
Abstract
XC45 steel, an aluminum-deoxidized and sulfur-containing steel, is widely used for mechanical components, whose fatigue performance and service life are strongly affected by CaO-MgO-Al2O3 (CMA) inclusions with large size and low interfacial tension, and commonly identified as D- or DS-type inclusions. To investigate their formation mechanism and control, systematic industrial sampling was conducted during LF refining, VD treatment, and tundish stages, together with inclusion characterization by SEM-EDS and thermodynamic analysis. The results showed that the composition of CMA inclusions in the billet was fixed at tundish stage, while their size was significantly influenced by the CaO content in inclusions. The changes of MgO content in inclusions affected their aggregation and melting/wetting behavior, thereby altering inclusion growth and removal trend. Based on these findings, a control strategy was proposed by maintaining total calcium at 0.0003–0.0005 wt.%, promoting the formation of removable MgO·Al2O3 and CaO·2Al2O3 inclusions while suppressing CaS precipitation. This ensures the liquid phase fraction of all inclusions exceeding 20%, thereby alleviating nozzle clogging during continuous casting. Industrial trials confirmed a significant reduction in inclusion amounts larger than 5 μm in the billets. This study provides an effective guideline for improving steel cleanliness and product quality of aluminum-deoxidized and sulfur-containing steels.
Keywords
Introduction
XC45 is a representative medium carbon, sulfur-containing, and aluminum-deoxidized steel. Due to its high strength, good toughness and low cost, it is widely used for manufacturing some key mechanical parts such as bearings, gears, and connecting rods. 1 The performance of this steel is strongly governed not only by its composition design but even more by its metallurgical cleanliness. Non-metallic inclusions in steel billet/bloom are an important indicator of metallurgical cleanliness and significantly influence the fatigue life and reliability of steel.2–4 Therefore, clarifying inclusion evolution throughout refining and casting, and developing effective control strategies, are essential for producing high-quality XC45 products.
In industrial production, XC45 steel is commonly deoxidized by aluminum to reduce the dissolved oxygen in steel to a low level,5–8 and maintain a certain acid-dissolved aluminum to refine the grain size of steel.9–11 This inevitably generates brittle Al2O3 inclusions with high melting point and hardness, which differ markedly from the steel matrix. Such inclusions readily cause local stress concentration and serve as fatigue-crack initiation sites, severely degrading fatigue performance of the steels.11–15 Moreover, high-melting Al2O3 can adhere to nozzle walls during continuous casting of steel, leading to submerged entry nozzle (SEN) clogging, even continuous casting production shutdown. Calcium treatment is therefore widely employed to modify solid Al2O3 into low-melting calcium aluminates, to alleviate the SEN clogging.16–18 Because MgO-C refractories are used in ladles and tundishes, the modified inclusions are often CaO-MgO-Al2O3 (CMA) rather than simple CaO-Al2O3. These CMA inclusions may be captured by the solid-liquid interface during early solidification of liquid steel and retained as Type D or DS inclusions, which can severely impair steel performance. Suppressing the formation and growth of large CMA inclusions is thus critical for improving the cleanliness and overall quality of XC45 steel. In addition, to improve the cutting performance of steel, sulfur in steel is usually maintained at 0.02–0.05 wt.%. 19 After calcium treatment, the reaction product of S and Ca, CaS readily precipitates on the surface of CMA, increasing its size and harm.
Several studies have been conducted on the formation and evolution of CMA inclusions. Li et al. 20 reported that large CMA inclusions in 42CrMo steel for wind-power applications mainly generated due to the reduction of CaO in slag by dissolved Al in molten steel ([Al]) under vacuum condition during vacuum degassing (VD) process. They suggested suppressing this reaction by controlling [Al] content at LF endpoint, slag basicity (CaO/SiO2), and Al2O3 content in slag. Qiao et al. 21 proposed that CMA inclusions formed via the reactions between dissolved Ca in molten steel ([Ca]) and solid MgO·Al2O3 spinel, and observed a sharp increase in number of liquid CMA inclusions when [Ca] reached 0.0003 wt.%. Miao et al. 22 revealed that the super-large linear shaped CMA inclusions in bearing steel first originated from the liquid inclusions generated in molten steel during refining process. Following the subsequent solidification, these inclusions underwent aggregation and sintering due to the cavity bridge force of the CaAl4O7 shell and finally evolved into super-long linear defects during steel rolling. Qiao et al. 23 further found that MgO·Al2O3 inclusions originated from refractory in LF refining process. It dissolved into the molten steel to form [Mg], then reacted with Al2O3 to MgO·Al2O3. After Ca treatment, MgO·Al2O3 transformed into low-melting CaO-MgO-Al2O3 but remained difficult to remove, due to the low interfacial tension between the liquid inclusion and molten steel.
In addition to specific studies on CMA inclusions, fundamental researches on inclusion agglomeration and deformation behavior have also provided valuable insights. Mu et al. 24 systematically compared the agglomeration tendencies of different oxide inclusions and showed that the attractive force between Al2O3 particles is significantly stronger than that of Ti–Al complex oxides, highlighting the role of inclusion composition in aggregation behavior. Moreover, Mu et al. 25 used high-temperature confocal laser scanning microscopy to observe in situ the deformation, bending, and initial sintering process of Al2O3 clusters at the liquid steel/argon interface. Their results reveal that capillary forces drive these processes and the resistance force increases as inclusion particles approach each other. These fundamental findings provide a theoretical basis for understanding the aggregation and removal behavior of CMA inclusions in the present study.
Despite the above advances aimed at elucidating the formation, evolution, and elimination of CMA inclusions, the mechanisms underlying their formation across diverse steel grades and process conditions remain inadequately systematized. Moreover, many studies have neither proposed effective industrial control measures nor reported their application effects. This work focuses on the characteristics, formation mechanism, and control measures of CMA inclusions in industrial XC45 steel. By systematically sampling during the refining and casting stages of steel, and combining scanning electron microscopy (SEM), energy-dispersive spectroscopy (EDS), and FactSage thermodynamic calculations, this study reveals the origin and evolution laws of CMA inclusions and proposes the corresponding process optimization strategies. The findings provide theoretical insights and experimental evidence to support the improvements in the cleanliness and product quality of XC45 steel.
Materials and methods
Production process of XC45 steel
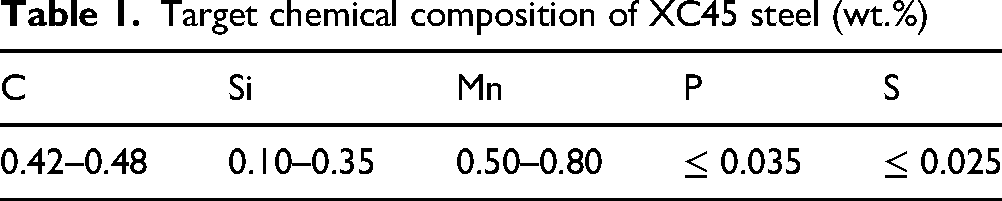
The XC45 steel was produced by the following industrial route: 150 t electric arc furnace (EAF) → ladle furnace (LF) refining → vacuum degassing (VD) → calcium treatment → sulfur treatment → soft argon stirring → continuous casting. The oxygen content was controlled at 0.03 wt.% when EAF melting was completed. The lime, Al particles, and slag formers were added for pre-deoxidation, slag formation, and alloying during EAF tapping. In the LF, additional lime, Al-bearing slag, and Al particles were added to promote desulfurization and deoxidation. The acid-soluble Al ([Al]s) was adjusted to the target range, then the ladle was carried to VD station. After degassing for 15 min at a vacuum degree of ≤ 67 Pa, the vacuum was broken and calcium treatment was performed to modify Al2O3 into low-melting calcium aluminates. Sulfur wire was then fed into the molten steel to increase the cutting performance of steel. The molten steel was then softly stirred with argon for about 15 min to promote inclusion flotation and to homogenize composition and temperature of molten steel. Finally, the molten steel was continuously cast through a six-strand tundish into a six-strand curved caster to produce billets with 220 mm × 220 mm cross section. The target chemical composition of XC45 steel is shown in Table 1.
Target chemical composition of XC45 steel (wt.%)
Sampling and analysis methods
As illustrated in Figure 1, molten-steel samples were taken with a barrel-shaped sampler at LF arrival (LF1), LF end (LF2), VD vacuum breaking (VD1), VD ladle transfer (VD2), and during steady-state tundish casting (TU). Besides this, a billet specimen of 300 mm long was collected after casting (BT). As shown in Figure 2, the molten-steel and billet samples were machined into metallographic specimens (15 mm × 10 mm × 10 mm) and O/N rods (Φ5 mm × 6 mm).

Sampling locations along the refining and casting route
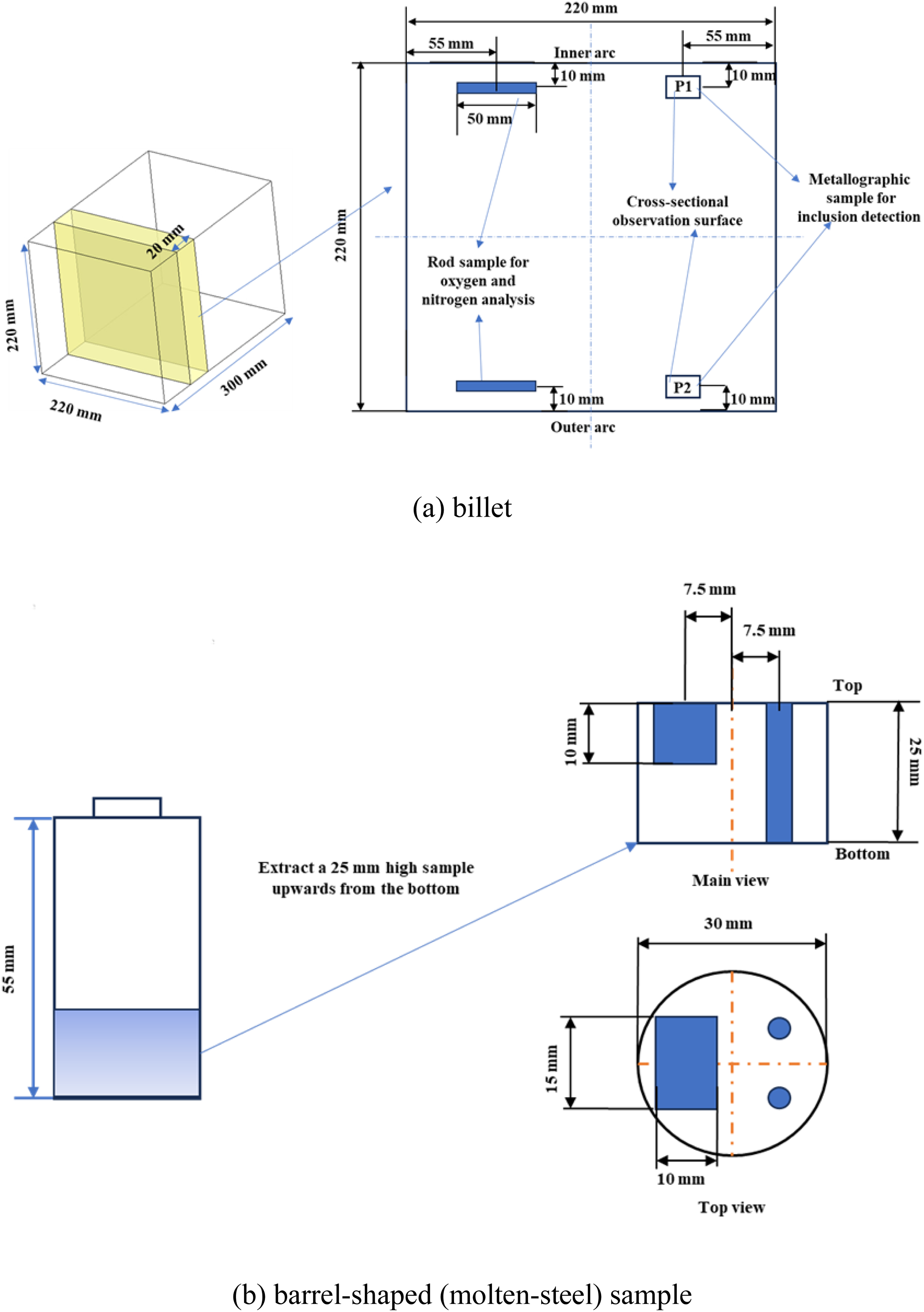
Specimen preparation, (a) billet, (b) barrel-shaped (molten-steel) sample
Metallographic specimens were mounted in conductive resin and prepared by grinding and polishing, then inclusions in them were examined using a ZEISS EVO18 (Carl Zeiss AG, Germany) scanning electron microscope equipped with an energy-dispersive spectrometer. After that, an automated inclusion analysis system was used to quantify the size and composition of inclusions larger than 1 μm over a scanned area of 30 mm2. After grinding and ultrasonic cleaning in ethanol, O/N rods were analyzed for total oxygen (T.O) and total nitrogen (T.N) contents using LECO ONH836 (LECO Corporation, USA). Bulk C, Si, Mn, P, total sulfur (T.S), and total Al ([Al]t) contents were measured by ARL8860 (Thermo Scientific, USA). Total calcium (T.Ca) content was determined by ICP-AES (NCS Testing Technology, China). The Mg content in the steel matrix was not directly measured due to its low concentration. Instead, based on industrial experience and other studies,9,26 a value of 0.0005 wt.% was adopted for thermodynamic calculations. The results are summarized in Table 2. Thermodynamic calculations were performed with FactSage 8.3 software, choosing the Equilib and Phase Diagram modules and FactPS, FToxid, and FTmisc databases.
Chemical composition of molten steel at different processing stages (wt.%)

Results and discussion
Morphology, types, and size distribution of inclusions in the billets
Figure 3 shows the morphologies, chemical compositions, and elements distribution maps of typical inclusions in billet specimens. The large-sized inclusions (>10 μm) in billets consisted of a CaO-MgO-Al2O3 oxide core and surrounded by CaS layer. Their two-dimensional morphologies were mostly circular or near-circular. Such morphologies are commonly attributed to the heterogeneous precipitation of CaS on oxide surfaces during solidification.27,28 Therefore, controlling the formation of the CMA oxide core is the key to reducing these composite inclusions.

Typical CaS-rimmed CaO-MgO-Al2O3 (CMA) inclusions observed in the billet. (a) No.1 inclusion. (b) No.2 inclusion. (c) No.3 inclusion
After removing the CaS content from the composite inclusions, the remaining CaO, MgO, Al2O3 contents were normalized and plotted on the ternary phase diagram at 1550 °C calculated using FactSage 8.3, as shown in Figure 4. The region enclosed by the red line denotes the completely liquid phase. It is seen that most inclusions lay in Al2O3-rich regions. The inclusions with sizes of 1–3 μm clustered in the MA + CM2A8 and A + MA + CM2A8 phase regions, while those 3–5 μm in size mainly fell in the transition region between MA + CA2 + L and CA2 + CM2A8 + MA. The inclusions larger than 5 μm extend deeper toward the CA2-MA-L three-phase region. Statistically, for CaO-Al2O3-based inclusions, higher CaO content correlated with larger particle size, which is consistent with prior observations.29,30 This suggests that inclusions approaching the low-melting C12A7 composition tend to grow larger, likely because liquid or semi-liquid particles coalesce more readily in molten steel.
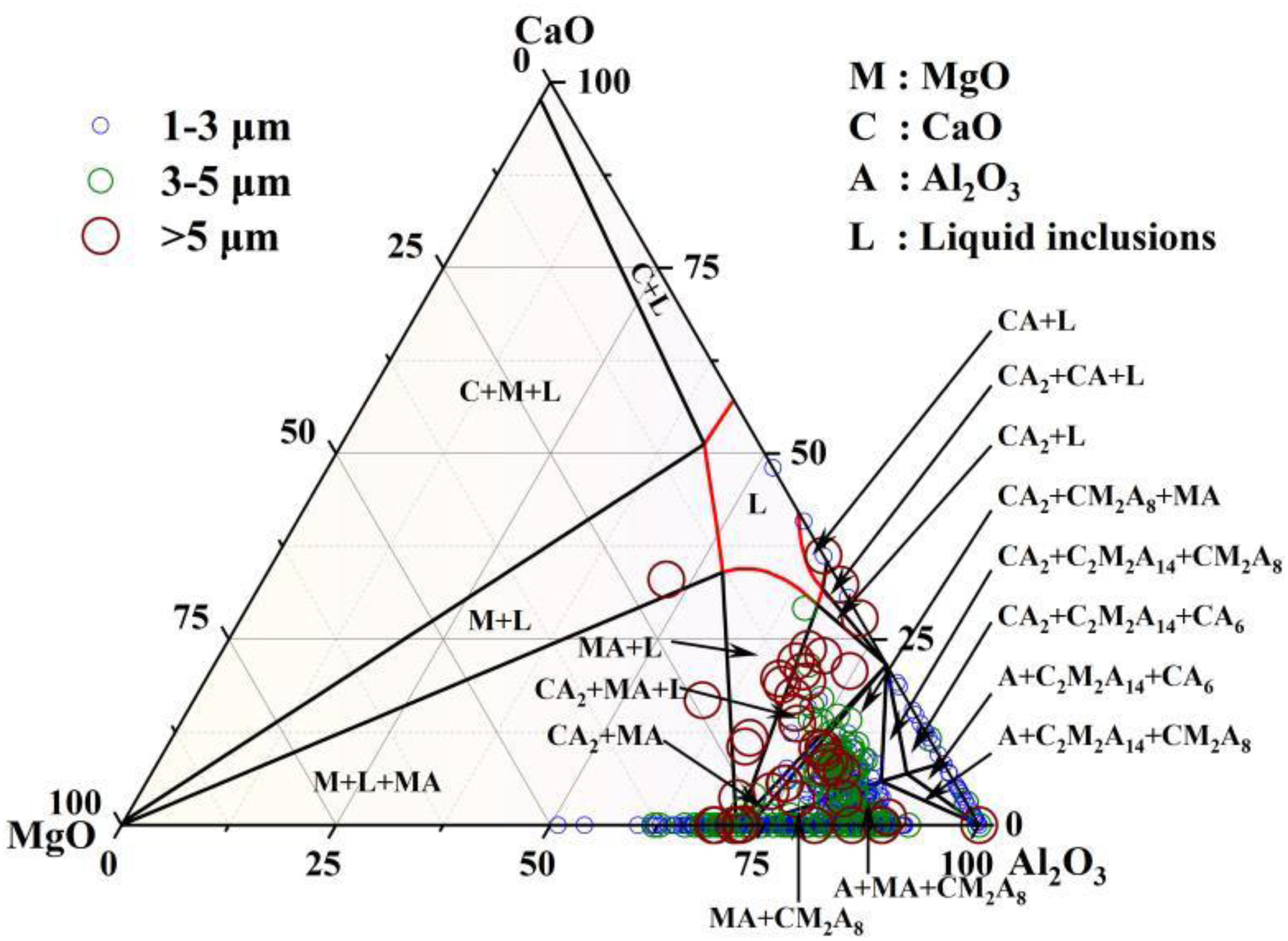
CaO-MgO-Al2O3 compositions of oxide cores in billet inclusions (CaS removed and normalized) plotted on the ternary phase diagram at 1550 °C
Source of CaO-MgO-Al2O3 inclusions
To identify the origin of CMA inclusions in billet, the inclusions in molten steel at each processing stage were characterized by SEM-EDS, and the results are shown in Figure 5. At the LF arrival stage (LF1), Al2O3 inclusions from Al deoxidation were modified by the high-basicity slag into CMA-type inclusions as shown in Figure 5(a1) and Figure 5(a2). A small MgO content in inclusions originated partly from slag-steel mass transfer, and the other from dissolution or erosion of MgO-C refractories into molten steel. When LF refining was completed (LF2), the activity of dissolved [Mg] increased due to high temperature and reducing atmosphere. It further reacted with CMA inclusions, increasing the MgO content in the inclusions to about 30 wt% (Figure 5(b1) and Figure 5(b2)). After LF desulfurization, the free CaO in the refining slag was transformed into CaS by the reaction [S] + (CaO) = (CaS) + [O], resulting in a decrease in the activity of CaO. After VD operation, the inclusions in steel still maintained MgO-Al2O3 rich, as shown in Figure 5(c1) and Figure 5(c2). After calcium treatment, dissolved [Ca] reacted with MgO-Al2O3, increasing the CaO content in CMA inclusions and producing low-melting calcium-aluminate liquid inclusions as in Figure 5(d1). What's more, the increased [S] content after feeding sulfur wire led to the formation of CaS-bearing inclusions, as shown in Figure 5(d2). During tundish casting (TU), the temperature of molten steel decreased, which reduced the solubility of [Ca] and [S], causing CaS preferentially precipitated on existing oxide particles and formed the typical CaS-CMA composite inclusions (Figure 5(e1) and Figure 5(e2)).
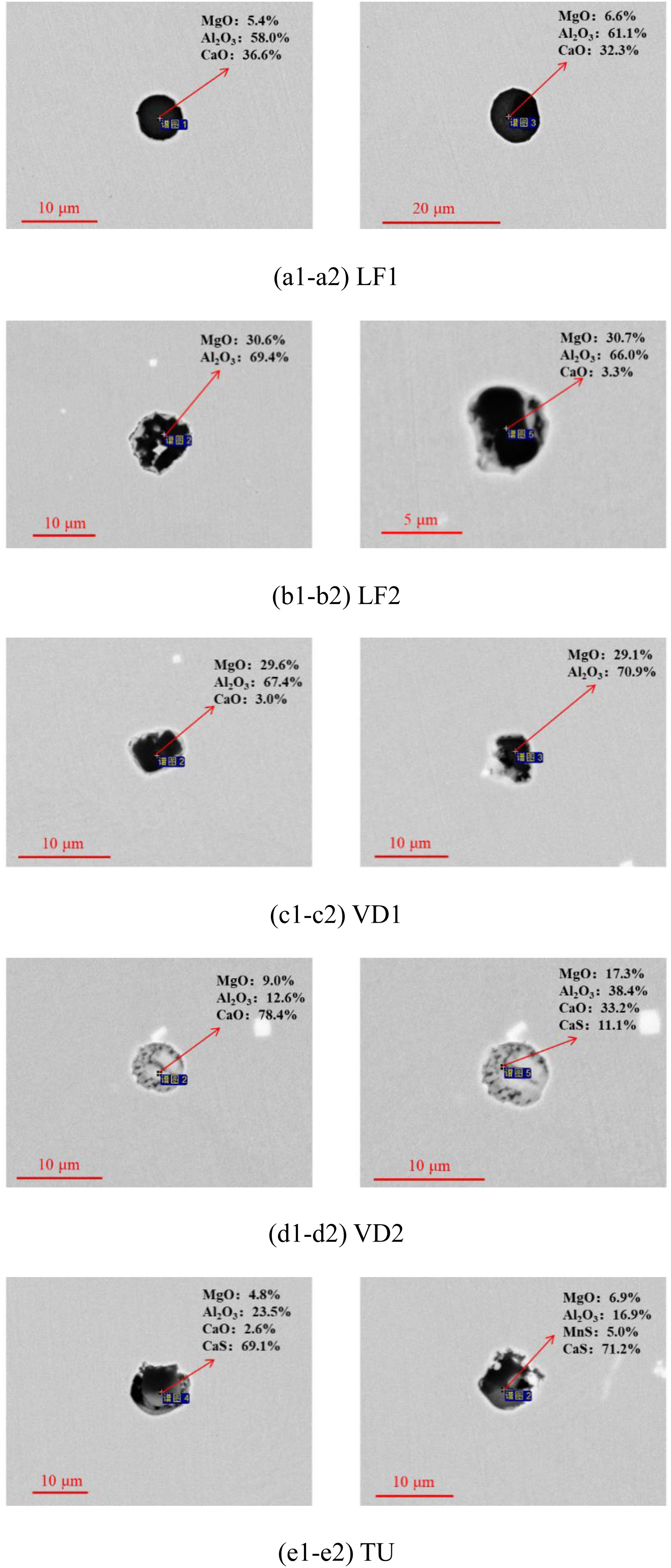
Inclusion morphologies at different stages
To further trace the source of inclusions, CaS content was removed from the measured inclusions at each stage, and the remaining CaO, MgO, and Al2O3 contents were normalized and projected onto the CaO-MgO-Al2O3 ternary diagram, as shown in Figure 6. It is seen that the inclusions in tundish (TU) closely matched those observed in the billet (Figure 4), whereas inclusions in TU sample exhibited higher Al2O3 content and lower CaO content than those in VD2 sample. As shown in Table 2, T.N content increased from 0.0042 wt.% (VD2) to 0.0049 wt.% (TU), while [Al]t content decreased from 0.020 wt.% to 0.017 wt.%. This phenomenon indicated that the molten steel was re-oxidized by air, leading to nitrogen pickup and aluminum consumption. Reoxidation promoted Al2O3 formation, thereby increasing the Al2O3 content in inclusions in TU sample. It is worth noting that although the variations in T.N and [Al]t contents indicated the reoxidation of molten steel, the T.O content decreased from 0.0018 wt.% (VD2) to 0.0015 wt.% (TU), which was possibly caused by the different sampling and detection position. 31 The reference 31 showed that different sample position will significantly affect the T.O content, but less on T.N content. As not enough samples in TU station can be detected again, this phenomenon will be paid more attention in the future work.
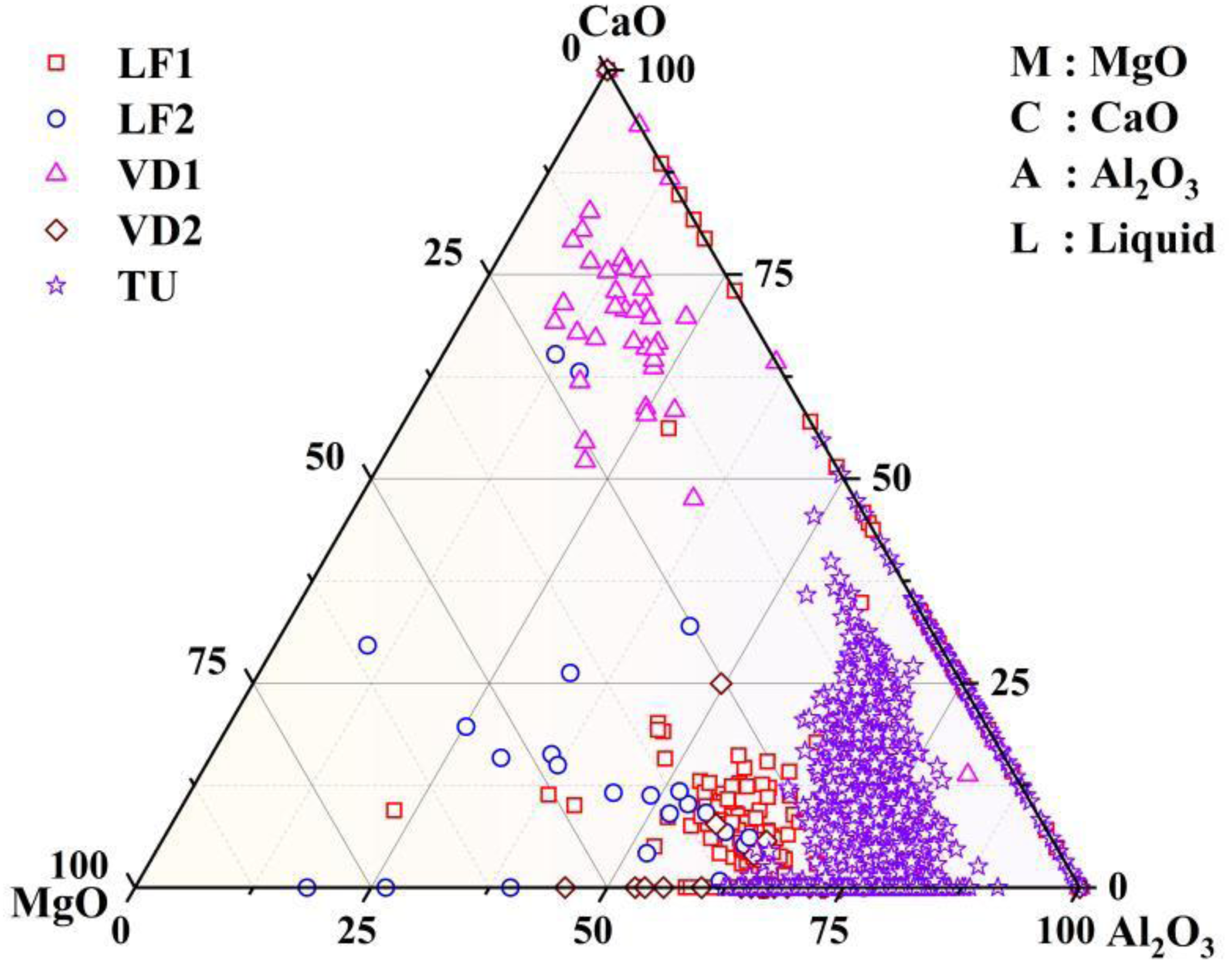
Evolution of CaO-MgO-Al2O3 oxide-core compositions during refining and casting (CaS removed and normalized)
In summary, the CMA inclusions observed in billet originated from refining process and were transformed into low-melting calcium aluminates after Ca treatment. However, they underwent compositional shifts driven by the reoxidation in the tundish, leading to an increase in Al2O3 content. Subsequently, these CMA inclusions acted as heterogeneous nucleation core for CaS precipitation during liquid steel solidification. Therefore, improving tundish casting protection to suppress reoxidation occurrence is crucial for controlling the final CMA + CaS composite inclusions.
Compositional and physicochemical characteristics of CaO-MgO-Al2O3 inclusions
After identifying the source of CMA inclusions, their compositional features were analyzed to provide a basis for controlling the type of inclusion. Figure 7 shows that most CMA inclusions in billet contained 70–90 wt.% Al2O3 and 10–20 wt.% MgO. Within this range, Al2O3 and MgO contents varied only weakly with inclusion size, whereas CaO content showed a clear positive correlation with size. As the CaO content increased, inclusion size showed an increasing trend.
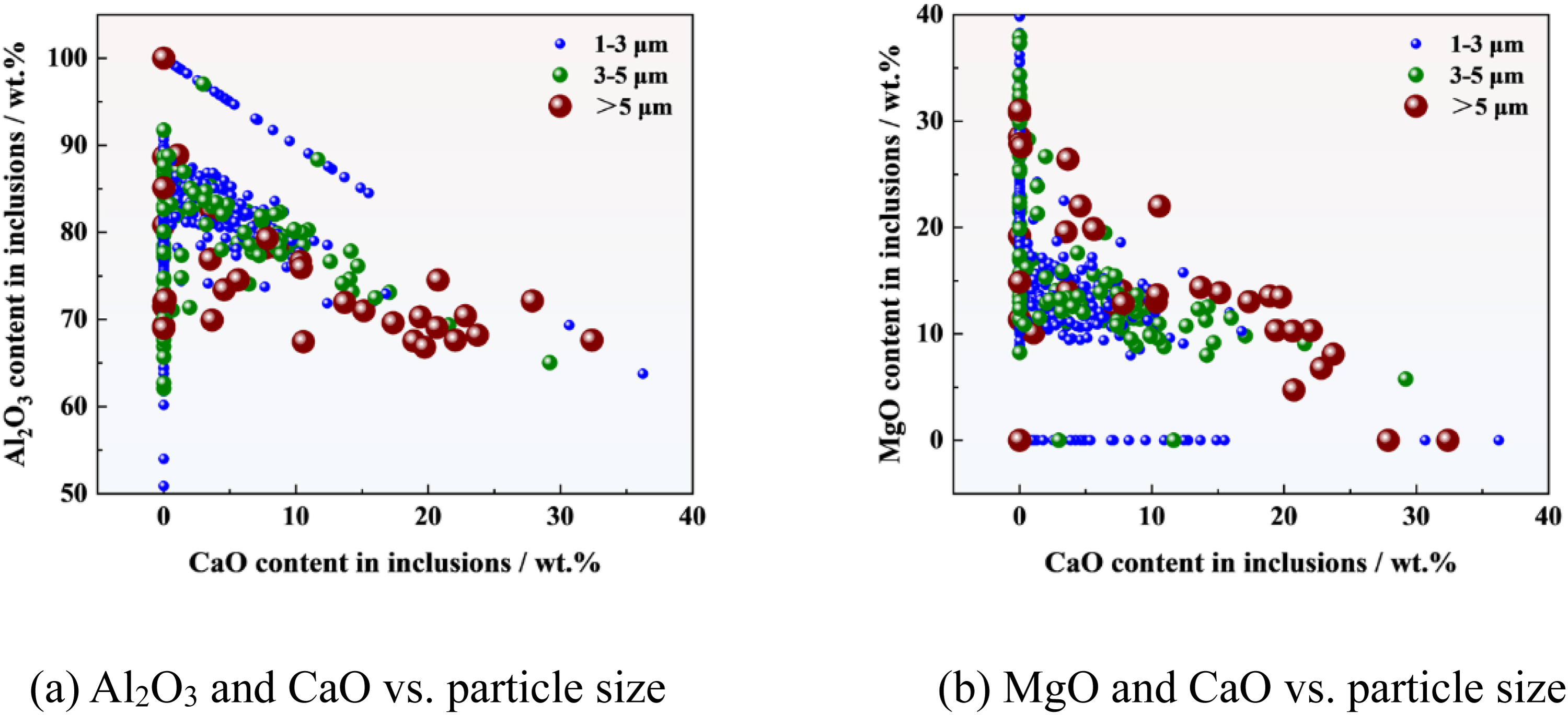
Composition-size relationships of billet CaO-MgO-Al2O3 inclusions. (a) Al2O3 and CaO vs. particle size. (b) MgO and CaO vs. particle size
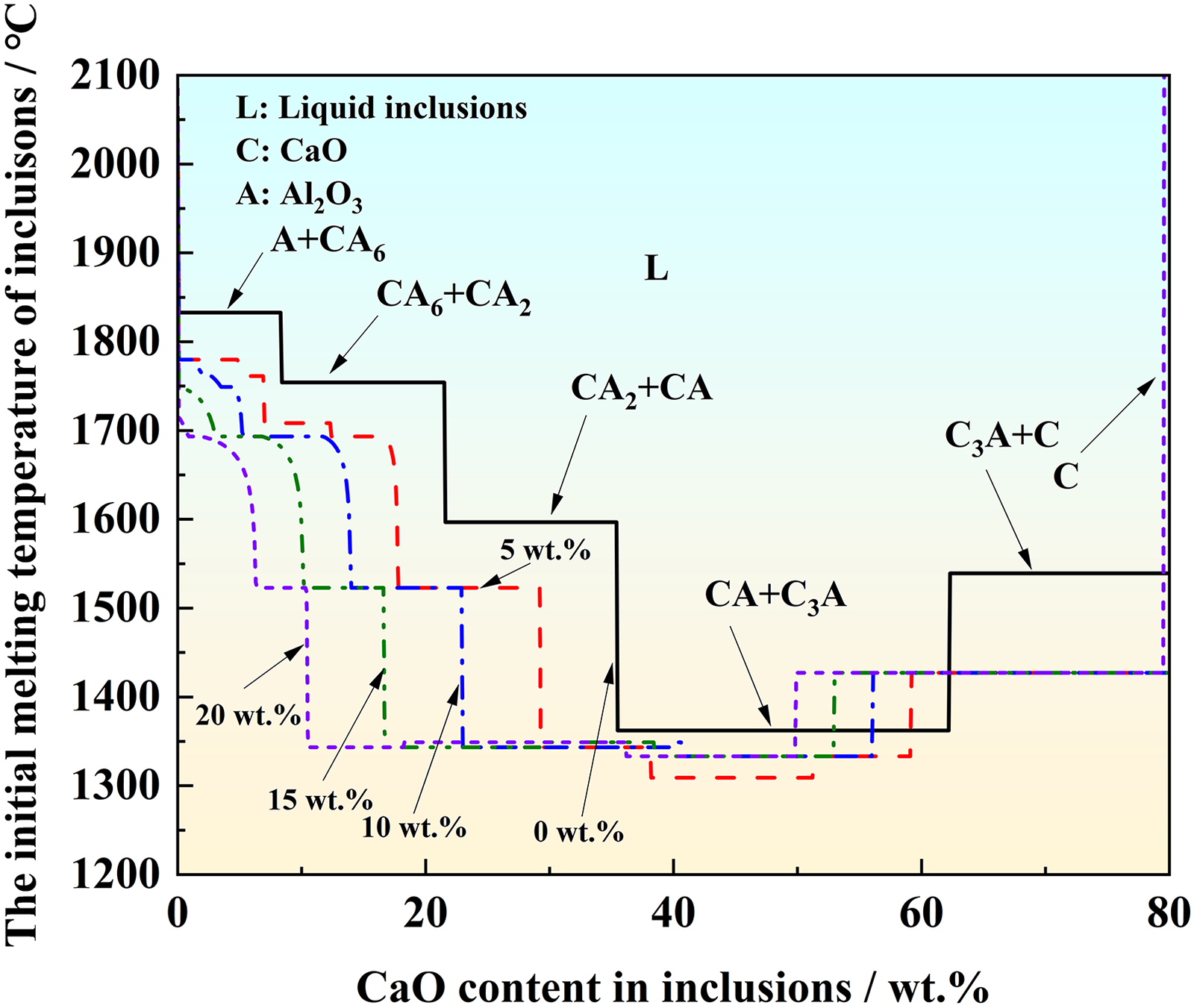
To clarify the melting behavior of inclusions with different compositions at steelmaking temperatures, FactSage 8.3 (Equilib module, FToxid database) was used to calculate the initial-melting temperature of CaO-MgO-Al2O3 inclusions as a function of CaO and MgO contents. The result is shown in Figure 8, in which the curves of various colors correspond to MgO mass fractions of 0, 5, 10, 15, and 20 wt.% respectively. When CaO content was 0∼30 wt.%, higher MgO lowered the initial-melting temperature at a given CaO content, particularly in the CA2 + CA region. As the CaO content further increased, the influence of MgO on the initial-melting temperature weakened. In the CA + C3A region, the initial-melting temperature exhibited a decrease followed by an increase trend with rising MgO content. Overall, increasing MgO reduced the critical CaO content required to form a liquid phase, implying that MgO can promote melting of inclusions by altering phases. The low-melting point inclusions are difficult to remove and can grow by collision and coalescence in molten steel, 32 thus limiting MgO content in CMA may be favorable to avoid the formation of fully liquid inclusions.
Effect of CaO and MgO contents on the initial-melting temperature of CaO-MgO-Al2O3 inclusions
Attraction tendency among inclusions is a useful indicator for evaluating the ability of inclusions to collide, agglomerate, and coalesce into large particles. Figure 9 summarizes reported attraction forces for common oxide inclusions.33–35 The Al2O3 exhibits the strongest attraction, followed by Al2O3-rich inclusions (such as CA6, 92 wt.% Al2O3-8 wt.% CaO, and MA), suggesting a high propensity for clustering. For CaO-Al2O3 inclusions (CA2, CA, C12A7), attraction force decreases as CaO content increases. Among the listed inclusions in Figure 9, C12A7 and 55 wt.% Al2O3-40 wt.% CaO −5 wt.% MgO show the weakest attraction. Compared to CA (65 wt.% Al2O3-35 wt.% CaO), the 60 wt.% Al2O3-30 wt.% CaO-10 wt.% MgO inclusions exhibited a smaller lower limit of attraction force due to its 10 wt.% MgO content. Although the 60 wt.% Al2O3-30 wt.% CaO-10 wt.% MgO and 55 wt.% Al2O3-40 wt.% CaO-5 wt.% MgO inclusions displayed the same lower limit of attraction force, the former held a higher upper limit owing to its increased MgO content. For CaO-MgO-Al2O3 (CMA) inclusions, reasonably reducing the MgO content can decrease the attractive force between inclusions. For example, forming 55 wt.% Al2O3-40 wt.% CaO-5 wt.% MgO inclusions instead of 60 wt.% Al2O3-30 wt.% CaO-10 wt.% MgO can suppress their aggregation and growth.
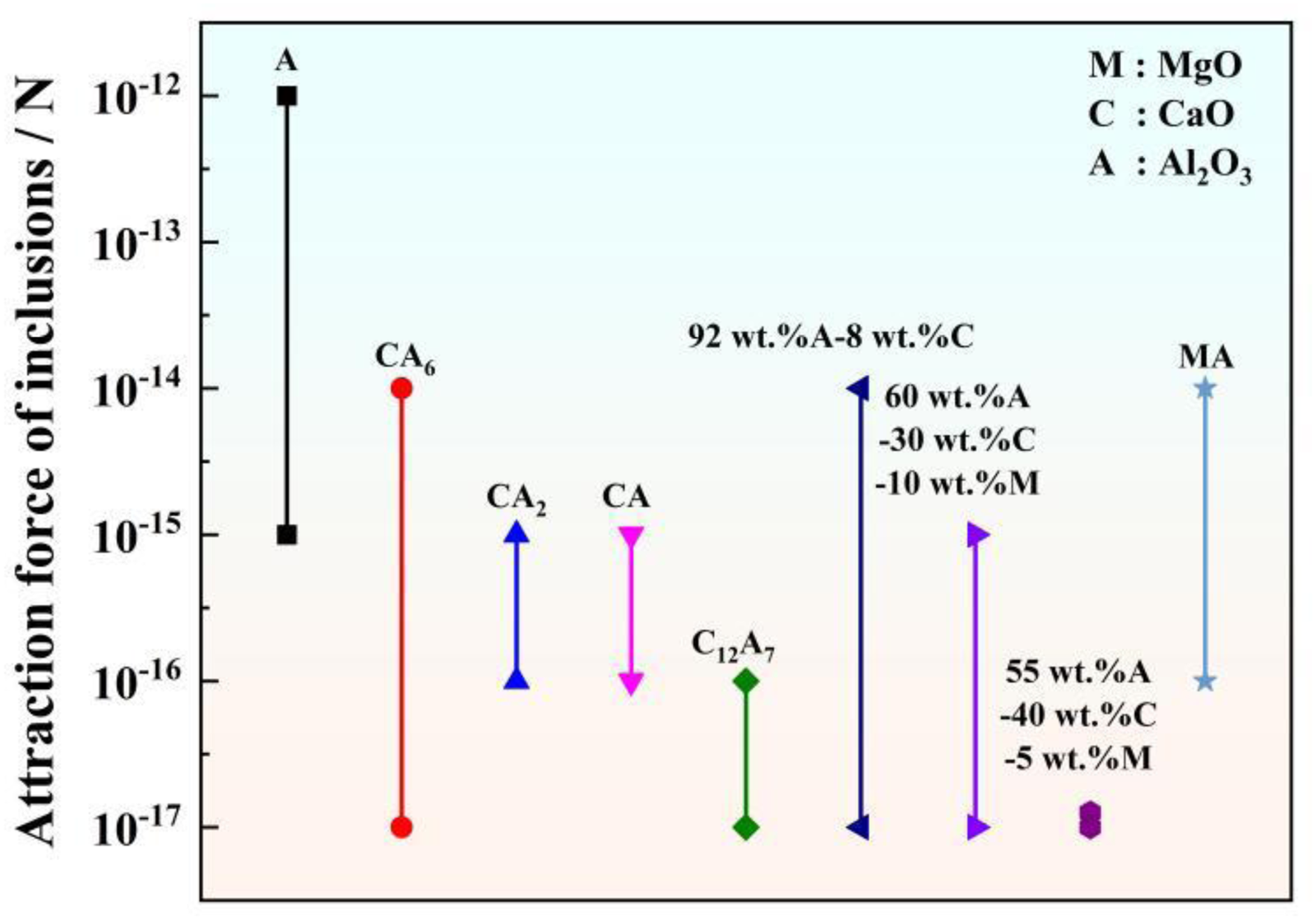
Reported attraction forces between different oxide inclusions in molten steel
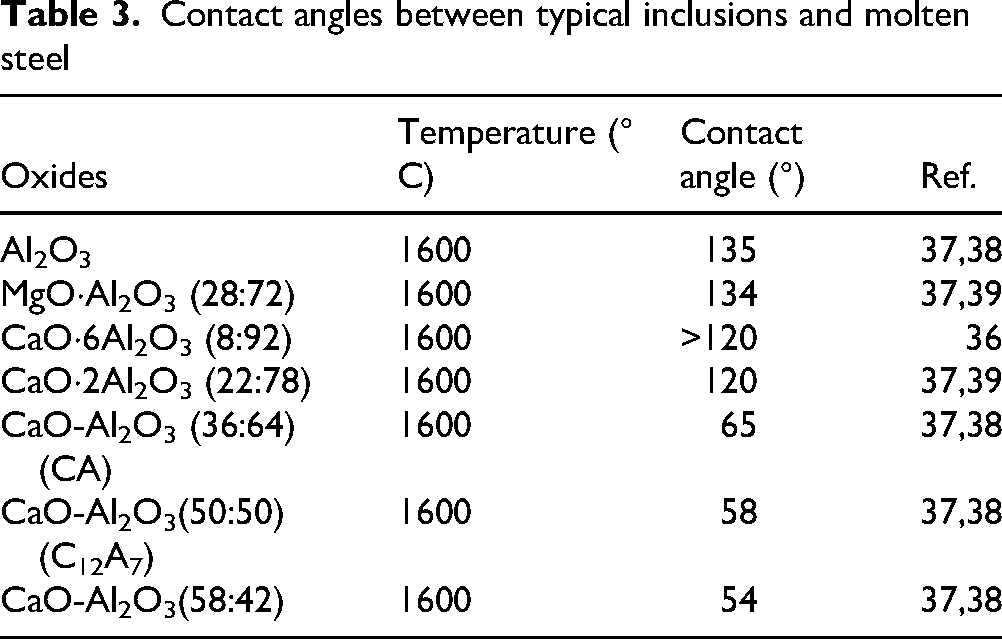
An effective control on CMA inclusions requires balancing its resistance to agglomeration and efficient removal. Removal tendency of inclusions is strongly influenced by its wettability, which is commonly characterized by the contact angle. A larger contact angle implies poorer wettability and higher interfacial energy, favoring the separation of inclusions from molten steel. Table 3 summarizes reported contact angles between molten steel and typical inclusions.36–39 For CaO-Al2O3 inclusions, increasing CaO content reduces the contact angle. The Al2O3, along with CA6, and CA2 inclusions where the CaO content is below 23 wt.%, all possess high melting points with 2050 °C, 1850 °C, and 1750 °C, respectively, and their contact angles all exceed 120°. When CaO in inclusions exceeds 35 wt.%, liquid phases such as CA (1605 °C) and C12A7 (1455 °C) form. Due to their contact angles below 70°, it is hard to separate them from the molten steel. The MA inclusion also shows a large contact angle (>120°), implying that it can be removed more readily than liquid calcium aluminates. Considering both attraction force (Figure 9) and wettability, CA6 and CA2 inclusions possess high contact angles and low attraction, leading them easier to remove and less prone to agglomerate. Therefore, steering inclusions toward CA6, CA2, MA-type is expected to be favorable for reducing both their size and number density.
Contact angles between typical inclusions and molten steel
It should be pointed out that low attraction tendency of inclusions mainly suppresses their agglomeration and growth, whereas the actual removal of inclusions is controlled by a combination of its wettability and size, and flow of molten steel and stirring conditions.
Control strategy for CaO-MgO-Al2O3 inclusions
Based on the above analysis, reducing CaO and MgO contents in inclusions is critical to suppress the formation of fully liquid CMA inclusions. Since inclusion composition is governed by dissolved [Ca] and [Al] contents, the stability phase diagram of major inclusion in the VD2 steel at 1600 °C was calculated using FactSage 8.3 software. The result is shown in Figure 10, in which the red region represents the fully liquid region and the blue region denotes the desired control window where CA2 and MA can coexist. The composition of VD2 steel after Ca treatment is projected into this figure. It is seen that it (purple point) fell in the fully liquid phase region. Although the liquid inclusions help avoid SEN clogging, they are typically larger and more difficult to remove. Conversely, controlling all inclusions to be solid CA2 or MA could also increase the SEN clogging risk because of their relatively high melting points.40,41 Therefore, an intermediate strategy that maintains a controlled liquid fraction is required.
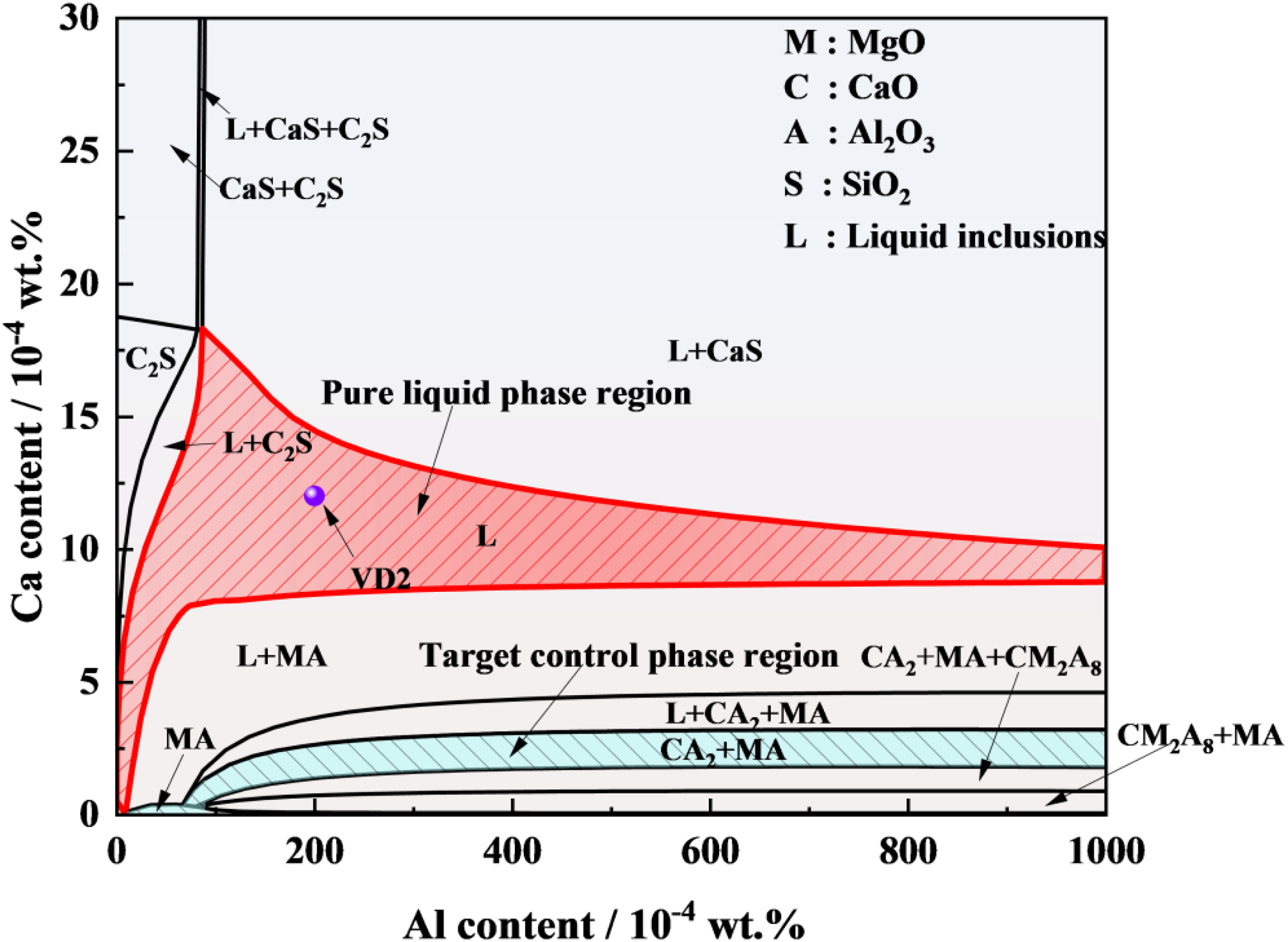
Stability fields of inclusion phases in the VD2 steel at 1600 °C calculated by FactSage 8.3
Previous studies42,43 suggest that nozzle clogging can be effectively mitigated when the liquid fraction of inclusions exceeds 20%. Accordingly, the variation of inclusion type and amount with T.Ca content in the VD2 steel (after Ca treatment) at 1600 °C was calculated using FactSage 8.3 software. The result is shown in Figure 11(a). The change of major constituents (Al2O3(l), CaO(l), MgO(l), SiO2(l), and CaS(l)) in the liquid phase with T.Ca is shown in Figure 11(b). The vertical dashed line marked the T.Ca content at which the calculated liquid fraction reached 20%. It is approximately 0.00029 wt.%. From Figure 11(a), when T.Ca content was low (0-0.0001 wt.%), inclusions were dominated by CaO·2MgO·8Al2O3, MgO·Al2O3, and CaO·2Al2O3. As T.Ca increased, liquid inclusions appeared and its content rose rapidly before approaching stable. Al2O3 and CaO become the dominant constituents in liquid inclusions, as shown in Figure 11(b). At a high T.Ca content (about 0.00145 wt.%), solid CaS started to form. It often precipitates on oxide inclusions to expand their size, also readily causing SEN clogging. Therefore, maintaining T.Ca content at 0.0003–0.0005 wt.% is recommended, in which the liquid fraction remains above 20% to help reducing nozzle clogging risk, and solid MgO·Al2O3 and CaO·2Al2O3 are still present. Moreover, CaS precipitation is suppressed. In addition, the total amount of oxide inclusions in the liquid inclusion phase was relatively low in the T.Ca content range, which helped reduce the overall inclusion population.
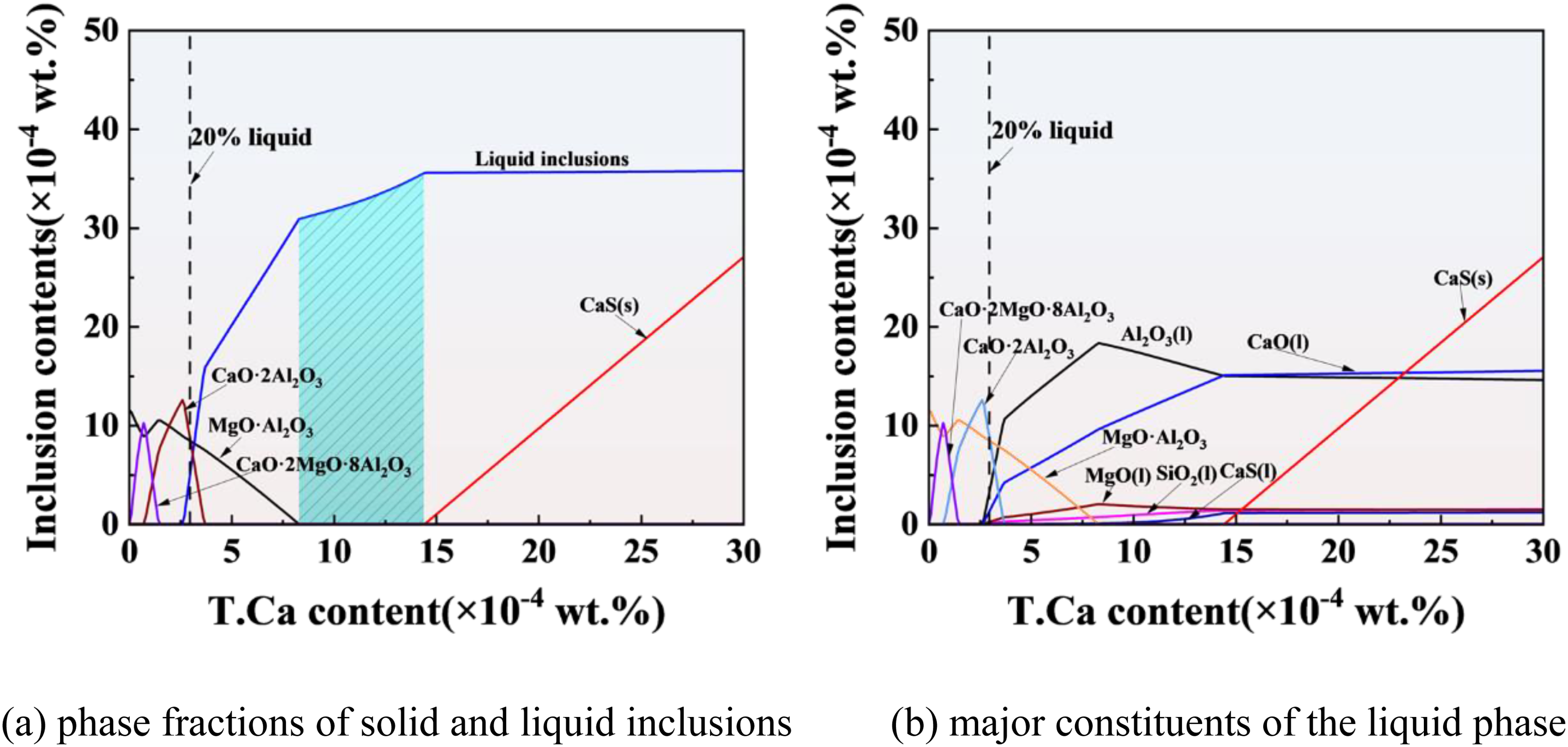
Inclusion evolution with calcium content at 1600 °C. (a) Phase fractions of solid and liquid inclusions. (b) Major constituents of the liquid phase
Optimized industrial trial based on the above control strategy of inclusions
An optimized industrial trial was conducted based on the above analysis. The T.Ca content after calcium treatment was controlled at approximately 0.0004 wt.%. Because Section 3.2 indicates that the component content in CMA inclusions was finally fixed at tundish stage, only inclusions in tundish (TU) and billet (BT) were statistically analyzed. Inclusion compositions (excluding CaS) were normalized and plotted on the CaO-MgO-Al2O3 ternary phase diagrams, as shown in Figure 12. The comparison of Figure 12(a) with Figure 6 reveals that the distribution of inclusions in tundish remained similar after optimization, but the inclusion population was markedly decreased. More importantly, the comparison of Figure 12(b) with Figure 4 shows that billet inclusions become significantly finer, and the number of inclusions larger than 5 μm decreased substantially.
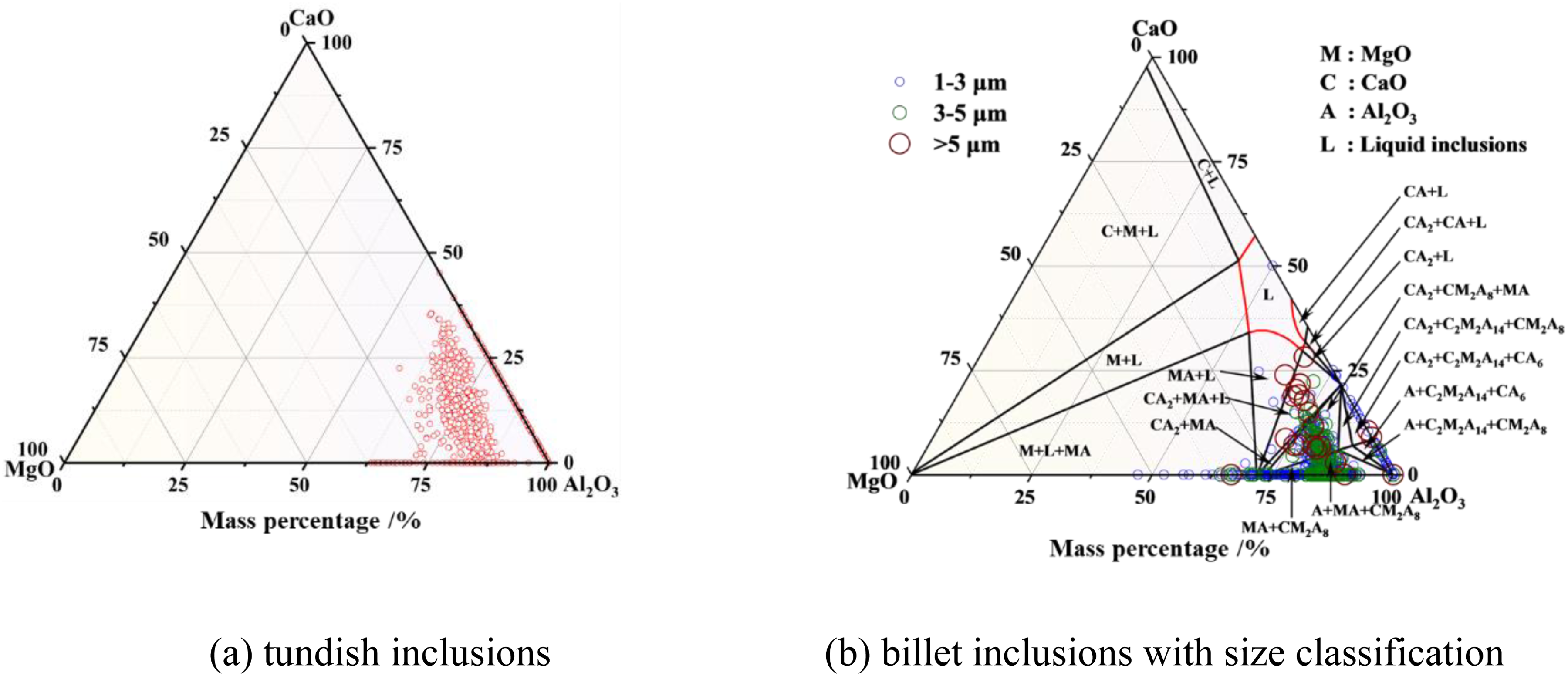
CaO-MgO-Al2O3 distributions of oxide cores after process optimization. (a) Tundish inclusions. (b) Billet inclusions with size classification
These results indicate that maintaining a relatively low T.Ca content promotes the formation of MgO·Al2O3 and CaO·2Al2O3 and keeps the liquid fraction above 20%. This dual effect reduces both the number and size of inclusions and no obvious nozzle clogging occurred in a sequence of eight continuous casting heats. Therefore, the control strategies of calcium treatment and inclusions are essential for improving XC45 steel cleanliness and castability. These metallurgical mechanisms will be further investigated in future work.
Conclusions
Through systematical analysis of the characteristics, formation mechanisms and control strategies of CaO-MgO-Al2O3 type of inclusion in sulfur-containing and aluminum-deoxidized XC45 steel, the following conclusions are drawn.
The major large-sized inclusions in XC45 billets were composite inclusions with CaO-MgO-Al2O3 oxide as core, surrounded by a CaS shell. Their two-dimensional morphology was typically circular or near-circular. Controlling the formation of CaO-MgO-Al2O3 oxide core was the key to reduce their damage to steel performance. Every component content in CaO-MgO-Al2O3 oxide varied in different refining stages but it was finally fixed at tundish stage, as indicated by thermodynamic calculations and analysis of inclusion composition evolution. The CaO content was the primary factor influencing the size of CMA inclusion. A higher CaO corresponded to a larger particle size, whereas Al2O3 and MgO content showed a relatively weak size dependence in the investigated range. Reducing MgO from 10 wt.% to 5 wt.% in CMA is beneficial for decreasing the attraction tendency among inclusions and suppressing their agglomeration. However, the inclusion containing MgO will reduce its initial melting temperature and promote low-melting liquid phase formation, which potentially hindering the flotation and removal of inclusions. Thermodynamic calculations indicated that maintaining T.Ca at 0.0003-0.0005 wt.% ensured an inclusion liquid fraction exceeding 20%, which helped to alleviate nozzle clogging. This T.Ca content window also favored the formation of easily removable solid MgO·Al2O3 and CaO·2 Al2O3, while suppresses the harmful CaS inclusion precipitation. Industrial trials confirmed that the proposed control strategy of calcium treatment significantly reduced the number of inclusions larger than 5 μm in billets, thereby improving steel cleanliness and providing an economically feasible option for actual XC45 steel production.
Footnotes
Acknowledgements
The authors gratefully acknowledge Baoshan Iron & Steel Co., Ltd., and Nanjing Iron & Steel Co., Ltd. for their valuable support in conducting the industrial trials.
Ethical considerations
Not applicable. This study does not involve human participants, human data, or human tissue.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.