
Abstract
Effective heat treatment and surface finish are essential for improving the lifespan and functionality of gears. In this research paper, surface quality enhancement of bevel gears is achieved using heat-treated and coated honing gear instead of traditional abrasive materials. Although abrasive techniques are effective, they often result in increased wear and inconsistent surface finishes. The 20MnCr5 steel honing gear having higher hardness than workpiece gears is used as special accompaniment in the advanced pulse electrochemical honing (P-ECH) process. The hardened honing gear is prone to corrosion because of the electrolyte used in the P-ECH finishing process, consequently reducing its lifespan and degrading performance. Thus, the essential hardness, wear, and corrosive resistance to honing gear are achieved through well-defined and combined case hardening and coating treatments, viz. (i) carburizing process (CP) alone, (ii) CP followed by cryogenic treatment (CT), (referred to as CPCT) and (iii) CPCT with additional coating of Titanium Nitrate (TiN), (referred to as CPCTiN). Extensive experiments were undertaken to investigate the performance of enhanced honing gear at different speed levels in terms of surface finish and microgeometry improvement belonging to workpiece gears in P-ECH process. The experimental results indicate an improvement of 63.46% in maximum surface roughness, 52.51% in average surface roughness, and an overall improvement in cumulative pitch errors and runout for the finished bevel gear processed with enhanced corrosion-resistant CPCTiN honing gear at 40 rpm. This study highlights that honing gear treatment and speed selection significantly influence the balance between anodic dissolution and mechanical scrubbing ensuring uniform material removal and improved gear accuracy.
Introduction
Bevel gears are used in automotive, marine, aerospace, and industrial applications, where precision finishing is essential for withstanding high loads, reducing friction, and operating under extreme conditions to ensure optimal performance. Conventional finishing methods like grinding, honing and lapping are used for gears to achieve precise tolerances and smooth surfaces. However, they have limitations with complex geometries like bevel gears, including low material removal rates (MRR), residual stress and limited flexibility. 1 Grinding, while commonly used, generates high tensile residual stresses, increasing the risk of fatigue failure and microcracks, and can cause defects like grind lines and burns, leading to noise, vibration, and potential tooth breakage. Honing and lapping, although effective for fine finishing, suffer from low productivity, excessive process time, and inability to handle high-strength materials. These limitations emphasize the need for a more efficient, less damaging gear finishing process that improves bevel gear surface quality. To address this, researchers explored an advanced hybrid process, electrochemical honing (ECH), ensures fast material removal with zero tool wear, producing a stress-free, burr-free surface without mechanical or metallurgical changes.2,3 The feasibility of using ECH to finish the hardened helical gear of the involute profile using a specially designed cathodic helical gear tool was confirmed by Capello and Bertoglio. 4 However, challenges in controlling anodic dissolution and metal debris removal from the inter-electrode gap (IEG) can lead to poor surface finish. These issues were resolved by using a pulsating direct current supply instead of continuous direct current (DC), a technique known as pulse assisted electrochemical honing (P-ECH) that enhances process stability and surface quality. 5 The effectiveness of the pulse electrochemical process is critically dependent on the specific parameters of the pulsed current, namely pulse frequency, duty cycle, and current density, which together determine the process efficiency and the quality of the resulting surface finish. 6
P-ECH achieves higher productivity due to its MRR, which is significantly greater than grinding and lapping. 7 Additionally, it minimizes residual stresses, introducing compressive residual stress, which enhances fatigue resistance and service life while eliminating thermal damage. The process is highly flexible, capable of finishing complex bevel gear geometries and hard-to-machine materials such as superalloys, making it ideal for precision applications in high-performance industries. P-ECH has strong potential for implementation in the automotive, aerospace, and heavy machinery sectors due to its high precision, efficiency, and sustainability. However, further studies are required to facilitate industrial implementation by addressing challenges in electrolyte waste management, corrosion risks, and process standardization, which need further research and optimization for broader adoption. 8
A cost-benefit analysis comparing P-ECH with traditional methods further reinforces its advantages. Grinding incurs high operational costs due to frequent tool wear, high energy consumption, and rework from stress-induced failures. Lapping, though effective for ultra-smooth finishing, is slow and labour-intensive. In contrast, P-ECH reduces rejection rates, energy consumption, and tooling costs making it a more cost-effective alternative. Moreover, a life-cycle assessment (LCA) revealed that P-ECH consumes 25% less energy than electrochemical honing, reducing its carbon footprint. 7 Unlike grinding, which generates grinding swarf and coolant waste, P-ECH operates with closed-loop electrolyte recycling systems, minimizing environmental hazards and material wastage.
The selection of electrolyte plays a crucial role among various parameters considered for P-ECH optimization. Generally, an aqueous solution of inorganic compounds is used as the electrolyte in electrochemical-based processes. In ECH, a salt-based electrolyte, such as NaCl, NaNO₃, NaClO₃, KCl, KNO₃, or their combinations, is typically supplied through the IEG. NaCl is highly conductive and enhances MRR but is also highly corrosive, potentially damaging machine components. In contrast, NaNO₃ is less corrosive, making it a safer option; however, it forms a passivation layer that reduces dissolution efficiency. 3 In P-ECH, the honing gear is fundamental in removing this passivation layer, which in proximity to the electrolyte, falls into one of three categories: (i) untreated, (ii) treated to be slightly harder than the gear being processed, or (iii) abrasive-embedded. Regardless of its category, the honing gear must be protected from electrolyte-induced corrosion to prevent premature wear, maintain dimensional accuracy, and ensure consistent finishing performance throughout the process. While electrolyte composition changes can minimize corrosion to some extent, it may still occur, ultimately degrading gear performance. The alloy steel honing gear must possess high hardness, wear resistance, and corrosion resistance. 9 While heat treatment methods like carburizing enhance hardness, their impact on corrosion resistance remains limited due to the presence of acicular martensite in the microstructure. 10 A viable alternative is cryogenic treatment (CT), which transforms retained austenite into martensite, increasing hardness and improving wear resistance. Additionally, CT enhances the corrosion resistance of commonly used steels, making them more suitable for applications in non-traditional corrosion environments.11,12
Ongoing research addresses electrolyte-induced corrosion in hardened 20MnCr5 alloy steel honing gears through the application of protective coatings. TiN coating is preferred due to its excellent corrosion resistance against aggressive electrolytes, high wear resistance, and strong adherence to hardened steel, ensuring long-lasting protection without delamination. 13 Its chemical inertness minimizes interaction with reactive electrolytes, while its uniform deposition enhances honing gear performance, extending its lifespan and maintaining precision in the P-ECH process.
This study investigates the effect of heat treatment and TiN coating on hardened honing gears to enhance the overall quality of workpiece bevel gears processed through P-ECH. The findings confirm that TiN coating in addition to heat treatment not only enhances the quality of the finished gears but also provides self-protection against electrolyte-induced corrosion. The improved quality of workpiece bevel gears is expected to result in smoother operation, reduced noise and wear, lower failure risks, and significantly extended operational life under demanding conditions.
Materials and methods
In this study, alloy steel 20MnCr5, with a hardness range of 54–55 HRC, was selected for the workpiece bevel gears due to its exceptional hardness, tensile strength, fatigue strength, and high Young's modulus. 14 These properties make it well-suited for manufacturing bevel gears used in various commercial applications. Accordingly, the workpiece and pinion gears, as shown in Figure 1(a) and (b), were manufactured from 20MnCr5 using a Gleason-principle-based bevel generator machine in a reputed bevel gear manufacturing industry, ensuring high precision in their geometry. The pinion gears underwent a series of well-defined heat treatments and surface coatings to enhance hardness, wear resistance, and corrosion resistance, enabling them to function as versatile honing gears in the P-ECH process.
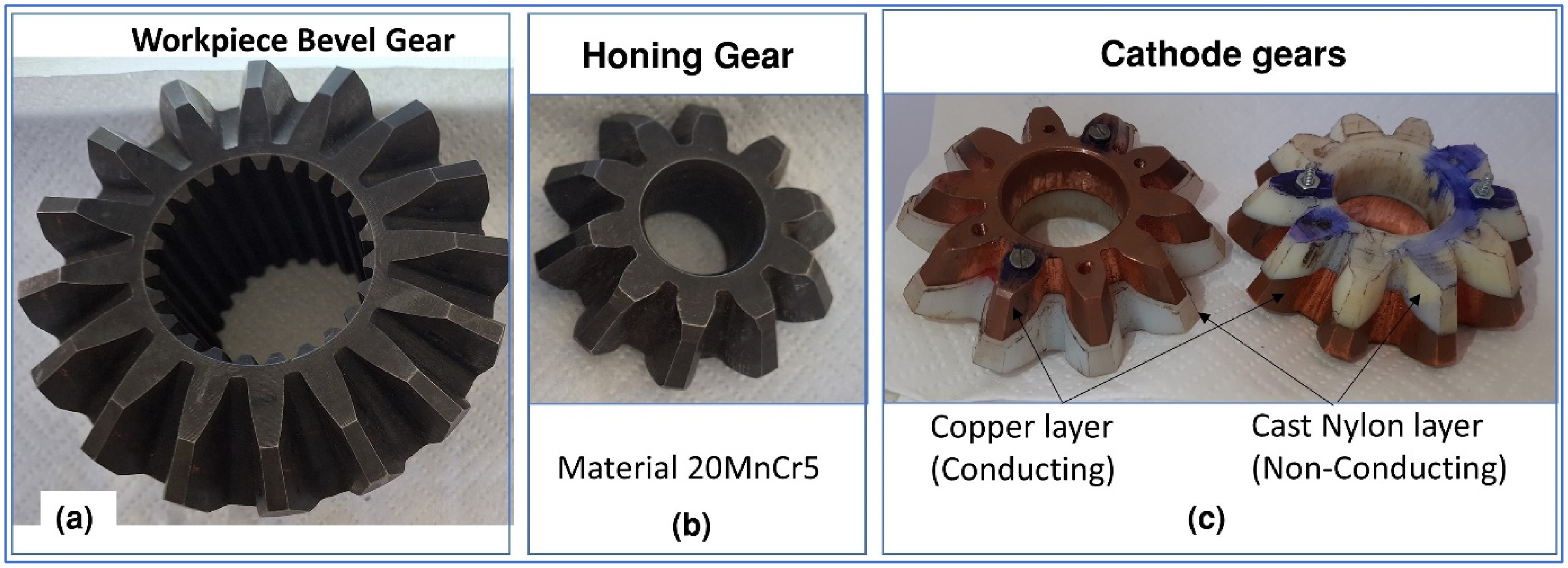
Photograph of (a) Workpiece gear (b) Honing gear, and (c) Paired-matching cathode gears.
Figure 1(c) shows the paired-matching cathode gears used in the P-ECH process. These gears are manufactured to match the honing gear's dimensions precisely, except for a 1 mm reduction in copper material thickness compared to the cast-nylon gear, with an undercut provided in all directions to prevent short-circuiting. Table 1 presents the dimensional specifications of 20MnCr5 gears and paired-matching cathode gears, while Table 2 outlines the chemical composition of 20MnCr5 steel.
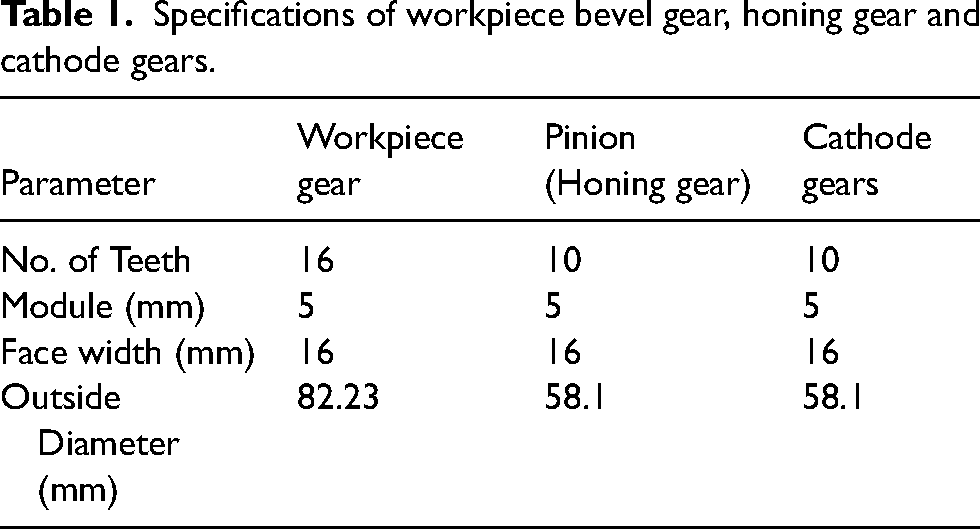
Specifications of workpiece bevel gear, honing gear and cathode gears.
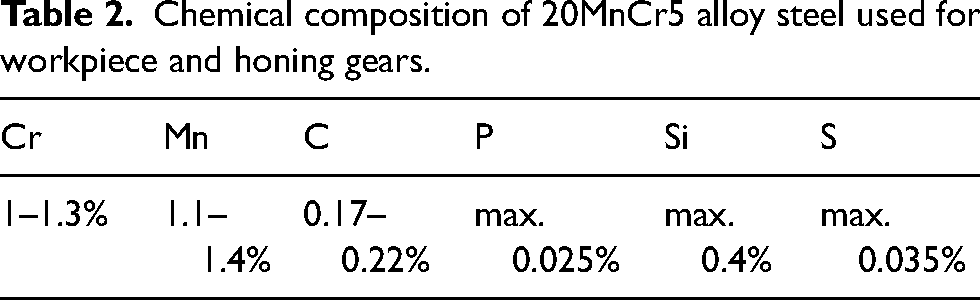
Chemical composition of 20MnCr5 alloy steel used for workpiece and honing gears.
At the start of the heat treatment and coating process, three honing gears underwent carburizing to enhance surface hardness and wear resistance. The carburizing process (CP) was performed in a continuous gas carburizing furnace, which consists of heating, carburizing, diffusion, and equalization zones. 15 The carburizing phase was conducted at 935 °C for 4 h with a carbon potential of 0.9%, followed by diffusion at 935 °C for 8 h with a reduced carbon potential of 0.75%. After carburizing, the gears were re-austenitized at 880 °C for 45 min, quenched in oil, and held for 30 s before air-cooling to room temperature. This process achieved a case depth of approximately 2 mm. The hardness of CP honing gears, measured along the entire tooth flank using a microhardness tester, was found to be an average of 60 HRC.
Following carburizing, two of the honing gears underwent cryogenic treatment (CT), (referred to as CPCT) to further enhance their mechanical properties. The CT process involved cooling the gears to temperatures below −196 °C using liquid nitrogen, transforming retained austenite into martensite and relieving residual stresses. This treatment improved dimensional stability, enhanced wear resistance, and increased fatigue strength. Figure 2 shows the CT applied to the honing gears after carburizing. The hardness of the honing gears increased significantly after CT, demonstrating the effectiveness of the treatment. The successful transformation of retained austenite into martensite resulted in enhanced wear resistance, as indicated by an increase in hardness from 60 to 62 HRC, similar results were observed by Yan et al.. 16
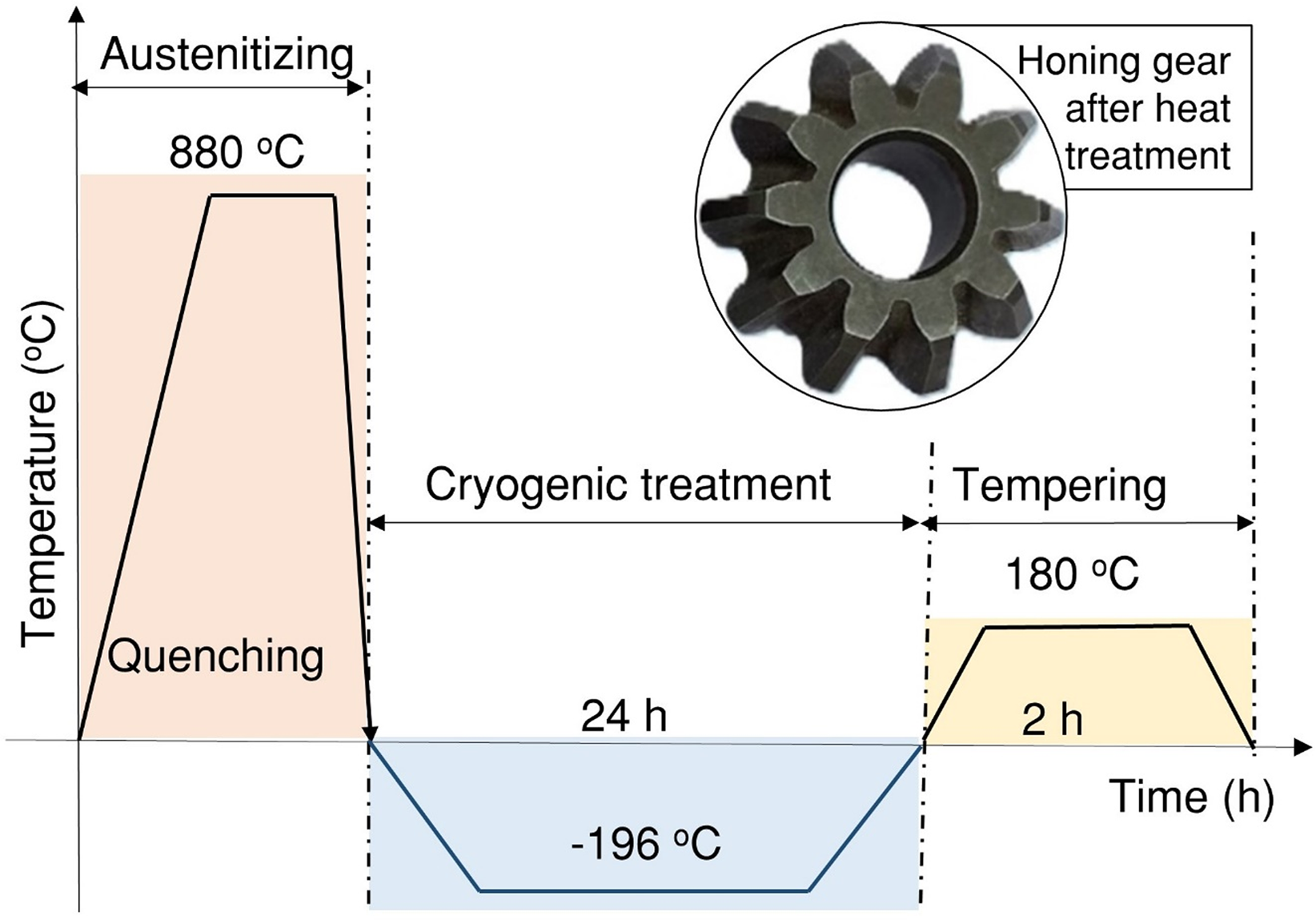
Heat treatment of honing gears.
Upon completion of CPCT, one of the gears was TiN-coated (referred to as CPCTiN) using the arc-evaporation technique. The TiN coating was applied to enhance surface hardness, reduce friction, and improve corrosion resistance. To ensure proper TiN deposition, the honing gear was cooled to room temperature inside the chamber. The resulting uniform TiN coating had a thickness of approximately 3 µm, providing an optimal balance of hardness and wear resistance without compromising the mechanical properties of the 20MnCr5 honing gear. The hardness of the honing gear after TiN coating, measured along the entire tooth flank using the Rockwell microhardness test, was found to be on average 62 HRC. Figure 3 shows a schematic diagram of the arc-evaporation deposition process used for TiN coating on honing gears, along with its key parameters. The uniform TiN coating provided a smooth surface finish, enhancing both wear and corrosion resistance, making the honing gear suitable for use in corrosive environments. 17
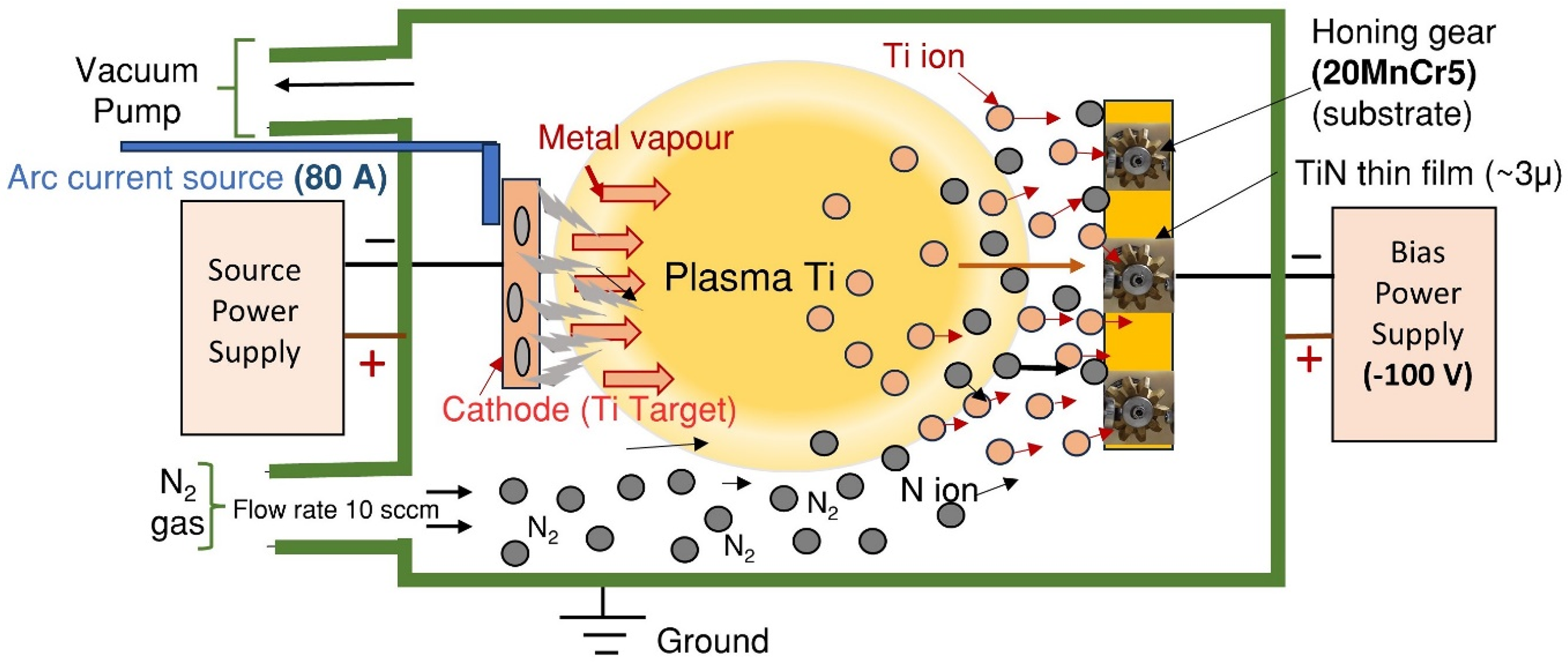
Schematic diagram of principle of arc-evaporation TiN coating on honing gears.
The three well-defined heat treatment and coating processes for the honing gear are illustrated in Figure 4: (a) CP, (b) CPCT, and (c) CPCTiN. Figure 5 presents the continuously used honing gear treated with heat treatment alone, shown in Figure 5(a), alongside the CPCTiN honing gear used in the P-ECH process, shown in Figure 5(b), highlighting the latter's increased corrosion resistance. Using the heat-treated and TiN-coated honing gear, finishing was performed on 20MnCr5 workpiece bevel gears through the P-ECH process.
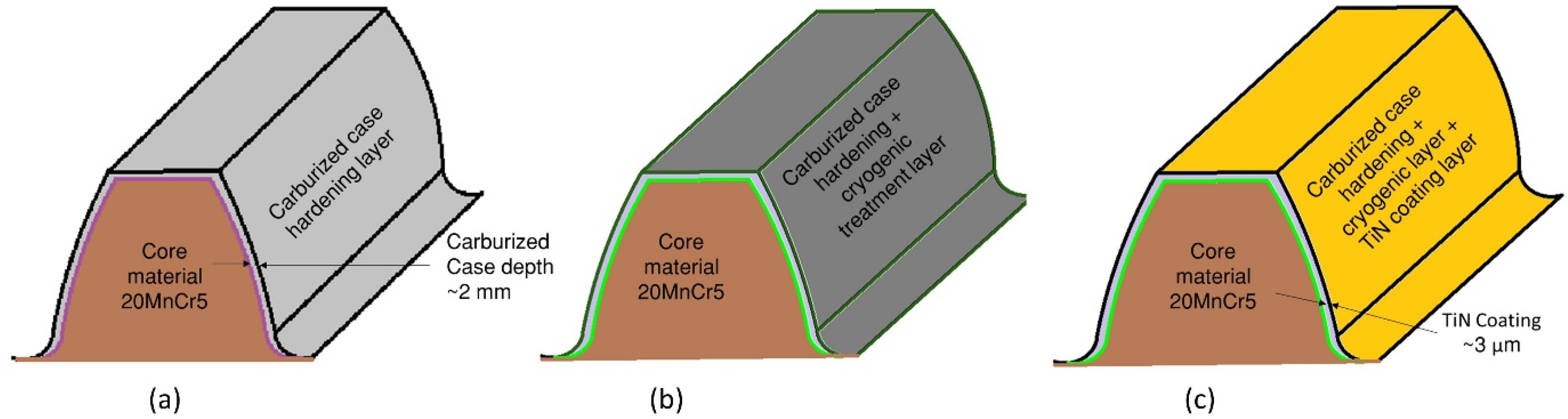
Schematic of gear processed with (a) CP alone, (b) CPCT and (c) CPCTiN.
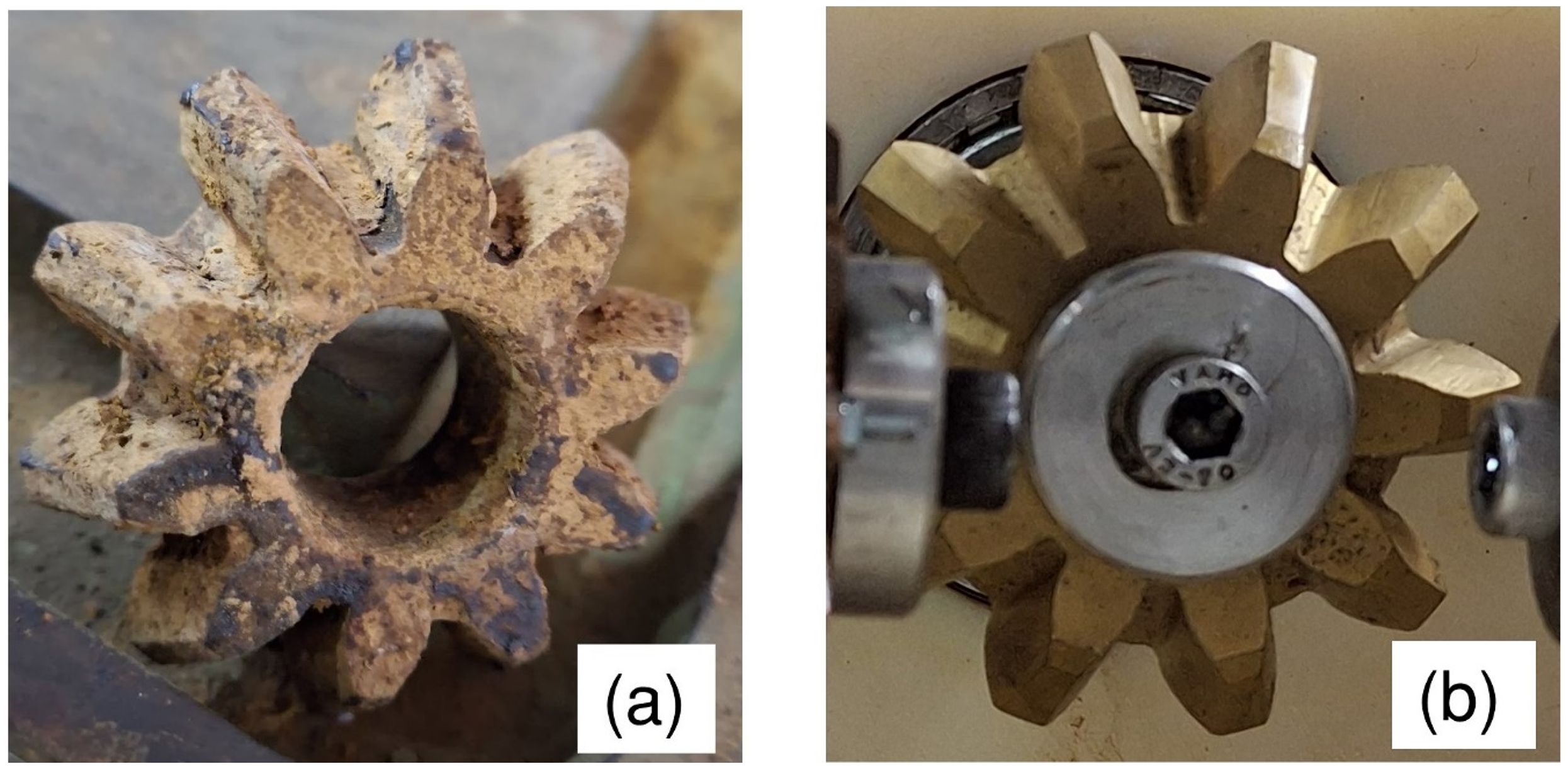
Photographs of the honing gears: (a) CP honing gear; (corroded), and (b) CPCTiN honing gear; (coated), after their continuous use in PECH process.
Figure 6 illustrates the conceptual diagram of P-ECH, which integrates electrochemical machining (ECM) with mechanical honing (MH). Figure 6(a) presents the conceptual diagram of the ECM process, while Figure 6(b) depicts the working principle of ECH as applied to cylindrical gears, as explained by Chi-Pin et al.. 18 Figure 6(c) details the conceptual development for finishing conical gears using P-ECH. In this setup, workpiece bevel gear ‘1’ (anode) is mounted on a spindle, with two paired-matching cathode gears, CG-1 and CG-2, designed to maintain an IEG to prevent short circuits while ensuring proper contact with the workpiece. CG-1 features a non-conducting section made of cast-nylon material positioned behind the conducting copper part, whereas CG-2 has a conducting copper section placed ahead of the non-conducting cast-nylon material, forming a paired-matching cathode gear assembly. The conducting sections are undercut by 1 mm to maintain the necessary IEG. Workpiece gear ‘1’ engages with honing gear ‘2’ along with the cathode gears. All gears exhibit identical involute profiles, with their shaft axes aligned perpendicularly. A steady supply of electrolyte ‘3’ is directed into the IEG, while a direct current is applied across it to facilitate the electrochemical reaction.
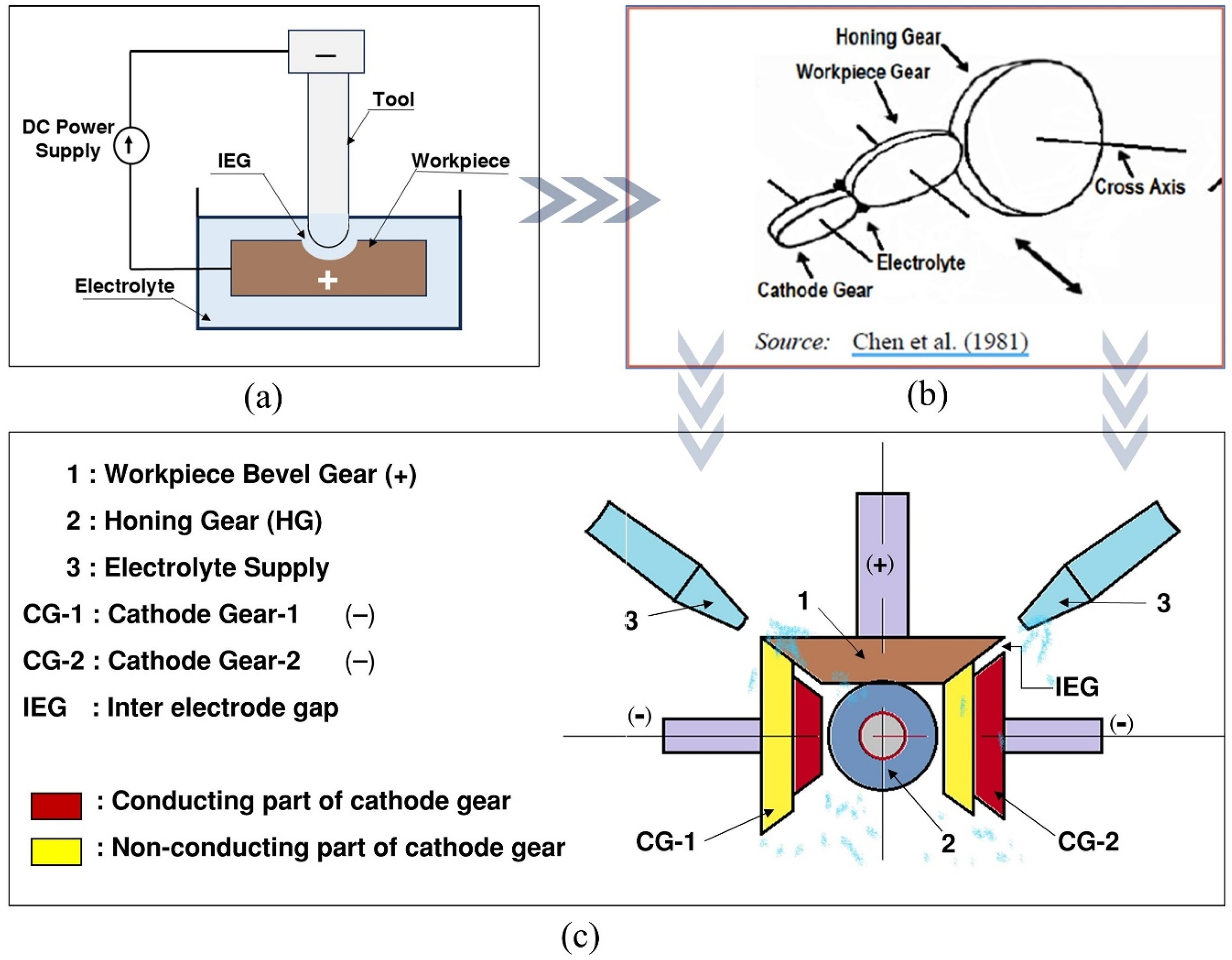
(a) Conceptual diagram for ECM process, (b) Working principal of ECH as explained by Chen et al. 18 and (c) Paired-matching cathode gears: Concept used in current research for finishing of bevel gear in P-ECH process.
An indigenous experimental setup was designed and built based on the conceptual drawings to finish bevel gears using the paired-matching cathode gear concept. The processing unit, shown in Figure 7, was designed and developed to facilitate the controlled finishing of workpiece gears. The image illustrates the positions of the workpiece (WP), paired-matching cathode gears (CGs), and honing gear (HG).
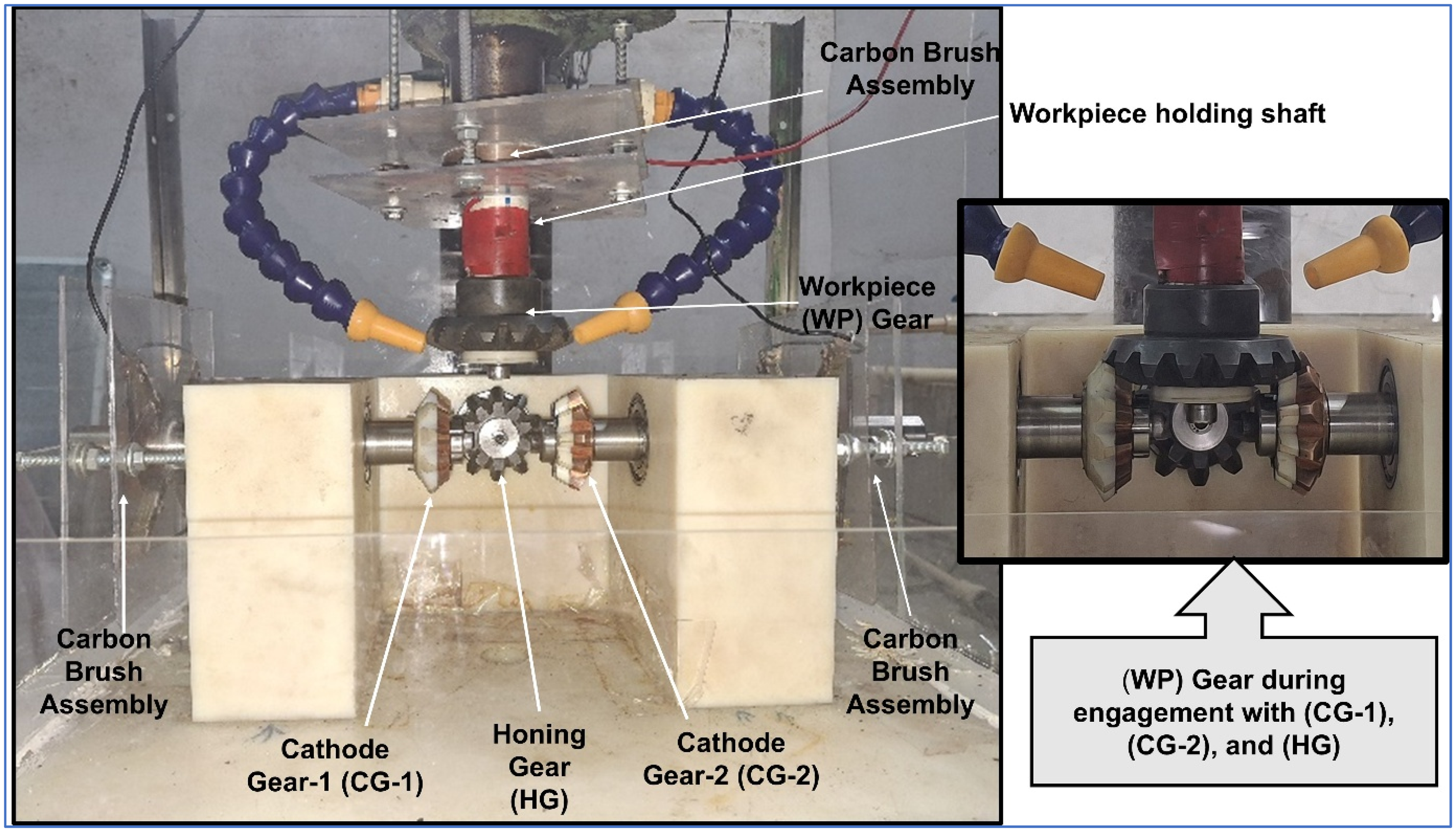
Photograph of processing unit used for finishing bevel gear.
The setup comprises four key components: (a) a direct current pulsed-power source, (b) an electrolyte recirculation unit, (c) gear mountings, shafts, and bearing arrangements, and (d) a WP drive module with variable speeds. The paired-matching CGs and HG are positioned perpendicular to the WP bevel gear, with the CGs’ axes aligned and the HG axis set at 90° to them. This configuration ensures that the CGs, HG, and WP gear remain perfectly aligned in a single plane. A three-phase induction motor with a variable frequency drive (VFD) powers the WP gear, while the other gears rotate freely through precise engagement with it.
During the electrochemical material removal process, electrolysis generates a metal oxide passivation layer, as explained by Misra et al. 19 and Sharma et al., 20 across the gear teeth surface of the workpiece. This layer obstructs further material removal from the WP surface and is effectively scraped off by the HG as the teeth engage during the next finishing cycle. 21 The close meshing of the HG and WP gear ensures dual-flank contact and provides the necessary pressure to remove the oxide layer. Subsequently, projected spots on the teeth surface are eliminated by the scrubbing action during the subsequent electrochemical (EC) cycle. This continuous dual action of EC and honing enhances the uniformity of the surface finish on each tooth, ensuring consistent quality across the entire workpiece gear.
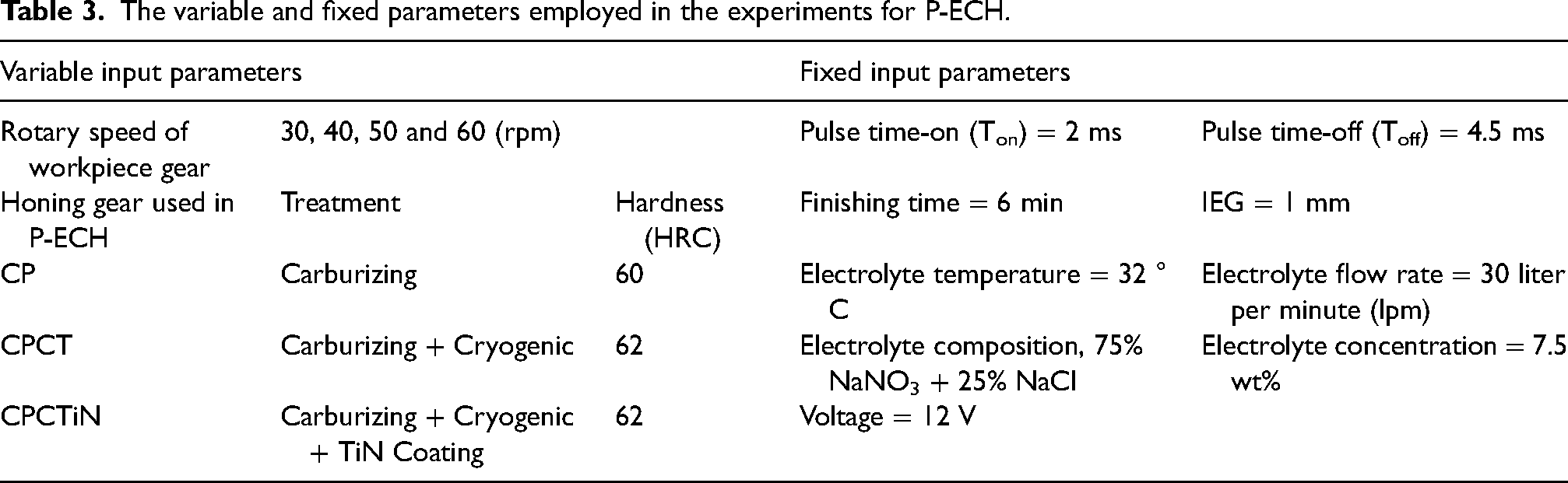
Twelve experiments were conducted using CP, CPCT, and CPCTiN honing gears following a full factorial approach, where rotational speeds of workpiece gear were varied at four levels: 30, 40, 50, and 60 rpm, to assess the surface quality of P-ECH-processed workpiece gears. The rotational speed of the workpiece gear plays a crucial role in both electrolytic dissolution and the scrubbing action in the electrochemical based process. 21 At lower speeds, there is adequate time for anodic dissolution to effectively remove material. However, the mechanical abrasion effect is minimal, which obstruct the complete removal of the protective metal oxide microfilm on the gear flank surfaces, slowing down the finishing process. On the other hand, at relatively higher speeds, the scrubbing action becomes more pronounced, but the less time available for anodic dissolution limits its effectiveness in material removal. Thus, achieving an optimal rotational speed is crucial for balancing the anodic dissolution and mechanical abrasion effects, leading to more efficient material removal and better surface quality. This analysis involved a comprehensive evaluation of the entire gear teeth, focusing on refined surface finish, pitch, and runout parameters. The input parameters for the experiments were selected from the literature and are presented in Table 3.
The variable and fixed parameters employed in the experiments for P-ECH.
Surface finish improvements were quantified using percentage improvements in average surface roughness (PIRa) and maximum surface roughness (PIRmax). Percentage improvement in average surface roughness (PIRa) was calculated using equation (1).
An analogous approach is utilized to calculate, (PIRmax), based on related average values of readings. Surface roughness was assessed using a surface roughness analyser, with readings taken from both the right and left profiles along the mid-plane of gear tooth face width, for pre (P-ECH) and post (P-ECH) finishing. These values obtained by taking the mean of the right and left, (Ra) and (Rmax) readings, to determine corresponding (PIRa) and (PIRmax), to understand the surface quality enhancements achieved through the finishing process. On the same line, percentage enhancement of pitch error corresponding to cumulative (PIFp) and run-out (PIFr) were determined to quantify improvements to the respective parameters. The high percentage improvements in the measured quantity indicates smaller value of that quantity for the P-ECH processed gear.
Results and discussion
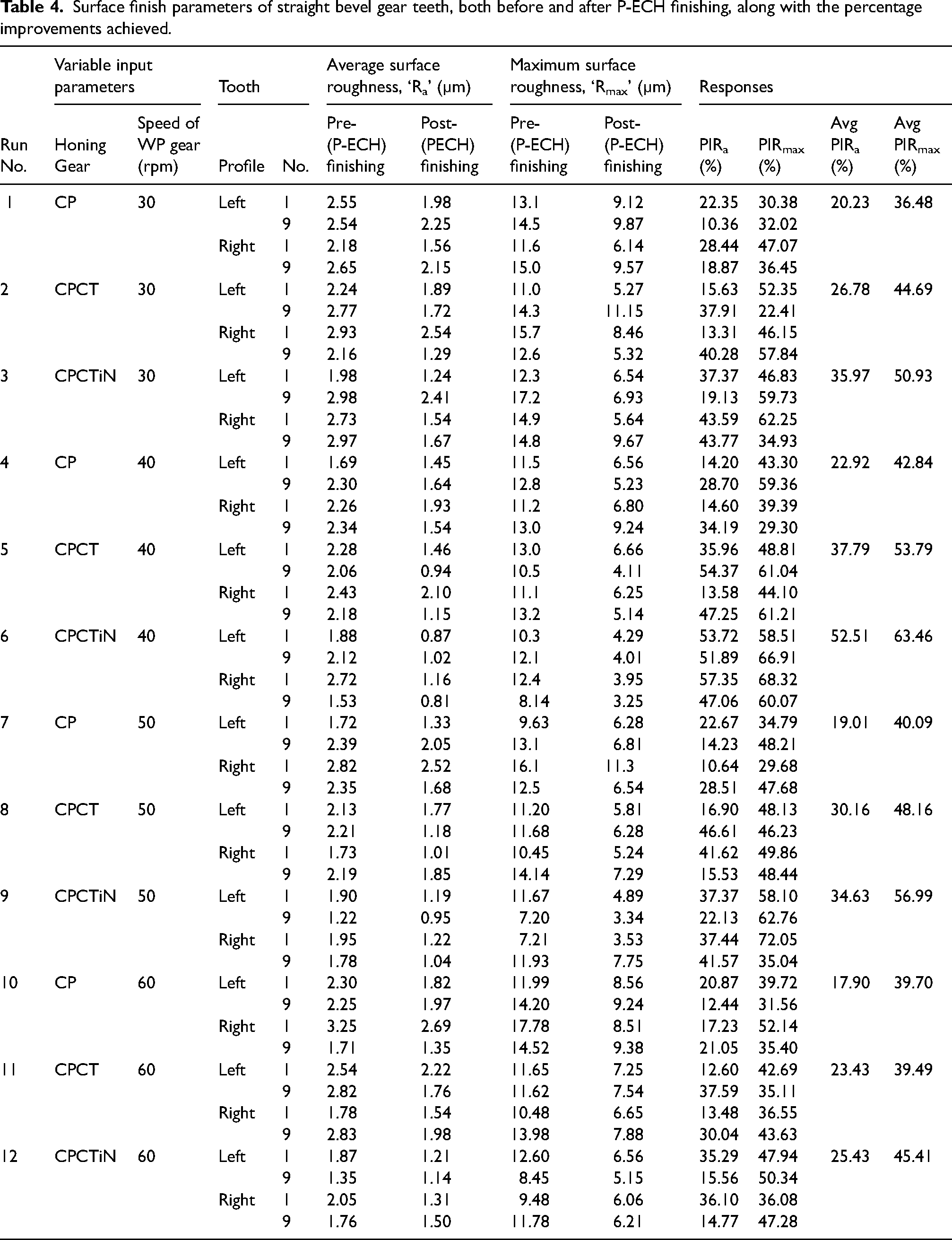
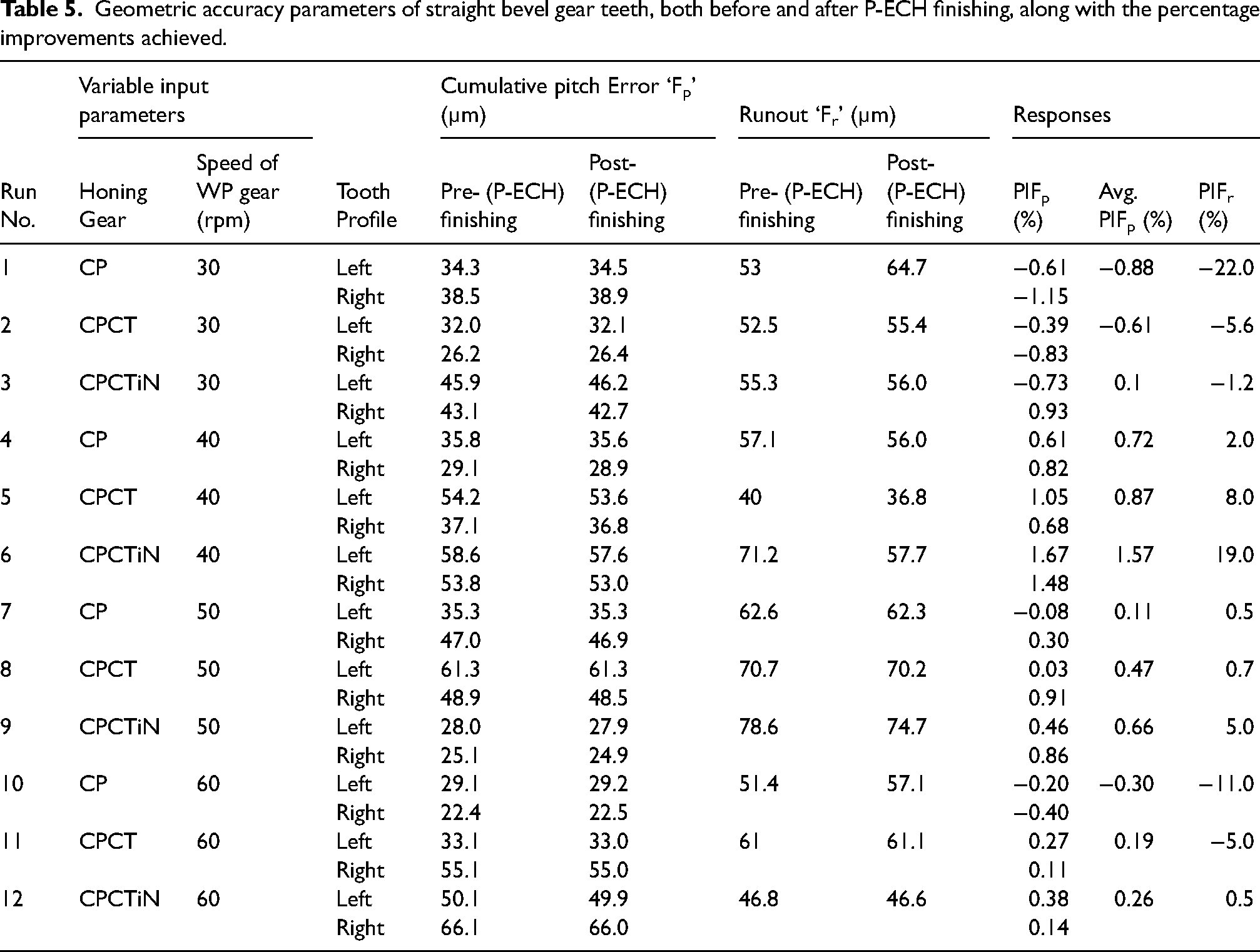
Table 4 presents the surface roughness parameters for teeth numbers 1 and 9, while Table 5 provides the geometric accuracy parameters (i.e., cumulative pitch error and runout) for right- and left-hand profiles, both before and after P-ECH. Figures 8 and 9 illustrate the percentage improvements in surface roughness and geometric accuracy. Specifically, Figure 8(a) shows the improvement in surface roughness parameter (‘PIRa,’) while Figure 8(b) represents (‘PIRmax.’) Similarly, Figure 9(a) depicts the improvement in cumulative pitch error (‘PIFp’), and Figure 9(b) illustrates runout improvement (‘PIFr’) for workpiece gear speeds using CP, CPCT, and CPCTiN honing gears.
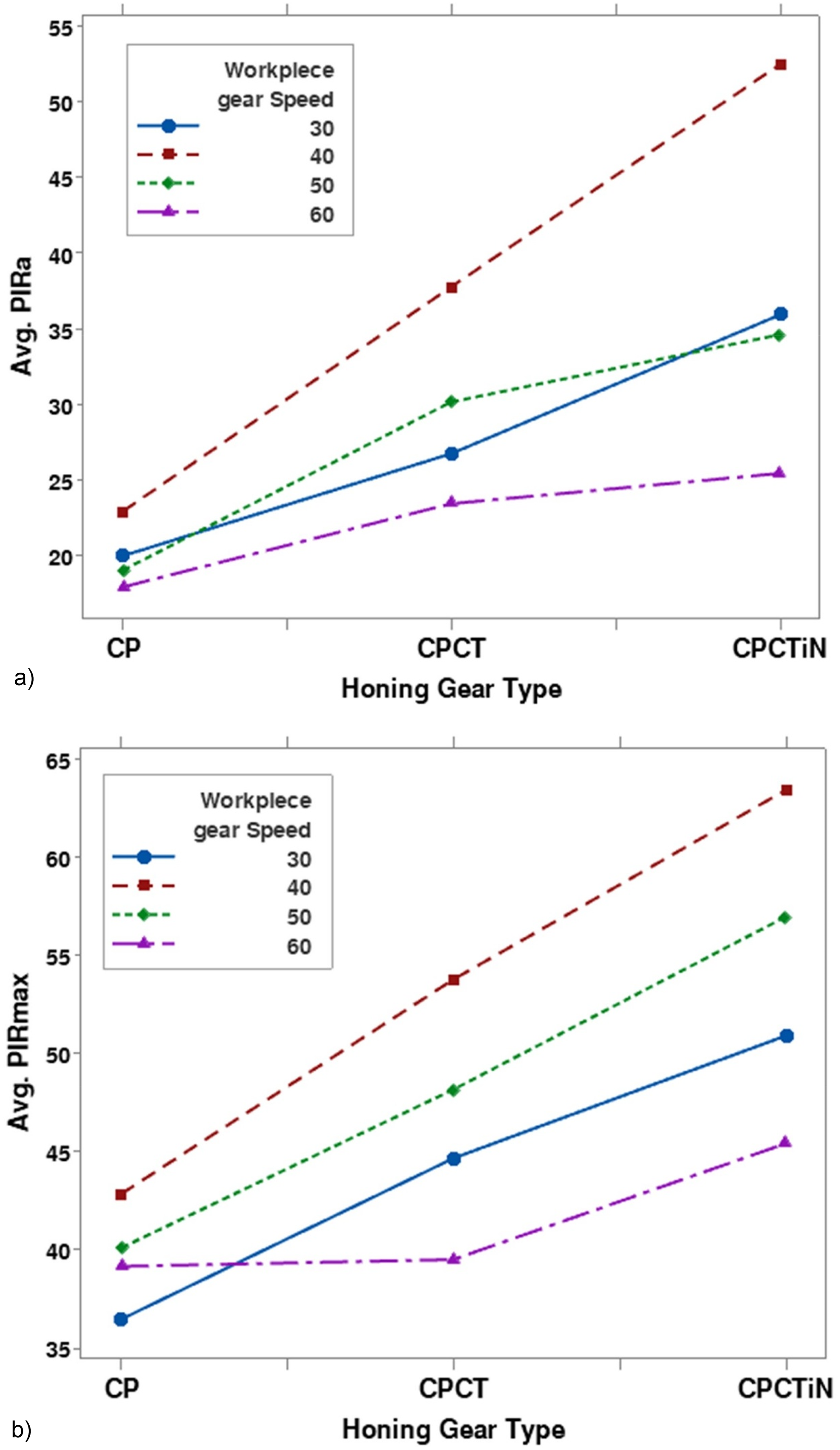
Effect of honing gear and rotary speed of workpiece gear on the parameters of surface roughness of straight bevel gear teeth, (a) percentage improvement in average surface roughness ‘Ra’ value (PIRa); and (b) percentage improvement in maximum surface roughness ‘Rmax’ value (PIRmax).
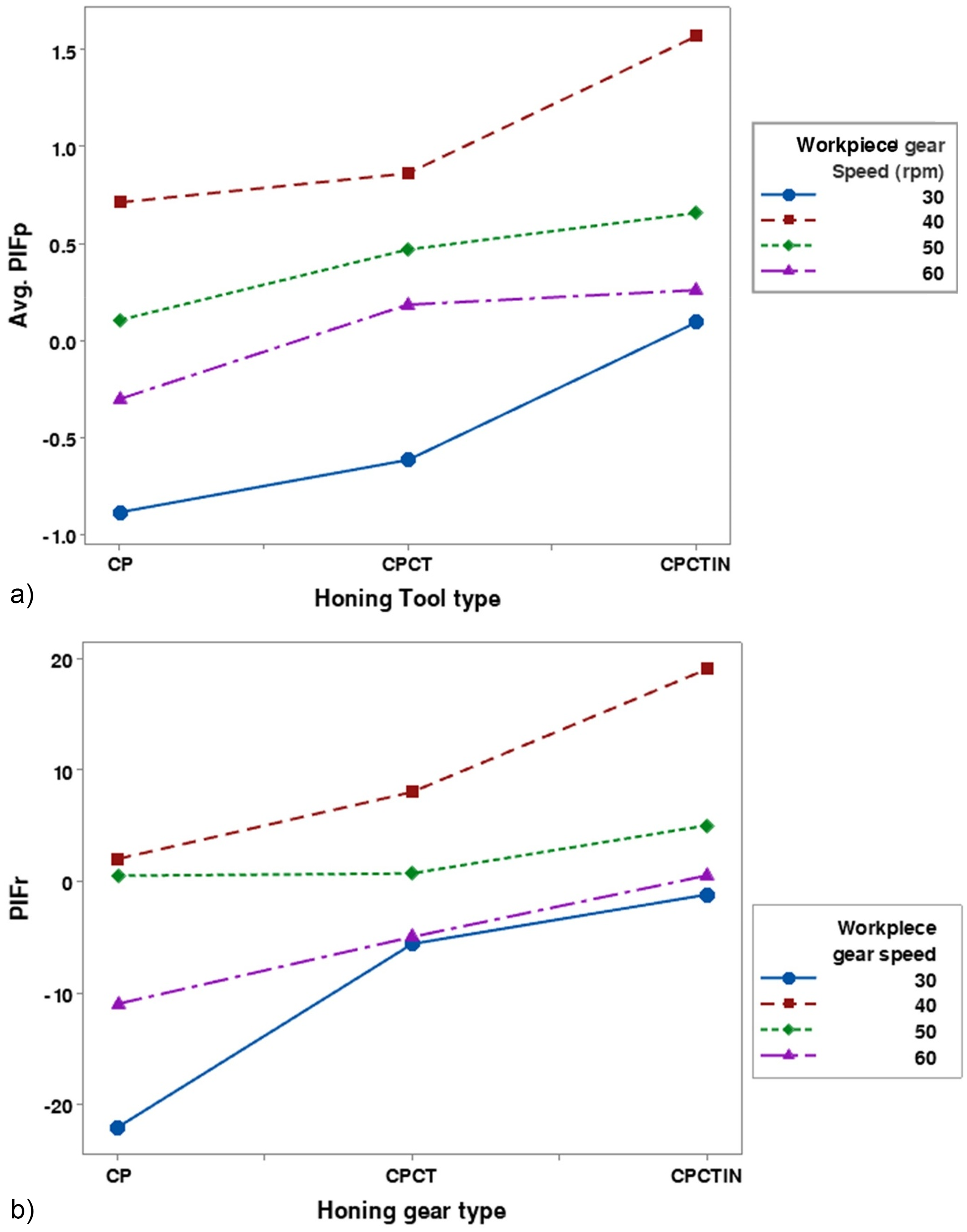
Effect of honing gear and rotary speed of workpiece gear on the parameters of geometric accuracy of straight bevel gear teeth (a) percentage improvement in cumulative pitch error ‘PIFp’; and (b) percentage improvement in runout ‘PIFr’.
Surface finish parameters of straight bevel gear teeth, both before and after P-ECH finishing, along with the percentage improvements achieved.
Geometric accuracy parameters of straight bevel gear teeth, both before and after P-ECH finishing, along with the percentage improvements achieved.
Effect of heat-treated and coated honing gears on the surface finish of workpiece gears
The effect of CP, CPCT, and CPCTiN honing gears on surface finish was evaluated by measuring the percentage improvement in average surface roughness (PIRa) and maximum surface roughness (PIRmax) of gear teeth at varying workpiece gear speeds (30, 40, 50, and 60 rpm). The performance of honing gears in P-ECH finishing is significantly influenced by hardness, surface treatment and rotational speed.
Cryogenic treatment enhances the hardness and wear resistance of honing gears, improving material removal efficiency across all speeds. CPCT honing gear exhibited a PIRa improvement of 37.79% and a PIRmax improvement of 53.79% at a workpiece gear speed of 40 rpm, significantly outperforming CP, which showed a PIRa improvement of 22.92% and a PIRmax improvement of 42.84%. These improvements are attributed to the increased hardness of CPCT, which enhances mechanical abrasion efficiency. Additionally, the cryogenically treated honing gear exhibits a refined microstructure, increased wear resistance, and enhanced scrubbing efficiency. However, at relatively higher speeds (50–60 rpm), the benefits of cryogenic treatment diminish slightly as excessive scrubbing disrupts uniform anodic dissolution.
The application of TiN coating to CPCT further enhanced surface finish improvement, particularly at the optimal speed of 40 rpm. Among all honing gears, CPCTiN exhibited the highest PIRa improvement of 52.51% and PIRmax improvement of 63.46% at 40 rpm. Even at 50 rpm, CPCTiN maintained a PIRa improvement of 34.63% and a PIRmax improvement of 56.99%, outperforming both CP and CPCT. The superior performance of CPCTiN is attributed to its higher surface hardness, enhanced wear resistance, and improved electrochemical stability. The TiN coating optimizes anodic dissolution effectiveness, reduces friction, and enhances scrubbing efficiency without causing excessive material wear.
Effect of heat-treated and coated honing gears on the micro-geometry of workpiece gears
The quality of workpiece gear is significantly influenced by micro-geometry parameters, such as cumulative pitch error (Fp) and runout error (Fr), which directly impact gear meshing accuracy, noise levels, and transmission efficiency. 22
The CPCT honing gear showed significant improvements in both percentage improvement in cumulative pitch error (PIFp) and percentage improvement in (PIFr) across all speed levels compared to CP, reaffirming the benefits of cryogenic treatment. The increased hardness and wear resistance of CPCT allow for more uniform scrubbing action and better material redistribution during finishing. At a workpiece gear speed of 40 rpm, CPCT achieved a PIFp improvement of 0.87% and a PIFr improvement of 8.0%, demonstrating its effectiveness in improving pitch accuracy and reducing runout error. The enhanced performance is attributed to the higher hardness of CPCT, which promotes more efficient oxide film removal and improves electrochemical interaction. However, at relatively higher speeds, 50–60 rpm, CPCT exhibited a decline in performance due to excessive scrubbing action, which disrupted uniform material removal and reduced its ability to correct pitch and runout errors effectively.
Among all honing gears, CPCTiN provided the best micro-geometry improvements across all speeds. The TiN coating enhances wear resistance, surface stability, and frictional properties, making CPCTiN the most effective for pitch and runout correction. At 40 rpm, CPCTiN achieved the highest PIFp improvement of 1.57% and the best PIFr improvement of 19.0%, surpassing both CP and CPCT. The superior performance of CPCTiN is attributed to the enhanced chemical stability and reduced coefficient of friction offered by the TiN coating, which improves electrochemical finishing efficiency. The coated surface facilitates controlled and uniform material removal, preventing localized over-removal and maintaining precision in gear micro-geometry. However, at relatively higher speeds, 50–60 rpm, the effectiveness of CPCTiN declined, similar to CPCT, as excessive scrubbing action overshadowed anodic dissolution, leading to inconsistent surface corrections.
The role of workpiece gear speed is crucial in determining the extent of micro-geometry improvement. At relatively low speed, 30 rpm, anodic dissolution dominates over mechanical scrubbing, resulting in incomplete oxide layer removal and limiting the finishing effectiveness. This is evident in the negative or minimal improvements observed in PIFp and PIFr for CP and CPCT at this speed. In contrast, at the optimal speed of 40 rpm, a balanced interaction between anodic dissolution and scrubbing is achieved, yielding the highest improvements in both PIFp and PIFr, particularly for CPCTiN. However, at relatively high speeds, 50–60 rpm, excessive mechanical scrubbing reduces anodic dissolution effectiveness, leading to lower PIFp and PIFr improvements across all honing gears. At 60 rpm, CP and CPCT even exhibited negative or near-zero improvements, confirming that at excessive speeds, the rapid motion reduces electrolyte interaction time and prevents uniform material removal.
Analysis of variance was used as a preliminary statistical analysis to examine the impact of workpiece speed and honing gear type on percentage improvements in surface roughness (PIRa, PIRmax), cumulative pitch error (PIFp), and total run-out (PIFr). The results indicated in Table 6, confirm that both speed and honing gear type play crucial roles in gear finishing performance, while their interactions are largely insignificant. In this study, workpiece gear speed and honing gear treatment were considered for the analysis. However, it is acknowledged that future research will incorporate other influencing P-ECH parameters. This will allow for a more thorough investigation and provide a deeper understanding of the P-ECH, expanding the analysis to include a broader range of influencing factors.
Results of ANOVA for percentage improvements in average surface roughness, maximum surface roughness, in cumulative pitch error, and in total runout.
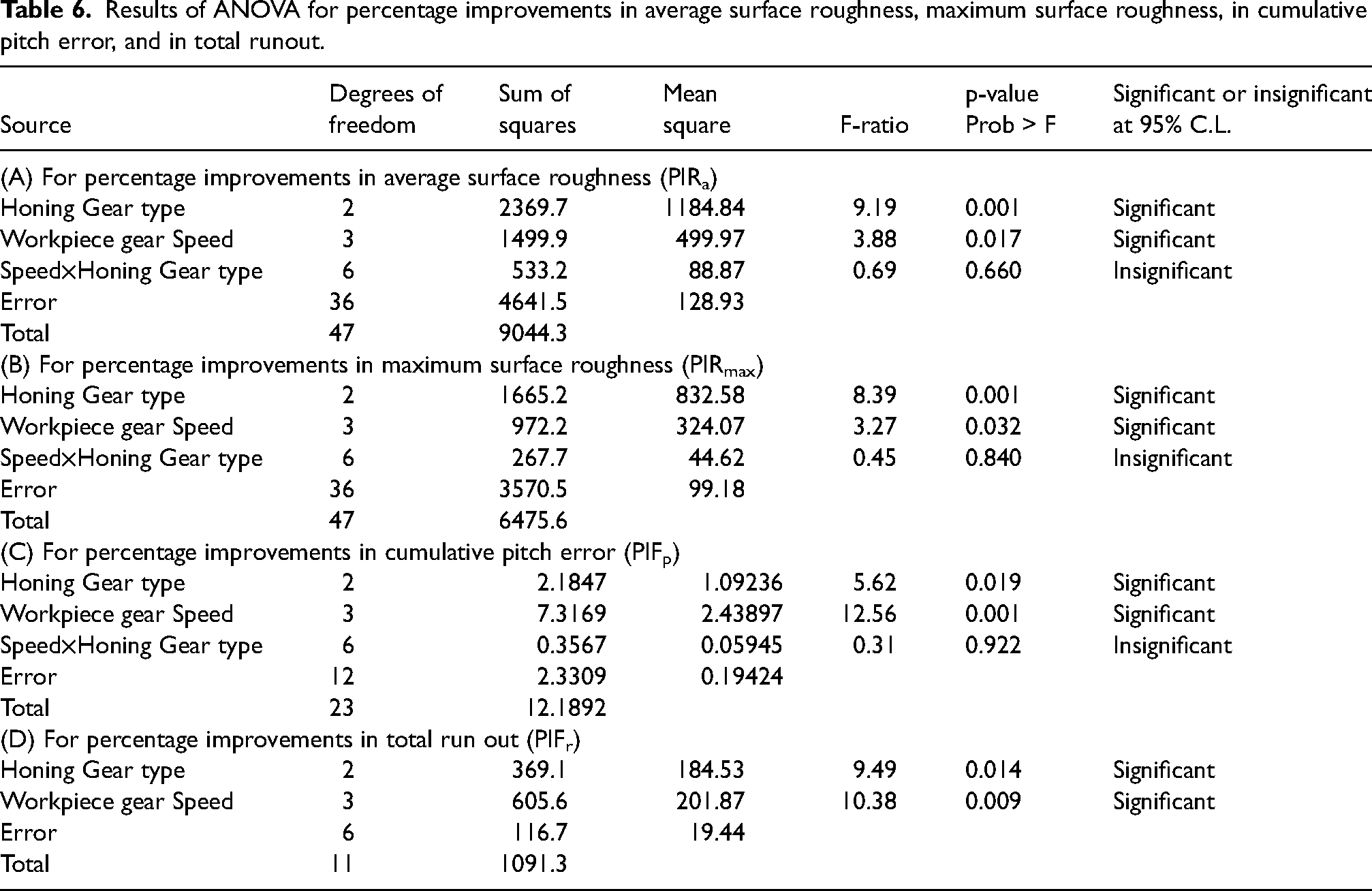
Figure 10(a), (b), and (c) present SEM micrographs of gears finished by P-ECH using CP, CPCT, and CPCTiN honing gears at 40 rpm, respectively. The SEM image of the gear finished using CP reveals visible macro-pits and a rough tooth flank surface. These surface imperfections are further smoothened by P-ECH with CPCT and achieve the highest level of smoothness with CPCTiN, as shown in Figure 10(b) and (c), respectively.
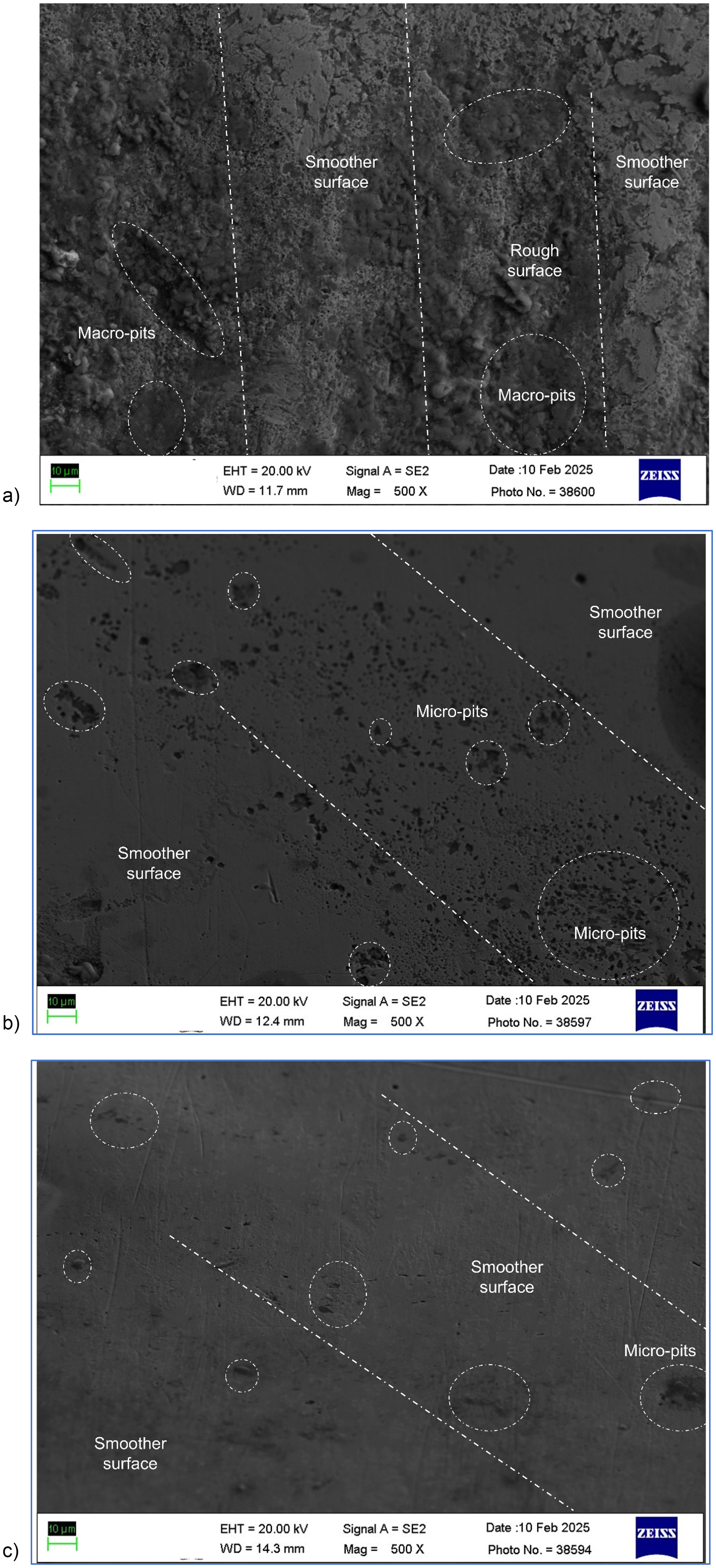
SEM images of gears teeth at 500 X, finished by P-ECH using (a) CP, (b) CPCT, and (c) CPCTiN honing gears.
While this preliminary study provides valuable insights into the role of heat-treated and coated honing gears in improving surface finish and micro-geometry correction in P-ECH gear finishing, certain limitations should be acknowledged. The identification of 40 rpm (in the range of 30–60 rpm) as the optimal speed of workpiece gear for balancing anodic dissolution and mechanical scrubbing suggests an ideal processing window for the given experimental setup. However, this optimal condition may vary depending on electrolyte type, their combination, concentration and properties, gear material composition, applied voltage, current density, duty cycle and finishing duration. Future studies should adopt a multi-factor optimization approach using techniques such as design of experiments or machine learning models to further refine the process parameters and enhance finishing efficiency for a wider range of gear applications.
Future studies also should focus on optimizing honing parameters such as honing pressure, surface roughness, and the hardness of the honing gear to achieve the ideal honing effect. As suggested by Shaikh and Jain, 23 a systematic investigation of these factors can further enhance process efficiency and surface quality.
Conclusions
This study reported the role of heat-treated and coated honing gears in improving the surface finish, and reducing geometrical errors of P-ECH processed gears at varying speed of workpiece gear. The combined treatment in combination with optimal speed of workpiece gear at 40 rpm not only enhance the performance of honing gear but also self-protect it from the corrosive environment. The findings indicate notable improvements in surface finish and reduction in the geometric errors for P-ECH finished gears, when processed with carburizing followed by cryogenic treatment, and TiN coated honing gears. The following are the conclusions of the current study:
1. The workpiece bevel gear finished with honing gear underwent carburizing, followed by cryogenic treatment and TiN coating, resulting in improvement of up to 52.51% in Ra and up to 63.46% in Rmax at optimum rotary speed of workpiece gear i.e., 40 rpm. In comparison, the gear finished with honing gear only underwent carburizing, showed improvement of 22.92% in Ra and 42.84% in Rmax at same speed.
2. The hardness of honing gear increased by 60 to 62 HRC, due to carburization followed by cryogenic treatment, which contributed to an improved surface quality of the workpiece gear during finishing. However, this treatment is not able to fully protect the honing gear from corrosion due to the presence of electrolytes in the P-ECH process.
3. The combination of carburizing followed by cryogenic treatment and additional TiN coating significantly enhances the surface roughness of the workpiece gear in P-ECH finishing. Moreover, the coating provides effective protection against corrosion caused by electrolytes, thereby increasing the honing gear's durability and overall performance.
4. The honing gear underwent carburization, followed by cryogenic treatment and an additional TiN coating, resulting in a significant improvement in the workpiece gears surface quality. These enhancements contributed to a longer service life, better performance, and a reduction in transmission errors.
5. Cryogenic treatment enhances honing gear hardness and wear resistance, leading to better cumulative pitch and runout improvement, while additional TiN coating further optimizes scrubbing efficiency and anodic dissolution, making CPCTiN the best-performing honing gear.
6. The enhancement of the microgeometry in workpiece bevel gears is expected to result in silent operation, minimizing inaccuracies in motion and power transmission, while preventing improper tooth meshing during operation.
7. The findings indicate that 40 rpm is the optimal speed for the workpiece gear, ensuring a balanced interaction between anodic dissolution and mechanical scrubbing, resulting in maximum improvement in surface finish and microgeometry. However, relatively higher speeds 50–60 rpm disrupt anodic dissolution, limiting both finishing effectiveness and micro-geometry correction, while relatively lower speed 30 rpm provide insufficient scrubbing action, leading to incomplete oxide film removal.
These results emphasize the importance of selecting the right honing gear treatment, coating and speed parameters to optimize surface quality, pitch accuracy, and runout error reduction in electrochemical-based finishing applications. Despite the numerous advantages and unique features of the P-ECH process, several challenges must be addressed before it can be commercially adopted:
1. Development of non-corrosive electrolytes, as electrolyte-induced corrosion of machine components remains a significant challenge.
2. Safe disposal of hazardous metal hydroxide sludge generated during the P-ECH process.
3. Comprehensive analysis of process behavior to enhance optimization, performance, and reliability.
4. In-depth investigation into improving the operating performance of gears finished using the P-ECH process.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.