
Abstract
To reduce the quantity of chemicals required to produce flame retardant polyester fabrics, a low-frequency oxygen plasma treatment at low temperature (<50 °C) was carried out before padding the polyester fabrics with alkyl-phosphonate-structured flame retardant agents. The concentration of the flame retardant agent was varied to determine the plasma treatment effect on the amount of chemicals used in the finishing process. All padded fabrics which had pre-plasma treatment or not, were also washed five times to determine the washing resistance. The surfaces of the polyester fabrics were characterized by FT-IR (ATR) and SEM. The flame retardant performances of the polyester fabrics were evaluated by the LOI test. Hydrophilic characteristics of the polyester fabrics were also tested after the plasma treatment. According to the results, the hydrophilic properties of the polyester fabrics improved after oxygen plasma treatment. Moreover, the plasma treatment allowed the reduction of the flame retardant concentration to 50 g/L in the padding system, however, it was out of the optimal concentration range; the chemical amount consumed was half of the maximum concentration without the LOI changing significantly.
Introduction
Coating and padding fabrics with chemicals are the mostcommonly used finishing processes to attain such properties as shrink resistance, flame retardancy, anti-bacterial properties and hydrophilic or hydrophobic characteristics. The desired effect can be achieved in textile fabrics; however, the quantities of the chemicals needed and the waste load obtained after treatments are significant. The use of biodegradable chemicals in finishing treatments that minimize the waste load should beincreased to ensure that neither human health nor the environment is threatened.1,2
Polyester has become widely used within the fashion industry due to its chemical resistance, wrinkle resistance and quick-drying properties. However, polyester has a moisture regain of only 0.4% at 20 °C and 65% relative humidity, which makes polyester extremely hydrophobic. This hydrophobic nature of polyester results in a relatively low chemical absorbance during the finishing treatment, and the fabric induces static electricity that creates problems when the fabric is worn, cut or sewn.1,3–11 To eliminate these problems and minimize the amounts of the finishing agent, energy and costs, which would reduce the amount of waste and lower the environmental and health risks, an alternative technique is proposed, in which the textile fabrics are pre-treated with a low-temperature plasma.1,3,12,13
Surface modification by low-temperature plasma treatment has important advantages over other techniques.1,3,4,9,14–19 In general, there are no significant alterations in the bulk properties. The treatment is fast, extremely gentle and environmentally friendly and is a dry process, characterized by a low consumption of chemicals and energy. If an existing wet process must be used (dyeing and some finishing), then the low-temperature plasma treatment can be used as a pre-treatment, which can markedly reduce the amount of chemicals required by the process and the concentration of the pollutants in the effluents.1,2,4,9,10,16,17,20–23 For example, textiles used in transportation must undergo a flame retardant treatment. Currently, halogen-containing flame retardants are being banned for ecological reasons. Furthermore, the new types of flame retardant chemicals, for example, those based on organic phosphonate derivatives, are good flame retardants that eliminate problems with smoke, toxicity and corrosion but are much more expensive.13,23–27 Therefore, their usage should be limited to the absolute minimum. It has been shown that, in plasma-activated fabrics, the concentration of flame retardant chemicals is reduced considerably without influencing the flame retardant properties of the treated material, which leads to considerable cost savings. 23
Since the migration of flame retardants to the surface of the material during drying is still an unsolved problem, high concentrations of flame retardant agents have to be used in padding systems in order to achieve better flame retardant properties. On account of the fact that a higher amount of chemical concentration increases the economic and environmental costs, we focused on reducing the amount of flame retardant agent used in the finishing treatment for polyester fabrics in this study. We modified the surface of polyester fabrics by a low-frequency oxygen plasma treatment before padding them with phosphorus derived flame retardant agents. The plasma treatment time was varied to determine the optimum exposure time that provides better hydrophilic character to polyester fabrics. Three different concentrations of flame retardant agent were used in the finishing process to determine the effect of plasma treatment on decreasing the amount of chemical used in padding system.
Experimental
Material
In this study, 100% polyester woven plain curtain fabric, supplied by Berteks Company (Turkey), was used to investigate the flame retardant properties of fabrics used in home textiles. The fibres of the fabrics were dyed with Dianix S disperse dyestuff at 130 °C. The fabric weight was 230 g/m2 (80 warp/cm × 72 weft/cm). The fineness for each of the yarns, warp and weft, was75 denier/36 filament and 150 denier/288 filament, respectively. An alkyl-phosphonate-structured flame retardant agent (Ruco-flam PSY) was also used as a finishing chemical. It was supplied by Rudolf Duraner Company (Turkey).
Low-frequency plasma process
Experiments were performed on polyester fabric with Diener vacuum plasma. Although a vacuum plasma is a discontinuous system and the size of the object to be treated is limited by the size of the vacuum chamber, this method was chosen because other researchers have reported that it was considerably effective on modifying textile materials. 28 Commercially available oxygen gas was discharged into the chamber. The samples were placed in the discharge chamber and treated with oxygen gas. In this study, the exposure time was varied to determine the time effect of plasma treatment on the hydrophilic properties of the polyester fabric, therefore three exposure times (1, 5 and 10 min) were used. After many pre-treatments were performed in the vacuum plasma device, the optimum conditions were determined to occur when the LF generator operated at a frequency of 40 kHz, at a power of 100 W, at a pressure of 2 mbar with an exposure time of 10 min and at 42 °C. These plasma conditions were used before the finishing process along the whole study.
Finishing process
After the low-frequency plasma treatment, an alkyl-phosphonate-structured flame retardant agent was used in the finishing process to improve the flame retardancy characteristics of the polyester fabric. Three different concentrations were tested to determine the oxygen plasma treatment effect on reducing the amount of chemical used in the flame retardant finishing process. The manufacturer recommended that the optimal concentration range of the alkyl-phosphonate-structured flame retardant was between 60–100 g/L in a pad-dry cure system. Because our aim was to reduce the amount of the flame retardant agent in the finishing process, 50 g/L of the alkyl-phosphonate-structured flame retardant agent was also used. The three concentrations (50, 60 and 100 g/L) were prepared. The polyester fabrics were padded with these solutions (pick-up ratio was 70%), where the pH of the padding bath was between pH 5–6, the treated fabric was dried at 130 °C and cured at 185 °C for 1–2 min.
To investigate how the oxygen plasma treatment increases the hydrophilicity of the polyester fabrics and reduces the amount of chemicals used in the finishing process, some of the polyester fabrics were treated with only the flame retardant agent and did not undergo the plasma treatment.
Washing process
Experimental set-up
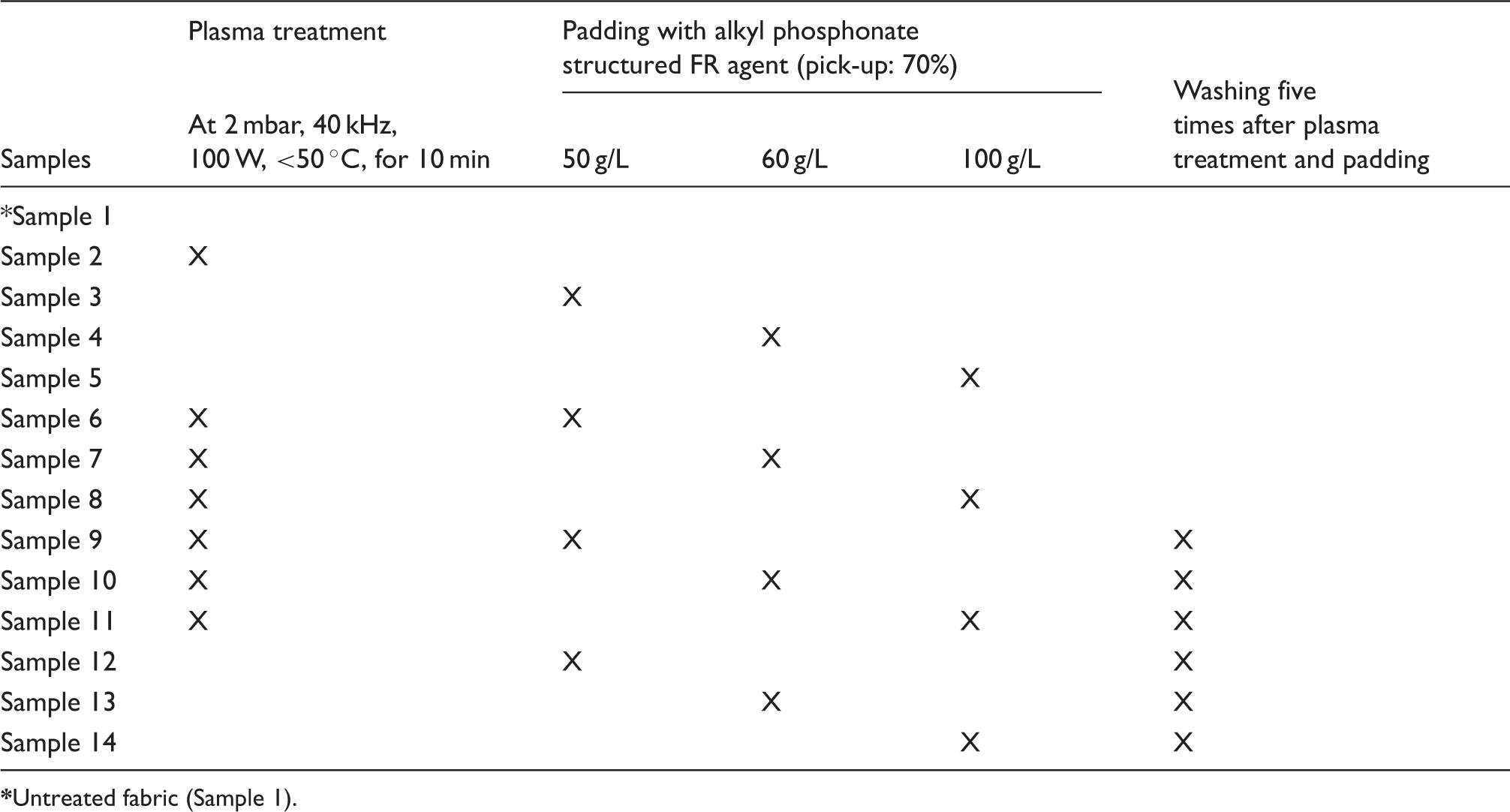
Untreated fabric (Sample 1).
Characterization techniques
Wicking hydrophilicity test
The wicking hydrophilicity test was performed according to DIN 53924. The rising heights of the water of the plasma-treated and untreated polyester fabric samples with exposure times of 1, 5 and 10 min were measured on a scale after 300 sec.
Limiting oxygen index test
The LOI tests were performed according to the national American standard of ASTM D 2863-77. The numerical index, LOI, is defined as the minimum concentration of oxygen in an oxygen–nitrogen mixture required to just support the downward burning of a vertically mounted test specimen. Thus, a larger LOI value represents a better flame retardancy. 29 The flammability tests were repeated at least five times.
Surface characterization techniques
Scanning electron microscope analysis
The surface morphology of untreated and treated polyester fabrics were scanned by a ZEISS/EVO 40 electron microscope at 10 kV under a high vacuum at ×4000 magnification after being coated with gold-palladium (Au-Pl) at a thickness of 40–50 nm by a BAL-TEC SCD 005 coating device.
Fourier transform infrared (attenuated total reflectance) spectra analysis
FT-IR ATR spectra of the untreated and treated polyester fabrics were investigated by a Thermo Nicolet 6700 device in a wave number range of 525–4000 cm−1.
Results and discussion
Wicking hydrophilicity test results
The wicking hydrophilicity test results of the untreated and plasma-treated fabrics were reported, after 300 seconds, according to DIN 53924. As shown in Figure 1, the plasma treatment greatly enhanced the hydrophilic character of the polyester fabrics. Moreover, increasing the exposure time of the plasma treatment at the same conditions (40 kHz, 100 W, 2 mbar, <50 °C) increased the hydrophilicity of the polyester fabrics. After a 10 min plasma treatment, the water absorption increased by 46% (from 11.3 to 16.5) compared with the untreated fabric. According to these results, it became clear that a 10 min exposure time made polyester fabrics more hydrophilic compared to the 1 and 5 min exposure times, as the height of water for the 10 min plasma-treated polyester fabric was over that of the others (untreated, 1 and 5 min plasma-treated fabric). Thus we used a 10 min exposure time in the plasma treatment of polyester fabrics throughout this study.
The wicking hydrophilicity tests results of the untreated and plasma-treated fabrics.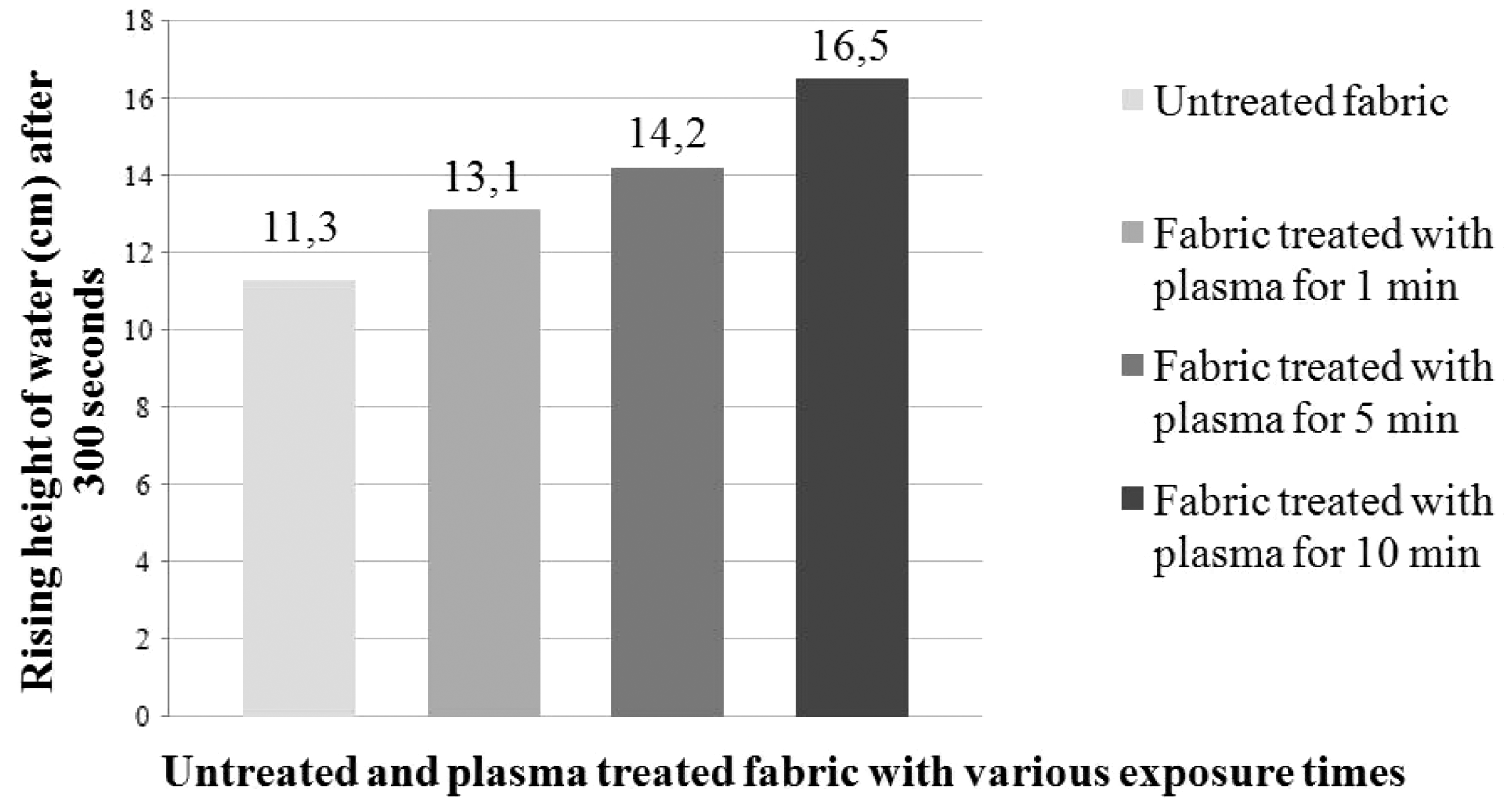
Limiting oxygen index test results
Table 2 shows the LOI percentage of the untreated and treated polyester fabrics.When the fabrics that were treated with flame retardant agent and the fabrics, which had plasma treatment before flame retardant finishing process, were compared, remarkable increases were observed in the flame retardancy properties of the polyester fabrics. For the unwashed polyester fabric that was treated with 100 g/L of flame retardant agent, there was a 10.7% increase (from 32.5 to 36) in the LOI value. For the fabric treated with 60 g/L of flame retardant agent, there was an increase of approximately 7.86% (from 31.8 to 34.3) in the LOI value. Finally, for the fabric treated with 50 g/L of flame retardant agent, the increase was 11.9% (from 30.1 to 33.7). According to these results, and although the optimal concentration would be 100 g/L, the concentration of 50 g/L could instead be used after plasma treatment because the effect on the LOI is not significantly different. In consequence, the amount of chemicals consumed can be lowered when the polyester fabric is pre-treated with oxygen plasma. However, the LOI% of all the polyester fabrics decreased after the washing process. Thus, we concluded that the flame retardant agent on the fabrics could easily desorb after being washed five times. But it should not be ignored that for both the washed and unwashed fabrics, the LOI results of plasma-treated and padded fabrics were higher than the LOI results of fabrics that were padded only. As seen in Table 2, while the LOI% of the fabric padded with 50 g/L of flame retardant agent without previous plasma treatment decreased to 19.7 (LOI% of the untreated fabric), the LOI% of the fabric padded with 50 g/L of flame retardant agent after plasma treatment decreased to 23.5 after washing. So, it was concluded that after the washing process, the flame retardancy effect on the 50 g/L flame retardant padded fabric without plasma treatment was completely removed and that traces of the chemical still remained on the surface of the padded fabrics which had pre-treatment with plasma.
Surface characterization techniques
Scanning electron microscope analysis results
Figure 2 shows the SEM micrographs of the untreated, plasma-treated polyester fabrics after 1 min, 5 min and 10 min of exposure. After the oxygen plasma treatment, the surface became rougher, and abrasions can clearly be seen on the surface of the fibres, as shown in Figure 2b, 2c and 2d. This result can be attributed to the etching effect caused by the bombardment of the plasma species on the polymer surface. As seen in Figure 2, an exposure time of 10 min to plasma treatment increased the surface roughness of polyester fabric more than the 1 and 5 min exposure times. These results are in agreement with the results of the wicking hydrophilicity test. This is the reason why the 10 min exposure time was used in plasma treatment before the padding process in the whole study.
SEM images at a ×4000 magnification of the untreated fabric (a), 1 min (b), 5 min (c) and 10 min plasma-treated fabric (d). LOI% of the treated polyester fabric Flame retardant, FR.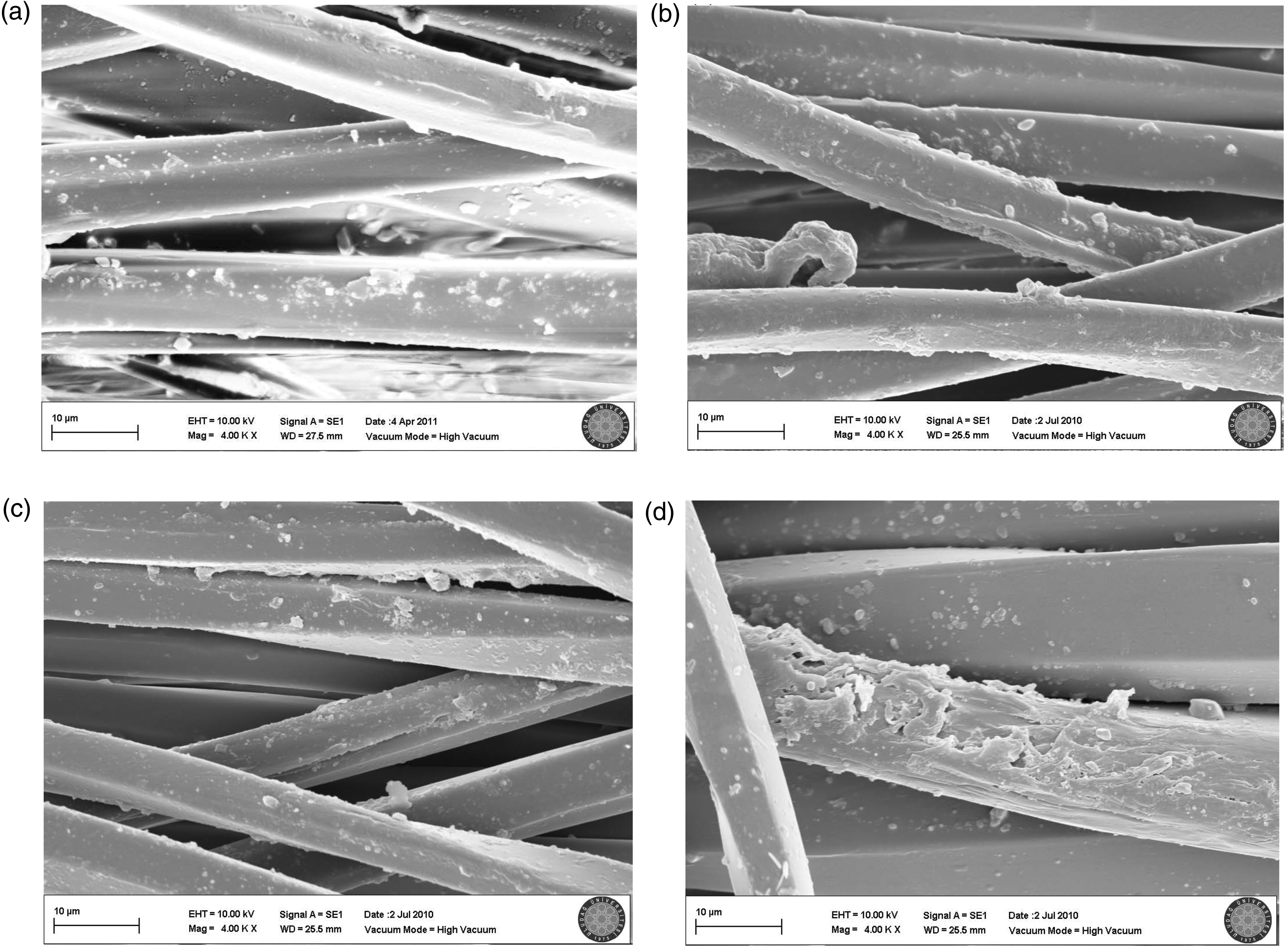
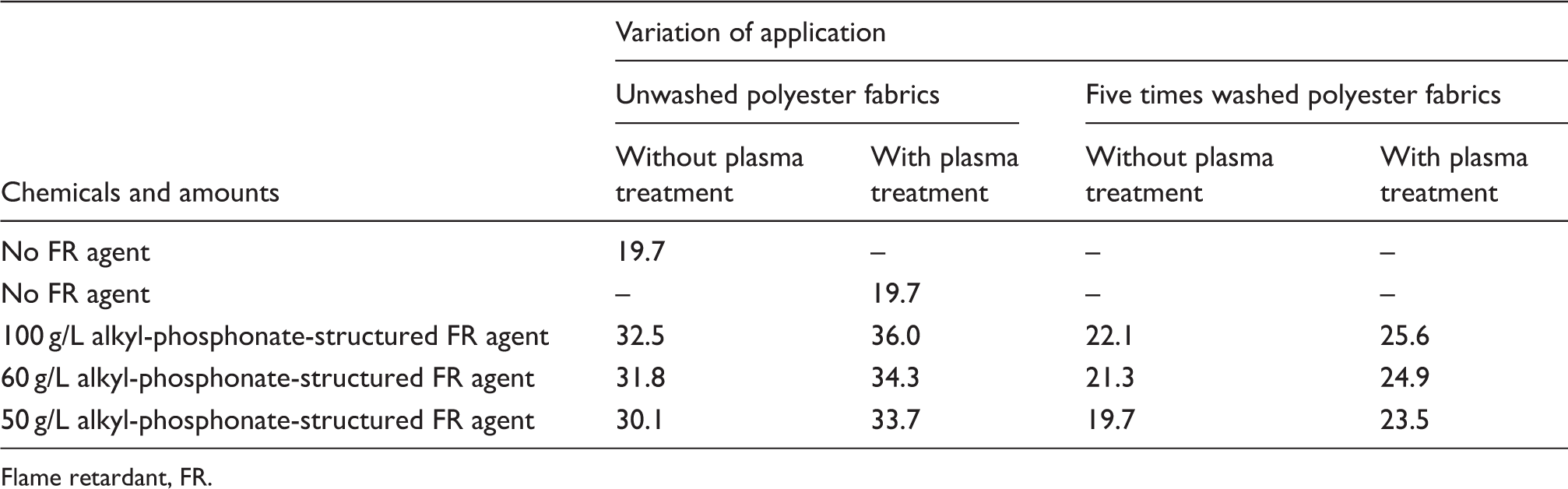
Figure 3 shows the SEM micrographs of the polyester fabrics treated with 50 g/L of the flame retardant agent. In Figure 3a, no roughness is observed on the surface of the fabric because the fabric was not treated with plasma before the finishing process. In Figure 3b, the surface roughness can be seen clearly after the oxygen plasma treatment.
SEM micrographs of fabrics treated with 50 g/L FR agent. (a) Sample 3, (b) Sample 6, (c) Sample 9, (d) Sample 12.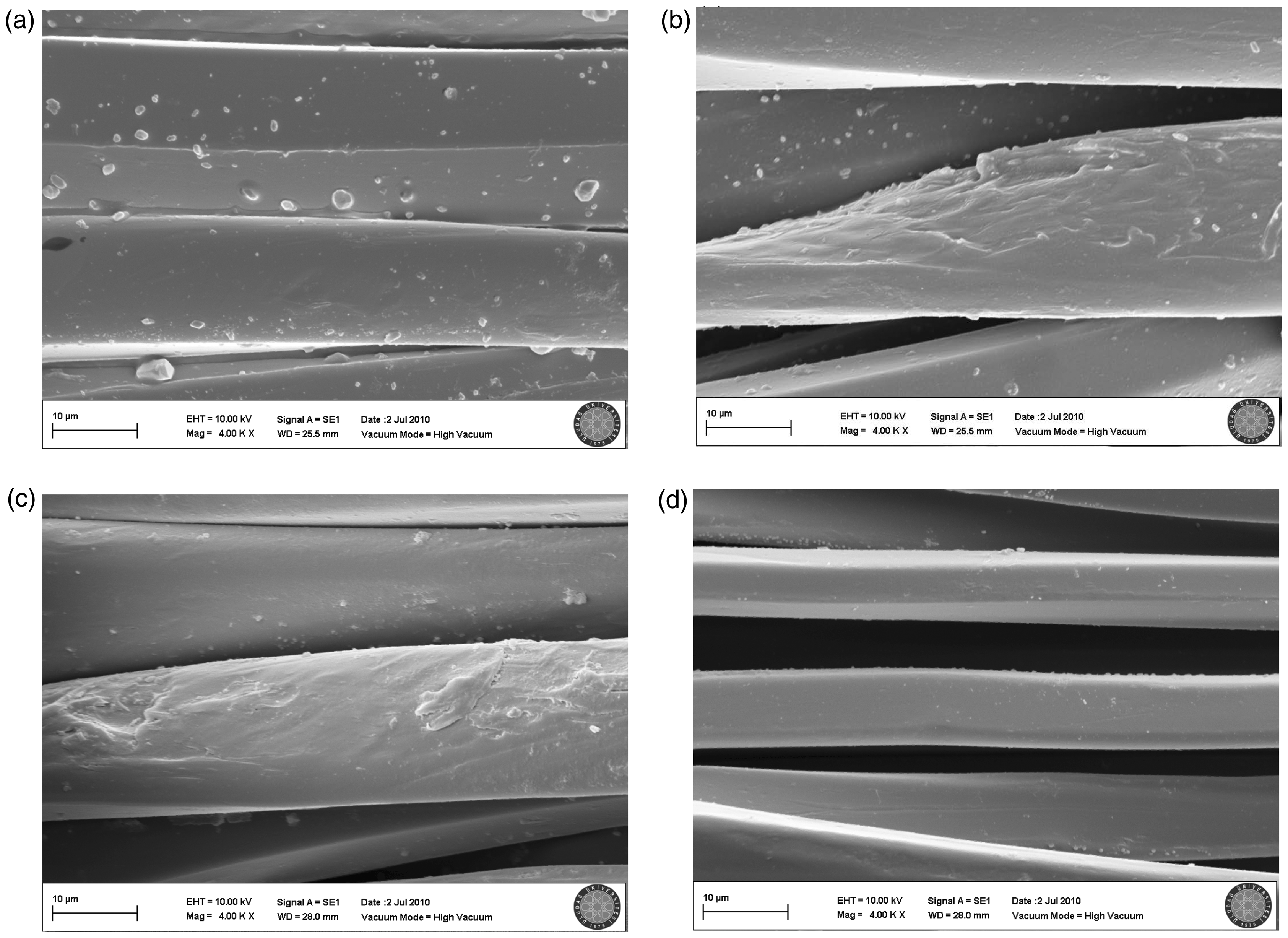
To investigate the washing resistance, the fabric samples were washed five times at 40 °C for 60 min, and their surface morphologies are shown in Figure 3c and 3d. Figure 3c shows the SEM micrograph of the plasma-treated fabric (treated with 50 g/L of flame retardant agent, plasma treated for 10 min) after being washed five times. When compared with Figure 3a, there appears to be less residues on the fabric surface after five washings. It is concluded that the amount of flame retardant agent on the plasma-treated fabric decreased after the washing process. Figure 3d shows the SEM micrograph of the 50 g/L of flame retardant agent treated fabric (without plasma treatment) after five washings. No residues can be seen in Figure 3d since the flame retardant agent on the fabrics could easily desorb after the washing process. These results explain why the LOI results of these samples (Sample 9 and 12) were lower than the others.
Fourier transform infrared (attenuated total reflectance) analysis results
FT-IR ATR spectroscopy was performed on the untreated polyester fabric and the fabric treated with 50 g/L flame retardant agent after plasma treatment, as shown in Figure 4. This figure indicates the characteristic peaks of the polyesterwhich are seen at wave numbers of 1715 cm−1 (carbonyl C=O tension vibration), 1242 cm−1 (aromatic ester C–C–O tension vibration) and 1096 cm−1 (aromatic ester O–C–C tension vibration). Three C–H sp3 vibrations are also seen between wave numbers of 2967.2 cm−1 and 2853.3 cm−1. When the range of 3600–2800 cm−1 is examined, it is clearly realized that the spectra of fabric treated with 50 g/L flame retardant agent after plasma treatment has a notable water peak at 3430 cm−1. This peak belongs to hydroxyl groups which are at the end of the linkages of the polyester. After oxygen plasma treatment, the intensity of the 3430 cm−1 band was increased which represents an increase in functionality of hydroxyl groups and illustrates that the substrate is more hydrophilic after oxygen plasma treatment. Additionally, a small increase is observed at the height of 1715 cm−1 which symbolizes carbonyl C=O tension vibration. Increases in the peaks of carbonyl and hydroxyl groups are important in the case of functionality of the material.30,31 Actually, polyester has a very hydrophobic surface because the surface is made up of ether oxygen (C–O–C) linkages while the hydrophilic ester oxygen (C=O) is facing towards the core of the fibre. When surface is treated by plasma either the ester oxygen (C=O) comes closer to the surface as a result of etching or some new C=O bonds are formed due to oxygen ions present in the plasma chamber.
14
FT-IR ATR analysis for wave numbers between 500 cm−1–4000 cm−1 of the untreated fabric and fabric treated with 50 g/L of flame retardant (FR) agent after plasma treatment.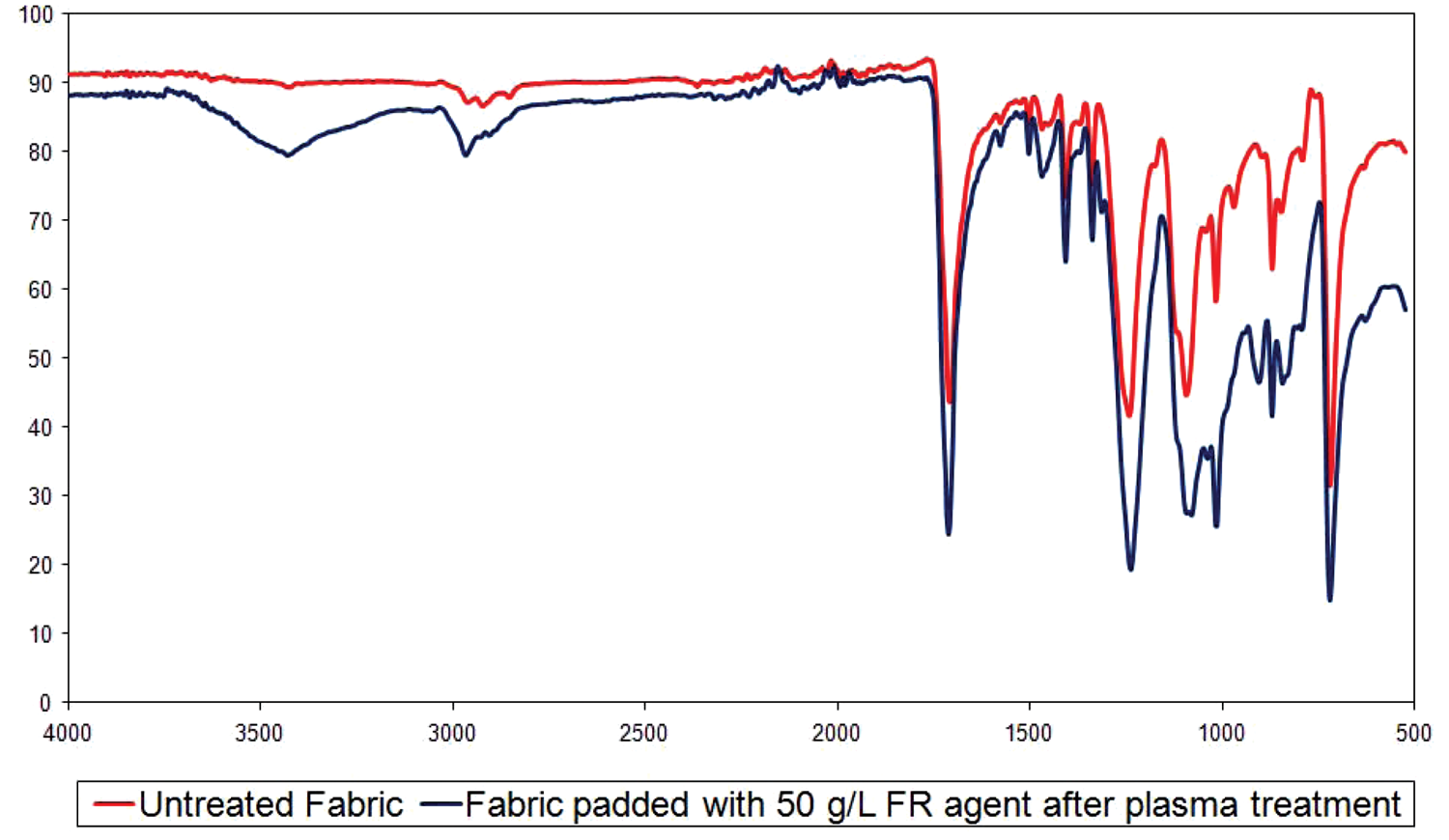
Figure 5 provides cursory examination between the range of 1400–500 cm−1 wave numbers where polyester fabric has characteristic aromatic ester peaks. The spectrum of the fabric treated with 50 g/L of flame retardant agent after plasma treatment contains a peak at a wave number of 1238.8 cm−1, whereas the spectrum of the untreated fabric has a peak at a wave number of 1243.1 cm−1. Thus, a small attenuation occurred in the aromatic ester C–C–O tension vibration due to the plasma treatment.
FT-IR ATR analysis for wave numbers between 1400 cm−1–500 cm−1 of the untreated fabric and fabric treated with 50 g/L flame retardant (FR) agent after plasma treatment.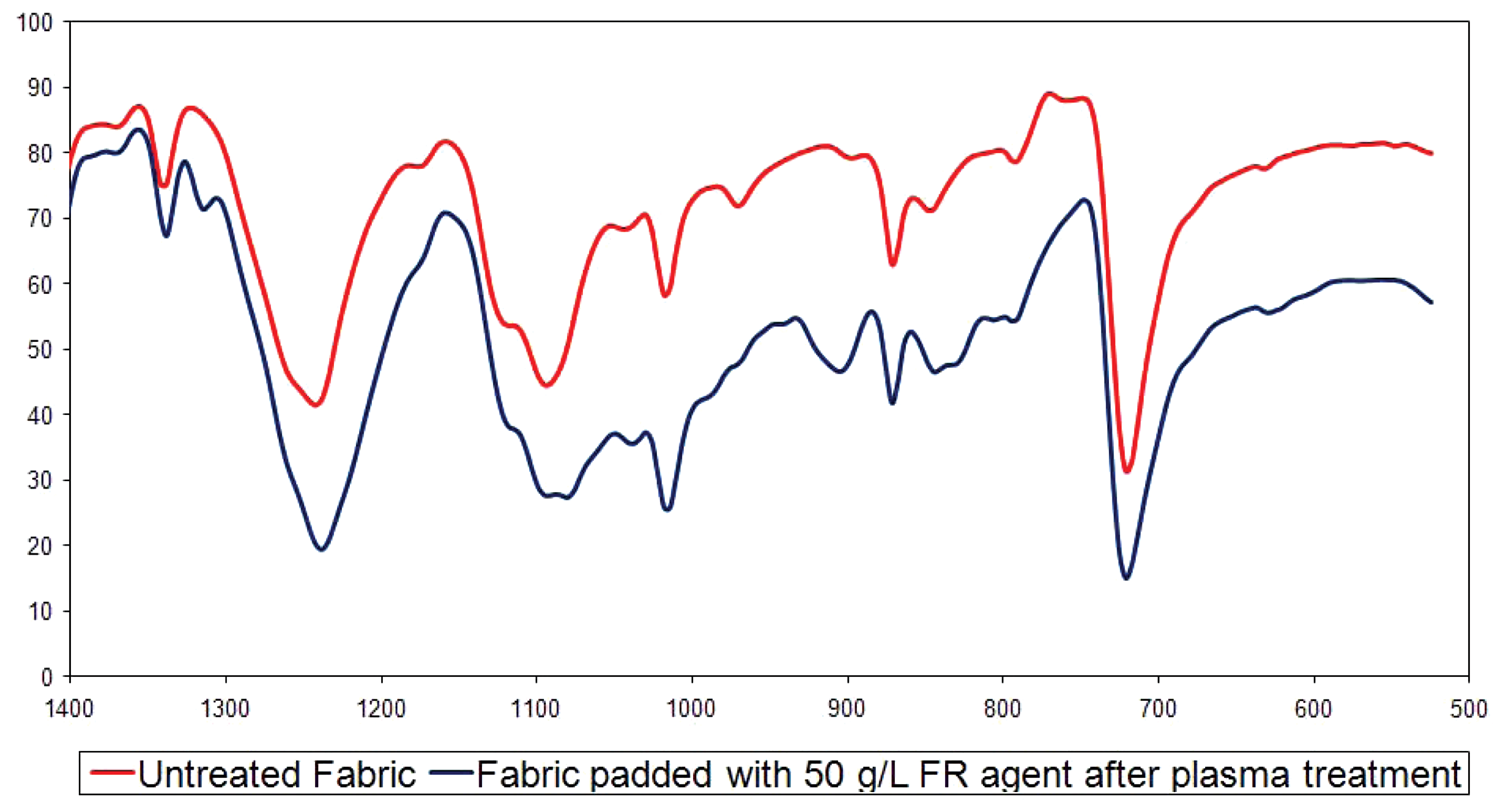
In addition, whereas the spectrum of the fabric treated with 50 g/L flame retardant agent after the plasma treatment exhibits two peaks at wave numbers of 1094.7 cm−1 and 1081.2 cm−1, the spectrum of the untreated fabric has a peak at a wave number of 1094.5 cm−1. Thus, similar to the previous result, a smallattenuation occurred in the aromatic ester O–C–C tension vibration due to the oxygen plasma treatment. At that point, Figure 5 also gives the information about bonding of alkyl-phosphonate-structured flame retardant agent to the polyester fabric. Since the wave number range of the P–O–R vibration is 1100–950 cm−1, an interaction of flame retardant agent with the polyester fabric can be observed at this range of wave numbers. Additionally, the peak of the P=O vibration can be seen at 1315 cm−1 for the treated fabric. Similar results were seen in the spectra of both the fabrics treated with 60 g/L and 100 g/L of flame retardant agent. The spectrums of washed fabrics did not show significant changes in characteristic peaks.
Because of the fact that plasma treatment affects only the surface of the fabric without influencing the benzene rings, only the peaks of carbonyl, hydroxyl and ether oxygen linkages were affected by plasma treatment. As seen in the FT-IR ATR spectrums, which show that a higher increase has occurred in the hydroxyl groups, it is thought that these groups improve the hydrophilicity of polyester fabrics more than the others. According to these results, it can be concluded that FT-IR ATR results are in agreement with the LOI% test results and SEM micrographs.
Conclusion
In this study, we established that the amount of chemicals frequently used in flame retardant finishing processes can be reduced via low-frequency oxygen plasma treatment. According to the wicking hydrophilicity test, the most hydrophilic fabric was achieved with a plasma treatment with 10 min of exposure time. LOI results showed that a concentration of 50 g/L flame retardant agent could be used after oxygen plasma treatment instead of 100 g/L flame retardant agent in the padding system. Because of the fact that the oxygen plasma treatment improved the hydrophilic properties of polyester fabrics, reduced concentration of flame retardant agent was sufficient to achieve the same flame retardant effect without changing LOI significantly. However, the LOI% of all the polyester fabrics was reduced after the washing process.
The improvement of hydrophilicity of polyester fabrics was determined with an increase in LOI% values, surface roughness in SEM analysis and an increase in hydroxyl groups in FT-IR ATR analysis after oxygen plasma treatment. The results of the LOI test, FT-IR ATR spectra and SEM analysis were consistent with each other.
Since a higher amount of the chemical concentration increases the economic and environmental costs, especially in the flame retardant finishing process, using a reduced amount of chemicals will decrease the disadvantages of the conventional method.
Footnotes
Acknowledgements
The authors are grateful to Berteks and Rudolf Duraner Company for providing the materials and chemicals.
Funding
This work was supported by The Commission of Scientific Research Projects of Uludağ University (grant number M (U) 2009/33).