
Abstract
Although many states report successful use of tack coats to achieve adequate bonding between asphalt layers, not all states have experienced such success. Selecting an appropriate tack coat is crucial for overcoming poor bonding and ensuring optimal performance in the field. This study aimed to provide comprehensive guidance on selecting the right tack coat material, considering various construction methods and environmental conditions, to ensure effective bonding. Two asphalt mixture types (fine and coarse) and surface conditions (new asphalt concrete [AC], milled AC, and aged AC) were adopted in this study to determine the impact of existing pavement conditions on bonding performance. The effectiveness of various tack coat materials and their rheological properties was also assessed. The American Association of State Highway and Transportation Officials (AASHTO) TP114 (“Standard method for determining interlayer shear strength [ISS] of asphalt pavement layers”) was employed to evaluate the bonding performance of different tack coat materials, mixture types, and surface conditions. It was evident that using an improper tack coat could create a slip plane and reduce the interface shear strength, a problem not observed in samples without a tack coat. Additionally, a good correlation between tack coat rheological properties and ISS test results were observed.
Keywords
Typically, the design life for asphalt pavements is 20 years or more. The longevity and effectiveness of asphalt pavement heavily depend on the bonding between the successive layers in the pavement structure ( 1 ). Regardless of the design methodology, a fundamental assumption of all asphalt pavement thickness design methods is that the pavement layers function together as a single, cohesive unit. This cohesion is achieved only through proper asphalt layer bonding.
In traditionally designed asphalt pavements with adequate bonding, the primary failure mechanisms are typically bottom-up fatigue cracking or rutting. In contrast, for perpetual pavements, the principal failure mechanism is top-down cracking, usually confined to the top layers. Perpetual pavements are designed to be thicker than traditional ones, with the expectation of significantly longer service life without significant structural maintenance or rehabilitation ( 1 ). Without proper bonding, neither traditionally designed nor perpetual pavements can perform as intended. Roffe and Chaignon ( 2 ) highlighted that a pavement lacking proper bonding within its layers could experience a 60% reduction in lifespan. Similarly, Brown and Brunton ( 3 ) found that the absence of bonding could lead to a 75% decrease in pavement life, and even at 70% bond strength, the pavement life could be reduced by 70%. King and May ( 4 ) noted that a mere 10% loss of bond could result in a 50% reduction in fatigue life. Conversely, distresses in perpetual pavements are anticipated to be confined to the uppermost layers, necessitating only periodic milling and surface replacement while preserving the underlying materials. Since 2001, many state highway agencies have been acknowledged for constructing perpetual pavements ( 5 ).
Delamination or debonding issues are particularly severe on airfield pavements owing to the high traffic loads exerted by aircraft. This problem is especially critical on runways at high-speed taxiway exits, where airplanes brake and turn, increasing the stress on pavement layers ( 6 ). In severe cases, these issues can lead to runway closures ( 7 ). The smoothness criteria and its tight tolerance required by the Federal Aviation Administration (FAA) specifications often drives contractors to construct pavements with multiple thinner lifts rather than fewer thicker lifts ( 8 , 9 ). These multiple layers may not behave as a single solid unit under shear forces, making them more susceptible to delamination. Such defects can be mitigated by adequately treating and cleaning the surfaces to remove dust and debris and applying the proper tack coat before placing the overlay.
Historically, the selection of tack coat materials has relied primarily on experience, convenience, and empirical judgment. The most commonly used tack coat materials are asphalt emulsions, with slow-setting emulsions (slow-setting emulsion, 120–150 penetration residue (SS1), slow-setting emulsion, 60–100 penetration residue (SS1h), cationic slow-setting emulsion, 100-250 penetration residue (CSS1) and cationic slow-setting emulsion, 70-110 penetration residue (CSS1h)) being the most prevalent ( 10 – 12 ). Rapid-setting emulsion, 100–200 penetration residue (RS1 and RS2), and cationic rapid-setting emulsion, 100-250 penetration residue (CRS1 and CRS2) are also increasingly used. Although cutbacks are still used, their usage is much less prevalent than other options. Research has shown that cutbacks provide lower bond strengths compared with other options. Hot applied asphalt binders are also used as tack coat materials. High stiffness emulsion and hot applied non-tracking tack coat materials are being used to reduce tracking.
Sangiorgi et al. ( 13 ) conducted a study to compare the effectiveness of different bond conditions in asphalt layers. The study examined three scenarios: (1) using a tack coat emulsion, (2) surfaces contaminated by dirt without a emulsion tack coat, and (3) surfaces with both an emulsion tack coat and a thin film of dirt. The Leutner shear test (LST) was the test method adopted for the analysis. This test involves applying a vertical shear load at the layer interface in a controlled strain mode (2 in./min) to measure the maximum shear load and the maximum displacement of the specimens. The findings indicated that the highest bond strengths were achieved when tack coats were applied. Mohammad et al. ( 14 ) investigated the impact of various tack coats on the interface shear strength between adjacent asphalt layers using a load-controlled, simple shear test where the specimens were sheared at the interface at a rate of 50 lb/min until failure, with lateral confinement provided by a collar to ensure failure occurred only at the interface. Mohammad et al. ( 14 ) tested samples at 25°C and 55°C. The results showed that the CRS2P emulsion outperformed hot-applied asphalt binder PG 64-22, polymer modified hot-applied asphalt binder PG 76-22M, SS1, SS1h, and CSS1h tack coats. Additionally, for each tack coat, an optimal application rate that provided the highest shear strength was identified. Despite the optimal performance of tack coats, the study revealed that the maximum shear strength achieved was only 83% of the monolithic mixture strength, indicating that interfaces potentially introduce slip planes. Sholar et al. ( 15 ) investigated the effects of various factors on the interfacial bond strength of composite asphalt specimens, including different tack coat application rates, curing times, types of aggregates, shear rates, and moisture levels. The study showed that coarse-graded mixtures with larger nominal maximum size aggregate (¾ in. nominal maximum size aggregate (NMAS) exhibited significantly higher shear strengths compared with fine-graded mixtures with smaller NMAS (½ in. specifically). Furthermore, milling the existing pavement surface before applying the tack coat substantially increased the bond strength at the interface. While Sholar et al. ( 15 ) found that fine-graded mixtures had lower initial bond strength values, West et al. ( 16 ) saw an increase in bond strength in fine-graded mixes. Tran et al. ( 17 ) evaluated the effect of tack coat material, application rate, receiving surface, curing time, and traffic loading on interface bond strength. The plan included five tack coats, four application rates, and three underlying layer surfaces. The five most frequently used tack coats selected by the Alabama Department of Transportation (ALDOT) for this study were CRS2, cationic rapid-setting latex modified emulsion, 100-250 penetration residue (CRS2L), cationic quick-setting emulsion, 40–90 penetration residue (CQS1h), UltraTack emulsion, 20 max penetration residue (NTSS1HM), and a neat hot-applied asphalt binder (PG 67-22). The three underlying layer surfaces evaluated included a milled, a micro-milled, and a new hot mix asphalt (HMA) surface. A statistical analysis, based on the Tukey grouping method at the 95% confidence level, was used to evaluate the effect of surface types at the medium application rate. It showed that the micro-milled surface yielded statistically higher bond strengths, followed by the milled surface and, finally, the new surface.
While many states report successful use of tack coats for achieving adequate bond between asphalt layers, it is important to note that not all states have experienced such success. Mrawira and Damude ( 18 ) conducted a study comparing the interface shear strength of fresh overlays with and without tack coats to assess their effectiveness in enhancing bond strength. The study found that non-tacked surfaces exhibited higher bond strength than those that had received a tack coat. The authors suggested that the tack coat might have introduced a slip plane, which was not present in non-tacked specimens, potentially diminishing the shear resistance and lifespan of the pavement structure. Therefore, selecting the appropriate tack coat is crucial to overcoming poor bonding and ensuring optimal field performance. This study aimed to provide comprehensive guidance on selecting the optimal tack coat material to ensure effective bonding under various construction and environmental conditions. It evaluated different mixture types (fine and coarse) and surface conditions (new asphalt concrete (AC), milled AC, and aged AC) to determine the impact of existing pavement conditions on bonding performance. Additionally, the effectiveness of various tack coat materials was assessed, focusing on their rheological properties, such as performance grade and complex shear dynamic modulus, and correlating these characteristics with interlayer shear strength (ISS) results in accordance with American Association of State Highway and Transportation Officials (AASHTO) TP 114 (“Standard method for determining interlayer shear strength (ISS) of asphalt pavement layers”) ( 19 ). The ISS test was adopted in this study based on findings from previous research ( 13 ), which suggest that peak shear stress serves as a fundamental parameter for quantifying bond strength between HMA layers ( 15 ). In this study, no normal force was applied during ISS testing, as several researchers have shown that adding normal force in a direct shear test can increase the interlayer shear strength. However, there is no general statement on whether to include normal pressure during the direct shear test yet. Additionally, the level of pressure needed is controversial because different pressures can lead to different results. To simulate the existing condition in the field of the interlayer under a wheel load, it was proposed to use a 0.5 ratio between vertical and horizontal forces. This method led to an interlayer shear stress that is half the normal rate, which might result in very high normal stress levels (over 70 pounds per square inch (psi)) ( 20 – 24 ). However, it should be noted that using high levels of normal pressure can mask the performance of the tack coat applied. The results may indicate the strength measured primarily from the normal force rather than the bonding quality of the tack coat materials. Therefore, while measuring shear strength without normal force may not be completely adequate for design and analysis, it is more convenient for evaluating the quality of tack coat applications ( 22 ).
Materials and Methods
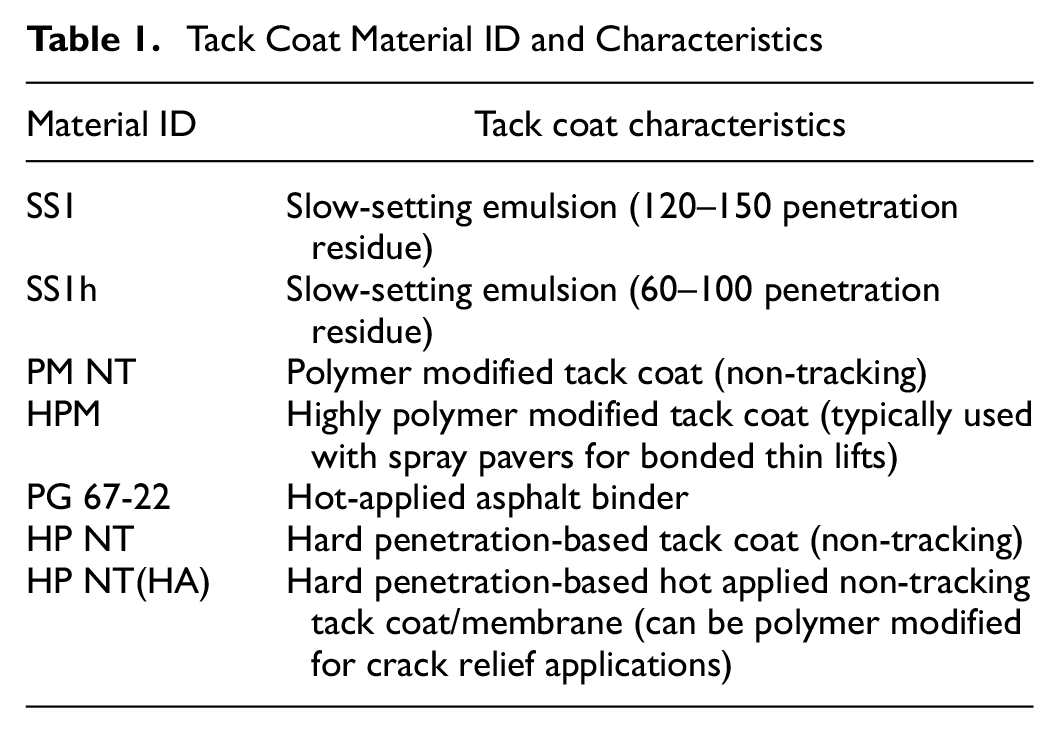
Table 1 lists tack coat materials selected for this study, encompassing a wide range of residue stiffness values and polymer modifications. This range aims to cover a comprehensive variety of residual binder characteristics enabling the construction industry to select the best tack coat material for any environmental conditions and construction practices. The tack coat material was applied to the surface of the bottom layer at a residual application rate, similar to those recommended in National Cooperative Highway Research Program (NCHRP) Project 09-40 ( 10 ), as shown in Table 2. The residual application rate considers the amount of residue that remains on the surface after the application process is complete. This is important because the amount of residue in a tack coat plays an important role in bonding pavement layers together, which is essential for improving pavement performance and durability. Using the residual application rate was also an effective laboratory technique to control the difference in the amount of residue left at the interface between different types of tack coat emulsions. The bottom layer consisted of either new AC, milled AC, or aged AC which was then topped with a tack coat at the recommended residual application rates (Figure 1). Following the application of a tack coat, the new AC loose mixture was compacted onto the prepared bottom layer using the Superpave gyratory compactor (SGC), with the SGC mold heated before compaction of the top layer, representing two layers in a pavement structure (surface layer and the layer directly beneath it) (Figure 1). Samples with no tack coat were also considered in this study and served as baseline samples. The top and bottom AC mixtures were produced using an optimum binder content of 6.6% by total weight of mixture and targeting 7% air void. The analysis involved correlating ISS test results with residue/binder properties (performance grade at high temperature (PGHT) and complex shear dynamic modulus) obtained using a 4-mm dynamic shear rheometer (DSR) test across different mixture types (fine and coarse-graded) and bottom layer surface conditions (new AC, milled AC, and aged AC). Additionally, the analysis examined the failure type observed after shearing the sample during the ISS test.
Tack Coat Material ID and Characteristics
Recommended Tack Coat Residual Application Rate per National Cooperative Highway Research Program Project 09-40 ( 10 ).
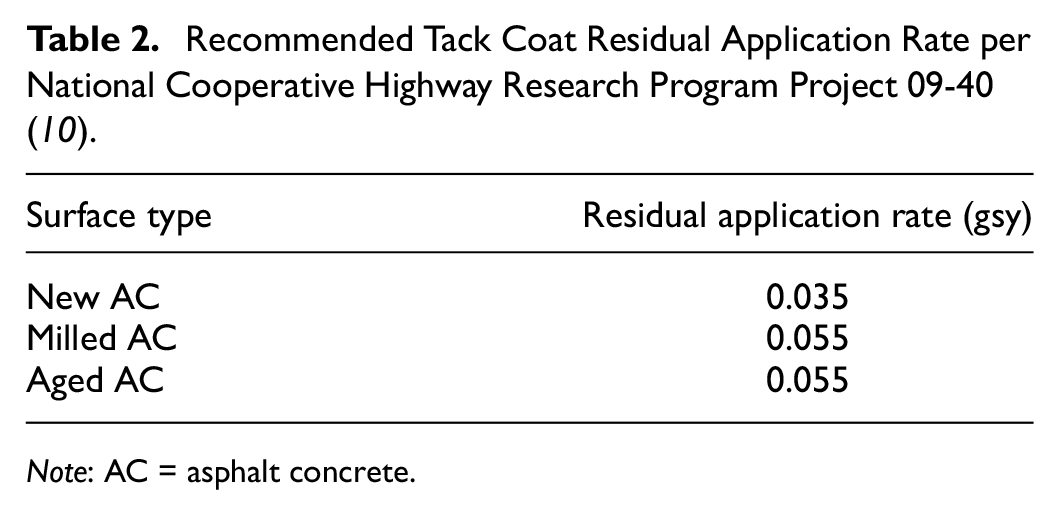
Note: AC = asphalt concrete.
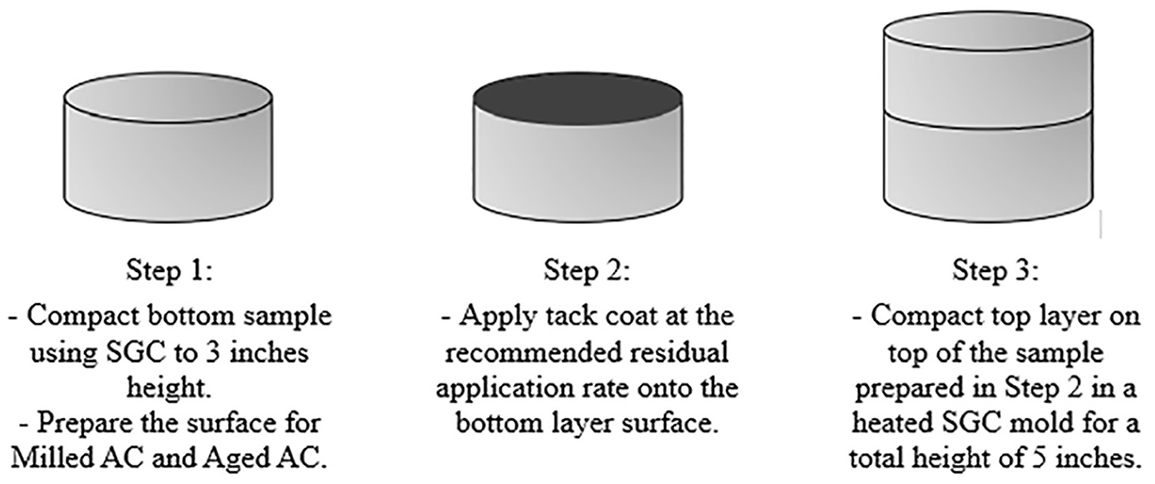
Asphalt concrete (AC) sample preparation.
Two AC mixtures with different NMAS were used (½ in. and ¾ in.). The ½ in. NMAS mixture and the ¾ in. NMAS mixture were designed as a fine-graded mixture and a coarse-graded mixture, respectively, as per AASHTO M323 (“Standard specification for Superpave volumetric mix design”) section 6.1.3 ( 25 ). The NMAS of the top New AC layer was matched to the NMAS of the bottom AC layer. The binder initially used in the AC mixtures was PG 64-22. However, a correlation was observed between the true performance grade at high PGHT of the binder used in the mixture and the PGHT of the tack coat material used, particularly as regards bonding performance. To further investigate this relationship, a PG 58-28 binder was also included to prepare AC mixtures and confirm the observation that the PGHT of the tack coat should be at least equal to or greater than the binder used in the mixture to improve bonding performance. The PGHT of the asphalt binder/residue was determined according to AASHTO T 315 (“Standard method of test for determining the rheological properties of asphalt binder using a dynamic shear rheometer (DSR)”) ( 26 ) and then correlated to the ISS test results which were measured according to AASHTO TP 114 ( 19 ). The ISS test results are the maximum shear stress required to shear the sample and separate the two layers. Table 3 summarizes the PGHT of the asphalt binders/residues used throughout this study.
Performance Grade at High Temperature (PGHT) of Asphalt Binder/Residue.
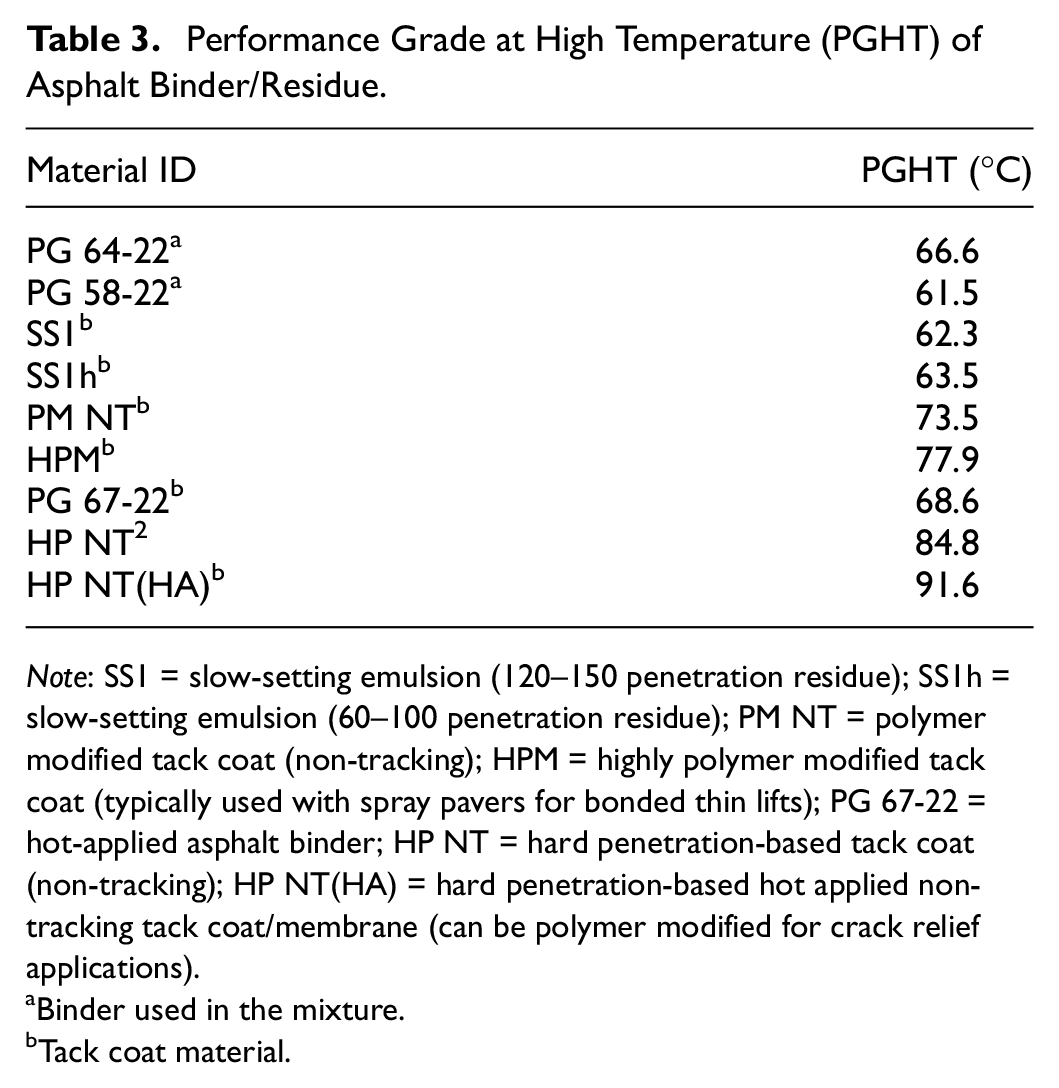
Note: SS1 = slow-setting emulsion (120–150 penetration residue); SS1h = slow-setting emulsion (60–100 penetration residue); PM NT = polymer modified tack coat (non-tracking); HPM = highly polymer modified tack coat (typically used with spray pavers for bonded thin lifts); PG 67-22 = hot-applied asphalt binder; HP NT = hard penetration-based tack coat (non-tracking); HP NT(HA) = hard penetration-based hot applied non-tracking tack coat/membrane (can be polymer modified for crack relief applications).
Binder used in the mixture.
Tack coat material.
Results
The ISS test was conducted to evaluate bonding performance under various conditions, using displacement-controlled mode at a rate of 0.1 in./min at 25°C, in accordance with AASHTO TP 114 ( 19 ). Results indicated that greater differences between the PGHT or complex shear modulus (G*) of the tack coat material and the binder used in the mixture correlated with improved bonding performance ( 27 ). This shift in properties also led to failure occurring within the mixture rather than at the tack coat interface, suggesting that the mixture became the weaker plane. Fine-graded mixtures demonstrated higher ISS values compared with coarse-graded mixtures. Additionally, coarse-graded mixtures showed a more significant difference in ISS between samples prepared with and without a tack coat than the difference observed in fine-graded mixtures.
Impact of Mixture Type on ISS Test Results
Figure 2 demonstrates that samples prepared with SS1 exhibited lower ISS compared with those prepared with no tack coat. This indicates that the binder in the mixture acted as a bonding agent between the bottom and top layers. However, applying SS1, which had a PGHT lower than that of the binder in the mixture, resulted in reduced ISS. This reduction is likely attributed to SS1 being softer than the binder used in the mixture, creating a slippage plane and diminishing bonding performance in both fine-graded and coarse-graded mixtures.
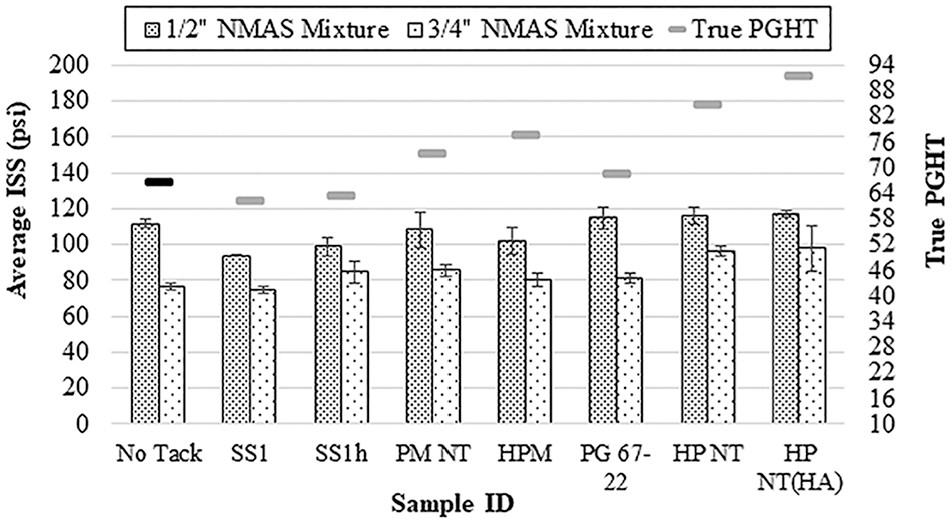
Average interlayer shear strength (ISS) at 25°C and true performance grade at high temperature (PGHT) of asphalt binder/residue.
In contrast, all other tack coat materials with PGHT values similar to or higher than the PGHT of the binder used in the mixture showed ISS values comparable to or greater than samples without a tack coat. Among the coarse-graded mixtures, those prepared with HP NT and HP NT(HA) exhibited the highest ISS, exceeding the ISS of samples prepared with no tack coat. For fine-graded mixtures, the ISS difference between samples with no tack coat and those prepared with HP NT and HP NT(HA) was less pronounced, as shown in Figure 2. To further evaluate the performance of different tack coat materials and compare them with the no tack coat condition, a statistical analysis was conducted using Minitab software and Tukey grouping method. The results, summarized in Table 4 alongside PGHT and ΔPGHT, revealed that HP NT and HP NT(HA) were statistically grouped similarly to the no tack coat condition. However, this does not imply that these tack coat materials behave identically to samples with no tack coat. Samples prepared with HP NT and HP NT(HA) experienced complete failure within the mixture rather than at the tack coat interface (as shown in Table 5), indicating that the tack coat did not fail and that the measured ISS did not fully reflect the actual shear strength of the tack coat materials. It is worth noting that as ΔPGHT increased, the bonding performance of the tack coat materials improved, and the failure plane started shifting further into the mixture. Exceptions were observed in samples with PM NT and highly polymer modified tack coat (HPM) tack coat materials, which experienced failure within the mixture. This behavior is further explained in section “Asphalt binder/emulsion G* master curve at 25°C.” These findings suggest that using a tack coat with a stiffness greater than that of the binder in the mixture enhances bonding performance, strengthens the interlayer interface, and can shift the failure mode into the mixture.
Grouping Information Using the Tukey Method and 95% Confidence

Note: HP NT(HA) = hard penetration-based hot applied non-tracking tack coat/membrane (can be polymer modified for crack relief applications); HP NT = hard penetration-based tack coat (non-tracking); PG 67-22 = hot-applied asphalt binder; PM NT = polymer modified tack coat (non-tracking); HPM = highly polymer modified tack coat (typically used with spray pavers for bonded thin lifts); SS1 = slow-setting emulsion (120–150 penetration residue); SS1h = slow-setting emulsion (60–100 penetration residue).
ΔPGHT = PGHT (tack coat)—PGHT (binder used in the mixture); The binder PG used to formulate asphalt concrete (AC) mixtures is PG 64-22. PGHT = performance grade at high temperature.
Means that do not share a letter are significantly different.
Failure Types of Samples Tested
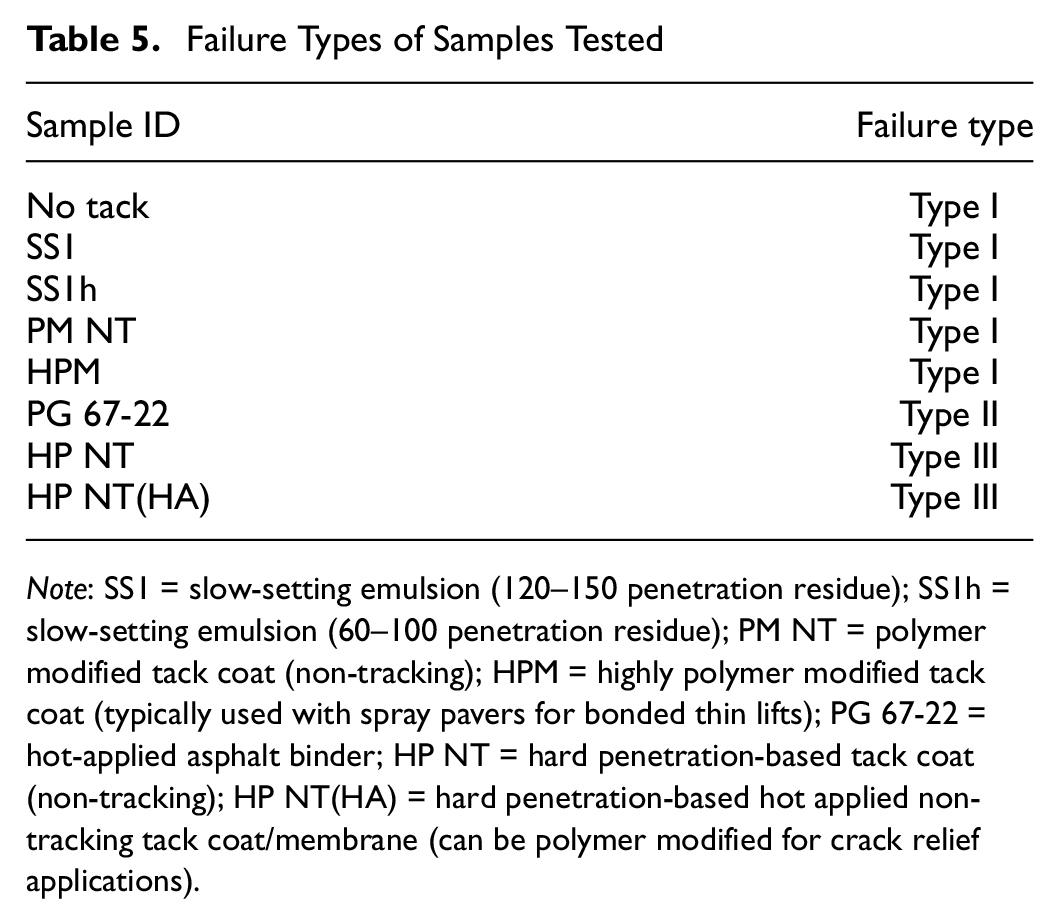
Note: SS1 = slow-setting emulsion (120–150 penetration residue); SS1h = slow-setting emulsion (60–100 penetration residue); PM NT = polymer modified tack coat (non-tracking); HPM = highly polymer modified tack coat (typically used with spray pavers for bonded thin lifts); PG 67-22 = hot-applied asphalt binder; HP NT = hard penetration-based tack coat (non-tracking); HP NT(HA) = hard penetration-based hot applied non-tracking tack coat/membrane (can be polymer modified for crack relief applications).
It was also observed that fine-graded mixtures achieved higher ISS compared with coarse-graded mixtures when the same tack coat and application rates were applied. A p-value of 0.000025 (<0.05) was obtained from the statistical analysis, indicating that the ISS test results for fine-graded mixtures are significantly different from those of coarse-graded mixtures. This suggests that a fine-graded surface texture contributes to an increase in ISS. This increase can be attributed to the increased contact area provided by finer graded mixture surfaces enhancing the ISS. Conversely, coarse-graded mixtures showed a greater ISS difference between samples with and without a tack coat compared with fine-graded mixtures. This could be attributed to the improved aggregate interlock between the top and bottom layers after tack coat application.
Failure Type
Figure 3 summarizes the type of failures that occur with the ISS test. It is important to consider the shape and location of the shear failure surface when assessing the effectiveness of tack coat materials. After conducting ISS testing and separating both layers, three types of failure were identified and classified based on the shape and location of the failure surface as shown in Figure 3. Type I failure is a clean failure at the interface through the tack coat material, indicating that the tack coat material is the weakest point in the sample. Type II failure is a partial failure through the mixture. It indicates that the tack coat material can provide sufficient bond strength to create a monolithic layer between the two AC layers. Type III is a failure through the surface layer, indicating that the tack coat did not fail, and the failure shifted into and through the surface layer instead. Table 5 summarizes the failure types observed after separating the top layer from the bottom layer. All samples except for PG 67-22, HP NT and HP NT(HA) exhibited failure Type I indicating that the failure occurred in the tack coat material at the interface. The PG 67-22 samples experienced Type II failure, suggesting that the tack coat material provided sufficient bond strength between the two AC layers shifting the failure partially into the mixture. The HP NT and HP NT(HA) exhibited Type III failure, suggesting that the tack coat material provided good bond strength between the two AC layers shifting the failure completely into the mixture. This further validates that the higher the true PGHT of the tack coat is compared with the true PGHT of the binder used in the mixture, the stronger the bonding is between pavement layers.
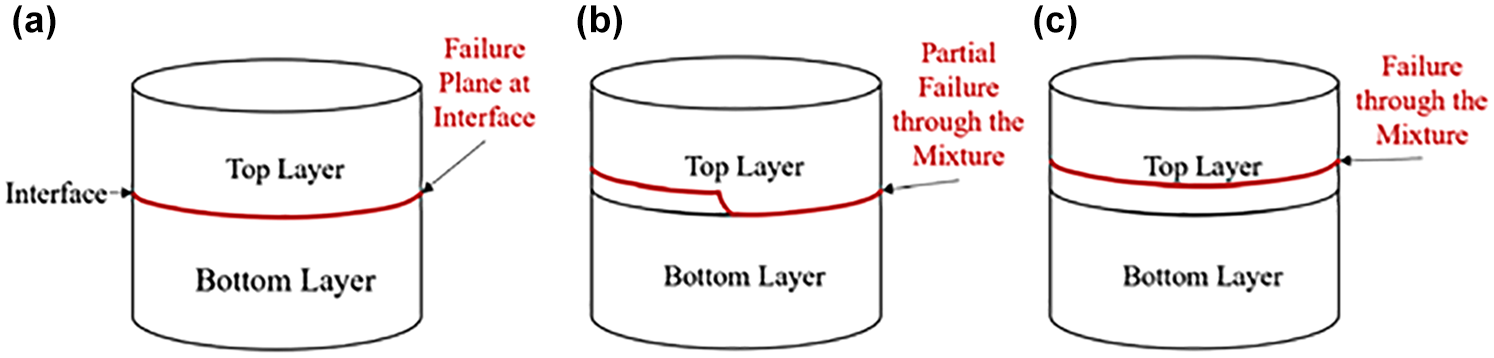
Failure types: (a) Type I: Failure at the interface, (b) Type II: Partial failure through the mixture, and (c) Type III: Failure through the mixture.
Impact of AC Surface Mixture Type on ISS Test Results
This section demonstrates how the type of surface to which the tack coat is applied affects bonding performance. The tack coat was uniformly applied to the bottom layer at a medium application rate before compaction of the top layer in a gyratory compactor. The application rates were 0.035 gsy for the new AC surface and 0.055 gsy for both the milled AC and aged AC surfaces as recommended in NCHRP Project 09-40 ( 10 ). For the milled AC surface, the preparation involved simulating the mean texture depth (MTD) typically observed in the field using a grinder to groove the geometry (width, depth, and angles) observed with a typical cold milling machine. The aged AC surface was prepared by aging the compacted specimens 5 days at 85°C in accordance with AASHTO R 30 (“Standard practice for laboratory conditioning of asphalt mixtures”) ( 28 ), and subsequently polishing the surface with a belt sander using 40 grit sandpaper. The aging process aimed to simulate the environmental aging of the binder. Polishing the surface was to expose aggregate and simulate the effect of weathering. Figure 4 presents a comparison of average ISS between new AC, milled AC, and aged AC surfaces. The results demonstrate that aging and polishing the surface resulted in an increase in ISS test results. New AC and milled AC surfaces resulted in similar bonding performance. Notably, the trend observed previously still applies. Samples prepared with HP NT and HP NT(HA) resulted in the highest bonding performance especially in the case of samples prepared with aged AC surface. It was also observed that the ISS values for samples prepared without a tack coat (whether new AC, milled AC, or aged AC) did not show significant statistical differences. This suggests that the shear strength in samples without a tack coat is primarily obtained from the hot binder of the top layer, which acts as a bonding agent, effectively adhering the top layer to the bottom layer during compaction.
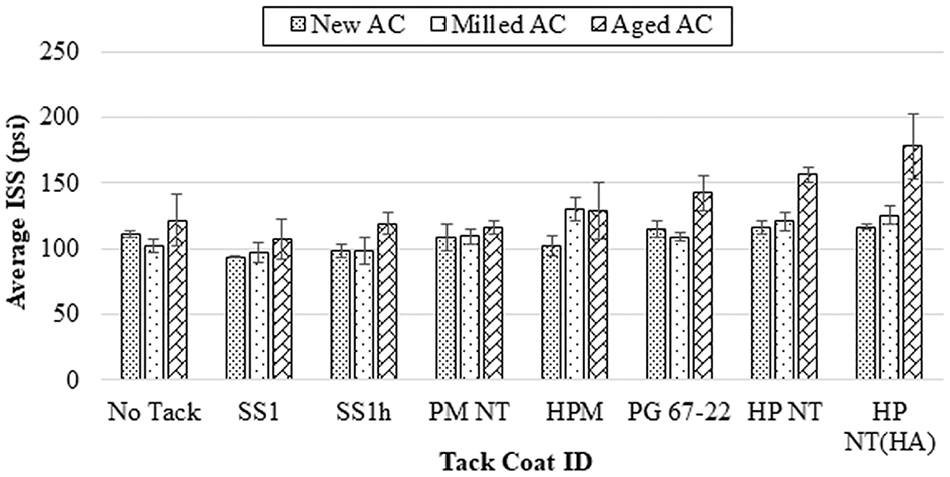
Comparison of average interlayer shear strength (ISS) between new asphalt concrete (AC), milled AC, and aged AC surfaces.
Asphalt Binder/Emulsion G* Master Curve at 25°C
Throughout this study, it was demonstrated that the stiffness of the tack coat material correlates positively with improving bonding performance. To evaluate this, a 4-mm DSR test was conducted to measure the complex shear dynamic modulus (G*) of all tack coat materials. The 4-mm parallel plate geometry DSR testing was performed on tack coat emulsion residues obtained by distillation recovery and on hot-applied tack coat materials. The tests were performed at different temperatures and loading frequencies to account for the effects of temperature and rate of loading on the modulus of the tack coat materials used. The temperature for each 4-mm DSR run and their respective imposed strain values are shown in Table 6. The test temperature ranged from −36°C to 40°C.
Parameters Used for 4-mm Dynamic Shear Rheometer (DSR) Testing .

The Christensen–Anderson (CA) model was used to analyze and compare the G* of tack coat materials ( 29 ). The G* test results from the 4-mm DSR were used to fit a master curve, produce shift factors, and evaluate the predictive equation (Equation 1) from which the complex shear dynamic modulus of asphalt binder/residue could be estimated for each tack coat material. The shift factors provide the magnitude of data shift for tests at different temperatures relative to a reference temperature (25°C in this study). This allowed a fair comparison of tack coat material behavior. Asphalt binder/residue, being a viscoelastic material, depends on the rate of loading (time) and temperature for characterizing asphalt binder/residue stiffness. The time-temperature shift principle was used to prolong the frequency or temperature range to obtain master curves. The Williams–Landel–Ferry (WLF) equation (Equation 2) was used to express the temperature shift:
where
G*g: Glassy modulus (MPa).
G*e: Elastic modulus (MPa).
fc: Crossover frequency (at δ = 45°) (Hz).
f r : Reduced angular frequency (Hz).
me and k: Shape parameters.

where
C1, C2: Fitting coefficients.
T: Test temperature (°C).
Tg: Glassy transition temperature (°C).
The data in Figure 5 summarize the G* master curve of the asphalt materials used in this study. Although HPM and polymer modified tack coat (non-tracking) (PM NT) had higher PGHT values than the binder used in the mixture, their performance remained comparable to samples prepared with no tack coat. The G* master curve analysis for different asphalt residues/binders revealed that the G* master curves for HPM and PM NT closely aligned with that of the binder used in the mixture (PG 64-22) and the softest tack coat material (SS1). This similarity in G* master curves likely explains why, despite their higher PGHT, samples with HPM and PM NT performed similarly to those without a tack coat, as their rheological behavior closely matched that of the PG 64-22 binder used to formulate the AC mixtures.
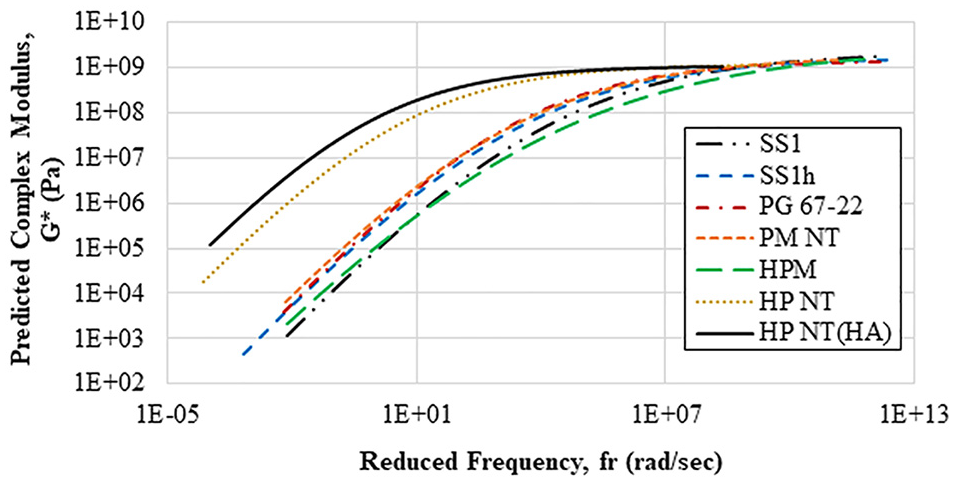
Master curves at 25°C.
While adding a high percentage of polymer can enhance the high-temperature performance grade of the HPM material, some polymers used in asphalt binders may exhibit greater temperature susceptibility than the base asphalt. This means that at higher temperatures, the polymer becomes softer, potentially reducing the complex modulus of the material. Another possible explanation is that the base binder used in the HPM formulation had very low stiffness.
Impact of PGHT of the Binder Used in the Hot AC Mixture
The study consistently demonstrated that bonding performance depends on the difference in true PGHT between the tack coat and the binder used in the mixture. Consequently, a further comparison was conducted on tack coat performance between samples prepared with a softer binder, PG 58-22, in addition to those prepared using PG 64-22. Figure 6 summarizes the results obtained using similar tack coat materials while varying the binder used in the mixture. This figure demonstrates that the ISS of samples prepared with no tack coat was higher when a PG 64-22 binder was used in the mixture, which conforms to the previously drawn conclusion (higher PGHT, higher ISS). Samples prepared with PG 58-28 binder resulted in lower ISS using the same tack coat when compared to mixtures prepared with PG 64-22 binder.
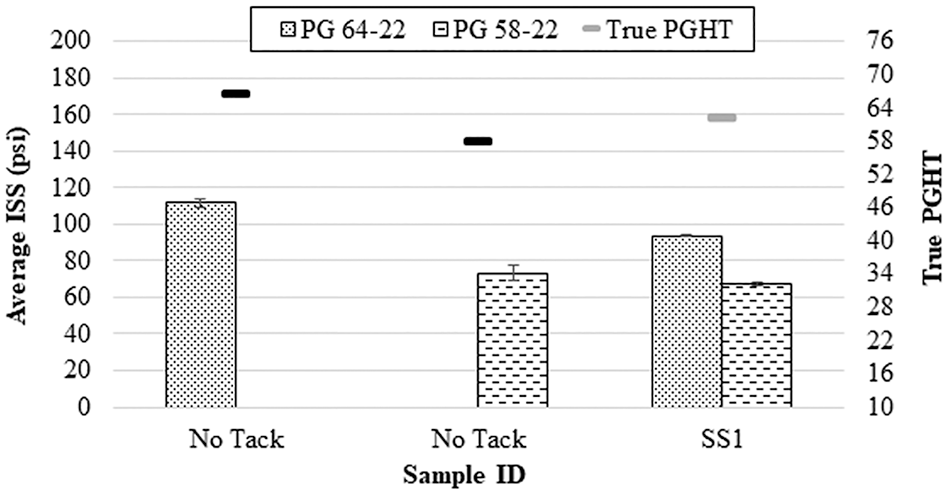
Average interlayer shear strength (ISS) at 25°C using PG 58-28 and PG 64-22 in the mixture, and true performance grade at high temperature (PGHT) of asphalt binder/residue.
Tack Coat Interlayer Shear Strength Effectiveness Ratio (ISSER)
To evaluate the effectiveness of the tack coat materials relating to bonding, an interlayer shear strength effectiveness ratio (ISSER) was calculated following Equation 3. The ratio limits were established to account for test variability.

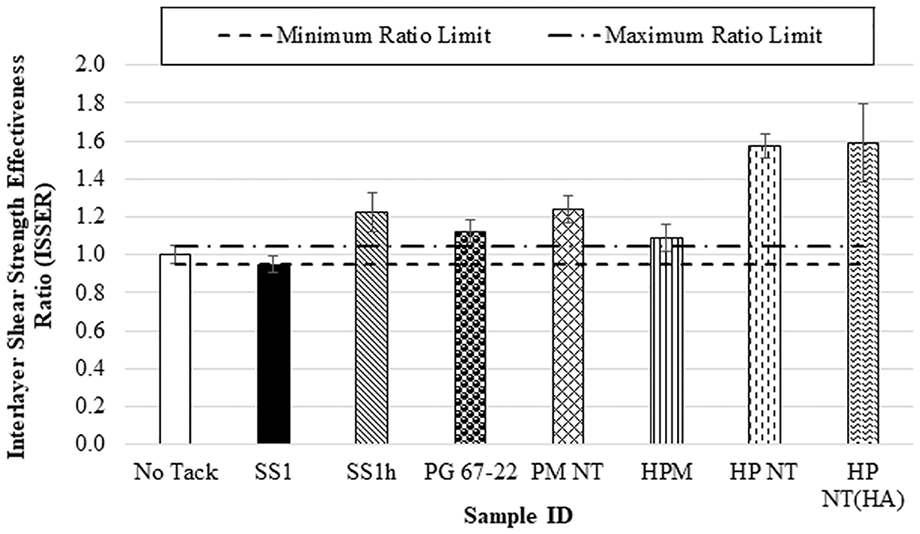
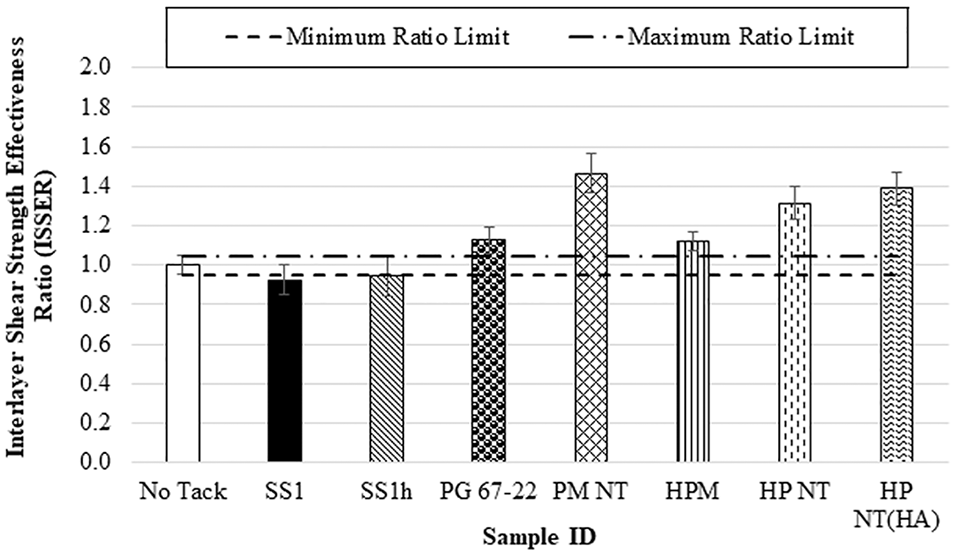
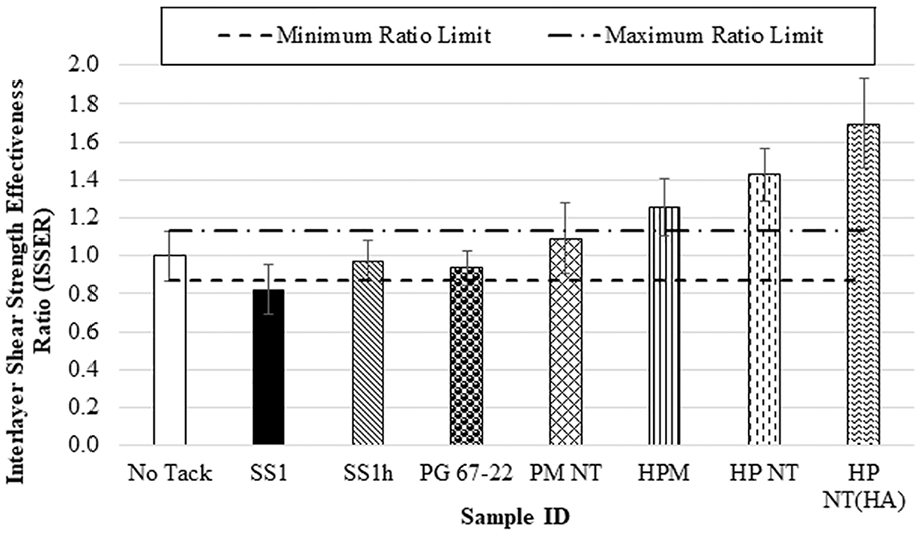
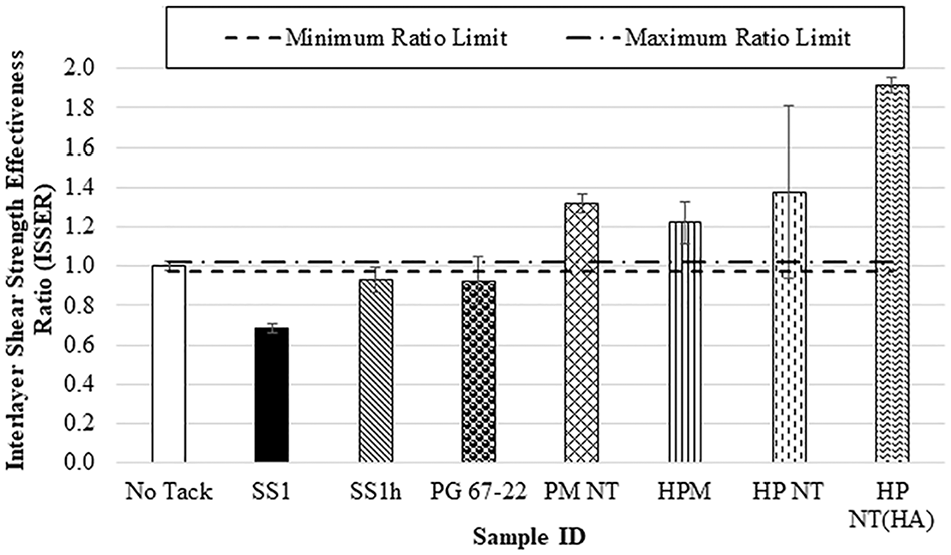
When the ratio is negative, it indicates that the ISS value is below the NCHRP Project 09-40 minimum recommended value of 40 psi (ISSER40) ( 10 ). If the ratio falls within the range of 0 to 1, it suggests that the ISS is higher than the minimum set value, but the sample prepared with the specific tack coat did not significantly enhance the bond strength compared with samples prepared with no tack coat. Conversely, if the ratio is greater than one, it indicates that the tack coat material applied has improved the bond strength and exceeded the ISS values of samples prepared with no tack coat. To account for the variability in testing and samples, lower and upper limits were established. ISSER values within these limits are statistically comparable to the ISSER of samples without tack coat. A significant increase in bonding strength was observed when tack coat materials with PGHT values greater than the asphalt binder used in the top layer mixture were used. This increase was evident across all mixture types (½ in. and ¾ in. NMAS), and across various surface conditions (new AC on new AC, milled AC, and aged AC) as depicted through Figures 7 to 11, respectively.
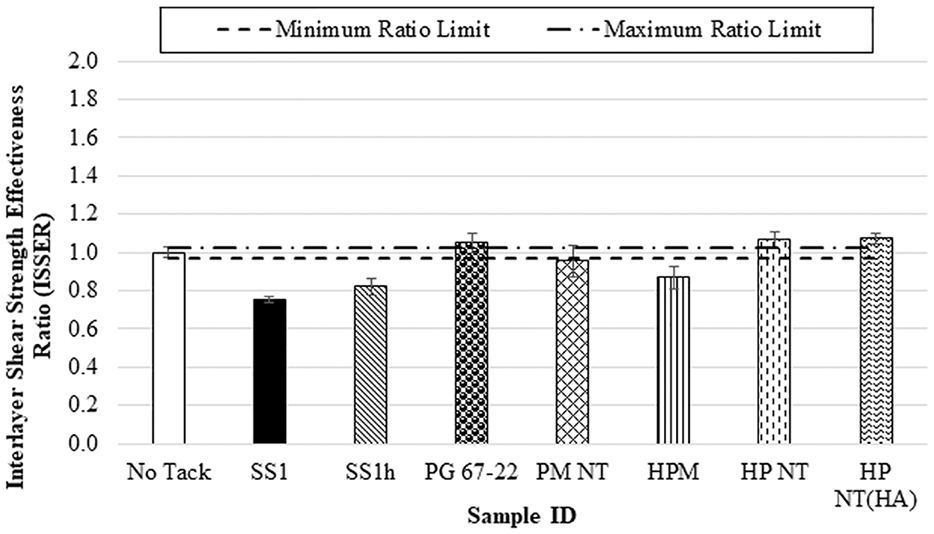
Interlayer shear strength effectiveness ratio (ISSER) calculated for all ½ in. nominal maximum size aggregate (NMAS) new asphalt concrete (AC)/new AC samples.
Interlayer shear strength effectiveness ratio (ISSER) calculated for all ¾ in. nominal maximum size aggregate (NMAS) new asphalt concrete (AC)/new AC samples.
Interlayer shear strength effectiveness ratio (ISSER) calculated for all ½ in. nominal maximum size aggregate (NMAS) new asphalt concrete (AC)/milled AC samples.
Interlayer shear strength effectiveness ratio (ISSER) calculated for all ½ in. nominal maximum size aggregate (NMAS) new asphalt concrete (AC)/aged AC samples.
Interlayer shear strength effectiveness ratio (ISSER) calculated for all ¾ in. nominal maximum size aggregate (NMAS) new asphalt concrete (AC)/milled AC samples.
Conclusions
Analysis of the laboratory test results indicates that mixture type and the existing pavement surface condition influence bond strength. In addition, a strong correlation was observed between the PGHT of the binder used in the top layer mixture and the PGHT of the tack coat material used. Key observations were:
— The fine-graded mixture (½ in. NMAS) exhibited higher bond strength than the coarse-graded mixture (¾ in. NMAS). This is attributed to the finer mixture providing a larger contact area and higher friction.
— In most cases, there was no statistically significant difference in bond strength between new AC and milled AC surfaces, except when the highest PGHT tack coats (HP NT and HP NT(HA)) were used. This suggests that high PGHT tack coats effectively penetrate the irregularities of a rough surface, creating a strong bond between both asphalt layers. A similar trend was observed in coarse-graded mixtures, where HP NT and HP NT(HA) consistently achieved the highest ISS values compared with the same mixtures prepared with other tack coat materials or without a tack coat. The aged AC surface was simulated by aging the sample per AASHTO R30 ( 28 ) and polishing it by sanding with 40 grit sandpaper to expose the aggregate, replicating the conditions of an aged AC surface in the field. When a tack coat with a higher PGHT than the binder in the top layer was applied to the aged AC surface, it exhibited significantly higher shear strength than when applied to new AC and milled AC surfaces. This suggests that tack coats with higher PGHT develop better adhesion with the exposed aggregates from the aged AC surface, resulting in stronger bonding between the layers at the interface.
— A positive correlation was observed between the difference in PGHT and G* of the tack coat applied and the binder used in the top layer, with the ISS test results. A larger PGHT and G* difference corresponded to higher ISS values. This means that the stiffer the coat is from the asphalt binder used in the mix, the better the bonding performance.
— When the PGHT and G* of the tack coat was equivalent to or less than that of the binder in the top layer, failure occurred at the interface, indicating the tack coat as the weak plane. Conversely, when the PGHT and G* of the tack coat was slightly higher, the failure plane partially shifted into the mixture, showing an increase in tack coat bonding performance. For tack coats with the highest PGHT and G*, the failure plane was entirely within the mixture, indicating that the mixture was the weak plane, and the tack coat provided effective bonding. This explains why ISS values were not significantly different from samples with no tack coat, as the measured shear strength reflected the shear strength of the top mixture rather than the complete bonding effectiveness of the tack coat used.
Footnotes
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Rita I. Nasr, Adam J.T. Hand, Elie Y. Hajj, Peter E. Sebaaly, Gaylon L. Baumgardner, Codrin Daranga, Shelly Cowley; data collection: Rita I. Nasr, Gaylon L. Baumgardner, Codrin Daranga, Shelly Cowley; analysis and interpretation of results: Rita I. Nasr, Adam J.T. Hand, Elie Y. Hajj, Gaylon L. Baumgardner, Codrin Daranga, Shelly Cowley; draft manuscript preparation: Rita I. Nasr. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is part of the NCHRP project 09-64, which is part of the National Cooperative Highway Research Program (NCHRP). NCHRP is administered by the Transportation Research Board (TRB) and funded by participating member states of the American Association of State Highway and Transportation Officials (AASHTO). NCHRP also receives critical technical support from the Federal Highway Administration (FHWA), United States Department of Transportation.