
Abstract
Glass fiber-reinforced polypropylene (GFRPP) is widely used in the automotive, aerospace, and other industries due to its advantages of low weight, high strength, corrosion resistance, and low cost. However, insufficient interfacial bonding strength between GFRPP and aluminum alloy limits the performance and reliability of composite structures. In this paper, a grid-like micro-texture was fabricated on the aluminum alloy surface using laser processing, and a mechanical interlocking joint with GFRPP was achieved by hot press molding. The effects of the number of laser scanning passes, grid spacing, and glass fiber content on interfacial bonding performance were systematically investigated. The results showed that joint strength was optimized when the number of laser scanning passes was 10 and the grid spacing was 0.1 mm, while the interfacial performance was optimal when the glass fiber content was 20%. The tensile strength and yield strength of GFRPP increased by up to 97.93% and 126.90%, respectively compared to pure polypropylene. Analysis of the interfacial micromorphology revealed that the laser-textured structure formed effective mechanical interlocking with the GFRPP melt, transforming the interfacial failure mode from brittle interfacial debonding to matrix cohesive failure, thereby enhancing interfacial bonding strength and fracture toughness.
Keywords
Introduction
Lightweight manufacturing is a crucial strategy for advancing sustainable development. In particular, the demand for high-performance lightweight materials has become increasingly urgent in sectors such as new energy vehicles and aerospace. Glass fiber-reinforced polypropylene (GFRPP) is a high-performance lightweight composite material consisting of polypropylene (PP) as the matrix and glass fibers as the reinforcing phase. It offers advantages including low density, high specific strength, excellent corrosion resistance, and cost-effectiveness, making it highly promising for applications in automotive lightweight components, non-load-bearing aerospace structures, electronic and electrical appliance housings, and household appliances.1,2 Meanwhile, aluminum alloy has become an essential material for lightweight structures in transportation, mechanical equipment, electronic packaging, and other fields due to its low density, favorable mechanical properties, excellent thermal and electrical conductivity, and well-established forming processes.3,4 Combining GFRPP with aluminum alloy to create a “metal-polymer” hybrid structure is expected to reduce weight while synergistically enhancing stiffness, strength, and functionality, thereby meeting the increasing demands of modern industry for comprehensive material performance.5,6
Achieving high-strength and high-reliability interfacial bonding between GFRPP and aluminum alloy has long been a critical challenge limiting the practical application of such composite structures. Currently, commonly used metal-polymer joining methods primarily include adhesive bonding, mechanical fastening (e.g., riveting and bolting), and the emerging microstructural interlocking technology developed in recent years.7,8 Adhesive bonding features relatively simple processes and is suitable for large-area joining; however, it suffers from drawbacks such as complicated surface pretreatment, adhesive layer aging, poor resistance to humidity and heat, and long curing cycles.9,10 Although mechanical fastening facilitates disassembly and maintenance, it tends to induce stress concentration, increase structural weight, and potentially compromise material integrity.11,12 In contrast, the microstructural interlocking method involves pre-fabricating micro- or nano-textures on the metal surface, allowing molten polymer to infiltrate and solidify within these textures, thereby forming an “anchoring-like” mechanical interlocking effect. With potential advantages including high bonding strength, uniform stress distribution, and resistance to environmental aging, this method has gradually emerged as a research hotspot in the interfacial strengthening of metal-polymer composites.13,14
In the GFRPP-aluminum alloy composite system, interfacial bonding performance is influenced by the combined effects of multiple factors. First, the significant difference in the coefficients of thermal expansion (CTE) between the two materials tends to induce residual stresses during the cooling phase of thermoforming, which may lead to interfacial debonding or cracking. 15 Second, the flow and filling behavior of the polymer melt within the micro-textures directly determine the quality of mechanical interlocking; insufficient filling hinders the reinforcing effect of the textures. 16 Therefore, the controllable and precise fabrication of microstructures on the aluminum alloy surface is a crucial approach to enhancing interfacial performance. Laser surface texturing technology, characterized by high precision, non-contact processing, and excellent operational flexibility, enables the fabrication of regular micro-textures with controllable dimensions and morphologies (e.g., dimples, grooves, grids) on aluminum alloy surfaces by adjusting parameters such as laser power, scanning speed, number of scans, and scanning path. This process significantly enhances the mechanical anchoring effect (mechanical interlocking) between the metal and the polymer.17,18 Existing studies have demonstrated that laser texturing can effectively improve the interfacial bonding strength between aluminum alloys and engineering plastics such as nylon and polybutylene terephthalate (PBT).19,20 However, the geometric parameters of the textures (e.g., depth, width, spacing, aspect ratio) must be compatible with the flow characteristics of the polymer melt and the processing pressure. Excessively high or low texture density and depth may result in insufficient filling or stress concentration, thereby reducing joint performance.21,22 In addition, the material composition and properties of GFRPP significantly influence the quality of interfacial bonding. The content, length, and distribution of glass fibers not only determine the intrinsic mechanical properties of the composite but also affect melt flowability during molding, fiber orientation, and the infiltration and anchoring behavior of fibers within the micro textures.23,24 Therefore, systematically investigating the synergistic mechanisms between laser texture morphology and GFRPP material formulation (particularly glass fiber content) is of great scientific importance and engineering value for the reliable fabrication of high-performance GFRPP-aluminum alloy composite components.
To address the common challenge of insufficient interfacial bonding strength between GFRPP and aluminum alloy, this study proposed a high strength joining strategy that combines laser grid micro texturing with hot press molding based on the mechanical interlocking mechanism. The primary focus was to investigate the effects of critical parameters (including the number of laser scanning passes, grid spacing, and glass fiber content) on interfacial bonding performance, and to elucidate the correlation among micro-texture morphology, composite composition, and interfacial failure mechanisms. This work aimed to provide process optimization guidelines and theoretical insights for the fabrication of high performance metal-polymer composite components. Figure 1 presents the complete preparation and testing process of the GFRPP-aluminum alloy composite components. Experimental process of preparation and testing.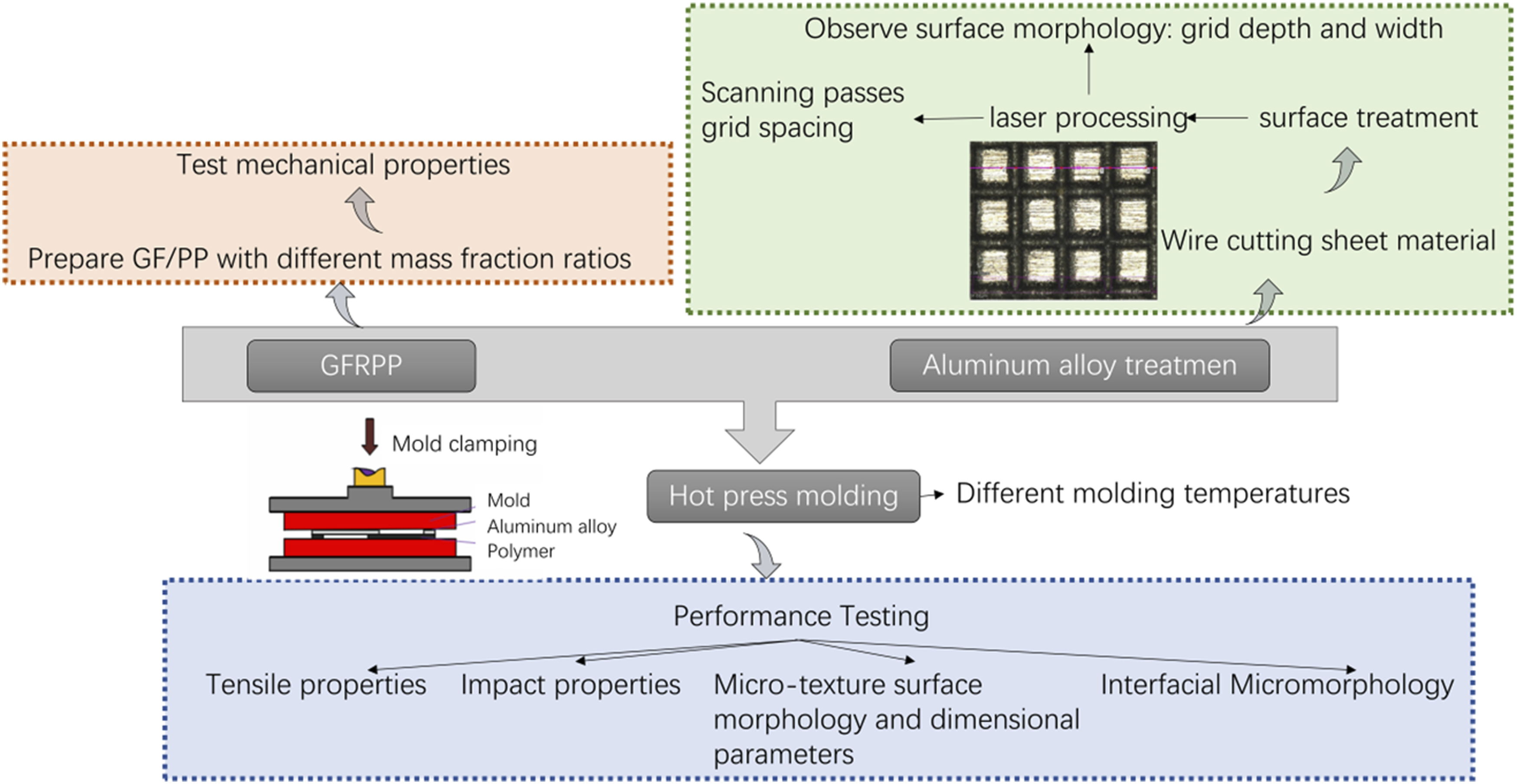
Materials and methods
Materials
Composition (wt%) of 7A09 aluminum alloy.
Preparation of composites
Temperature settings of the twin-screw extruder.
Aluminum alloy plates were processed using an electric spark CNC wire-cutting machine (model DK7735, Taizhou Hongyuan CNC Machine Co., Ltd., China) to produce rectangular specimens measuring 50 × 10 × 2 mm. The specimens were then sequentially cleaned with deionized water and dried in a 70°C oven for 30 min to prevent excessive water residue caused by air drying. The preparation of microstructure on the surface of aluminum alloy is achieved by laser marking machine (model HM20, Han’s Laser Technology Co., Ltd., China.). A three-line parallel scanning mode was employed to create a single grid line. Following a “high-speed multi-pass” strategy, with a scanning speed of 1000 mm/s, laser power of 25 W, and laser frequency of 35 kHz, each line was scanned continuously for two passes, and the entire surface was scanned for 10 or 20 scanning passes. Consequently, grid-like micro-textures with controllable depth and width were fabricated.
Hot press molding for metal-polymer composite: The previously prepared GFRPP pellets and aluminum alloy specimens with micro-textures were placed into the hot press molding machine. The aluminum alloy was preheated within the mold. The hot-press molding temperatures were set at 210°C, while the plasticizing time (polymer melting stage) was fixed at 15 min and the hot-press pressure was 20 kN. After cooling to room temperature inside the mold, the composite specimens were demolded and then stored in a dry environment at room temperature for 48 h to fully relieve internal stresses. Finally, the GFRPP-aluminum alloy composite specimens were obtained for performance testing. The specimen dimensions are shown in Figure 2. Dimensions of the specimen.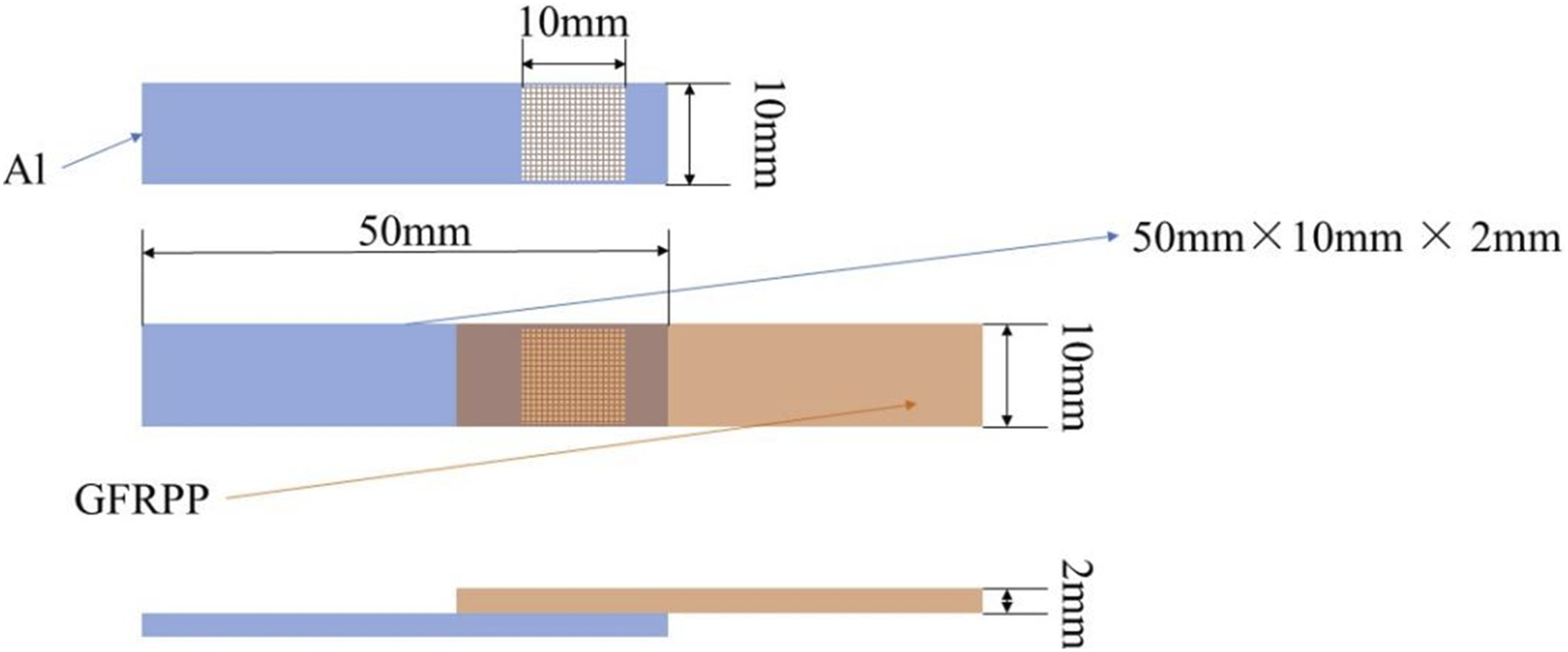
Test and characterization
Tensile properties: standard specimen was shown in Figure 2 according to GB/T10400-2006 (model KL-WS-30S, Dongguan Kunlun Testing Instrument Co., Ltd., China). Five specimens were performed under the same number, and the average value of each group of experiments was taken, and relative error was calculated.
Impact properties: rectangular impact specimen without notch was used according to GB/T1843-2008 (model ZBC-4C, Shenzhen Xinsansi Instrument Co., Ltd., China). Five specimens were performed under same specimen number, and average value of each group of experiments was taken, and relative error was calculated. The elevation angle was 150°, and the impact velocity was 3.5 m/s.
Micro-texture surface morphology and dimensional parameters: An extended depth of field microscope (model VH-S30B, KEYENCE Co., Ltd., Japan) was used to examine the surface morphology of aluminum alloys after laser processing. Multiple measurement points were selected within the processed area of each specimen, distributed across diagonal quadrants, to determine the depth and width of the grid grooves. The average dimensional data were then calculated. This method enabled a quantitative analysis of the effects of number of laser scanning passes and grid spacing regarding the morphology of the micro-textures.
Interfacial micromorphology: After the tensile test, an extended depth of field microscope (model VH-S30B, KEYENCE Co., Ltd., Japan) was used to examine the surface of the failed aluminum alloy and the fracture surface of the GFRPP. The analysis focused on identifying failure locations, including interfacial debonding, cohesive failure within the GFRPP matrix, or mixed failure modes. Additionally, the distribution and pull-out behavior of glass fibers were observed, along with the residual polymer state within the micro-textures grooves. This examination aimed to elucidate the micro-mechanisms underlying interfacial bonding and failure.
Results and discussion
Mechanical properties of GFRPP
The mechanical properties were conducted on pure PP and GFRPP with varying glass fiber (GF) contents (10%, 20%, and 30%) using a tensile testing machine and a cantilever beam impact testing machine, respectively. The results demonstrated that the incorporation of glass fibers significantly enhanced the mechanical properties of the composites as shown in Figure 3. The tensile strength and yield strength of GFRPP increased by up to 97.93% and 126.90%, respectively compared to pure PP. The impact strength also rose with increasing glass fiber content. The impact strength of PP-GF30% reached 102.014 kJ/m2, representing a 20.87% increase compared to pure PP. As the glass fiber content in polypropylene increases, the glass fiber network restricts the large-scale slipping and orientation rearrangement of the matrix molecular chains under external forces, causing the overall material to transition from toughness to brittleness. Consequently, the elongation of the composite material decreases with increasing glass fiber content. The balance between rigidity and toughness is crucial in practical applications. For example, in automotive parts, components such as dashboard frames and fan covers require high rigidity, stable dimensions, and low stress. Increasing the glass fiber content (e.g., to 30%) can effectively reduce deformation in these parts. However, for components that must withstand impact or repeated bending—such as bumper energy-absorbing boxes and inner door handles—excessive glass fiber content can prevent energy absorption through plastic deformation during collisions, leading instead to brittle fractures and compromising safety. Therefore, in engineering, it is essential to find a balance between modulus and ductility or to compensate for reduced elongation by toughening modifications, such as adding elastomers. Comparison of the mechanical properties of composites: (a) Tensile strength, (b) Elongation at break, (c) Impact strength, (d) Yield strength.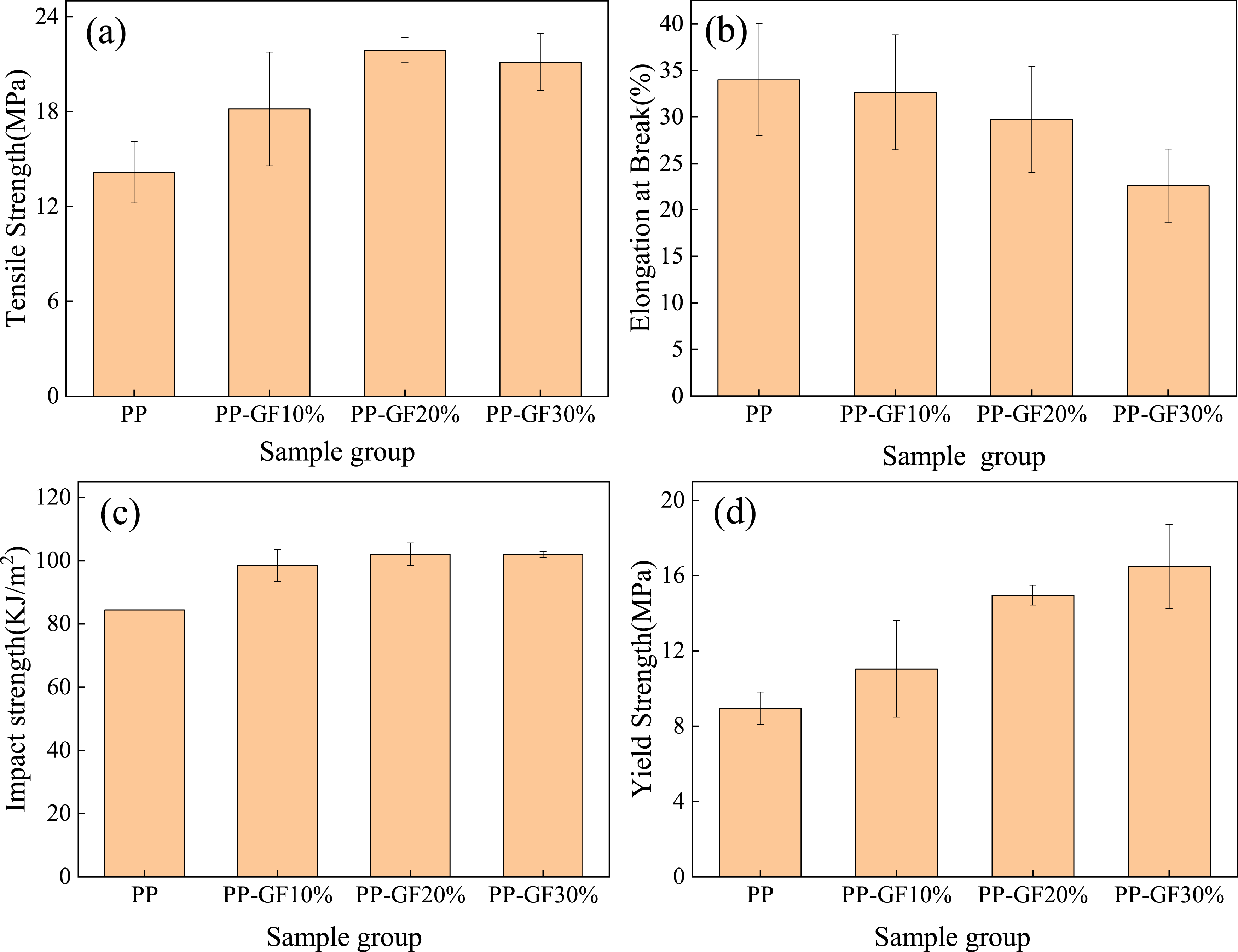
The reinforcing effect of glass fibers primarily rose from their high modulus (70–90 GPa) and their ability to transfer stress. When a load was applied, stress was transferred from the PP matrix to the glass fibers through the matrix-fiber interface, significantly enhancing the material’s stiffness and strength. However, the composite’s elongation at break decreased continuously as the glass fiber content increases, demonstrated typical “strength-toughness balance” behavior, as illustrated by the maximum force-deformation curves in Figure 4. It was noteworthy that when the glass fiber content increased to 30%, certain properties tend to decline due to interfacial defects caused by fiber agglomeration and uneven dispersion at high concentrations. Without the use of compatibilizers, this study achieved a 0.69 to 1.27 times improvement in the key mechanical properties of the composite. This result not only confirmed the effectiveness of glass fiber reinforcement but also established a performance benchmark for subsequent interface optimization. Maximum force and deformation curves of composites.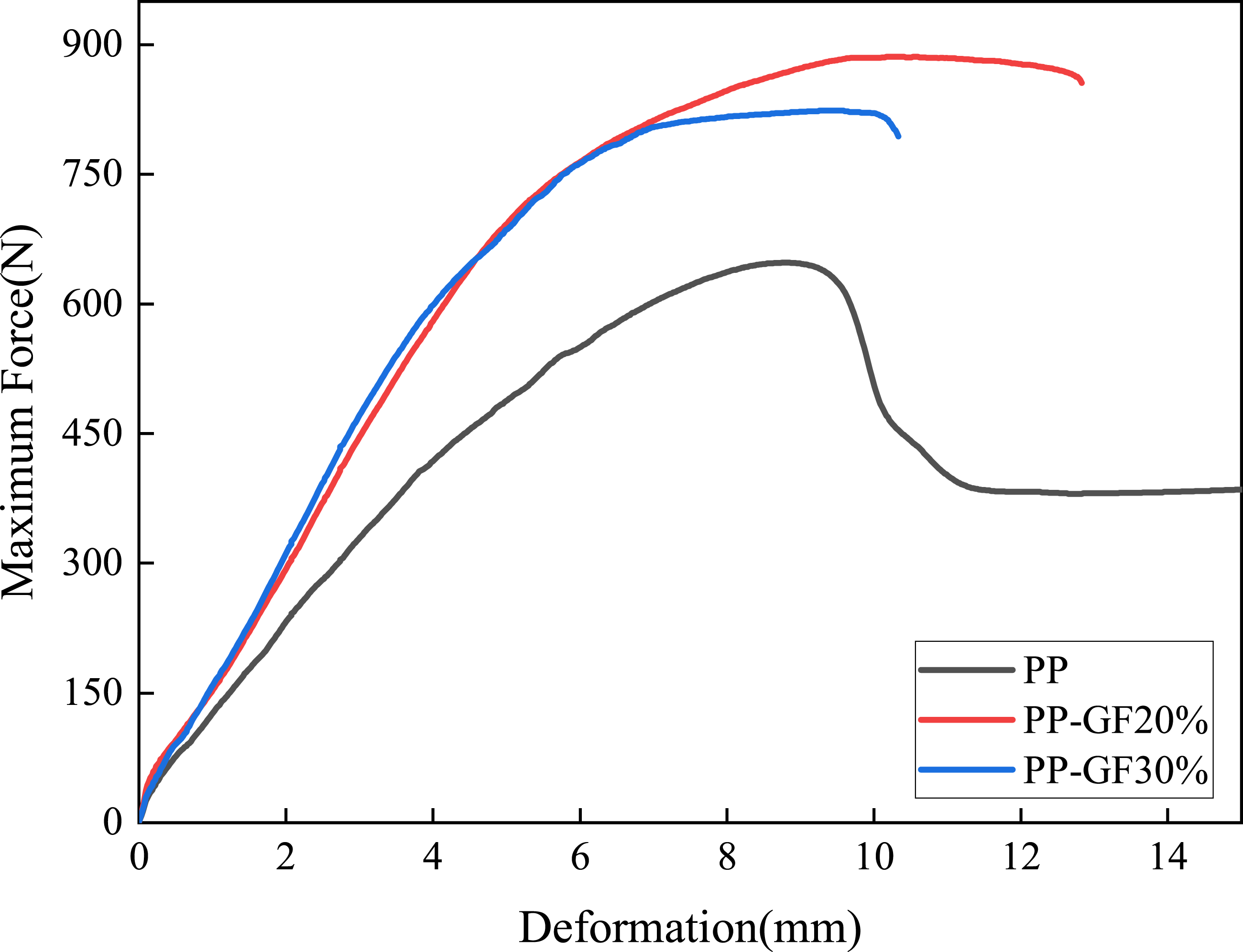
Effect of scanning passes of laser on joint properties
Mechanical comparison of different scanning passes.

Analysis of the experimental data indicated that the maximum tensile force and tensile strength of the joints exhibited an overall decreasing trend as the number of laser scanning passes increased under the same grid spacing conditions. The magnitude of this trend first decreased and then increased with varying spacing, reaching its minimum reduction amplitude at a spacing of 0.3 mm. At larger spacings, the reduced density of micro-textures led to a decrease in the actual contact area between GFRPP and aluminum alloy. In this case, an increased number of scanning passes resulted in a larger aspect ratio of the textures. However, insufficient melt filling further weakened the interfacial mechanical interlocking effect, exacerbating the strength reduction. In contrast, at smaller and denser spacings, the larger contact area could partially compensate for the filling defects caused by the increased aspect ratio, maintaining some effectiveness of the mechanical interlocking. A longitudinal comparison showed that joint strength generally decreased with increasing grid spacing.
After the tensile tests, some specimens with grid spacings of 0.1 mm and 0.3 mm exhibited interfacial debonding, while others fractured within the plastic component. The failure modes were further examined using an extended depth- of-field microscope. The morphologies of the aluminum alloy/GFRPP interfaces after debonding are shown at spacings of 0.3 mm in Figure 5(a) and 0.7 mm in Figure 5(b). Greater residual plastic was observed in regions with higher roughness along the edges of the grid micro-texture lines. Additionally, peeling of glass fibers in the GFRPP was evident following the separation of the plastic from the aluminum alloy. Residues of GFRPP material were also detected within the grid grooves. This evidence confirms that the molten plastic successfully infiltrated the laser-fabricated grid micro-textures and that interfacial failure occurred at these locations, leading to separation during the subsequent tensile process. Surface micromorphology of aluminum alloy: (a) 0.3 mm, (b) 0.7 mm.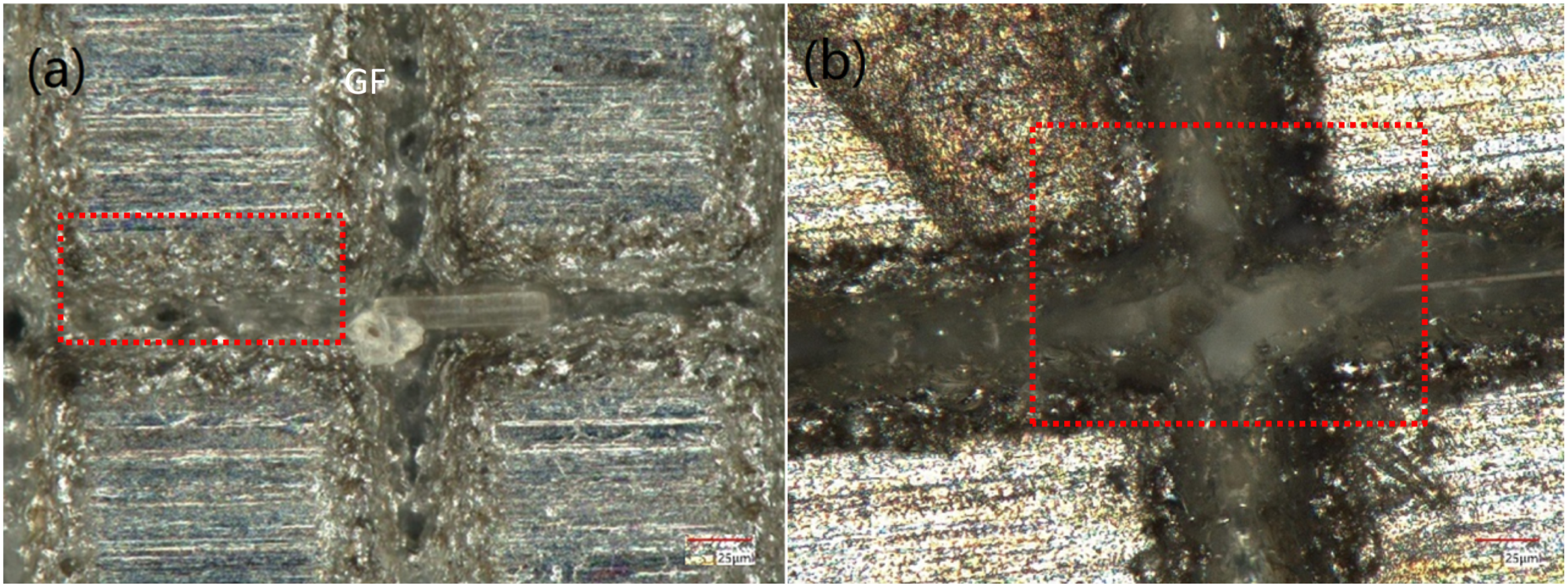
The micromorphology of the plastic surface was illustrated in Figure 6. The fracture surface morphology of the plastic with a grid spacing of 0.3 mm was shown in Figure 6(a). Fine holes were clearly visible on the fracture surface, indicating that the failure mode of the plastic during fracture involved glass fiber pull-out from the PP matrix. This phenomenon suggested poor interfacial compatibility between the glass fibers and the matrix, which limited the enhancement of the mechanical properties. The micromorphology of the interface between GFRPP and aluminum alloy with a grid spacing of 0.7 mm following interfacial debonding was shown in Figure 6(b). The horizontal direction corresponded to the tensile direction applied after composite molding with the aluminum alloy. The plastic lines embedded with grid textures in the vertical direction were wider than those in the horizontal direction. This difference rose because the plastic in the vertical direction experienced greater transverse tensile forces within the micro-textures, leading to deformation in this region and subsequent detachment during the tensile process. It had been confirmed that when the grid spacing was 0.3 mm, the grid was denser compared to a spacing of 0.7 mm. After the metal-polymer composite was formed, the denser grid can distribute external forces more effectively under tensile loading. Therefore, denser micro-textures or rougher surfaces were more effective at enhancing the mechanical properties of metal-polymer composite joints than sparser micro-textures or smoother surfaces within a certain range. Micromorphology of the GFRPP surface: (a) Plastic fracture surface, (b) Plastic surface after debonding.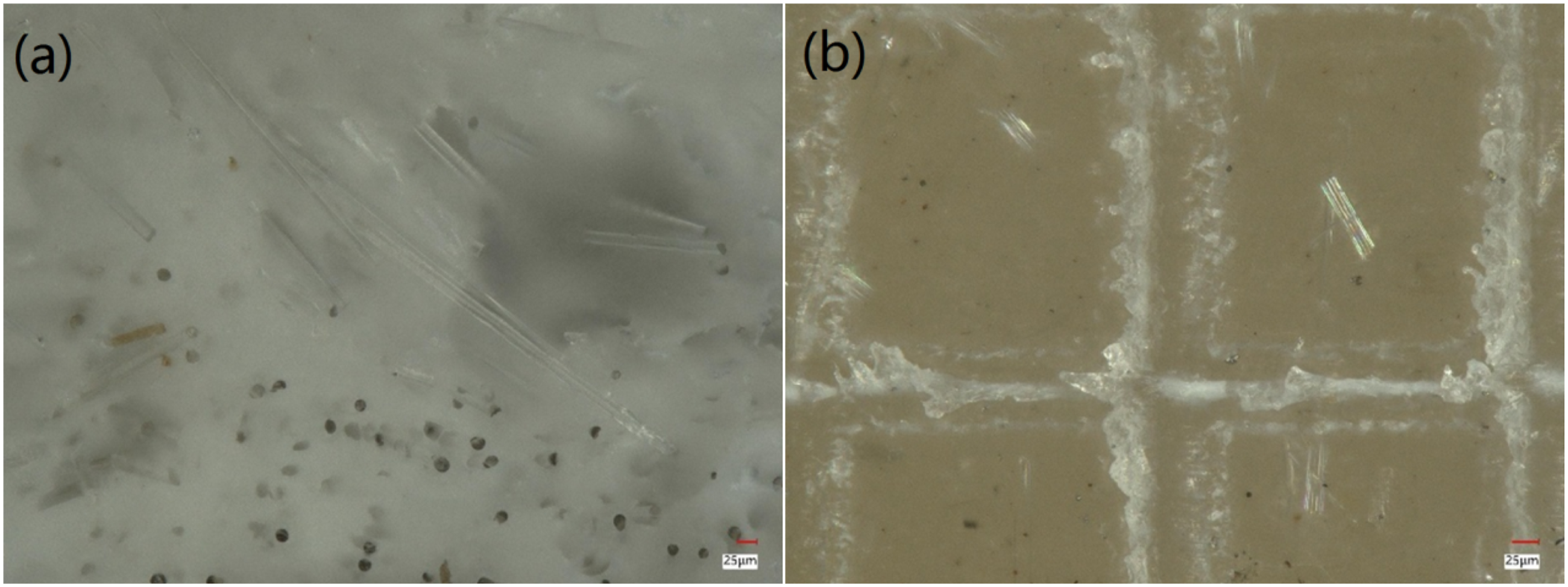
The depth and width of the grid micro-textures varied with the number of laser scanning passes, which in turn affected the strength of the metal-polymer composite joints. As the number of scanning passes increased, the aspect ratio of the micro-textures rose, while the joint strength decreased within a certain range. However, the number of scanning passes should not be too low. As concluded from the optimization of laser processing parameters discussed earlier, an insufficient number of scanning passes caused splatters generated by the laser to form a recast layer around the micro-textures, resulting in unclear texture structures. Therefore, 10 scanning passes were selected for subsequent experiments.
Effect of grid spacing of laser on joint properties
Mechanical comparison of different grid spacing.
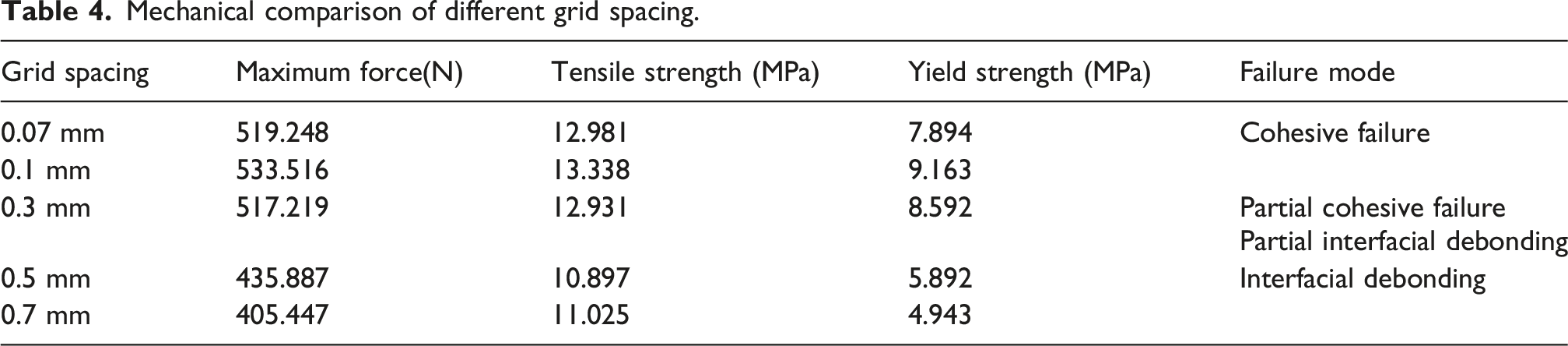
By comparing these averages, it can be observed that within the range where the grid spacing was not less than 0.1 mm, the maximum tensile force, tensile strength, and yield strength of the composite joints generally increased as the grid spacing decreased. This trend can be attributed to two main factors. First, when the grid spacing was large, the density of micro-textures within a given processing area decreased, reducing the contact area between the GFRPP and the aluminum alloy surface during hot press molding, which ultimately diminished joint strength. Second, the distance between adjacent grid lines became larger, resulting in a smaller laser heat-affected zone as the laser scanning spacing increased. Consequently, the depth and width of the micro-textures were slightly reduced compared to those with smaller grid spacing. However, when the spacing was further reduced to 0.07 mm, the joint performance measured by the tensile machine did not show a significant improvement and was nearly comparable to that of the grid with a spacing of 0.1 mm. This was because the scanning path in this experiment consisted of grid lines formed by three parallel single lines spaced 10 μm apart as the spacing decreased. Excessively small spacing caused overlapping of the laser heat-affected zones and resulted in mutual interference between adjacent grid lines. Each grid line was affected multiple times, leading to highly irregular surface micro-textures and repeated damage to the grid surface. The surface morphology of the grid with a spacing of 0.07 mm after 10 scanning passes was shown in Figure 7. Surface morphology of aluminum alloy with 0.07 mm grid spacing after 10 scanning passes: (a) 3D structural, (b) Surface morphology, (c) Depth and width of each testing point.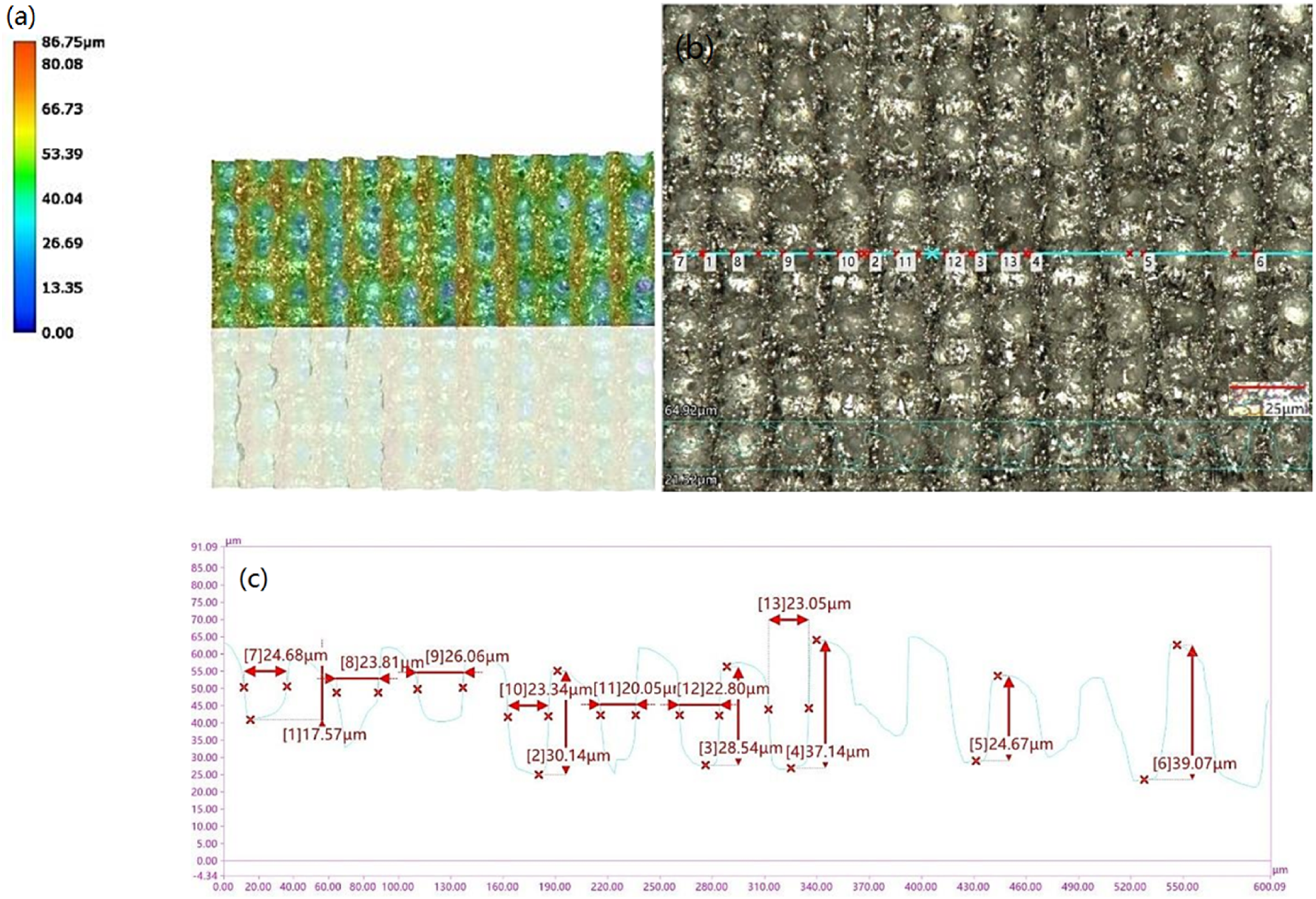
The results revealed that the aluminum alloy surface exhibited rapid undulations and was significantly influenced by laser-induced thermal effects. These effects caused stress variations on the aluminum alloy surface, resulting in a reduction in joint strength. However, the strength at a spacing of 0.07 mm remained notably higher than at larger spacings, indicating that the density of the fabricated micro-textures should not be too low. Increasing the contact area at the bonding interface between aluminum and plastic dissimilar materials can effectively enhance the strength of the composite joints.
A set of experimental results was selected for each spacing to plot the maximum force-deformation curves. The outcomes of these comparative tests were presented in Figure 8. According to the load-displacement curves, joints with different grid spacings exhibited distinctly different fracture behaviors. When the spacing was 0.5 mm or 0.7 mm, the curves dropped sharply after reaching the peak load, without displaying the clear plastic deformation plateau characteristic of typical brittle interfacial debonding failure. In contrast, at smaller spacings, the curves show an extended, gradual decline after the peak, corresponding to significant plastic deformation and necking of the GFRPP matrix with the failure mode dominated by cohesive failure. Maximum force and deformation curves with different grid spacing.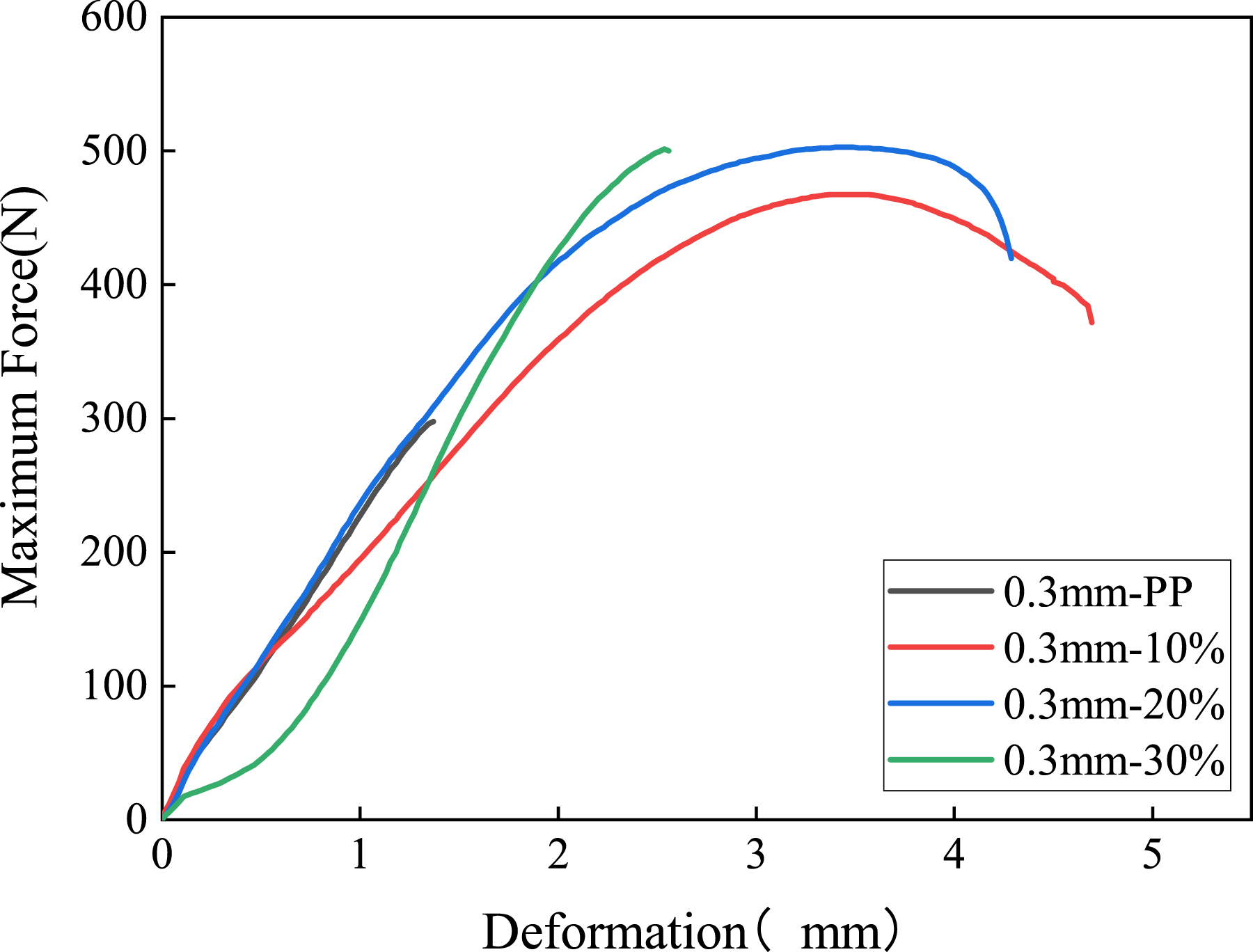
The formation of the plateau stage in the curve was closely related to the material’s work-hardening behavior after yielding and the difference between true stress and engineering stress as shown in Figure 9. Notably, the specimen with a grid spacing of 0.07 mm reached the strength peak first, indicating that denser micro-textures enhance the efficiency of stress transfer and enable more effective load distribution to the aluminum alloy substrate, thereby achieving higher joint strength. This result demonstrated that reducing the grid spacing not only improved interfacial mechanical interlocking but also promoted a shift in the failure mode from brittle interfacial separation to more ductile matrix fracture, which was significant for enhancing the energy absorption capacity and service reliability of the joint. Deformation process of plastic specimens during tensile testing.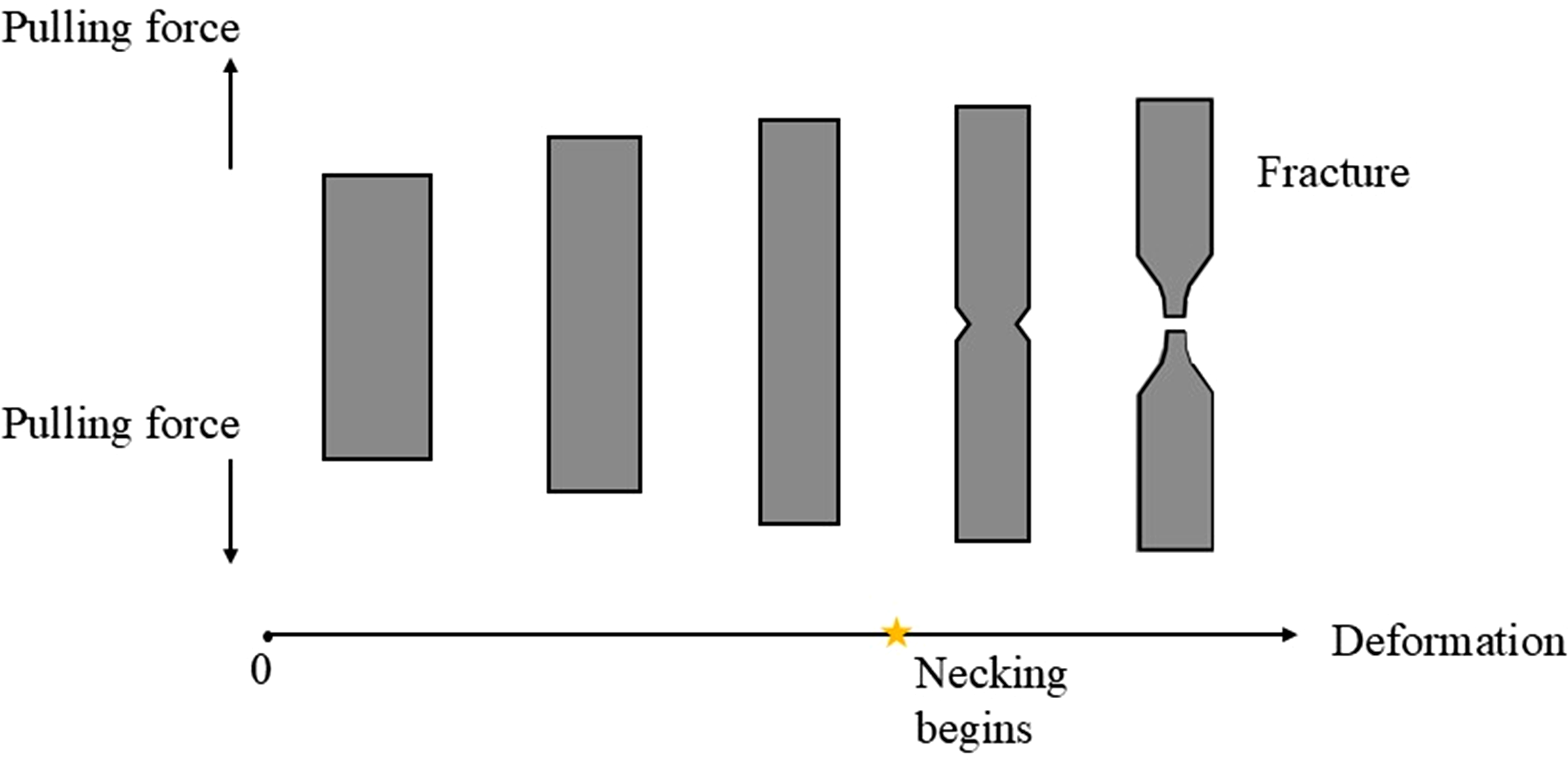
Effect of GFRPP proportioning on joint properties
Mechanical comparison of composites with different GFRPP proportions.

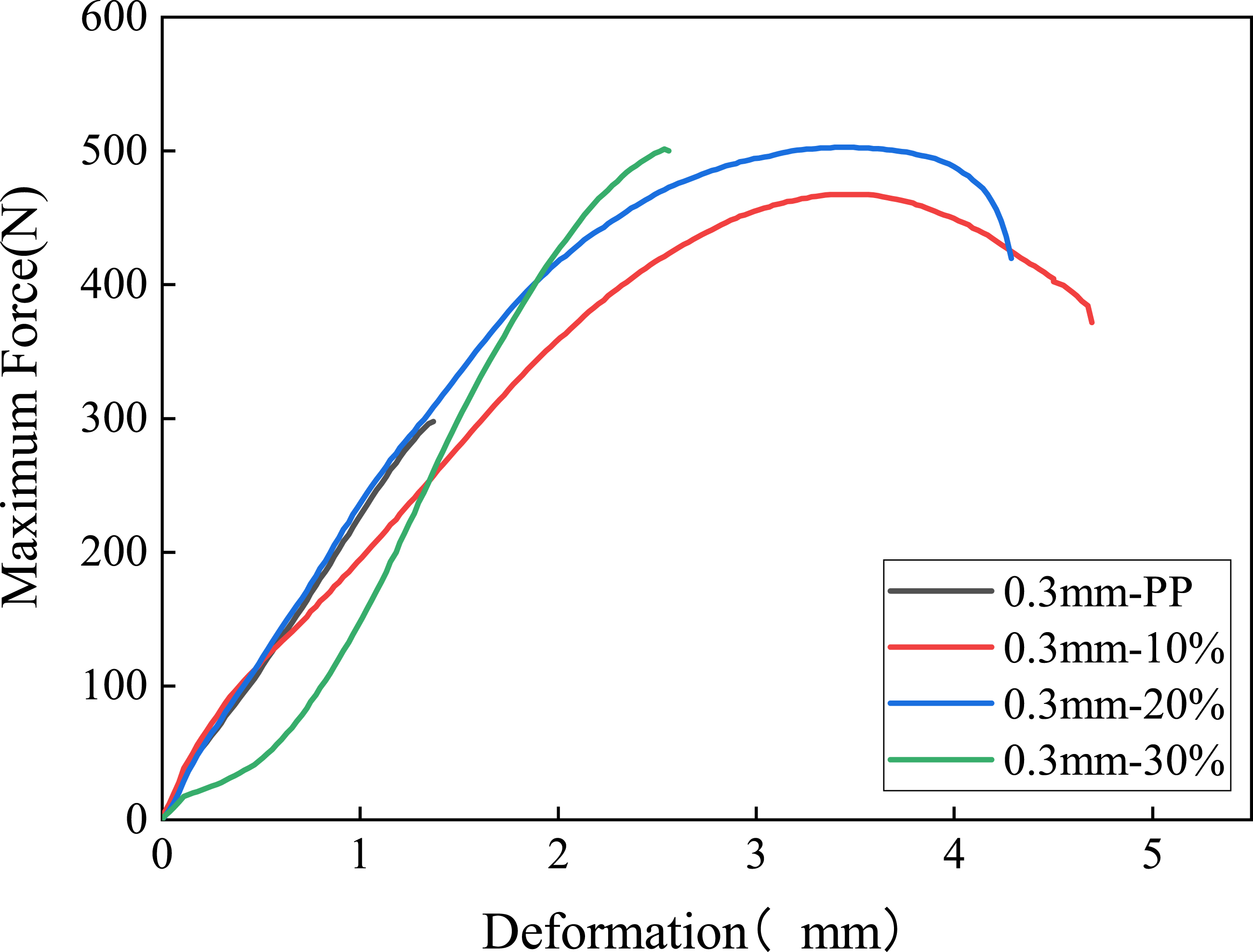
By comparing data from different groups, it was found that the joint strength of pure PP composites with aluminum alloy was the lowest. The joint strength generally increased initially and then decreased as the glass fiber content rose. This trend was attributed to the relationship between glass fiber content and melt fluidity: higher glass fiber content resulted in poorer melt fluidity, which slightly affected the infiltration of the melt into the micro-textures during hot press molding. However, this trend indicated that for micron-scale textures, when the glass fiber content did not exceed 30%, the fluidity of the plastic melt had only a minor effect on the strength of the metal-polymer composite joints. Instead, fractures were more likely to occur at the fine micro-textures, leading to joint debonding because pure PP had poor mechanical properties despite its high elongation at break. The micromorphology of the detached plastic surface, observed under a microscope and shown in Figure 10, revealed that when GFRPP with a high glass fiber content infiltrated the micro-textures, insufficient interfacial compatibility between the glass fibers and the PP matrix led to significant deformation of the GFRPP under external force, rather than forming a stronger bond with the aluminum alloy. The brittle fracture behavior further supported this conclusion, as reflected in the stress-strain curves shown in Figure 11. Surface morphology of specimens with different GFRPP proportions after debonding: (a) PP-GF10%, (b) PP-GF30%. Maximum force and deformation curves of composite specimens with different GFRPP proportions.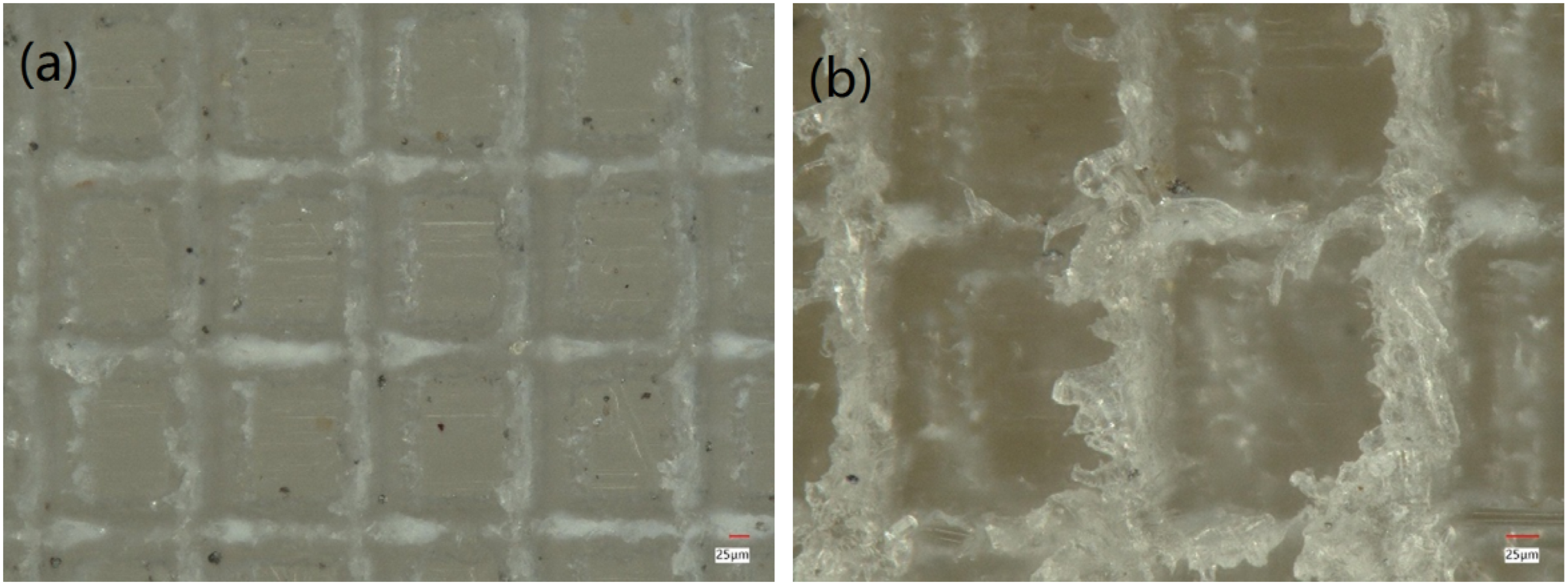
Conclusions
The effects of laser surface micro-texture parameters and the hot pressing process on the interfacial bonding properties of GFRPP-aluminum alloy joints were studied. A high-strength connection between the two materials was achieved through a mechanical interlocking mechanism. The main conclusions obtained were as follows:
Laser surface micro-texture parameters significantly influence interfacial bonding properties. Regarding laser scanning passes, joint strength reached its optimum when the number of passes was set to 10. Excessively high scanning passes resulted in an excessively large aspect ratio of micro-textures, causing incomplete melt filling and consequently reducing bonding strength. Conversely, insufficient scanning passes led to unclear texture morphology. As for grid spacing, joint strength peaked at 0.1 mm. Larger spacing decreased the effective contact area and mechanical interlocking, while excessively small spacing caused irregular surface morphology due to overlapping laser heat-affected zones, resulting in negligible strength improvement.
Glass fiber content significantly influenced the interfacial properties. The interfacial performance of GFRPP-aluminum alloy joints was optimal at a glass fiber content of 20%. Incorporating glass fibers substantially enhanced the intrinsic mechanical properties of the composite material and improved the load-bearing capacity of the interface. However, excessively high glass fiber content reduced melt fluidity and caused fiber agglomeration, which slightly decreased the joint strength.
The micro-textures of the grid fabricated on the aluminum alloy surface through laser processing enabled complete infiltration and solidification of the GFRPP melt during the hot pressing process, creating an “anchoring” effect. This effect facilitates efficient stress transfer and enhances interfacial bonding.
Footnotes
Author contributions
J.L: Conceptualization and writing original draft; Q.W: Investigation and methodology; H.F: Supervision and resources; and C.G: Validation. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the financial support of the Project funded under Tianjin Research Program of Application Foundation and Advanced Technology of China (No. 25YFYFFG00100).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data will be made available on request.