
Abstract
Improving the manufacturability of titanium alloys and facilitating the production of complex parts through advanced powder metallurgy (PM) processes is of great importance. In this study, a Ti–5Mo–2Fe alloy was fabricated via both ingot metallurgy (IM) and PM processes. The mechanical and corrosion properties were evaluated using hardness measurements, room-temperature tensile tests, potentiodynamic polarisation experiments, potentiostatic polarisation experiments, and immersion tests. The IM alloy exhibited a basket weave structure and the PM alloy exhibited a layered α+β Widmanstätten structure with α/β lamellar colonies. Both the IM and PM alloys exhibited excellent mechanical properties, but owing to its porosity, the PM alloy fractured before the yield point. The PM alloy exhibited superior corrosion resistance with a higher Ecorr and lower Icorr, possibly owing to the thicker passivation film with higher oxygen content generated by the PM alloy, which enhances the corrosion properties by providing superior structural stability.
Introduction
Ti and its alloys possess various desirable structural and functional properties, leading to a steady increase in their industrial use and the development of technologies for their application. Efforts have focused on utilising titanium in various fields, including aerospace, power plants, petrochemicals, marine structures, and implants.1–5 Ti and its alloys exhibit low density and form a stable oxide film (TiO2) on their surfaces, providing excellent corrosion resistance even within the human body. Moreover, their superior biocompatibility, as demonstrated by minimal metal ion release and strong bonding characteristics with the bone tissue, makes them widely usable as biomaterials.6, 7
However, commercially pure titanium (C.P. Ti) has low hardness and relatively poor mechanical properties, such as tensile strength, hindering its use as a biomaterial. Consequently, C.P. Ti is commonly alloyed to produce α+β phase titanium alloys. However, the primary alloying elements used, such as aluminium and vanadium, have been reported to pose health risks. Aluminium has been associated with Alzheimer's disease, whereas vanadium can release toxic ions, leading to severe complications and allergic reactions.8–10 Therefore, new biocompatible Ti alloys must be researched to address these issues. In recent years, β-phase titanium alloys which possess body-centred cubic structures that provide excellent elongation, low elastic moduli, and high corrosion resistance have been actively researched as a potential alternative to α+β phase titanium alloys.11–13
β-phase titanium alloys, such as Ti–13V–11Cr–3Al, Ti–11.5Mo–6Zr–4.5Sn, and Ti–15V–3Al–3Cr–3S, retain the high structural stability and corrosion resistance of traditional α+β phase titanium alloys while offering superior elongation, fracture toughness, the highest strength-to-weight ratio, and exceptional hardenability compared to other titanium alloys.14, 15 However, β-phase titanium alloys face challenges due to the high density and melting points of the β-stabilising elements added during production, which contribute to higher production costs, thus making them less competitive in terms of price.15, 16 Conventional ingot processing methods used for manufacturing titanium and its alloys involve multiple steps, such as vacuum remelting, alloying element addition, homogenisation, and annealing, which result in significant processing costs. Moreover, titanium alloys exhibit low workability and high melting points, thereby increasing production costs. To address these challenges, researchers have focused on substituting conventional methods with powder metallurgy (PM) to manufacture titanium alloys. 17 Compared to other metalworking techniques, powder processing eliminates many machining steps and does not require increasing the temperature to the melting point of the material during production. Additionally, PM involves easy material design, enabling the fabrication of complex-shaped components and porous metal materials, thus highlighting its distinct advantages over ingot-processing techniques.18–20
In this study, a relatively cost-effective metastable β titanium alloy, Ti–5Mo–2Fe, was fabricated by adding Mo and Fe. Mo was added to improve corrosion resistance and achieve a low elastic modulus, whereas Fe, a non-toxic titanium alloying element, was incorporated to improve mechanical properties through its strengthening effect. Furthermore, alloys were fabricated using ingot metallurgy (IM) and powder metallurgy (PM) to evaluate their mechanical and corrosion properties based on the manufacturing process.
Experimental
In this study, alloys with identical compositions were fabricated using PM and IM metallurgy processes to compare the differences in their properties based on the processing techniques. For clarification, all raw materials used in this study, including Ti, Mo, and Fe powders, were supplied by Material Technical Innovation Group (MTIG). The IM metallurgy process utilised 99.9% pure Ti, 99.95% pure Mo, and 99.5% pure Fe, which were melted ten times using the non-consumable vacuum arc re-melting (VAR) method and cast into ingots. To remove solidification structures, solution treatment was performed at 850 °C for 1 h, followed by furnace cooling. The PM metallurgical process uses powders with Ti (<25 µm), Mo (1–2 µm), and Fe (5–7 µm). A total of 30 g of the mixed powder was placed in a mould measuring 144 × 16 mm and compacted under a pressure of 280 kg/cm2 for 30 s. The compacted sample was sintered at 1300 °C for 3 h under a 10−3 Torr vacuum to complete the fabrication. After fabrication, porosity measurements showed that the IM alloy had a porosity of 3%, while the PM alloy exhibited a higher porosity of 7%.
To observe the microstructural behaviour of the fabricated alloys based on metallurgical processes, specimens were cut perpendicular to the longitudinal direction and hot-mounted. The specimens were first polished using abrasive papers ranging from #220 to #2000 and then with finer abrasives with particle sizes of 6 µm, 3 µm, 1 µm, and 0.04 µm. The specimens were then etched for several seconds to tens of seconds using Kroll's reagent (100 ml H2O + 5 ml HNO3 and 3 ml HF). The phase fractions and microstructures were observed by optical microscopy (OM, BX53M, Olympus, Japan), field-emission scanning electron microscopy (FE-SEM, JSM-7100F, JEOL, Japan), and electron backscatter diffraction (EBSD). Hardness and room-temperature tensile tests were performed to evaluate the mechanical properties of the alloys. Hardness was measured using a Vickers hardness tester (HM-200M, Mitutoyo, Japan) at a load of 0.5 kgf, with 20 points measured. The averages and standard deviations were calculated after excluding the maximum and minimum values. For tensile testing, the specimens were machined according to the ASTM E8/E8M subsize standard, and tensile tests were performed using a universal testing machine (Room-Temperature Tensile Machine, BESTUTM-10MD, Ssaul Bestech, Republic of Korea) under a specified strain rate.
For the potentiodynamic and potentiostatic polarisation tests, the specimens were cold-mounted using copper tape and polished with abrasive papers ranging from #200 to #2000. The tests were conducted using a potentiostat (SP-150, Bio-Logic Science Instruments, France) with a platinum coil (Pt Coil) as the counter electrode (CE) and an Ag/AgCl (3 M KCl) electrode as the reference electrode (RE). The tests were performed in a 0.9 wt.% NaCl solution. For the potentiodynamic polarisation test, the applied potential range ranged from −2 V to +6 V relative to the open circuit potential (OCP), with the potential applied at a rate of 0.5 mV/s in alternating current mode. For the potentiostatic polarisation tests, a potential of +4 V relative to the OCP was applied for 1 h. Additionally, to evaluate the corrosion behaviour in an environment more aggressive than 0.9 wt.% NaCl, the specimens were immersed in a 5 M HCl solution for up to 2400 h, including intermediate assessments at 336 h, and the weight loss was measured to assess the extent of corrosion. Following the immersion test, the cross-sections and surfaces of the alloys were analyzed using a field emission scanning electron microscope (FE-SEM) equipped with an energy-dispersive X-ray spectroscopy (EDS) analyzer. This analysis was conducted to investigate the passivation and corrosion layers formed during corrosion.
Results and discussion
Microstructural differences in the Ti–5Mo–2Fe alloy based on the metallurgical processes were observed using OM and FE-SEM, as shown in Figures 1 and 2. In the case of the IM alloy, solution treatment at 850 °C followed by cooling resulted in the precipitation and growth of the α phase within the β phase. A basket weave microstructure with α/β interfaces was observed. Moreover, Widmanstätten grain boundary alpha (WGB α) phases were observed. The WGB α phase, composed of α-laths aligned in the same orientation, promotes the mobility and aggregation of dislocations and alters the path of crack propagation, thus enhancing elongation properties.21, 22 In the case of the PM alloy, an α+β Widmanstätten structure appeared in a layered arrangement, forming α/β lamellar colonies. Additionally, numerous pores smaller than 3 µm were observed, along with the formation of extremely fine α phases within the β phase.

Microstructures of Ti–5Mo–2Fe alloy produced by ingot metallurgy process: (a,b) OM and (c,d) SEM.
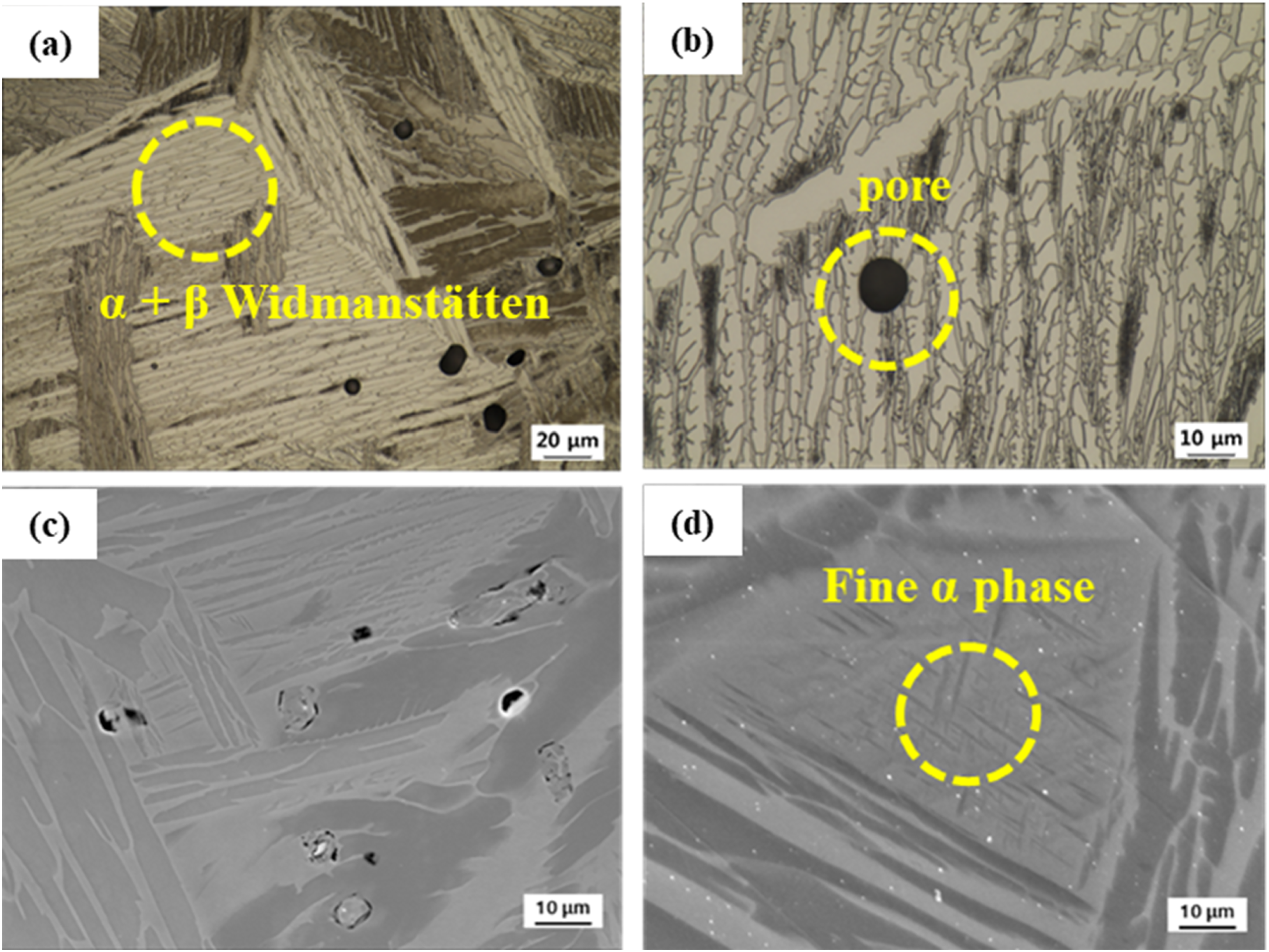
Microstructures of Ti–5Mo–2Fe alloy produced by powder metallurgy process: (a,b) OM and (c,d) SEM.
Vickers hardness and room-temperature tensile tests were performed to compare and evaluate the mechanical properties of each material, with the Vickers hardness test results presented in Figure 3. The PM alloy and IM alloy exhibited Vickers hardness values of 395.9 Hv and 301.4 Hv, respectively. These results contradicted the initial expectation that the PM alloy would exhibit lower hardness and mechanical properties owing to the presence of pores inherent to its characteristics, attributed to the extremely fine α phases observed in the PM alloy, which contributed to the increase in hardness. Additionally, the PM alloy exhibited a thinner α lamellar spacing, approximately 1 µm narrower than that of the IM alloy, resulting in superior hardness values. Furthermore, the β-stabilising elements Mo and Fe are well-known for their excellent solid solution strengthening effects,20, 21 and the hardness value of the β phase in the Ti-5Mo-2Fe alloys is presumed to be higher than that of the α phase. To analyze this observation, the phase fractions of the PM and IM alloys were measured using EBSD, with the results shown in Figure 4. The measurement results revealed that the β phase fraction in the PM alloy was approximately 25%, significantly higher than the 8% observed in the IM alloy. This higher β phase fraction in the PM alloy supports the experimental results demonstrating its superior hardness values.
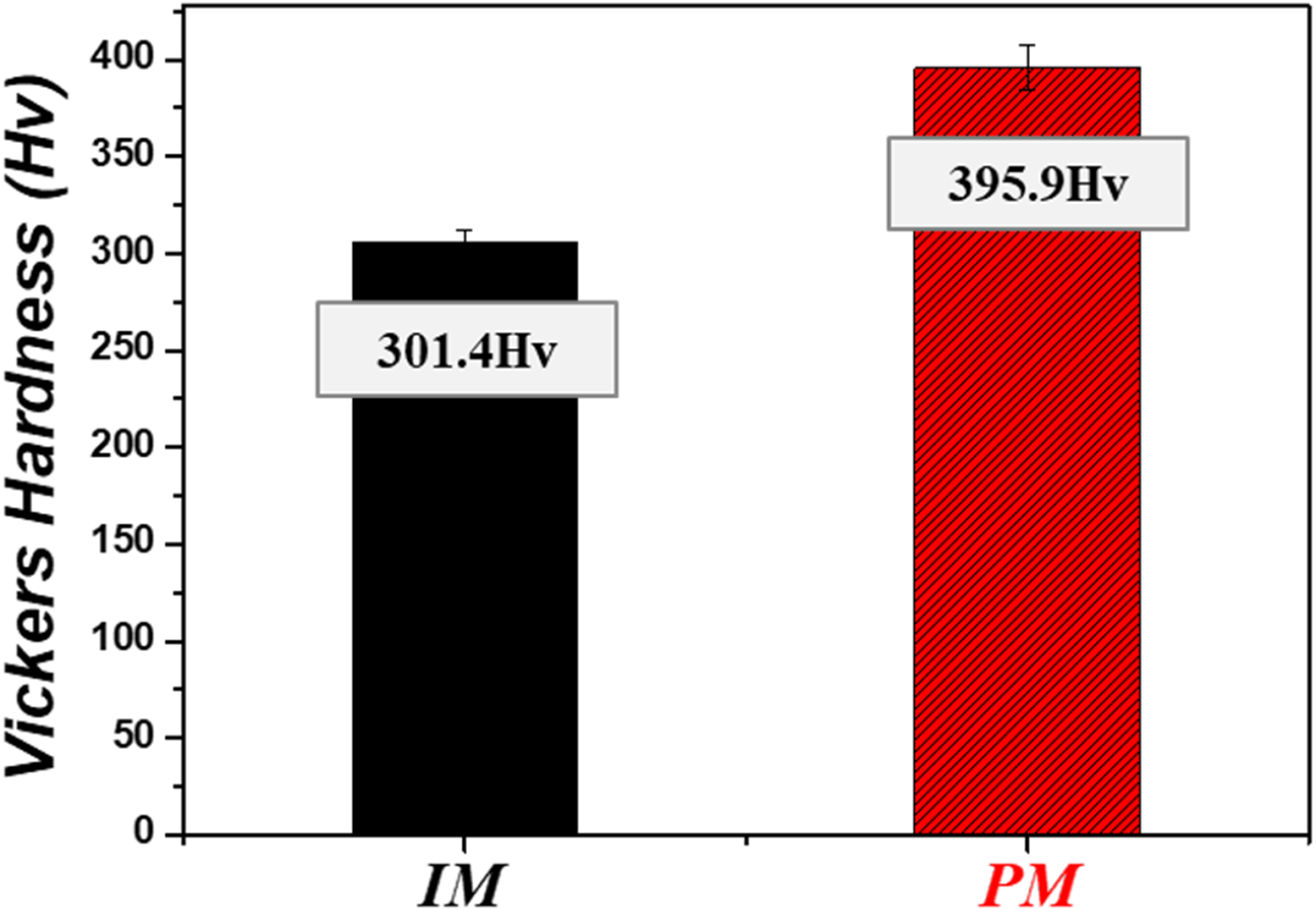
Vickers hardness of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
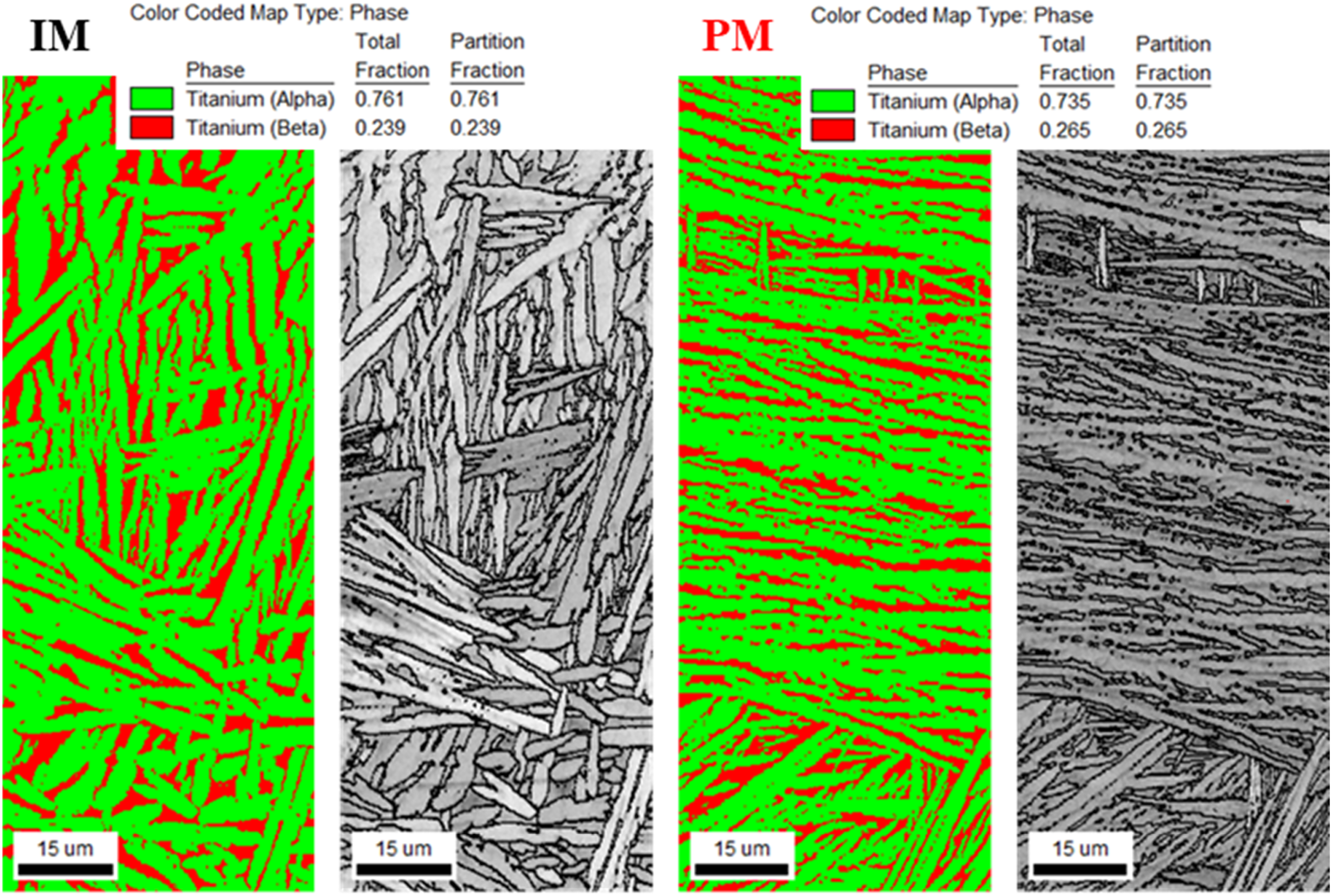
Phase maps of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
The stress–strain curves and results obtained from the room-temperature tensile tests are shown in Figure 5. The experimental results show that the PM alloy exhibited a tensile strength of 790.8 MPa, whereas the IM alloy exhibited a tensile strength of 825.4 MPa, both demonstrating excellent tensile properties, attributed to the layered Widmanstätten structure and WGB α phase observed in both alloys. These structures are believed to deflect the crack propagation direction during fracture, thereby slowing the crack propagation rate and enhancing the ductility. However, the PM alloy exhibited a significantly lower elongation of 0.63% compared to 13.1% for the IM alloy, attributed to the pores observed in Figure 1, which act as crack-initiation sites, leading to fracture before reaching the yield point. To further investigate the tensile properties of the PM alloy, the fracture surface after the tensile test was examined using a FE-SEM, with the results shown in Figure 6.
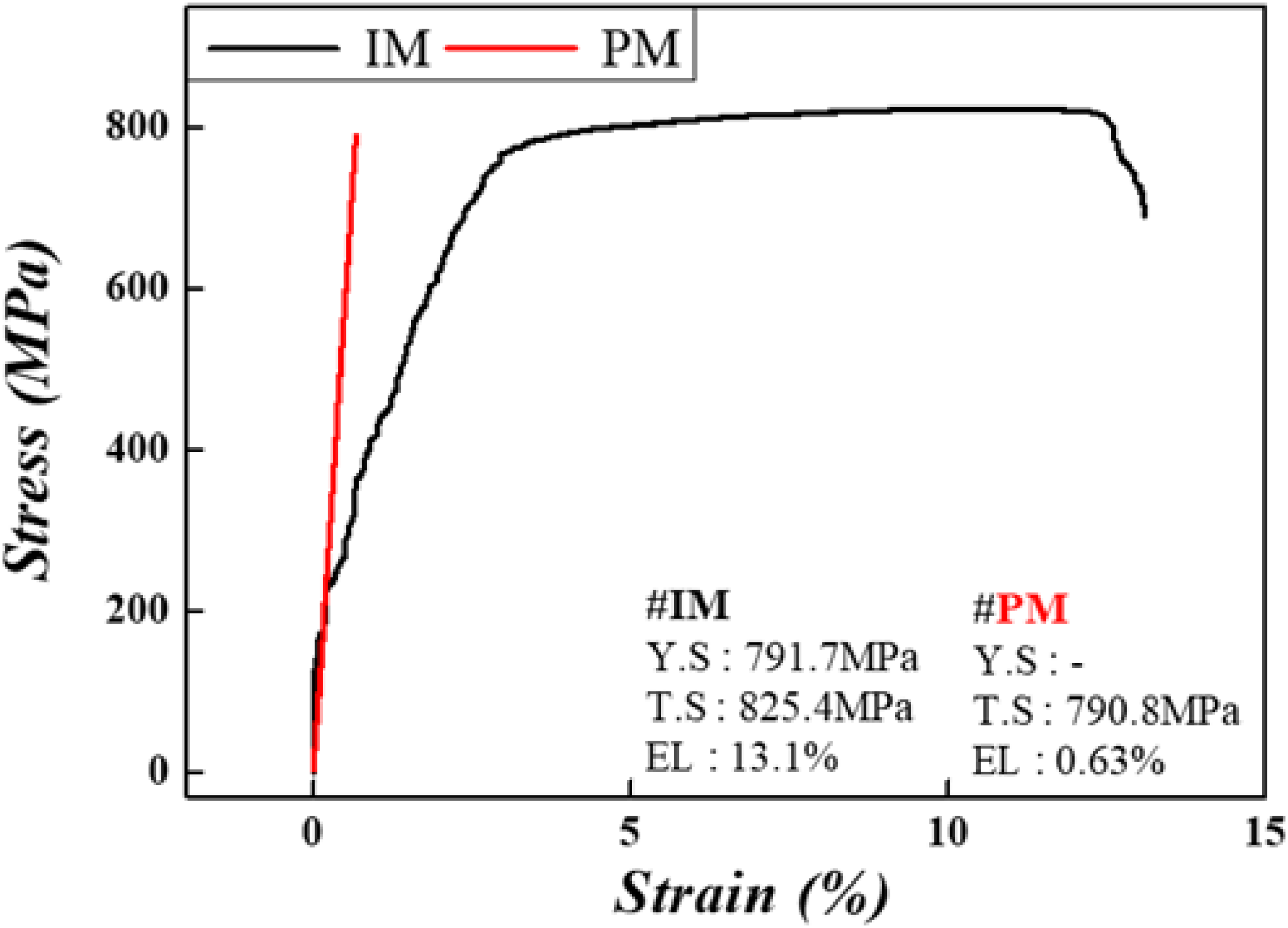
Tensile stress–strain curves of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
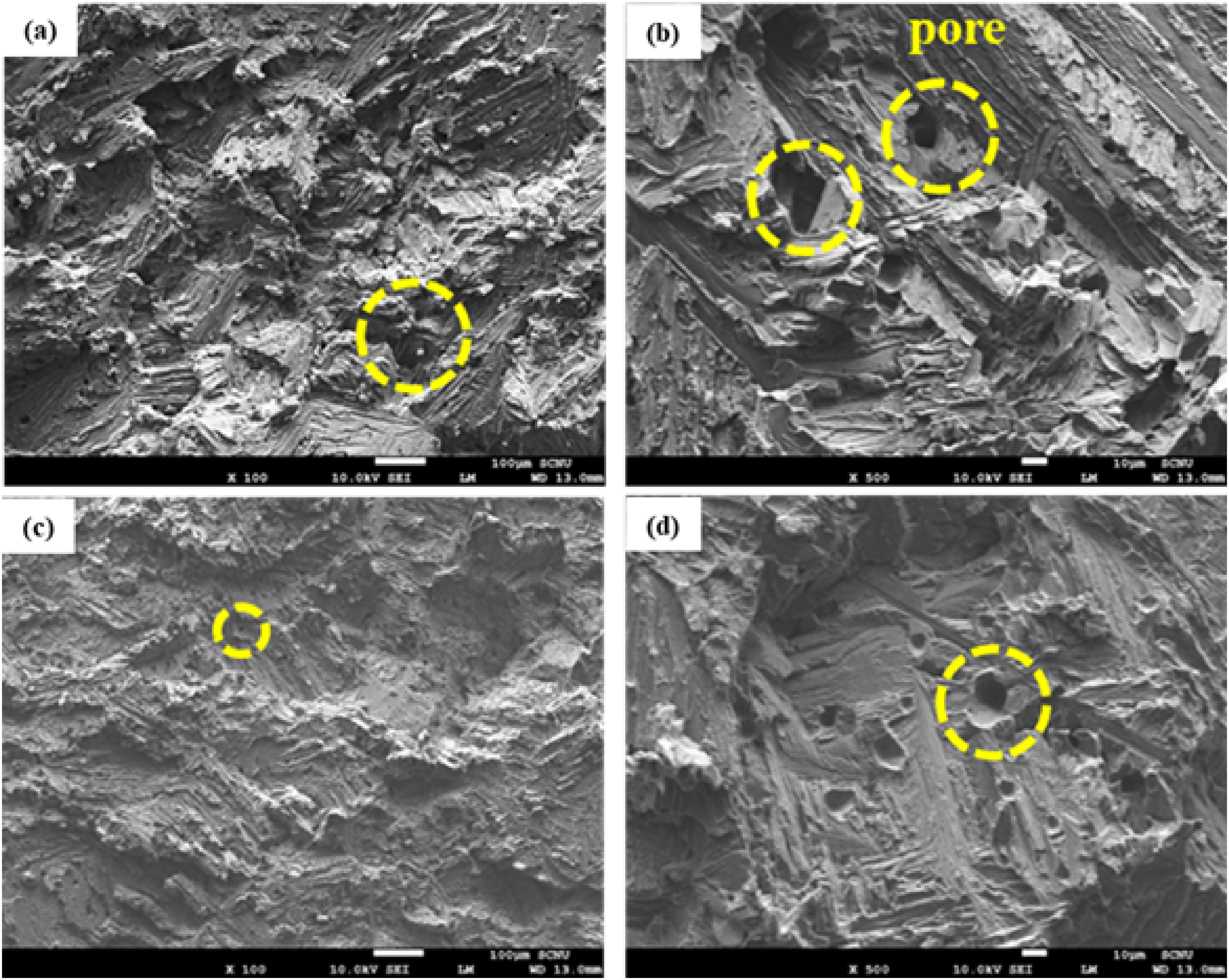
SEM fracture surface images of Ti–5Mo–2Fe alloy produced by powder metallurgy process.
The fracture surface of the PM alloy revealed numerous pores, which acted as crack initiation sites, leading to fracture. Nevertheless, the PM alloy exhibited a high tensile strength of 790.8 MPa, suggesting that, with effective control of the porosity, the PM alloy could potentially exhibit both excellent elongation and tensile strength.
Potentiodynamic and potentiostatic polarisation experiments were conducted using a potentiostat to investigate the corrosion characteristics of the alloys based on their respective metallurgical processes. The alloys were exposed to a 0.9 wt.% NaCl electrolyte solution, simulating a biocompatible environment. The potential range was set from −2 V to +6 V relative to the OCP of each alloy, and the tests were performed at a scan rate of 0.5 mV/s. The corrosion rate was calculated by substituting the experimentally obtained corrosion current density and corrosion potential into Equation (1). The results, including corrosion rates, are shown in Figure 7, Figure 8 and Table 1.

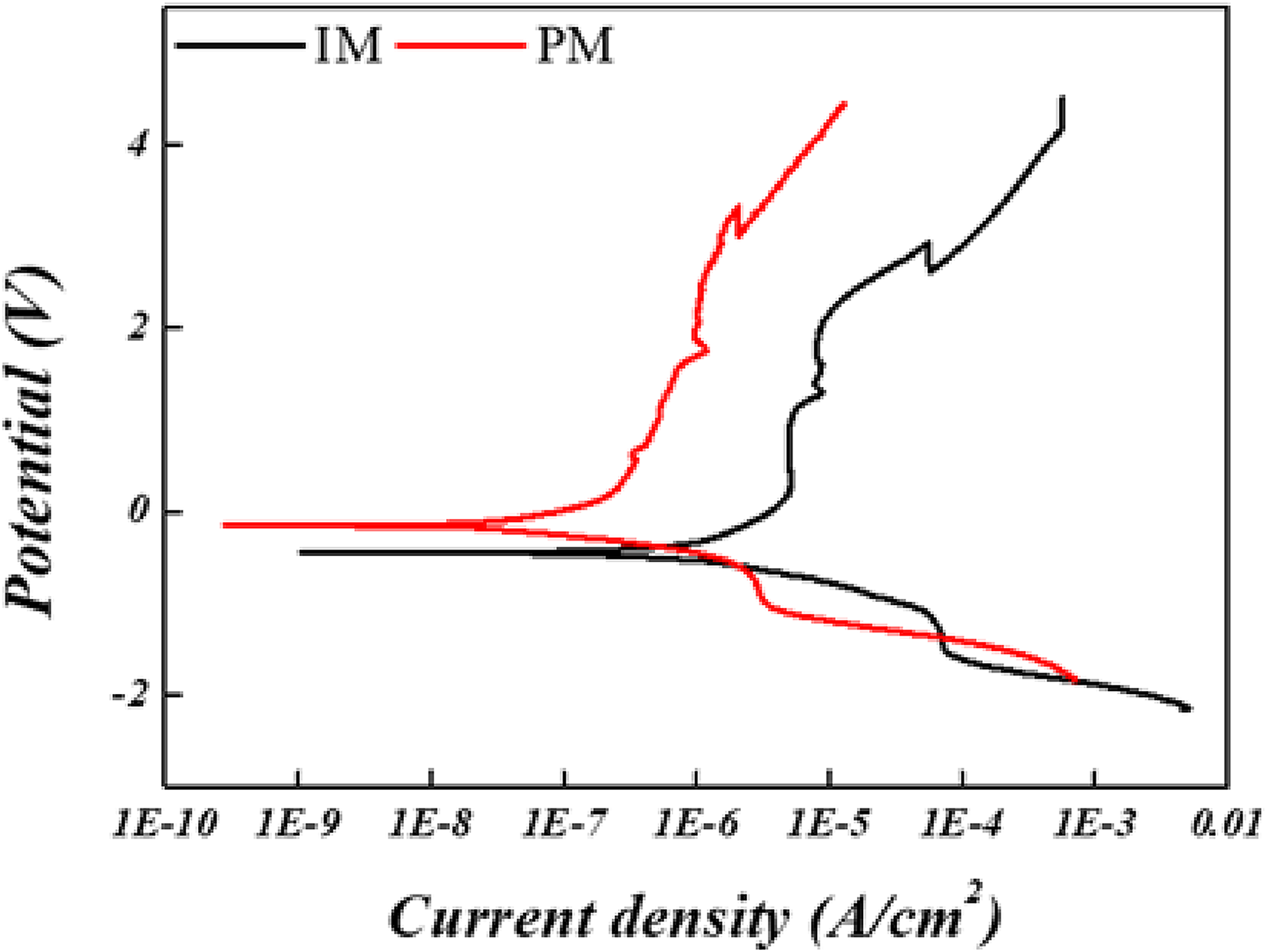
Potentiodynamic polarisation curves of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
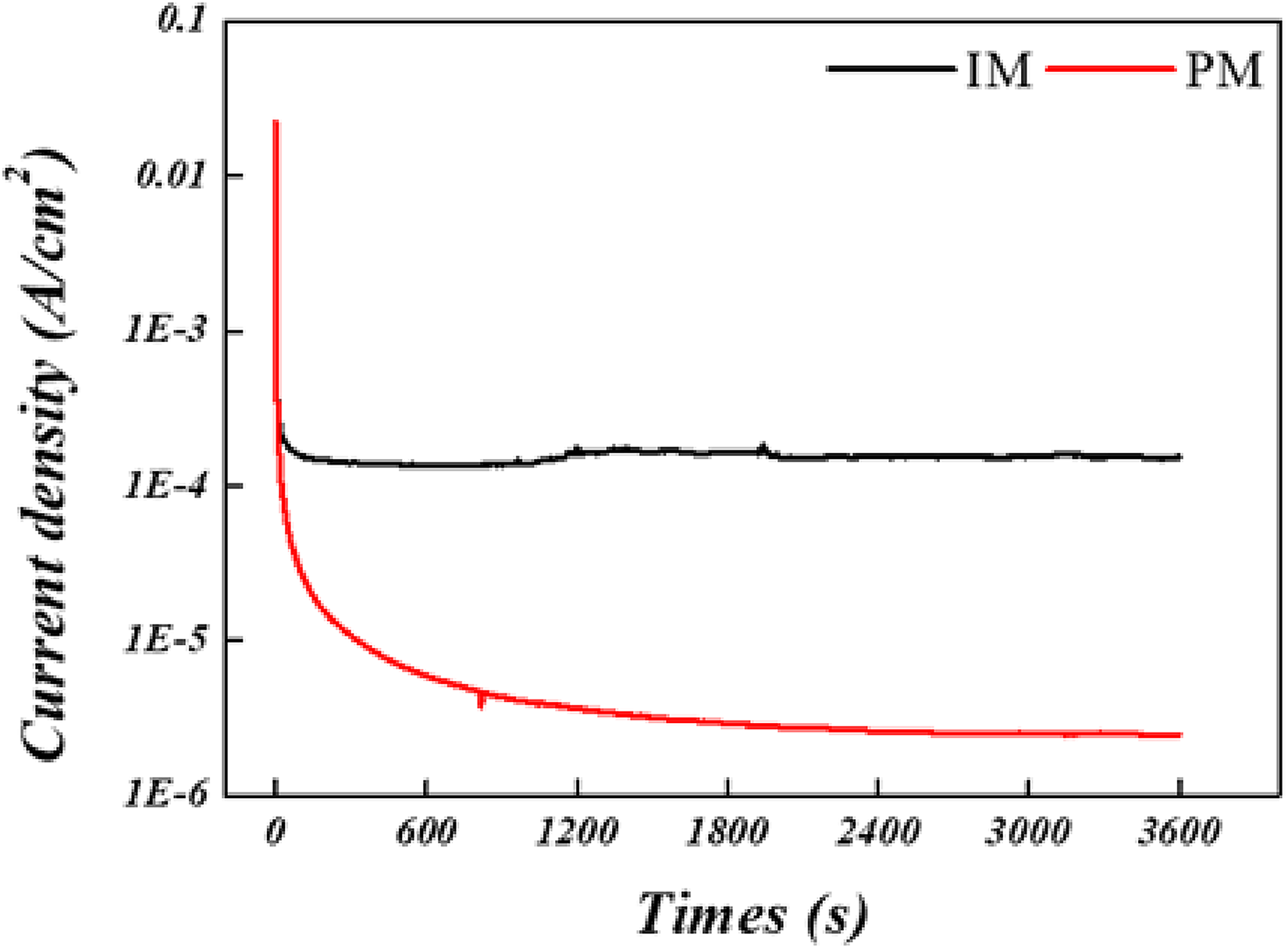
Potentiostatic polarisation curves of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
Electrochemical corrosion test data of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
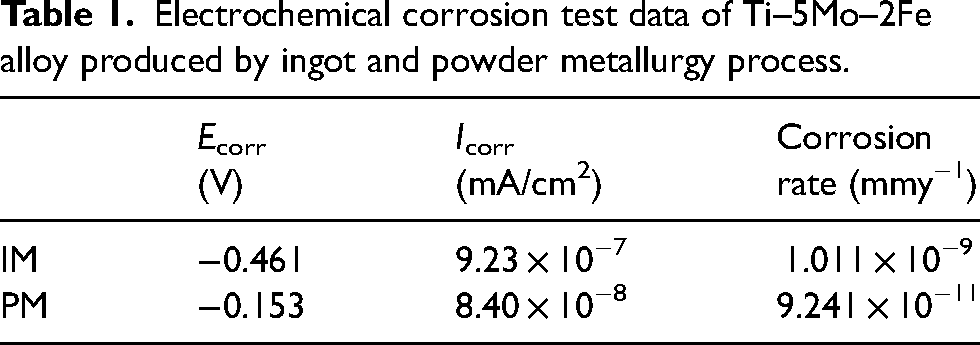
The corrosion current densities of the Ti–5Mo–2Fe IM and PM alloys were compared with those of the conventionally used Ti–6Al–4V ELI. The Ti–5Mo–2Fe alloys exhibited low corrosion current densities of 9.58 × 10−7 mA/cm2 and 8.40 × 10−8 mA/cm2, respectively. These values demonstrate superior corrosion resistance compared to the corrosion current density of the Ti–6Al–4V ELI alloy (7.4 × 10−7 mA/cm2). 23 Additionally, the PM alloy exhibited a corrosion potential of −0.551 V and a corrosion current density of 9.58 × 10−7 mA/cm2, with a calculated corrosion rate of 1.93 × 10−11. These values indicate a higher corrosion resistance compared to the experimental results of the IM alloy, confirming the superior corrosion resistance of the PM alloy in a 0.9 wt.% NaCl solution. Despite the inherent porosity of the PM alloy, which results in a larger surface area than that of the IM alloy, the increased surface area implies that more of the PM alloy is exposed to oxygen, further demonstrating its robust corrosion resistance. The passive film formed by the PM alloy was presumed to be denser and more robust, contributing to its excellent corrosion resistance. Furthermore, in the anodic polarisation behaviour, the rapid recovery of the passive film was observed in the passive region when pitting occurred. This result indicates that although the inherent pores in the PM alloy acted as initiation points for corrosion, the high oxygen affinity of the titanium alloys enabled the rapid restoration of the passive film, maintaining stable corrosion resistance.24–26
Potentiodynamic and potentiostatic polarisation experiments confirmed the excellent corrosion resistance of the PM alloy. To evaluate the corrosion resistance of the alloys under harsh conditions, their weight losses were measured, as shown in Figure 9. The experimental results revealed that the weight loss of the PM alloy was 0.55 g/cm2, 0.9 g/cm2 less than the 1.45 g/cm2 weight loss observed in the IM alloy, consistent with the results of the polarisation experiments, thus further confirming the superior corrosion resistance of the PM alloy.
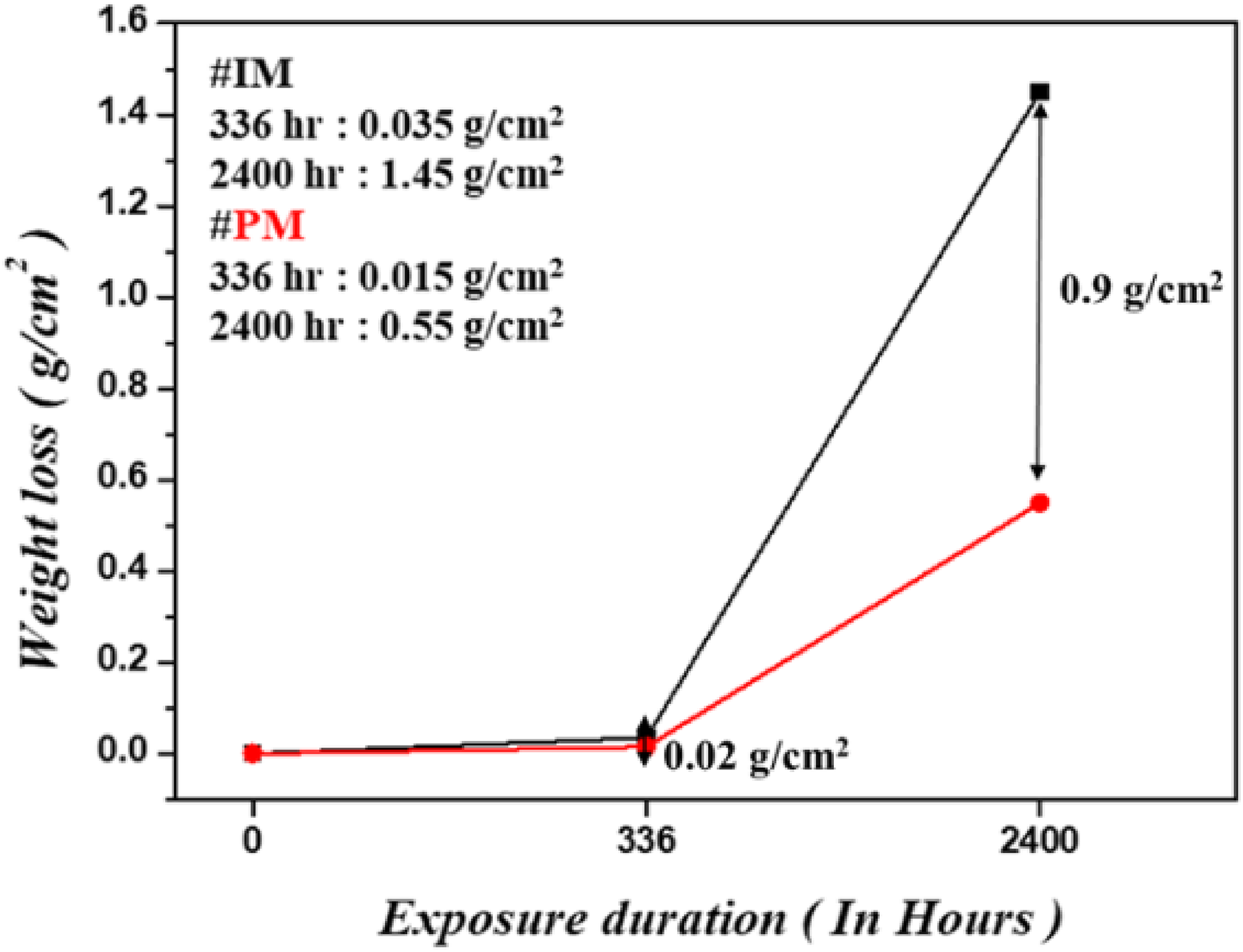
Weight loss vs exposure duration of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
Figure 10 shows cross-sectional images of the alloys after the immersion test, providing a more detailed investigation of their corrosion characteristics. The observations revealed that both alloys exhibited preferential corrosion of the α phase. For the PM alloy, more extensive corrosion was observed around the pores. Studies have shown that in α+β titanium alloys, the α and β phases possess different potential values during corrosion, leading to galvanic corrosion due to their interactions. In addition, the acceleration of galvanic corrosion is significantly influenced by the alloying elements in each alloy. 27 In the galvanic corrosion phenomena observed in this study between the α and β phases, the α phase was preferentially corroded. The superior corrosion resistance of the β phase is attributed to the influence of the alloying element Mo. Adding Mo as an alloying element results in the formation of MoO3, which interacts with the TiO2 passive film of the Ti alloy to create a denser and more structurally stable passive film, thus enhancing the corrosion resistance of the alloy.27–29 The Mo element is densely concentrated within the β phase, resulting in the observed preferential corrosion of the α phase during the corrosion process. Figure 11 shows the cross-sectional images of the alloys (precisely cut to observe the passivation film) after the immersion test. The results revealed that the passivation film of the PM alloy measured 3.87 ± 0.2 µm, approximately twice as thick as the 1.85 ± 0.18 µm film observed in the IM alloy. This finding supports the superior corrosion resistance of the PM alloy demonstrated in the potentiodynamic polarisation, potentiostatic polarisation, and immersion tests. The thicker passivation film formed on the PM alloy makes electron penetration more difficult and effectively prevents contact with the external environment, resulting in higher corrosion resistance. In addition, a cross-sectional analysis was conducted using EDS, with the results presented in Figure 12. The passivation film of the PM alloy exhibited a relatively higher oxygen content than that of the IM alloy, indicating that the passivation film formed on the PM alloy reacted with a greater amount of oxygen, resulting in a structurally more stable film. These experimental results suggest that the passivation film of the PM alloy formed over a larger surface area, allowing it to bond with more oxygen. Moreover, owing to the influence of the alloying element Mo, the passivation films formed on both alloys were denser, thicker, and more robust than those on conventional Ti alloys, thereby demonstrating superior corrosion resistance.27–31
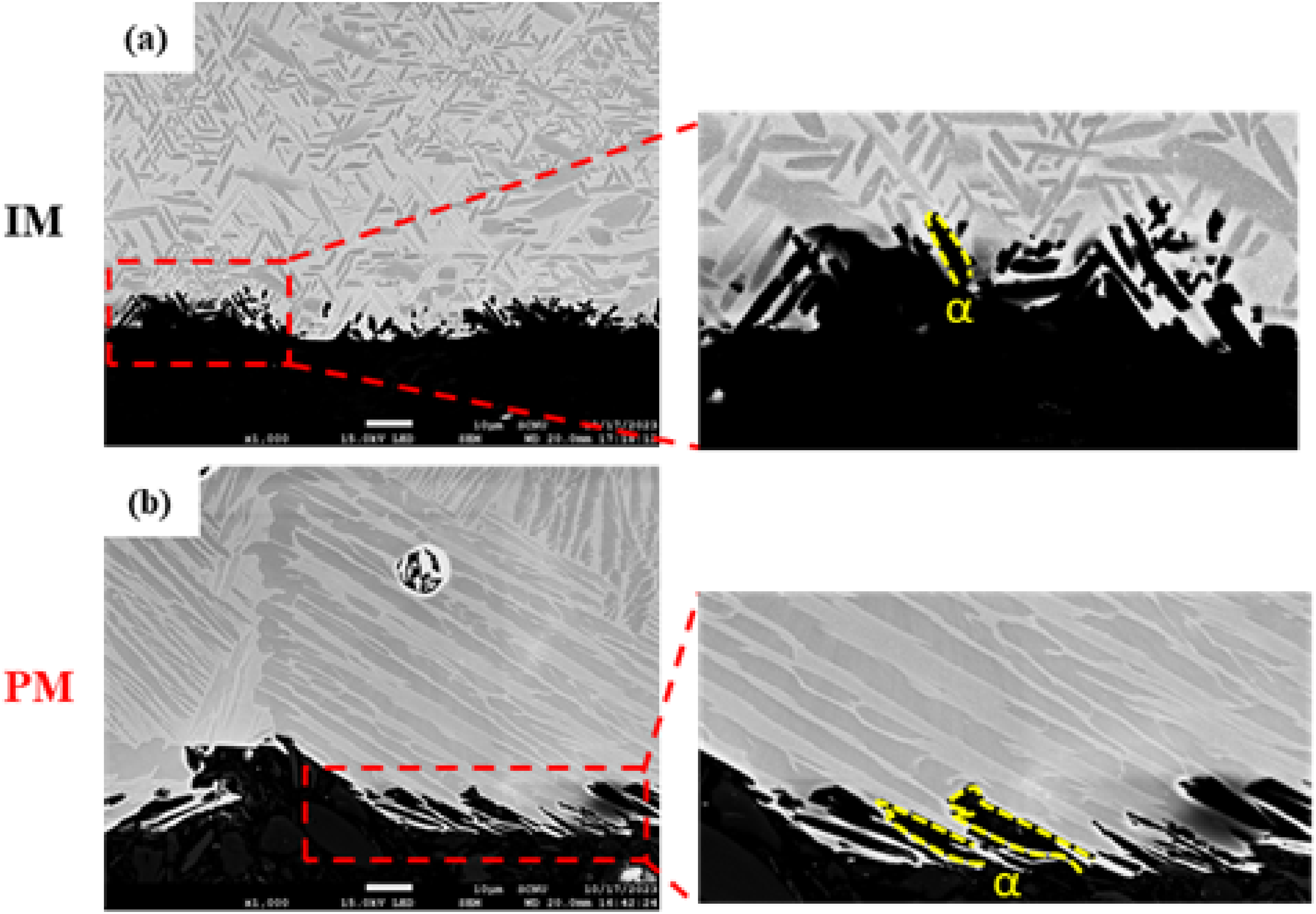
SEM cross-section images after immersion test of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process: (a) IM and (b) PM.
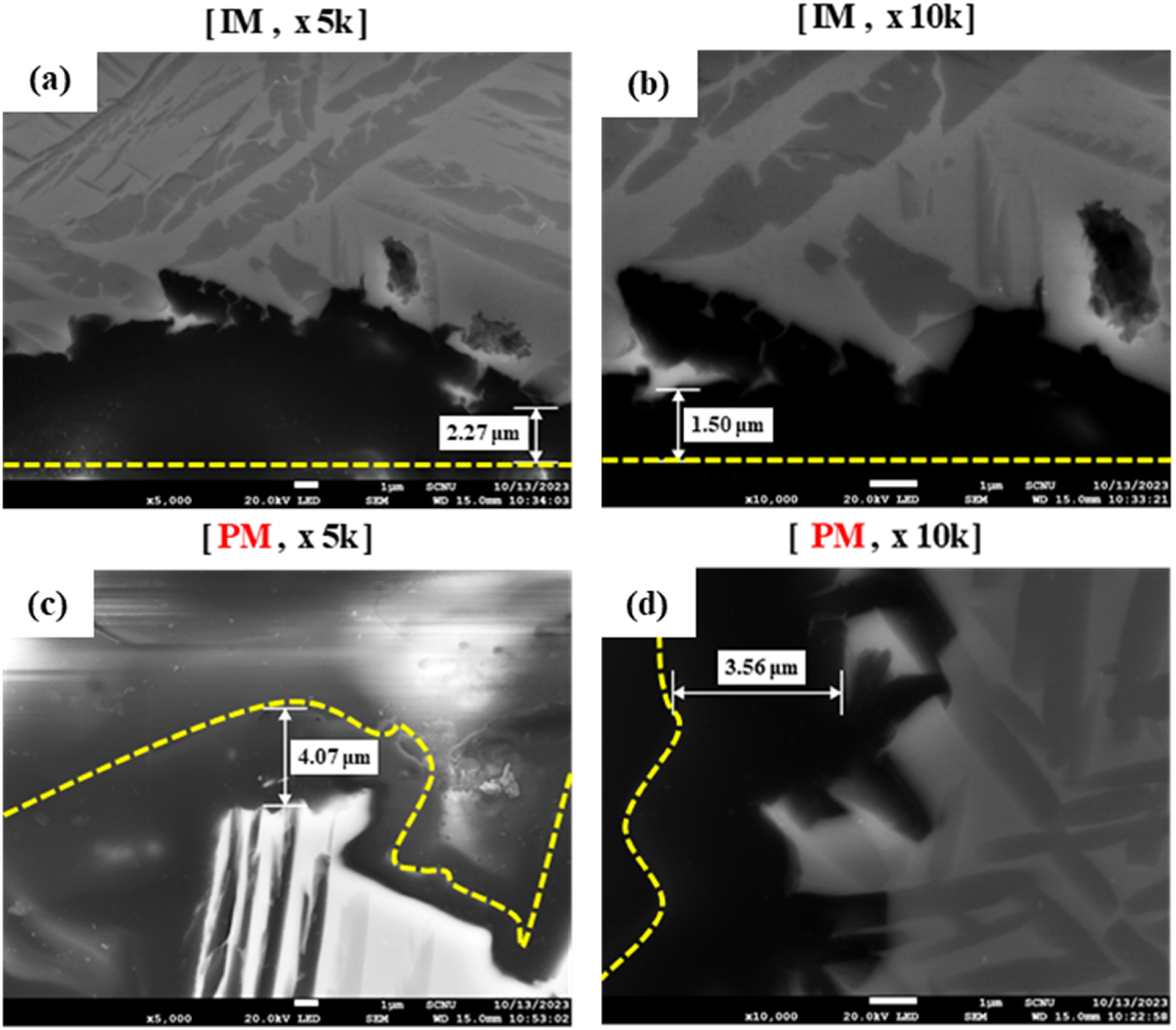
SEM images of the cross-sectioned passivation film of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process: (a,b) IM and (c,d) PM.
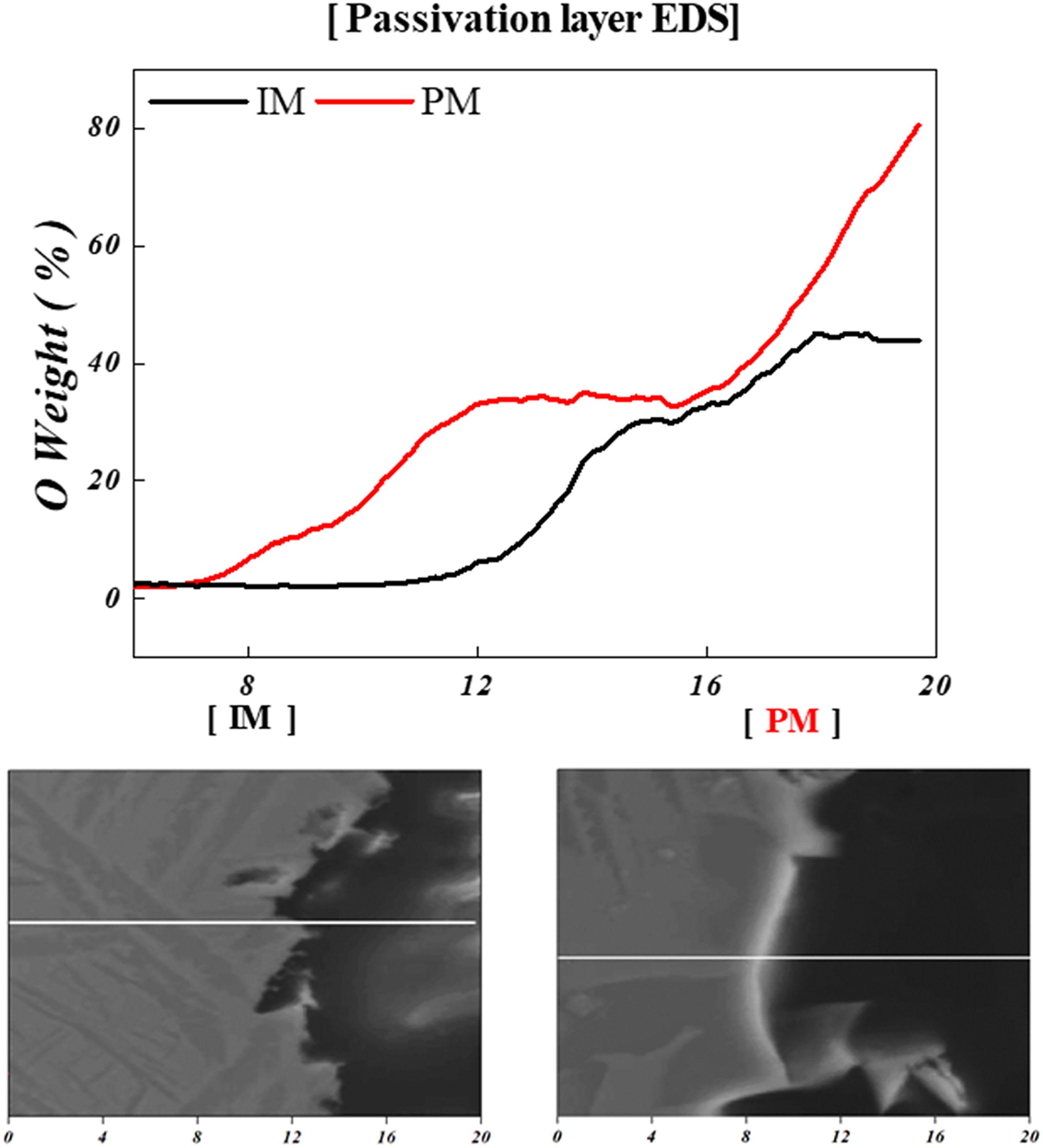
SEM-EDS analysis data of Ti–5Mo–2Fe alloy produced by ingot and powder metallurgy process.
Conclusions
We designed a cost-effective metastable β titanium alloy by adding relatively inexpensive β-stabilising elements (Mo and Fe). The alloys were fabricated using PM and IM, and their mechanical and corrosion properties were comparatively analyzed based on the manufacturing process.
Microstructural analysis of the Ti–5Mo–2Fe IM and PM alloys revealed distinct differences. The IM alloy exhibited a basket weave structure with α/β interfaces and WGB α phases. In contrast, the PM alloy exhibited a layered α+β Widmanstätten structure with the formation of α/β lamellar colonies. Additionally, numerous pores smaller than 3 µm were observed in the PM alloy. In the case of the PM alloy, the formation of the fine α phases and narrow α lath spacing contributed to its high hardness value (+395.9 Hv) and excellent tensile strength of 790.8 MPa. However, fracture was observed before the yield point was reached owing to the pores inherent to the PM process. In 0.9 wt.% NaCl, the PM alloy exhibited superior corrosion resistance compared to the IM alloy, as demonstrated by its lower corrosion current density and higher corrosion potential values. Furthermore, in the immersion test conducted in 5 M HCl solution for up to 2400 h, the PM alloy showed 0.9 g/cm2 less weight loss than the IM alloy, indicating significantly better corrosion resistance. The Ti–5Mo–2Fe IM and PM alloys formed denser passivation films because of the addition of the alloying element Mo, which facilitated the formation of MoO3 during corrosion. The passivation film of the PM alloy reacted with a larger surface area and bonded with more oxygen than the IM alloy, resulting in the formation of a structurally more stable passivation film. Consequently, the PM alloy demonstrated superior corrosion resistance compared to the IM alloy.
Footnotes
Acknowledgements
This work was supported by the Korea Institute for Advancement of Technology (KIAT) (P0023676, HRD Program for Industrial Innovation), the Korea Evaluation Institute of Industrial Technology (KEIT) (No. 20010047) funded by the Korea Government (MOTIE), and the Basic Science Research Program (RS-2023-00244296) through the National Research Foundation of Korea (NRF) funded by the Ministry of Education.
Data availability
The data presented in this study are available on request from the corresponding author.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Korea Evaluation Institute of Industrial Technology, Korea Institute for Advancement of Technology, The National Research Foundation of Korea (grant number No. 20010047, P0023676/HRD Program for Industrial Innovation, RS-2023-00244296).