
Abstract
An innovative approach for reinforcing 316L alloy with WC particles of different scales is proposed. WC/316L composite specimens featuring single- and multi-layer structures with different WC particle scales were produced through the laser-directed energy deposition (LDED) process. The incorporation of WC effectively promoted the formation of a passive film, significantly impeding the penetration of Cl− ions from the NaCl solution into the composite, thus preventing charge transfer and effectively suppressing further corrosion. Among the specimens, the fine WC/316L composite showed the highest corrosion resistance, achieving an 83.54% reduction in corrosion current and a 724.5% increase in polarization resistance. The average transverse tensile strengths for the four specimens—316L, 8 wt.% coarse WC/316L, 8 wt.% fine WC/316L, and a combination of 4 wt.% coarse WC and 4 wt.% fine WC/316L—were measured at 916 MPa, 959 MPa, 977 MPa, and 929 MPa, respectively, at three tensile rates. Compared to the pure 316L specimen, the tensile strengths of the other three materials improved by 4.7%, 6.7%, and 1.4%, respectively. These results demonstrate that the incorporation of WC significantly enhances the corrosion resistance and tensile properties of 316L alloy, offering an innovative solution to challenges like corrosion vulnerability and limited strength in aerospace, petroleum, and other applications.
Keywords
Introduction
With the continuous advancement of modern manufacturing technologies, laser-directed energy deposition (LDED), a novel additive manufacturing (AM) method, has attracted widespread interest in materials science for its outstanding capability in producing high-performance materials.1–3 LDED not only enables the deposition of complex geometries with high precision but also offers high material utilization efficiency, making it particularly suitable for preparing high-performance composite materials. 4 This technique involves locally heating and melting metal powders with a laser beam on a substrate surface, depositing material layer by layer along predefined scanning paths to form three-dimensional structures.5,6 LDED exhibits higher deposition efficiency and reduced heat-affected zones, allowing precise control over material composition and microstructure, thereby effectively enhancing the properties of composite materials.7,8 Compared to traditional manufacturing methods, LDED provides significant advantages, particularly in fabricating complex-shaped metal components, repairing existing structures, and producing functionally graded materials (FGMs) and composites, demonstrating unique potential in these applications.9,10 LDED enables precise deposition control, facilitating the optimization of forming quality through adjustments in laser power, scanning speed, and powder feed rate. Moreover, the phase composition and microstructure of composites can be accurately tailored during deposition to meet the high-performance requirements of various application domains. 11
Renowned for its remarkable corrosion resistance and high-temperature durability, 316L stainless steel is extensively used in chemical industries, marine engineering, and medical devices.12–14 The superior corrosion resistance of 316L primarily stems from its high chromium, nickel, and molybdenum content, which promote the formation of a protective passive film. However, despite excellent performance under most conditions, 316L exhibits limitations in highly aggressive corrosive environments. For instance, in chloride-containing settings, it is susceptible to localized corrosion, such as stress corrosion cracking and pitting.15,16 Lai et al. 17 improved the corrosion resistance of 316 alloys by adding 1-5 wt.% tungsten (W) particles; the resulting tungsten-molybdenum carbides effectively protected the substrate, thereby enhancing corrosion resistance. In addition to corrosion behavior, the mechanical properties of 316L also present certain constraints. Although it demonstrates good ductility and formability, its strength is relatively low, making it prone to tensile fracture or plastic deformation under high-load or high-temperature conditions.18,19 Therefore, enhancing the performance of 316L alloys is imperative for applications requiring higher strength. Zhai et al. 20 developed TiC/316L composites and showed that TiC incorporation significantly refined the grain size of the 316L matrix, increasing yield strength by 26.06%.
Tungsten carbide (WC), which exhibits extremely high hardness and excellent wear resistance, shows broad application prospects in high-friction and high-load environments. With hardness approaching that of diamond, WC offers considerable advantages in machining, cutting tools, mold manufacturing, and wear-resistant coatings. WC particles are frequently employed to enhance wear resistance, improve compressive strength, and extend the service life of materials. In some specialized applications, WC also provides resistance to thermal corrosion and oxidation, making it widely used in aerospace, metallurgy, mining, and mechanical engineering. 21 Owing to its high hardness and thermal stability, incorporating WC particles into metal matrices—especially stainless steel alloys–can effectively improve both tensile and corrosion resistance. In metal matrix composites, WC particles typically serve as a reinforcement phase; increasing their volume fraction markedly enhances the mechanical properties of the composites.22,23 Han et al. 24 reinforced HX alloy with WC particles, finding that the addition refined the grains and increased the tensile strength of the HX alloy by 13%. Chen et al. 25 developed WC/Ni composite coatings and demonstrated that WC particles significantly reduced the corrosion current of the Ni-based alloy, thereby improving its corrosion resistance. Although WC particles and carbide phases can improve the hardness and strength of stainless-steel-based composites, their effect on corrosion resistance is not straightforward. 26 Previous studies have reported that carbide precipitation may act as preferential sites for localized corrosion because of micro-galvanic coupling between carbide-rich phases and the matrix, as well as possible elemental segregation near carbide/matrix interfaces.27,28 In particular, carbide formation may locally affect the distribution of Cr and Mo, thereby influencing the stability and continuity of the passive film. Conversely, when a stable Cr-rich or Cr/Mo-enriched passive layer is maintained or promoted on the surface, the corrosion resistance of stainless-steel-based composites can still be improved despite the presence of carbide phases.29,30 Therefore, the corrosion behavior of WC-reinforced 316L composites is not governed by a single factor, but is closely associated with the distribution of carbide phases, interfacial characteristics, and the formation and stability of the surface passive film.
In this study, the LDED technique was employed to reinforce 316L alloy using both coarse and fine WC particles, aiming to enhance its tensile and corrosion resistance. The microstructural morphology of the deposited specimens was comprehensively characterized, and the mechanisms underlying the improvement in tensile and corrosion properties of the WC-reinforced 316L composites were systematically analyzed.
Experimental procedures
Materials
The 316L powder used in this study was supplied by Tianjin Zhujin Co., Ltd, with particle sizes ranging from 53 μm to 150 μm. Its chemical composition is detailed in Table 1. Composite powders were prepared via mechanical alloying, incorporating 8 wt.% coarse WC, 8 wt.% fine WC, and a mixture of 4 wt.% coarse WC with 4 wt.% fine WC. Ball milling was performed for 4 h at a ball-to-powder ratio of 4:1.
Chemical composition of 316L powder (wt.%).
Experiment process
As illustrated in Figure 1, the laser melting deposition system used in this study comprised a fiber laser (RFL-C4000; maximum power: 4 kW; spot diameter: 3.6 mm; continuous wave mode, wavelength: 1080 nm), an RC-HLDM4000 industrial robotic system integrating a Laserline 4000 laser unit and a KUKA KR 16–1610–2 robotic arm, a DOLUYO water-cooling unit, an RC-PGF-D pneumatic powder feeder, and a three-channel coaxial powder nozzle. To reduce oxidation during the deposition process, argon shielding was applied throughout the procedure.
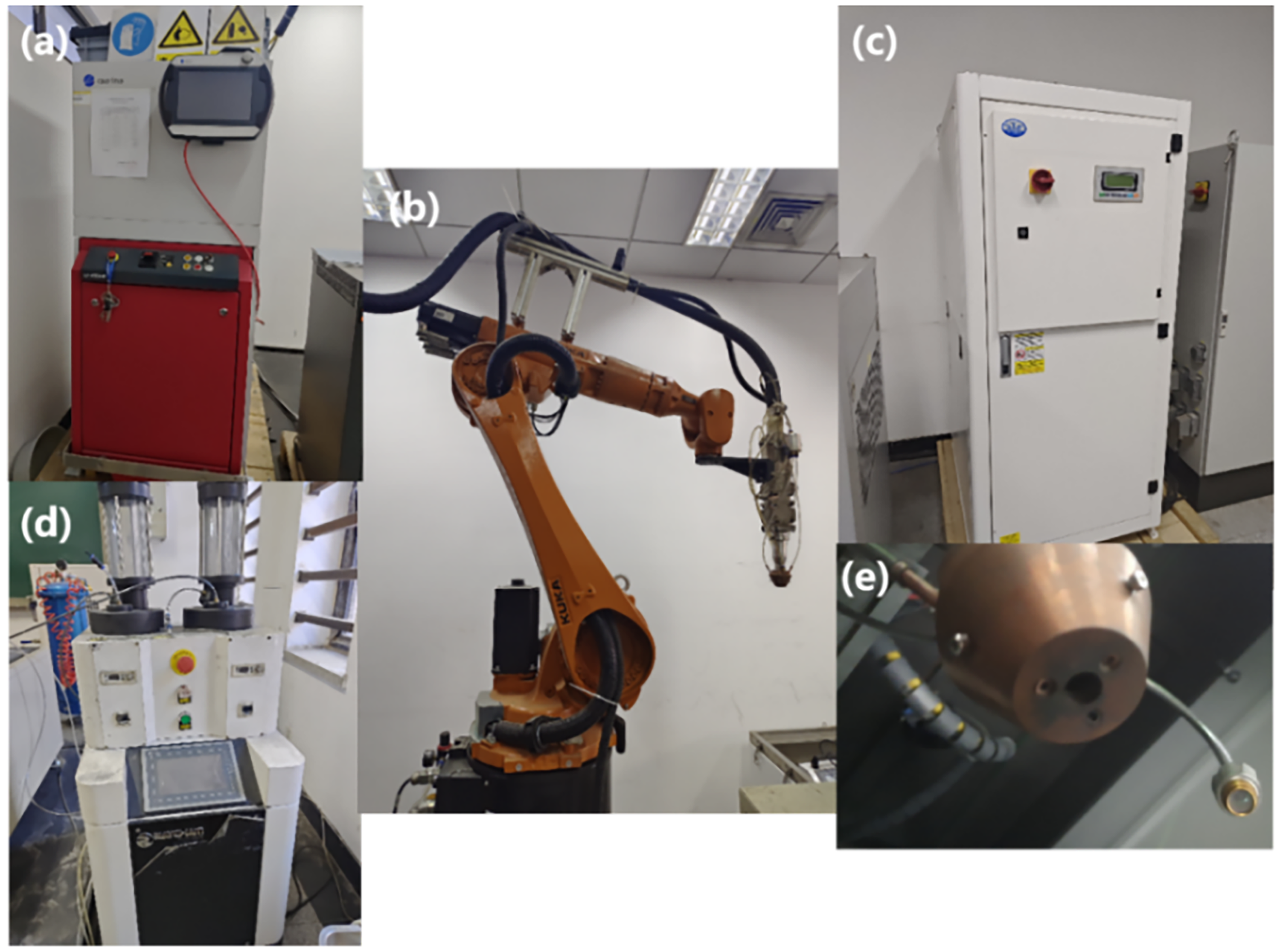
LDED manufacturing system. (a) fiber laser; (b) industrial robot; (c) water-cooling machine; (d) pneumatic powder feeder; (e) three-channel coaxial powder nozzle.
For fabricating multilayer specimens, uniform laser deposition parameters were employed, including a laser power of 1.5 kW, a scanning speed of 10 mm/s, and a powder feed rate of 1.0 r/min. Each deposited layer measured approximately 1 mm in thickness, yielding a final sample thickness of 5 mm. An overlap ratio of 50% was maintained between successive tracks. A schematic of the multilayer specimen preparation is provided in Figure 1.
Multilayer specimens with dimensions of 45 mm × 75 mm × 5 mm were fabricated via LDED. For each material, deposition was carried out along both horizontal and vertical scanning directions.
Electrochemical experiments
Electrochemical corrosion tests were performed with a CHI660E electrochemical workstation in a standard three-electrode configuration. Before testing, the four composite deposited samples were immersed in a 3.5 wt.% NaCl solution for 1 h to establish a stable open circuit potential (OCP). Subsequently, electrochemical impedance spectroscopy (EIS) measurements were carried out at the OCP with an AC perturbation amplitude of 5 mV over a frequency range from 100 kHz to 0.01 Hz. The total measurement duration was approximately 30 min. After the EIS test, potentiodynamic polarization measurements were performed at a scan rate of 0.01 V/s over a potential range from −2 V to 2 V. The EIS data were fitted and interpreted using specialized electrochemical analysis software, and equivalent circuit models were employed to evaluate the corrosion behavior of the composite specimens.
Mechanical tensile test
Tensile specimens were extracted from the multilayer deposited specimens using wire electrical discharge machining (EDM) and tested at room temperature in accordance with the GB/T 228.1–2021 standard. To investigate the influence of strain rate on tensile properties, tests were conducted at strain rates of 0.001 s⁻1, 0.01 s⁻1, and 0.1 s⁻1.During testing, crosshead displacement (position value) and corresponding load stress (load value) were recorded using a universal testing machine. Stress-strain curves were subsequently derived from these measurements.
Results and discussion
Microstructure and phase composition
Figure 2 illustrates the XRD patterns of the four fabricated specimens. To establish a rigorous nomenclature, 8C WC/316L represents the composite reinforced with 8 wt.% coarse WC; 8F WC/316L denotes the composite with 8 wt.% fine WC; and 4F + 4C WC/316L corresponds to the bimodal composite featuring a hybrid mixture of 4 wt.% fine and 4 wt.% coarse WC particles. For the pristine 316L specimen, the diffraction peaks are exclusively indexed as the fcc austenite phase (PDF#65–2864), whereas the other three composite specimens contain austenite, WC, and various carbide phases. Interestingly, the intensity of the (200) peak at 2θ approx 50.7° is significantly higher than that of the standard (111) peak at 2θ approx 43.5°. This deviation from the standard isotropic powder diffraction intensity indicates a strong preferred orientation. Upon the introduction of WC particles (8C, 8F, and 4F + 4C specimens), the XRD spectra become more complex, revealing the co-existence of residual primary WC (PDF#65–4539) and newly formed secondary carbide phases. Due to the aggressive thermal and chemical interaction within the high-temperature laser molten pool, the WC particles undergo substantial thermal dissolution and decomposition rather than simple partial melting. Owing to the high melting point of W, WC did not dissolve completely, resulting in partial melting. The C released from the partially melted WC readily reacts with carbon-affinity elements in 316L to form carbides. Due to their significantly larger specific surface area, the fine WC particles exhibit a much higher thermal dissolution tendency within the laser melt pool than the coarse ones. The accelerated localized dissolution of fine WC releases an abundance of C and W atoms into the matrix, inducing severe localized lattice distortion. This solid-solution effect manifests as a subtle shift and asymmetric broadening of the primary matrix diffraction peaks. This broadening effect is particularly pronounced in the 8F and 4F + 4C specimens, primarily because the in-situ synthesized M7C3 and Fe3C diffraction peaks heavily overlap with the matrix peaks. Conversely, the 8C specimen preserves an exceptionally strong WC diffraction peak at 2θ≈35.6°, proving that the coarse WC particles successfully resisted complete dissolution. Consequently, the bimodal 4F + 4C composite displays a well-balanced superposition feature, blending both the matrix peak broadening/shifting induced by fine WC dissolution and the steady primary WC peak contributed by the un-melted coarse WC cores. Hence, the XRD patterns of the composite specimens reveal the presence of both WC and carbide phases.
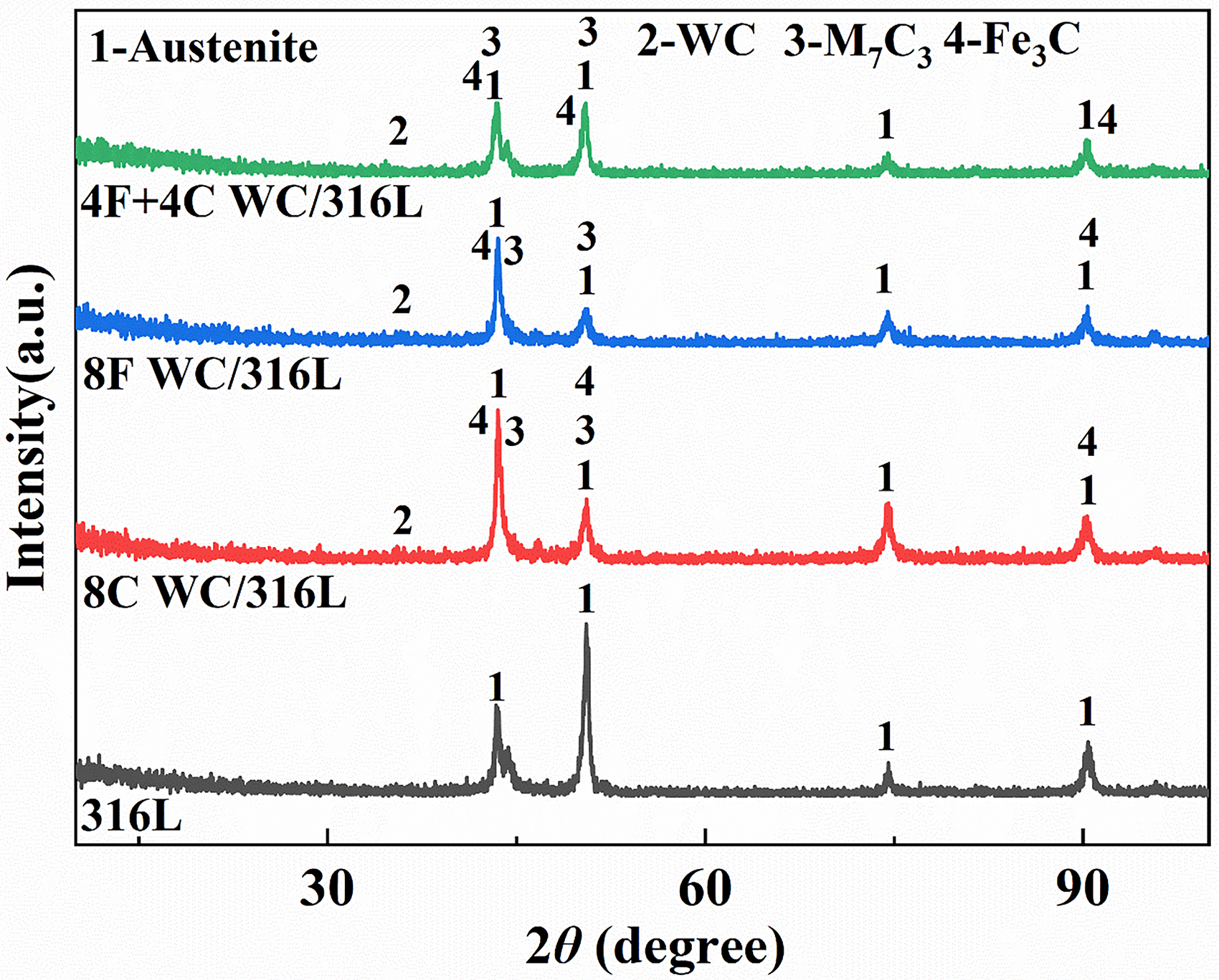
XRD patterns of four kinds of materials.
The cross-sectional macroscopic morphologies of the four deposited specimens are sequentially presented in Figure 3(a)–3(d). Specifically, Figure 3(a) illustrates the macro-morphology of the unreinforced pure 316L stainless steel control specimen, whereas Figure 3(b), 3(c), and 3d present the composite specimens reinforced with 8 wt.% coarse WC, 8 wt.% fine WC, and a bimodal mixture of 4 wt.% coarse and 4 wt.% fine WC particles, respectively. As observable from these sub-figures, all specimens exhibit excellent metallurgical bonding with the substrate, characterized by smooth deposition layer surfaces and the complete absence of visible defects such as cracks. However, a small number of micropores are observable within the deposition layers. These micropores are highly likely attributable to minor fluctuations in the argon shielding atmosphere during the process. Such fluctuations could induce transient localized oxidation near the melt pool or cause gas entrapment within the fluid, ultimately resulting in the formation of pore defects upon solidification. Notably, a comparative analysis of Figure 3(b) through 3(d) reveals that the WC particles (visible as bright contrast phases) are uniformly distributed throughout the 316L matrix without significant agglomeration. This uniformity implies that the convective fluid flow within the molten pool remained sufficiently stable during the deposition process to effectively disperse the WC reinforcements of different particle sizes.
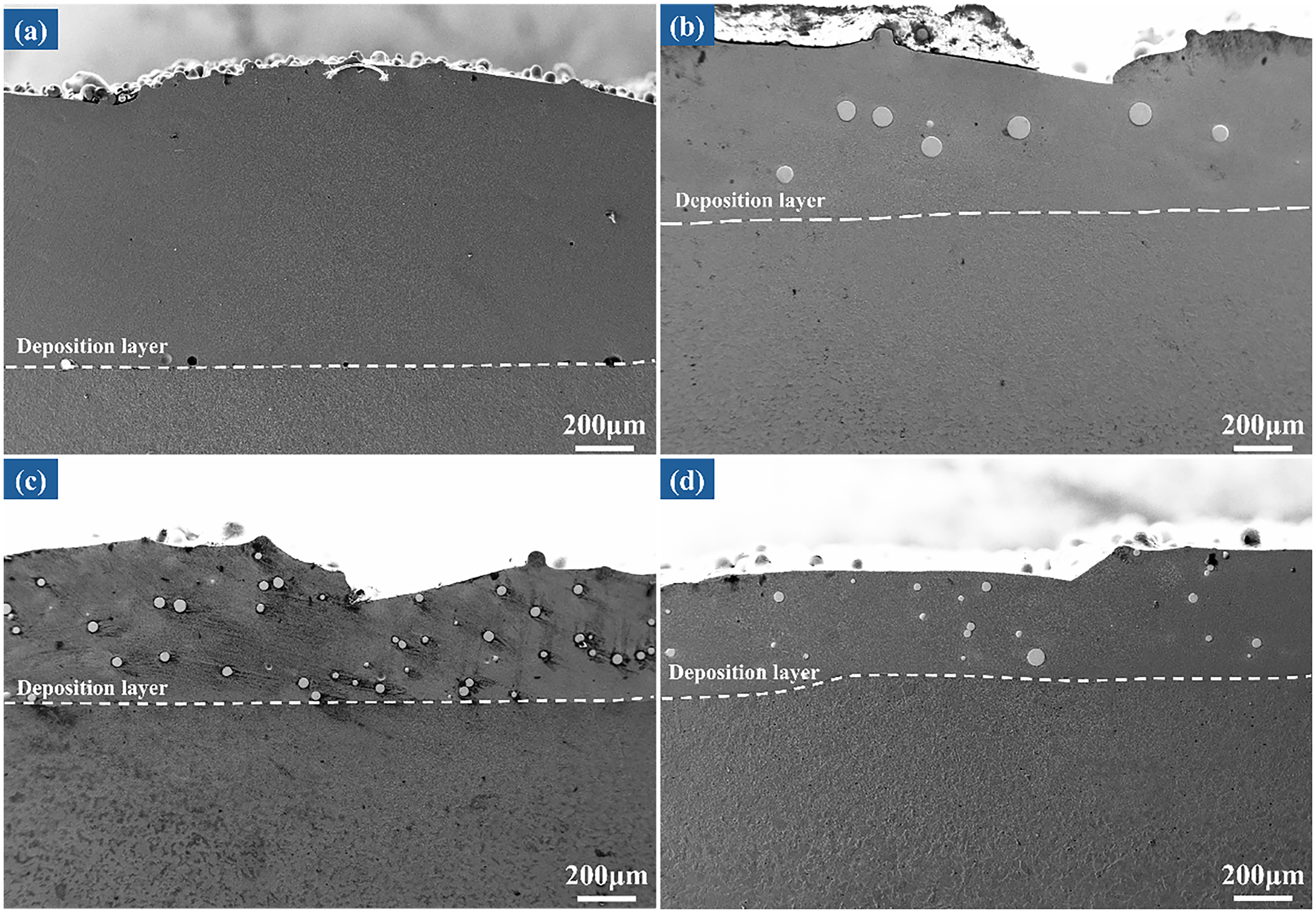
Shows the macroscopic morphologies of the four deposited specimens: (a) 316L (b) 8 wt.% coarse WC/316L (c) 8 wt.% fine WC/316L (d) 4 wt.% coarse WC + 4 wt.% fine WC/316L.
As shown in Figure 4(a), the pure 316L specimen exhibits relatively large grain sizes, whereas the introduction of WC significantly reduces the grain size in the composite specimens. Specifically, the average grain size decreases from 108.6 ± 6.9 μm for the pristine 316L to 83.3 ± 4.9 μm for the 8 wt.% coarse WC/316L, and further down to 73.3 ± 7.8 μm for the 8 wt.% fine WC/316L composite. However, the 4 wt.% coarse WC + 4 wt.% fine WC/316L composite exhibits an average grain size of 84.6 ± 7.8 μm. In Figure 4(b), coarse WC particles are clearly visible within the 316L matrix; these large particles effectively impede grain boundary migration at high temperatures, thereby suppressing grain growth. In Figure 4(c), fine WC particles are more uniformly dispersed, providing additional heterogeneous nucleation sites during melting. These particles act as nucleation centers in the liquid metal, promoting earlier grain formation during solidification and maintaining finer grain sizes throughout the process.31,32 Line scanning results further confirm the partial melting of WC, leading to interdiffusion of tungsten (W) into the 316L matrix. This effect is more pronounced with fine WC particles. During LDED, fine WC particles interact with the 316L matrix, releasing trace amounts of W and C. These elements enhance the mechanical properties of the matrix through solid-solution strengthening. This strengthening mechanism not only increases material hardness but also restricts matrix grain growth, further contributing to grain refinement.

The microstructures of the four deposited specimens: (a) 316L (b) 8 wt.% coarse WC/316L (c) 8 wt.% fine WC/316L (d) 4 wt.% coarse WC + 4 wt.% fine WC/316L.
Electrochemical performance
Figure 5 shows the potentiodynamic polarization curves of the 316L and WC/316L deposited specimens after immersion in 3.5 wt.% NaCl solution for 1 hour. Prior to the polarization test, electrochemical impedance spectroscopy (EIS) was conducted at an initial potential of −0.04 V within a frequency range of 100 kHz to 0.01 Hz, utilizing an AC signal amplitude of 5 mV and a data acquisition rate of 12 points per decade. Subsequently, the potentiodynamic polarization curves were recorded from 2 V to +2 V at a constant scan rate of 0.01 V/s with a pre-scanning quiet time of 2 s. The corrosion current in the anodic region increases with rising corrosion potential for all specimens, indicating active dissolution. According to metal passivation theory, 33 anodic dissolution leads to the formation of a dense passive film on the specimen surface. In the passivation region, the potential increases gradually while the corrosion current remains nearly constant, indicating a stable passive state. 34 This passive film inhibits further dissolution, effectively reducing the corrosion rate.
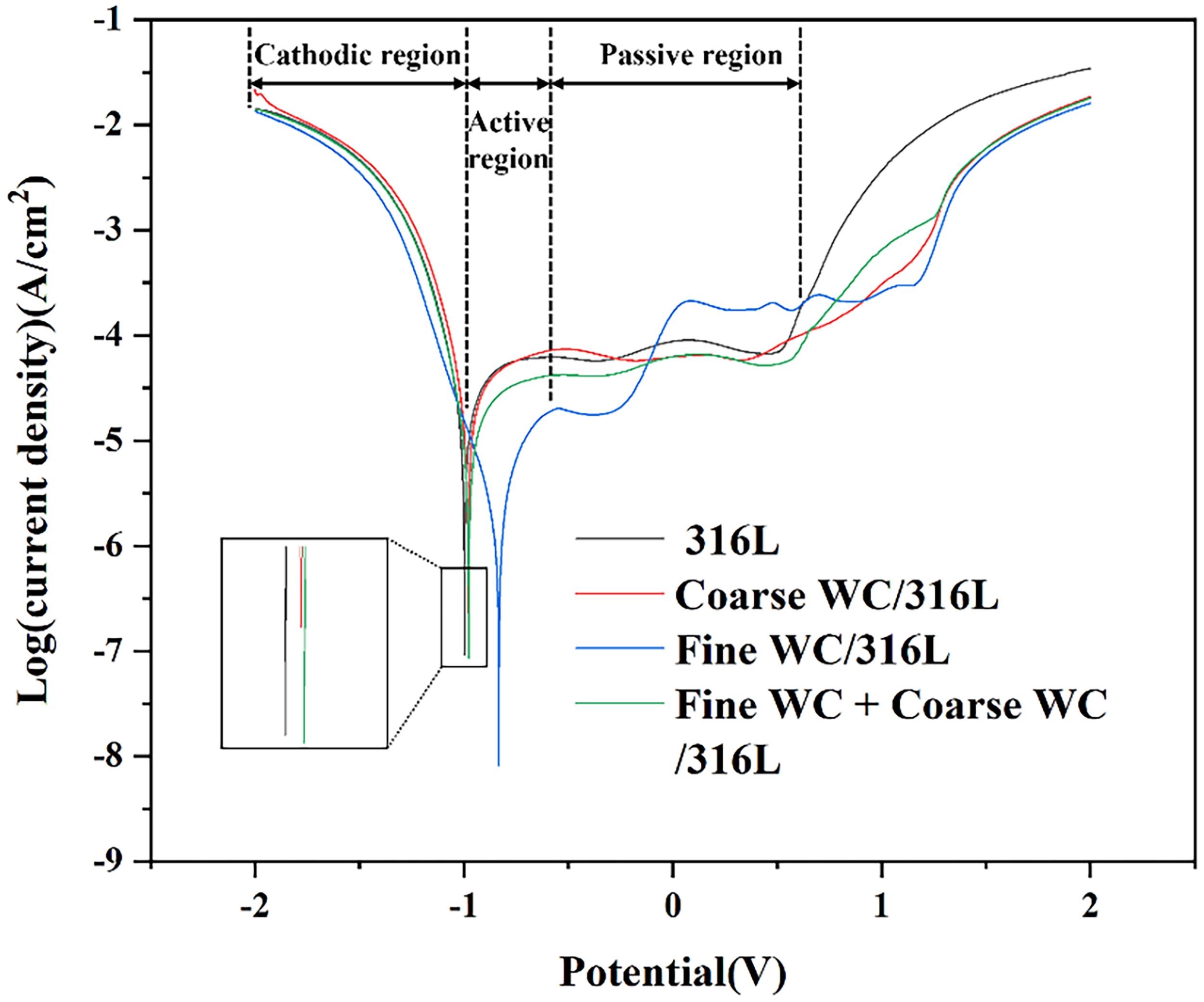
Polarization curves of 316L and WC/316L deposited specimens.
Corrosion potential (Eₚᵣᵣ) and corrosion current density (Iₚᵣᵣ) were determined using the Tafel extrapolation method; detailed parameters are listed in Table 2. Eₚᵣᵣ reflects the thermodynamic tendency of corrosion more negative values indicate higher susceptibility. Iₚᵣᵣ describes the kinetic rate of corrosion, with higher values corresponding to faster corrosion. Polarization resistance (Rₚ) indicates the resistance of the electrode system to current flow; higher Rₚ values suggest better corrosion resistance. The Tafel slopes of the anodic and cathodic branches reflect the kinetics of the electrochemical reactions, which are critical for understanding electron transfer during corrosion. 35 In 3.5 wt.% NaCl solution, the corrosion potentials for 316L, fine WC/316L, coarse WC/316L, and coarse WC + fine WC/316L are −0.997 V, −0.833 V, −0.980 V, and −0.977 V, respectively. Their corrosion current densities are 18.16 μA/cm2, 2.299 μA/cm2, 21.29 μA/cm2, and 11.08 μA/cm2, respectively. The polarization resistances are 1921.4 Ω·cm2, 15841.7 Ω·cm2, 1701.4 Ω·cm2, and 3102.4 Ω·cm2, respectively. The maximum Rₚ value of fine WC/316L (15841.7 Ω·cm2) is approximately 8.24 times that of pure 316L (1921.4 Ω·cm2). Thus, the fine WC/316L composite shows the lowest corrosion tendency, the slowest corrosion rate, and the highest resistance to current flow, indicating the best corrosion resistance among the specimens.
Electrochemical corrosion parameters of four deposited specimens.

For all specimens, the cathodic Tafel slope is greater than the anodic slope. The anodic reactions are as follows:

Fe and Cr ions combine with dissolved oxygen in the NaCl solution, forming a thin passive film on the specimen surface. This passive film consists of an outer layer rich in iron oxides and an inner layer mainly composed of chromium oxides.
36
The iron oxide layer offers limited protection, whereas the chromium-rich layer provides the primary corrosion resistance. The formation mechanism of the passive film can be expressed as follows
37




However, as the polarization potential increases, the passive film may dissolve faster than it reforms, accelerating anodic dissolution and eventually leading to film breakdown and continued corrosion.
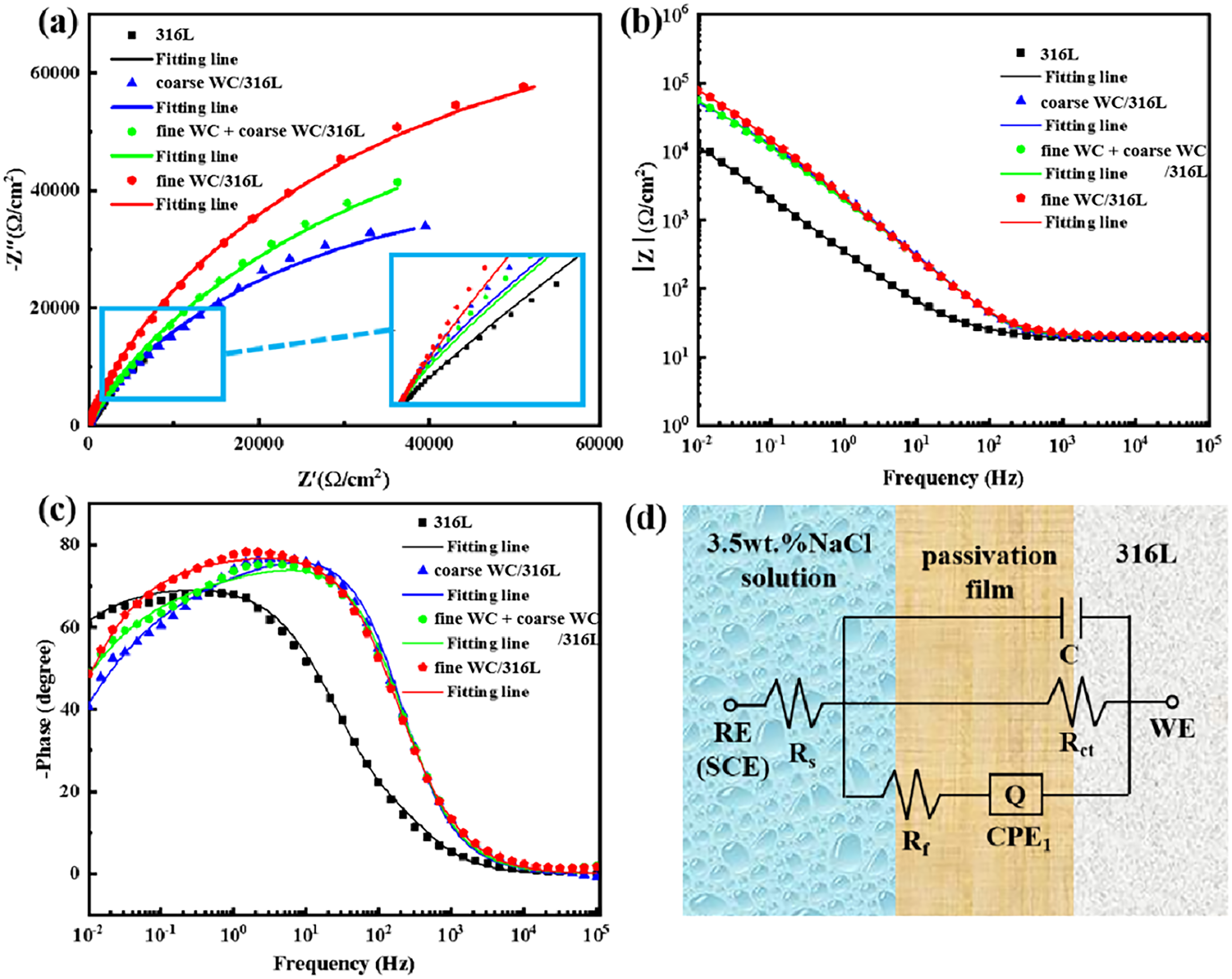
The EIS spectra of the four deposited specimens in 3.5 wt.% NaCl solution are shown in Figure 6. The equivalent circuit model, presented in Figure 6(d), is denoted as R(C(R(QR))), where Rₛ represents solution resistance, CPE₁ is a constant phase element, Rct is charge transfer resistance, Rf is passive film resistance, C is passive film capacitance, and n is the dispersion index (0 < n < 1). The fitted values are summarized in Table 3. The χ2 values for 316L, fine WC/316L, coarse WC/316L, and coarse WC + fine WC/316L are 9.08 × 10⁻4, 5.143 × 10⁻4, 1.394 × 10⁻3, and 1.127 × 10⁻3, respectively, indicating good agreement between experimental and fitted data.
EIS curves of 316L and WC/316L deposited specimens.
EIS fitting results for the four specimens.
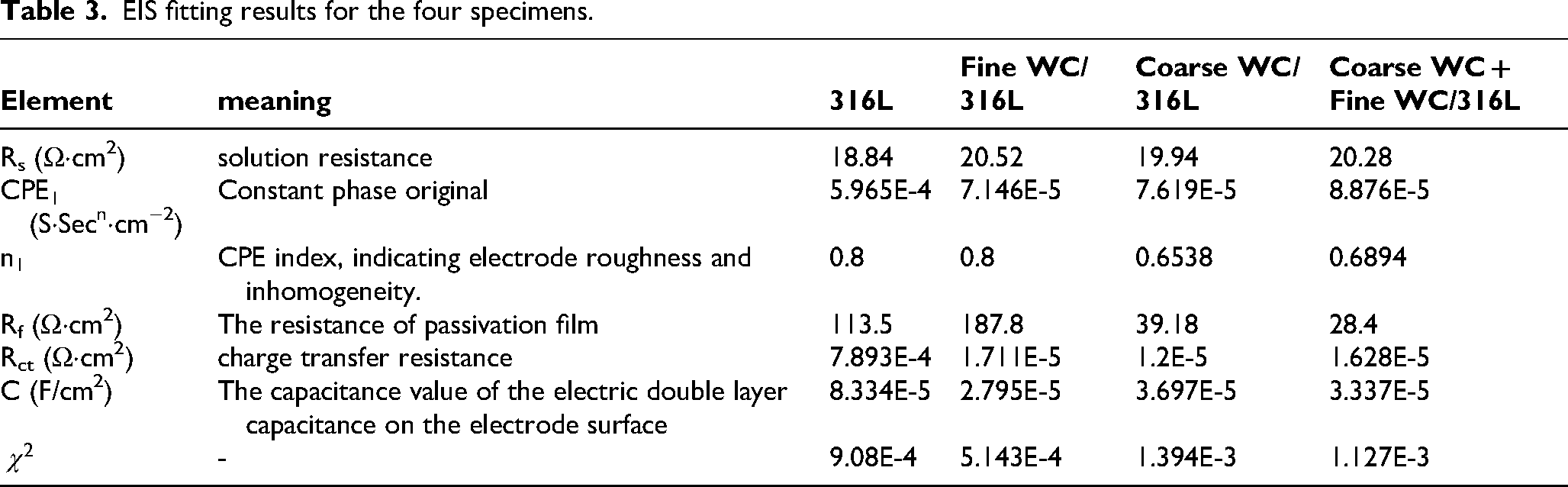
Figure 6(a) shows the Nyquist plots, where each specimen exhibits a single capacitive arc. The radius of the arc corresponds to the electrochemical reaction resistance–a larger radius indicates higher corrosion resistance. 38 The fine WC/316L specimen shows the largest arc radius, followed by coarse WC + fine WC/316L, coarse WC/316L, and finally 316L with the smallest radius. This suggests that fine WC/316L is the most corrosion-resistant, while 316L is the most susceptible.
Figure 6(b) and (c) show the Bode plots. The fine WC/316L specimen exhibits the highest impedance modulus (|Z|) and the largest phase angle, further confirming its superior corrosion resistance.39,40
In electrochemical corrosion, higher impedance indicates greater resistance to charge transfer, making corrosion more difficult. The total impedance is the sum of solution resistance (Rₛ) and passive film resistance (Rf). The total impedance values in 3.5 wt.% NaCl are 132.34 Ω·cm2, 208.32 Ω·cm2, 59.12 Ω·cm2, and 48.68 Ω·cm2 for 316L, fine WC/316L, coarse WC/316L, and coarse WC + fine WC/316L, respectively. The fine WC/316L specimen shows the highest total impedance, indicating substantial formation of corrosion products that form a protective passive film. This film significantly impedes the penetration of Cl⁻ ions, suppresses charge transfer, and effectively inhibits further corrosion. In conventional single-scale WC/steel composites, the presence of large clusters of residual WC particles or massive localized secondary carbides creates severe chemical heterogeneity. This sets up strong micro-galvanic cells where the matrix acts as the anode and suffers accelerated localized dissolution.
These results are consistent with the potentiodynamic polarization curves, confirming that the fine WC/316L composite possesses the highest electrochemical corrosion resistance. Overall, the corrosion resistance ranks as follows: fine WC/316L > coarse WC + fine WC/316L > coarse WC/316L > 316L.
The corrosion morphologies reveal distinct characteristics across different specimens. Distinct localized pitting cavities and channel-like (groove) corrosion are observed in the coarse WC/316L specimen, suggesting that a micro-galvanic effect may form around the coarse WC particles to accelerate localized attack. Conversely, the fine WC/316L specimen exhibits a relatively dense corrosion layer with fewer severe pitting cavities, indicating the formation of a more stable passive film during the corrosion process.
To further elucidate the underlying corrosion mechanisms and visually verify the electrochemical behavior, the SEM micrographs of the corroded surfaces for the respective specimens are presented in Figure 7.
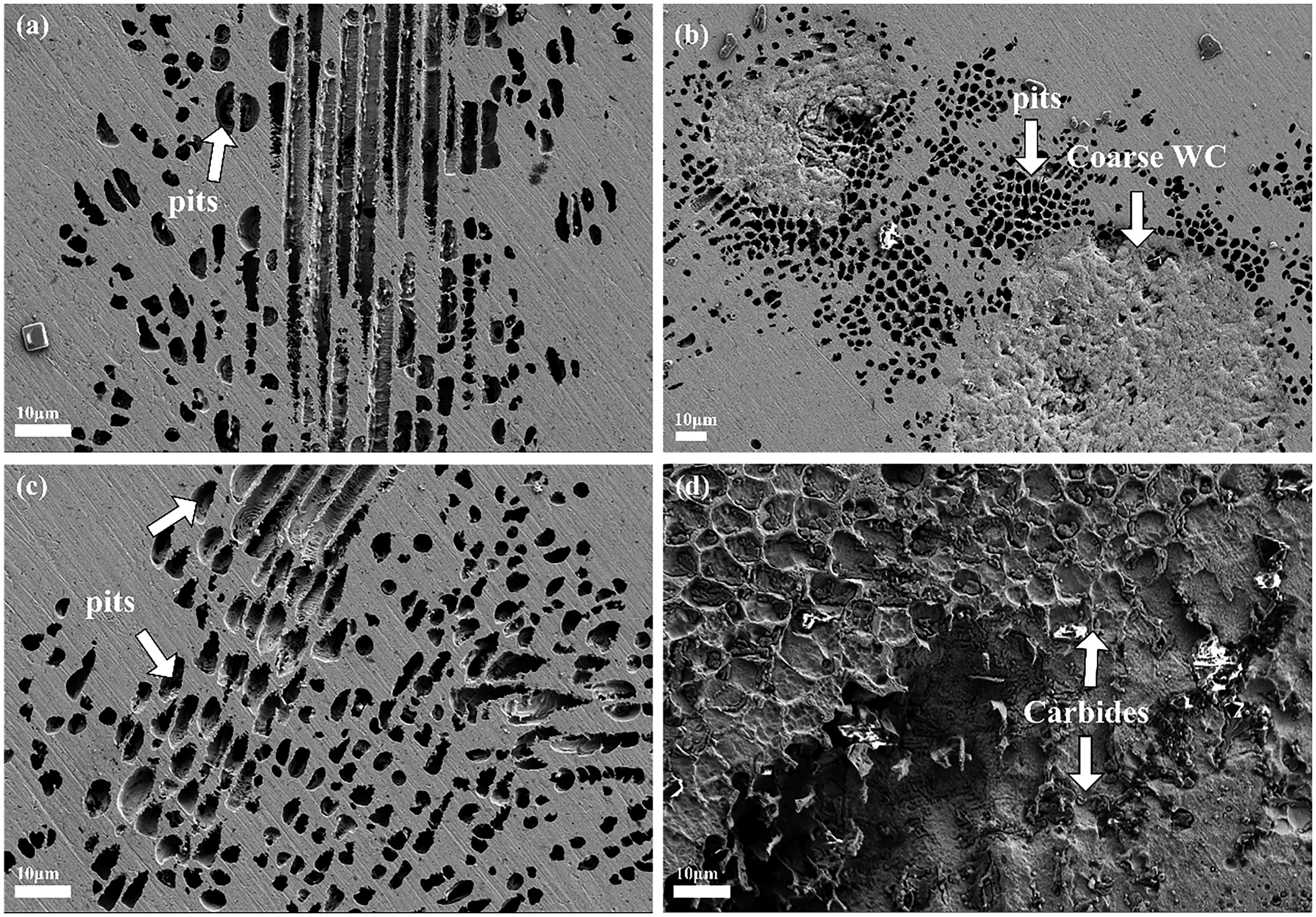
SEM micrographs showing the corroded surface morphologies of different laser directed energy deposited specimens after electrochemical testing: (a) 316L (b) 8 wt.% coarse WC/316L (c) 8 wt.% fine WC/316L (d) 4 wt.% coarse WC + 4 wt.% fine WC/316L.
For the pure 316L specimen (Figure 7(a)), the surface exhibits severe and widespread pitting corrosion. Large and deep localized corrosion cavities propagate extensively along the coarse, unrefined dendritic boundaries, confirming its high vulnerability to aggressive chemical attack. Such localized degradation indicates that the unrefined microstructure undergoes significant elemental segregation within the interdendritic regions during rapid solidification, thereby creating vulnerable paths for chloride ion penetration and subsequent autocatalytic pitting.
The 8 wt.% fine WC/316L composite (Figure 7(b)) exhibits a remarkably well-preserved surface morphology, featuring an extremely dense and ultra-fine cellular subgrain network across the entire view. There is an absolute absence of large-scale pitting signs, indicating its high surface integrity even after being subjected to corrosive attack. This unique microstructural integrity confirms that the finely dispersed WC nanoparticles introduce prominent grain refinement and excellent chemical homogeneity, which facilitates the establishment of a dense and protective passive film.
In contrast, the 8 wt.% coarse WC/316L specimen (Figure 7(c)) exhibits improved corrosion resistance compared to the pure matrix. Its morphology is highlighted by bulk carbide reaction zones that are closely surrounded by a dense network of micro-pores. Its corrosion condition is superior to that of the pure 316L but inferior to the fine WC/316L specimen. This aggressive degradation is driven by macro-galvanic coupling, where the massive coarse WC particles act as dominant cathodic sites that accelerate the preferential dissolution of the adjacent 316L matrix (anode).
For the dual-scale 4 wt.% coarse WC + 4 wt.% fine WC/316L composite (Figure 6(d)), a distinctive transitional and hybrid corrosion state is observed. The morphology is highly complex, featuring both refined cellular structural zones and rough matrix regions. The synergistic combination of these dual-scale reinforcement phases effectively obstructs the continuous propagation of localized corrosion paths after attack, thereby granting this specimen the best overall corrosion resistance.
These SEM observations are highly consistent with the potentiodynamic polarization curves and EIS results, further supporting the conclusion that the dual-scale and fine WC/316L composites possess superior corrosion resistance.
The enhanced corrosion resistance can be attributed to the addition of WC particles, which act as a physical barrier even after passive film rupture, thereby delaying further corrosion. 41 A schematic of the corrosion protection mechanism of WC-reinforced 316L is shown in Figure 8. At the same weight fraction, fine WC particles are more numerous and have a larger specific surface area, absorbing more energy during processing. Their melting releases more carbides, which are hard phases distributed among dendrites and contribute to solid-solution strengthening. The carbide content follows the order: fine WC/316L > coarse WC + fine WC/316L > coarse WC/316L > 316L, explaining why the fine WC/316L specimen exhibits the best corrosion resistance.
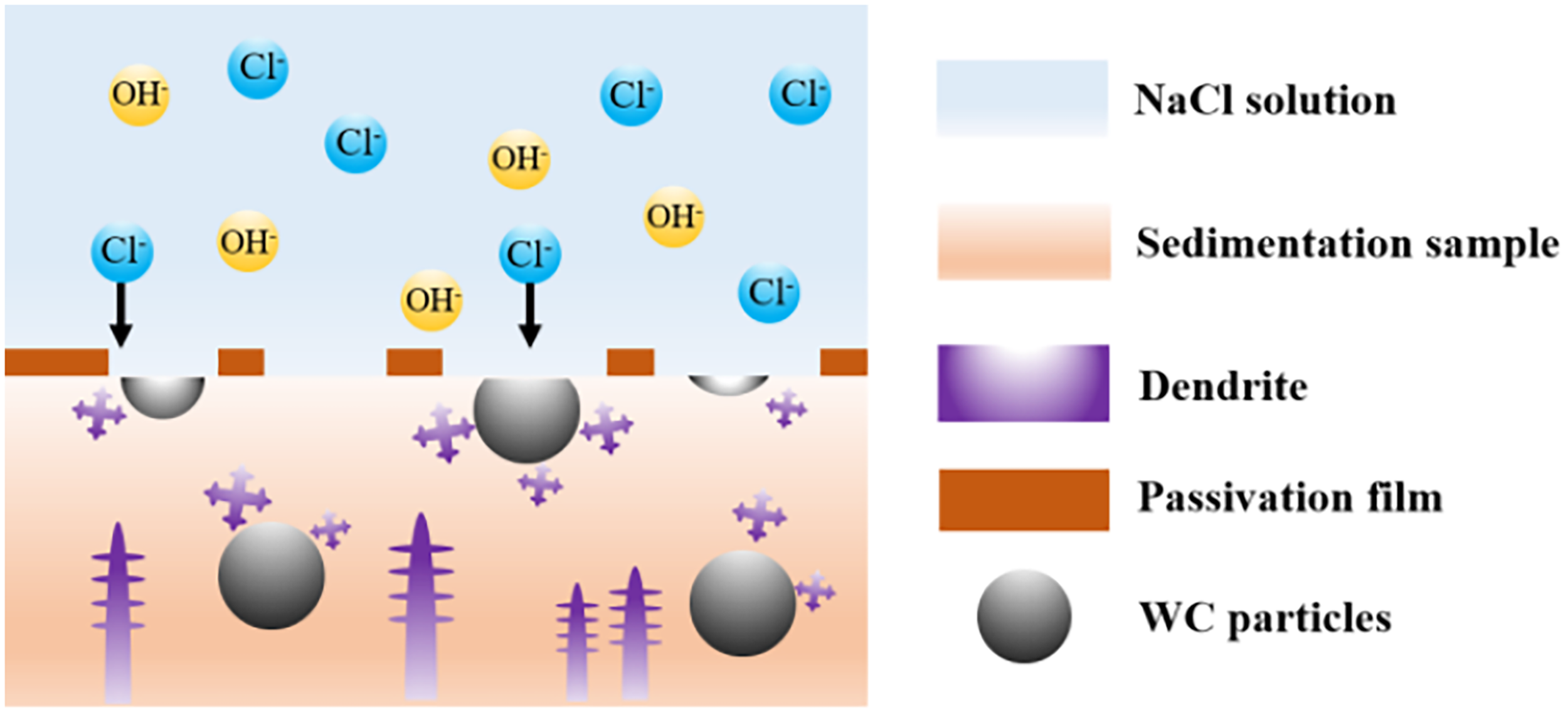
Schematic diagram of corrosion process of WC particle reinforced 316L.
Mechanical tensile performance
Figure 9 shows the stress-strain curves obtained from tensile tests. For each material under the same deposition direction, the curves exhibit consistent behavior, which can be divided into three distinct stages: initial elastic rise, peak strength, and post-necking drop. At the beginning of the test, the stress increases rapidly with strain, indicating elastic deformation. This is followed by a slower increase as the material undergoes plastic deformation until the curve reaches its maximum, representing the ultimate tensile strength. After the peak, a sharp decline occurs, corresponding to specimen fracture.
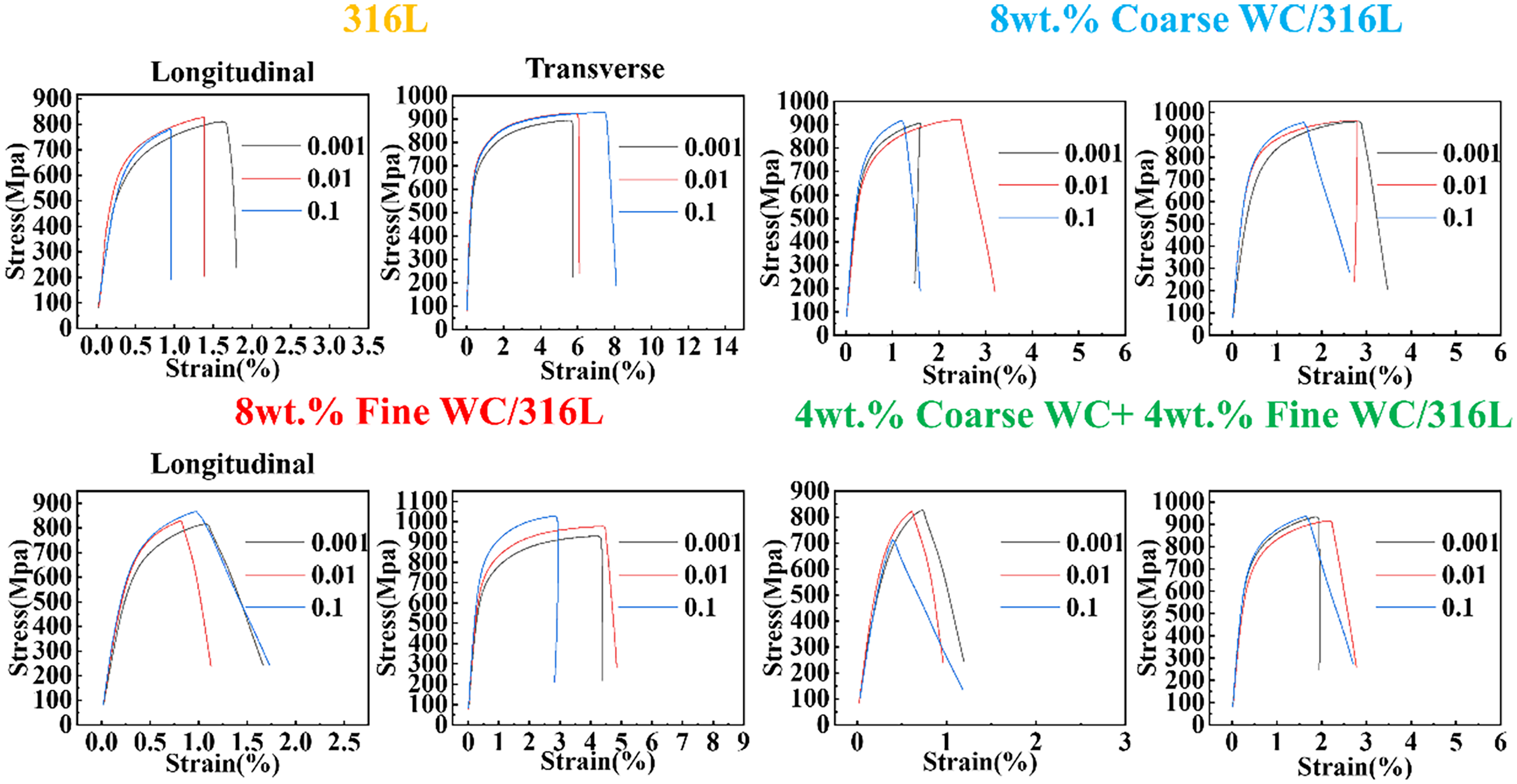
Stress-strain curves of four different deposited specimens at various strain rates.
A comparison of the stress-strain curves for the four materials indicates that transversely deposited specimens exhibit superior mechanical properties. This improvement may be attributed to the shorter overlap length in transverse deposition, which promotes a more uniform microstructure with fewer defects and reduced heterogeneity. Additionally, transverse deposition likely results in lower residual stresses, as the altered deposition direction mitigates thermal gradients and internal stresses induced during cooling. The shorter deposition paths in the transverse direction help minimize the accumulation of thermal stress, thereby reducing the formation of internal defects.
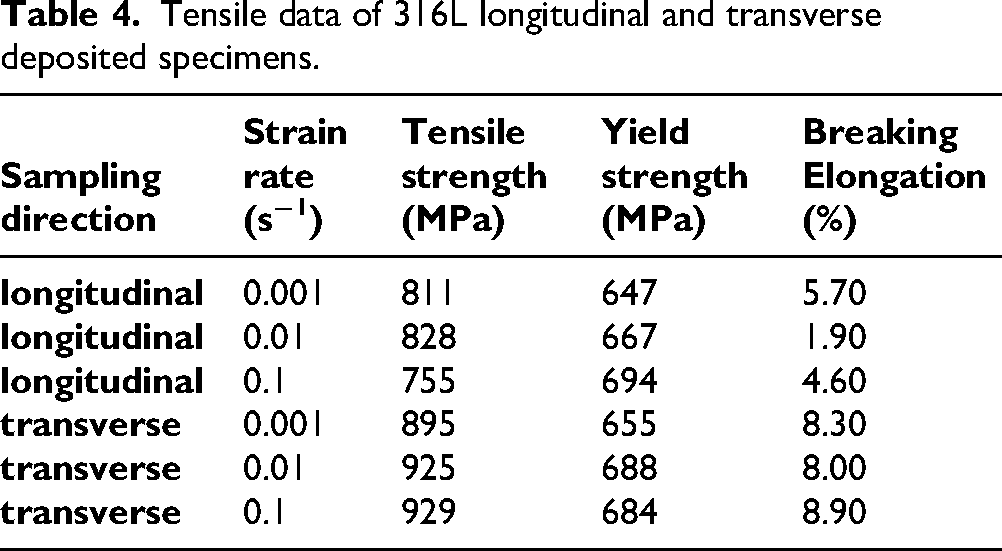
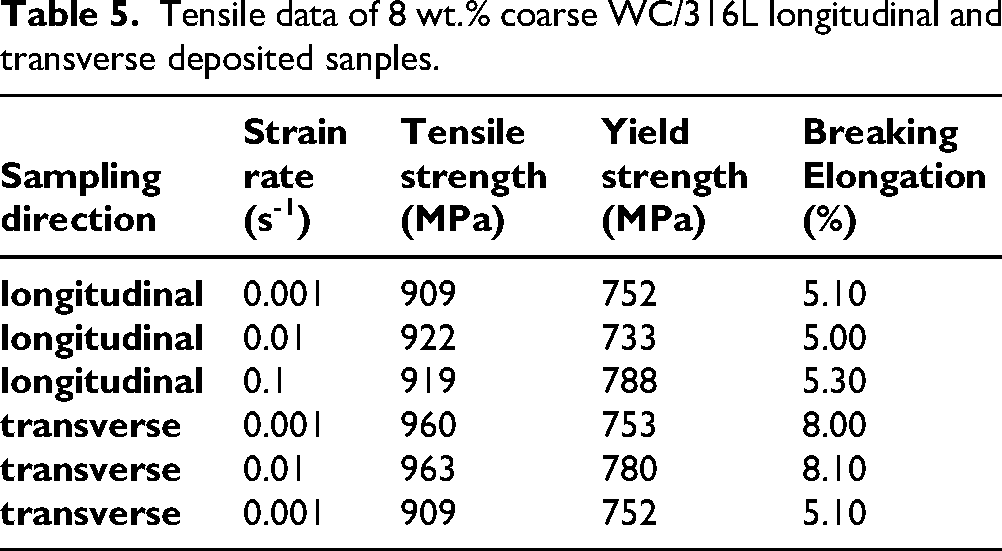
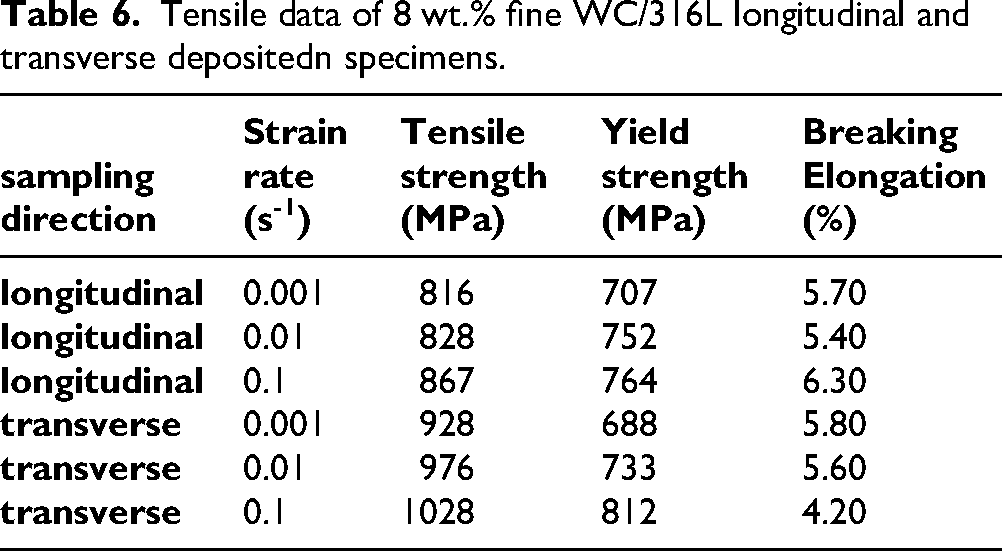
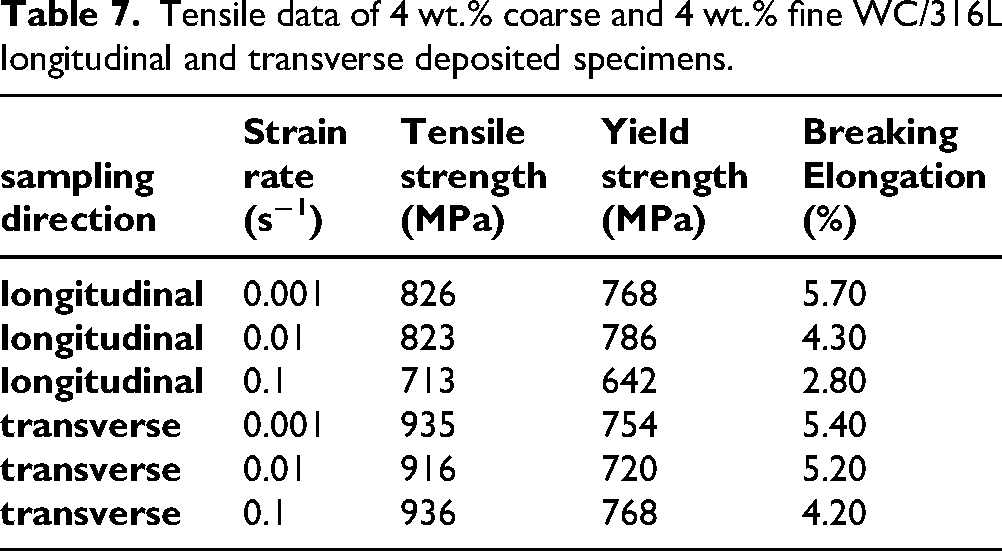
Tensile data for longitudinal and transverse specimens of 316L, 8 wt.% coarse WC/316L, 8 wt.% fine WC/316L, and 4 wt.% coarse WC + 4 wt.% fine WC/316L are summarized in Tables 4 to 7. The addition of WC significantly enhances the mechanical properties of 316L. The average transverse ultimate tensile strengths under three strain rates for pure 316L, 8 wt.% coarse WC/316L, 8 wt.% fine WC/316L, and hybrid WC/316L are 916 MPa, 959 MPa, 977 MPa, and 929 MPa, respectively. These values correspond to strength improvements of 4.7%, 6.7%, and 1.4% compared to pure 316L. The enhancement in tensile performance is due to the incorporation of WC particles, which promote a more uniform distribution within the matrix and facilitate grain refinement.
Tensile data of 316L longitudinal and transverse deposited specimens.
Tensile data of 8 wt.% coarse WC/316L longitudinal and transverse deposited sanples.
Tensile data of 8 wt.% fine WC/316L longitudinal and transverse depositedn specimens.
Tensile data of 4 wt.% coarse and 4 wt.% fine WC/316L longitudinal and transverse deposited specimens.
As shown in our experimental data, the incorporation of WC particles indeed introduces a trade-off in ductility, which is common in metal matrix composites. Specifically, while the 8 wt.% fine WC specimen achieved the highest strength, its transverse elongation decreased from 8.9% (pure 316L) to 4.2%. However, the 8 wt.% coarse WC specimen demonstrated a remarkable ability to maintain ductility, preserving an elongation of 8.1% while still providing mechanical reinforcement. This suggests that by tuning the particle scale, we can tailor the balance between high strength, acceptable ductility, and superior corrosion resistance.
To investigate the fracture mechanisms, SEM images of the tensile fracture surfaces were obtained, as shown in Figure 10 and Figure 11. Figure 10 presents macroscopic fracture morphologies, while Figure 11 provides high-magnification views: (a1–a3) pure 316L, (b1–b3) 8 wt.% coarse WC/316L, (c1–c3) 8 wt.% fine WC/316L, and (d1–d3) hybrid WC/316L. Images (a1–d1) correspond to longitudinal specimens, (a2–d2) to transverse specimens, and (a3–d3) to high-magnification details, with different scales of WC particles indicated.
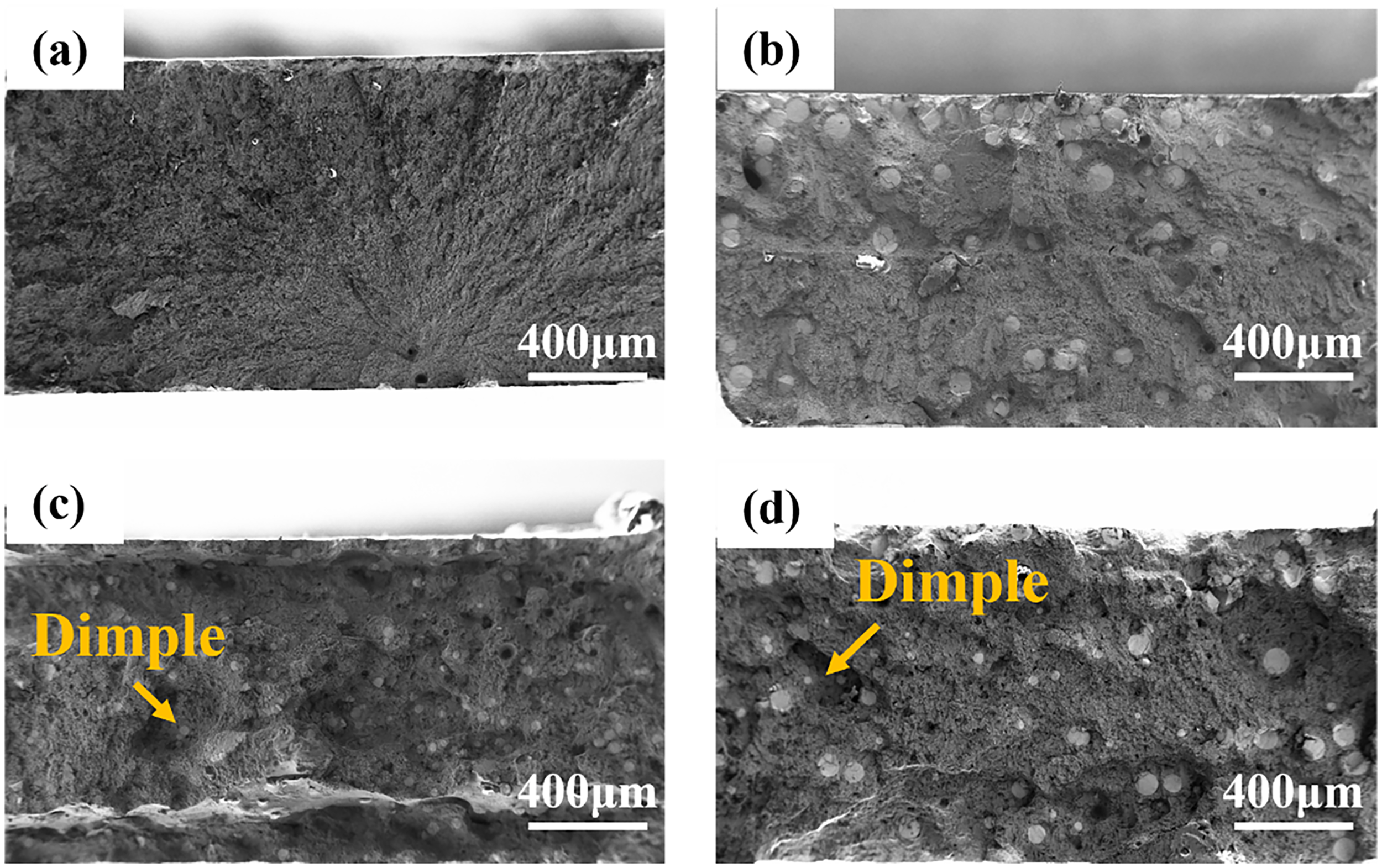
Macroscopic fracture morphology of four different deposited specimens. (a) 316L (b) 8 wt.% coarse WC/316L (c) 8 wt.% fine WC/316L (d) 4 wt.% coarse WC + 4 wt.% fine WC/316L.

Microscopic fracture morphology of four different deposited specimens. (a) 316L (b) 8 wt.% coarse WC/316L (c) 8 wt.% fine WC/316L (d) 4 wt.% coarse WC + 4 wt.% fine WC/316L.
During tensile deformation, surface irregularities arise from inclusions, defects, slip bands, grain boundary wrinkling, and density variations due to solidification defects. These can lead to stress concentration and eventual failure. Necking is observed at the fracture locations. Coarse WC particles are prone to fracture during deformation. Dimples are visible in the SEM images, confirming a ductile fracture mode. Unlike pure 316L, WC-reinforced specimens show no pore formation, which contributes to their improved performance. Through solid-solution strengthening, WC particles are embedded in the matrix, effectively hindering dislocation motion and enhancing resistance to deformation. 42 Furthermore, WC-induced grain refinement improves structural homogeneity, enabling better load distribution. 43 Figure 11(b1) reveals voids formed after WC detachment, resulting from rapid cooling and limited melt pool flow during laser deposition.
During tensile testing, fracture occurs through void nucleation, growth, and coalescence. Fracture modes are generally ductile or brittle. Ductile fracture, accompanied by necking, involves dislocation-mediated void formation and dimple appearance. The mechanism of dimple formation is illustrated in Figure 12. Necking leads to localized reduction in cross-sectional area, initiating voids. Stress concentration in the necked region accelerates void nucleation and coalescence, resulting in rapid ductile fracture.
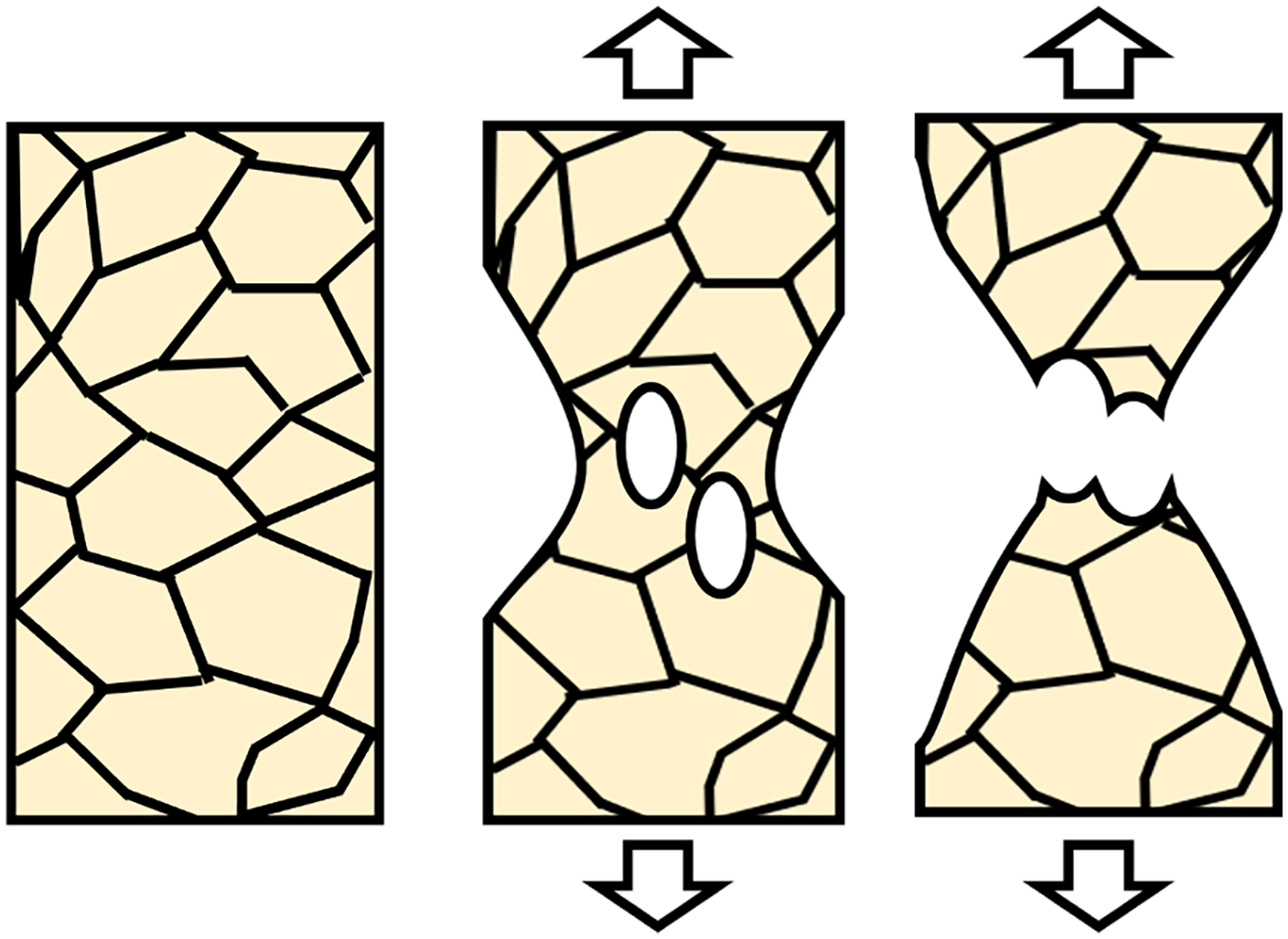
Schematic diagram of dimple formation.
The morphology of dimples on the fracture surface is closely related to grain size. Smaller grain sizes reduce the number of intragranular dislocation sources. Under typical deformation conditions, dislocations are primarily generated at grain boundaries, traverse the grains, and are absorbed at opposite boundaries without significant accumulation. Due to the reduced grain size and pronounced grain boundary effects, the strain hardening rate in fine-grained materials is often low and may approach zero. As a result, necking tends to initiate at lower strain levels, leading to reduced uniform elongation.
In contrast, in coarse-grained materials, dislocations are typically generated from conventional dislocation sources. With increasing plastic strain, these dislocations accumulate effectively at dislocation cell structures and subgrain boundaries. This accumulation enhances the material's work-hardening capacity and can result in greater uniform elongation compared to fine-grained materials.
WC-induced grain refinement plays a critical role in enhancing the tensile properties of the material. The Hall–Petch relationship describes the strong correlation between grain size and yield strength (
Where
Beyond simple refinement, the mechanical performance is further bolstered by the Orowan bypassing mechanism, where dislocations are forced to loop around the finely dispersed WC particles, and by the generation of geometrically necessary dislocations resulting from the mismatch in the coefficient of thermal expansion between the 316L matrix and the WC reinforcement. Furthermore, the high elastic modulus of the WC particles facilitates efficient load transfer from the ductile matrix to the reinforcement phase. Ultimately, the synergistic interaction of these strengthening mechanisms ensures that the incorporation of WC significantly enhances the overall mechanical robustness and load-bearing capacity of the 316L alloy, making it highly suitable for high-stress applications in the aerospace and petroleum sectors.
Conclusion
Using laser-directed energy deposition (LDED), four types of specimens were fabricated: 316L, 8 wt.% fine WC/316L, 8 wt.% coarse WC/316L, and 4 wt.% coarse WC + 4 wt.% fine WC/316L, including multilayer structures. Their microstructure, phase composition, corrosion resistance, and tensile properties were systematically investigated. The main conclusions are as follows:
All specimens exhibited excellent bonding with the substrate without significant defects in the deposited layers. The incorporation of coarse and fine WC particles notably refined the grain structure, attributed to grain growth inhibition by coarse WC and solid-solution strengthening contributed by fine WC. Among all specimens, the fine WC/316L composite demonstrated the lowest corrosion tendency, the slowest corrosion rate, and the highest charge-transfer resistance, indicating superior corrosion resistance. It also exhibited the highest total impedance, suggesting substantial formation of corrosion products on the surface. These products formed a passive film that effectively impeded the penetration of Cl⁻ ions from the NaCl solution, thereby inhibiting charge transfer and suppressing further corrosion. Under three tensile strain rates, the average transverse ultimate tensile strengths were 916 MPa for 316L, 959 MPa for 8 wt.% coarse WC/316L, 977 MPa for 8 wt.% fine WC/316L, and 929 MPa for the hybrid WC/316L composite. Compared with pure 316L, the tensile strengths of the WC-reinforced specimens increased by 4.7%, 6.7%, and 1.4%, respectively.
Footnotes
Acknowledgments
This work is supported by:
The Doctoral Research Start-up Fund Project of Nantong Institute of Technology (2025XKB02);
The Jiangsu Province Key Construction Discipline (SuJiaoYanHan 2022. 2);
The Technological Innovation and Regional Service Team of Nantong Institute of Technology (KCTD003).
Author contribution(s)
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Data availability
Data will be made available on request.