
Abstract
This study addresses the strength-ductility trade-off in selective laser melting fabricated TC4 titanium alloy caused by the formation of a nonequilibrium martensitic α′-phase during rapid solidification. Specimens were solution-treated at 950 to 1000 °C, followed by water quenching, and aged at 500 or 550 °C. Microstructure was analysed using deep learning for α-phase quantification. Mechanical and corrosion properties were assessed through tensile tests, Vickers hardness measurements, and electrochemical testing in 3.5 wt% NaCl solution. Results demonstrate that the 990 °C solution treatment followed by 500 °C ageing produced a high fraction of 86.2% equiaxed primary α-phase. This refined structure led to a remarkable 126% improvement in elongation, increasing from 4.9% in the as-fabricated state to 11.1%, while maintaining high tensile strength of 870 MPa and hardness of 312 HV. Corrosion resistance was also significantly enhanced, evidenced by a 68 percent reduction in corrosion current density, along with increases of 0.25 volts in pitting potential and 0.32 volts in breakdown potential of the passive film. In contrast, increasing the solution temperature to 1000 °C reduced the primary α-phase fraction to 80.4% and resulted in inferior mechanical and corrosion performance, confirming 990 °C as the optimal solution temperature. This work demonstrates that solution treatment and ageing heat treatment effectively optimise the microstructure of selective laser melting processed TC4 alloy, achieving simultaneous improvement in both ductility and corrosion resistance without strength compromise. The strategy provides a viable processing route for manufacturing critical components in aerospace and biomedical applications that demand complex geometries, superior damage tolerance, and excellent corrosion resistance.
Keywords
Introduction
Ti6Al4 V (commonly designated as TC4) is extensively utilised in the aerospace sector due to its exceptional specific strength, high specific modulus, outstanding impact resistance, and excellent anti-corrosion properties. With the growing imperative for aircraft weight reduction, the efficient and cost-effective production of increasingly refined and intricate designs using this metallic material has emerged as a significant challenge. Conventional titanium alloy manufacturing processes, such as melting or rolling, struggle to meet the demands of producing such high-end components. While casting enables the production of complex-shaped parts, inherent defects like shrinkage cavities and porosity detrimentally affect part performance. Forging can improve the material's internal structure and enhance mechanical properties, but it is difficult to achieve one-step precision forming of complex geometries, often necessitating extensive subsequent machining, which leads to low material utilisation and high production costs.
In contrast, selective laser melting (SLM) technology demonstrates superior technical advantages owing to its unique additive manufacturing principles. This technique employs a high-energy laser beam to precisely melt and consolidate metal powder layer by layer. It not only overcomes the limitations of traditional machining regarding complex geometries, enabling the direct fabrication of arbitrary three-dimensional components, but also significantly shortens product development cycles due to its mould-free nature. Compared to conventional methods, SLM offers high material utilisation efficiency, thereby minimising waste and effectively optimising production costs.1,2 Furthermore, by accurately adjusting process parameters such as laser energy density and scanning speed, SLM can precisely control the internal and surface microstructure of components. The resulting TC4 alloy parts exhibit excellent comprehensive properties, including superior compressive strength, good ductility, and corrosion resistance. Consequently, SLM technology has successfully overcome the technical bottlenecks associated with traditional manufacturing processes for TC4 titanium alloy, markedly expanding its application boundaries in aerospace precision component manufacturing. This technological advancement not only fosters innovation in lightweight, high-performance titanium alloy parts for aerospace applications but has also established SLM as a forefront of international additive manufacturing research, garnering widespread attention from both academia and industry. 3
Although TC4 alloy fabricated via SLM can achieve high yield and tensile strength, the rapid cooling inherent to the process leads to the formation of an acicular martensitic α’ phase, which possesses high strength but low toughness. This microstructural feature distinctly differs from that of forged TC4 alloy and consequently impedes its broader application. This acicular α’ phase has been extensively documented to pose two primary challenges related to corrosion resistance: (1) The high microstructural heterogeneity (e.g., compositional and stress differences between the α’ phase and residual β phase) significantly increases the risk of forming local electrochemical micro-cells in corrosive environments, particularly in chloride-containing media, where it readily initiates localised corrosion such as pitting and crevice corrosion. (2) The high residual stresses and dislocation density can compromise the stability of the passive film and increase susceptibility to stress corrosion cracking.4,5
Current research indicates that post-process heat treatment of SLM-fabricated TC4 alloy can transform the acicular α’ phase into equiaxed or lamellar α phase, while also reducing residual stresses, thereby improving toughness. Theoretically, a homogeneous duplex microstructure can also diminish electrochemical heterogeneity, promote the formation of a denser and more stable passive film (enriched with protective Al₂O₃ and V oxides), and reduce the propensity for localised corrosion initiation (e.g., pitting). The surface properties of the material, particularly hardness, microstructural homogeneity, and residual stress state, are critical factors determining its corrosion resistance in service environments. For SLM-formed TC4 components deployed in corrosion-sensitive environments (e.g., aircraft structures, marine platforms) or for long-term human implantation (e.g., orthopaedic/dental implants), the precise tailoring of surface microstructure via heat treatment to achieve synergistically optimised mechanical properties and corrosion resistance holds significant engineering importance.
Existing studies confirm that heat treatment can decompose the metastable α’ phase in SLM-formed TC4 alloy, transforming it into equiaxed or lamellar α phase and effectively relieving residual stresses, thereby enhancing the alloy's toughness and corrosion resistance. However, conventional heat treatment processes exhibit notable limitations: Solution treatment at 700 °C fails to completely eliminate the α’ phase, making an ideal strength-toughness balance difficult to achieve 6 ; Increasing the solution temperature to 800 °C promotes α’ phase transformation, yet some untransformed residual phase persists, preventing significant enhancement of overall performance; Further elevation to 1050 °C readily leads to the formation of coarse Widmanstätten structures, causing a deterioration in material ductility and similarly failing to effectively improve service performance. 7 Additionally, traditional quantitative metallographic analysis predominantly relies on manual statistical methods, which are highly subjective and can incur errors exceeding 15%, impeding the precise establishment of quantitative process–structure–property relationships and thus constraining further optimisation of heat treatment parameters.8,9,10,11
Addressing the aforementioned challenges, this research systematically investigates SLM-formed TC4 alloy, applying solution treatments across a range of 950–1000 °C (in 10 °C increments) followed by ageing at either 500 or 550 °C. The MIPAR deep learning module (U-Net model) is employed to achieve accurate quantification of the α phase morphology and volume fraction. The effects of the heat treatment parameters on microstructure, mechanical properties, and corrosion resistance are analysed, aiming to elucidate the mechanisms through which optimised microstructures enhance corrosion resistance. This study provides theoretical and experimental support for the application of SLM-fabricated TC4 in fields such as aerospace and biomedical engineering.
Experimental materials and methods
Preparation and characterisation of SLM-formed TC4 titanium alloy
The selective laser melting (SLM) process for TC4 alloy fabrication is illustrated in Figure 1. The TC4 titanium alloy powder used in the experiment was prepared by gas atomisation. This process produces powder with high sphericity and good fluidity, effectively avoiding issues of powder agglomeration during the SLM process and ensuring forming quality. The particle size range was strictly controlled between 15 and 53 μm, meeting the compatibility requirements for powder size in SLM. To address the potential concern regarding powder recoating uniformity, given the proximity of the maximum powder size (53 μm) to the selected layer thickness (50 μm), the following measures were implemented. First, the powder feedstock exhibited a Gaussian-like size distribution, with a median particle size (D50) of approximately 35 μm and a D90 value below 48 μm, ensuring that the majority of particles were significantly smaller than the layer thickness. Second, a carefully calibrated and automated recoating system was employed, which maintained a consistent and precise powder bed deposition. Third, post-fabrication visual inspection and preliminary cross-sectional microscopy of as-built samples did not reveal any macroscopic defects, such as grooves or voids, attributable to insufficient powder spreading or irregular layer stacking. These observations indicate that the chosen layer thickness was compatible with the powder characteristics, allowing for the formation of dense and uniform layers during the SLM process. The forming equipment was a Renishaw AM250 metal 3D printing system, equipped with a stable fibre laser source that allows precise control of laser energy output, guaranteeing the dimensional accuracy of the fabricated components. The entire forming process was conducted under a high-purity argon atmosphere (99.999%) to create an inert protective environment, completely isolating the process from air. This prevents oxidation of the TC4 titanium alloy powder and the formed specimens at high temperatures, avoiding the formation of oxides that could detrimentally affect the material's subsequent mechanical properties and corrosion resistance. Specimen preparation followed the SLM process parameters optimised through extensive preliminary experiments. The specific parameters were: laser power of 280 W, scanning speed of 1200 mm/s, hatch spacing of 0.15 mm, and a layer thickness of 50 μm. This parameter set ensures sufficient powder melting while avoiding balling defects caused by over-melting. Tensile specimens with final dimensions of 30 mm × 20 mm × 3 mm were fabricated. The specimen dimensions were designed in accordance with GB/T 228.1-2021 ‘Metallic materials—Tensile testing—Part 1: Method of test at room temperature’ to ensure the standardisation and comparability of subsequent tensile test data. 12
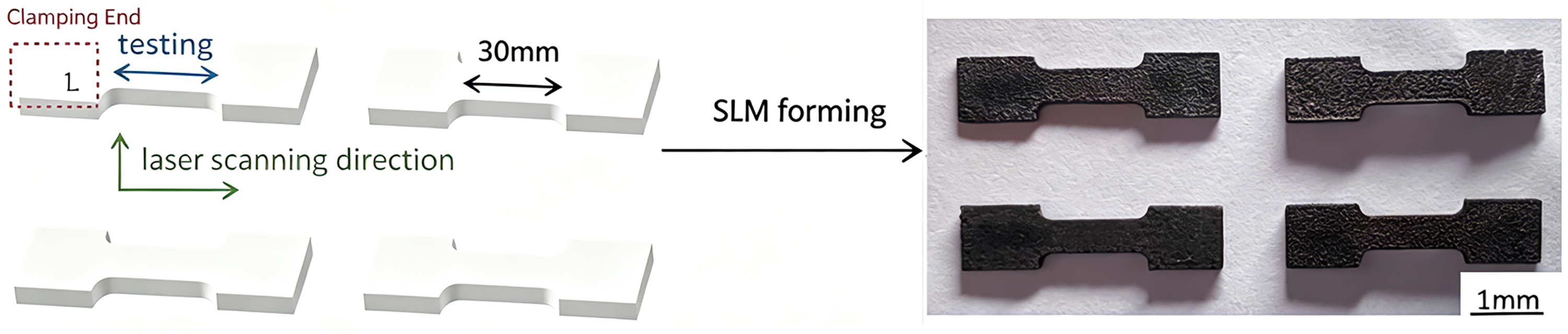
Tensile specimen of TC4 titanium alloy fabricated by the SLM process.
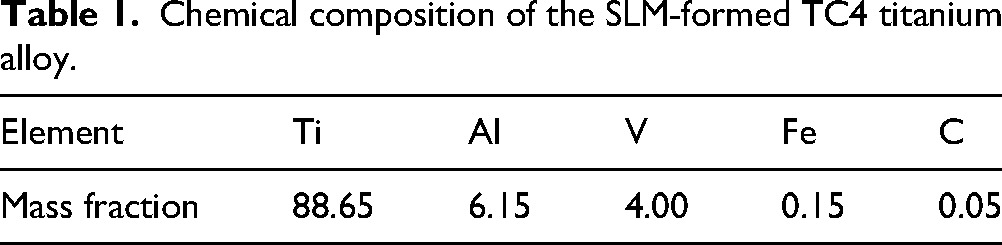
The chemical composition of the SLM-formed TC4 titanium alloy is shown in Table 1. In the table, Ti is the matrix element. Aluminium (Al) serves to stabilise the α phase and enhance the strength of the alloy, while Vanadium (V) stabilises the β phase and improves the plasticity of the alloy. Iron (Fe) and Carbon (C) are impurity elements, and their contents are strictly controlled at low levels to prevent the formation of brittle phases within the alloy due to excessive impurities, which would adversely affect the overall comprehensive performance.
Chemical composition of the SLM-formed TC4 titanium alloy.
Following heat treatment, the specimens underwent surface preparation to achieve a surface roughness suitable for metallographic observation. Subsequently, they were etched using Kroll's reagent. Microstructural features were observed, and images were captured using a PhenomXL scanning electron microscope (SEM) (from the Netherlands). Room-temperature tensile tests were conducted using an Instron 5982 universal testing machine at a crosshead speed of 2 mm/min. The selected crosshead speed of 2 mm/min, corresponding to an initial strain rate of approximately 1.1 × 10−3 s−1, was chosen for two primary reasons. First, this rate aligns with widely adopted quasi-static tensile testing standards (e.g., ASTM E8/E8 M) for metallic materials, ensuring comparability of the obtained data with literature values. Second, maintaining a consistent and sufficiently high strain rate for all specimens minimises the potential influence of time-dependent deformation mechanisms, allowing for a clearer comparison of the intrinsic ductility differences arising from the varied heat treatments. Regarding its influence on the reported ductility, literature suggests that within the quasi-static regime (typically below ∼10−3 s−1 to 10−2 s−1), the strain rate sensitivity of wrought and additively manufactured TC4 alloys is generally low. Therefore, while the chosen rate is at the higher end of the conventional quasi-static range, it is not expected to significantly alter the relative ranking or the magnitude of the ductility improvements reported in this study, which are primarily attributed to microstructural evolution induced by heat treatment. For each processing condition, three parallel specimens were prepared and tested; the average value was calculated to minimise random test errors and ensure the reliability of the mechanical property data. Hardness was measured on metallographically polished surfaces using an HVS-1000 Vickers hardness tester under a 500 gf load with a dwell time of 10 s. Five indents were made on different areas of each specimen's surface, avoiding edges and defects, and the average value was taken as the final hardness to ensure representative results.
Electrochemical tests were performed using a CHI660E electrochemical workstation, known for its high precision and stability, enabling accurate detection of electrochemical signals. A 3.5% NaCl solution was used as the corrosive medium. This concentration is similar to the salt content in seawater, simulating the service environments encountered in aerospace and biomedical applications, thus aligning with the material's practical application requirements. The test temperature was controlled at 25 °C. Potentiodynamic polarisation scans were then initiated from −0.45 V versus OCP, scanning in the anodic direction at a rate of 0.5 mV/s, and terminated at +1.8 V versus SCE. Single-cycle (forward) polarisation tests were performed; cyclic polarisation was not conducted in this study. The pitting potential (Epit) was determined as the potential corresponding to a sharp, irreversible increase in the anodic current density (typically exceeding 100 μA/cm2), marking the breakdown of passivity. For each processing condition, three parallel specimens were tested, and the average values are reported. Key parameters, including the self-corrosion current density, pitting potential, and passivation film breakdown voltage, were extracted from the potentiodynamic polarisation curves. A lower self-corrosion current density indicates a lower corrosion rate; a higher pitting potential signifies better resistance to pitting corrosion; and a higher passivation film breakdown voltage suggests greater stability of the surface passive film. For each heat treatment process, three parallel specimens were tested, and the average value of the parameters was taken as the final result to reduce experimental randomness and ensure the repeatability and reliability of the corrosion resistance data, thereby providing a quantitative basis for subsequent analysis of the influence of microstructural characteristics on corrosion resistance.
Optimisation of the solution and ageing heat treatment process
To achieve a balanced control of strength and toughness in the SLM-formed TC4 alloy, a solution and ageing heat treatment process was designed, taking into account its α + β two-phase region characteristics. The influence of the process on microstructure and properties was investigated by systematically adjusting temperature parameters.
As shown in Figure 2, the solution treatment stage was conducted within the temperature range of 950–1000 °C, divided into five temperature gradients at 10 °C intervals: 950, 960, 970, 980, 990, and 1000 °C. Each temperature was held for 1 h. The 1-h holding time was set to ensure uniform temperature distribution within the alloy, promote complete dissolution of the β phase, and avoid incomplete microstructural transformation or compositional segregation due to insufficient holding. High-purity argon was continuously supplied during the holding period to prevent oxidation of the specimens at high temperatures. Immediately after holding, water quenching was employed instead of furnace cooling. The reason for rapid water quenching is to suppress the premature precipitation of the β phase into the α phase, allowing the alloy to obtain a supersaturated β solid solution. This lays the foundation for the uniform and fine precipitation of the α phase in the subsequent ageing stage. If furnace cooling were used, it would lead to coarse growth of the α phase, making precise control of properties difficult to achieve.13,14
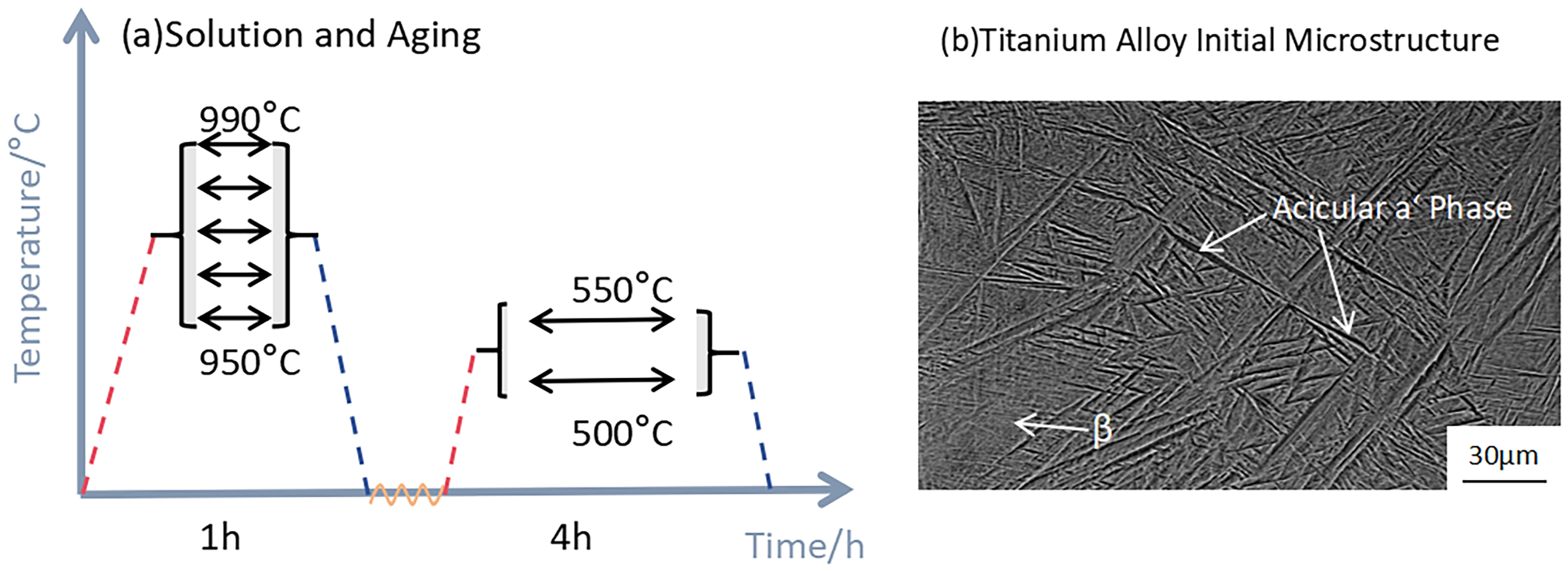
Heat treatment process and initial microstructure of TC4 titanium alloy.
The ageing treatment stage was carried out after solution treatment and water quenching. Two different temperatures, 500 and 550 °C, were selected, each held for 4 h, followed by water quenching, as illustrated in Figure 2. The 4-h ageing time was chosen to allow sufficient diffusion of solute atoms within the supersaturated β solid solution, promoting full precipitation of the α phase while maintaining a fine particle size. This avoids insufficient α phase precipitation due to overly short holding times or coarsening of the α phase from excessive holding times, either of which would impair the balance between strength and plasticity.15,16,17 The two ageing temperatures were combined with the five solution temperatures in a full factorial design, resulting in a total of 10 different heat treatment processes. This approach enables a comprehensive analysis of the synergistic effects of solution temperature and ageing temperature.
Microstructural image analysis
Traditional quantitative analysis of microstructures primarily relies on manual statistics. Analysts must manually delineate the boundaries between the α phase and the β matrix, which is susceptible to significant subjective judgment, with errors reaching up to 15%. Consequently, it is difficult to accurately establish the process–structure–property relationship. To address this issue, this study employed the deep learning module of MIPAR software to perform quantitative analysis on the microstructure of the TC4 alloy after solution and ageing treatment, ensuring data accuracy and analytical efficiency.
The specific analysis procedure was as follows. First, model training was conducted: 200 SEM images of the TC4 alloy under different processing conditions were collected. According to metallographic analysis standards, the boundaries of the primary α phase and the β matrix in these images were manually and accurately annotated. Cross-validation was used during annotation to unify the labelling criteria and reduce subjective errors. The annotated images served as the dataset, divided into a training set (160 images) and a validation set (40 images), used to train a U-Net convolutional neural network. This network offers high accuracy advantages in image segmentation tasks and can effectively identify micron-scale α-phase morphology. Data augmentation techniques, such as rotation, flipping, and brightness adjustment, were applied during training to expand the dataset and improve the model's generalisation capability. The segmentation accuracy of the final trained model for the α phase was evaluated using the Intersection over Union (IoU) metric. The results showed an IoU > 95%, with the analysis time for a single image controlled within 30 s. This represents an 85% efficiency improvement compared to traditional manual analysis methods, significantly reducing the analysis cycle.
Subsequently, image acquisition and analysis were performed. Three defect-free fields of view were selected from both the central and edge regions of each heat-treated specimen. The reason for this is the significant temperature gradient present during the SLM forming process, where the cooling rates differ between the edge and centre of the specimen, potentially leading to microstructural differences. Multi-region sampling ensures the comprehensiveness of the analysis. Images were acquired at a magnification of 20,000×. This magnification level allows clear observation of the morphological details of the micron-sized primary α phase, preventing the loss of α phase features due to insufficient magnification. The acquired SEM images were input into the trained MIPAR model, which automatically extracted key parameters of the primary α phase, such as volume fraction, average grain size, and morphological characteristics (proportion of equiaxed and acicular forms). This process established a database correlating process parameters with microstructural characteristics, providing precise data support for the subsequent analysis of the influence of microstructure on mechanical and corrosion resistance properties.
Figures 3(a) and 3(b) are the original SEM images at different magnifications, revealing the overall distribution and local details of the microstructure. Figure 3(c) is the manually annotated reference microstructure, which clearly marks the boundaries between the α phase and the β matrix. Figure 3(d) is the automatically generated primary α phase labelled map produced by the MIPAR model. The labelling results show a high degree of consistency with the manual annotations, clearly demonstrating the uniform distribution of equiaxed α phase within the β matrix. This strongly validates the reliability and accuracy of this deep learning analysis method.

The SEM microstructure and analysis results of the TC4 alloy under the 990 °C solution + 500 °C ageing process.
Results and discussion
As-fabricated SLM-formed TC4 titanium alloy
The initial microstructure of the SLM-formed TC4 titanium alloy exhibits significant differences from its traditionally forged counterpart due to the inherent high thermal gradients and rapid cooling characteristics of the SLM process. Traditionally forged TC4, subjected to slow cooling, develops a balanced α + β dual-phase microstructure where the α phase is uniformly distributed as lamellar or equiaxed morphology within the β matrix. In contrast, within the non-optimised TC4 titanium alloy, the β phase does not fully transform into the equilibrium α phase because atomic migration is suppressed by the rapid cooling. This results ultimately in the formation of a substantial amount of a non-equilibrium, acicular α’ martensite phase. This α’ martensite distributes in an interlaced pattern, traversing the residual β matrix, 18 as depicted in Figure 2(b).
Quantitative analysis via the MIPAR deep learning module revealed that the volume fraction of the α’ martensite phase in the non-optimised TC4 is approximately 72% ± 2.5%. These microstructural characteristics endow the material with a high ultimate tensile strength of 1188 ± 25 MPa, but its ductility is notably insufficient, evidenced by an elongation of only 4.9% ± 0.3%. Concurrently, the high residual stress (approximately 300–400 MPa) coupled with the non-equilibrium structure of the α’ phase leads to a high surface hardness of 412 ± 8 HV0.5, pronounced brittleness, and a susceptibility to crack initiation under mechanical stress or in corrosive environments.
Effect of solution treatment on alloy microstructure
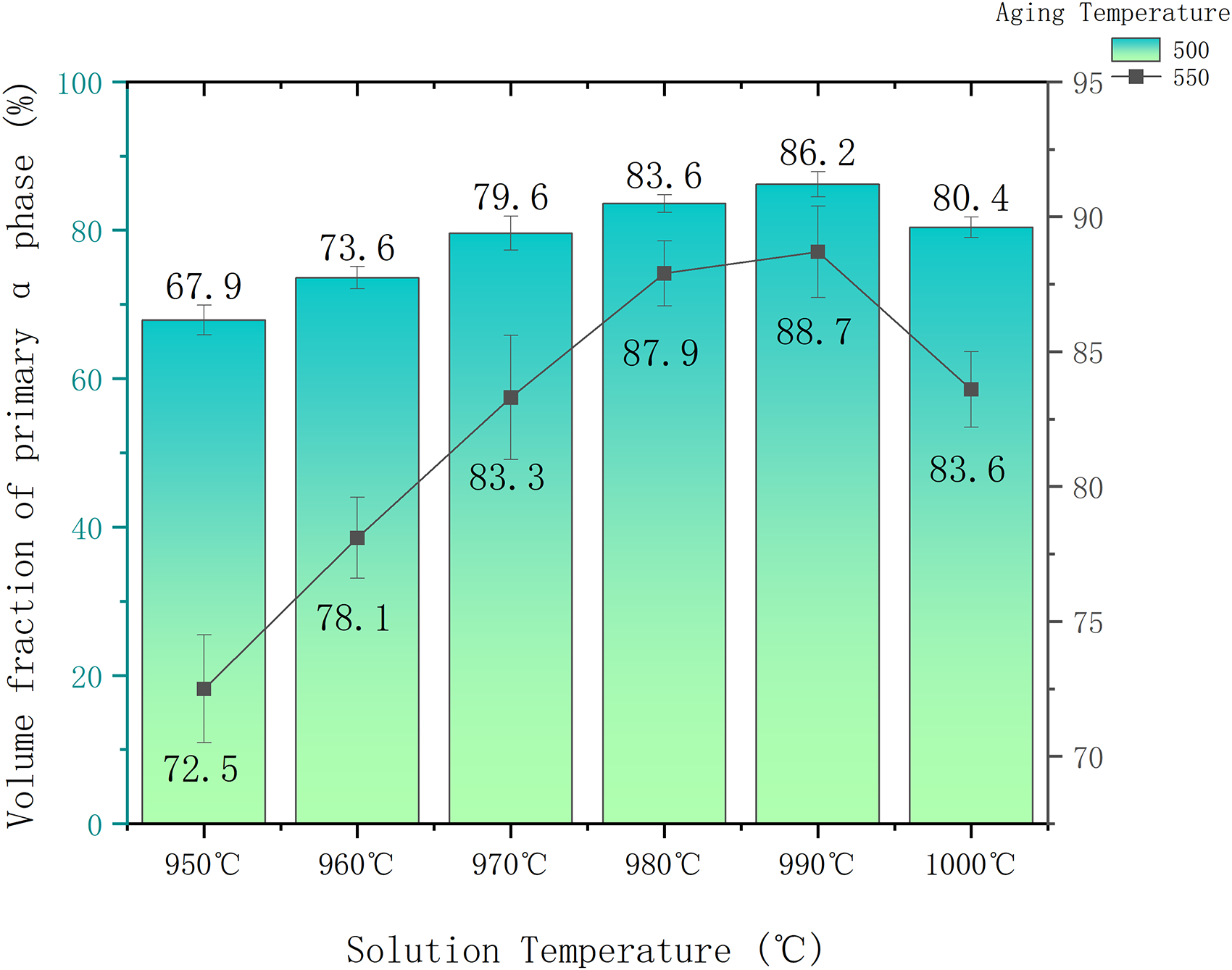
The volume fraction of the primary α phase under various solution treatment and ageing conditions is quantitatively summarised in Figure 4. A clear and consistent trend is observed across both ageing temperatures: the volume fraction of the primary α phase initially increases with rising solution temperature, reaches a maximum at 990 °C, and then decreases at 1000 °C. This identifies 990 °C as the optimal solution temperature for maximising the α phase content within the studied processing window. For specimens aged at 500 °C, the α phase fraction rises from 67.9% at 950 °C to a peak of 86.2% at 990 °C, before declining to 80.4% at 1000 °C. In the 550 °C ageing group, a similar progression is seen, increasing from 72.5% to a maximum of 88.7% at 990 °C, then decreasing to 83.6% at 1000 °C.
Schematic diagram of microstructure evolution of TC4 titanium alloy during the STA process.
Notably, for a given solution temperature, the α phase fraction in the 550 °C ageing group is systematically higher than that in the 500 °C group. This can be attributed to the higher ageing temperature accelerating the decomposition kinetics of the martensitic α’ phase and promoting a more complete transformation to the equilibrium α + β microstructure, thereby resulting in a higher final proportion of the α phase.
Despite the generally higher α phase fractions obtained with 550 °C ageing, the subsequent in-depth analysis of the influence of solution temperature on microstructure and mechanical properties will focus on the 500 °C ageing condition. This selection is based on the following considerations: First, the mechanical property target of this study is to achieve an optimal balance of strength and ductility; preliminary results (e.g., tensile data) indicate that the 500 °C ageing condition offers a more favourable combination. Second, the microstructural evolution with solution temperature in the 500 °C group (e.g., the transition from fine basket-weave to equiaxed morphology as shown in Figure 5) exhibits clearer and more representative characteristics for SLM-fabricated TC4 alloy. Therefore, using the 500 °C ageing data provides a more direct and coherent basis for establishing the process–structure–property relationships central to this investigation.
Schematic of primary phase volume fraction of TC4 titanium alloy versus solution treatment.
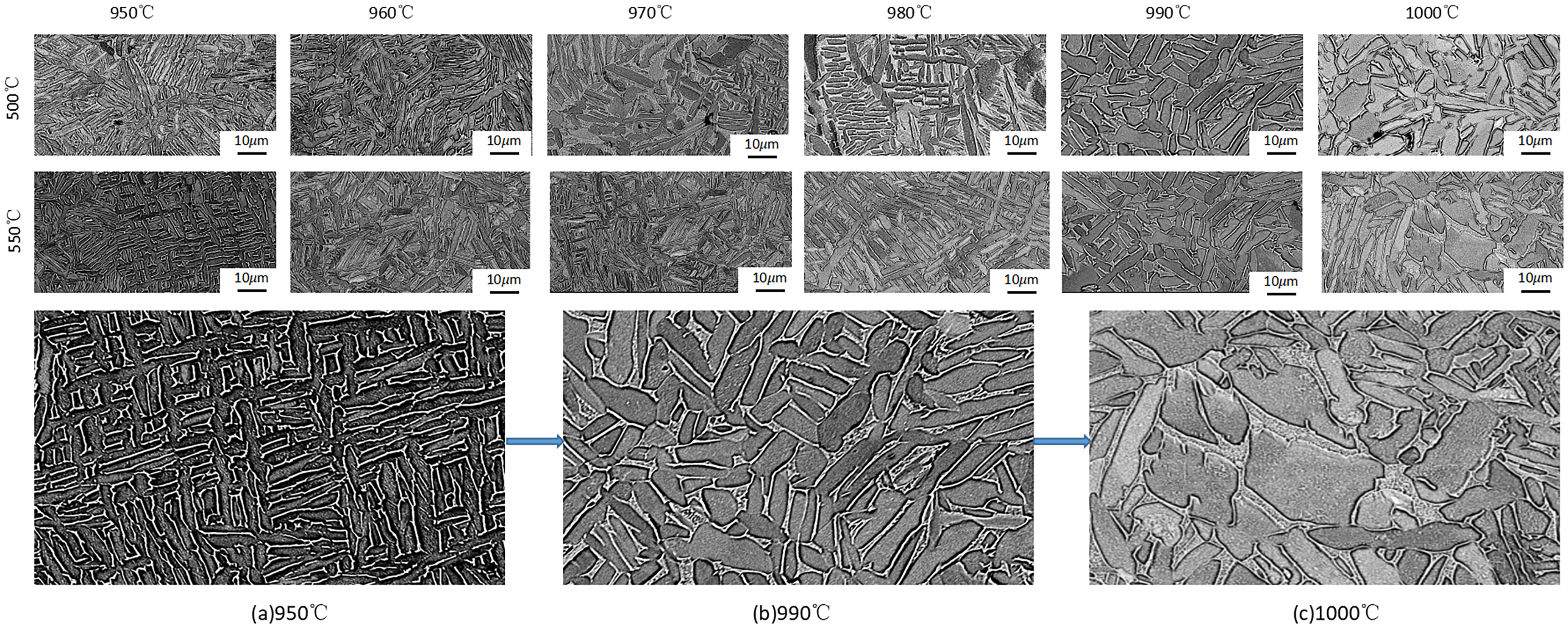
As shown in Figure 5(a), after solution treatment at 950 °C, the acicular α’ martensite in the as-fabricated TC4 alloy began to decompose, but the transformation was incomplete, leaving some fine residual α’ phase. The transformed α phase exhibited a typical basket-weave structure, with α laths having an average width of approximately 1.7 ± 0.2 μm. The β matrix was distributed as discontinuous strips within the interlath spacing of the α phase. Quantitative analysis using MIPAR indicated that under this temperature condition, the volume fraction of the primary α phase was 68.2% ± 1.8%, while the volume fraction of the residual α’ phase remained at 5% ± 1.2%. The reason for this is that 950 °C is near the lower boundary of the α + β two-phase region, resulting in insufficient dissolution of the β phase and inadequate driving force for the complete decomposition of the α’ martensite. Consequently, the microstructure retained a certain degree of non-equilibrium character.
When the solution temperature was increased to 990 °C, as shown in Figure 5(b), the α’ martensite completely decomposed. The β phase underwent sufficient dissolution followed by recrystallisation, ultimately resulting in the formation of a uniform duplex microstructure consisting of equiaxed α phase within a continuous β matrix. Under this condition, the α phase exhibited an average grain size of approximately 5.2 ± 0.4 μm, and the lath width increased to 4.1 ± 0.3 μm. The volume fraction of the primary α phase rose to 86.2% ± 1.2%, representing an 18% increase compared to the 950 °C solution treatment process. The underlying mechanism is as follows: with increasing solution temperature, the thermodynamic stability of the β phase is enhanced, and the activation energy required for the decomposition of the α’ martensite is satisfied. Concurrently, the diffusion rates of the solute atoms Al and V within the β phase accelerate. These factors promote the growth of the α phase via homogeneous nucleation, rather than preferential growth along the boundaries of the original α’ martensite. Consequently, the basket-weave structure is disrupted, leading to the formation of a more stable, equiaxed duplex microstructure.
When the solution temperature was further increased to 1000 °C, as shown in Figure 5(c), a distinct morphological transition occurred. The α phase transformed from an equiaxed/granular morphology into a coarser, plate-like or lath-like structure, accompanied by a decrease in the volume fraction of the primary α phase to 80.4%. This evolution is likely attributed to the temperature approaching the β transus, where a significantly increased β phase fraction during solution treatment promotes the formation of coarse lamellar structures upon subsequent cooling. This microstructural degradation corresponds to the observed decline in overall mechanical performance, further confirming that 990 °C is the optimal solution temperature for achieving the desired equiaxed duplex microstructure in SLM-fabricated TC4 alloy.
Effect of solution treatment on mechanical properties
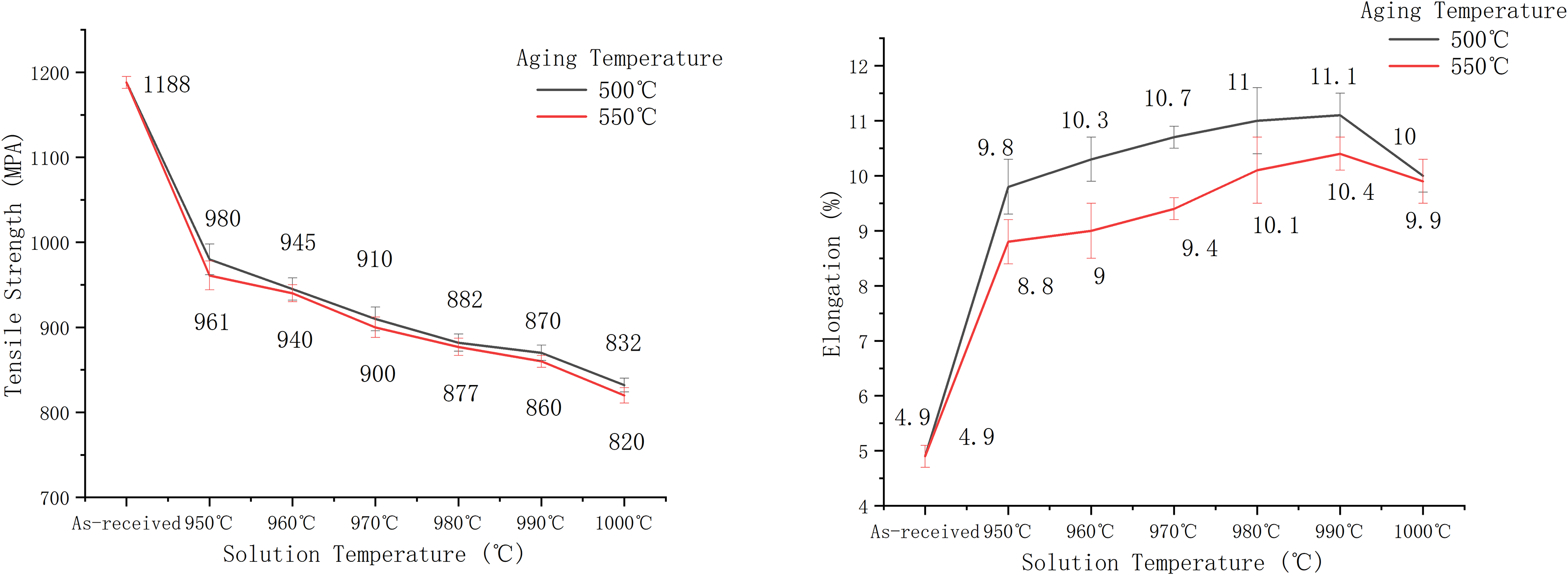
The variation in mechanical properties of the SLM-formed TC4 alloy with solution temperature is directly related to the extent of α’ martensite decomposition and the morphological evolution of the α phase. The reliability of the data was ensured by conducting three parallel tensile tests for each processing condition; the average values are reported with error bars, as shown in Figure 6.
The graph of the strength and plasticity of TC4 alloy formed by SLM varying with temperature.
The as-fabricated SLM-formed TC4 titanium alloy, characterised by a high volume fraction of acicular α’ martensite and a high dislocation density, exhibits a typical high-strength, low-ductility characteristic, with an ultimate tensile strength of 1188 ± 25 MPa but an elongation of only 4.9% ± 0.3%. When the solution temperature was raised to 950 °C, the α’ martensite partially decomposed into a basket-weave α structure, and the residual stress was released by approximately 40% (as measured by stress testing). Consequently, the tensile strength decreased to 961 ± 18 MPa, while the elongation increased to 9.8% ± 0.4%. This is attributed to the decomposition of the α’ phase, reducing stress concentrations within the microstructure. Although the basket-weave α phase retains some strength, its ductility is significantly improved compared to the α’ martensite.
As the solution temperature further increased to 990 °C, the α’ martensite completely decomposed into equiaxed α phase. The tensile strength further decreased to 870 ± 15 MPa, but the elongation reached a peak value of 11.1% ± 0.3%, representing a 126% improvement compared to the non-optimised process. The primary reasons for the strength reduction are as follows: the crystal structure of the α phase is hexagonal close-packed (HCP), which possesses fewer active slip systems for dislocation motion than the α’ martensite. Furthermore, the concentration of the Al element within the equiaxed α phase decreased, leading to a weakened solid solution strengthening effect. The enhancement in plasticity, however, stems from the uniform distribution of the equiaxed α phase, which can accommodate deformation and reduce local stress concentration. Simultaneously, the presence of the continuous β phase provides more pathways for dislocation movement.
However, when the solution temperature was further elevated to 1000 °C, a degradation in mechanical performance was observed: the tensile strength dropped to 830 ± 14 MPa and the elongation decreased to 10.0% ± 0.3%. This decline indicates that exceeding the optimal solution temperature window is detrimental to the alloy's integrated performance. The underlying reasons are twofold. First, the coarsening of the α-phase grains and the thickening of the α laths at 1000 °C (as observed in Figure 4(c)) reduce the effectiveness of grain boundary strengthening and hinder the coordinated deformation of the microstructure. Second, the increased solution temperature promotes excessive growth of the β phase and may lead to the formation of coarse α laths or even a trend toward a lamellar Widmanstätten structure upon subsequent ageing, which is inherently less ductile. The deterioration in both strength and ductility at 1000 °C underscores the non-monotonic nature of the property evolution with solution temperature and further corroborates that the microstructural state achieved at 990 °C represents the most favourable balance between phase stability, grain refinement, and morphology control for SLM-fabricated TC4.
In summary, the evolution of mechanical properties with solution temperature follows a clear trajectory: from the ultra-high strength but brittle as-fabricated state, through an intermediate regime of improving ductility with moderate strength retention (950–980 °C), to an optimal balance at 990 °C where a fine, equiaxed α + β microstructure delivers excellent ductility without a severe strength penalty. The subsequent decline at 1000 °C highlights the sensitivity of the microstructure-property relationship to the upper limit of the solution treatment window. Therefore, 990 °C is conclusively identified as the optimal solution temperature for concurrently enhancing the ductility and maintaining adequate strength in SLM-processed TC4 alloy via the applied STA route.
Effect of ageing treatment on the mechanical properties of TC4 titanium alloy
As a critical subsequent step following solution treatment, the ageing process further optimises the mechanical properties of the SLM-formed TC4 alloy by controlling the precipitation behaviour of the α phase. Given that the ageing temperature exerts a significantly more pronounced influence on the properties than the ageing time, the ageing duration was fixed at 4 h for all tests in this study.
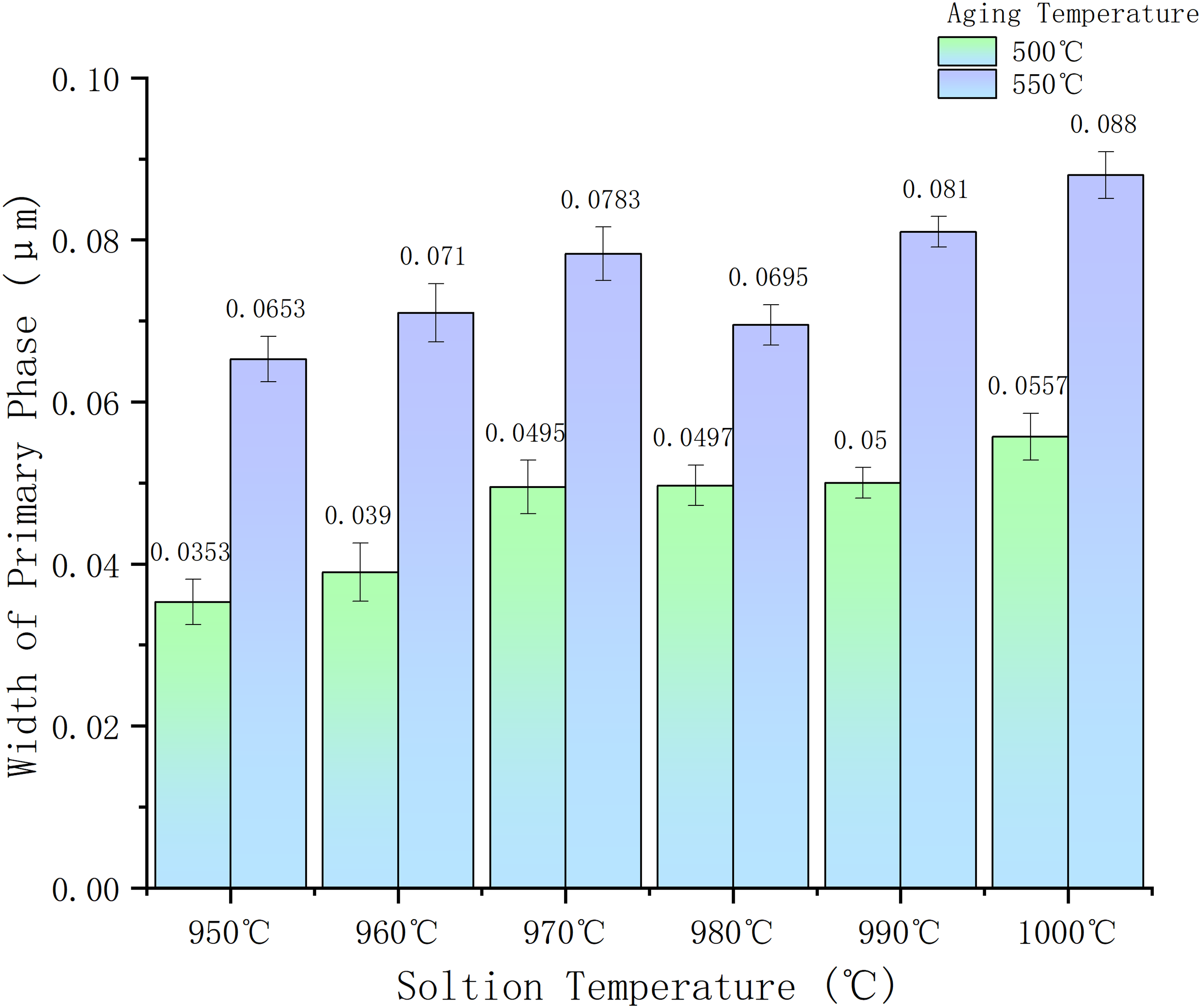
Upon ageing at 500 °C, as shown in Figure 6, the 990 °C solution + 500 °C ageing process resulted in an ultimate tensile strength of 870 ± 15 MPa and an elongation of 11.1% ± 0.3%, revealing that at this ageing temperature, the secondary α phase precipitated within the β matrix is predominantly fine and acicular, with an average width of approximately 0.049 ± 0.003 μm, and is uniformly distributed throughout the β matrix. These fine secondary α particles strengthen the alloy via the dislocation shearing mechanism, effectively impeding dislocation motion and providing precipitation strengthening. Furthermore, their uncoarsened morphology helps to avoid stress concentration. Consequently, this microstructure effectively retains hardness while maintaining good ductility. 19
When the ageing temperature was increased to 550 °C, as shown in Figure 6, the 990 °C solution + 550 °C ageing process led to a decrease in ultimate tensile strength to 860 ± 12 MPa, a reduction in elongation to 9.8% ± 0.3%, and a drop in hardness to 305 ± 3 HV0.5. The primary reason for this change is that 550 °C exceeds the stable temperature range for the secondary α phase. The accelerated atomic diffusion rate at this temperature causes coarsening of the secondary α phase, increasing its average width to 0.078 ± 0.005 μm, as shown in Figure 7. Agglomeration of the α phase was observed in some regions. The coarsened α phase not only weakens the precipitation strengthening effect but also induces stress concentration at the α/β phase interfaces, resulting in the simultaneous degradation of both ductility and strength.
Evolution of primary phase width as a function of temperature.
Comparing the different combinations of solution and ageing temperatures reveals that the 990 °C solution + 500 °C ageing process is the optimal procedure for achieving a synergistic combination of high toughness, high hardness, and high strength. Under this optimised process, the primary α phase is equiaxed with a volume fraction of 86.2%, forming a dual-scale α phase structure together with the fine, acicular secondary α phase. This configuration utilises the primary α phase to ensure ductility while employing the secondary α phase to provide strengthening. Simultaneously, the continuous β phase enhances microstructural compatibility. Ultimately, this leads to a well-balanced optimisation of the mechanical properties.
Analysis of theoretical mechanisms for corrosion resistance optimisation via microstructural evolution and surface hardness
Electrochemical measurements were conducted in a 3.5 wt.% NaCl solution at room temperature using a conventional three-electrode cell, with a saturated calomel electrode (SCE) as the reference electrode and a platinum sheet as the counter electrode.
As evidenced in Figure 8, prior to each potentiodynamic polarisation test, the open-circuit potential (OCP) was monitored until a stable state was achieved, defined as a potential drift of less than 2 mV over 300 s. The stabilisation process, typically lasting 1800–2400 s, is illustrated in Figure 8, confirming that all specimens reached a steady electrochemical state before polarisation.
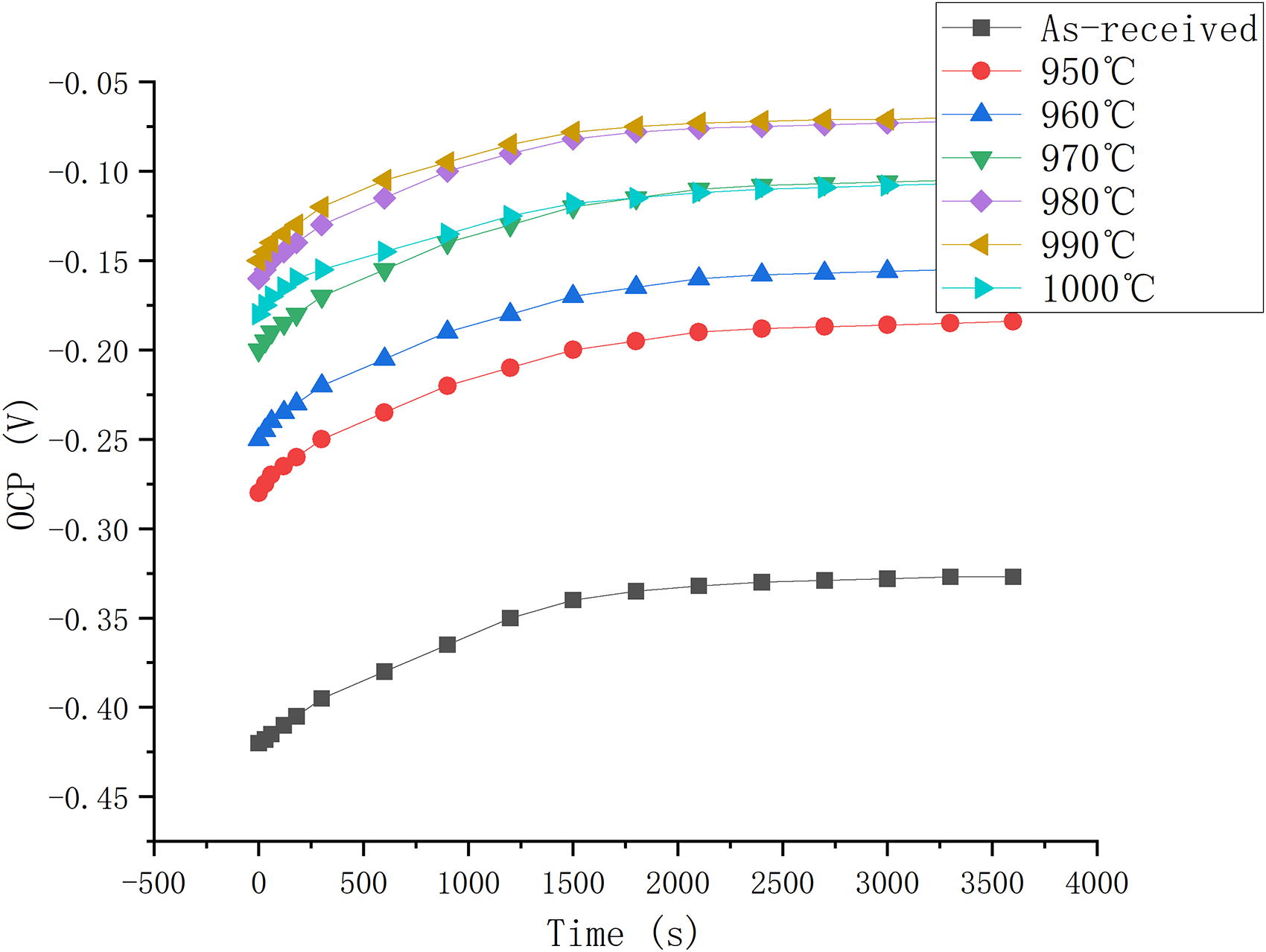
OCP of SLM-fabricated TC4 titanium alloy at different solution temperatures.
As evidenced in Figure 9, the key corrosion parameters, including icorr, Ep, and Eb, were extracted directly from the potentiodynamic polarisation curves. The icorr was determined using the Tafel extrapolation method: the linear segments of the cathodic and anodic Tafel regions were extrapolated to their intersection point at the Ecorr, with the corresponding current density at this intersection taken as icorr. Ep was identified as the potential at which the anodic current density exhibited a sharp and sustained increase of at least one order of magnitude relative to the stable passive current density, marking the onset of stable pitting corrosion. The Eb was defined as the potential corresponding to a specified critical current density, beyond which the passive film loses its protective capability. All parameter determinations were performed in accordance with ASTM G59 and G102 standards to ensure reproducibility and comparability of the experimental results.
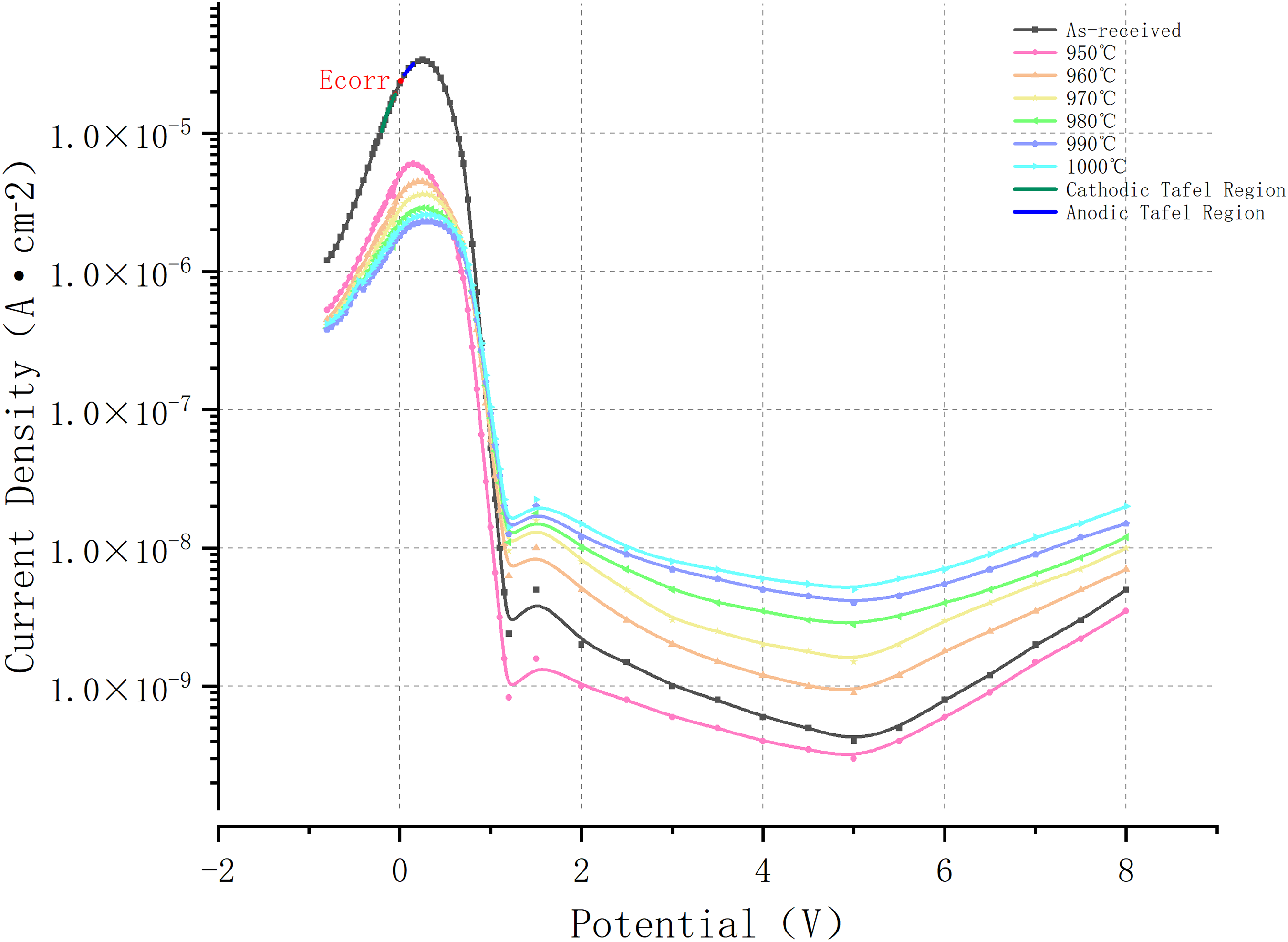
Potentiodynamic polarisation curves of SLM-fabricated TC4 titanium alloy treated at different solution temperatures.
As evidenced in Figure 10(a),10(b) and 10(c), the non-optimised SLM-formed TC4 titanium alloy exhibited a high self-corrosion current density of 1.2 × 10−6 ± 1.5 × 10−7A/cm2, a pitting potential of only 0.15 ± 0.02 V, and a passivation film breakdown voltage of 0.68 ± 0.03 V. This degradation in corrosion resistance is attributed to the numerous micro-electrochemical cells formed between the abundant acicular α’ martensite and the residual β phase. The potential difference between the α’ martensite and the β phase is approximately 0.1–0.15 V, as calculated from the potentiodynamic polarisation curves, facilitating the formation of localised corrosion cells in the presence of Cl− ions. Furthermore, the high residual stress induces microcracks in the primarily Al₂O₃-based passive film, accelerating the penetration of corrosive media. 20
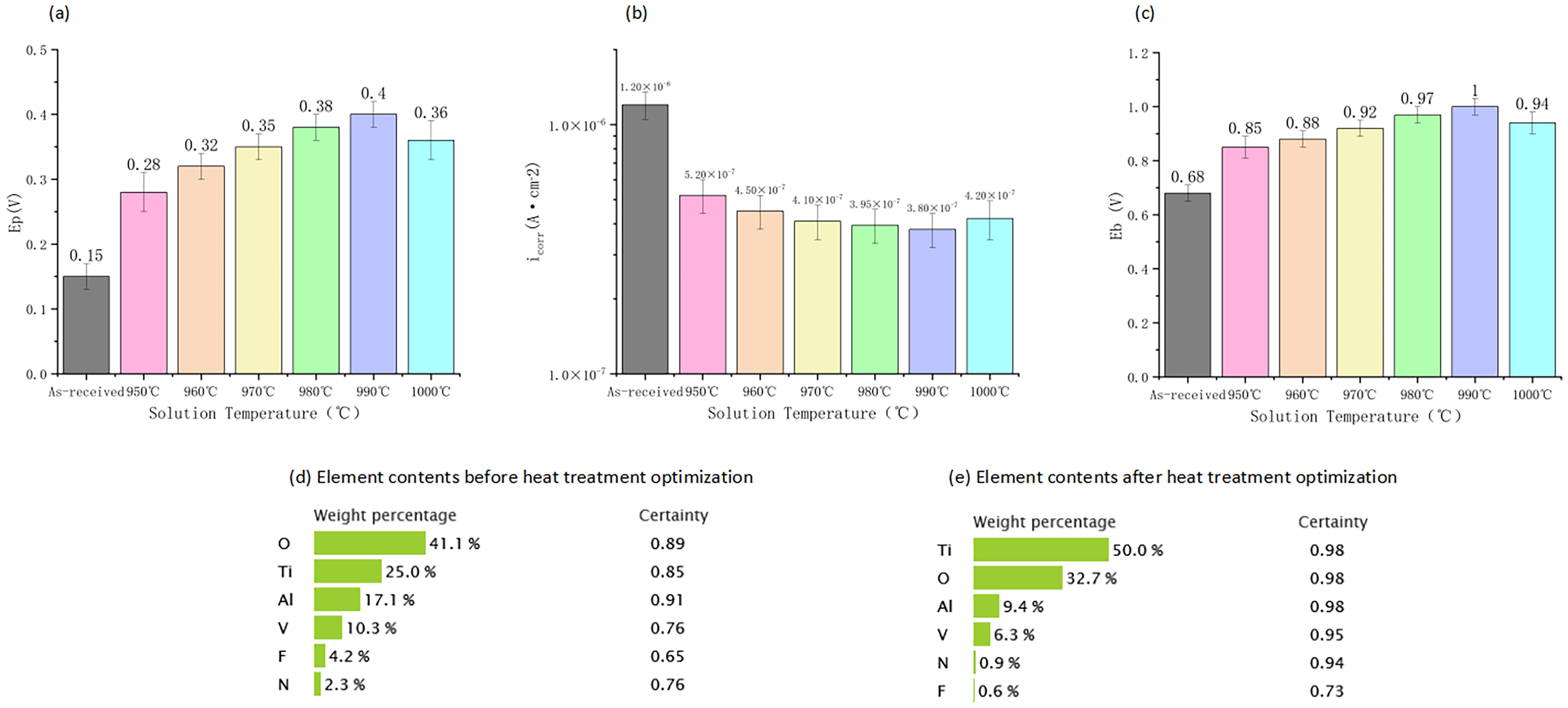
Effect of solution temperature on electrochemical parameters (Ep, icorr, and eb) and elemental composition of SLM-fabricated TC4 titanium alloy before and after heat treatment.
After the 950 °C solution + 500 °C ageing treatment, the self-corrosion current density decreased to 5.2 × 10−7 ± 8 × 10−8 A/cm2, the pitting potential increased to 0.28 ± 0.03 V, and the passivation film breakdown voltage rose to 0.85 ± 0.04 V. The 990 °C solution + 500 °C ageing process further improved these properties, reducing the self-corrosion current density to 3.8 × 10−7 ± 6 × 10−8 A/cm2 (a 68% decrease compared to the non-optimised alloy), increasing the pitting potential to 0.40 ± 0.02 V (a 167% increase), and elevating the passivation film breakdown voltage to 1.00 ± 0.03 V (a 47% increase). In contrast, when the solution temperature was raised to 1000 °C followed by 500 °C ageing, the electrochemical performance exhibited a clear decline: the self-corrosion current density increased to 4.2 × 10−7 ± 7 × 10−8 A/cm2, the pitting potential decreased to 0.36 ± 0.03 V, and the passivation film breakdown voltage dropped to 0.94 ± 0.04 V. This degradation in corrosion resistance corresponds to the observed microstructural coarsening and phase transformation at excessive solution temperatures, further confirming that 990 °C represents the optimal solution temperature within the investigated processing window.
The core mechanism for this performance enhancement lies in microstructural optimisation. The 86.2% volume fraction of equiaxed α phase significantly improves the electrochemical homogeneity of the microstructure, reducing the potential difference between the α and β phases to 0.05–0.08 V and consequently decreasing the number of micro-corrosion cells. As the α phase more readily forms a stable TiO₂ oxide layer compared to the β phase, the uniform distribution of a high proportion of equiaxed α phase further enhances the integrity of the passive film. Additionally, the defect density at the α/β phase interfaces is reduced. TEM observations confirm an interface width of less than 5 nm, which strengthens the adhesion between the passive film and the substrate, making it less susceptible to film rupture.21,22,23
Surface elemental analysis via scanning electron microscopy with energy dispersive X-ray spectroscopy revealed a significant evolution in near-surface chemical composition following the optimised heat treatment at 990 °C solution and 500 °C ageing. In the as-fabricated condition, the composition was predominantly titanium-based at approximately 50 at.% with substantial oxygen content around 32.7 at.%, alongside aluminium near 9.4 at.% and vanadium about 6.3 at.%. This profile corresponds to the native oxide layer formed during SLM processing. After the optimised heat treatment, a pronounced transformation occurred: oxygen became the dominant element at approximately 41.7 at.%, while the titanium content decreased to about 34.6 at.%. Concurrently, aluminium content nearly doubled to around 18.1 at.%, and vanadium content decreased to about 2.7 at.%. This compositional shift directly contributes to the enhanced corrosion resistance observed in this study.
As evidenced in Figure 10(c) and 10(d), the substantial increase in oxygen content indicates the formation of a thicker, denser, and more continuous surface oxide layer during heat treatment. The near-doubling of aluminium content, particularly evident in these micrographs, signifies a strategic enrichment of Al₂O₃ within the oxide structure. Al₂O₃ is known for its superior thermodynamic stability and low ionic conductivity, which significantly enhances the passive film's barrier properties against chloride ion penetration. Furthermore, the relative decrease in vanadium content mitigates a known vulnerability, as vanadium oxides can exhibit higher solubility and provide less stable sites for chloride adsorption compared to the more protective TiO₂ and Al₂O₃ phases.
In summary, the optimised heat treatment achieves dual optimisation: it refines the bulk microstructure while simultaneously engineering a more protective surface oxide. This synergistic effect—combining a homogeneous substrate with an oxygen- and aluminium-enriched passive film—provides a comprehensive mechanism that fully explains the dramatic improvements in pitting potential and overall corrosion resistance demonstrated in this work.
Regarding the changes in surface hardness, the as-fabricated SLM-TC4 titanium alloy had a hardness of 412 ± 8 HV0.5. After solution treatment at 950 °C, the hardness decreased to 339 ± 5 HV0.5, and after treatment at 990 °C, it further decreased to 312 ± 4 HV0.5. This trend in hardness reduction aligns perfectly with the degree of α’ phase decomposition. The α’ martensite, due to its high dislocation density and lattice distortion, exhibits significantly higher hardness than the equilibrium α phase. As the α’ phase content decreases, the overall hardness of the material gradually declines. Moreover, the uniformity of hardness distribution improved, as evidenced by the reduction in the hardness standard deviation from ±8 (as-fabricated) to ±4 (after 990 °C solution treatment), indicating enhanced microstructural homogeneity.
As shown in Figure 11, the surface hardness of 312 ± 4 HV0.5 under the optimised process falls within the ideal range for achieving effective mechano-electrochemical synergy. This value corresponds to the typical hardness range (300–430 HV0.5) for heat-treated TC4 alloys. On one hand, this hardness level is lower than that of the non-optimised TC4 titanium alloy (412 ± 8 HV0.5), facilitating the release of approximately 60% of the residual stress, reducing it to 120 ± 15 MPa. This mitigation of residual stress helps prevent the rupture of the passive film—when hardness exceeds 350 HV0.5, residual stress tends to surpass the adhesive strength of the passive film, leading to film cracking. This observation aligns with the established correlation between surface residual stress, hardness regulation, and material performance. On the other hand, a hardness of 312 HV0.5 still provides sufficient resistance to micro-scratching, preventing surface abrasion during service that could damage the passive film and initiate corrosion sites. Furthermore, reduced surface roughness further enhances the stability of the passive film.24,25
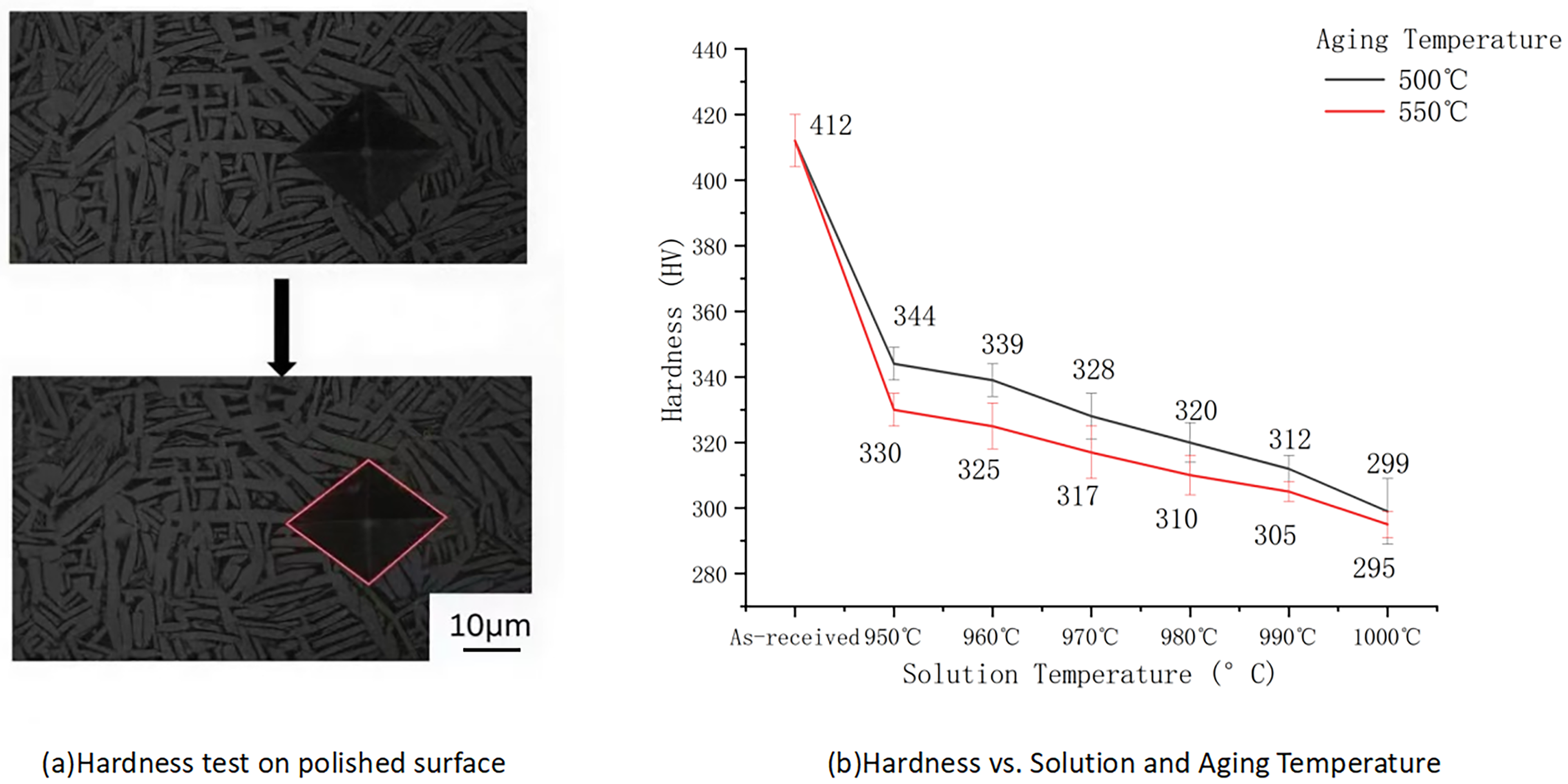
Hardness test of TC4 alloy formed by SLM and its change with solid solution ageing temperature.
Notably, when the solution temperature was increased to 1000 °C, the hardness values further decreased to 299 HV (with 500 °C ageing) and 295 HV (with 550 °C ageing), both falling below the 300 HV0.5 threshold. This significant softening, associated with excessive grain coarsening and microstructural degradation at the elevated solution temperature, compromises the material's resistance to surface mechanical damage. Consequently, the passive film becomes more vulnerable to abrasion-induced breakdown, which can serve as preferential initiation sites for corrosion. This decline in surface mechanical integrity, coupled with the previously discussed deterioration in electrochemical performance, further corroborates that solution temperatures exceeding 990 °C are detrimental to achieving the desired synergy between mechanical properties and corrosion resistance in SLM-fabricated TC4 alloy.
A comparison between the ageing treatments at 500 and 550 °C shows that ageing at 500 °C maintains the hardness at 312 ± 4 HV0.5, while ageing at 550 °C reduces it to 305 ± 3HV0.5. Excessively low hardness (below 300HV0.5) increases susceptibility to surface scratching, and the coarsening of the secondary α phase diminishes the electrochemical homogeneity of the microstructure. Therefore, ageing at 500 °C represents the optimal choice for balancing hardness and corrosion resistance.
In summary, the 990 °C solution + 500 °C ageing process achieves simultaneous optimisation of mechanical properties and corrosion resistance in the SLM-formed TC4 alloy through a synergistic mechanism that includes: enhanced electrochemical homogeneity via equiaxed α phase, a reinforced passive film due to the continuous β phase, improved passive film integrity from residual stress relief, and adequate scratch resistance provided by the appropriate hardness level. This microstructural optimisation strategy not only aligns with the performance control principles of α + β titanium alloys but also provides microstructural assurance for its service in demanding environments such as aerospace, marine components and biomedical orthopaedic/dental implants.
Conclusions
This study systematically investigated the effects of solution and ageing heat treatments on the microstructure, mechanical properties, and corrosion behaviour of SLM fabricated TC4 titanium alloy. The principal findings are as follows:
Microstructural evolution with solution temperature: With increasing solution temperature from 950 to 990 °C, the volume fraction of equiaxed primary α phase showed a progressive increase from 67.9% to 86.2%, while the microstructure transformed from a fine basket-weave morphology to a homogeneous duplex structure. The 990 °C solution treatment optimised the balance between the α-phase fraction and grain refinement. However, further increasing the temperature to 1000 °C resulted in α-phase coarsening and a reduction in α-phase volume fraction to 80.4%, indicating the existence of an optimal solution temperature window. Effects of ageing temperature on microstructure and properties: Ageing at 500 °C produced fine acicular secondary α phase with an average width of 0.049 μm, providing effective precipitation strengthening while maintaining good ductility. In contrast, ageing at 550 °C led to significant coarsening of the secondary α phase (average width: 0.078 μm) and reduced overall mechanical performance. The 500 °C ageing treatment achieved an optimal balance between precipitation strengthening and microstructural stability. Optimised mechanical properties: The 990 °C solution + 500 °C ageing treatment yielded superior mechanical properties: a tensile strength of 870 MPa, an elongation of 11.1% (representing a 126% improvement over the as-fabricated material), and a Vickers hardness of 312 HV0.5. These results demonstrate the successful resolution of the strength–ductility trade-off. Samples treated at 1000 °C + 500 °C ageing exhibited degraded properties, with tensile strength decreasing to 830 MPa and elongation dropping to 10.0%. Enhanced corrosion resistance: The optimised heat treatment significantly improved corrosion performance in 3.5% NaCl solution. Compared to the as-fabricated condition, the corrosion current density was reduced by 68%, the pitting potential increased by 0.25 V, and the breakdown potential improved by 0.32 V. This enhancement correlates with increased electrochemical homogeneity, the formation of a protective V₂O₅-rich passive film, and substantial residual stress relief.
This work establishes that a precisely controlled 990 °C solution treatment followed by 500 °C ageing represents the optimal processing route for SLM-fabricated TC4 alloy, effectively achieving simultaneous enhancements in both mechanical properties and corrosion resistance through microstructural optimisation.
In summary, through process optimisation and precise microstructural analysis, this study achieved simultaneous improvement of mechanical properties and corrosion resistance in SLM-formed TC4 titanium alloy. The findings provide clear process guidance and theoretical support for its application in demanding service environments such as aerospace, marine components and biomedical orthopaedic/dental implants.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.