
Abstract
Diamond has the highest thermal conductivity of all bulk materials, making it one of the most promising thermally conductive fillers for thermal interface materials (TIMs). However, the commercial use of diamond for this purpose remains limited because the chemically inert diamond surface prevents mixing with polymer matrices. Hence, it would be helpful to improve the reactivity of the diamond surface without reducing the thermal conductivity of the diamond particles themselves. The present work used atomic layer deposition (ALD) to selectively modify the surface characteristics of diamond particles by applying an ultrathin conformal alumina film. Film thicknesses of 0.6–0.8 nm and 1.0–1.4 nm were obtained after five and ten ALD cycles, respectively. The deposited alumina had an amorphous structure and the modified diamond surfaces exhibited greatly enhanced chemical reactivity as demonstrated using a labeling agent. A TIM fabricated using alumina-coated diamond particles with a polydimethylsiloxane matrix showed improved thermal conductivity and flow rate. The alumina film effectively interacted with surfactants in the polymer matrix to improve the miscibility of the TIM components.
Keywords
Introduction
The rapid growth of cloud computing and 5G technology has increased the demand for high-speed data transfer. This data transfer involving high-frequency bands via wireless communications can cause the associated electronics to generate significant heat, which is a major concern. For this reason, thermal interface materials (TIMs) are typically inserted between silicon dies and heatsinks, or heat spreaders are used to release the heat generated from the die, as a means of maximizing performance and extending the device lifetime. These approaches are currently employed in smartphones, communication modules, automotive modules and computer servers. Various types of TIMs have been designed based on varying the thermally conductive filler, matrix resin and other additives such as filler dispersants.1,2 Examples include curable and noncurable greases, sheets, and adhesives. The thermal conductivity of the TIM directly affects semiconductor performance and so selection of the optimal TIM is vital. These materials must exhibit high thermal conductivity to enable flexible modular designs. The thermal conductivity of the TIM is influenced by the thermal conductivities of its filler and resin, as well as the filler's proportion, as predicted by the Bruggeman model. 3
The ability to apply the TIM in the liquid, grease or paste is also important and is directly related to the flow rate of the material. It is also important to apply the correct amount of the TIM to the processor.
Alumina is the most common commercially available thermally conductive filler. Alumina can be loaded into matrix resins such as polydimethylsiloxane (PDMS) at high proportions due to the good compatibility of this material. In addition, the surfaces of alumina filler particles have hydroxyl groups that can form silane linkages to improve compatibility with different resins. This is a key factor that allows the filler loading to be increased and can create a network with other fillers in a polymer composite to promote high heat transfer. Highly compatible fillers reduce the number of voids between filler and matrix resin. This effect improves phonon propagation, decreases the thermal interface resistance. Good compatibility also promotes mixing of the filler and resin when fabricating the composite and permits the rapid application of low viscosity grease type composites at high flow rates. Such properties are required for mass production. For all these reasons, alumina is commonly used in TIMs.
Diamond is also a promising electrically insulating thermally conductive filler material. Diamond could be used in TIMs because this material has a bulk thermal conductivity of more than 2000 W/mK, representing the highest value yet reported for a three-dimensional filler. 4 TIMs incorporating diamond have been demonstrated 5 but have shown lower than expected thermal conductivity because of poor interfacial flow between diamond and PDMS. This phenomenon may have occurred because dispersants were not used for the diamond particles. Hence, it will be important to develop surface modification techniques before using diamond as a TIM ingredient. Silane coupling agents could potentially be used to modify the surfaces of diamond particles such that they become compatible with various matrix resins, although a limited number of techniques are currently available for this purpose. As-synthesized diamond particles have partially amorphous carbon structures on their outermost surfaces. These surfaces also contain ether and carboxyl groups in addition to hydroxyl groups, and additional functional groups such as these may hinder the reactions of the hydroxyl groups. 6 In addition, these hydroxyl groups will be less polar than those on metal oxide particles and so may be less likely to react to produce silane linkages. The density of hydroxyl groups on diamond particles may also be too low to provide a suitable number of silane coupling reactions. All these effects reduce the interactions between the diamond particles and the resin matrix. The density of hydroxyl groups also varies between diamond particles and this can affect surface modification using silane coupling.7,8 Therefore the density of hydroxyl groups on diamond particle surfaces is also important, although this parameter has not yet been studied sufficiently. These factors may explain why diamond, unlike alumina, is still not used often in TIMs. There is thus an urgent requirement to develop versatile methodologies to improve the chemical reactivity of diamond surfaces without reducing the thermal conductivity of the diamond particles themselves.
Atomic layer deposition (ALD) is a unique method that may be suitable for this purpose. ALD generates uniform thin films using a highly controllable layered coating process at the atomic level. In addition, ALD can fully cover the particle surfaces with a thin film starting from hydroxyl groups on the particles. With repeated coating cycles, the material being deposited grows together to form a continuous film. 6 Using this process, only the surface characteristics can be changed while maintaining the bulk properties of the particles. As an example, ALD has been used to generate thin alumina films on boron nitride (BN) particle surfaces, starting from B-OH groups at edge planes or lattice defects. Although planar BN surfaces do not normally have many hydroxyl groups, 9 which are required to promote adhesion between the alumina-coated particles and the matrix resin, ALD was able to increase the concentration of such groups based on applying a thin alumina film. 10 The deposition of a thin alumina film on diamond surfaces by ALD has also been previously reported. The authors have reported the demonstration of a 6.7 nm alumina film on a polycrystalline diamond film, but there was no demonstration of a thin alumina coating on crystalline diamond. 11 Other authors reported 12 nm alumina film coated on diamond particles by 100 cycles of ALD, but there was no direct observation of thickness after less than 10 cycles. Moreover, the resulting ALD-coated diamond particles were not fully characterized and their capabilities are still not well understood in terms of the performance of such materials in a polymer composite. 12
The present study attempted to deposit an ultrathin conformal alumina film on diamond particles using ALD. The morphology of the deposited film was assessed, and the hydroxyl group concentration was quantified and compared with that on conventional alumina particles. To examine the effect of this alumina coating, a TIM was fabricated by combining the coated diamond particles with a PDMS matrix. The thermal conductivity and flow rate of this diamond polymer composite were investigated while varying the surface treatment applied to the diamond.
Materials and methods
Diamond particles having average sizes of 4.5, 9.5, 12.5, 35 or 80 μm were purchased from TOMEI DIA. Alumina particles having sizes ranging from 0.3 to 12.5 μm were purchased from Sumitomo Chemical. Trimethylaluminum (TMA, EL grade) was purchased from Japan Advanced Chemicals, Ltd PDMS (KF-96–100cs) was obtained from Shinetsu Chemical while decyltrimethoxysilane (DOWSILTM Z-6210) was purchased from Dow Chemical. The (3,3,3-trifluoropropyl)dimethyl-chlorosilane (TFS), diethylbenzene and pyridine used in this work were purchased from Tokyo Kasei.
The laboratory scale ALD system used in the present experiments was the Prometheus, Forge Nano USA (Figure 2), which uses a fluidized bed reactor to enables conformal coating of particles (nanometers to hundreds of microns) without aggregation. Batches of powder ranging from milliliters to 1 liter can be coated via a variety of reactor sizes. Diamond particles were loaded into a 1 litter of fluidized bed reactor, pumped down, and dried at 180 °C with a low pressure flow of nitrogen for 2 h. 70 sccm was chosen as the ideal fluidization flow. To deposit alumina film, TMA and H2O precursors were then alternately dosed, using the driving force of their vapor pressures, and carried by nitrogen flow through the powder bed. Each ALD cycle consisted of a TMA dose to add methylated Al, a purge with nitrogen, conversion of methyls to hydroxyls using water, and another purge. Cycle were repeated until the desired thickness was obtained. RGA (mass spectrometry) monitoring during the ALD process was used to watch for reaction products (including methane) and precursor species, to determine when the reaction was saturated, as well as to determine when it was purged out sufficiently to introduce the next precursor. In this manner, there is no overlap of two precursors. The samples were unloaded after cooling down to room temperature.
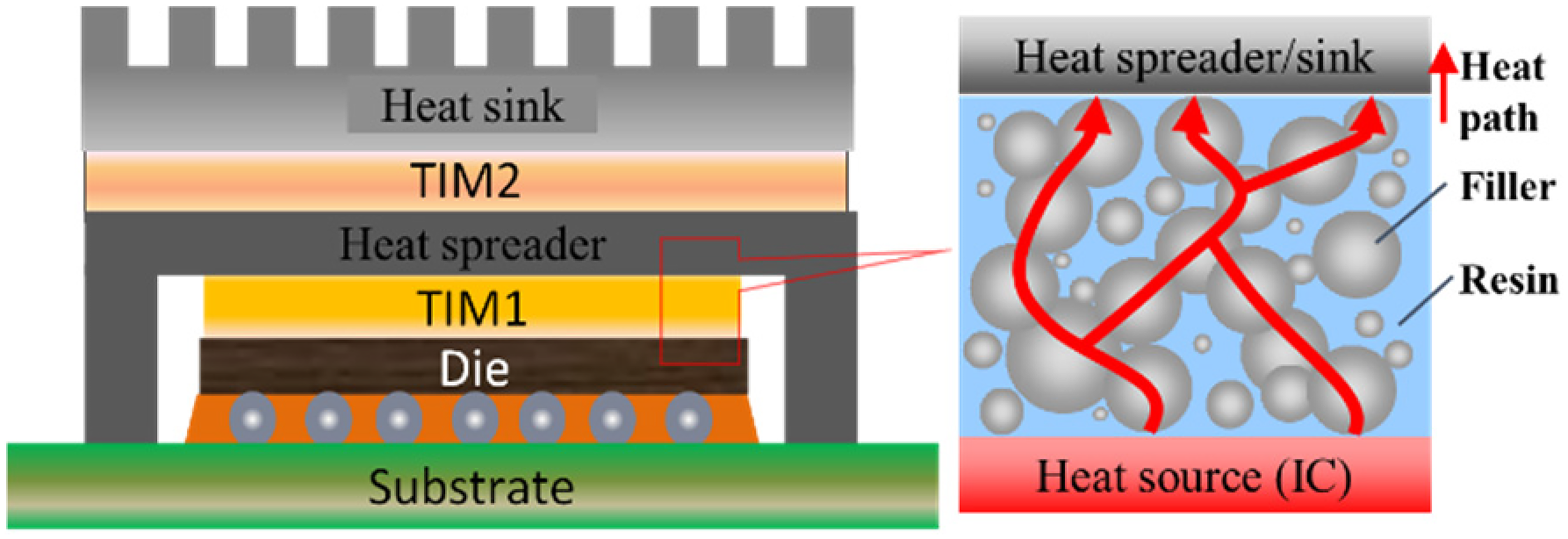
Heat dissipation in TIM. The filler has a significant effect on TIM performance because this material provides the primary heat transfer pathway.
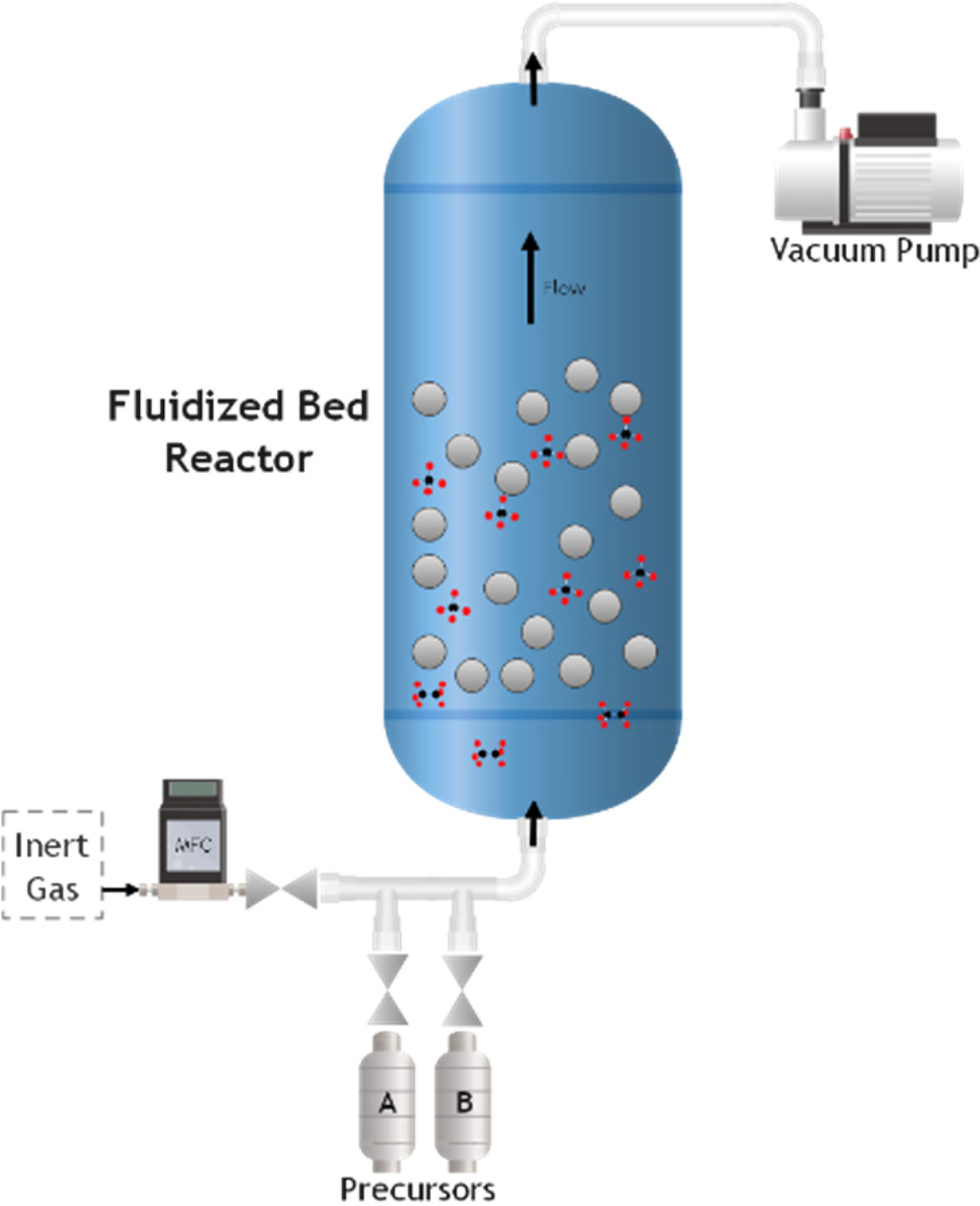
Schematic illustration of present ALD system.
The aluminum concentration on the diamond particles was determined using inductively coupled plasma optical emission spectroscopy (ICP-OES) Optima 8000 (Perkin Elmer, USA).
The morphologies of the deposited films were observed by scanning transmission electron microscopy (STEM) with a JEM-2100 instrument (JEOL, Tokyo) and scanning electron microscopy (SEM). The Brunauer, Emmett and Teller specific surface areas of various specimens were ascertained with a TriStar II PLUS device (Micromeritics, Shimadzu). The composition of each film was characterized using X-ray photoelectron spectroscopy (XPS). 27Al nuclear magnetic resonance (NMR) spectra were collected with a JEOL 400 solid-state spectrometer (9.38 T) at a Larmor frequency of 104.17 MHz with a 4 mm zirconia rotor and a 4 mm cross polarized magic angle spinning (CPMAS) probe. A relaxation delay of 3 s and a 90° pulse length of 2.56 µs were used to collect one-dimensional 27Al MAS spectra.
As noted, hydroxyl groups on the diamond particle surfaces play an important role in enabling silane couplings that ensure good compatibility with the matrix resin when fabricating a TIM composite. Moreover, the physical stability of ALD-alumina film having hydroxyl groups is a big concern since diamond particles may scratch their own surfaces in mixing process. In this work, silylation of these hydroxyl groups was carried out using monochlorosilanes, 13 before or after mechanical mixing. XPS was also employed to quantitatively determine the concentration of hydroxyl groups on the diamond particles. TFS was used as the monochlorosilane because this compound was able to selectively and quantitatively bind to reactive sites on the diamond particles. This process labeled the particles with fluorine and silicon atoms in the TFS via silylation without a condensation reaction as shown in Figure 3. These fluorine and silicon atoms could subsequently be detected by XPS so as to quantify the concentration of hydroxyl groups on the diamond particle surfaces. In a typical experiment, diamond particles were dried by heating at 180 °C for 2 h under vacuum and then cooled to room temperature prior to the TFS treatment. A 0.5 g sample of these dried diamond particles (12.5 μm particle size) before or after pre-mixing in glass container for 5 min using a planetary mixer operating at 2000 rpm at room temperature was then added to the reactor, after which diethylbenzene (2.66 mL), pyridine (0.71 mL) and TFS (0.72 mL) were fed into the device under a N2 flow. The specimen was then heated to 120 °C and held at that temperature for 5 h. Finally, the material was cooled, captured by filtration, washed three times with ethanol and dried at 80 °C under vacuum overnight.
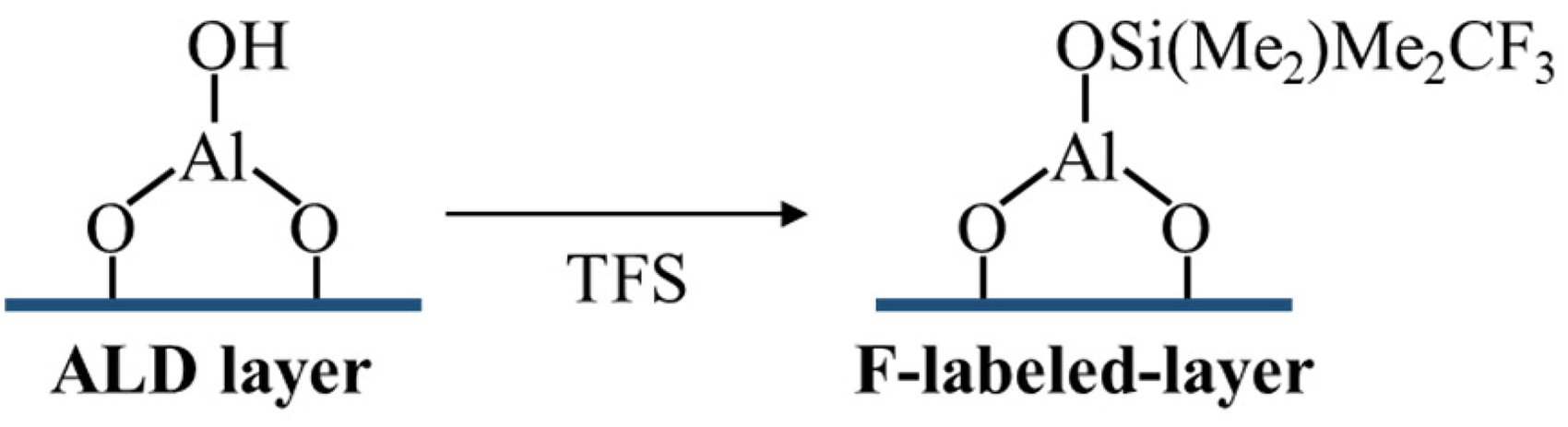
Diagram showing F labeling of ALD-coated diamond with TFS.
To verify the effect of ALD deposition on the diamond particles, grease-type diamond/PDMS composites were produced and assessed with regard to thermal conductivity and flow rate. A binary filler system consisting of both diamond and alumina particles was used in this study to provide an increased total filler volume proportion based on incorporating small alumina particles. Liquid PDMS, diamond particles, alumina particles and silane couplings were combined in the volume-based proportions shown in Figure 4, and only the largest particle of 12.5 μm were replaced as shown in Table 1. The combined materials were mixed for 1 min using a planetary mixer operating at 14,000 rpm at room temperature. This mixing process was repeated three times to generate the composite.
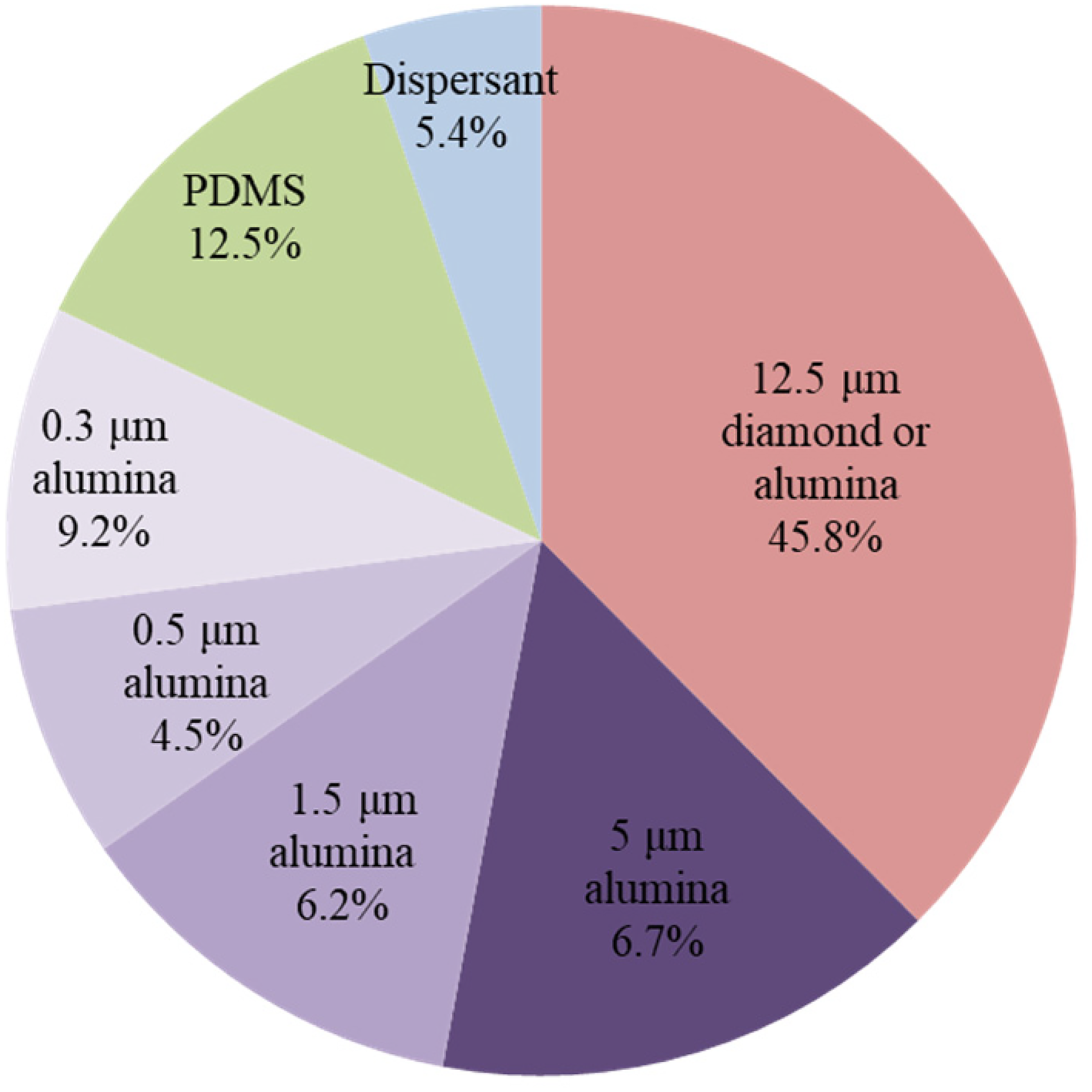
Volume-based proportions of ALD-coated diamond/PDMS composites.
Types of diamond particles used to produce composites.
Steady state thermal conductivity tests were performed in the thickness direction of the diamond composite specimens at room temperature using a T3Ster DynTIM device (Siemens) and following the ASTM D5470 procedure. The thermal resistance values of samples having thicknesses of 400, 500 and 700 μm were determined and thermal conductivity values were ascertained from these data.
Flow rate is directly related to the ability to apply a grease-like TIM. The present TIMs were non-Newtonian fluids because the incorporation of fillers generated thixotropic properties. The flow rate can also be a useful means of estimating throughput during manufacturing processes and so has practical applications. In the present work, the flow rate of each composite was measured based on extrusion from a syringe (30 mL F type, Musashi Engineering, Inc.) at a pressure of 0.42 MPa over a 10 s duration.
Results and discussion
ALD was used to deposit alumina on diamond particles having sizes from 4.5 to 80 μm, using ten ALD cycles in each case. The concentration of aluminum on the coated particles was subsequently determined by ICP-AES. The thickness of each alumina film, TALD−film, was then estimated based on the aluminum concentration, volume of each alumina film, VAl2O3,m3/g, assuming an alumina density ρAl2O3 of 3.0 g/cm3 and the surface area for the uncoated diamond particles as measured by BET and using equations (1) and (2). A plot of the aluminum concentration in the ALD coatings determined by ICP-AES against the calculated values for the various diamond particle sizes is presented in Figure 5. From these results, it is evident that the film thickness increased in a linear manner with the number of coating cycles, with a growth rate of 0.12 nm alumina per cycle. It is also apparent that the ICP-AES data agree with the expected values quite well for all particle sizes.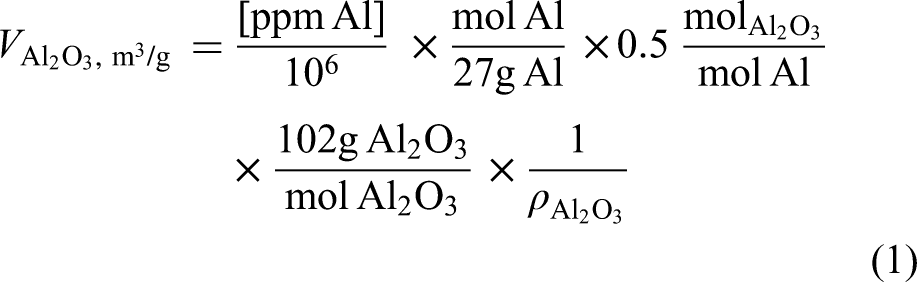

Calculated (dashed line) and actual (red dots) aluminum concentrations of diamond particles following 10 ALD cycles of alumina. Data points from left to right are for diamond particle sizes of 80, 35, 12.5, 9.5 and 4.5 μm.
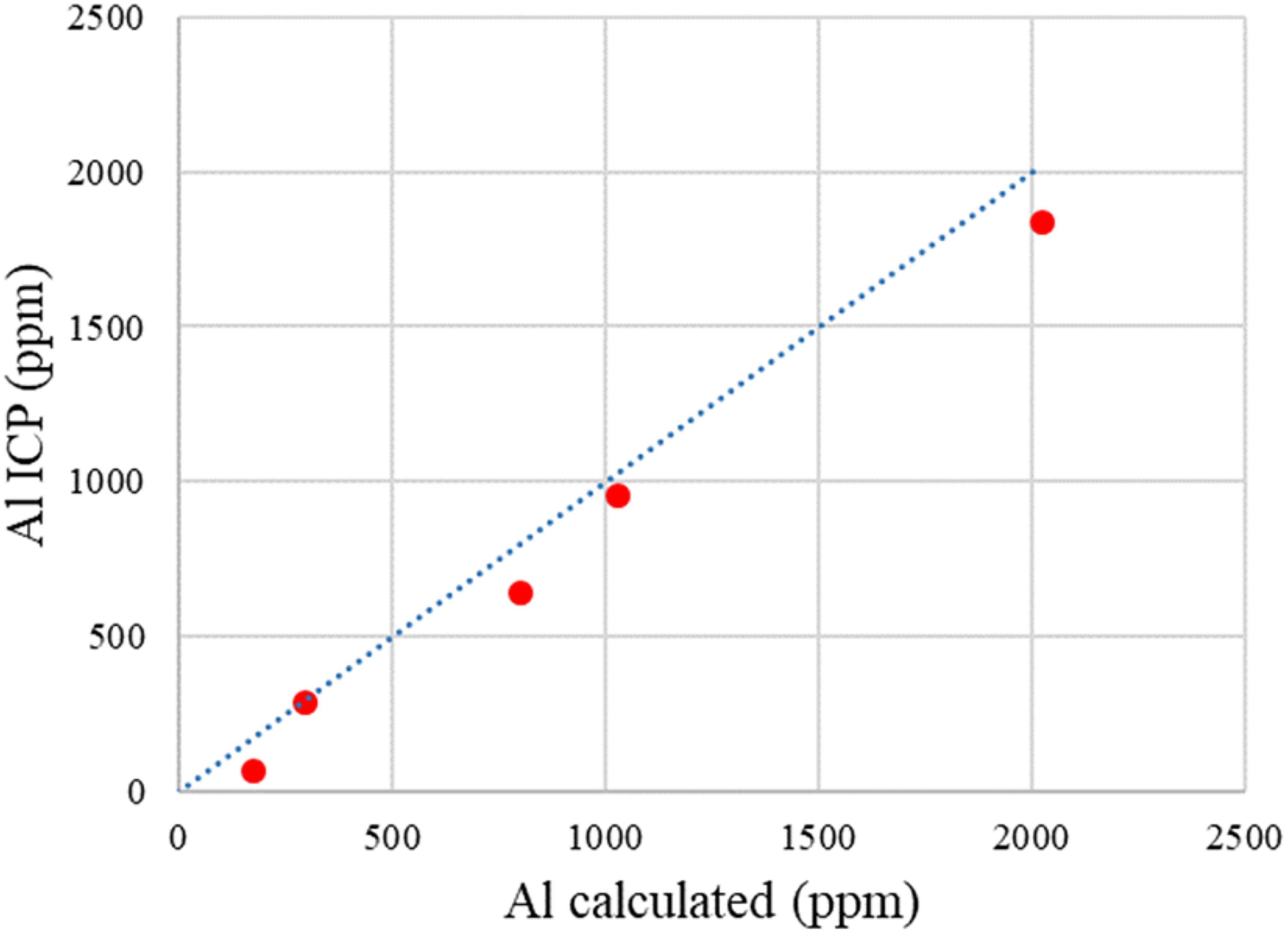
TEM images were used to confirm that conformal coatings of alumina had been applied to the diamond particle surfaces. Representative TEM images of diamond particles after five and ten coating cycles are provided in Figures 6 and 7, respectively. These images demonstrate that smooth conformal coatings were achieved. The film thicknesses were in the range of 0.6–0.8 nm and 1.0–1.4 nm after five and ten cycles, indicating that the film growth rate at 180 °C was 0.12 nm per cycle. This rate matches that obtained from the ICP-AES data. Prior work involving the application of TMA to BN particles found that the resulting films were not conformal but rather exhibited an island morphology. 10 In contrast, the present data do not show an island morphology on the diamond particles, suggesting that the ALD process did not involve a nucleation period. Rather, alumina deposition began immediately during the first coating cycle.
Cross-sectional TEM image of ALD-coated diamond particle after five cycles of ALD.
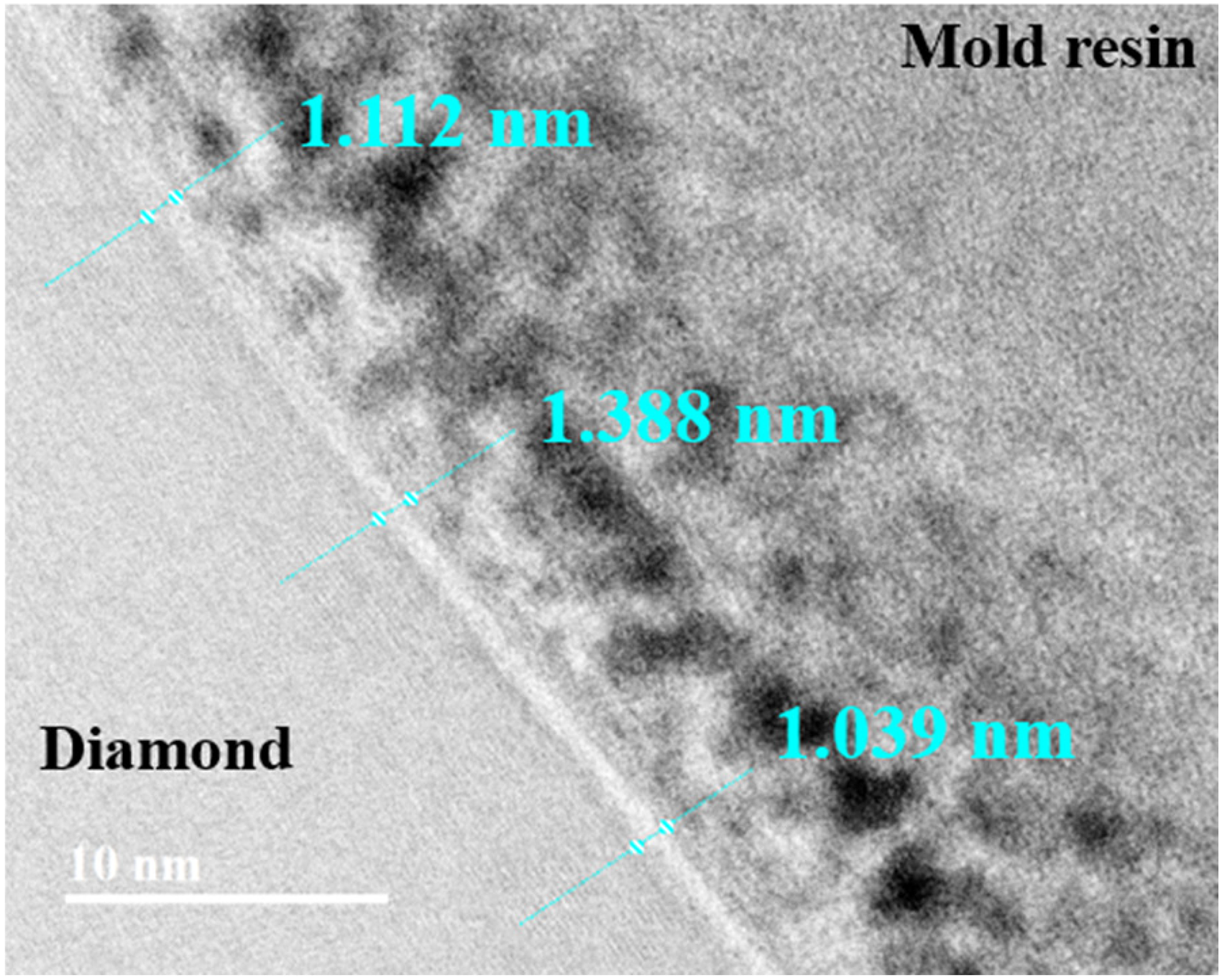
Cross-sectional TEM image of ALD-coated diamond particle after ten cycles of ALD.
TEM-EDX analyses combined with XPS indicated that the deposited films were composed of aluminum and oxygen (Figures 8 and 9), suggesting that these layers comprised aluminum oxide or hydroxide. Hence, ALD was able to form uniform films on micron-sized particles over the area range observed in the SEM-EDX images. Achieving such uniform films, and without particle agglomeration, is attributed to the use of a fluidized bed ALD reactor (Figure 10).
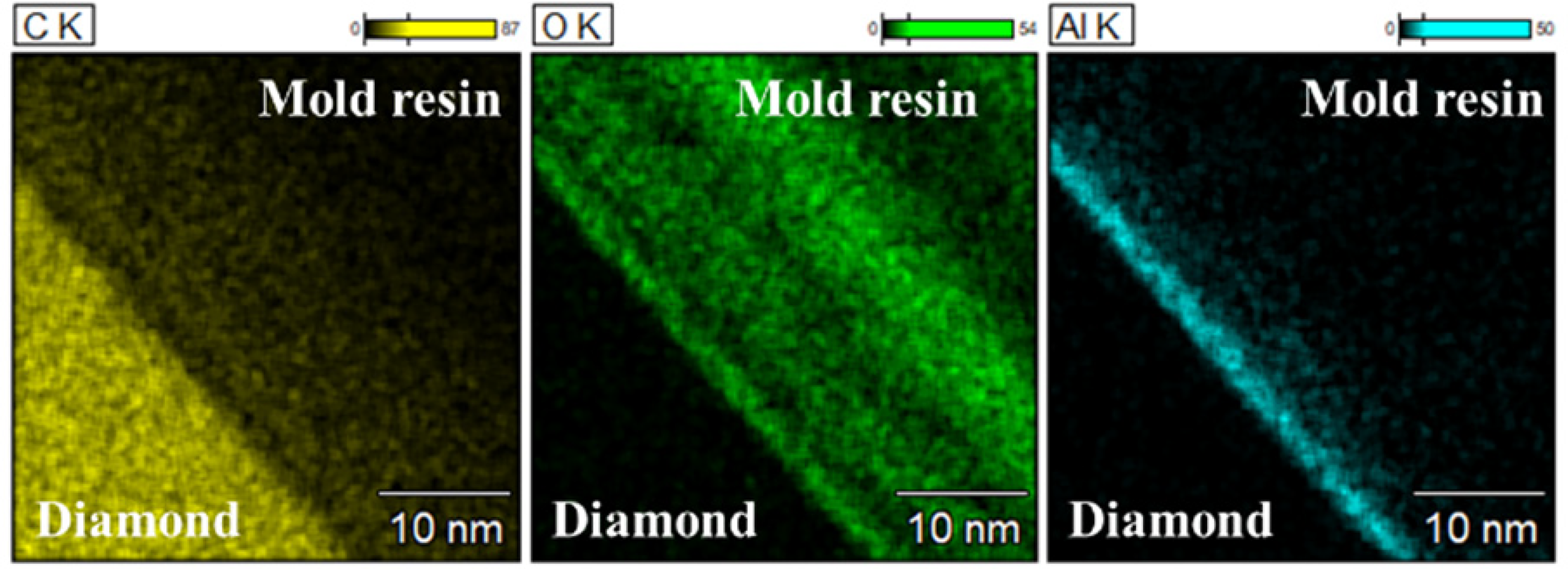
Images from cross-sectional TEM-EDX analysis of ALD-coated diamond particle after ten cycles.
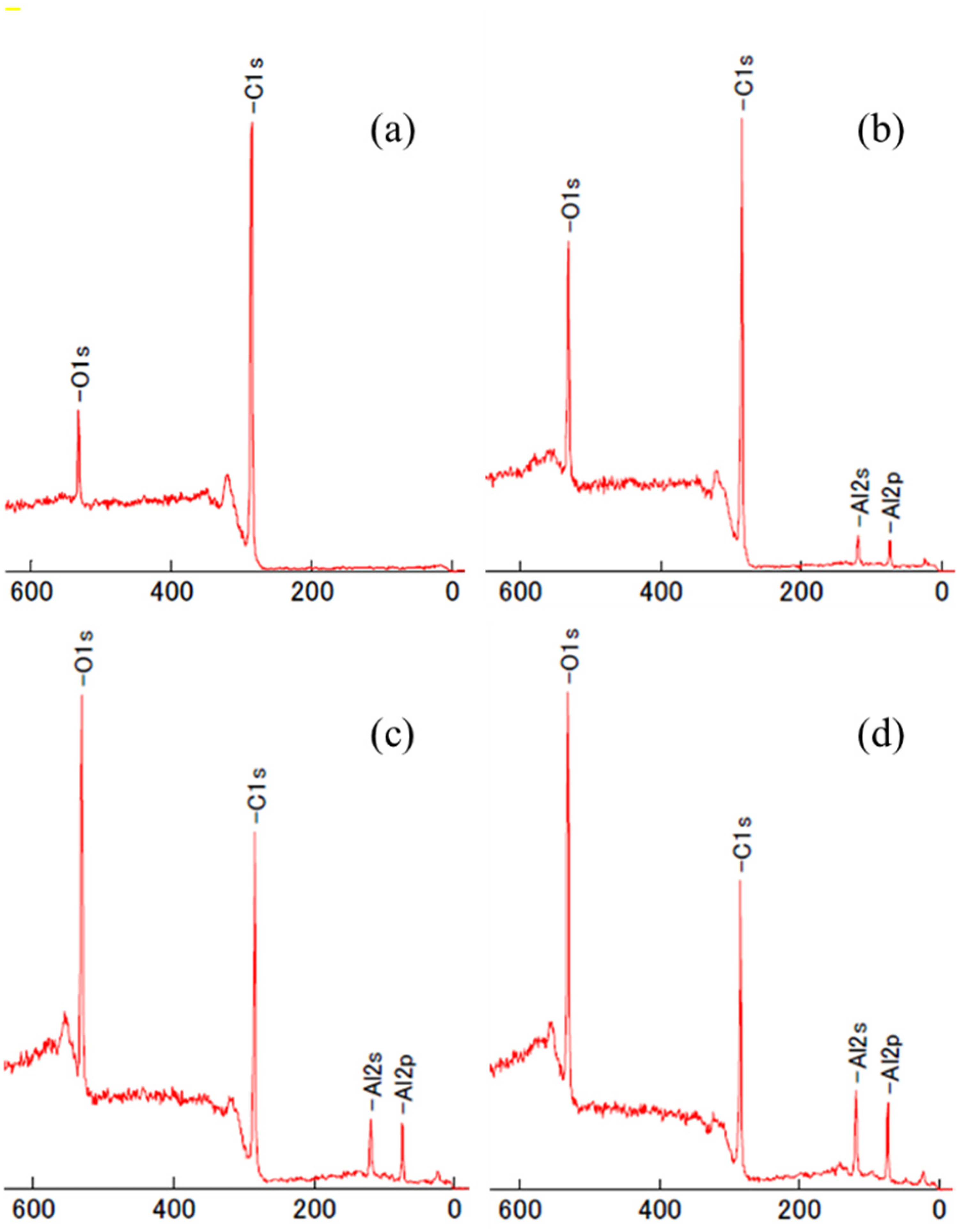
XPS spectra of (a) pristine diamond particles and of ALD-coated diamond particles after (b) five, (c) ten and (d) 20 cycles.
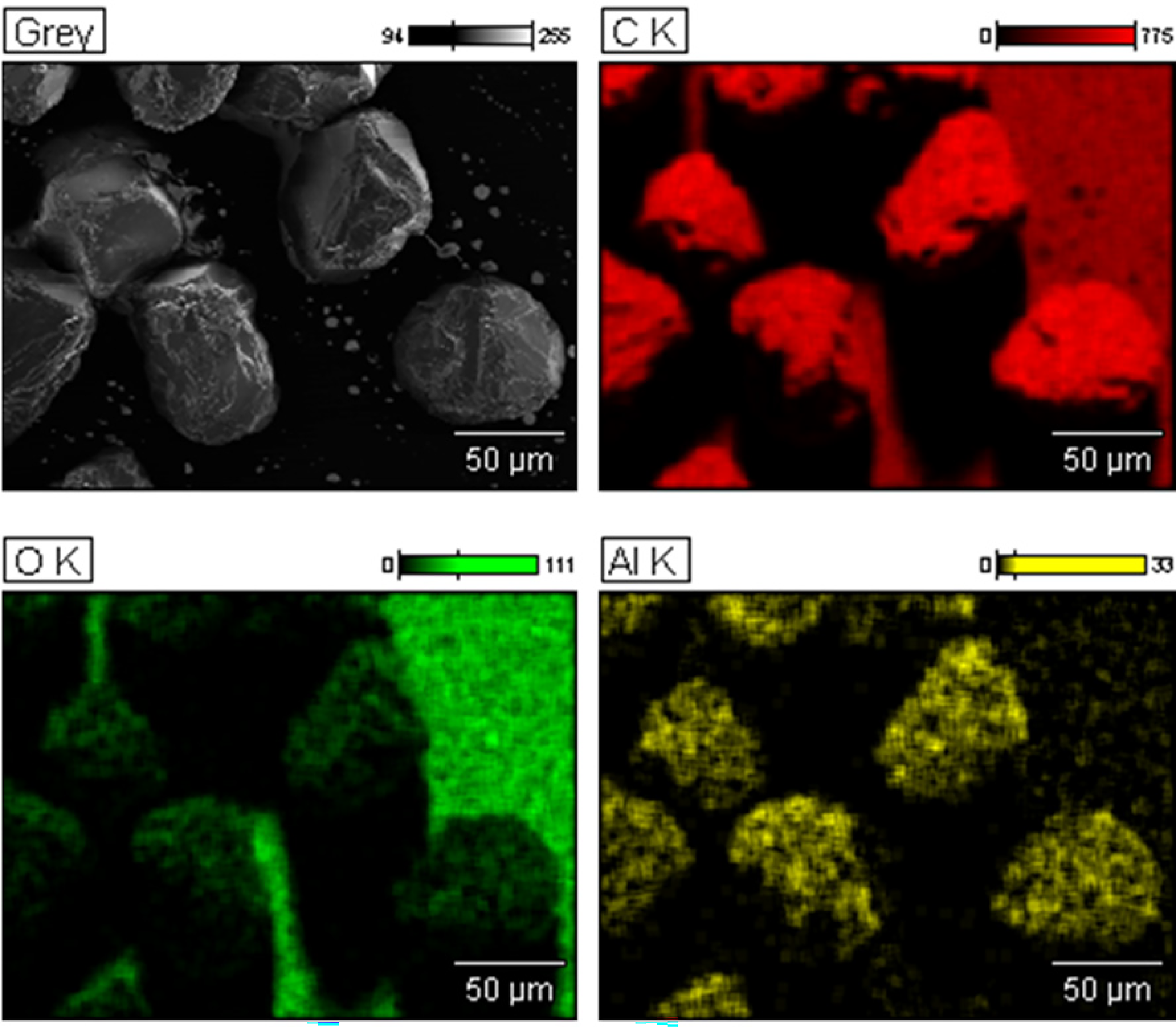
Images from SEM-EDX analysis of ALD-coated diamond particles after ten cycles of ALD.
XPS data were acquired from pristine diamond particles and diamond particles following five, ten or 20 ALD cycles. Signals from the alumina were observed at 118.7 eV (Al, 2s), 74.2 eV (Al, 2p) and 531.0 eV (O, 1s), corresponding to Al–O bonds. These data confirmed the presence of alumina films on the diamond particles. In Figure 9, the oxygen and aluminum signals also become much stronger as the number of ALD cycles increased. In contrast, the carbon signal at 285.8 eV is quite weak, as expected for diamond particles encapsulated by a conformal alumina coating. The carbon XPS signal was not completely attenuated because this signal partly attributed to surface carbon.
The scaled-up ALD coating cost was estimated at roughly 10% of the diamond material cost, which is considered affordable for this high-end application requiring high thermal conductivity.
Figure 11 presents the O 1s XPS spectra obtained from several samples. In each case, the position of the O 1s peak varies between the pristine diamond particles and the diamond particles after four and ten ALD cycles. This change is due to variations in the chemical bonding state of the oxygen. The main peak appeared at 531.7, 531.4 and 531.0 eV in these spectra. These data suggest that the bonding state of oxygen changed from C-O in the diamond to Al-O associated with alumina.
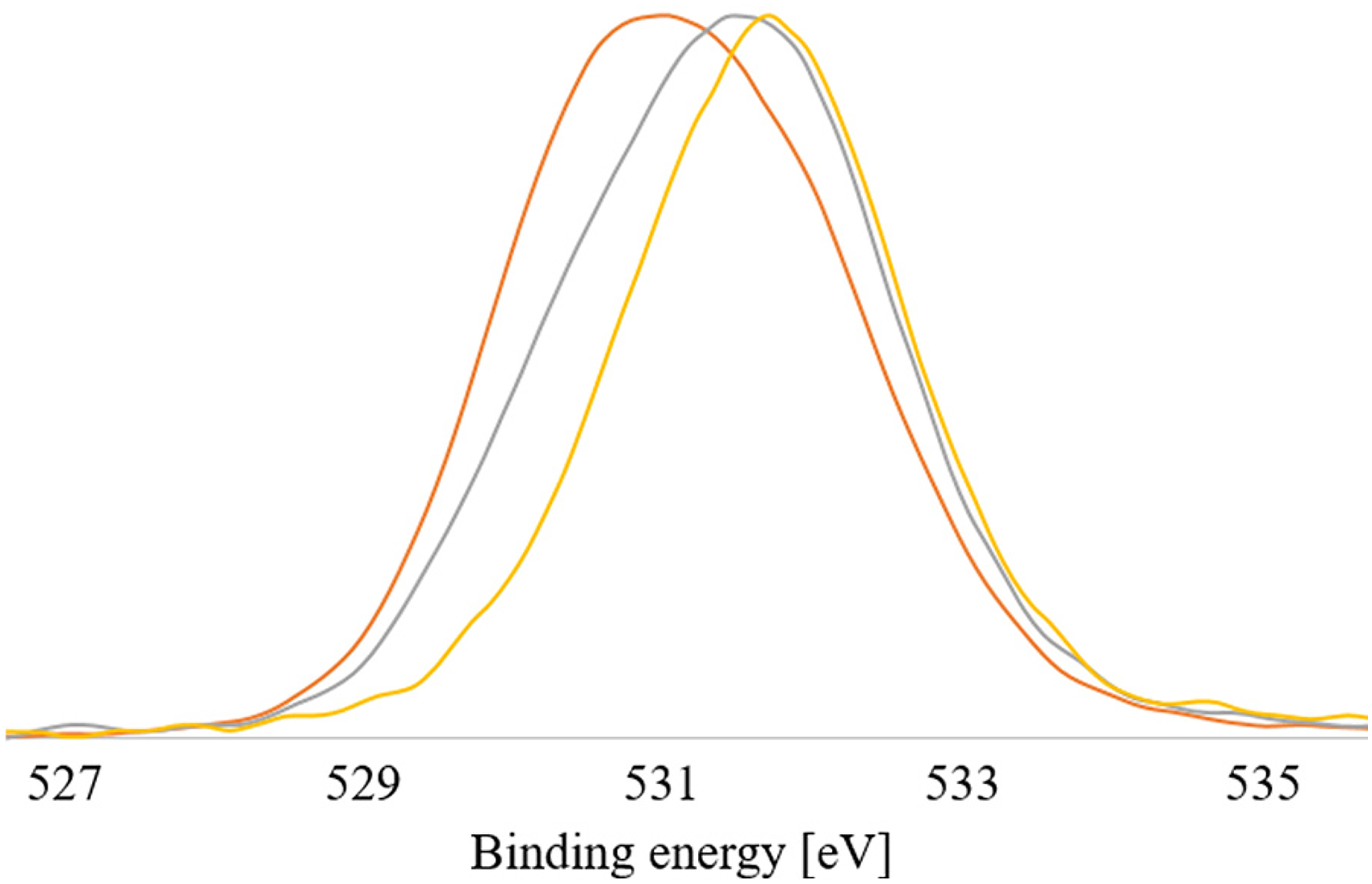
O 1s XPS spectra obtained from pristine diamond particles and diamond particles after four and ten ALD cycles.
The images in Figures 6 and 7 show the crystal lattice within the diamond part of the specimens whereas the alumina layers do not show this lattice and hence were amorphous. 27Al MAS-NMR was used to ascertain the form of the alumina (alpha, gamma or amorphous) and the degree of crystallinity.14,15 This technique was used to evaluate both the alumina deposited by ALD and micron-sized alumina particles for comparison purposes. Figure 12 shows the spectrum obtained from diamond particles after the ALD process. This spectrum exhibits a single main peak at 8.1 ppm related to Al-O bonds in hexa-coordinated structural units (referred to herein as Al6). The spectrum also confirms that both the bohemite (γ-AlOOH) and gibbsite (γ-Al(OH)3) phases in the specimen were composed solely of Al6 structural units.14,15 In contrast, the 27Al MAS-NMR spectrum obtained from α-alumina particles used commercially in TIMs contains a major peak at 16.3 ppm. Both bohemite and gibbsite are transformed to corundum by annealing at temperatures above 1100 °C to produce crystalline α-alumina, such that the Al6 peak is shifted.14,15 Thus, the alumina deposited on the diamond particles by ALD at 180 °C was in an amorphous state and contained aluminum hydroxide groups.
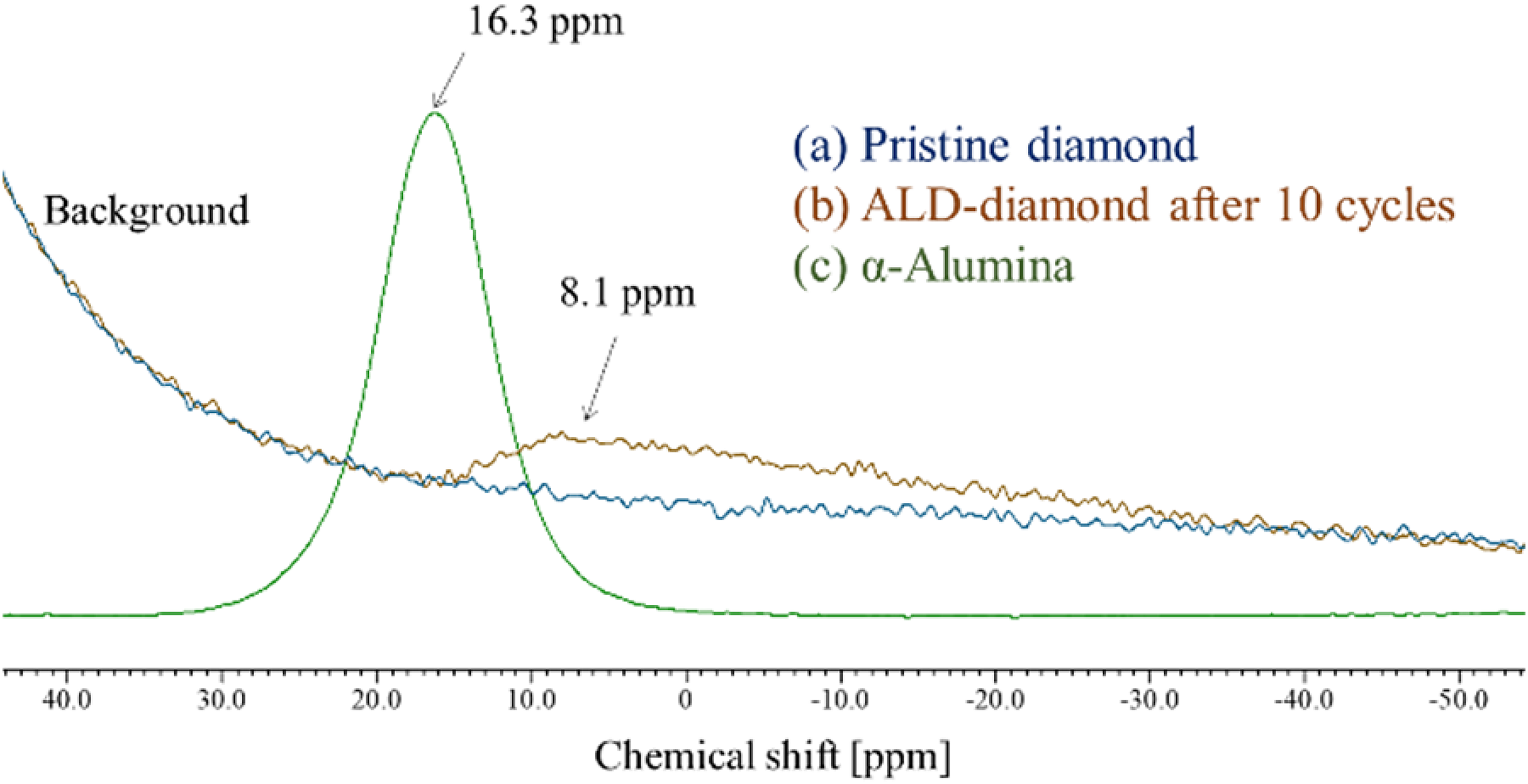
27Al-NMR spectra of pristine diamond particles, diamond particles after ten ALD cycles and α-alumina.
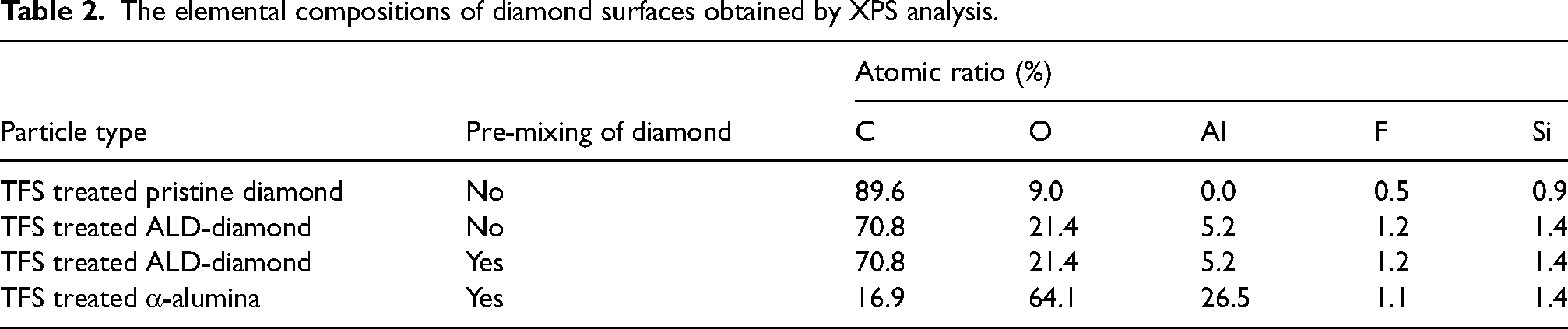
Labeling with TFS was used to assess the extent to which ALD increased the number of hydroxyl groups on the diamond particles (Figure 3). In these trials, fluorine in the TFS was analyzed by XPS after labeling. The diamond particles treated with TFS generated a F 1s peak at 688 eV and a Si 2p peak at 102 eV. Table 2 summarizes the data obtained from various specimens before and after pre-mixing, including α-alumina following modification with TFS. The proportions of fluorine and silicon on the diamond surfaces after modification with TFS were found to be higher than those on the pristine diamond. These results confirmed that TFS reacted with the alumina-coated diamond to a greater extent than with the pristine diamond. Hence, it appears that hydroxyl groups remained on the outermost surfaces of the alumina-coated specimens without the formation of Al-O-Al bonds during ALD processing at 180 °C. The density of hydroxyl groups derived from the conformal alumina film was also higher than that on the pristine diamond and the former groups were more reactive because aluminum atoms are more likely to exhibit ionic properties than carbon atoms. In addition, it revealed the alumina film was stable for mechanical mixing.
The elemental compositions of diamond surfaces obtained by XPS analysis.
The thermal conductivities of various composites incorporating the diamond particles were examined with the results presented in Figure 13. The thermal conductivity of the composite made using diamonds treated with five ALD cycles was 6.93 W/mK and so was marginally higher than that of the material incorporating pristine diamond (6.83 W/mK). Interestingly, the thermal conductivities obtained with diamonds subjected to ten and 20 ALD cycles were lower. It appears that five ALD cycles was optimal.
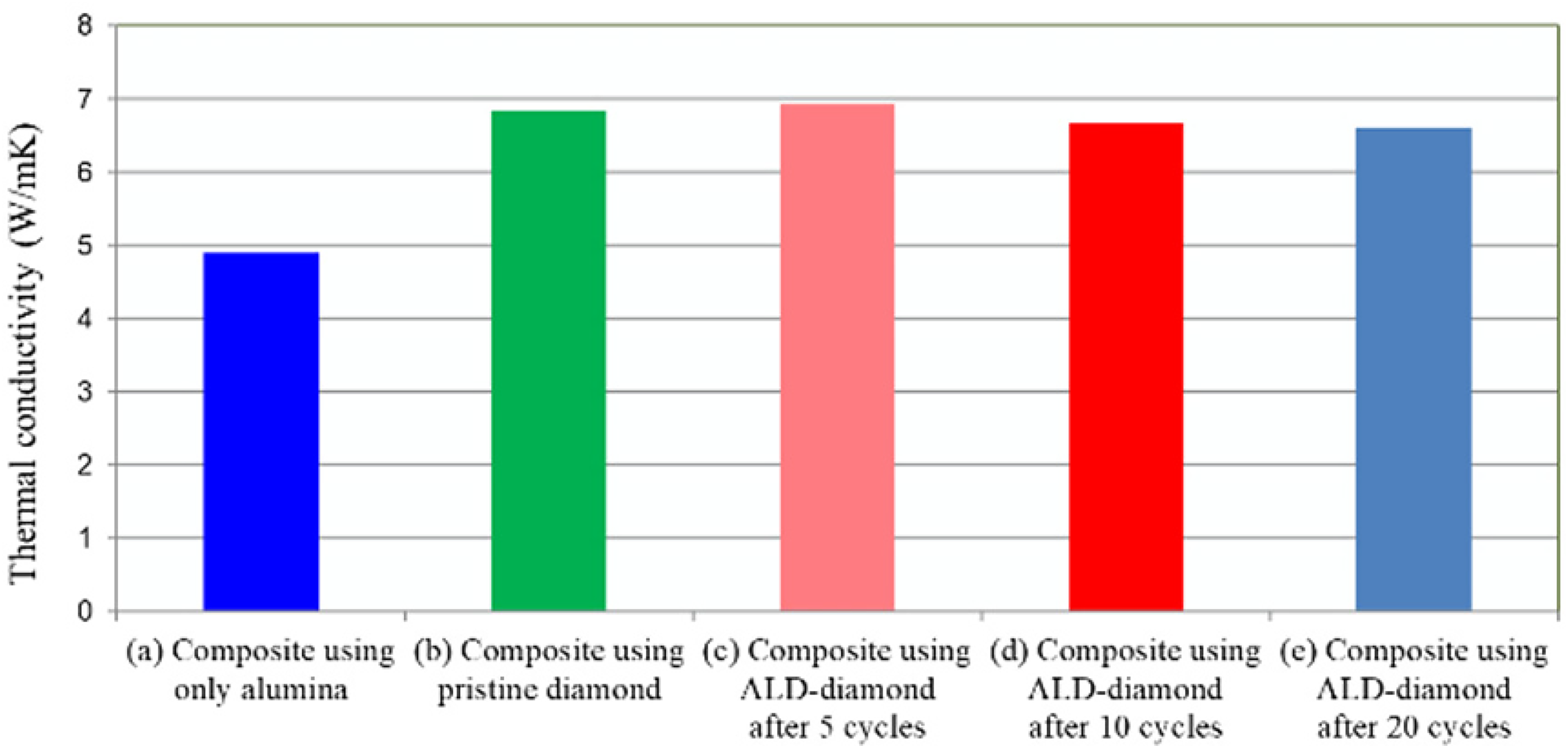
Thermal conductivity of pristine diamond particles and of diamond particles after five, ten and 20 ALD cycles.
The flow rate data in Figure 14 indicate that the composites made using five, ten and 20 ALD cycles had values of 22.6, 20.3 and 21.1 g/min, all of which were much higher than that of the composite using pristine diamond particles (15.7 g/min), and it is the same level as that of the alumina composite (22.0 g/min). The coated diamond particles reacted to a greater extent with silane groups to improve compatibility between the particles and the matrix resin.
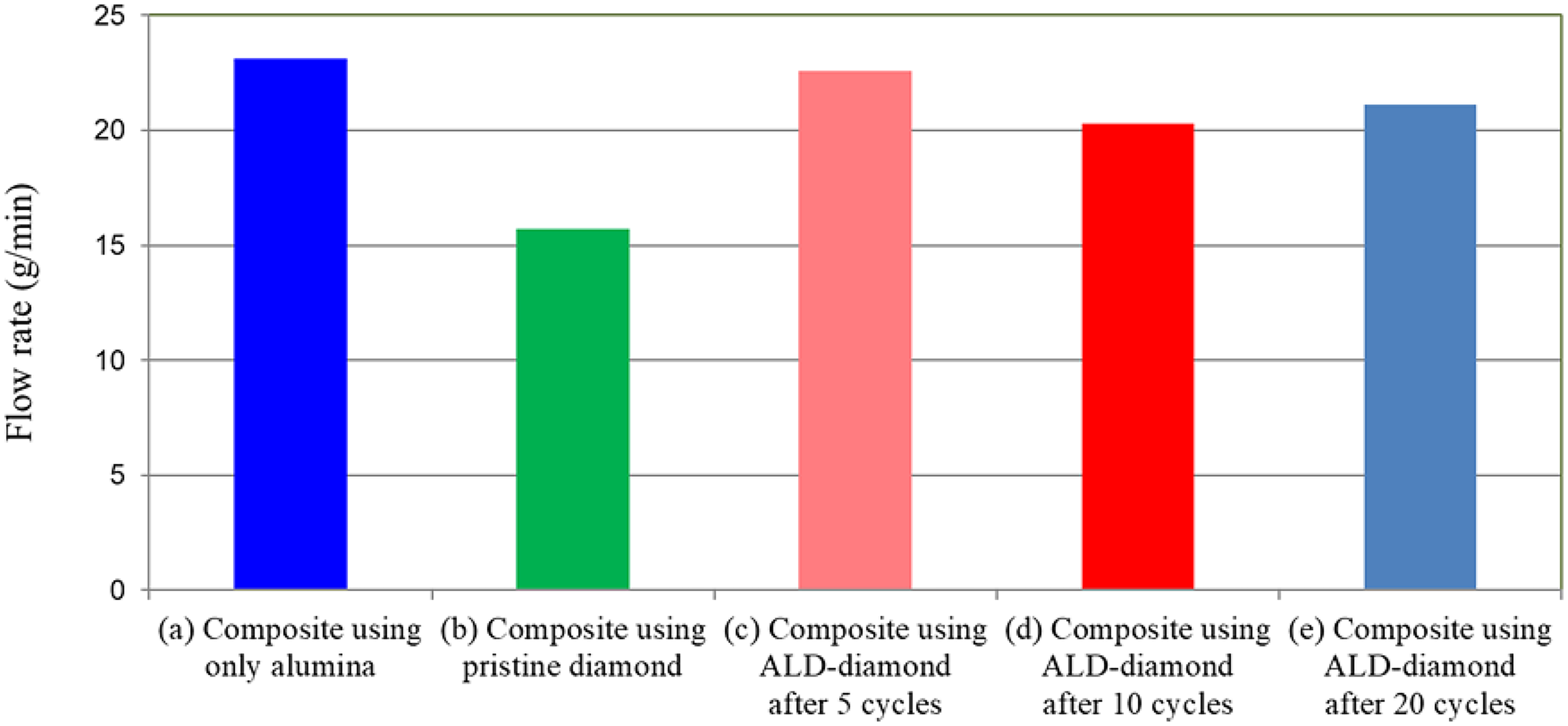
Flow rate for pristine diamond particles and for diamond particles after five, ten and 20 ALD cycles.
These results show how ALD is uniquely suited for designing diamond composites to meet both high thermal conductivity and flow rate.
Conclusion
Diamond particles were coated with very thin conformal alumina films by ALD. This process was performed in a fluidized bed reactor to prevent the aggregation of particles. The formation of such films on the diamond particles was confirmed by TEM. The composition of the alumina films on the diamond particle surfaces was established by XPS, and 27Al NMR data indicated that the deposited alumina had an amorphous structure.
The films deposited after five and ten 10 cycles were found to be conformal by TEM observations and the film growth rate at 180 °C was 0.12 nm per cycle. The alumina film growth rate based on ICP-AES data was in good agreement with the growth rate determined from TEM imaging. A composite made using diamond particles after five ALD cycles showed marginally higher thermal conductivity and a much higher flow rate than a sample produced with pristine diamond particles, due to better compatibility between the diamond particles and matrix resin.
This study verified the capability of alumina coating on diamond particles by the laboratory scale ALD system, which is scalable in existing ALD particle equipment to batch volumes over 1000x larger and adds costs that are acceptable for this application.
Footnotes
Acknowledgements
The authors thank Scaria Abison and Daniel Higgs for collaboration on experimental design.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.