
Abstract
The effect of thermal exposure on the corrosion behavior of 2A97 Al-Li alloy was systematically investigated using electrochemical measurement, intergranular corrosion test, exfoliation corrosion test, and microstructural characterization. The results show thatthermal exposure leads to a progressive degradation of corrosion resistance for 2A97 Al-Li alloy, and thermal exposure temperature has a more obvious effect on its corrosion behavior than exposure time. With increasing thermal exposure temperature, the corrosion morphology changes from pitting corrosion to severe intergranular corrosion and deep exfoliation corrosion, accompanied by a significant increase in the corrosion depth and corrosion grade; moreover, the phase transformation from δ′ and θ′ phase into T1 phase is promoted during thermal exposure, and they are preferentially precipitated and coarsened along the grain boundaries; in addition, a large number of solute atoms are consumed because of the T1 phase growth, the precipitation free zones (PFZs) is continuously formed and widened at the grain boundaries, and then these PFZs act as anodic regions relative to the adjacent matrix. Therefore, the corrosion propagation is promoted along grain boundaries, and both intergranular corrosion and exfoliation corrosion are accelerated.
Introduction
Aluminum-lithium (Al-Li) alloys are widely used in the aerospace industry due to their favorable combination of low density, high strength, excellent hardness, good corrosion resistance and weldability as well as thermal stability. As a representative third-generation Al–Li alloy, it has been extensively applied in military aircraft, such as F-22 and F-35, as well as in civil aircraft, including A380.1,2 The substitution of conventional aluminum alloys with Al-Li alloys in structural components can reduce structural weight by 10–15%, increase aircraft range by approximately 20%, and enhance payload capacity by up to 30%.3,4 Moreover, compared with titanium alloys and composite materials, because Al-Li alloys own superior cost-effectiveness, so they are critical class of materials for advanced aerospace applications.
The intergranular corrosion (IGC) behavior of Al-Li alloys is a critical topic of investigation. Heat treatment can not only enhance the mechanical strength of Al-Li alloys but also improve their resistance to IGC by altering grain boundary characteristics. Therefore, the investigation on the evolution of IGC behavior during the aging is essential for optimizing the overall performance of these alloys. Previous studies show that susceptibility of IGC initially increases with aging time and subsequently decreases during the prolonged aging, while the severity of pitting corrosion increases concurrently. Galve et al. 5 established a close correlation between IGC and pitting corrosion, demonstrating that IGC is primarily governed by differences in pitting potential rather than by variations in electrode potential. Buchheit et al. 6 further demonstrated that grain-boundary precipitates preferentially dissolve as anodic sites, thereby promoting corrosion propagation along the grain boundaries and leading to the characteristic IGC morphologies.
The mechanisms of intergranular corrosion (IGC) in aluminum alloys can be broadly categorized into two types. 7 (1) Grain-boundary precipitated phase mechanism: when the precipitated phases at grain boundaries exhibit a lower electrochemical potential than that of the matrix, they are preferentially dissolved, thereby the intergranular corrosion is initiated. Li 8 and Buchheit et al. 9 reported that, in a 3.5 wt.% NaCl solution, the corrosion potentials of the aluminum alloy matrix, T1 phase, and T2 phase are −0.7589 VSCE, −1.076 VSCE, and −1.2283 VSCE, respectively. Zhang et al. 10 further demonstrated that the accumulation of T1 phases at grain boundaries renders these regions particularly susceptible to corrosion. During IGC, the T1 and T2 phases act as anodic sites and dissolve preferentially. (2) Solute-atom depletion mechanism: the precipitation of strengthening phases adjacent to grain boundaries reduces the local solute concentration, leading to the formation of a precipitate-free zone (PFZ) with a lower electrochemical potential. The preferential dissolution of this PFZ promotes the propagation of intergranular corrosion. Aging heat treatment is an effective approach for enhancing the corrosion resistance of aluminum alloys, as it optimizes the size and distribution of precipitates, thereby improving corrosion resistance while significantly influencing their mechanical properties.
Exfoliation corrosionoccurs when the surface layer or coating of a metallic material detaches during the corrosion. This phenomenon is characterized by the progressive peeling and delamination of surface layers driven by electrochemical interactions with the substrate and/or the presence of internal stresses. Exfoliation corrosion not only degrades the surface morphology of the material but also significantly compromises its structural integrity and mechanical properties. 11 For the rolled thick plate of Al–Li alloys, severe exfoliation corrosion has been attributed to the elongation of unrecrystallized grains and a majority of recrystallized grains along the rolling direction, which leads to a pronounced deterioration in the mechanical performance of the alloy. 12
Yu et al.13,14 investigated the corrosion behavior of a 2A97 Al-Li alloy subjected to pre-tensile deformation and reported that such deformation directly affects its intergranular corrosion (IGC) behavior in the artificially aged condition. At pre-tensile (PR) strain levels of 0% and 1%, obvious intergranular corrosion was observed. In contrast, when the PR strain exceeded 3%, the dominant corrosion mode shifted from intergranular corrosion to pitting corrosion, with the pitting depth increasing progressively with increasing deformation. Notably, the alloy exhibited the lowest susceptibility to IGC at a PR strain of 3%. Li et al. 15 further examined the exfoliation corrosion behavior of an Al–Cu–Li alloy under two metallurgical conditions: T6 peak aging and T8 peak aging after pre-deformation. Their results showed that the alloy is highly susceptible to exfoliation corrosion in the T6 condition, whereas its sensitivity is significantly reduced in the T8 condition.
The stability of microstructure and properties is critical to the safe application of the alloy, and long-term exposure to elevated temperatures can significantly degrade the performance and safety of aircraft structural materials. 16 When the aluminum-lithium alloys are exposed to elevated temperature, it will lead to the coarsening of strengthening phases, so the strength and corrosion resistance are also decreased rapidly. Consequently, this study investigates the changes in the corrosion resistance and microstructure of 2A97 aluminum-lithium alloy exposed at various temperatures and time. The results can provide the valuable data and theoretical insights to support the application of 2A97 aluminum-lithium alloy in aerospace industry.
Experiment
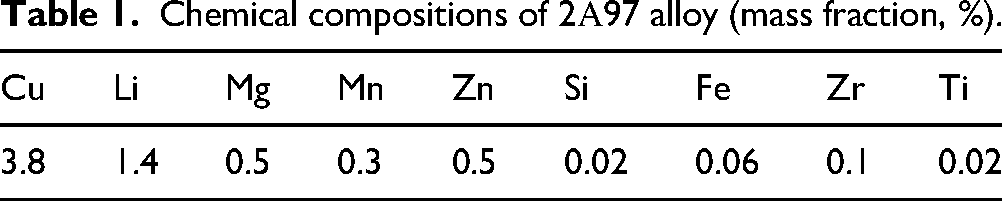
The experimental material used in this study was a 2A97 aluminum-lithium alloy sheet provided by Southwest Aluminum Industry. The alloy is undergone solution strengthening at 520°C for 1.5 h, followed by water quenching. Then it was pre-deformed through 4% stretching along the rolling direction. Finally, the alloy was subjected to artificial aging at 180°C for 18 h then air cooling. The chemical composition of the alloy (mass fractions) is presented in Table 1. The TEM and SAED images of base material are shown in Figure 1. It can be seen that the precipitated phases of spherical(δ’) and acicular (θ’) phases are distributed in the matrix.
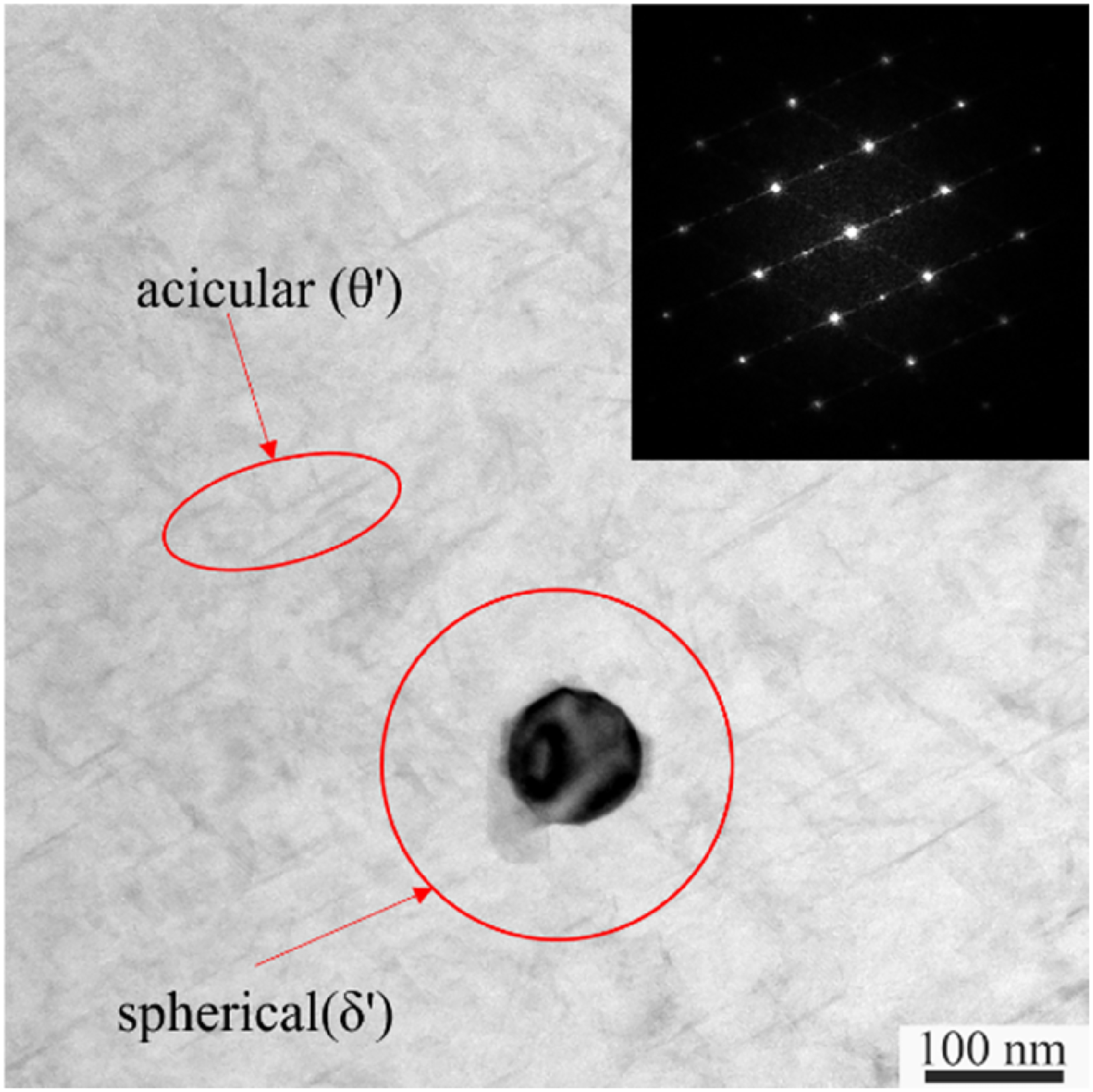
TEM and SAED images of base material.
Chemical compositions of 2Α97 alloy (mass fraction, %).
The 2A97-T84 aluminum-lithium alloy sample was prepared by wire cutting into a thin piece with a thickness of 2 mm and then it is polished to achieve a bright surface. The polarization curve and open-circuit potential were measured using a Chenhua 760E electrochemical workstation. A saturated calomel electrode (SCE) served as the reference electrode, while a platinum electrode was used as the auxiliary electrode. The tests were conducted in a 3.5% neutral NaCl solution with a polarization curve scanning rate of 0.001 mV/s.
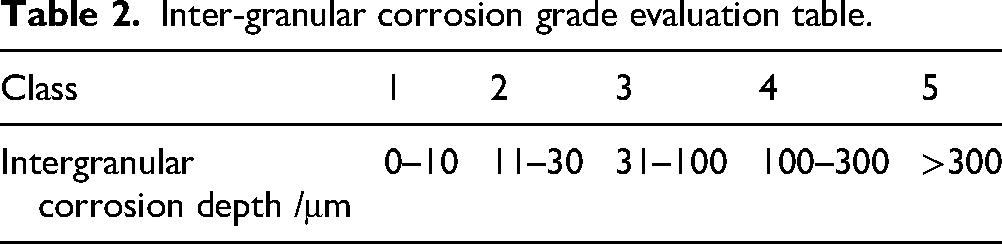
The intergranular corrosion test for 2A97 Al-Li alloy samples before and after thermal exposure was conducted following the GB/T7998-2005 standard. The corrosion solution consisted of 57 g/L NaCl and 10 mL/L H₂O₂, with a solution temperature of 35 ± 1°C and an immersion time of 6 h. Prior to testing, all surfaces except the etched surface were sealed with epoxy resin, and the etched surface was polished with water sandpaper and a polishing machine to achieve a mirror-like finish. During the test, the glass beaker was sealed with plastic wrap, and the corrosive solution was heated in a constant-temperature water bath to maintain a stable temperature. After testing, the sample was removed using tweezers, thoroughly cleaned with deionized water and dried. Then the epoxy resin was removed, and the corrosion morphology was observed using a metallographic microscope. The corrosion depth was measured, and the intergranular corrosion grade was determined according to Table 2.
Inter-granular corrosion grade evaluation table.
The full immersion test for exfoliation corrosion of 2A97 Al-Li alloy samples, before and after thermal exposure, was conducted following the GB/T22639-2008 standard. The corrosion solution used was a standard exfoliation corrosion solution (4.0 mol/L NaCl + 0.5 mol/L KNO₃ + 0.1 mol/L HNO₃) at a temperature of 25°C, with a soaking time of 6 h. The sample dimensions were 10 mm × 8 mm × 6 mm. Prior to the test, all surfaces except the exposed corrosive surface were sealed with epoxy resin, and the corrosive surface was polished to a mirror-like finish using water sandpaper and a polishing machine. The corrosion solution was prepared in a clean glass beaker, which was sealed with cling film to prevent evaporation. The solution temperature was maintained using a constant-temperature water bath.
After the samples were removed from the etching solution, they were thoroughly cleaned with deionized water, dried, and examined using a scanning electron microscope (SEM) to observe the etching surface morphology. For the cross-sectional observations of the exfoliation corrosion samples, the cross-sections were embedded in epoxy resin for protection. The etched surface along the rolling direction was selected for corrosion depth analysis, and the surface perpendicular to the rolling direction was also examined, as shown in Figure 2.
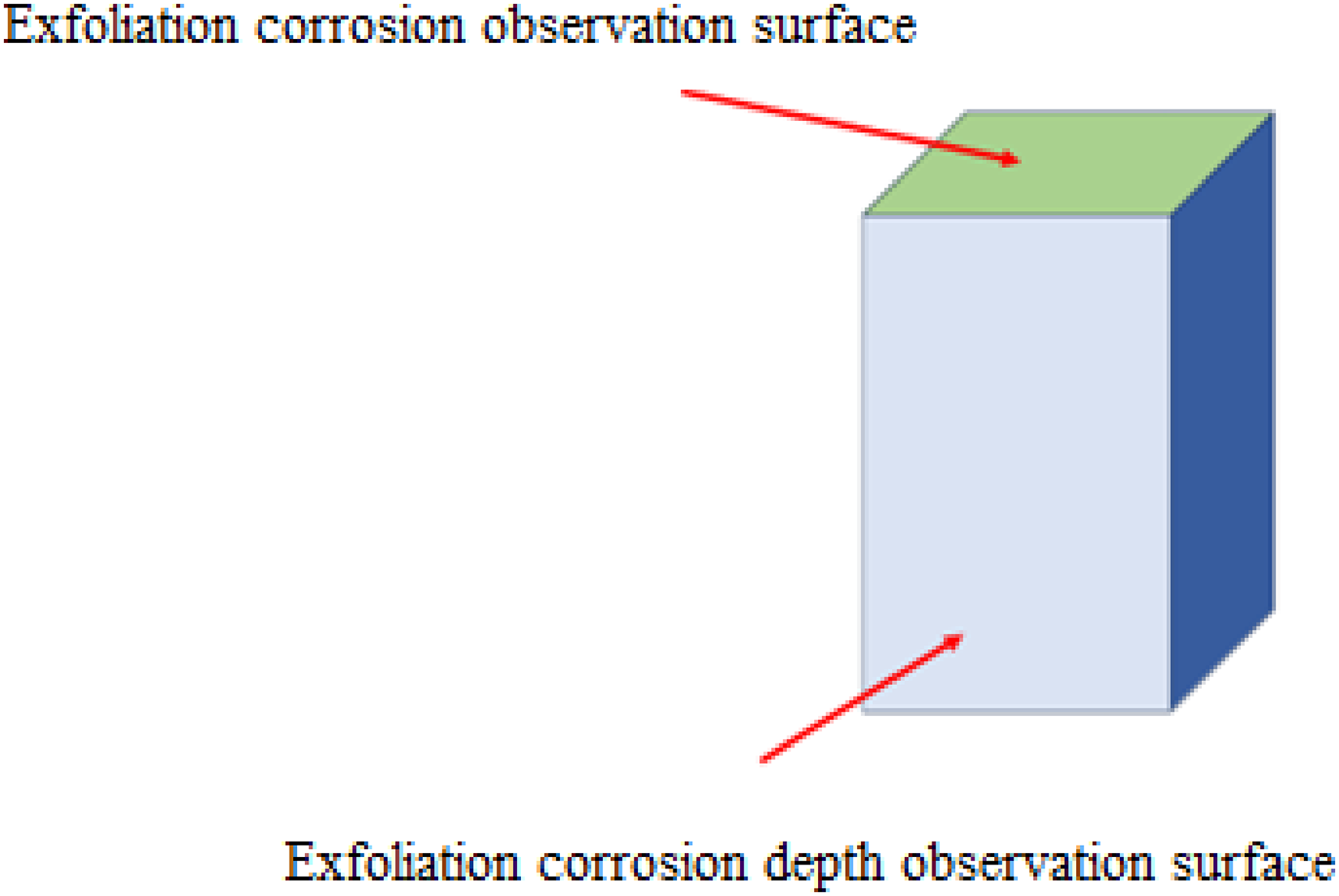
Schematic diagram of the exfoliation corrosion specimen.
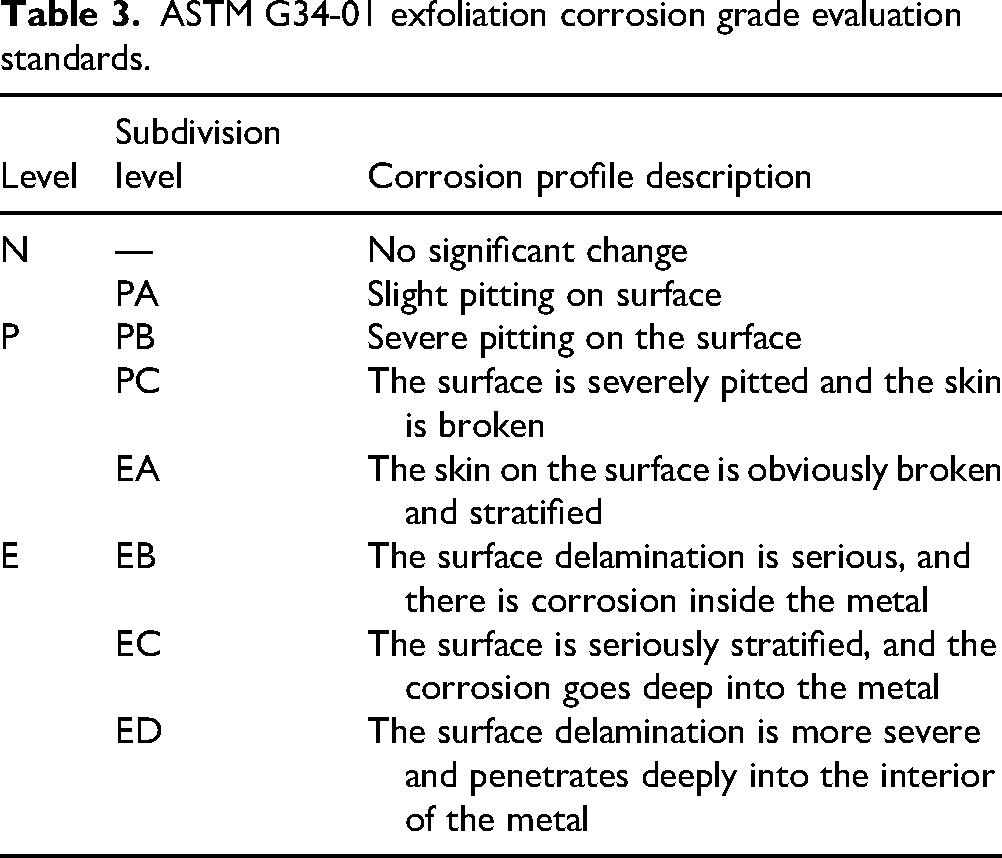
The morphology and the depth of corrosion was measured using SEM, and the corrosion level was evaluated according to Table 3. Three sets of parallel experiments were conducted on intergranular corrosion and exfoliation corrosion.
ASTM G34-01 exfoliation corrosion grade evaluation standards.
Result
Effect of thermal exposure on the electrochemical corrosion behavior
Figure 3 presents the polarization curves of 2A97 Al-Li alloy at various thermal exposure temperatures and time. Panel (a) of Figure 3 shows the polarization curve of the alloy exposed to different temperatures for 300 h. It can be observed that the corrosion potential (Ecorr) of 2A97 Al-Li alloy is decreased gradually from −0.67933 V to −0.78746 V at 175°C. Concurrently, the corrosion current density (Icorr) is decreased from 3.6810 × 10−7 A/cm2 (for the base material) to 4.1283 × 10−7 A/cm2 at 125°C, and then it is decreased gradually to 4.6907 × 10−7 A/cm2 at 175°C.
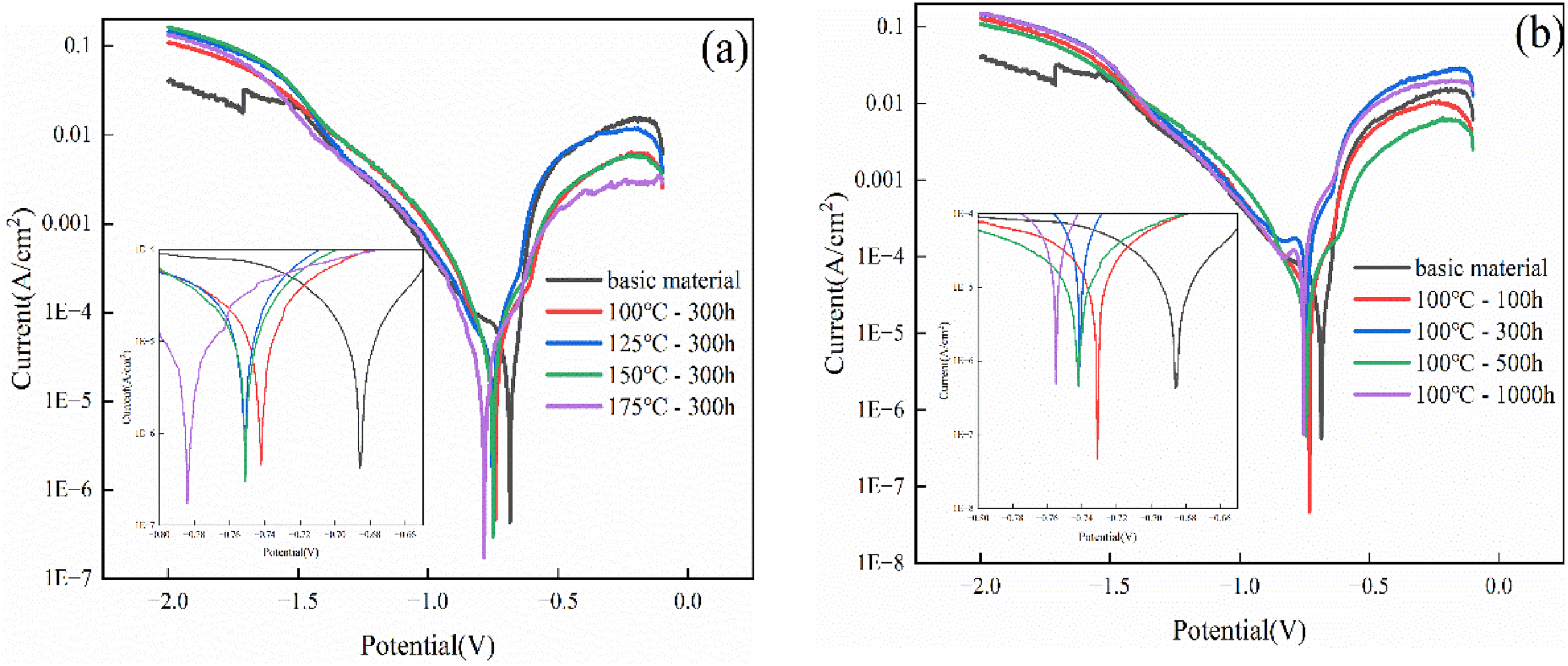
Polarization curves of 2A97 Al-Li alloy under different thermal exposure parameters. (a) Different temperatures; (b) Different time.
Figure 3(b) shows the polarization curves of 2A97 Al-Li alloy exposed to 100°C for different durations. It can be observed that the corrosion potential (Ecorr) of the alloy is decreased gradually with increasing exposure time. From the onset of thermal exposure to 1000 h, the Ecorr is decreased from −0.67933 V to −0.75033 V. The corresponding corrosion current density (Icorr) is increased from 3.6810 × 10−7 A/cm2 (for the base material) to 3.5692 × 10−7 A/cm2 after 100 h, and then it is decreased to 4.1435 × 10−7 A/cm2 at 300 h. While the duration of exposure time is prolonged to 1000 h, the Icorr is increased to 3.5793 × 10−7 A/cm2.
The self-corrosion potential is a thermodynamic concept in electrochemistry that describes the tendency of alloy to undergo corrosion reactions. Particularly in corrosive environments containing relatively high concentrations of Cl− ions, the self-corrosion potential of aluminum alloys can serve as an empirical indicator to assess the extent of damage caused by Cl− ion-induced erosion. 17 In summary, a more negative self-corrosion potential corresponds to a higher susceptibility of the alloy to corrosion.
The phenomenon can be attributed to the fact that the primary precipitated phases in 2A97-T84 Al-Li alloy are the Al₃Li (δ’), Al₂Cu (θ’), and Al₂CuLi (T₁) phases. The corrosion resistance of these phases is directly influenced by their chemical composition. Due to the high electrochemical reactivity of lithium (Li), the corrosion potential of Li-containing precipitated phases is lower, making them more susceptible to corrosion.8,18,19 In contrast, CuCu has a higher corrosion potential, so as the Cu content in the precipitated phase is increased, its corrosion resistance can also be improved, particularly in T₁ phase. Li and Al are more prone to corrosion than other elements, which promotes local corrosion. During the corrosion, Cu will redeposit on the surface of the precipitated phase, so its corrosion potential is gradually increased with the higher Cu content in T₁ phase. With increasing temperature or exposure time, this change in the composition may cause a reversal in polarity, and then it leads to the precipitated phase to be the cathode in the corrosion cell. 9
In Al-Li alloys, the θ’ phase (Al₂Cu) contains relatively stable Cu (Cu) and acts as the cathode in the corrosion reaction. 20 Although the presence of lithium (Li) in t δ’ phase (Al₃Li) improves its corrosion susceptibility, the uniform distribution of the δ’ phase within the alloy promotes uniform corrosion, with minimal impact on localized corrosion. 19 The δ phase (Al₆Li), which has the same chemical composition as the δ’ phase, exhibits a more negative corrosion potential due to its higher Li content. However, the δ phase is less uniformly distributed than that of δ’ phase, so it is more susceptible to localized corrosion. 18
The large amount of Cu-rich phase precipitated in the alloy leads to an increase in the Cu-poor regions within the microstructure, which accelerates the corrosion of the alloy. This increase in corrosion leads to an increase in the self-corrosion current density and enhances the likelihood of forming corrosion channels, ultimately reducing the corrosion resistance of alloy. At the onset of the corrosion process, the T1 phase exhibits a negative potential, acting as the anode and undergoing anodic dissolution. As the corrosion progresses, the more activeLiin the T1 phase is preferentially dissolved, while the less active Cu (Cu) is accumulated in T1 phase. During the corrosion, the potential of T1 phase shifts positively, promoting the electrochemical dissolution and corrosion of the surrounding matrix, including both the intracrystalline matrix and the precipitation-free zone at the grain boundary. 21 The growth of T1 phase consumes a significant amount of Cu atoms at the grain boundary, which results in the formation of a precipitation-free zone (PFZ) near the grain boundary. Subsequently, this PFZ continues to be widened as thermal exposure temperature or exposure time is increased, thereby the corrosion resistance of alloy is further diminished.
At the initial stage of thermal exposure, the primary precipitated phases in the alloy are δ’ and θ’ phases, which is formed at lower temperatures or shorter exposure time. A large amount of δ’ phase, rich in lithium (Li), precipitates, causing the self-corrosion potential to shift negatively. As the thermal exposure continues, the precipitated phases transform into T1 phase at higher temperatures or longer exposure time. The T1 phase contains both active Li and less active Cu (Cu) elements. Initially, the T1 phase exhibits a negative potential, acting as the anode and undergoing anodic dissolution. As the corrosion progresses, the more active Li in the T1 phase is preferentially dissolved, while the less active Cu is gradually accumulated. Over time, the potential of the T1 phase shifts positively, promoting the electrochemical dissolution and corrosion of the surrounding matrix, which accelerates the overall corrosion of the material. 22
The extensive precipitation of the T1 phase leads to a reduction in the content of Cuatom in the matrix, and Cu atoms play a crucial role in reducing the Fermi energy level differences between the grain boundaries and the matrix, which in turn minimizes the potential difference between grain boundary and the interior of the crystal, thereby the corrosion rate of the alloy is decreased. 23 A uniform distribution of T1 phase both within and along grain boundaries can reduce the potential difference across the grain boundaries, enhance their corrosion resistance. However, the growth of T1 phase at the grain boundaries consumes a large number of solute atoms, leading to the formation of a precipitation-free zone (PFZ) near the grain boundary. Then the PFZ continues to be widened with thermal exposure, thus the ability of T1 phase to mitigate corrosion in the alloy is diminished.
Effect of thermal exposure on the intergranular corrosion behavior
Table 4 and Figure 4 present the average and maximum intergranular corrosion depths of the 2A97 Al-Li alloy after 300 h exposed at various temperatures. The data indicate that as the thermal exposure temperature is increased, the average intergranular corrosion depth is increased by 77.4 μm, while the maximum corrosion depth is increased by 75 μm.
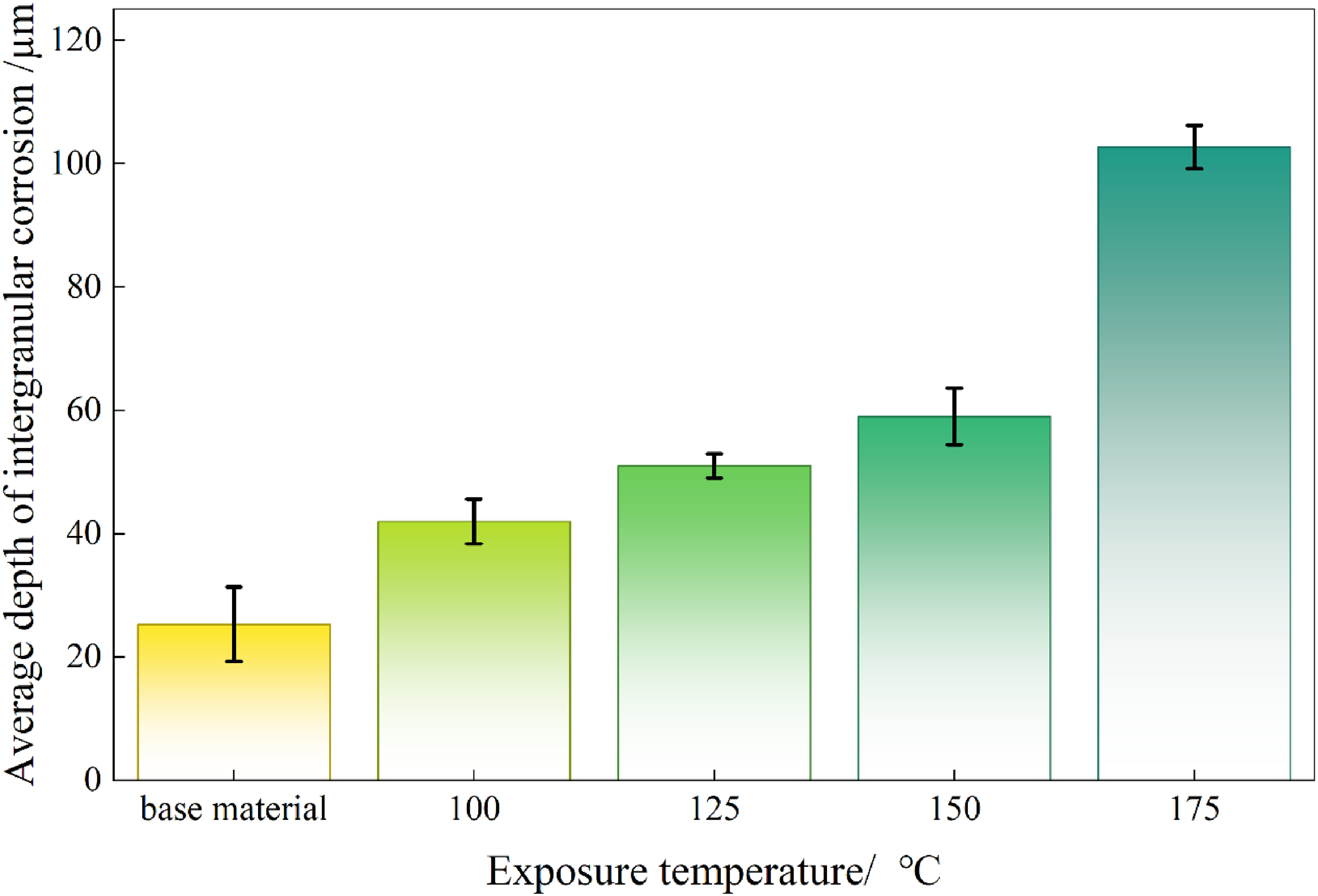
Average depth of intergranular corrosion of 2A97 Al-Li alloy exposed for 300 h at different temperatures.
Average depth and maximum depth of intergranular corrosion of 2A97 Al-Li alloy exposed for 300 h at different temperatures.
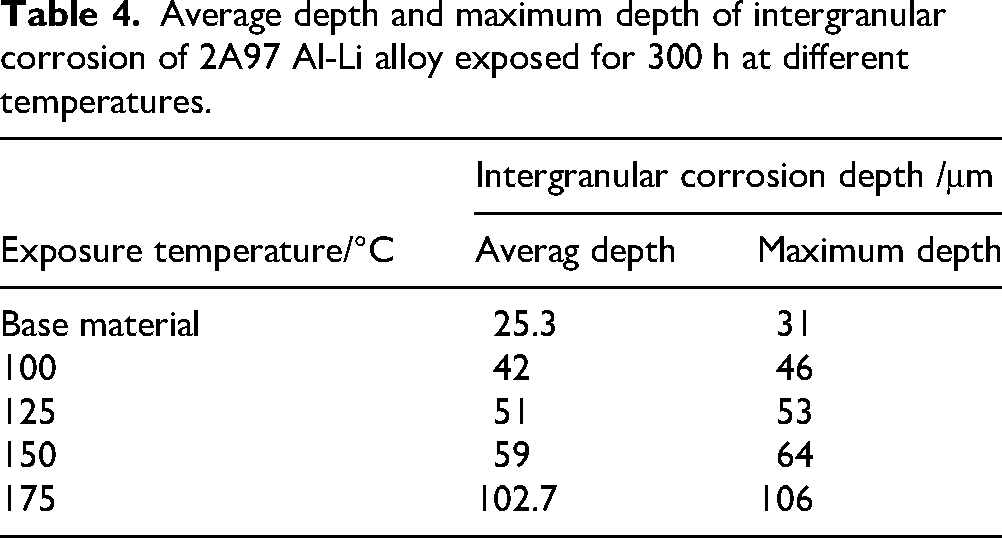
Figure 5 illustrates the intergranular corrosion morphology of the alloy after thermal exposure at different temperatures. The results show that the corrosion type is changed from pitting corrosion to intergranular corrosion as the thermal exposure temperature is increased.
Metallography of 2A97 Al-Li alloy intergranular corrosion after 300 h thermal exposure at different temperatures. (a) Base material; (b)100
Combined with Figure 5 and Table 4, the data show that the average and maximum depths of intergranular corrosion are increased with increasing thermal exposure temperature, which progressively indicates more severe corrosion. Specifically, the intergranular corrosion of the base metal is relatively mild, with its average and maximum depths no exceeding 40 μm. However, when the temperature is increased to 175°C, the average and maximum depths of intergranular corrosion is decreased by 306% (average depth) and 242% (maximum depth) compared to that of base material, respectively.
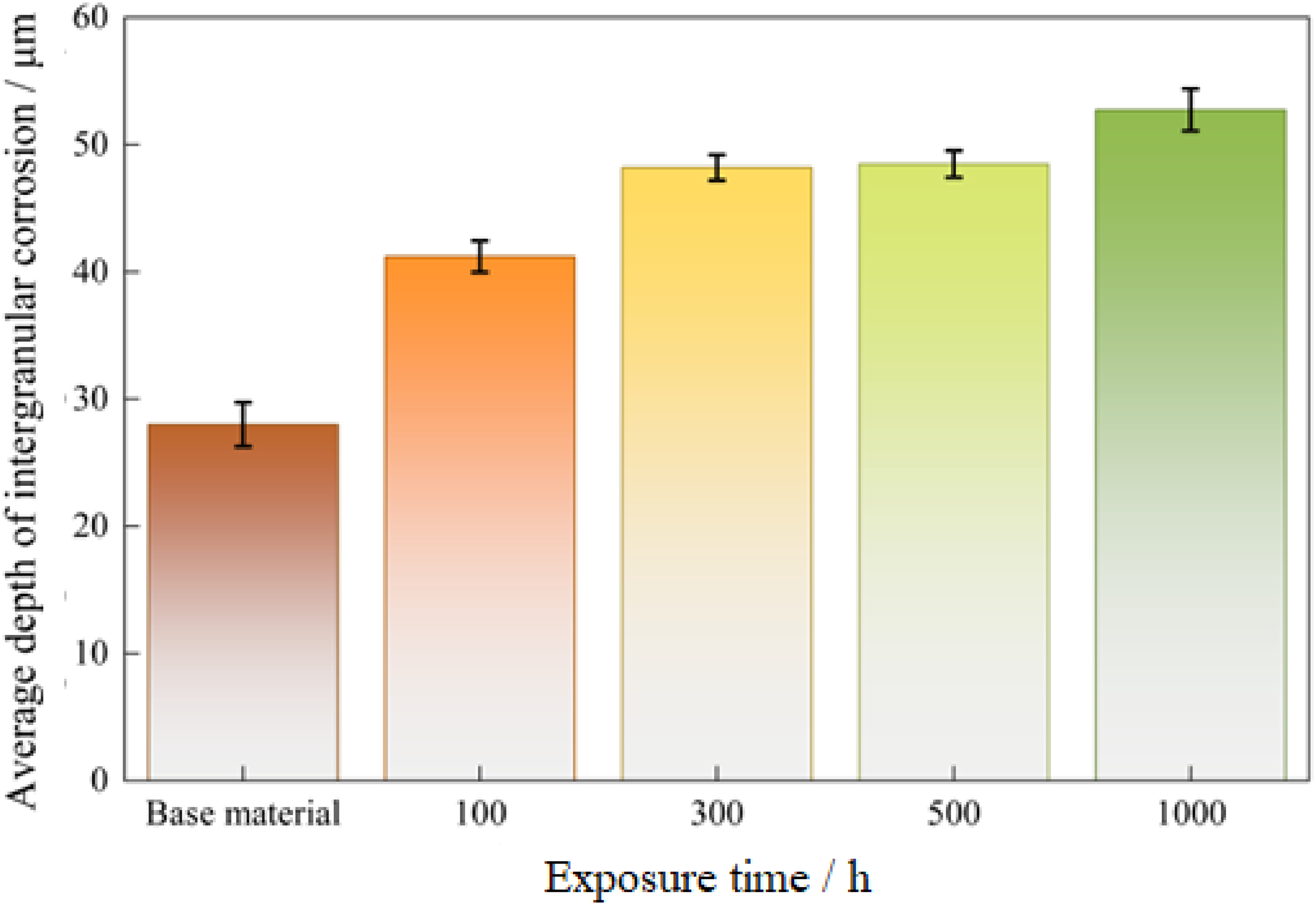
Table 5 and Figure 6 present the average and maximum intergranular corrosion depths of the 2A97 Al-Li alloy exposed at 100°C for different durations. The data indicate that the average corrosion depth is increased by 24.3 μm, while the maximum corrosion depth is increased by 23 μm with increasing thermal exposure time.
Average depth of intergranular corrosion of 2A97 Al-Li alloy exposed at 100
Average depth and maximum depth of intergranular corrosion of 2A97 Al-Li alloy exposed at 100
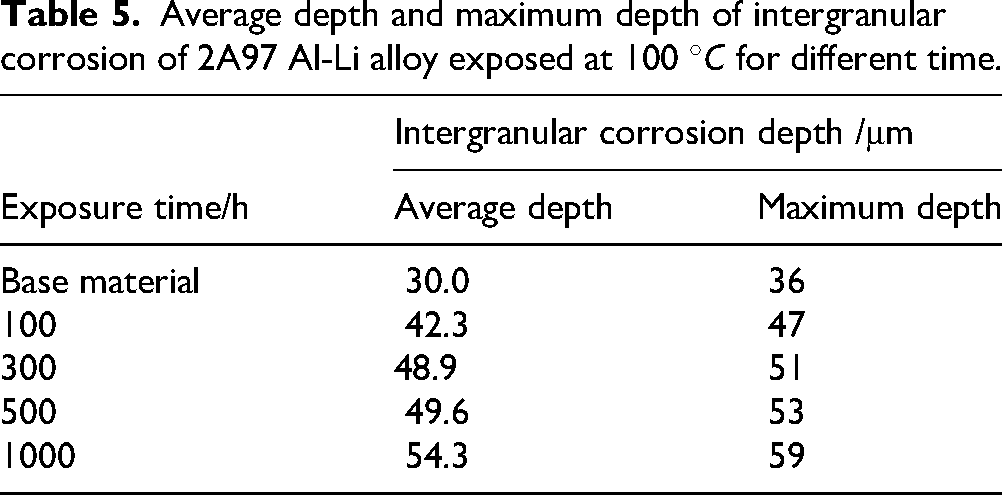
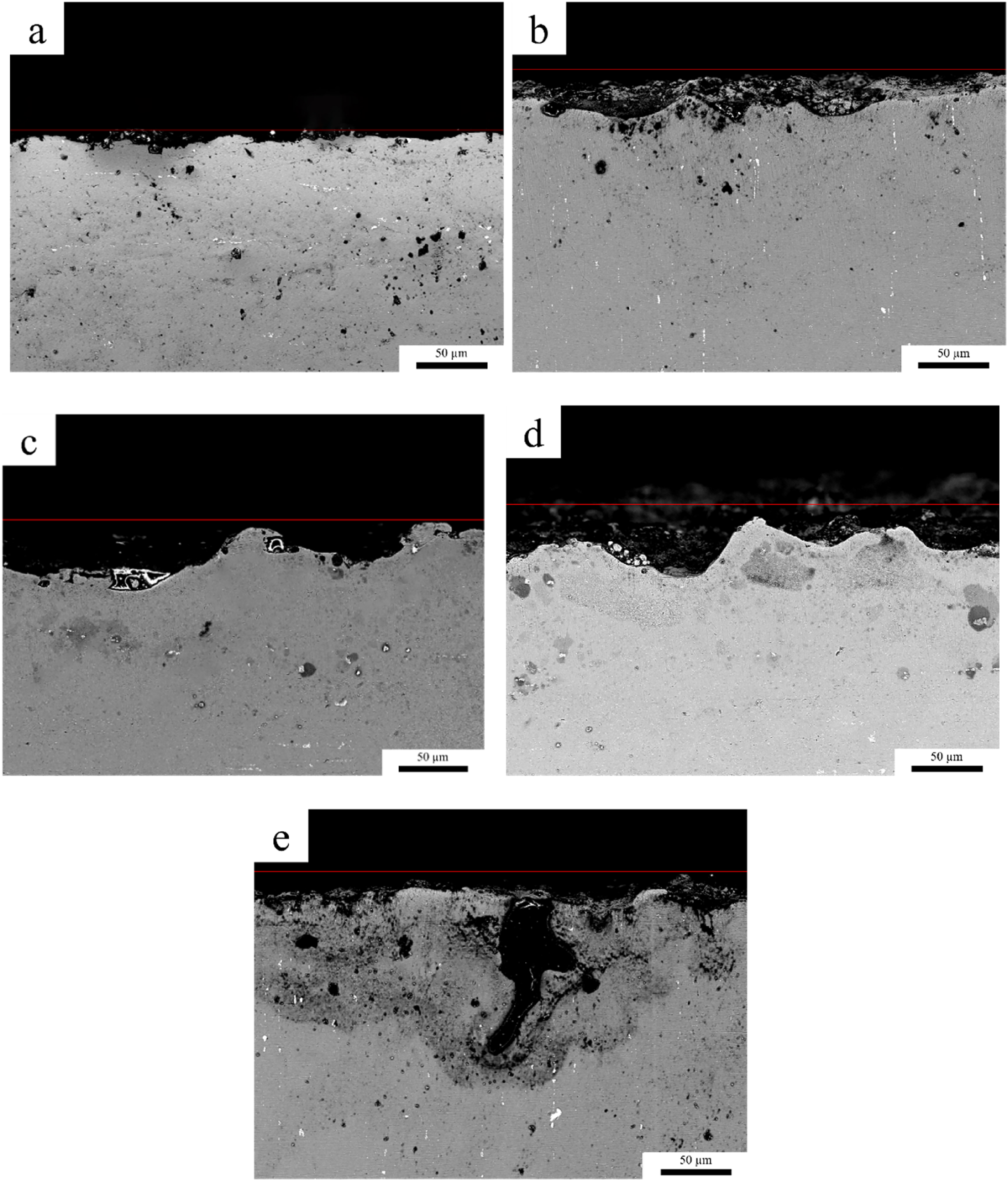
Figure 7 illustrates the intergranular corrosion morphology of the alloy exposed at different temperatures. The results indicate that the corrosion type transitions from pitting corrosion to intergranular corrosion with increasing thermal exposure time, a trend similar to the effect of thermal exposure temperature on the corrosion behavior of alloy.
Metallography of 2A97 Al-Li alloy intergranular corrosion after thermal exposure at 100
Combined with Table 5 and Figure 7, the data reveals that the average and maximum intergranular corrosion depths of the 2A97 Al-Li alloy is gradually increased with longer heat treatment time. However, the rate of increase in corrosion depth is lower than the rate of increase caused by increasing thermal exposure temperature. After 1000 h of thermal exposure, the average corrosion depth of the alloy reaches 54.3 μm, and the maximum depth reaches 59 μm. Compared to that of the base metal, the results show the increase of 81.0% (average depth) and 63.9% (maximum depth), respectively. Additionally, the corrosion depth is also lower compared to the effect of thermal exposure temperature.
Effect of thermal exposure on the corrosion behavior of exfoliation
The corrosion surface morphology of 2A97-T84 Al-Li alloy exposed for 300 h at different temperatures is shown in Figure 8. As shown in Figure 8(a), after the corrosion test, obvious white particles are appeared on the surface of the base material, and the surface is also broken. The corrosion formation is mainly pitting, and it is judged as PC grade according to ASTM exfoliation corrosion evaluation standard.

SEM image of the exfoliation corrosion surface of 2A97-T84 Al-Li alloy exposed for 300 h at different temperatures. (a) Base material; (b) 100
After thermal exposure at 100°C for 300 h, the pitting phenomenon on the specimen surface is serious, the pitting area is expanded, and the peeling phenomenon is intensified. At this time, the exfoliation corrosion rating of the sample is between PC and EA (Figure 8b). When the thermal exposure temperature is increased to 125°C, the surface of the sample is stratified, and some of the surface fall off and the exposed part come into contact with the corrosive liquid, the pitting is occurred, and the white particles are produced and the metallic luster is lost (Figure 8(c)). According to ASTM exfoliation corrosion evaluation standards, the corrosion grade is EA. When the thermal exposure temperature is increased to 150°C, the surface delamination of the sample is serious, the delamination has penetrated into the metal surface and there are corrosion products remaining on the surface (Figure 8d), and the exfoliation corrosion rating is EB.
Moreover, when the temperature is increased to 175°C, it can be seen from Figure 8(e) that the grain boundaries and sub-grain boundaries are exposed due to the corrosion, and the stratification of the sample is more serious. After the surface metal is shed due to the corrosion, and the underlying metal is also stratified due to the corrosion, which indicates that the stratification has penetrated into the depth of the alloy at this time. According to the criteria in Table 3, the exfoliation corrosion of the alloy exposed at 175°C for 300 h is judged to be EC grade.
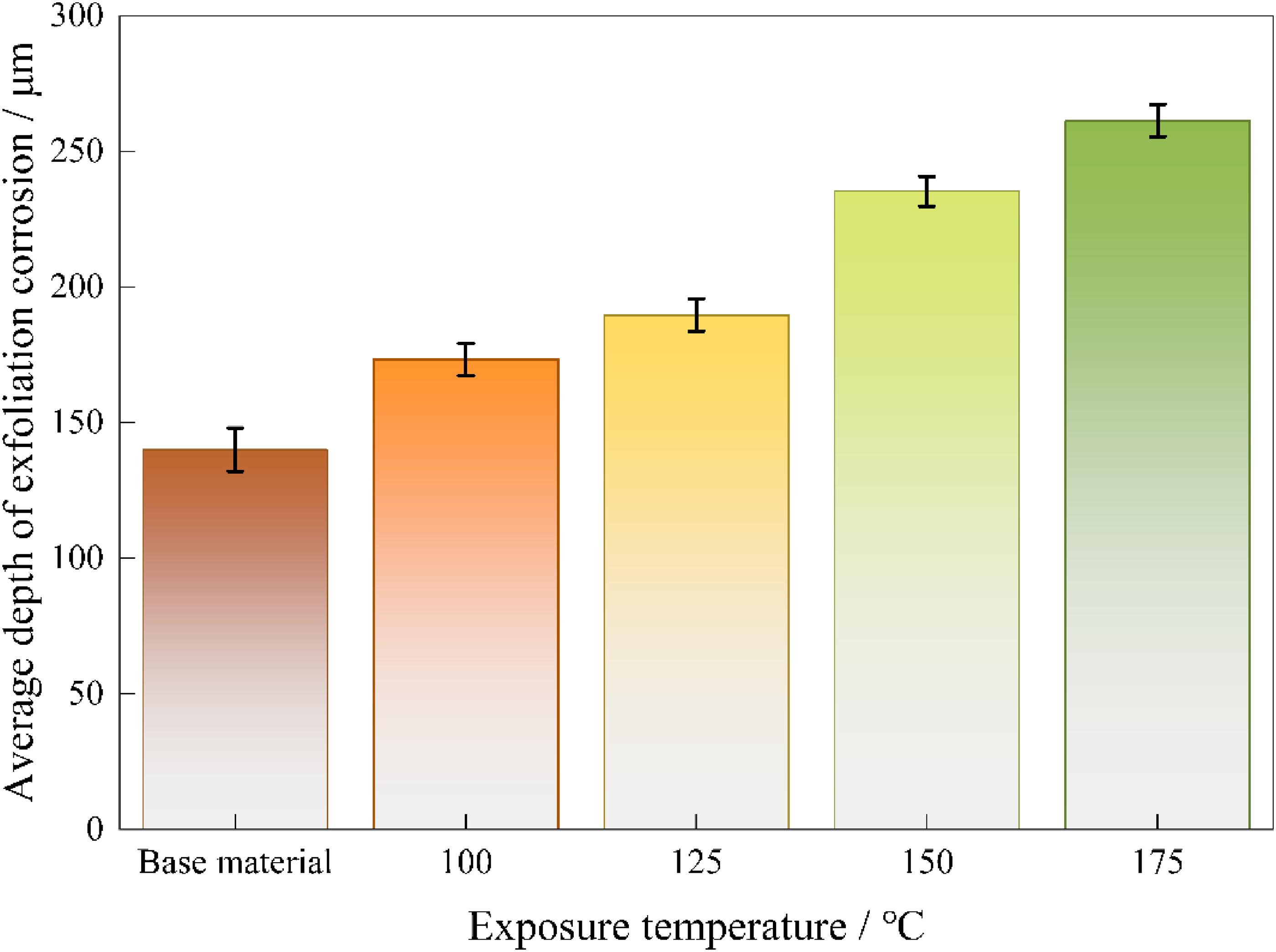
Table 6 and Figure 9 present the exfoliation corrosion depth of the 2A97-T84 Al-Li alloy exposed for 300 h at various thermal exposure temperatures. The data indicate that as the thermal exposure temperature is increased, the corrosion depth of the 2A97-T84 aluminum-lithium alloy in the standard exfoliation corrosion solution is also increased. At 175°C, the average corrosion depth and maximum depth are increased by 121.3 μm and 219 um. Compared to that of the base material, they are increased by 86.7% and 79.9%, respectively.
Average depth of exfoliation corrosion of 2A97 Al-Li alloy exposed for 300 h at different temperatures.
Exfoliation corrosion depth of 2A97-T84 Al-Li alloy exposed at 300 h with different thermal exposure temperatures.
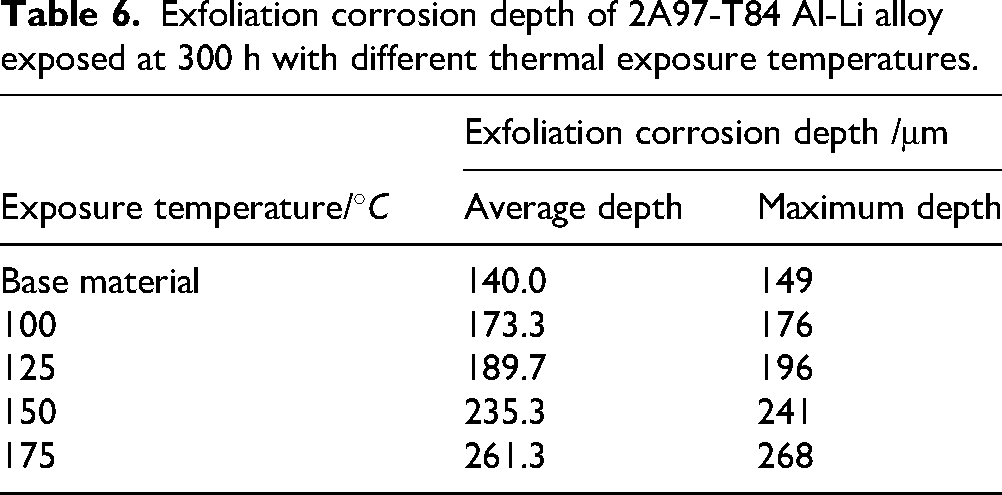
Figure 10 displays the SEM images of the exfoliation corrosion cross-section of 2A97-T84 Al-Li alloy at different thermal exposure temperatures. The images reveal that the corrosion surfaces exposed at varying temperatures are uneven, with a significant accumulation of corrosion products of varying thicknesses. Additionally, the cross-section exhibits typical characteristics of intergranular corrosion, with corrosion extending along the depth direction and penetrating deeper into the alloy.
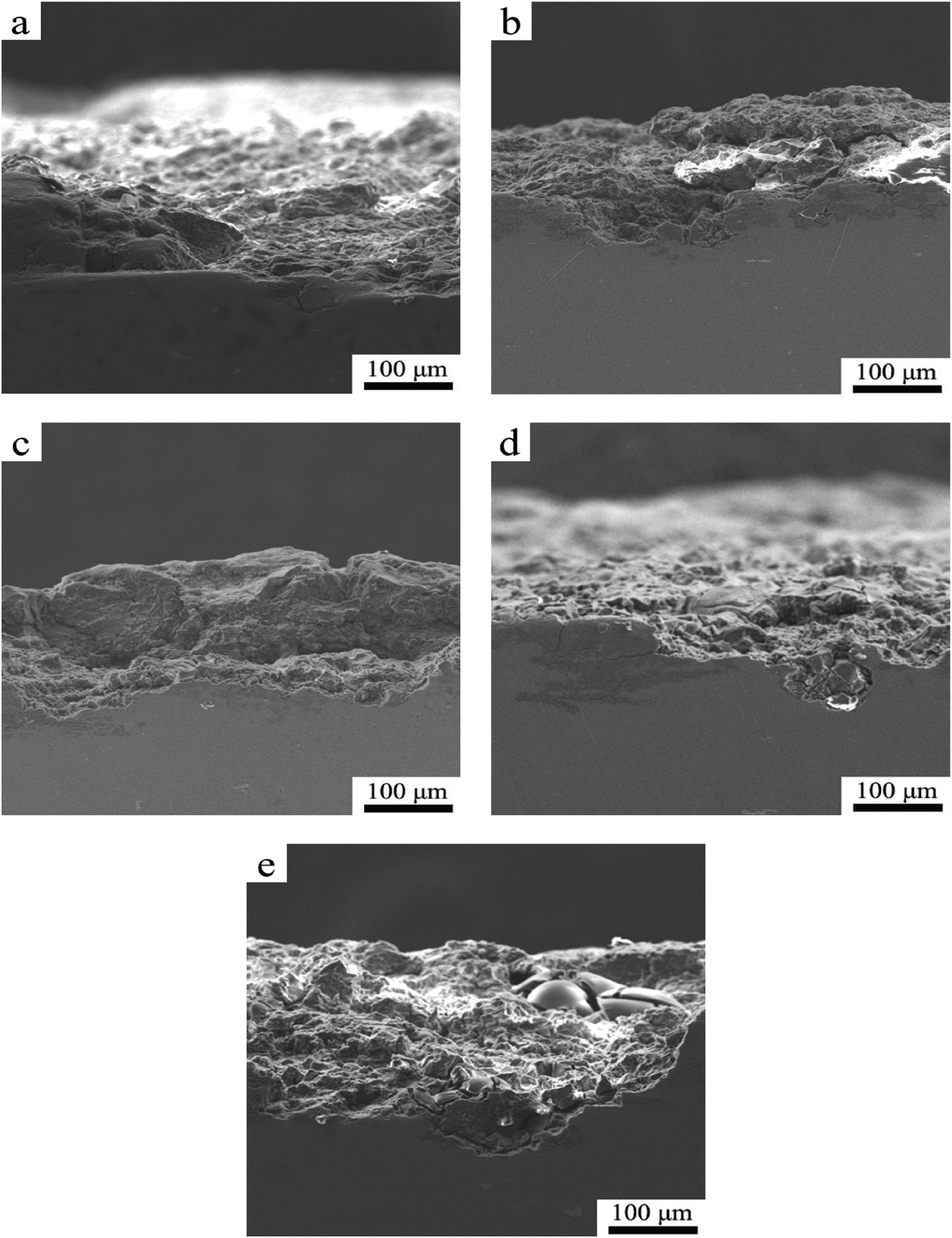
SEM image of exfoliation corrosion cross-section of 2A97-T84 Al-Li alloy exposed for 300 h at different temperatures. (a) Base material; (b)100
Figure 11 illustrates the corrosion surface characteristics of 2A97-T84 aluminum-lithium alloy after 6 h of immersion in a standard EXCO solution and thermal exposure at 100°C for varying durations. As shown in Figure 11(a), after corrosion, the distinct white particles are visible on the surface of the base material, which is also obviously damaged. The corrosion is primarily occurred at pitting sites and it is classified as PC grade according to ASTM exfoliation corrosion evaluation standards.

SEM images of the exfoliation corrosion surface of 2A97 Al-Li alloy after different time of thermal exposure at 100°C. (a) Base material; (b)100 h; (c) 300 h; (d) 500 h; (e) 1000 h.
Furthermore, when the alloy is exposed to 100°C for 100 h, the pitting on the sample surface is worsened with expanding pitting area; however, the peeling phenomenon is not intensified and the exfoliation corrosion rating of the sample is remained between PC and EA (Figure 11(b)). After 300 h of exposure at 100°C, the stratification is occurred on the sample surface, as shown in Figure 11(c). The corrosion extends into the surface layer of the sample with intensifying surface damage, and the exfoliation corrosion grade is increased from PC to EA.
Figure 11(d) displays the SEM image of the surface corrosion morphology after 500 h of thermal exposure at 100°C. Compared to the corrosion morphology of alloy observed after 300 h, the delamination is more obvious, which penetrates deeper into the metal surface. Additionally, the grains are observed on the alloy surface, and the exfoliation corrosion rating at this stage is classified as EB grade. When the alloy is exposed to 100°C for 1000 h, the surface delamination becomes even more severe than that of the alloy exposed for 500 h, with corrosion penetrating deeper into the alloy, as shown in Figure 11(e). According to the ASTM exfoliation corrosion evaluation standard, the exfoliation corrosion rating is remained at EB grade.
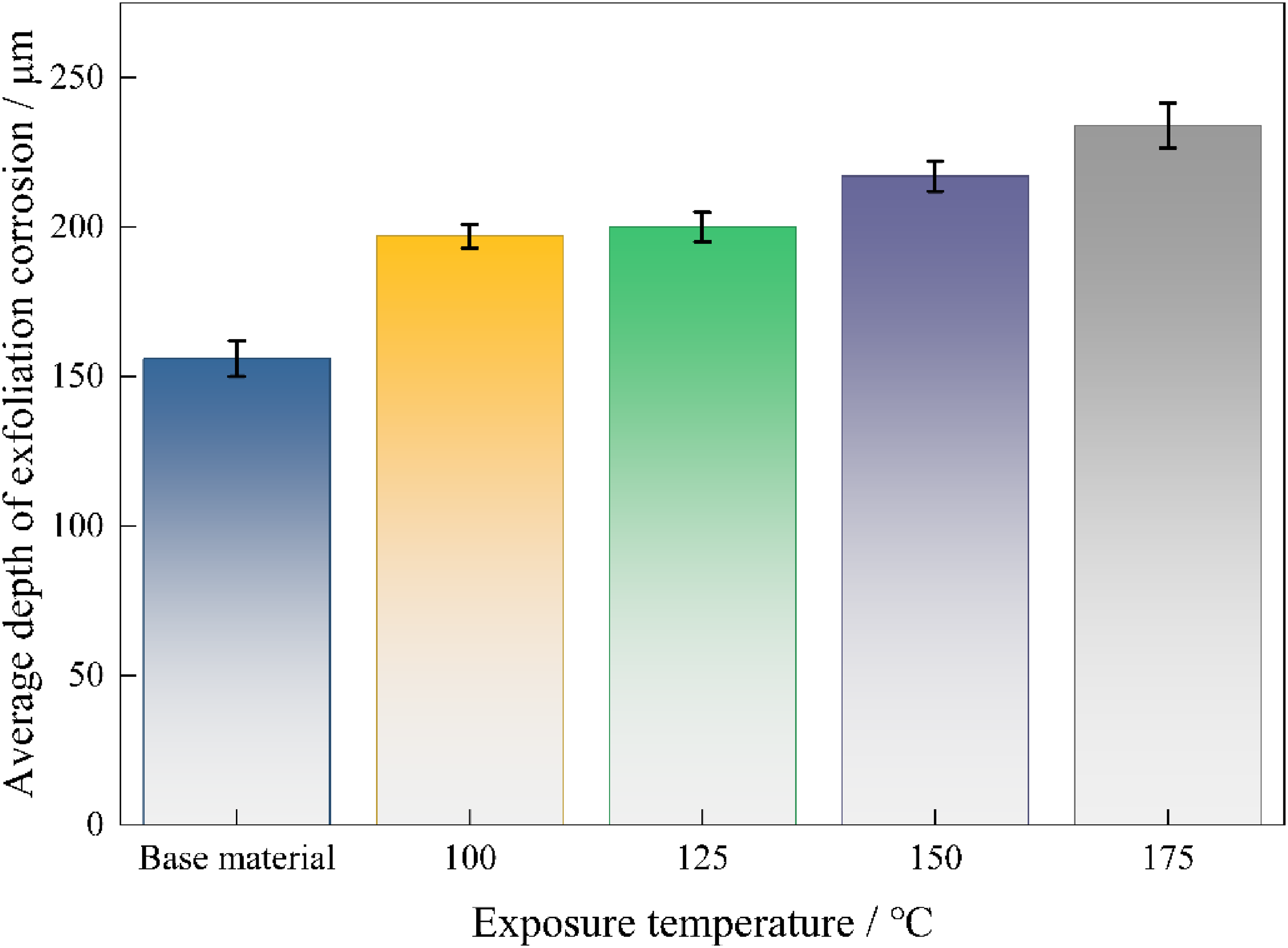
Table 7 and Figure 12 presents the exfoliation corrosion depth of the 2A97-T84 Al-Li alloy exposed at 100°C for varying durations. As the thermal exposure time is increased, the corrosion depth of the alloy in the standard exfoliation corrosion solution is gradually increased. At 1000 h, the average corrosion depth is increased by 76.7 μm compared to the base material, representing an increase of 51.5%.
Average depth of exfoliation corrosion of 2A97 Al-Li alloy exposed at 100
Exfoliation corrosion depth of 2A97-T84 Al-Li alloy exposed at 100°C with different thermal exposure time.
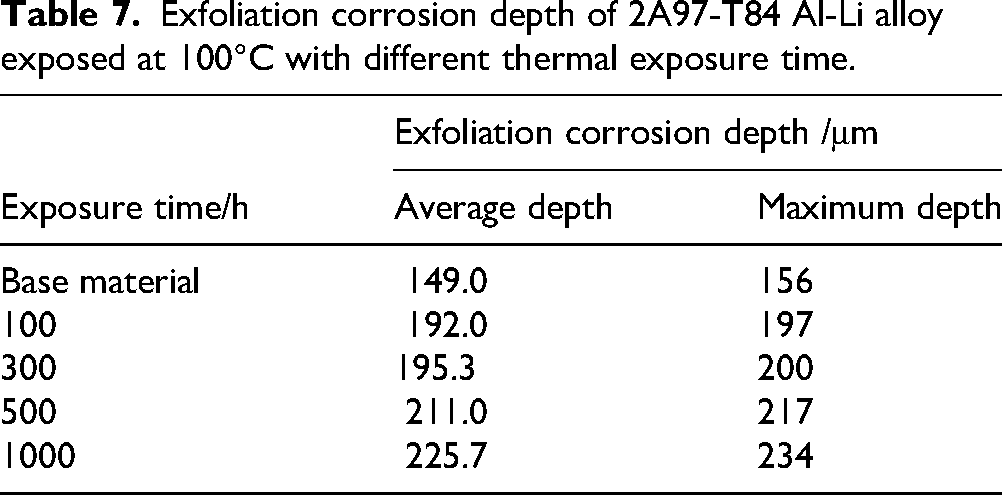
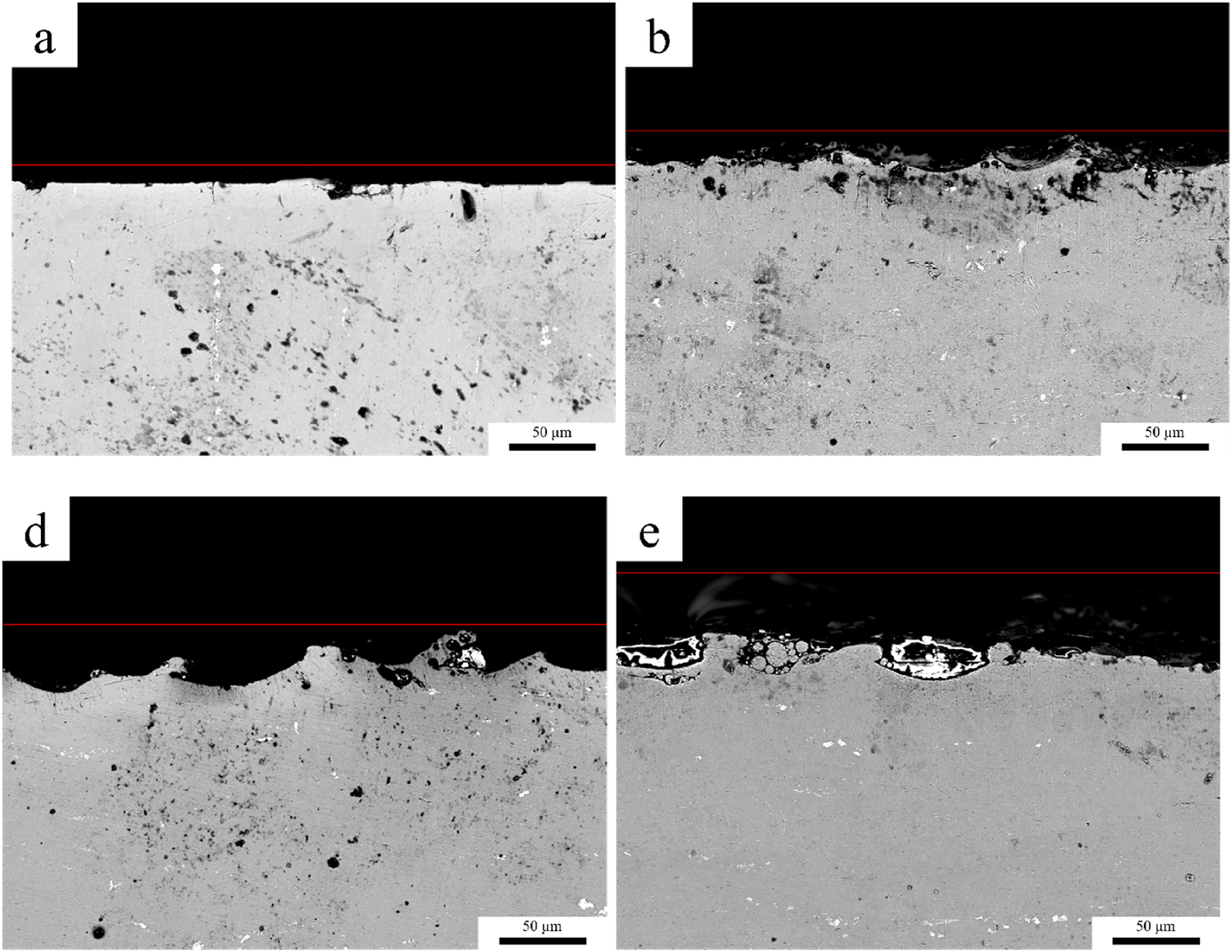
Figure 13 shows the SEM images of the corrosion cross-section of the 2A97-T84 Al-Li alloy after different exposure durations. The cross-sectional morphology of the samples is similar to that of those exposed at different thermal temperatures: the corrosion surface is uneven, a numerous corrosion products of varying thicknesses are present, and the grains are visible due to the corrosion process.
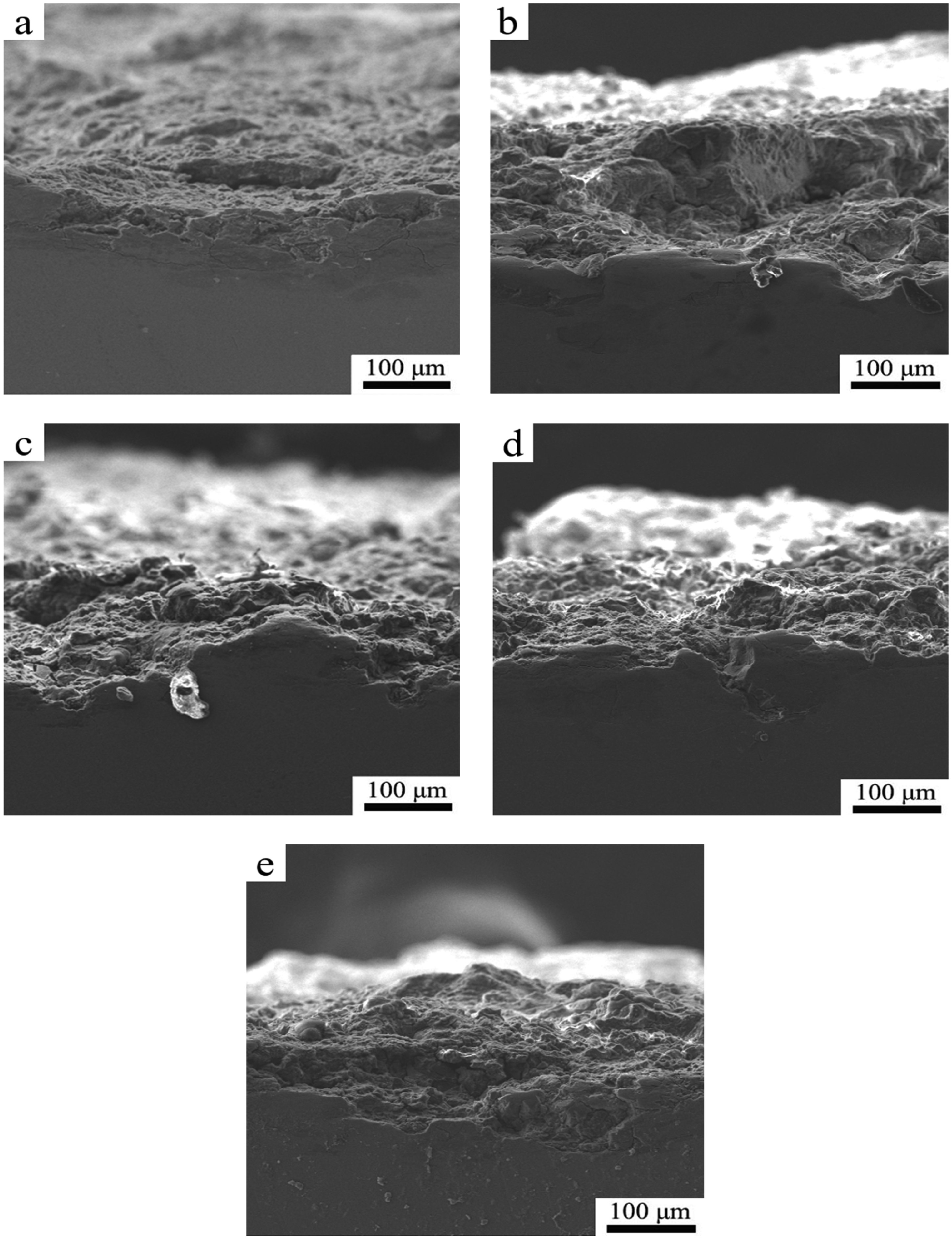
SEM image of exfoliation corrosion cross section of 2A97 Al-Li alloy exposedat 100°C for different time. (a) Base material; (b) 100 h; (c) 300 h; (d) 500 h; (e) 1000h.
Analysis and discussion
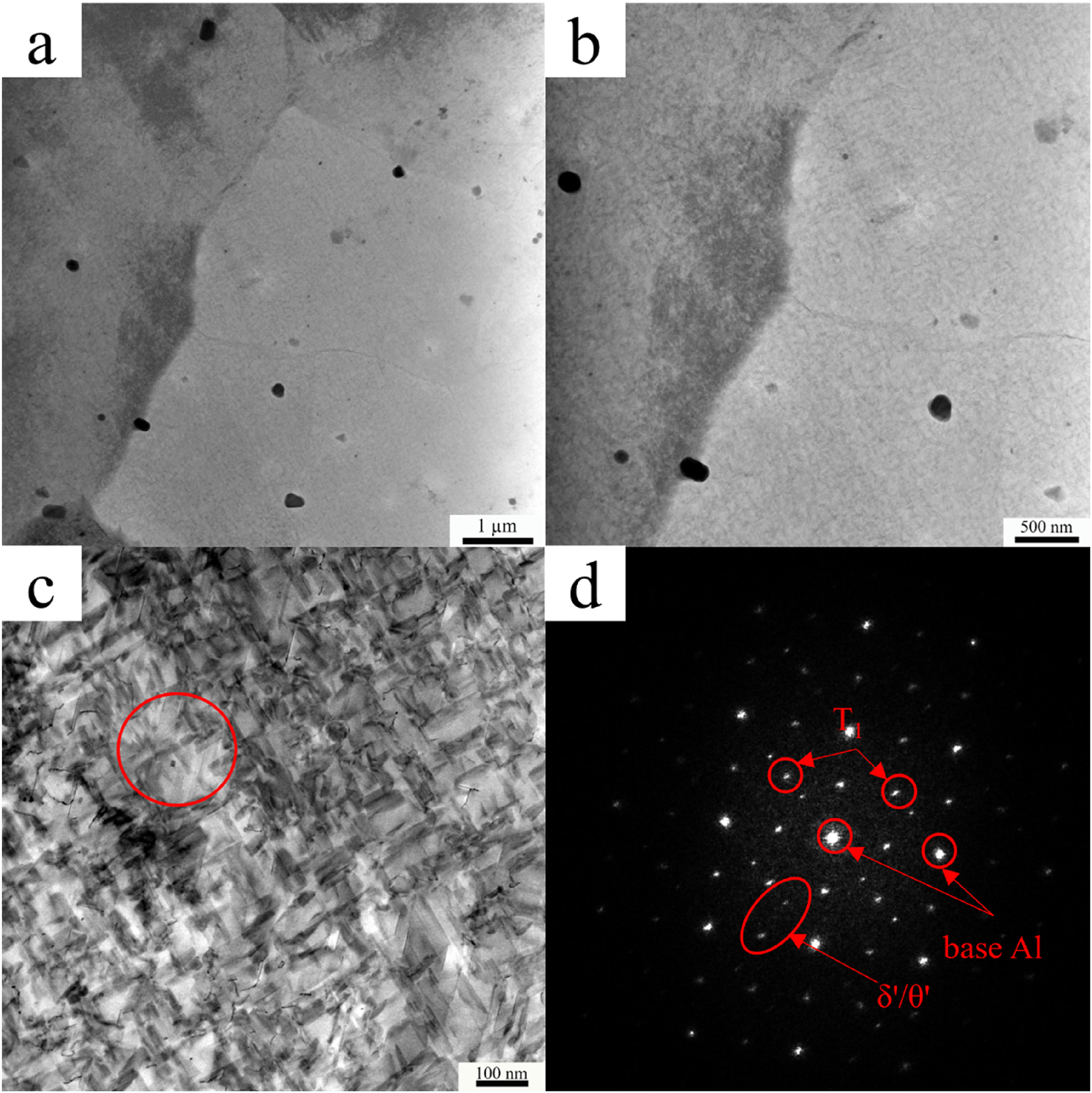
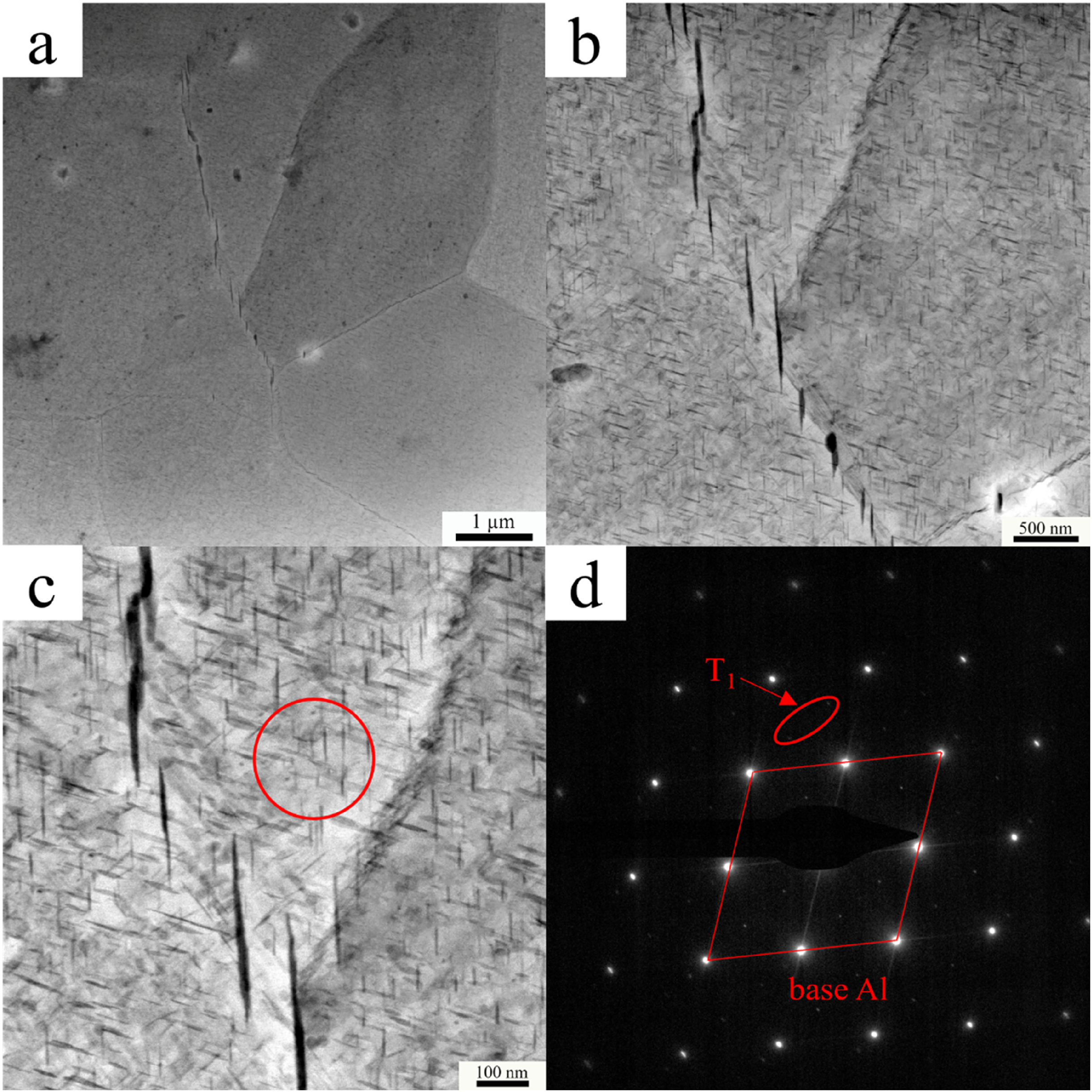
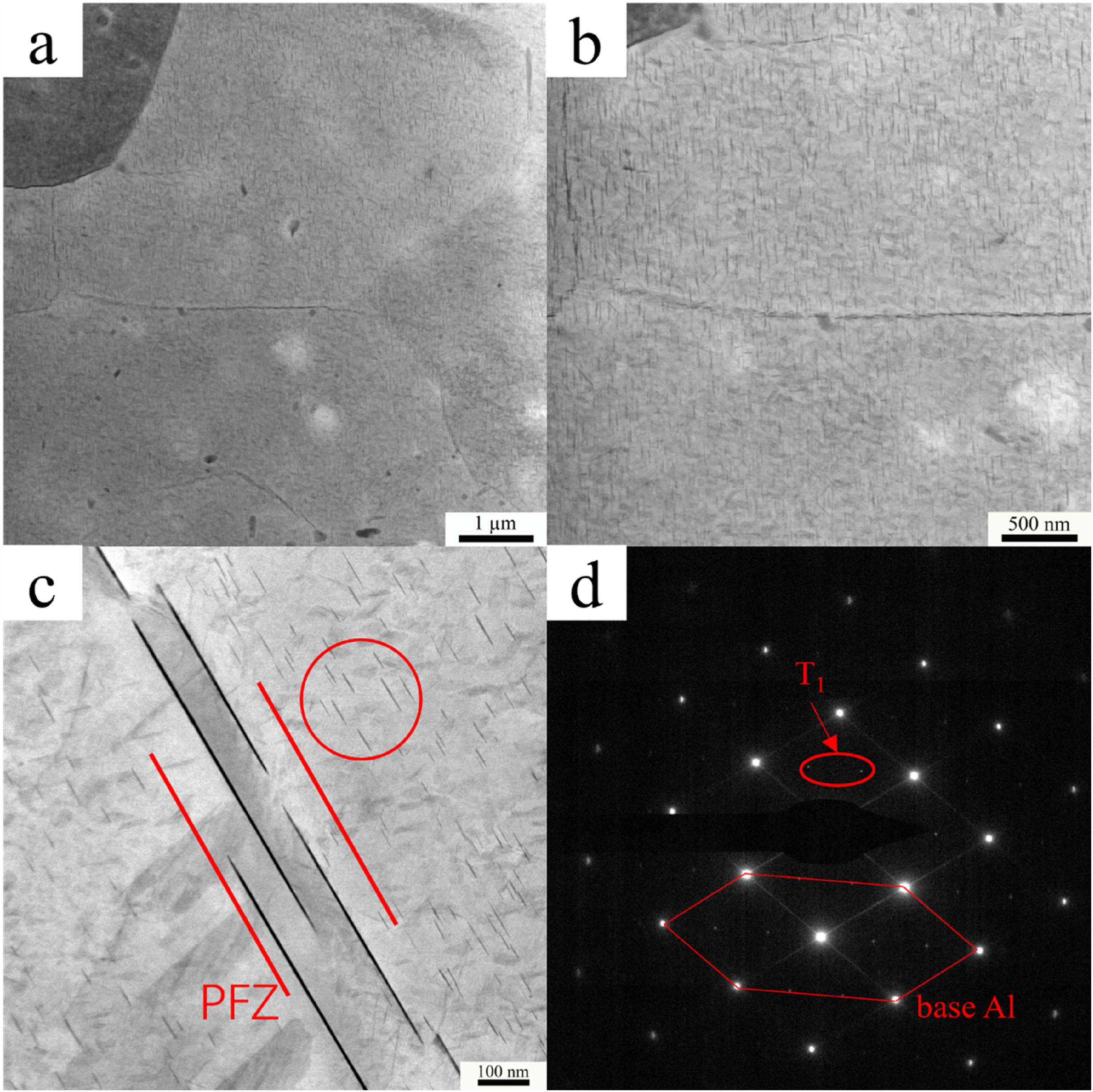
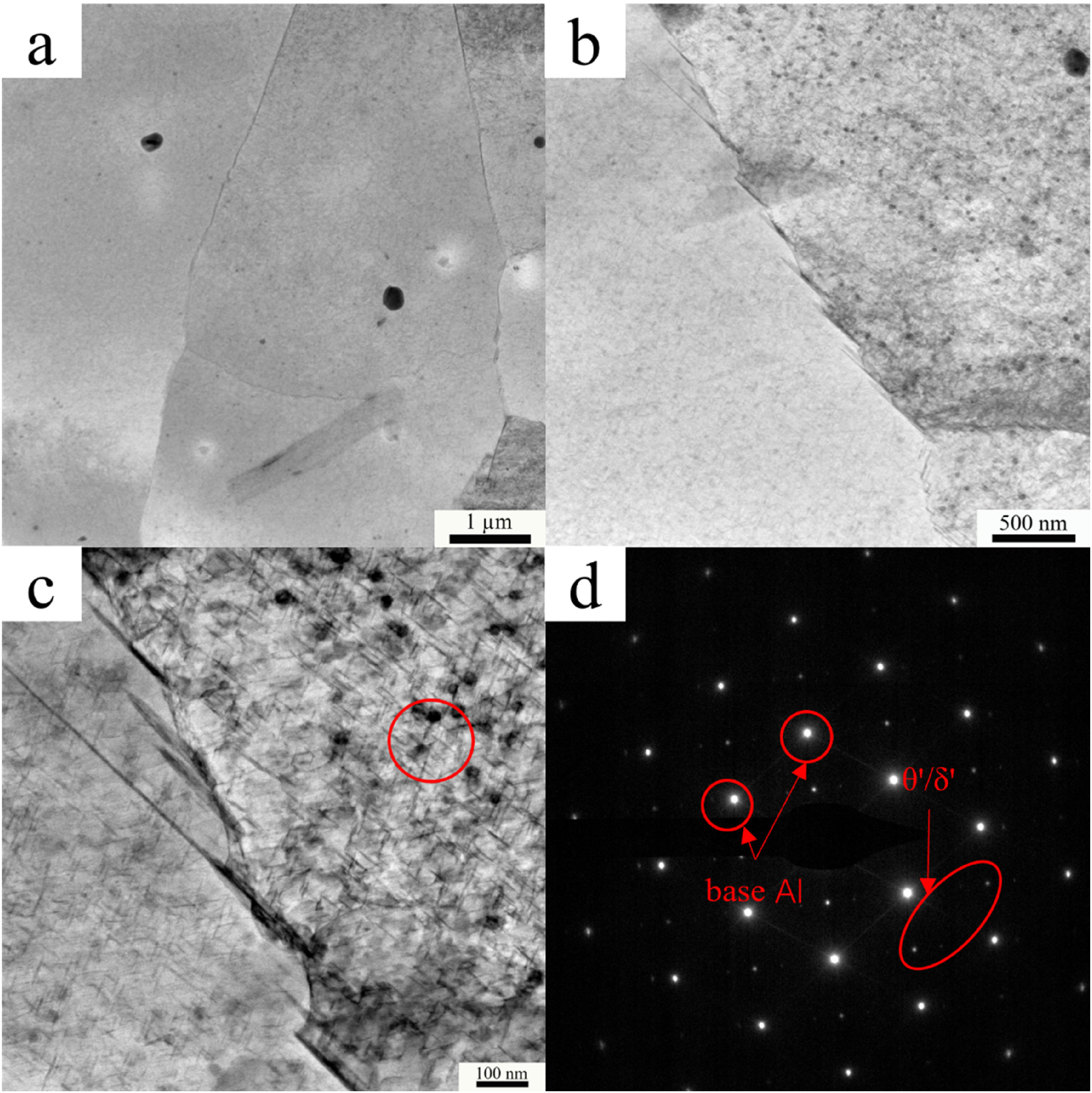
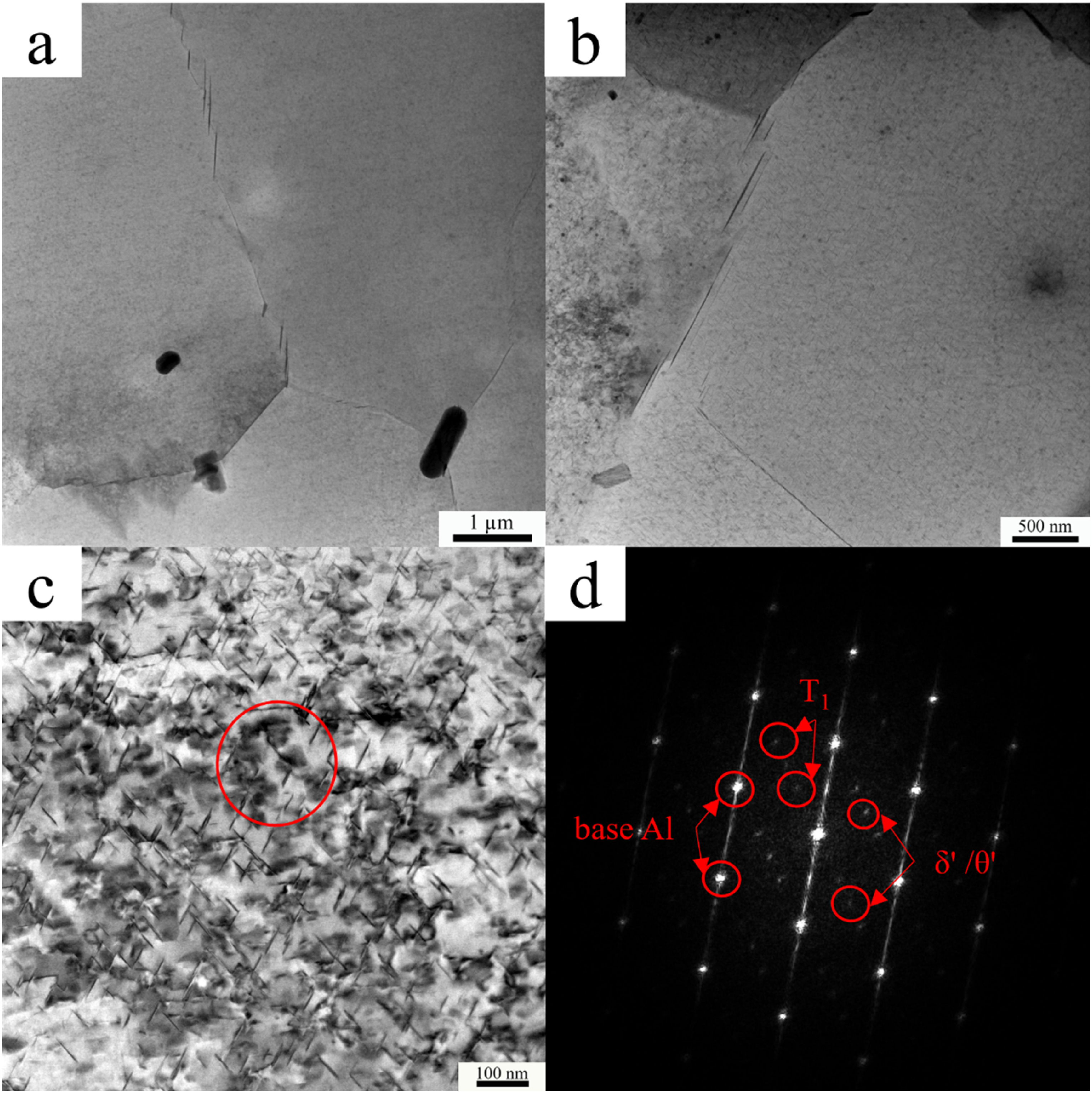
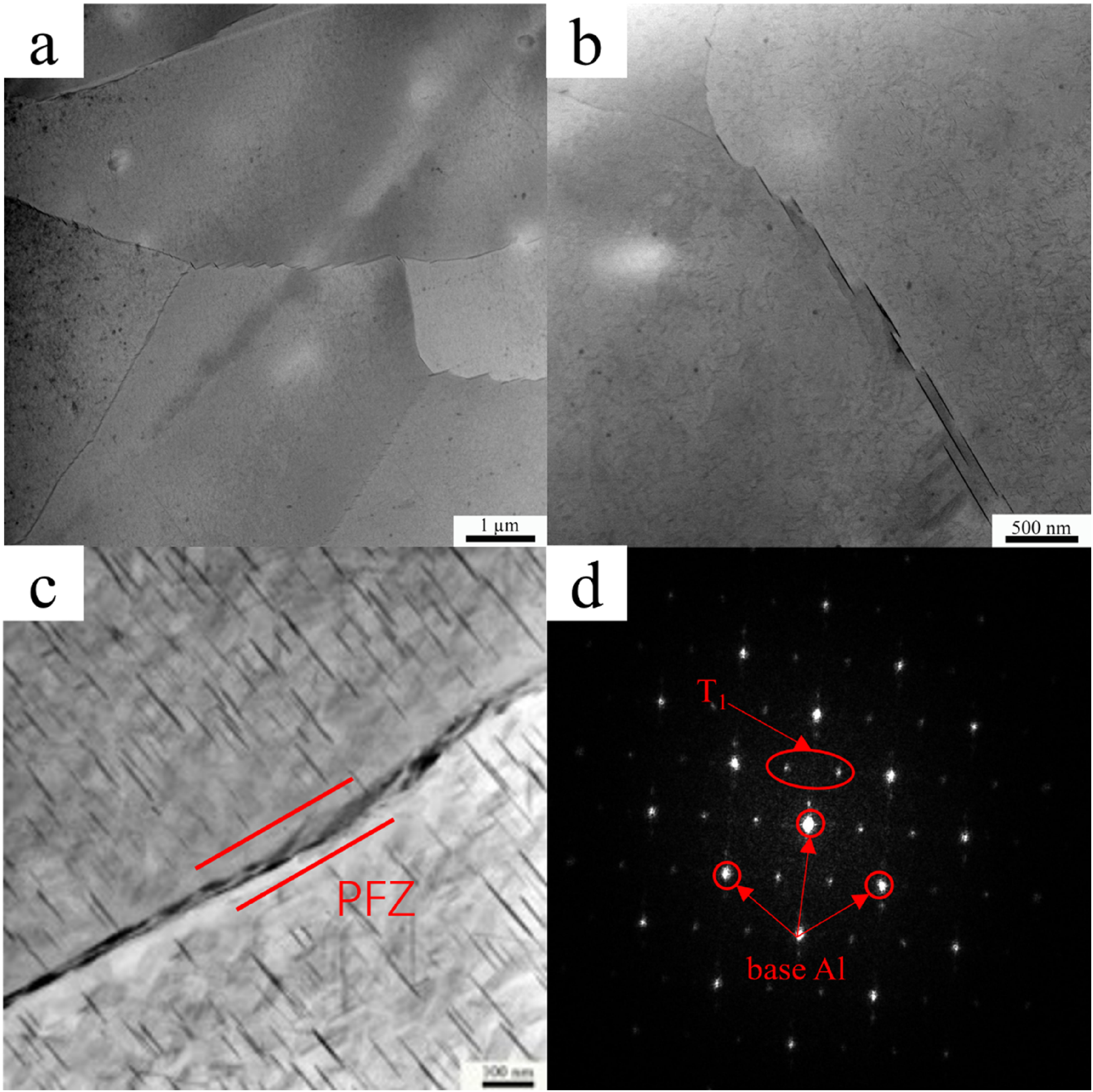
Figure 14 is the scheme of spots and streaks from the primary precipitated phases. TEM images of the 2A97-T84 Al-Li alloy exposed to different temperatures for 300 h from Figures 15–18, which illustrate the changes in the precipitated phases at different temperatures. When the thermal exposure temperature is 100°C (Figure 15), two sets of diffraction spots are observed in the base material, corresponding to the aluminum matrix and the δ'/θ’ phases, respectively. As the thermal exposure temperature is increased to 125°C, the T1 phase is precipitated, while the δ’ and θ’ phases in the alloy are gradually coarsened (Figure 16). While the thermal exposure temperature is 150°C, only the aluminum matrix and T1 phase remain, and the δ’ and θ’ phases disappear in the [110] direction (Figure 17). Upon the temperature is further increased to 175°C (Figure 18), only the coarsened T1 phase and the Grain Boundary Precipitation-Free Zone (PFZ) are visible, and the width of PFZ is 384 nm.
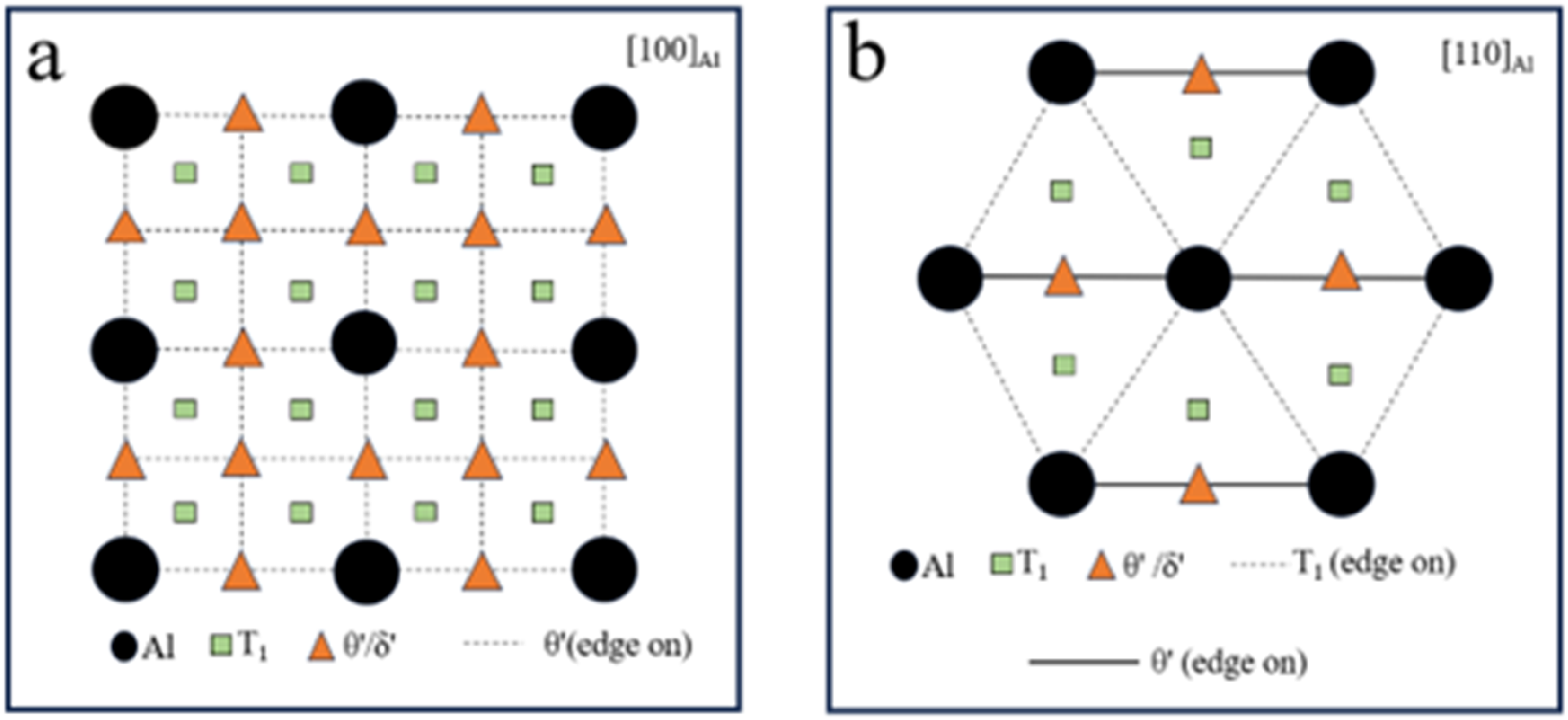
Scheme of the spots and streaks from the primary precipitated phases.
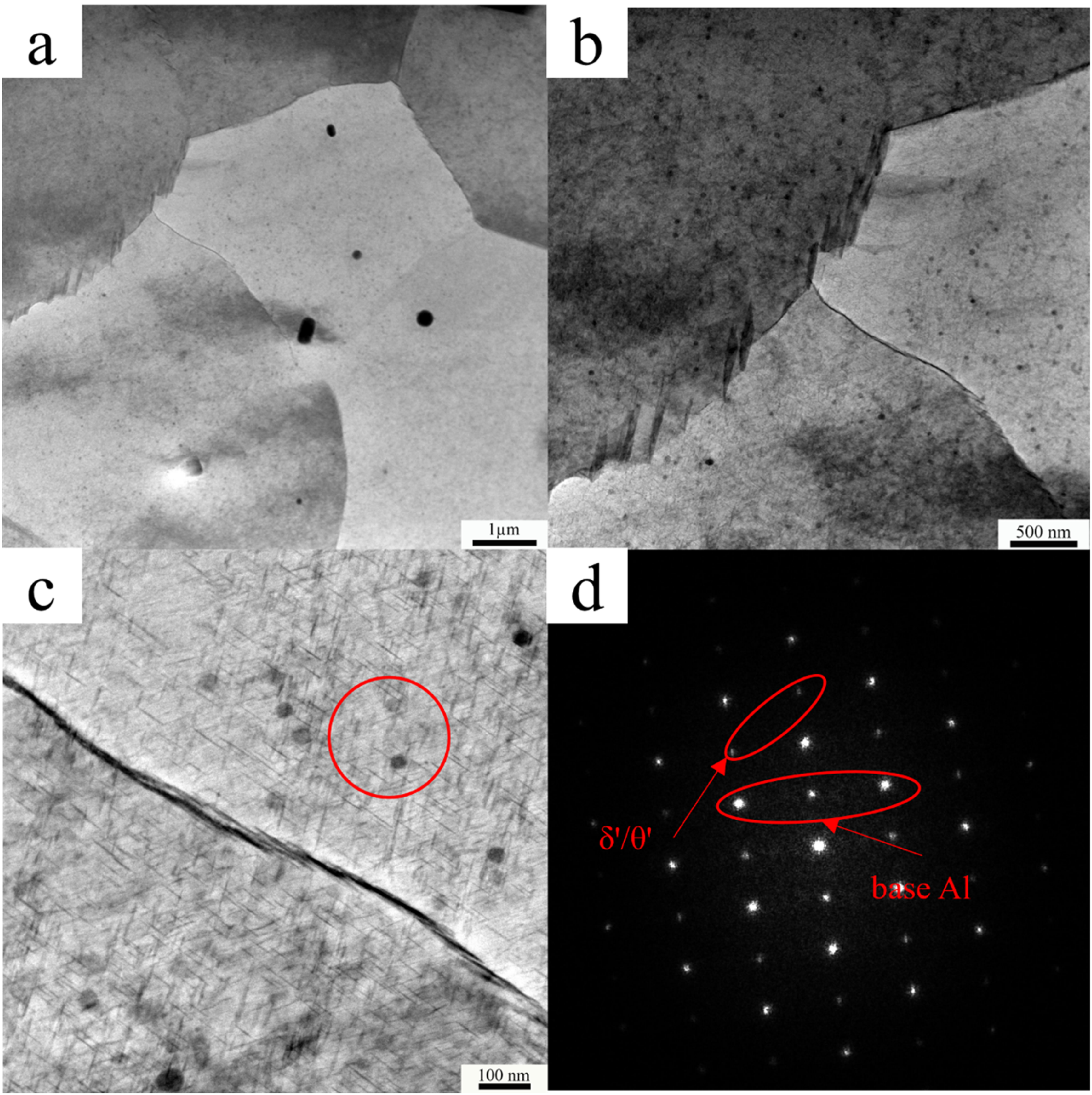
TEM and SAED images of 2A97 Al-Li alloy exposed for 300 h at 100°C. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED images of 2A97 Al-Li alloy exposed for 300 h at 125°C. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED images of 2A97 Al-Li alloy exposed for 300 h at 150°C. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED images of 2A97 Al-Li alloy exposed for 300 h at 175°C. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
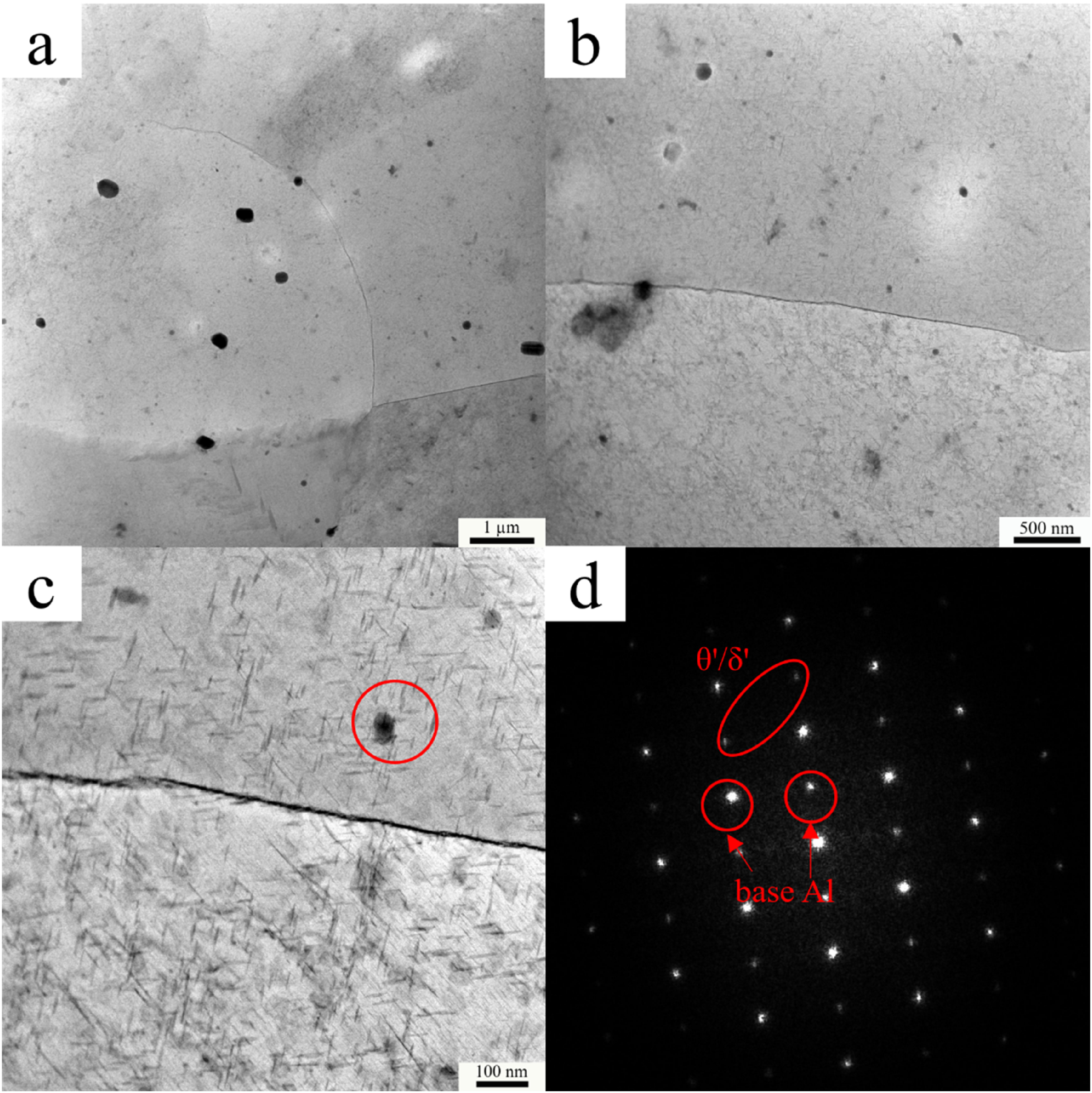
TEM images of the 2A97 Al-Li alloy exposed at 100°C for varying time is shown from Figure 19–22. As shown in Figure 19, both the spherical δ’ (Al₃Li) phase and the acicular θ’ (Al₂Cu) phase are present in the base material. As the thermal exposure time is increased to 300 h and 500 h, the needle-like T1 phase is gradually larger and coarser, while the δ’ and θ’ phases are gradually dissolved and disappeared (Figures 20 and 21). After the thermal exposure is 1000 h, the δ’ and θ’ phases are almost completely disappeared in the TEM image, only the coarsened T1 phase and the grain boundary precipitation-free zone are visible, and the width of PFZ is 249 nm (Figure 22).
TEM and SAED image of 2A97 Al-Li alloy exposed at 100°C for 100h. (a) Grain boundary; (b)Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED image of 2A97 Al-Li alloy exposed at 100°C for 300h. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED image of 2A97 Al-Li alloy exposed at 100°C for 500h. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
TEM and SAED image of 2A97 Al-Li alloy exposed at 100°C for 1000h. (a) Grain boundary; (b) Low magnification image; (c) High magnification image; (d) SAED.
After aging heat treatment, the primary precipitated phases in the 2A97-T84 aluminum-lithium alloy include the needle-like T1 phase, θ’ phase, and spherical δ’ phase. Among these, the δ’ phase (Al₃Li) has a lower potential than that of the base material, which contributes to the uniform corrosion characteristics during the exfoliation corrosion. Additionally, the θ’ phase (Al₂Cu) has a higher Cu content and lacks lithium element, it makes it act as a cathode during the corrosion. Moreover, the primary strengthening phase, T1, is predominantly distributed in the regions with the higher grain boundary and dislocation densities. Due to the lower potential of the active lithium element compared to the base material, it behaves as the anode during the corrosion reaction. 24 Therefore, the susceptibility of 2A97 Al-Li alloy to localized and exfoliation corrosion largely depends on the distribution of the T1 phase in the alloy.
Intergranular corrosion is a corrosion mechanism that occurs along or near grain boundaries, leading to a reduction in the intergranular bonding strength. In the case of 2A97 Al-Li alloy, the onset of intergranular corrosion is not easily detectable at the macroscopic level. However, at the microscopic level, it can penetrate deeply into the alloy, which disrupts the intergranular bonds and the strength of alloy is significantly weakened. Therefore, evaluating the intergranular corrosion performance is key research in the study and application of Al-Li alloys.
The intergranular corrosion morphology of the alloy under different thermal exposure conditions reveals the presence of grains in the cross section. During the rolling of the aluminum-lithium alloy sheet, the grains are elongated along the rolling direction, resulting in a strip-like grain morphology. Additionally, in the process of intergranular corrosion, the corrosive medium infiltrates the material through the paths formed along the grain boundaries, so the corrosion process is accelerated. As a result, the appearance of intergranular corrosion closely follows the grain structure. Furthermore, the type, quantity and morphology of the second-phase are precipitated with increasing thermal exposure temperature or exposure time, which leads to the formation of precipitation-free zones at the grain boundaries, and further promotes the corrosion.
The results of the intergranular and exfoliation corrosion tests demonstrate that the grain boundary is the primary path for corrosion diffusion in 2A97 aluminum alloy. While the thermal exposure time is prolonged or thermal exposure temperature is increased, the corrosion resistance of alloy is reduced. This degradation is occurred because a significant number of solute atoms are consumed by T1 phase during its growth and coarsening, which leads to the formation and expansion of the precipitation-free zone (PFZ) at the grain boundaries. Then thesePFZs can form a galvanic couple with the substrate and the grain boundary, where the dissolution of the PFZ, acting as the anode, promotes the corrosion. Yang et al. 25 observed that the T1 phase is continuously distributed along the grain boundaries of Al-Li alloys, with a segregation of Cu in this region, which contributes to a reduction in the corrosion resistance of alloy. Chen et al. 26 identified grain boundary PFZs in both the grain boundary and sub-grain boundary regions of Al-Li alloys and observed intergranular corrosion when the alloy was immersed in NaCl solution. However, using a pre-tensile treatment triggered uniform precipitation within the alloy, which eliminates the PFZ and the intergranular corrosion phenomenon. Therefore, the primary cause of intergranular corrosion is the preferential corrosion of the PFZ. Compared with the results in the literatures, the presence of PFZ is the main cause of corrosion for aluminum-lithium alloys.27–29
Luo et al.
30
outlined the electrochemical reaction mechanisms of the alloy in exfoliation corrosion solution as follows:

During the corrosion, hydrogen gas (H₂) is produced, and the presence of OH− ions cause the corrosion solution to become alkaline. It also demonstrates that the dense oxide layer on the aluminum alloy surface is disrupted in alkaline solutions, which allows the underlying alloy to continue reacting with the corrosion solution. This reaction results in the formation of insoluble Al(OH)₃ to precipitate on the surface of alloy. When the volume of Al(OH)₃ significantly exceeds the volume of corroded aluminum metal, the Al(OH)₃ layer is expanded, so the tensile stress is produced at the grain boundaries. As the expansion of the surface of alloy progresses, the surface eventually becomes detached, even in severe cases, then the large-scale exfoliation occurs, which leads to the formation of a layered structure on the surface of alloy, and the metallic luster is lost (Figure 8 and Figure 11).
The controlling effect of thermal exposure parameters on precipitation evolution: the type, size and distribution characteristics of precipitates in 2A97 Al–Li alloy is determined together by thermal exposure temperature and time, and the temperature plays a dominant role. Under lower temperature or shorter time, the microstructure of alloy is dominated by the fine, dispersed δ′ (Al₃Li) and θ′ (Al₂Cu) phases. As the thermal exposure temperature is increased or the thermal exposure time is prolonged, the δ′ and θ′ phases are gradually coarsened and dissolved, while the more stable T1 (Al₂CuLi) phases are precipitated in large quantities and are grown rapidly. Furthermore, the T1 phase preferentially nucleates at dislocation-dense regions and grain boundaries, and they exhibits a continuous distribution with increasing volume fraction and size. Simultaneously, the solute atoms near the grain boundaries are continuously consumed due to the growth of T1 phase, which induces and exacerbates the formation and expansion of precipitation-free zones (PFZs) at the grain boundaries.
The influence of microstructure evolution on local electrochemical behavior: the transformation of precipitation phase and the expansion of PFZ significantly alter the local electrochemical inhomogeneity of the alloy. The δ′ phase, rich in active Li, exhibits a uniform and dispersed distribution that facilitates a relatively uniform corrosion morphology. The T1 phase, initially anolyte due to its Li content, is preferentially dissolved. In the process of corrosion, Li is preferentially dissolved in the T1 phase, while Cu is gradually accumulated, which causes a positive potential shift and promotes the electrochemical dissolution of the surrounding matrix and PFZ. Simultaneously, the PFZ, depleted of solute, exhibits a lower corrosion potential. After forming an electrocoupling system with the intragranular matrix and grain boundary precipitates, it becomes a preferential dissolution region, which significantly enhances the driving force for the local corrosion at the grain boundaries.
Microstructural changes drive the macroscopic degradation of corrosion resistance: on a macroscopic scale, the evolution of precipitates and the expansion of PFZ are directly determined the changing patterns of the corrosion resistance of alloy. With increasing thermal exposure temperature or time, the polarization curve shifts overall towards a negative potential, the self-corrosion potential decreases, and the corrosion current density increases, which indicates a continuous decline in the corrosion resistance of alloy. Furthermore, the corrosion morphology gradually shifts from predominantly pitting corrosion to intergranular corrosion dominated by grain boundaries, eventually develops into deep exfoliation corrosion. In addition, the experimental results show that increasing thermal exposure temperature accelerates the continuous precipitation of T1 phase and the propagation time of PFZ, thus it has a more significant impact on the depth of intergranular corrosion, the grade of exfoliation corrosion, and the rate of corrosion propagation.
Conclusions
After thermal exposure, the corrosion resistance of 2A97 Al-Li alloy is significantly reduced, and the effect of temperature on corrosion resistance is more significant than that of exposure time. With increasing thermal exposure temperature from room temperature to 175°C, the self-corrosion potential of alloy continuously shifts to more negative values. When the exposure time is 300 h, the average depth of intergranular corrosion is increased from approximately 25.3 μm to 102.7 μm, and the exfoliation corrosion is deteriorated from PC to EC. In contrast, when the exposure time is prolonged to 1000 h at 100°C, the corrosion is exacerbated, the average depth of intergranular corrosion is increased from approximately 30 um to 54.3 um, and the exfoliation corrosion is deteriorated from PC to EB.
The large-scale precipitation of T1 phases is promoted after thermal exposure, and they are distributed continuously at the grain boundaries, while the solute atoms are simultaneously consumed in order to form and widen the grain boundary free zone (PFZ). In addition, the T1 phase is preferentially dissolved as the anolyte is in the early stage of corrosion, while the galvanic corrosion formed between the PFZ and the matrix significantly accelerates the spread of corrosion along the grain boundaries, which leads to an increase in the intergranular corrosion depth and exfoliation corrosion
Under different thermal exposure conditions, the local electrochemical heterogeneity of the alloy is changed by regulating the evolution path of precipitated phases (δ′/θ′→T1) and the formation and expansion of grain boundary PFZs. These microstructuralchanges ultimately lead to a systematic degradation in the corrosion resistance. Among these factors, the continuous distribution of T1 phase and the widening of PFZs at grain boundaries are the key bridge that connecting thermal exposure conditions with the intensification of intergranular corrosion and exfoliation corrosion. Consequently, the stability of the grain boundary structure is critical factor governing the long-term corrosion resistance of 2A97 Al-Li alloy.
Footnotes
Acknowledgement
This work was supported by the fund of National Natural Science Foundation of China(No.U25A20205), Xianyang Science and Technology Plan Program (No.L2025-ZDYF-GDZB-014), and Key R&D Project in Shaanxi Province (No.2024GX-YBXM-211).
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Xi'an Science and Technology Program, (grant number 24LLRHZDZX0008).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.