
Abstract
Dual-phase Mg-Li alloys are promising for industrial applications due to their low density and superior plasticity, but their low hardness limits performance under high-stress conditions. This study employed ultrasonic surface rolling processing (USRP) to enhance the surface properties of the dual-phase LZ91 alloy. The effects of USRP on surface morphology, microstructure, and hardness were systematically investigated. Results showed that USRP generated a ∼400 μm gradient surface layer. TEM revealed grain refinement to ∼300 nm in both β-Li and α-Mg phases. Surface hardness increased from 52.7 HV to 82.6 HV (56.7% improvement) under identical loading. These findings demonstrate that USRP effectively strengthens the LZ91 alloy by refining grains and forming gradient structures.
Keywords
Introduction
Compared with traditional Mg alloys, Mg-Li alloys have a lower density, better plasticity and stronger deformation ability and have become potential materials for applications in the aerospace, transportation, defense and military industries and other areas of great concern for lightweight materials.1–8 According to the phase diagram of Mg-Li alloys, the structure of Mg-Li alloys is a duplex microstructure consisting of α-Mg and β-Li phases when the mass fraction of Li in the alloys is between 5.7% and 10.3%. Owing to the presence of β-Li phases with a BCC structure, the dual-phase Mg-Li alloy possesses more slip systems and shows excellent deformation ability and better plasticity.9–12 However, the low absolute strength of dual-phase Mg-Li alloys makes Mg-Li alloys susceptible to wear and tear during actual service, leading to failure.13–17 At present, the lower strength has become the main reason preventing the further expansion of the applications of dual-phase Mg-Li alloys.18,19 With the help of surface treatment technology, the surface microstructure can be obviously refined, and the hardness, strength, wear resistance and other mechanical parameters of the material can be significantly improved to improve the reliability and service life of the parts.20–23
Currently, relatively advanced surface treatment methods include ultrasonic surface rolling processing (USRP), supersonic fine particle bombardment (SFPB), and surface mechanical attrition treatment (SMAT).24–30 Among them, USRP technology transmits ultrasonic energy to the surface of a workpiece through an ultrasonic processing system, it induces intense elastic-plastic deformation of the material surface via cyclic dynamic impact and rolling action, which can refine the surface grains and introduce a gradient hardening layer of a certain thickness and a residual compressive stress influence area.31–33 Compared with other surface treatment methods, USRP is simpler and less expensive to perform, and the thickness of the gradient deformation layer can reach 2 mm. The gradient deformation layer on the surface of the material has greater stability and homogeneity, and curved surfaces can be processed, which is suitable for industrial production that requires high stability.34–38
In recent years, many studies have demonstrated that USRP can effectively improve the microstructure and mechanical properties of alloys. Merbin et al. 39 reported that USRP, as a new surface treatment process, can provide superior surface mechanical properties while reducing surface roughness. Wei Zheng et al. 40 reported that after the USRP treatment of an AZ31B Mg alloy, the surface grains of the alloy were significantly refined, and the microhardness increased dramatically from 54∼64 HV to a maximum of 132 HV. While the gradient hardness layer appeared, the surface roughness of the Mg alloy decreased dramatically after USRP treatment, and the difference in the peak-valley values decreased from 4.818 μm to 1.351 μm. Chen et al. 41 reported that with the help of the USRP technique, the grain size of Mg-Y-Nd-Zr alloys clearly tends to decrease. The nanoscale ultrafine grains were distributed in the uppermost layer, forming a gradient nanostructured layer approximately 450 μm thick. In addition, the microhardness of the sample surface was increased by 63.7% compared with the hardness of the matrix. Ting Wang et al. 42 applied the USRP technique to achieve surface nanosizing of as-quenched and tempered 40Cr shafts, observed the sample surface layer of nanoparticles was refined to 3–7 nm after the USRP treatment and the level of surface roughness was reduced to 0.05 μm. Rheological material with a thickness of approximately 200 μm formed in a region adjacent to the surface of the sample, and the size of the grains showed a gradient distribution along the thickness direction. USRP can effectively improve the mechanical properties of metal materials, such as hardness, wear resistance and fatigue strength.43–45 Current studies of USRP have focused on the effects of the structure and properties of alloys such as carbon steel and Mg-Li alloys, however, few studies have focused on the effects of the microstructural evolution and properties of Mg-Li alloys, which is great significance for the application of Mg-Li alloys.
In this work, a dual-phase LZ91 (Mg-9%Li-1%Zn) alloy was used as the object of study, and the surface of the LZ91 alloy was treated via USRP. We aimed to fabricate a gradient structural layer on the surface of the LZ91 alloy to improve its surface hardness. Moreover, this work systematically investigated the effects of USRP on the surface hardness and microstructure evolution of LZ91 alloys, focused on the change in microstructure of LZ91 alloys after USRP treatment, explored the constitutive relationship between the microstructure and mechanical properties of the alloy, provided a theoretical basis and technical support for the preparation of high-performance Mg-Li alloy materials, and further advanced the development of Mg-Li alloy materials.
Experimental
The initial material used in this experiment was a 3 mm thick commercially available as-rolled LZ91 alloy sheet, which was modified by a friction process. The Mg-Li alloy sheet was cut into 140 mm long, 64 mm wide, and 3 mm tall flakes, and the surface of the sample was mechanically polished with 120# SiC sandpaper to remove surface oxides to obtain the LZ91 sample for processing.
The experimental equipment used in this USRP was a Huayun Hocken USRP instrument (HKX30-640/CQ, Shandong Huayun Mechatronics Technology Co.). The ultrasonic signal emitted by the equipment had a frequency of approximately 30 kHz, the rolling ball diameter was 14 mm, and the resonance amplitude was 9 μm. A schematic diagram of the USRP process is shown in Figure 1.
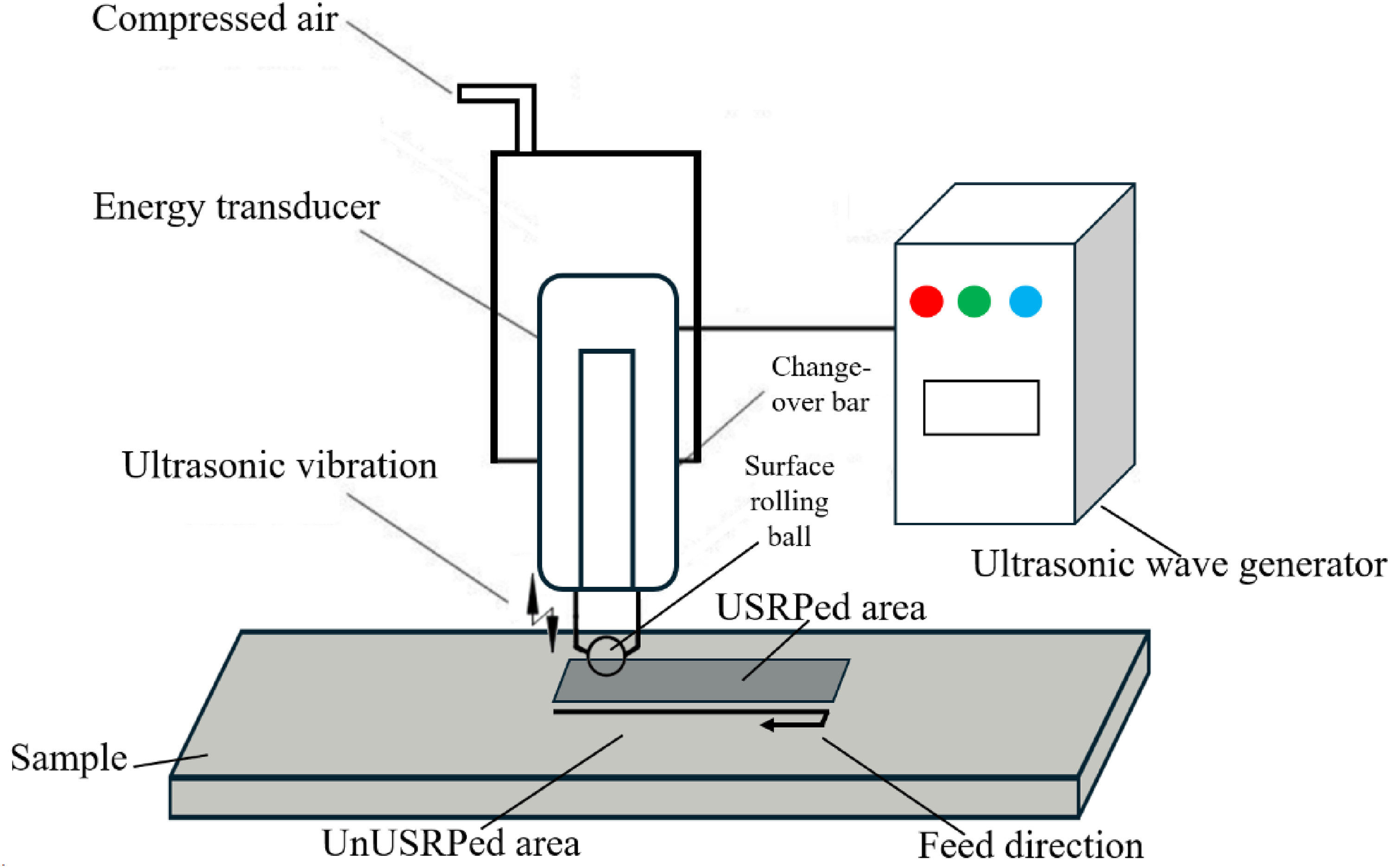
Schematic diagram of USRP.
The USRP parameters used to treat the LZ91 alloy sample were as follows: static pressure, 0.15 MPa; operating current, 2 A; rolling rate, 2 m/min; downward pressure, 0.4 mm; and number of passes, 4. After setting the parameters, the clamping position was determined according to the rolling length to prevent rolling interference. During the USRP process, it was necessary to ensure that the lubricating oil circulation system was working properly and intermittently sprayed with alcohol for cooling. After processing, the samples were immersed in acetone to remove the lubricant from the surface, air-cooled and dried.
The observation surfaces of the samples were polished with 120#, 600#, 1000# and 1600# silicon carbide sandpaper in turn, and the samples were subsequently polished with a P-2B metallographic polishing machine. Before polishing, a small amount of diamond powder polishing agent with a particle size of 0.25 μm was added, and a small amount of water was added intermittently during the polishing process. Immediately after polishing, the sample was rinsed with alcohol and blown dry with a high-powered hairdryer. Finally, a 4% nitric acid alcohol etching solution was used to etch the polished surface to uniformity for 30∼50 s, after which it was rinsed with alcohol and blown dry after etching was completed. After the metallographic samples were prepared, the metallographic structure of the material cross-sections was observed via an OLYMPUS PMG3 metallographic microscope.
Vickers hardness tests were carried out on the LZ91 alloy samples before and after USRP treatment via a microhardness tester (HVS-1000) with a load of 100 gf and a holding time of 10 s. To ensure the reliability of the data, no fewer than six measurement points were taken at the same depth, and the average value was taken as the final result.
The samples were cut and processed to a certain size (6 mm × 6 mm × 2 mm) according to the requirements of electron backscatter diffraction (EBSD) observation, and argon ion polishing was performed on the cross section to be measured. The cross section to be measured was subjected to argon ion polishing to remove stress and oxide layers on the surface and to ensure that a clear Kikuchi pattern could be obtained when EBSD software was used. A JEOL JSM-7800F field emission scanning electron microscope equipped with an EBSD system was used to characterize the microstructure of the samples, and the EBSD data obtained were subsequently analyzed and processed via Channel 5 software.
The samples were into discs 0.5 mm thick and 5 mm in diameter with the wire electrical discharge machine, ground to a thickness of 50∼100 μm with 120# SiC sandpaper, and then thinned with a Gatan 695 low-temperature ion thinning instrument for 1.5∼2 h at a low temperature of −70°C to obtain samples for observation via transmission electron microscopy (TEM) and testing via an FEI Talos F200 × transmission electron microscope.
Results
Microscopic structure of the USRPed LZ91 alloy
Figure 2 shows the sample of the LZ91 alloy subjected to USRP. The center of the sample is the treated area. After comparison, the surface of the USRPed area is smoother and flatter than that of the unUSRPed area, the surface roughness is reduced.
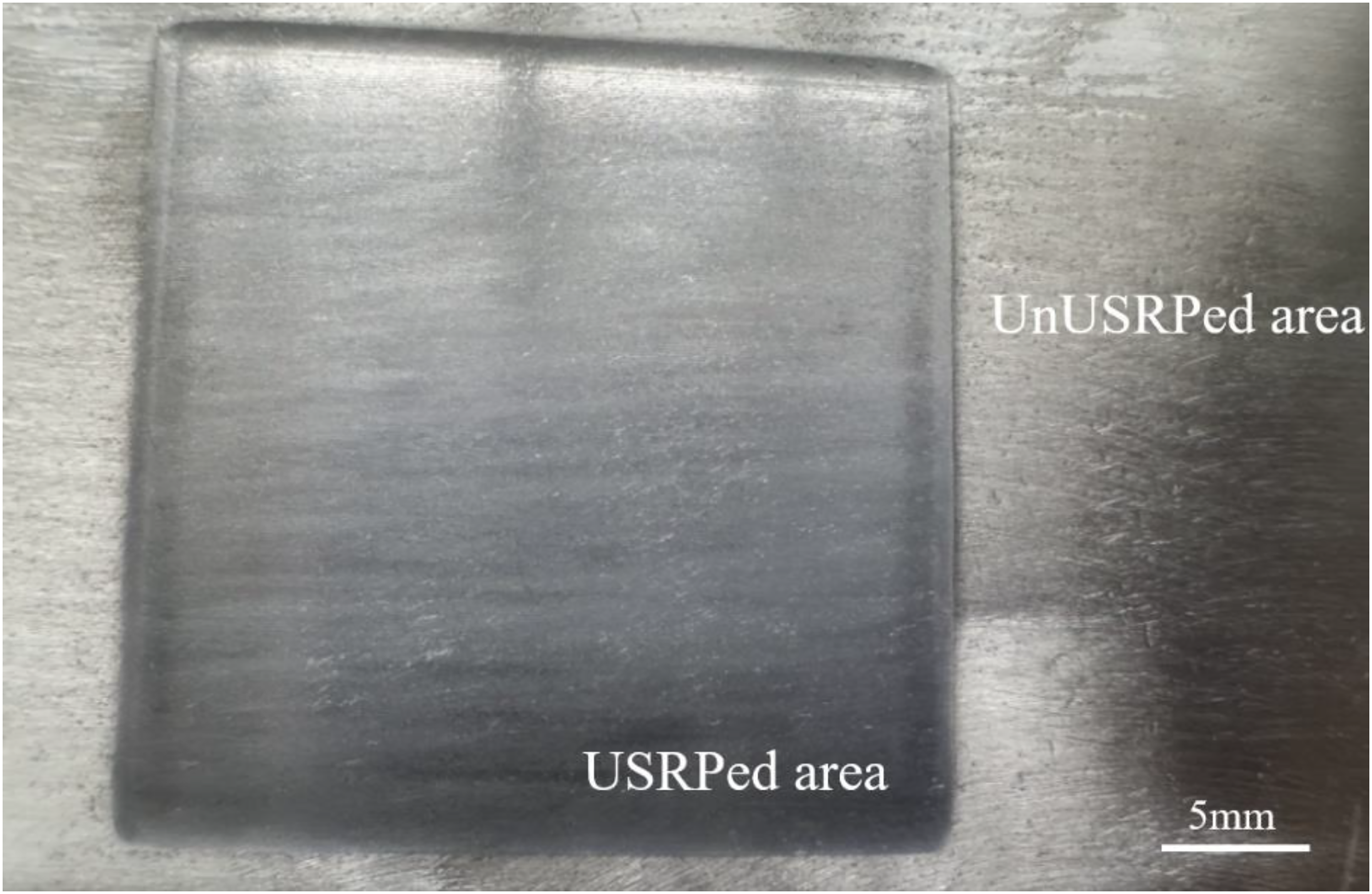
LZ91 alloy sample after USRP treatment.
Figure 3(a) and (b) show the surface morphology and arithmetic average roughness (Ra) of the LZ91 alloy before and after USRP treatment, which demonstrates the significant impact of USRP on surface roughness. The surface morphology was quite unsmooth before USRP with peaks and troughs as shown in Figure 2(a). After USRP treatment, the surface morphology became significantly smoother with no peaks or troughs. Concurrently, the Ra value of the alloy surface decreased from 3.02μm to 1.37μm, representing a reduction of 54.6%. Through comparison, it is evident that USRP treatment can markedly reduce the surface roughness of the LZ91 alloy.
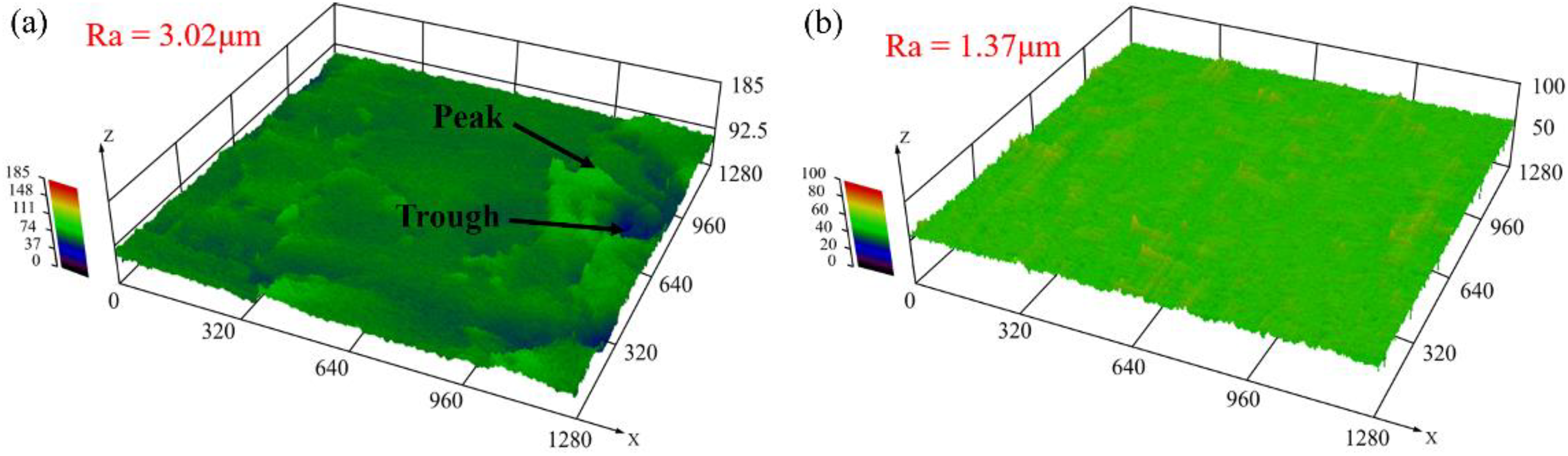
Surface morphology of the LZ91 alloy: (a) before USRP; (b) after USRP.
Figure 4(a) and (b) show the metallographic structure of the surface of the USRPed LZ91 alloy sample observed under a metallographic microscope. The microstructures show β-Li phases with wave-like distributions. During USRP, the surface layer of the LZ91 alloy was subjected to impact at an ultrasonic frequency and rolling, and plastic deformation with an ultrahigh strain rate occurred on the surface. The surface crystallites were refined obviously, forming a severe plastic deformation layer approximately 150 μm thick, in which obvious machining traces could be observed. With increasing depth from the surface, the impact energy was absorbed and gradually reduced, so the degree of grain refinement and plastic deformation of the LZ91 alloy gradually decreased. A subsurface microdeformation layer with a grain size of approximately 20 μm formed approximately 150∼400 μm from the surface. With increasing depth of the layer, the average size of the grains is approximately the same as that of the matrix in the region deeper than approximately 400 μm from the surface, which is the matrix layer. Obviously, the surface layer of the USRPed LZ91 alloy forms a gradient structure, and the surface layer of the sample to the core consists of a severe plastic deformation layer, a subsurface micro-deformation layer, and a matrix.
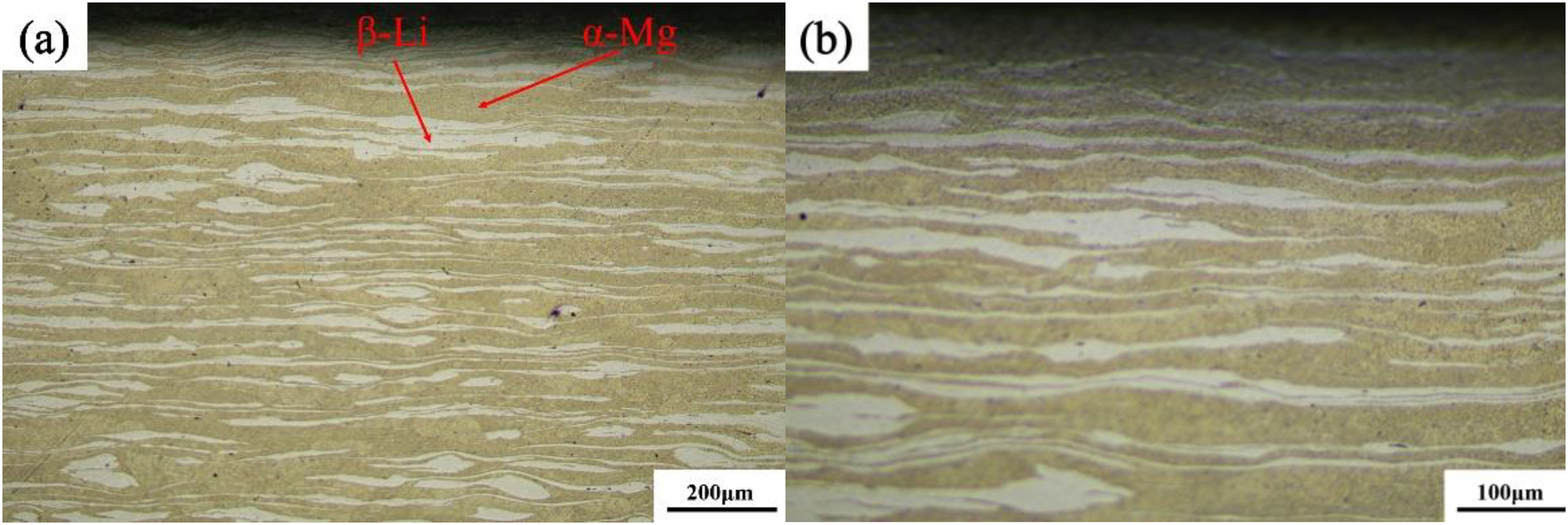
Optical micrographs of the USRPed LZ91 alloy: (a) 100×; (b) 200×.
Figure 5(a) and (b) show the EBSD map of the LZ91 alloy sample subjected to USRP. The BC images reveal that the larger grain is broken and fractured during the plastic deformation process. Moreover, from the corresponding IPF images, after the surface treatment, the original coarse crystalline structure consisting of large unrecrystallized grains was significantly refined, and the region within 300 μm from the treated surface of the sample can be clearly divided into three layers from the treated surface layer to the heart: an ultrafine crystal layer, a fine crystal layer, and a coarse and large crystal layer. Overall, a gradient structure formed in which the grain size gradually increased with depth.
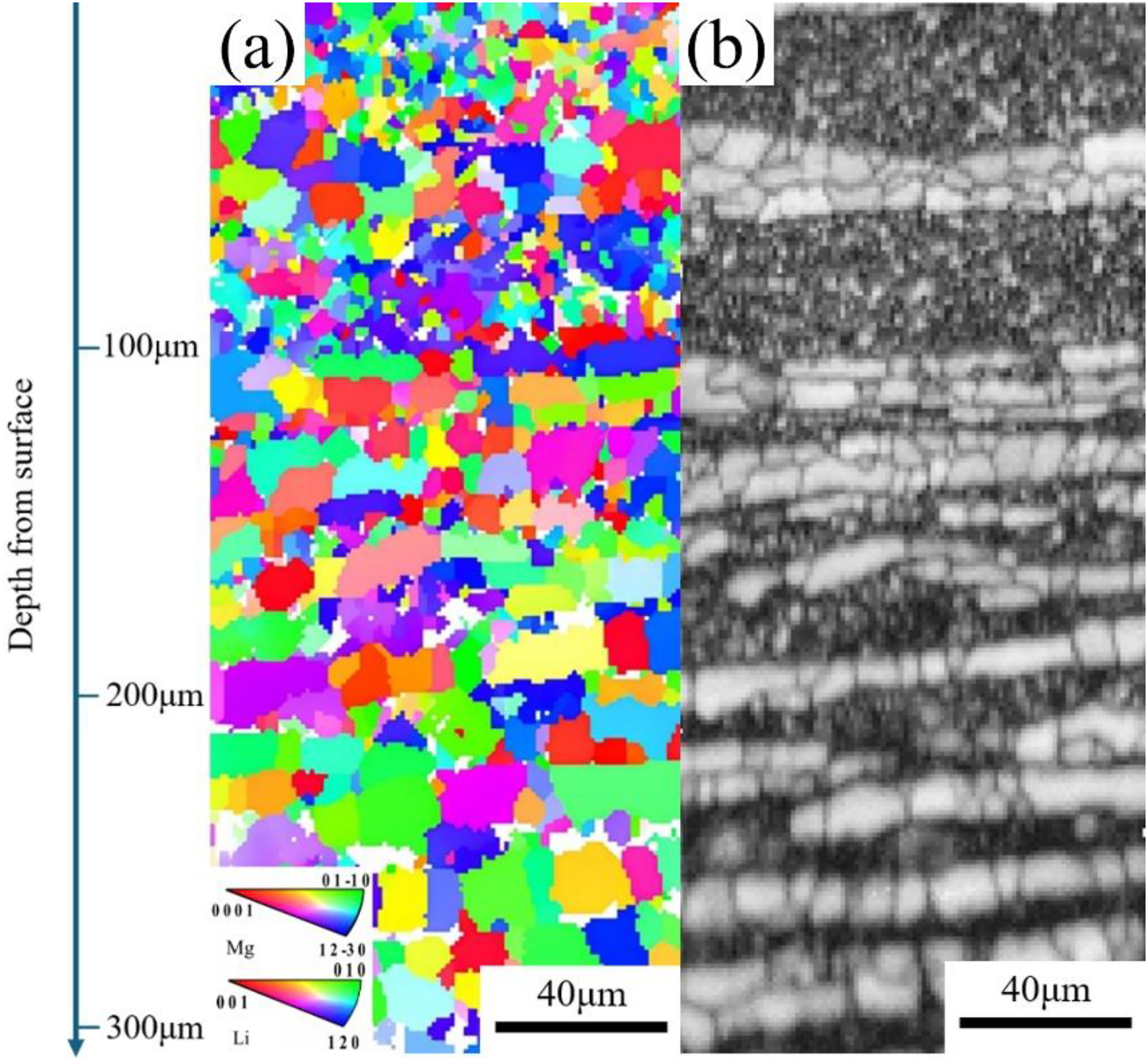
EBSD maps of the USRPed LZ91 alloy: (a) IPF image and (b) BC image.
Figure 6(a)–(c) show the grain size statistics of the α-Mg and β-Li phases in the USRPed LZ91 alloy. The statistics show that after the USRP treatment, the grain sizes of both the β-Li phase and the α-Mg phase in the LZ91 alloy are concentrated near 2.25∼3.75 μm, and the relative probability of the occurrence of 2.25 μm-sized grains reaches 0.5 and is even greater in local regions. From a depth of 300 μm to 100 μm below the surface, the average grain sizes of α-Mg and β-Li phases decreased from 4.225 μm and 3.996 μm to 3.628 μm and 3.543 μm, respectively, exhibiting a gradient structure. After the USRP treatment, the surface grain size of the LZ91 alloy is refined. It is because during the process, under the stimulation of external energy, the grain boundary acts as a source of dislocations, which makes the dislocations continuously move and proliferate. At the same time, the dislocations interact with each other under the hindering effect of the grain boundary, causing dislocation entanglement, forming dislocation walls, and finally forming a subgranular boundary, which completes the process of grain size refinement.
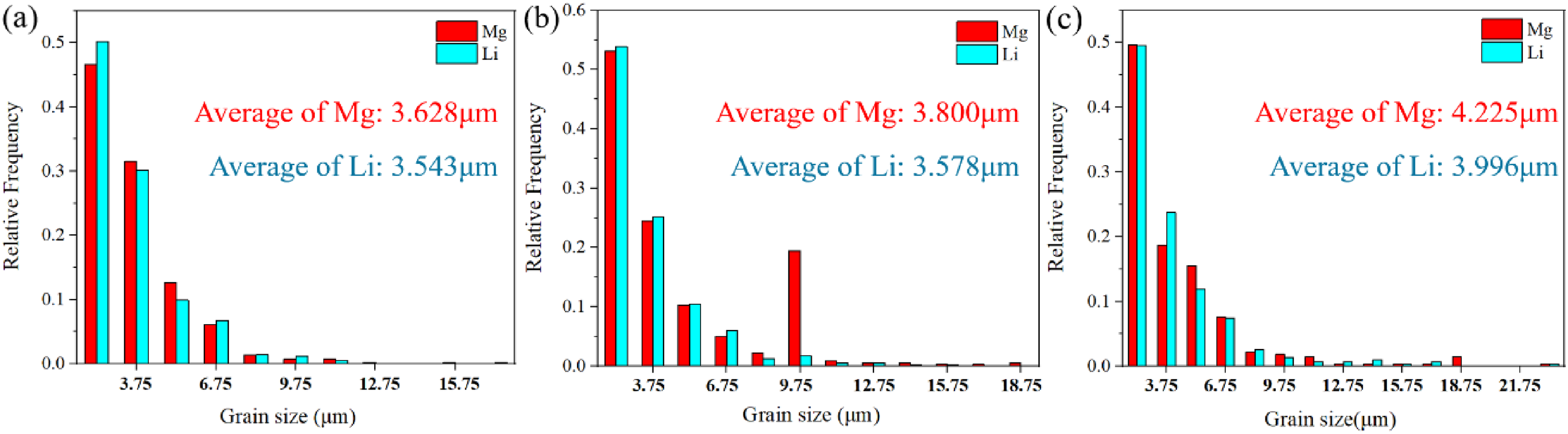
Grain size statistics of the USRPed LZ91 alloy: (a) 100 μm, (b) 200 μm, and (c) 300 μm.
Figure 7 shows the pole figures and inverse pole figures of the β-Li and α-Mg phases in the USRPed LZ91 alloy. The pole figures show that in the low-strain region of the deep core 300 μm from the treated surface, the maximum texture intensity of the β-Li and α-Mg phases in the sample are 16.26 and 14.12, respectively, combined with the optical micrographs, the microstructure of this region is similar to the matrix; in the medium-strain region slightly closer to the surface and at a depth of approximately 200 μm, the maximum texture intensity of the β-Li and α-Mg phases decreased to 13.12 and 8.52, the pole density points slightly dispersed, and the orientation of the grains obviously changed, which manifested mainly in the significantly reduced basal texture intensity and dispersed pole density points; in the high-strain region after surface treatment, which is closer to the treated surface and at a depth of approximately 100 μm, compared with the low-strain region where the microstructure is similar to the matrix, the pole density points deviate even more from the polar center, the orientation of the grains at this position of the surface deflected significantly compared to the low-strain region, and the maximal texture intensity of the β-Li and α-Mg phases decreased further to 7.07 and 7.89. IPF image of Figure 4(a) shows that during USRP, the periodic impact and rolling caused a strain layer to form on the surface of the LZ91 alloy, which significantly changed the grain orientation and reduced the tendency of the preferred orientation. Moreover, with increasing depth, the strain rate gradually decreased, the texture intensity of the LZ91 alloy increased with increasing depth from the surface, and the pole density points gradually concentrated.
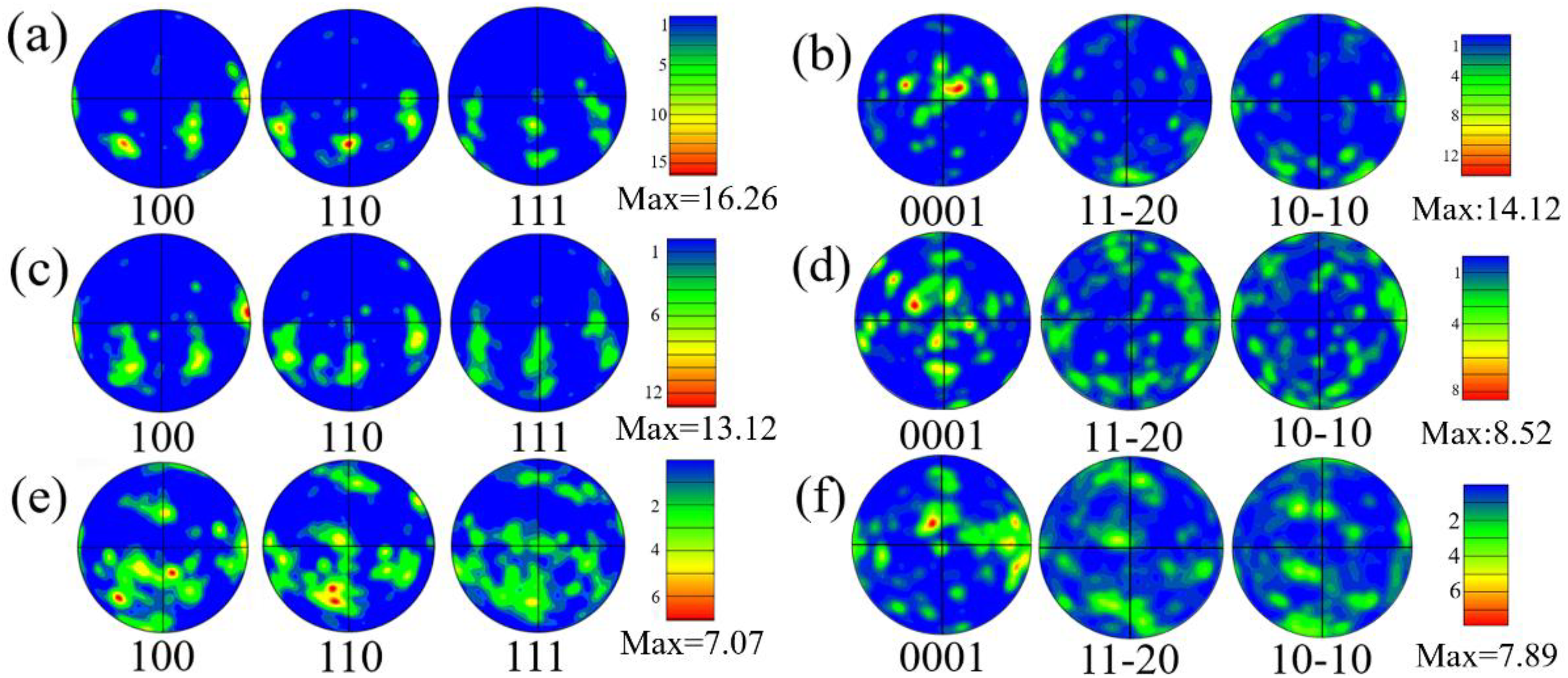
Pole figures of the β-Li phase (left) and α-Mg phase (right) in the USRPed LZ91 alloy; depth from the surface: (a,b) 300 μm, (c,d) 200 μm, and (e,f) 100 μm.
Figure 8(a)–(c) show the KAM images and the corresponding KAM images of the USRPed LZ91 alloy obtained via EBSD analysis. Figure 8(d) shows the ρGND statistics of the USRPed LZ91 alloy. ρGND represents the density of geometrically necessary dislocations of the material, and a large value indicates a greater degree of plastic deformation or a higher dislocation density of the material. During USRP, the ultrasonic-frequency mechanical vibration causes the surface of the LZ91 alloy to undergo intense elastic-plastic deformation, generating many dislocations in its interior. High-density dislocation walls and dislocation tangles are generated inside the grains of the LZ91 alloy, and the β-Li phases of the BCC structure of the LZ91 alloy have a small critical shear stress, which is conducive to the opening of the slip system, resulting in the dislocations constantly proliferating, accumulating, annihilating and rearranging and further generating high-density dislocation walls and dislocation tangles. Moreover, as the impact energy during USRP decreases gradually with increasing layer depth, the dislocation density in the medium-low strain layer within 100∼300 μm from the treated surface is significantly lower than that in the high-strain layer within 100 μm from the surface depth. In addition, the value of ρGND in the samples can be calculated according to Equation (1).

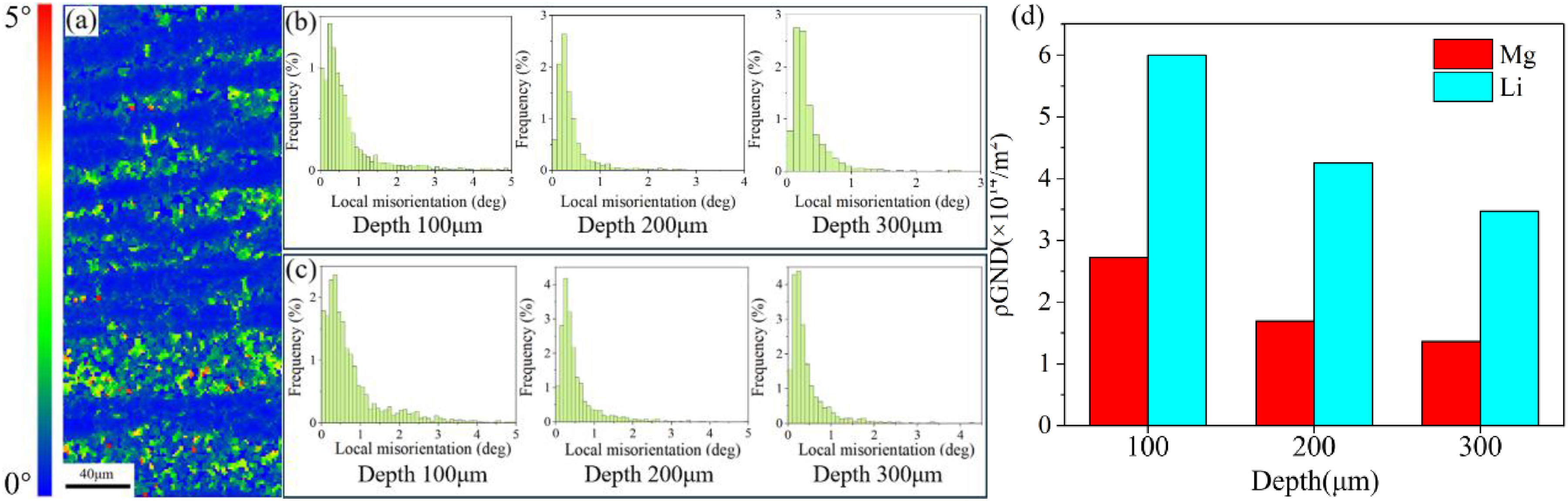
KAM images of the USRPed LZ91 alloy: (a) KAM, (b) α-Mg phase, (c) β-Li phase, and (d) corresponding ρGND statistics.
The microstructure of the USRPed LZ91 alloy at a depth of ∼20 μm from the surface of the treated samples, where severe plastic deformation occurred, was observed by TEM. As shown in Figure 9, the grains in both the β-Li phase and the α-Mg phase were refined into grains with an average size of ∼300 nm. It is worth noting that diffraction rings appear on the selected area electron diffraction (SAED) pattern of the β-Li phase, indicating that nanocrystals have appeared in this region. In addition, a significant number of dislocations and dislocation walls (DWs) can be observed in the Figure 9(c). During the USRP treatment, the high-energy dislocations within the original coarse crystals undergo behaviors such as moving, interlacing, entangling, and rearranging to form dislocations and DWs. The appearance of DWs elevated the distortion energy, inducing the aggregation of high-energy dislocations and promoting the increase of grain boundaries. The DWs then transform into subgrain boundaries through dislocation annihilation and rearrangement, and DWs are repeatedly formed internally, achieving grain refinement. Combined with the KAM figures of previous analysis results, it can be reasonably inferred that the LZ91 alloy was subjected to the dynamic impact force of USRP repeatedly. Under the combined effects of slip, dislocation increase-regeneration-disappearance, dislocation wall, and dislocation entanglement, the movement of dislocations at the surface coarse grain boundaries increased and promoted the formation of subgrain boundaries. The subgrain boundaries absorbed the dislocations, gradually refining the grains. Additionally, stress concentration and dislocation accumulation may occur more near the grain boundaries or phase boundaries of the β-Li phase. 47 This results in local stress concentration and high energy, which lead to the emergence of nanocrystals in the β-Li phase. 48
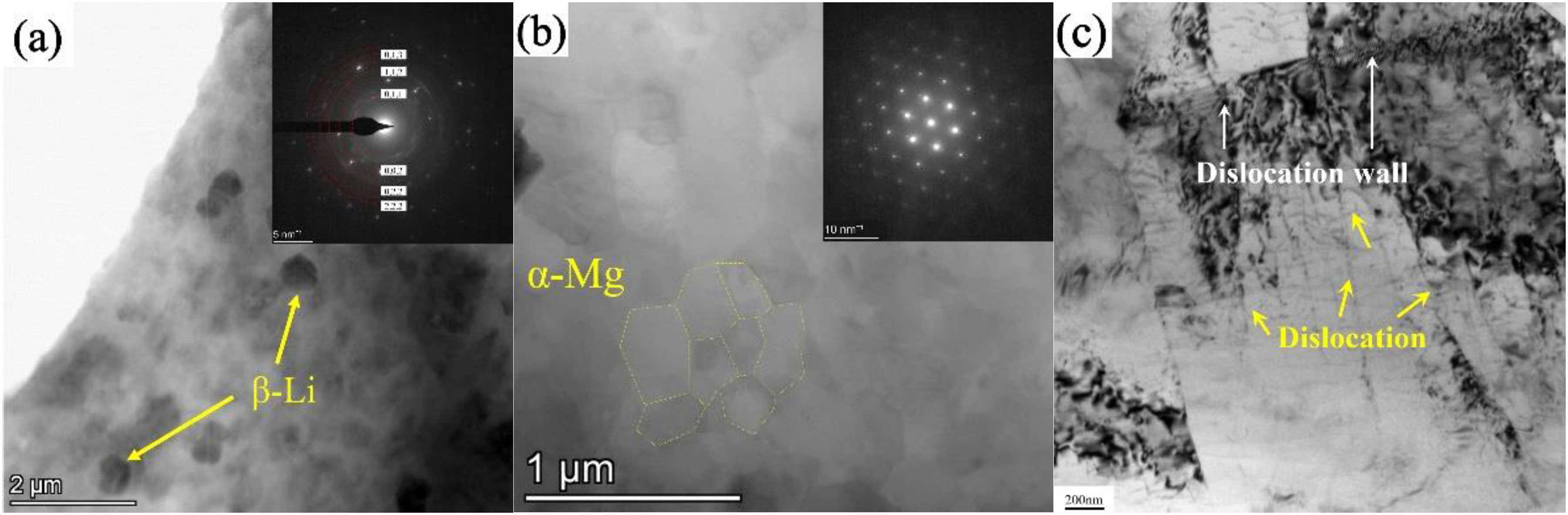
TEM images of the USRPed LZ91 alloy: (a) β-Li phase, (b) α-Mg phase, and (c) dislocations and dislocation walls in the α-Mg phase.
The surface hardness of the LZ91 alloy before and after USRP treatment
Figure 10 shows the average surface hardness statistics of the LZ91 alloy before and after the USRP treatment. The average surface hardness of the USRPed LZ91 alloy is significantly greater than that of the unUSRPed samples under equal loads. The average surface hardness of the unUSRPed sample is 52.7 HV, and the average surface hardness of the USRP sample is 82.6 HV, which is 56.7% greater than that of the untreated sample. The surface hardness of the LZ91 alloy is improved by USRP, combined with the EBSD and TEM characterization results obtained previously, it can be inferred that the main cause is during the USRP, the surface of the alloy undergoes intense elastic-plastic deformation, which generates many dislocations. The more dislocations there are in the LZ91 alloy, the more obstacles the alloy needs to overcome when it deforms plastically, which manifests macroscopically as an increase in strength. Moreover, according to Figure 8(d), because the density of dislocations in the LZ91 alloy after USRP treatment tends to decrease with increasing depth from the surface, we can infer that after USRP treatment, there is a hardness gradient structure along the depth from the surface of the LZ91 alloy, and the strength of the alloy increases closer to the surface of the treatment.
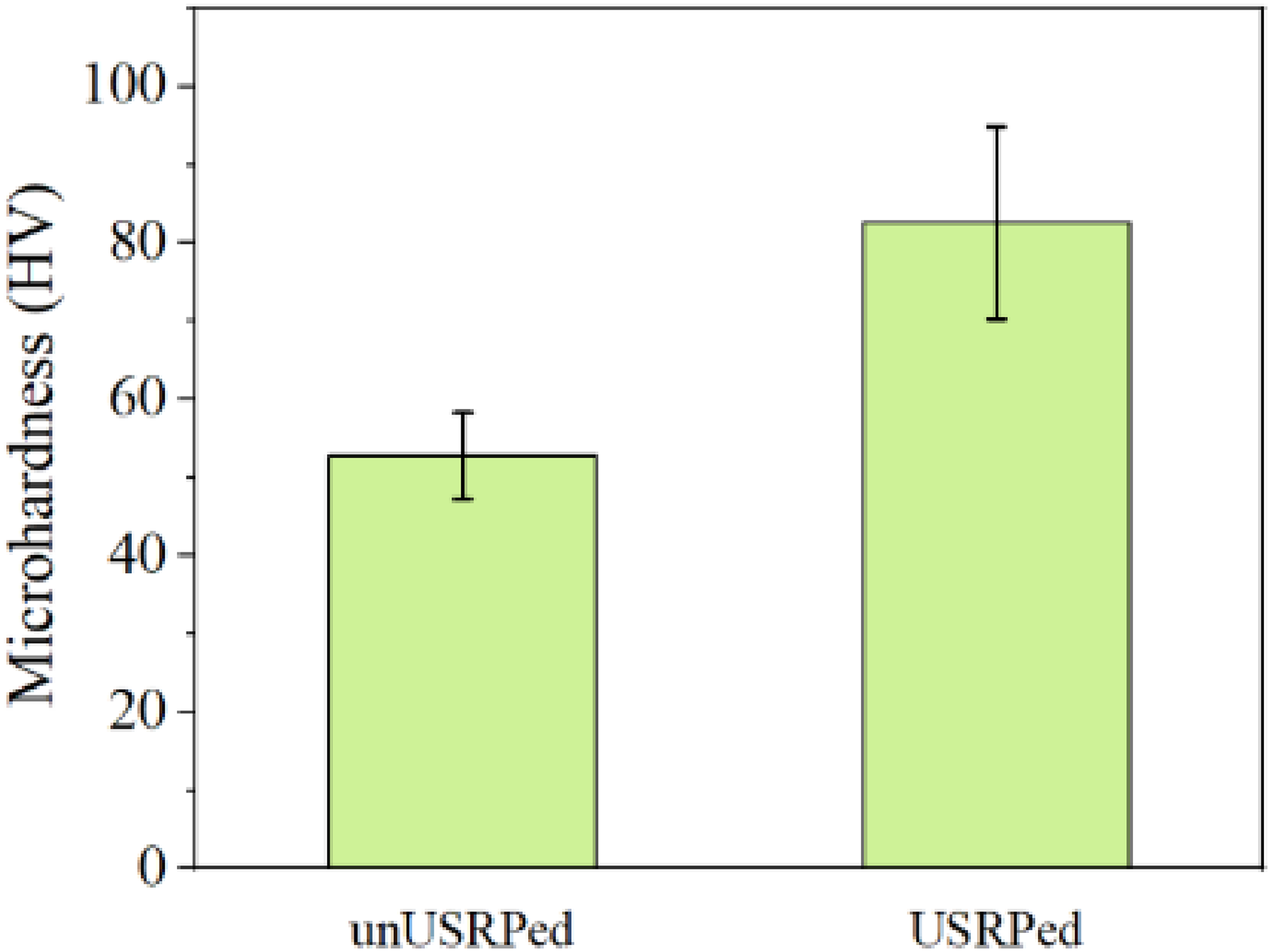
Average surface hardness of the LZ91 alloy before and after USRP treatment.
Analysis and discussion
In this work, the surface hardness of LZ91 alloys was significantly improved by treating the surface of LZ91 alloys via USRP technology. The refinement of surface grains is an important reason for the significant increase in the surface hardness of the LZ91 alloy after USRP. During the fatigue crack extension process, owing to the increase in the number of grain boundaries caused by grain refinement, the movement of dislocations is blocked, and the extending cracks need to pass through more grain boundaries, thus consuming more energy, which causes a significant increase in the surface hardness of the LZ91 alloy. The link between the grain size and hardness can be explained by the Hall-Petch relationship.

Equation (2) shows that the alloy strength σs is inversely proportional to the average size d of the grains. The greater the degree of grain refinement of the alloy, the greater the fatigue strength. Formula (2) was applied to the surface strengthening mechanism of the LZ91 alloy. When the surface grain size of the LZ91 alloy was refined from the micron level to the fine-crystal level, according to the Hall-Petch relationship, the strength of the alloy was greatly improved to strengthen the surface of the Mg-Li alloy.
Conclusions
After the USRP treatment, the grains in the surface layer of the LZ91 alloy were obviously refined. Through annihilation and rearrangement between dislocations, DWs were transformed into subgrain boundaries, and more DWs were repeatedly formed internally, eventually achieving grain refinement.
A gradient structure with a gradual increase in the grain size along the cross-section was prepared in the surface layer of the LZ91 alloy via the USRP technique, with a thickness of approximately 400 μm. Owing to the gradual attenuation of ultrasonic energy during propagation inside the material, the degree of elastic-plastic deformation was reduced, which resulted in a gradient change in the grain size of the LZ91 alloy.
The surface hardness of the LZ91 alloy increased significantly after the USRP treatment. Under the same load, the average surface hardness of the LZ91 alloy increases from 52.7 HV before USRP treatment to 82.6 HV after treatment, with an increase of approximately 56.7%, and the fine surface crystals significantly increase the resistance to dislocation movement, impede dislocation slip of the LZ91 alloy, and significantly reduce the rate of crack expansion, thus effectively improving the surface hardness of the LZ91 alloy.
Footnotes
Ackonwledgments
This work was financially supported by the Project 202410611083 supported by National Training Program of Innovation and Entrepreneurship for Undergraduate. National Natural Science Foundation of China (No.52271091), Natural Science Foundation Project of Ningxia Province(No.2023AAC03324). The National Key Research and Development Program of China (No.2021YFB3701100).
Author contribution(s)
Data availability statement
All data that support the findings of this study are included in this manuscript and its supplementary information files.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Project 202410611083 supported by National Training Program of Innovation and Entrepreneurship for Undergraduate. National Natural Science Foundation of China (No.52271091), Natural Science Foundation Project of Ningxia Province(No.2023AAC03324). The National Key Research and Development Program of China (No.2021YFB3701100).