
Abstract
The relationship between microstructure and deformation and damage behaviour during dynamic compression in Ti–3Al–5Mo–5V alloy has been studied using several experimental techniques, including optical microscopy, scanning electron microscopy and microhardness measurements. It was found that the deformation behaviour during dynamic compression was closely related to deformation parameters. After dynamic deformation, the deformation shear band that formed in the titanium alloy had microhardness similar to that of the matrix. However, the microhardness of the white shear band was much higher than the matrix microhardness. The effects of deformation parameters, including deformation rate and deformation degree, on deformation localisation were investigated. Based on the results from the present work, the microstructure and deformation processing parameters can be optimised. In addition, treatment methods after dynamic compression were explored to restore alloy properties. Using post-deformation heat treatment, the microstructure and property inhomogeneity caused by shear bands could be largely removed.
Introduction
BT16 titanium alloy, having a composition of Ti–3Al–5Mo–5V, was developed in Russia. It is widely used in Russian military and civilian airplanes and spacecraft components. It has reliable properties and is commercialised, especially for making fasteners. Research on this alloy has, in recent years, moved to China1 on various processing routes including melting, rolling and extrusion, straightening and surface smoothing of rods and the relationship between heat treatment and mechanical properties.
Martensite in titanium alloys does not improve strongly the alloy strength. The hardness of α′ is just slightly higher than that of the α solid solution. When α″ appears, the strength and hardness of the alloy even decrease. Because martensite is relatively brittle, during a deformation process, microvoids can nucleate and grow inside martensite as well as at the interface between martensite and the matrix. 2 2,3 For this reason, martensite should be avoided in the BT16 titanium alloy as much as possible before deformation processing.
The BT16 titanium alloy belongs to two-phase titanium alloys. Research on the deformation behaviour of two-phase titanium alloys started in 1960–1970s. Owing to experimental limitations, the research concentrated on the constitutive relations of titanium alloys.4 Studies included the effects of deformation parameters and alloy composition on deformation behaviour, material hardening during the deformation process and material softening due to the deformation heat. Empirical relations were proposed. In addition, it was found that the tensile ductility of granular or plate microstructures was not strongly dependent on grain size.5
Cold deformation of metals is achieved by the relative sliding between the grains and the plastic deformation of the grains. Therefore, the microstructure characteristics of the metals have important influence on the local stress state and the grain friction during cold deformation. They determine the deformability of the metals. A good microstructural state is important for the good cold deformability of the BT16 alloy fasteners, which is controlled by heat treatment before cold deformation. In addition, in order to obtain good mechanical properties of the fastener products, heat treatment is usually required after forming to increase strength,6 which also requires good knowledge of the heat treatment effects on the BT16 titanium alloy. Therefore, it is very important to understand the effect of heat treatment processing parameters on the microstructure of the BT16 titanium alloy.
In present industrial practice, the BT16 titanium alloy for cold deformation mainly has a plate microstructure. This type of microstructure is significantly affected by heat treatment processing parameters.5,7–11 In the past, researches on the heat treatment of titanium alloys and their microstructures were mostly concerned with alloys having needle structures, mainly on the effect of heat treatment on phase composition. Research on quantitative relationships between heat treatment and microstructure changes has been limited.12,13 On the other hand, as stated above, revealing this quantitative relationship between the heat treatment process and the microstructural parameters of the BT16 alloy is critical to studying its cold deformation behaviour and establishing its cold deformability.
For the BT16 titanium alloy, its compression deformation behaviour directly affects the production rate and the choice of process parameter during manufacturing using cold deformation. In the past, common in engineering practice, the elongation obtained during conventional tensile testing experiments was used to evaluate the deformability of the material, i.e. suitability for cold deformation processing. However, experimental work with the BT16 titanium alloy has found that there is no definite relationship between its elongation and processibility during cold deformation because there are substantial differences in stress conditions during tensile and cold deformation processes.
This was a primary motivation for the present work. The processing scenario of cold deformation that the authors are attempting to simulate is described in a recently published, separate paper.14 It includes an analysis of the tensile or compressive loads and the strain rate regimes. It contains data to support the unsuitability of the tensile elongation experiments for evaluating dynamic cold deformability and data to support the suitability of the compression experiments employed in the present work.
The stress states during compression tests and cold compression processing are similar, so such tests can be used to evaluate the cold deformability of the BT16 titanium alloy. The industry believes that if a material can pass a compression test of 1∶4, which is the ratio of specimen heights after and before compression, then it should be able to withstand cold compression deformation processing in stringent conditions. The cold compression test standards do not specify the deformation rate. From past research using compression tests on the BT16 titanium alloy, if the deformation rate was low, such as 1·67 mm s−1, then reliable and reproducible data were not guaranteed. The cold deformation of alloys is completed under certain deformation rates. The material mechanical behaviour, including deformation and crack initiation and propagation, in dynamic conditions is significantly different from that in static and quasi-static conditions.15 Therefore, to evaluate the cold compression ability of the BT16 titanium alloy, its cold deformability at deformation rates similar to those used in cold compression machines must be considered.
During the cold compression deformation process, the distribution of stress and strain in different regions inside a specimen is very inhomogeneous, with strong deformation localisation features.16 Certain locations in the specimen have large stress and deformation. Deformation localisation precedes fracture.17 Deformation localisation in a material is related strongly to not only the deformation processing but also its microstructural characteristics. Reducing the extent of deformation localisation during the dynamic compression deformation process of BT16 titanium alloy is critical to increasing the production rate of fasteners made of this alloy.
Experimental
The alloy composition and some experimental details were given in previous publications.18,19 The experimental techniques used are described in this section again for ease of review.
Dynamic compression
Dynamic compression experiments were conducted on a Gleeble-1500 thermomechanical simulator. The maximum load of the equipment was 54 430 N. It was controlled by a close circuit computer with eight channels and a maximum sampling rate of 50 000 Hz. Standard compression specimens were made using the BT16 titanium alloy with two sizes of φ6×9 mm and φ4×6 mm respectively. A graphite sheet with a thickness of 0·13 mm was used on each end of the specimens to provide lubrication. The compression experiments were carried out in two series of parameters (Table 1).
Parameters of deformation rate, degree of deformation and predeformation heat treatment

Heat treatment
The heat treatment of the rod material was carried out in a 4000 W SX2-4-10 resistance furnace. The furnace temperature was calibrated using a standard NiCr–NiAl thermocouple to an accuracy of ±5°C.
The heat treatment process involved the following steps. The alloy was inserted into the furnace preheated to the desired temperature and kept for the desired period, followed by different ways of cooling. Water quenching was used after solution treatment. After annealing treatment, cooling involved furnace cooling at a rate of 2–4°C min−1 to 550°C followed by air cooling.
Microstructural examination
After heat treating the specimens, the oxide layer at the surface was removed by grinding. Coarse and then fine grinding using sand papers followed until the specimen surface was shiny. Then, the specimens were electropolished.
The etching solution for the BT16 titanium alloy consisted of 100 mL H2O, 4 mL HNO3 and 2 mL HF. An XJP-3C optical microscope was used to observe the alloy microstructure after heat treatment.
For hardness, three to five measurements were taken to obtain the average for each data point. The difference in hardness when comparing values is believed to be statistically significant.
Results and discussion
Undeformed material and mechanical characterisation
Figure 1 shows the microstructure of the as received BT16 alloy, undeformed. The hardness of the alloy in this condition is 30 HRC.
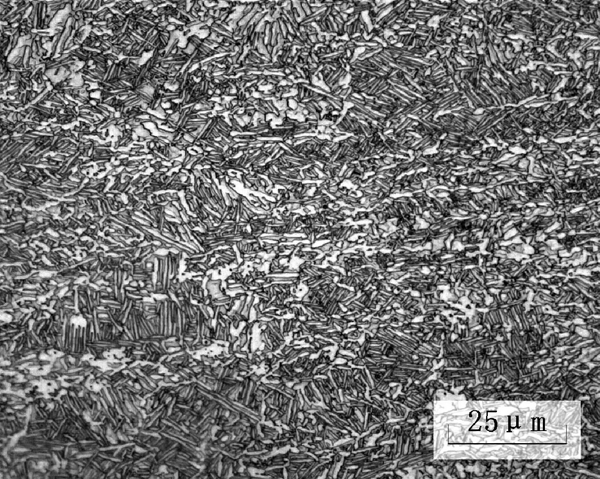
Microstructure of undeformed BT16 alloy
Stress–strain data of samples under constant cross-head compression are presented in Fig. 2. This figure provides mechanical characterisation of the alloy as a function of strain rate.
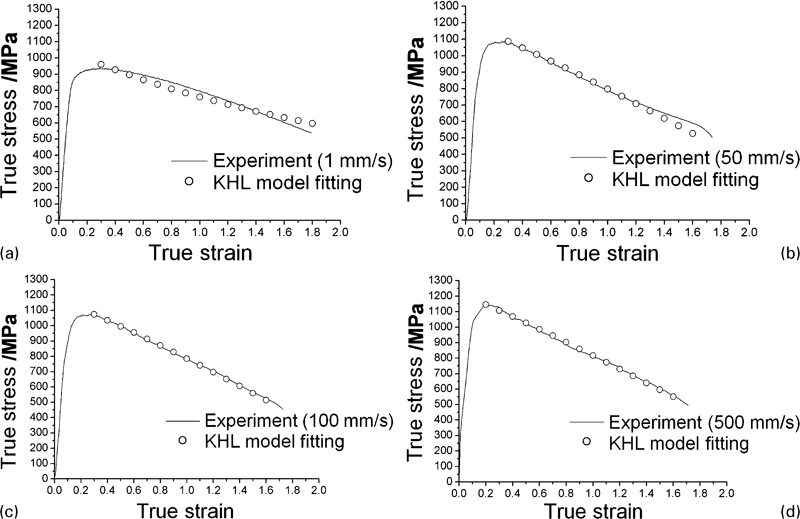
Stress–strain relationship of BT16 titanium alloy as function of deformation rate: original specimen height was 6 mm
Effect of deformation parameters on deformation behaviour
In the deformation localisation region in a specimen, in addition to grain fracturing, rotating and elongating,20 there is sometimes a bright white line on the etched surface in the middle of the shear band,18,19 the so called white shear band. Figure 3 is an optical micrograph showing a white shear band in the BT16 titanium alloy after dynamic deformation at 300 mm s−1 to 66·7%. There are distinct boundaries between the white shear band and its surrounding areas. Its detailed microstructure was not visible under either optical or scanning electron microscopes. In the following parts of the present paper, ‘deformation shear band’ is sometimes referred to simply as ‘shear band’, which is to be distinguished with ‘white shear band’.

Metallography of white shear band in BT16 titanium alloy after deformation at 300 mm s−1 to 66·7%
Different opinions exist regarding the evolution of microstructure in white shear bands.21–24 A good theory was proposed by Andrade et al.25 They believed that the microstructural evolution in white shear bands was not ordinary recrystallisation. Because of the very high cooling rate after adiabatic shear,21,22,26,27 the microstructural evolution within the shear band and the formation of the shear band happen simultaneously. Therefore, the microstructural evolution within the shear band does not follow the nucleation and growth process of ordinary dynamic recrystallisation.28–30 The formation process of a white shear band is as follows. During adiabatic shear, impact loading causes thin plate substructures to form in the original microstructure.31 These substructures deform during adiabatic shear, forming even thinner sheets along the shear direction. Afterwards, dislocations interact with these thin sheets and break down these substructures. At the same time, under high temperatures, atoms diffuse for short distances to form an equiaxed structure.
Measurement results show that the width of the deformation shear band (morphology and measurement method given in Refs. 18 and 19) decreases with increasing deformation rate, which means that deformation localisation becomes more severe (Fig. 4a). However, the width of the white shear band in the middle of the deformation shear band increases with increasing deformation rate.
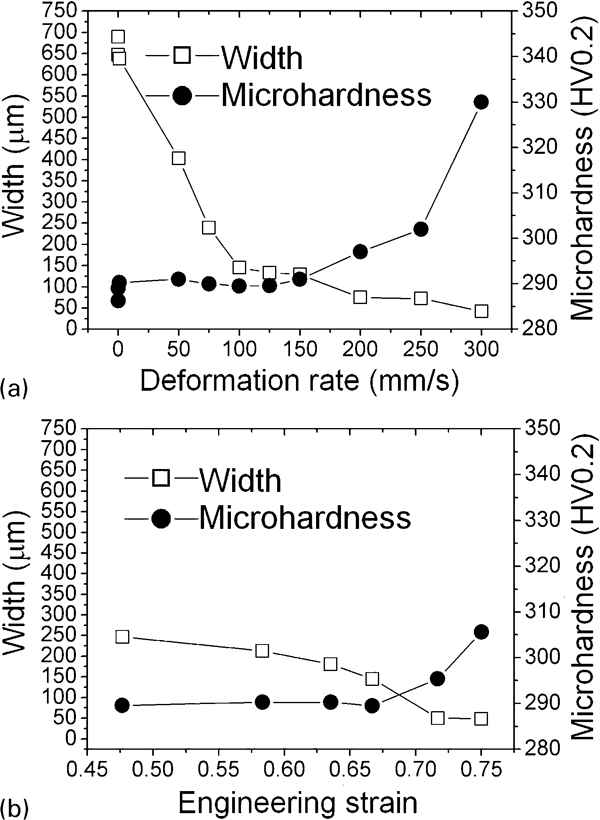
Relationships between width and hardness of deformation shear band and deformation parameters of BT16 titanium alloy
At the deformation rate of 100 mm s−1, the annealed specimens were compressed to different deformation degrees. Microstructural observation after deformation has found that, when the deformation degree was 33·3%, slight deformation localisation tendency was evident in the specimen. With increasing deformation, a typical deformation shear band appeared inside the specimen, which continued to narrow with increasing deformation degree (Fig. 4b). When the deformation degree reached 77%, the specimen was fractured by shear. Longitudinal section examination of the fractured specimen did not reveal the white shear band. When the deformation rate is 300 mm s−1, however, the deformation band appeared in specimens at deformation degree under 45%. The white shear band appeared inside the deformation shear band when the deformation degree reached 50%.
Therefore, the width and the type of the shear band were controlled simultaneously by two factors, i.e. the deformation rate and the degree. Increasing either led to the narrowing of the deformation shear band or the forming of the white shear band. Thus, when deciding on cold compression processing parameters, the deformation rate and degree must be considered in conjunction to enable satisfactory production rates.
Fracture mode during dynamic compression deformation process
Deformation localisation leads to shear band in the BT16 titanium alloy during the dynamic compression deformation process.19,32 Affected by strain rate and temperature, the shear band becomes the weakest part in the material. Fracture of the material starts in the shear band.33 After compression to a deformation degree of 55·6% with a deformation rate of 125 mm s−1, the specimen exterior looked perfect, but microvoids were found in the shear band inside the specimen. In addition, the adjacent microvoids coalescent along the shear band direction (Fig. 5).34
Morphology of as received BT16 titanium alloy after dynamic compression deformation at 125 mm s−1 to 55·6%
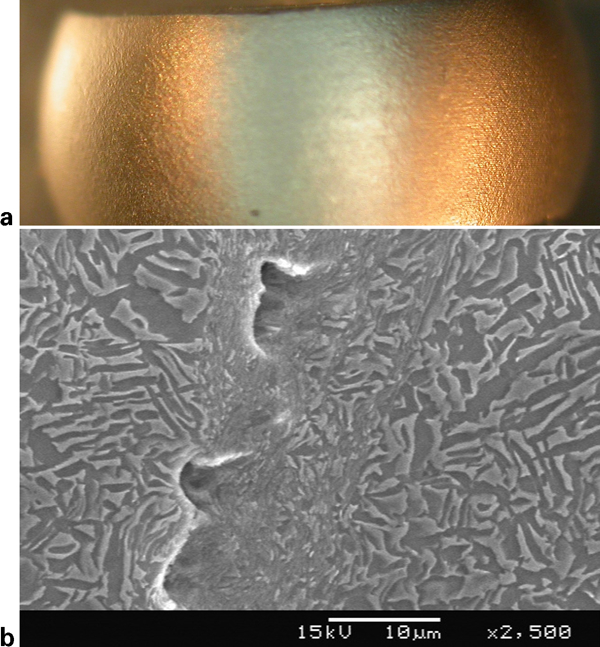
After compression to a deformation degree of 66·7% with a deformation rate of 300 mm s−1, wrinkles appeared on the surface of the specimen annealed at 780°C for 2 h, following the direction of shear band (Fig. 6a). After longitudinally sectioning the specimen, microcracks were found in the shear band27 (Fig. 6b). The microcracks and the shear band had the same direction.35
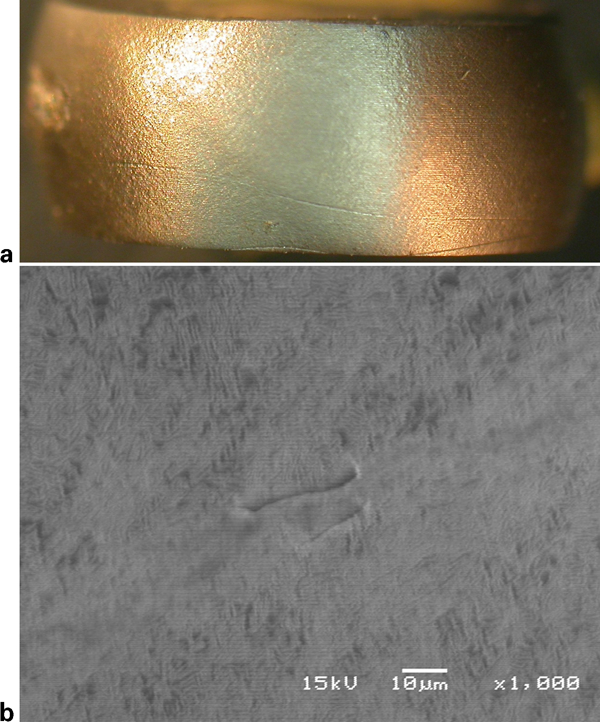
Morphology of BT16 titanium alloy annealed at 780°C for 2 h after dynamic compression deformation at 300 mm s−1 to 66·7%
After compression to a deformation degree of 66·7% with a deformation rate of 500 mm s−1, deep cracking appeared on the surface of the specimen annealed at 780°C for 2 h, following the direction of shear band in the specimen. Ahead of the main crack, there were microvoids and microcracks with significant length36 (Fig. 7).
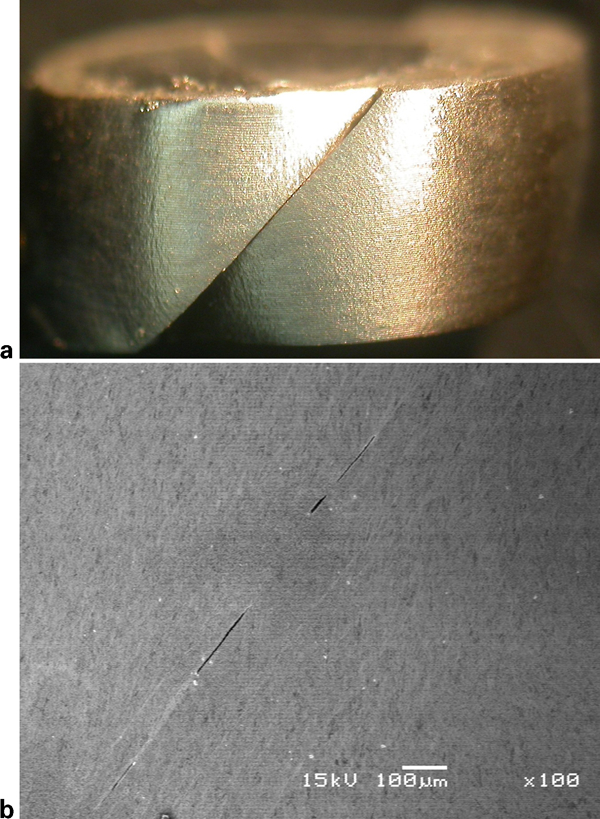
Morphology of BT16 titanium alloy annealed at 780°C for 2 h after dynamic compression deformation at 500 mm s−1 to 66·7%
From these observations, the crack formation in the BT16 titanium alloy during the dynamic compression deformation process is summarised as follows. Shear band first appears in the specimen. During the deformation process, microvoids nucleate in the shear band. Then, they coalescent along the shear band direction, forming microcracks. When the microcracks reach a critical size, the whole specimen is fractured by shear rapidly.37
The significant specimen barrelling is representative of the processing scenario.38 A graphite sheet is sufficient and appropriate for compression experiments.39
Deformation localisation
Microhardness was measured in the shear band in the BT16 titanium alloy annealed at 780°C for 2 h after compression to a deformation degree of 66·7% with different deformation rates. Results showed that the hardness of the white shear band after being compressed at 300 mm s−1 was significantly higher than that of the deformation shear band.24 It continued to increase significantly with decreasing width of the deformation shear band.40 The hardness of the shear band reflects its strain hardening. Because of the presence of the shear band, the microhardness in the deformed specimens is inhomogeneous41 to different extents. As shown in Fig. 8, when the deformation rate is relatively low, e.g. 50–100 mm s−1, because the shear band in the material is the deformation shear band, its hardness is almost the same as the matrix,41 indicating a small degree of deformation localisation. When the deformation degree reaches 300 mm s−1, because the white shear band has formed in the middle of the deformation band, the hardness of the shear band and its proximity is much higher than other areas.42
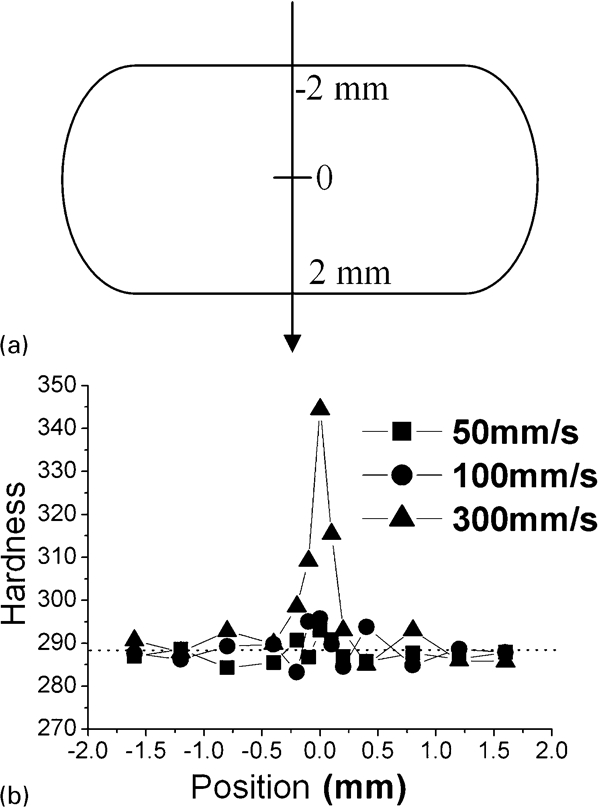
Microhardness variation along longitudinal section of BT16 titanium alloy after dynamic compression deformation to 66·7%
It may be noted that the data point for the deformation rate of 300 mm s−1 in Fig. 4a has only a hardness of 330, while the data point for the deformation rate of 300 mm s−1 in Fig. 8b has a hardness of 345. The explanation is that the hardness in Fig. 4a is the average hardness in the shear band, averaged from several hardness measurements within the shear band region. Figure 8b is from the section profile experiments, without averaging several hardness values in different locations within the section profile of the shear band. The highest hardness in Fig. 8b is from the centre of the shear band. If we average the three hardness values within the shear band in Fig. 8b, the average will be close to what is given in Fig. 4a. Therefore, there is no conflict between the two results given.
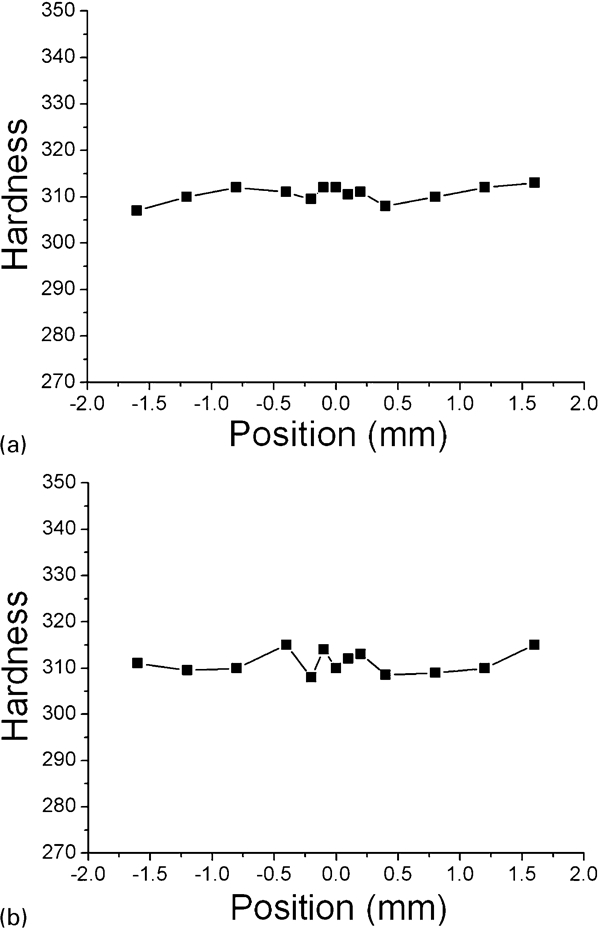
Figure 9 shows the hardness measurement results along the specimen radial direction of the BT16 titanium alloy after dynamic deformation. Because the measurement path passes through the shear band, there are jumps in the hardness values. The hardness near the cylinder specimen exterior is slightly higher than the hardness near the central axis of the cylinder specimen. This is because the deformation in the outside region was larger.43
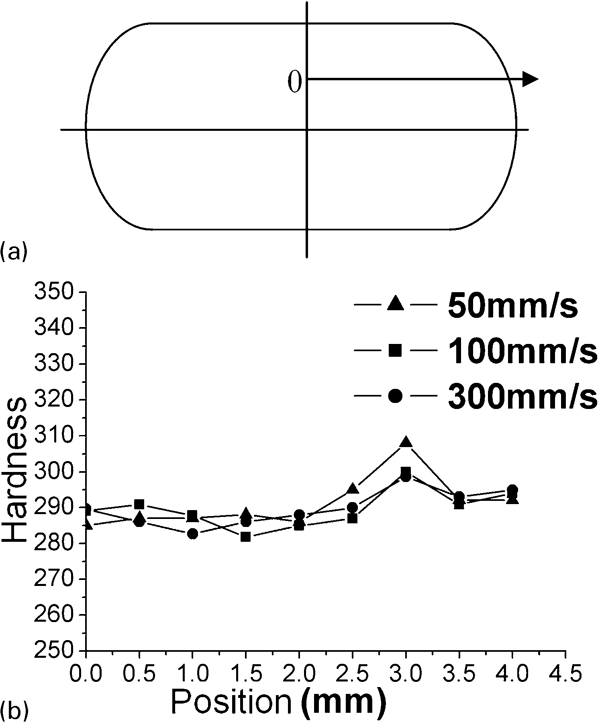
Microhardness variation along radial direction of BT16 titanium alloy after dynamic compression deformation to 66·7%
Heat treatment after dynamic compression deformation of BT16 alloy
The deformation shear band and the white shear band form in the BT16 titanium alloy after dynamic deformation processing. The microstructure and the properties in and outside these bands are rather different,44 which will affect the service performance of the fasteners. Post-deformation heat treatment must be used to eliminate or reduce such differences in microstructure and properties.45
At present, two connection methods using fasteners are widely used in the aerospace field.46 The first is with bolts and screws, which does not involve much deformation of the bolts and screws. The second is riveting, which involves further deformation during joining.47 The requirement for the first method is mainly the high strength of the fasteners, but for the second method, in addition to strength, the fasteners are also required to have reasonable ductility. Therefore, post-deformation treatment for these two types of fasteners may well be different. The study of the thermal treatments on bolts, screws and rivets is in response to the main use of the BT16 alloy in making these components in aerospace applications.
Heat treatment hardening of titanium alloys usually involves solution plus aging treatments.48 Its effectiveness is mainly determined by the amount of metastable β phase49 because this phase decomposes during aging, leading to dispersion strengthening.50 According to this principle, the effect of aging should be the strongest after quenching the alloy from the critical temperature of 800°C for the BT16 titanium alloy. If the quenching temperature is higher than the critical temperature, then the amount of metastable β phase is low, and the amount of martensite formed during quenching increases.51 The strengthening effect with martensite is lower than with the metastable β phase. In addition, the metastable β phase obtained from quenching from a relatively low temperature can produce a homogeneous decomposition structure upon subsequent aging with good ductility.52 Acicular martensite obtained by quenching from high temperatures, however, decomposes into a fine dispersion of β phase along preferential interfaces during subsequent aging.48 This β phase is orientated along preferential directions, not uniformly. The ductility is relatively poor.
To ensure good ductility for fasteners of the rivet type, the solution and aging method is not ideal as their post-deformation treatment. Direct aging should be considered. Too high aging temperatures will result in coarsening of the microstructures of the fasteners, reducing their strength.50 Too low aging temperatures, on the other hand, cannot eliminate the shear band. After many tests, direct aging at 560°C for 6 h after deformation was chosen as the heat treatment strengthening process for rivet type fasteners.
It should be noted that the thermal scenarios discussed below are suggested parameters as part of the manufacturing processes of bolts, screws and rivets made of the BT16 alloy. Heat treatment can be easily conducted on such small products.
Effect of solution and aging treatment on shear band in BT16 titanium alloy
Figure 10 shows the microstructure of the shear band in the BT16 titanium alloy after post-deformation heat treatment of 800°C/2 h, quenching and then aging at 560°C for 6 h, which is the heat treatment strengthening method proposed for fasteners of bolt and screw type. After solution and aging treatment, both deformation and white shear bands were completely removed and replaced by a mixed microstructure of β phase and equiaxed α grains. The microstructural morphology in the shear band region tended to be the same as regions far away from the shear band (Fig. 11). The hardness difference between the two regions also disappeared (Fig. 12), resulting in homogeneous microhardness on the longitudinal section of the entire specimen. Tensile testing showed that the as received alloy rods after annealing for 2 h followed by the solution and aging treatment had a yield strength level of 1153 MPa while maintaining reasonable ductility with elongation of 12·3% and reduction in area of 49·1%. Such properties should easily satisfy service requirements.
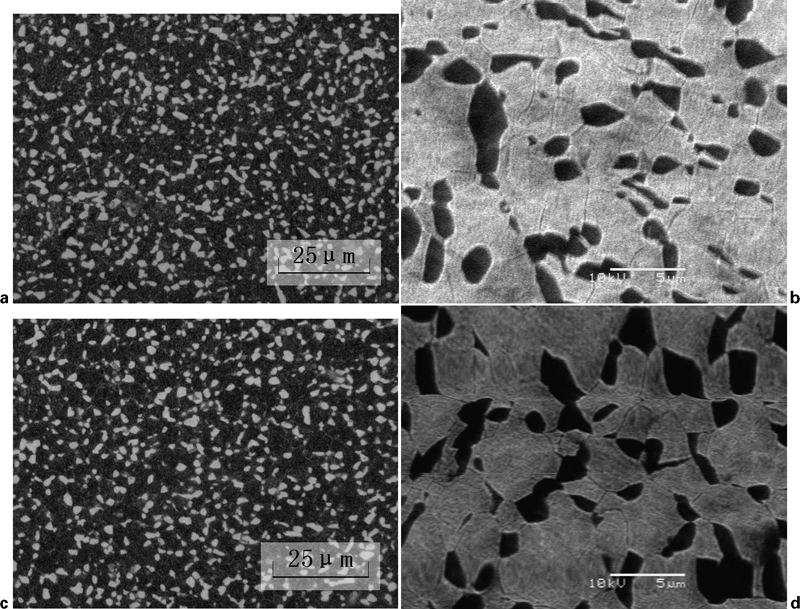
Shear band morphology in BT16 titanium after solution and aging treatment: before this treatment, specimens were annealed at 780°C for 2 h and then deformed to deformation degree of 66·7% at a, b 100 mm s−1 or c, d 300 mm s−1
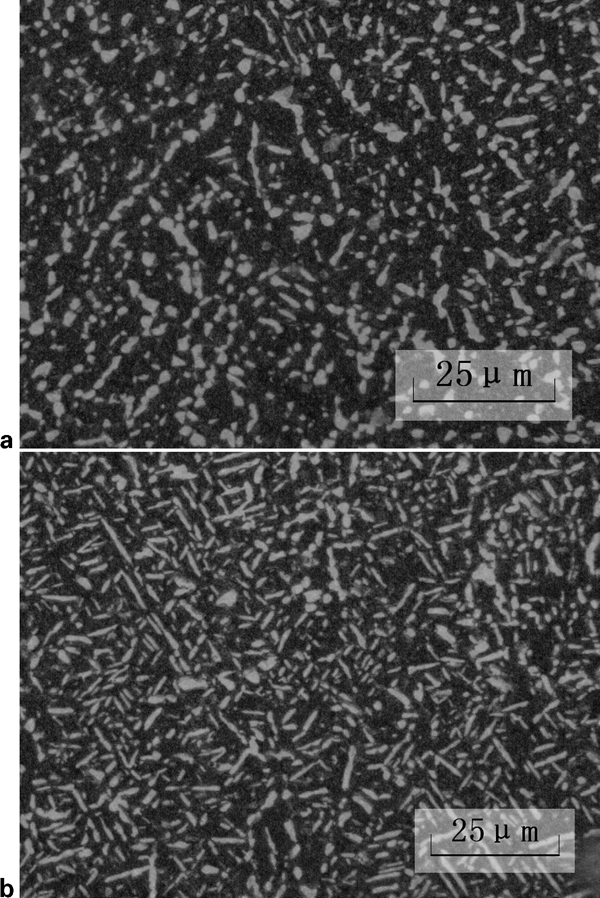
Morphology far away from a deformation shear band (deformation degree, 66·7%; deformation rate, 100 mm s−1) and b white shear band (deformation degree, 66·7%; deformation rate, 300 mm s−1) in BT16 titanium alloy after solution and aging treatment
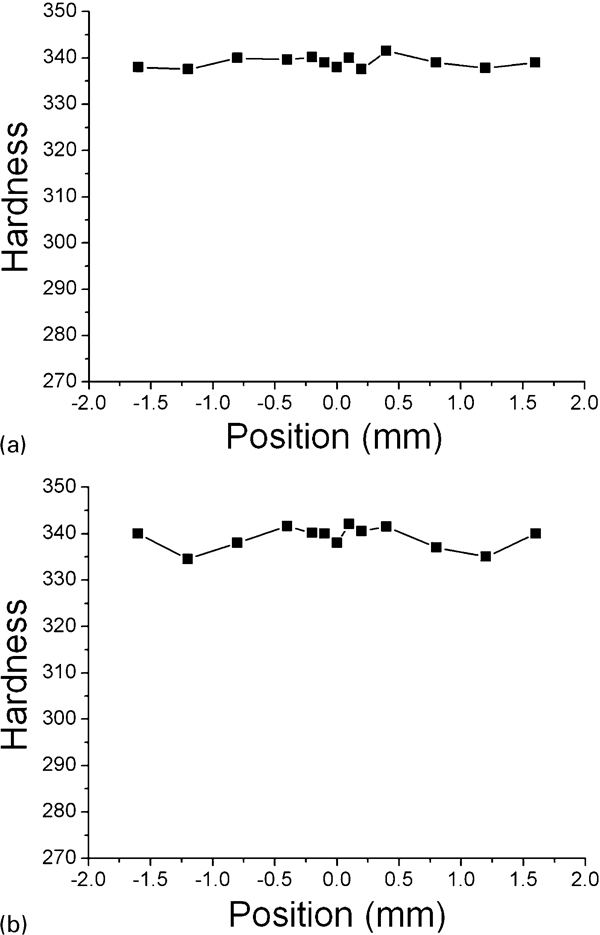
Microhardness variation across a deformation shear band (deformation degree, 66·7%; deformation rate, 100 mm s−1) and b white shear band (deformation degree, 66·7%; deformation rate, 300 mm s−1) in BT16 titanium alloy after solution and aging treatment
Effect of direct aging treatment on shear band in BT16 titanium alloy
Recrystallisation happened in the deformation band and in the white shear band in the deformed alloy after direct aging at 560°C, forming a very fine equiaxed structure (Fig. 13). The hardness tended to be uniform throughout the longitudinal section (Fig. 14). This process did not involve decomposition of the metastable β phase. The mechanical properties of the alloy rods after being annealed at 780°C, without deformation, were essentially unchanged before and after aging at 560°C. Good ductility was maintained together with good strength. There was no change in microstructural characteristics either. This post-deformation treatment process is suitable for fasteners such as rivets that require further plastic deformation when being used.
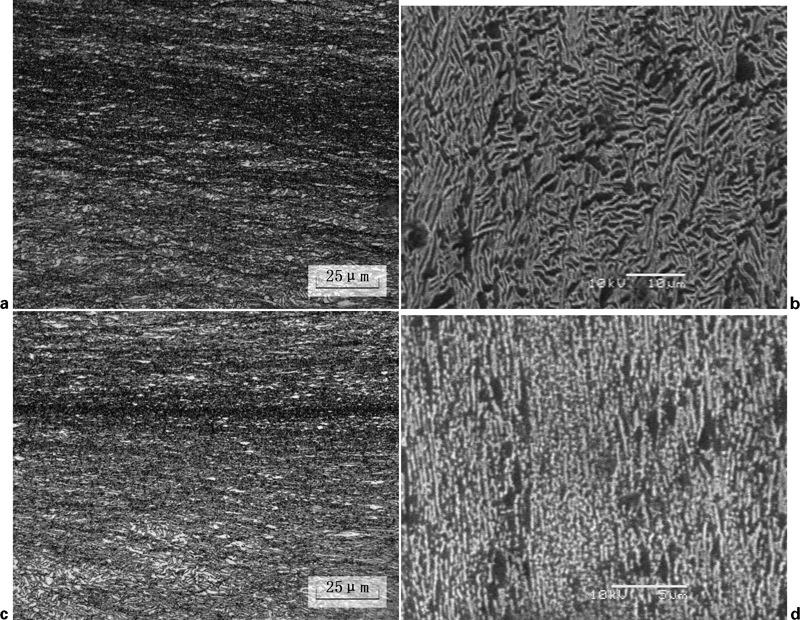
Shear band morphology in BT16 titanium after direct aging treatment: before this treatment, specimens were annealed at 780°C for 2 h and then deformed to deformation degree of 66·7% at a, b 100 mm s−1 or c, d 300 mm s−1
Microhardness variation across a deformation shear band (deformation degree, 66·7%; deformation rate, 100 mm s−1) and b white shear band (deformation degree, 66·7%; deformation rate, 300 mm s−1) in BT16 titanium alloy after direct aging treatment
The deformation shear band is unavoidable during the dynamic compression deformation process of the BT16 titanium alloy. Although its hardness is similar to the surrounding regions, its microstructure state differs significantly. Therefore, it is desirable to remove it using appropriate post-deformation treatment methods. The white shear band, on the other hand, forms when the deformation rate is relatively large. Its microstructure and properties are very different from its surrounding areas. Therefore, the white shear band should be avoided during production whenever possible, especially during riveting. It is very difficult to carry out post-riveting treatment. Therefore, the deformation rate should be controlled as much as possible during riveting to prevent the formation of the white shear band.
At present, internationally, the titanium alloys suitable for making fasteners are mainly BT16 and Ti–6Al–4V.53 The latter is mainly processed using hot forging.54 Very few titanium alloys are suitable for cold forging. Coupled with their use in military applications prohibiting publication, there is little literature in this area to compare this report of BT16 to other common titanium alloys. In addition, given that the thermal processing changes the microstructure, it would be interesting to compare hot rolling with other processes,55 but this is outside the scope of the present work.
Conclusions
The damage behaviour during dynamic compression of the BT16 titanium alloy has been studied. The effects of processing parameters, including deformation rate and deformation degree, on deformation localisation were investigated. Based on the results, the microstructure and deformation processing parameters could be optimised. In addition, treatment methods after dynamic compression were explored. The main results are as follows.
The deformation behaviour during dynamic compression processing is closely related to the deformation parameters. With increasing extent of deformation localisation, deformation shear band and white shear band appear in sequence during the dynamic compression deformation process of the BT16 titanium alloy. Increasing both the deformation rate and degree causes reduction in the width of the deformation shear band and the appearance of the white shear band.
After dynamic deformation, the deformation shear band formed in the BT16 titanium alloy has similar microhardness to the matrix. The microhardness of the white shear band is much higher than the matrix microhardness.
Using post-deformation heat treatment methods, the microstructure and property inhomogeneity caused by the presence of shear band can be largely removed. After quenching from 800°C/2 h followed by aging at 560°C for 2 h, the white shear band can be removed. The microstructure and the microhardness around the removed shear band tend towards homogenisation. After the treatment, the alloy rod has good combination of strength and ductility. After direct aging at 560°C for 2 h following deformation, recrystallisation is induced in both deformation shear band and white shear band, producing a fine mixed microstructure of α and β grains. The hardness difference between the white shear band and its surrounding areas is completely removed. This treatment process has no effect on the strength and ductility of BT16. An appropriate post-deformation treatment process can be chosen according to the type of fasteners.