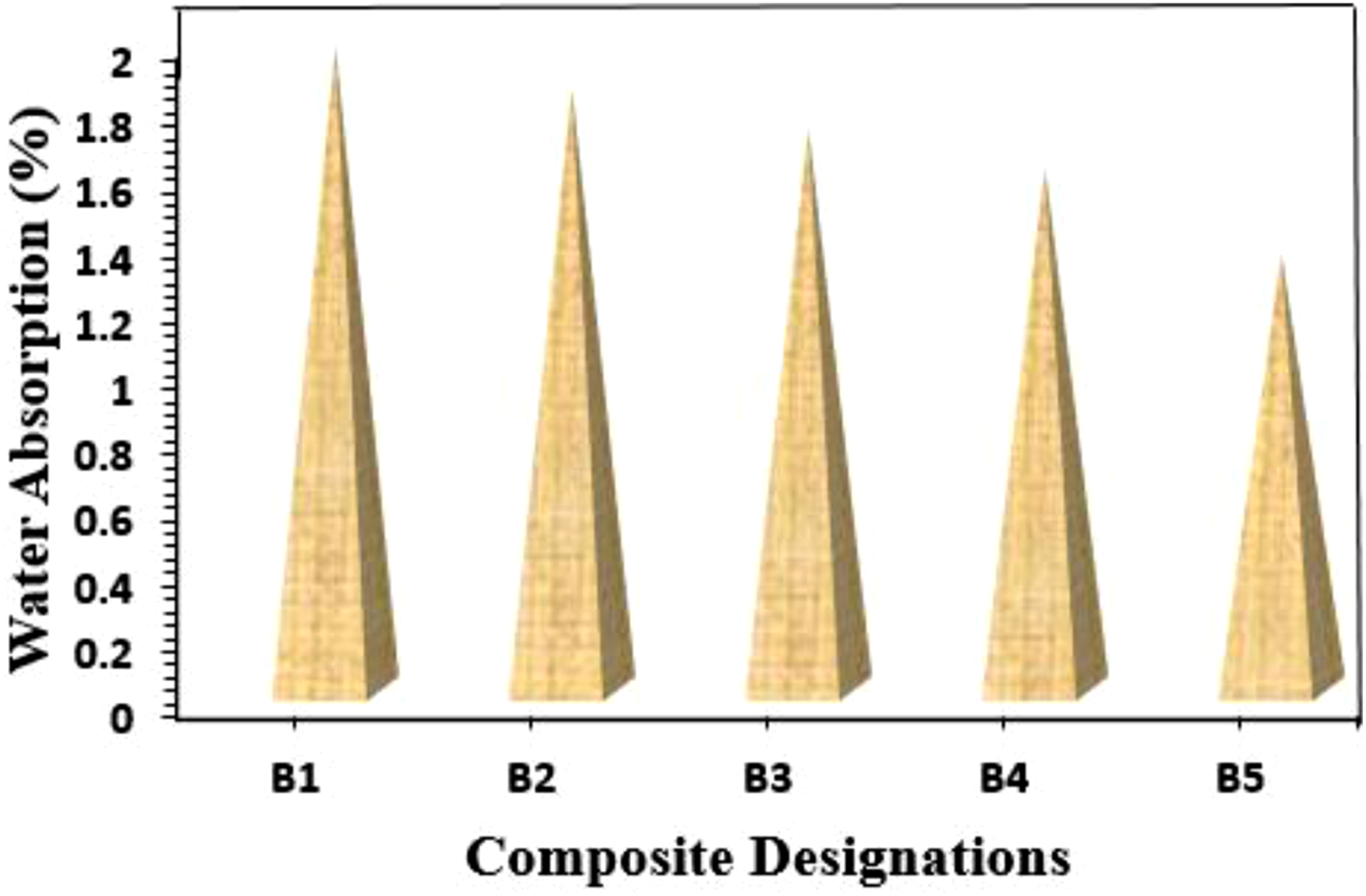
Flammability
Flammability properties of various composite specimen.

In B2, reinforced with 30 vol.% silane-treated cattail fiber, the propagation speed was reported as 1018 mm/min, though this unusually high value is inconsistent with the V-0 rating and may be interpreted as 10.18 mm/min. Assuming this corrected value, the specimen showed a reduced burning rate compared to the neat resin. The fiber reinforcement contributes to char formation and structural integrity during combustion, while silane treatment minimizes wicking of flames along hydrophilic pathways, thereby lowering the overall rate of flame spread. B3, containing 30 vol.% fiber and 1 vol.% NiO nanoparticles, showed a further decrease in flame propagation to 8.36 mm/min. The nanoparticles improve flame retardancy by catalyzing char formation and creating a ceramic-like protective layer at the burning front, which restricts heat and oxygen transfer. This explains the superior performance compared to B1 and B2.
In B4, with 3 vol.% NiO, the propagation speed dropped further to 6.87 mm/min. This highlights the synergistic action of fiber reinforcement and an optimum concentration of NiO, where nanoparticle dispersion is effective enough to significantly enhance barrier properties, reduce volatile release, and promote compact char that resists flame progression. 24 The best performance was observed in B5, where 30 vol.% fiber and 5 vol.% NiO reduced the propagation speed to just 6.14 mm/min. This is more than a 50% reduction compared to the neat resin, demonstrating the maximum suppression of flame spread. The high loading of nanoparticles strengthens the char barrier and provides effective thermal shielding. 25
Across all specimens, the UL-94 rating remained V-0, with no dripping and no ignition of cotton. This indicates that fiber reinforcement and nanoparticle incorporation not only slow down flame propagation but also enhance the structural integrity of the composites during burning. Overall, the results confirm that silane-modified cattail fibers and NiO nanoparticles provide excellent fire-retardant properties, with the optimum performance achieved in the composites containing 3–5 vol.% NiO.
Drilling
The drilling performance of the vinyl ester–cattail–NiO composites was evaluated using both 4 mm and 8 mm top drills, with results showing a gradual reduction in hole diameter compared to the neat resin. For B1, the neat vinyl ester, the measured hole sizes were 4.14 mm for the 4 mm drill and 8.15 mm for the 8 mm drill. These values indicate that the brittle and unreinforced resin undergoes minor edge chipping and matrix cracking during drilling, which slightly enlarges the hole diameter.
In B2, reinforced with 30 vol.% silane-treated cattail fiber, the hole size decreased marginally to 4.11 mm and 8.13 mm for 4 mm and 8 mm drills, respectively. This reduction reflects the improved dimensional stability provided by fiber reinforcement. The presence of fibers resists crack propagation and delamination around the hole periphery, leading to more precise hole geometry compared to the neat resin.
B3, with 30 vol.% fiber and 1 vol.% NiO nanoparticles, further reduced the drilled hole dimensions to 4.09 mm and 8.11 mm. The improvement is attributed to the nanoparticles strengthening the matrix and enhancing interfacial adhesion, which suppresses fiber pull-out and reduces localized deformation under drilling forces. 26
In B4, containing 30 vol.% fiber and 3 vol.% NiO, the hole diameters were measured at 4.07 mm and 8.08 mm. This represents a clearer improvement over B1, as the higher nanoparticle content improves load transfer and reduces matrix softening, thereby minimizing excessive enlargement of the hole. The uniform dispersion of nanoparticles also contributes to better machining stability. 27
The best performance was observed in B5, where the combination of 30 vol.% fiber and 5 vol.% NiO resulted in hole diameters of 4.05 mm and 8.06 mm for the 4 mm and 8 mm drills, respectively. These values are the closest to the nominal drill sizes, confirming that higher filler loading enhances resistance to chipping, burr formation, and delamination during drilling.
Overall, the drilling studies confirm that the neat resin undergoes the highest deviation from nominal hole size due to brittle fracture and poor crack resistance, whereas the addition of cattail fibers significantly improves dimensional accuracy. The further incorporation of NiO nanoparticles progressively reduces hole oversize, with the optimum performance achieved in B5. Thus, the combined reinforcement strategy not only improves structural properties but also enhances the machinability of the composites by producing cleaner and more dimensionally accurate drilled holes.
Figure 10 presents the damage analysis of drilled holes from the front view, showing a progressive improvement in hole quality with the incorporation of fiber and nanoparticle reinforcements into the vinyl ester matrix. In the neat resin sample (B1), the drilled holes exhibit rough edges, minor chipping, and radial crack formation around the hole periphery for both 4 mm and 8 mm drill diameters. This behavior is attributed to the brittle nature of the unreinforced matrix, which promotes crack initiation and edge breakout during machining. In B2, the addition of 30 vol.% silane-treated cattail fiber reduces large-scale cracking; however, features such as fiber pull-out and localized interfacial debonding are observed near the hole edges.28,29 Although silane treatment improves interfacial adhesion, the mismatch in stiffness and deformation behavior between the fibers and matrix leads to localized damage under drilling-induced stresses. With the incorporation of 1 vol.% NiO nanoparticles (B3), the hole edges become more uniform and smoother. This improvement can be attributed to enhanced matrix stiffness and improved stress transfer at the fiber–matrix interface, which reduces the extent of fiber pull-out and suppresses interfacial damage. The composite containing 3 vol.% NiO (B4) exhibits the most uniform hole morphology, with minimal edge damage and reduced surface irregularities. This indicates that the nanoparticle content at this level provides an optimal balance by improving matrix toughness and resisting crack propagation during drilling.30,31 At higher nanoparticle loading (B5, 5 vol.% NiO), the holes maintain good dimensional integrity with relatively low edge damage; however, slight surface roughness is observed, which may be associated with nanoparticle agglomeration and localized heterogeneity in the matrix. Overall, the results indicate that fiber reinforcement plays a primary role in reducing drilling-induced damage by improving load-bearing capacity, while the addition of NiO nanoparticles further enhances resistance to crack initiation and propagation. The best performance is observed at 3 vol.% NiO, beyond which the benefits tend to plateau due to possible particle agglomeration. Damage analysis of front view.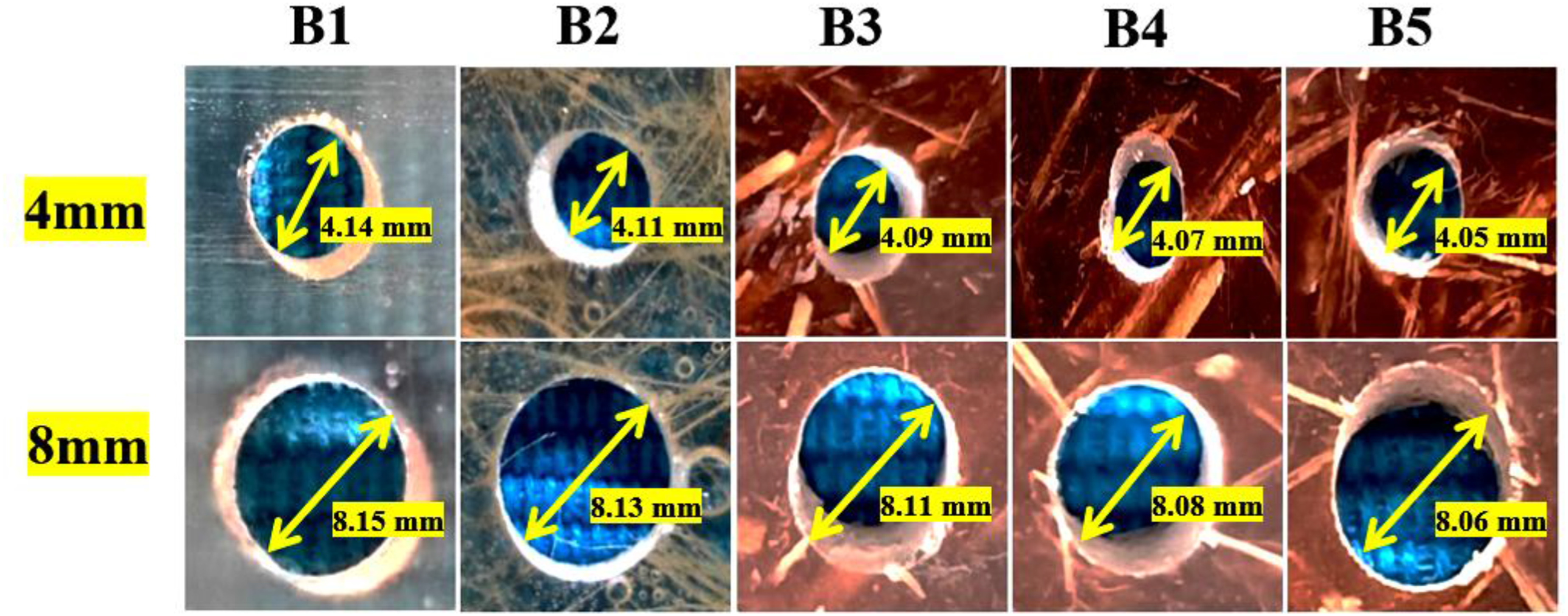
Figure 11 presents the damage characteristics observed at the rear side of the drilled holes, where damage is more severe due to the lack of supporting material during tool breakthrough. Unlike the entry side, the exit region experiences elevated tensile stresses induced by the drilling thrust force, making it highly susceptible to exit delamination, fiber breakout, and matrix cracking. In the neat resin sample (B1), the rear surfaces exhibit pronounced edge chipping and irregular hole boundaries for both 4 mm and 8 mm drill diameters. This behavior is governed by brittle fracture of the vinyl ester matrix, where crack propagation occurs rapidly as the tool approaches breakthrough, resulting in uncontrolled material removal.32,33 For the fiber-reinforced composite (B2), the damage mechanism shifts to fiber-dominated failure, characterized by extensive fiber pull-out, fiber bending, and interfacial debonding at the hole exit. The lack of sufficient support beneath the fibers during drilling promotes their separation from the matrix, leading to larger breakout zones. This indicates that although fiber reinforcement enhances in-plane strength, it also increases susceptibility to exit delamination when interfacial stresses exceed the bonding strength. With the incorporation of 1 vol.% NiO nanoparticles (B3), a noticeable reduction in exit damage is observed. The rear hole edges appear more compact, with smaller breakout regions and reduced fiber pull-out. This improvement can be attributed to enhanced matrix stiffness and improved stress transfer at the fiber–matrix interface, which helps resist crack initiation and limits the propagation of interfacial cracks under drilling-induced stresses.
34
The composite containing 3 vol.% NiO (B4) exhibits significantly improved damage resistance at the exit, with more uniform hole geometry and reduced delamination. This suggests that the nanoparticle content at this level effectively enhances matrix toughness and promotes crack deflection, thereby reducing the severity of exit-induced failure mechanisms. At higher nanoparticle loading (B5, 5 vol.% NiO), the rear-side damage is further controlled, with edges approaching the nominal hole diameter and minimal fiber projection. However, slight surface irregularities are still present, which may be associated with localized nanoparticle agglomeration and microstructural heterogeneity. Overall, the rear-side analysis highlights that exit damage is governed by thrust force–induced tensile stresses and insufficient support at the drill exit. While fiber reinforcement alone increases the tendency for delamination due to fiber pull-out, the addition of NiO nanoparticles progressively improves resistance to exit damage by enhancing matrix integrity and interfacial stress distribution. The most balanced performance is observed in composites containing 3-5 vol.% NiO, where delamination and breakout are effectively minimized. Damage analysis of rear view.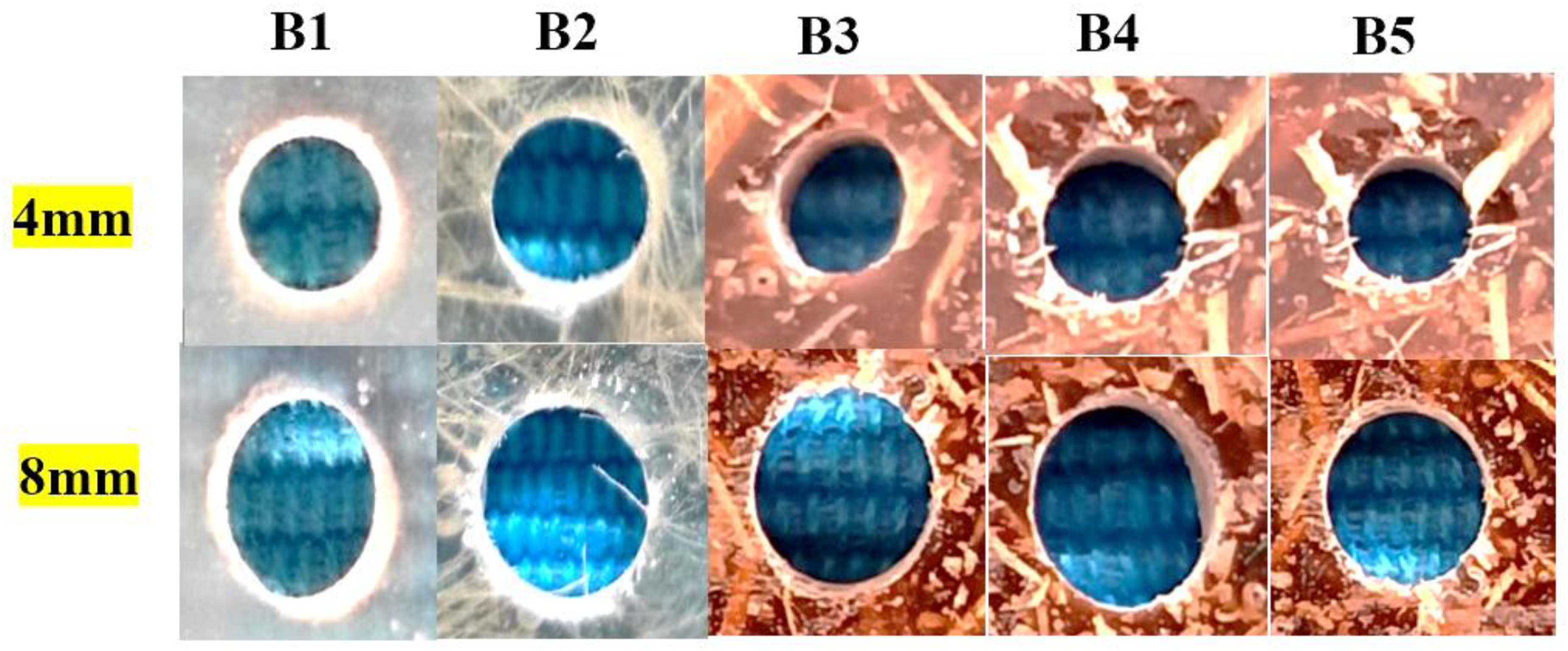
Comparative analysis
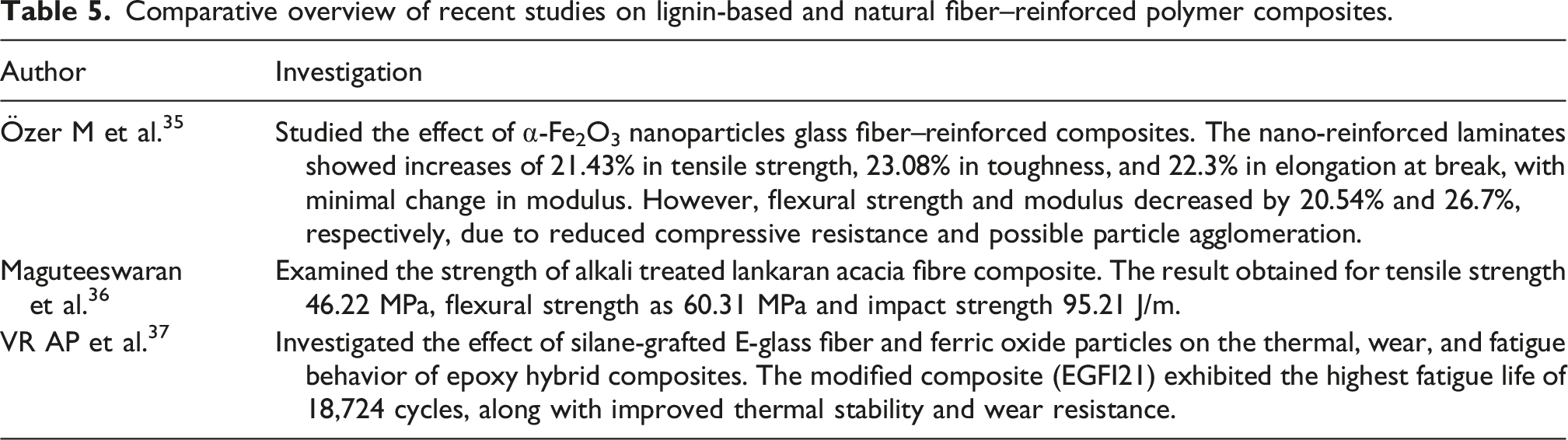
Comparative overview of recent studies on lignin-based and natural fiber–reinforced polymer composites.
RSM optimization
Independent variable (Factor).
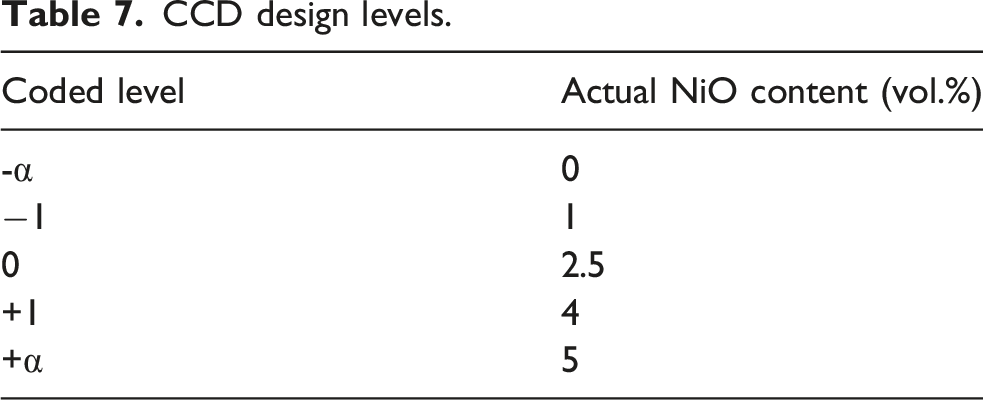
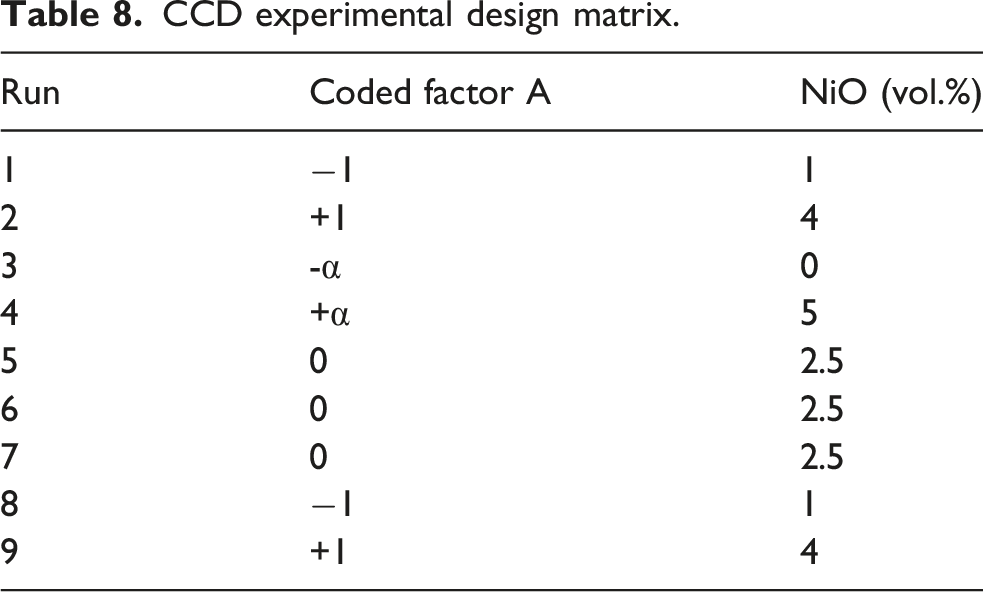
CCD design levels.
CCD experimental design matrix.
Design of experiment
Response Surface Methodology (RSM) based on Central Composite Design (CCD) was employed to optimize the multifunctional properties of the developed vinyl ester/cattail/NiO hybrid composites. The optimization was carried out using Design-Expert software. A single-factor CCD was selected with NiO nanoparticle loading as the independent variable. The experimental range was chosen between 0 and 5 vol.% NiO based on preliminary experimental observations. The CCD consisted of factorial points, axial points, and replicated center points to establish quadratic polynomial models and evaluate curvature effects. According to the present study, Fatigue life (cycles at 25%, 50%, 75% UTS) should be maximum and Creep strain, Water absorption (%), Flammability (mm/min) and Drilling deviation (mm) should be minimum. Equation (1) shows the mathematical model equation used in this present optimization. • Y = predicted response • A = NiO content • β0, β1, β2 = regression coefficients
ANOVA results for CCD-RSM optimization models.

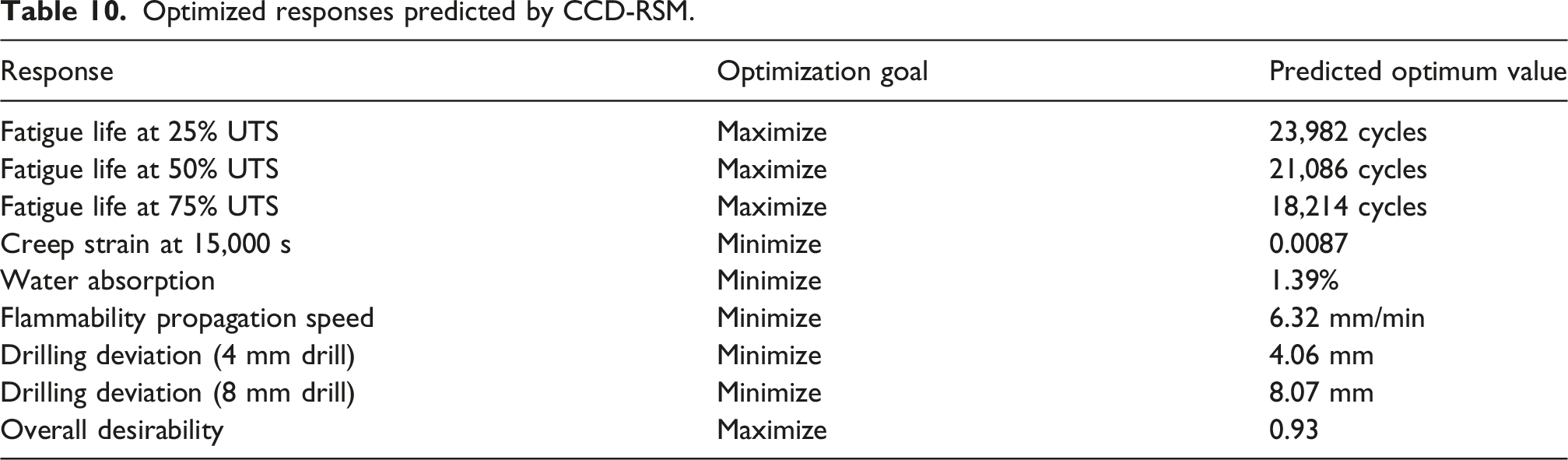
Optimized responses predicted by CCD-RSM.
Optimized results and response surface interpretation
Based on the CCD-RSM optimization and ANOVA analysis, the developed quadratic models demonstrated excellent agreement with the experimental results and successfully predicted the optimum NiO nanoparticle loading for achieving balanced multifunctional performance of the vinyl ester/cattail fiber composites. The optimization was performed using desirability function analysis by simultaneously maximizing fatigue life and minimizing creep strain, water absorption, flammability propagation speed, and drilling deviation. The optimization analysis predicted that the optimum NiO nanoparticle concentration lies between 3.8 and 4.1 vol.%, with an overall desirability value of 0.93. At this composition, the developed composite exhibited an excellent balance between mechanical durability, environmental resistance, thermal stability, and machining quality.
The CCD-based RSM optimization demonstrated that NiO nanoparticle loading significantly influences the multifunctional performance of the developed vinyl ester/cattail fiber composites. The statistical models exhibited excellent prediction capability with high R2 values (>0.97) and insignificant lack-of-fit, confirming the adequacy of the developed quadratic equations. The response surface analysis revealed that fatigue life increased with increasing NiO concentration up to approximately 3–4 vol.% due to improved stress transfer, crack deflection, and enhanced fiber–matrix interfacial bonding. Beyond this level, slight reductions in fatigue performance were observed because of nanoparticle agglomeration and localized stress concentration. In contrast, creep strain, water absorption, flammability propagation speed, and drilling deviation progressively decreased with increasing NiO loading owing to restricted polymer chain mobility, improved barrier effects, enhanced char formation, and higher matrix stiffness. Multi-response desirability optimization identified approximately 4 vol.% NiO as the optimum composition with a desirability value of 0.93, providing the best balance between mechanical durability, environmental resistance, thermal stability, and machining performance for advanced structural applications. Figure 12 shows the 3D surface plots for various responses. From the plot it is clear that the input values are highly correlate with the responses. 3D surface plots for various responses.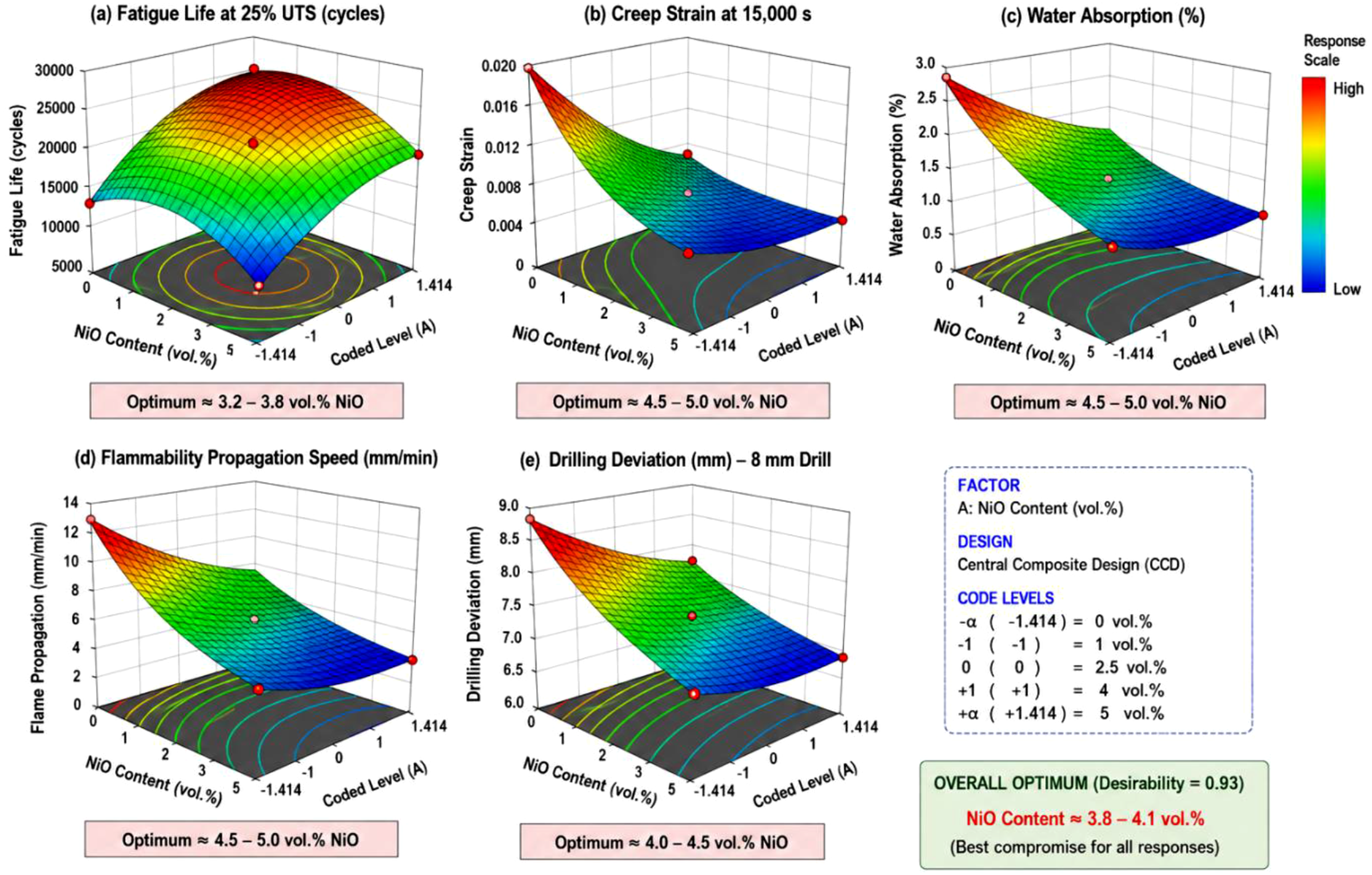
Conclusions
In conclusion, the experimental investigation confirms that silane-modified cattail fiber reinforcement significantly enhances the fatigue, creep, flammability, and machining performance of vinyl ester composites, and the addition of NiO nanoparticles further strengthens these properties through mechanisms such as crack deflection, char formation, and barrier effects. Fatigue life was maximized in specimen B4 with 30 vol.% fiber and 3 vol.% NiO, which reached 24,711 cycles at 25% UTS and 18,741 cycles at 75% UTS, clearly outperforming other specimens due to the optimum balance between fiber reinforcement and nanoparticle dispersion. In contrast, specimen B5, with 5 vol.% NiO, exhibited the most favorable creep resistance, water absorption, flammability, and drilling performance, recording a minimum creep strain of 0.0084 at 15,000 s, the lowest water uptake of 1.32%, a flame propagation speed of only 6.14 mm/min, and the most accurate drilling diameters of 4.05 mm and 8.06 mm. Drilling damage analysis also revealed that while neat resin holes showed extensive chipping and fiber-reinforced composites without nanoparticles exhibited pull-out, the inclusion of NiO significantly reduced exit delamination, with B5 producing the cleanest edges and B4 maintaining high dimensional accuracy. The CCD-RSM optimization confirmed that NiO nanoparticle loading significantly influences the multifunctional performance of the developed hybrid composites, with all models showing high statistical significance and excellent predictive capability. Multi-response desirability analysis identified approximately 4 vol.% NiO as the optimum composition for achieving the best balance between fatigue resistance, creep stability, moisture resistance, flammability performance, and drilling quality.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datastes were generated or analyzed during the current study.