
Abstract
This study investigated the feasibility and performance of using soybean oil as a bio-based recycling agent in recycled asphalt pavement (RAP) for road reconstruction in cold regions. A comprehensive demonstration project was conducted on a 5-mile section of Old State Road in Clare County, Michigan, where a 100% RAP mixture modified with soybean oil was produced and placed using a conventional asphalt paver equipped with a screed. Laboratory evaluations included balanced mix design, rutting and cracking testing, and binder performance analysis. Field application processes, including mixing and compaction, were also documented and evaluated. The asphalt mixture tests included the Hamburg wheel-tracking test (HWTT) and the indirect tensile asphalt cracking test (IDEAL-CT), while the asphalt binder tests included dynamic shear rheometer (DSR), asphalt binder cracking device (ABCD), rotational viscometer (RV), linear amplitude sweep (LAS), Fourier transform infrared spectroscopy (FTIR), and CO2 emission analysis. An optimal soybean oil dosage of 1.0 wt.% (based on the total weight of the mix) significantly improved low-temperature cracking resistance and fatigue life while maintaining rutting resistance. Results showed that soybean oil improved compaction performance and exhibited a cracking temperature approximately 3.3°C lower than that of untreated RAP based on the ABCD test. Fatigue performance was also enhanced. Fourier transform infrared spectroscopy (FTIR) analysis confirmed the chemical compatibility and interaction between soybean oil and the RAP binder. On-site application was completed smoothly without workability issues, and the final pavement met all compaction and density requirements. In summary, using soybean oil as an RAP recycling agent provides a practical and environmentally friendly solution to improve the performance of recycled asphalt mixes, especially for low-volume roads in cold climates, while supporting the sustainability of Michigan’s pavement and the growth of the soybean market.
Keywords
Introduction
Roads are one of the most important infrastructures for a country’s economy and society. Over time, the aging of asphalt pavement is mainly a result of the aging of the asphalt binder ( 1 , 2 ). Asphalt binders undergo physicochemical changes when exposed to heat, oxygen, and UV radiation, causing the binder to harden and become brittle ( 3 ). This aging process manifests itself as cracking, spalling, and other damage that shortens the life of the pavement ( 4 , 5 ). Asphalt aging is generally attributed to two mechanisms: oxidation and steric hardening ( 6 ). Oxidation involves reactive oxygen species attacking the asphalt binder’s components, generating polar oxygen-containing functional groups that result in changes in the asphalt binder’s chemical properties, with a decrease in saturates and aromatics and an increase in resins and asphaltenes ( 7 ). This makes the asphalt binder more viscous and brittle, reducing its ductility and elasticity. On the other hand, steric hardening, the reversible rearrangement of the molecular structure over time, further contributes to the increase in stiffness ( 8 ). As a result of these changes, the aged asphalt binder loses its flexibility and the pavement becomes susceptible to cracking and other failures, especially under the stress of traffic and thermal cycling ( 9 , 10 ).
To prevent binder aging and restore pavement performance, recycling agents are often used ( 11 , 12 ). Recycling agents are additives that can be added to aged asphalt to replace lost lighter components and soften the hardened binder, effectively reversing the effects of aging ( 13 , 14 ). There are many types of recycling agents, including traditional petroleum-based products and, more recently, a range of bio-based regenerants derived from renewable or waste resources ( 15 ). Bio-based regenerants are becoming increasingly popular as sustainable alternatives to traditional additives, as they are often derived from waste or renewable biomass ( 16 ). These bio-oils, which typically contain a high concentration of light hydrocarbons, saturated hydrocarbons, and aromatic compounds, are able to penetrate aged bitumen and restore its asphaltene/asphaltene balance. In this way, they are able to restore the physical properties of the binder, improving permeability, reducing viscosity and stiffness, and increasing ductility ( 17 ).
Existing studies have demonstrated the general feasibility of various regenerative agents, but the optimal type and dose in different situations remains controversial ( 2 , 18 ). Many studies arbitrarily select regenerant dosages or single dosage levels, sometimes based on manufacturer recommendations rather than systematic optimization. Additionally, many studies have focused on mild climates. There is a knowledge gap in understanding how bio-oil regenerants perform in cold regions that experience freezing temperatures. Cold climates present a particular challenge: while softening the binder helps mitigate thermal cracking ( 19 ), it is crucial to ensure that the recycled asphalt mix doesn’t become too soft at high temperatures to prevent rutting and that it can withstand freeze–thaw cycles. For example, Michigan’s harsh winter climate requires that the recycled asphalt mix regain its low-temperature flexibility without compromising its high-temperature stability ( 20 , 21 ).
While the findings are encouraging, the application of bio-oil recycling agents remains limited in cold regions such as Michigan. Agencies have been cautious, in part because of concerns about potential rutting or moisture damage if the asphalt binder softens too much. Optimal dosage also varies; too little regenerant may not fully restore the asphalt binder, while too much may soften it excessively and potentially cause surface washing ( 22 ). Therefore, a targeted study of soybean oil in cold climate environments is warranted. Soybean oil is readily available locally in Michigan and, if proven effective, would be an economical and environmentally friendly option. This study aimed to evaluate the effectiveness of soybean oil as a recycling agent for aged asphalt pavements, encompassing both laboratory testing and field applications in cold regions of Michigan. The study consisted of: laboratory studies investigating the effects of soybean oil on aged asphalt binder and mixture properties, including high-temperature rutting resistance and low-temperature cracking resistance; and field implementation, where field-recycled asphalt pavements were rejuvenated and overlaid with soybean oil to evaluate their workability and performance in a real-world environment. The primary objective of this study was to develop a sustainable pavement reconstruction method that reuses existing reclaimed asphalt pavements using a bio-oil recycling agent, thereby reducing waste and the need for virgin asphalt while achieving satisfactory performance even in cold climates.
Figure 1 illustrates the experimental and field workflow of this study. The work consisted of laboratory evaluations and field implementation. Laboratory testing included asphalt binder characterization, mixture performance evaluation, and CO2 emission analysis to assess environmental impact. The optimized formulation was then applied and validated in a full-scale cold-in-place recycling (CIR) field project, as shown in Figure 1. This integrated approach ensured that both the fundamental mechanisms and practical performance of the soybean oil recycling agent were comprehensively evaluated.
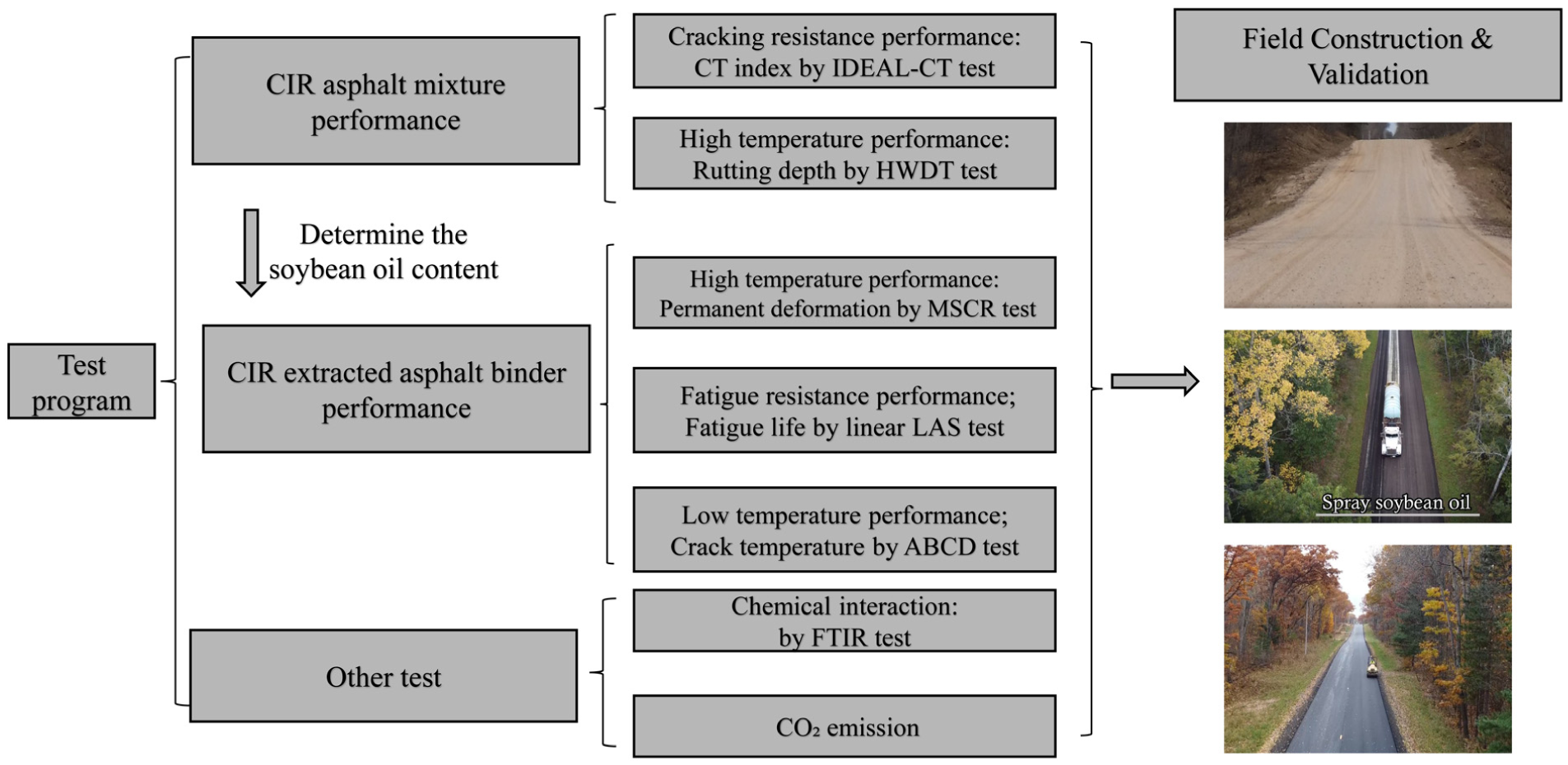
Research flowchart for this study.
Raw Materials and Experiments
Raw Materials and Aggregate Gradation
The RAP material (PG 80-28) used in this study was obtained from an existing aged pavement in Clare County, Michigan, USA. The RAP had been used as a surface layer on local roads for many years and therefore represented an asphalt mix that had been severely aged in a cold climate. Before laboratory testing, the RAP was milled to a typical recycled size. Figure 2 shows the aggregate gradation of the RAP, indicating a well-graded sand and gravel material with a nominal maximum size of approximately 19 mm. The aged asphalt binder content in the RAP was determined by solvent extraction to be 4.6% by weight of the mix. The Gmm (theoretical maximum specific gravity) of the RAP used in this study was 2.401. The RAP binder was extracted using trichloroethylene (TCE) using an “Automated Closed-Loop Extractor” apparatus according to ASTM D 8159. The extracted binder was used in some of the binder tests described below. The rejuvenating agent studied was soybean oil provided by the Michigan Soybean Board. Soybean oil is a clear, golden-yellow liquid at room temperature. The design air void content for the mixture used in this study was 9%.
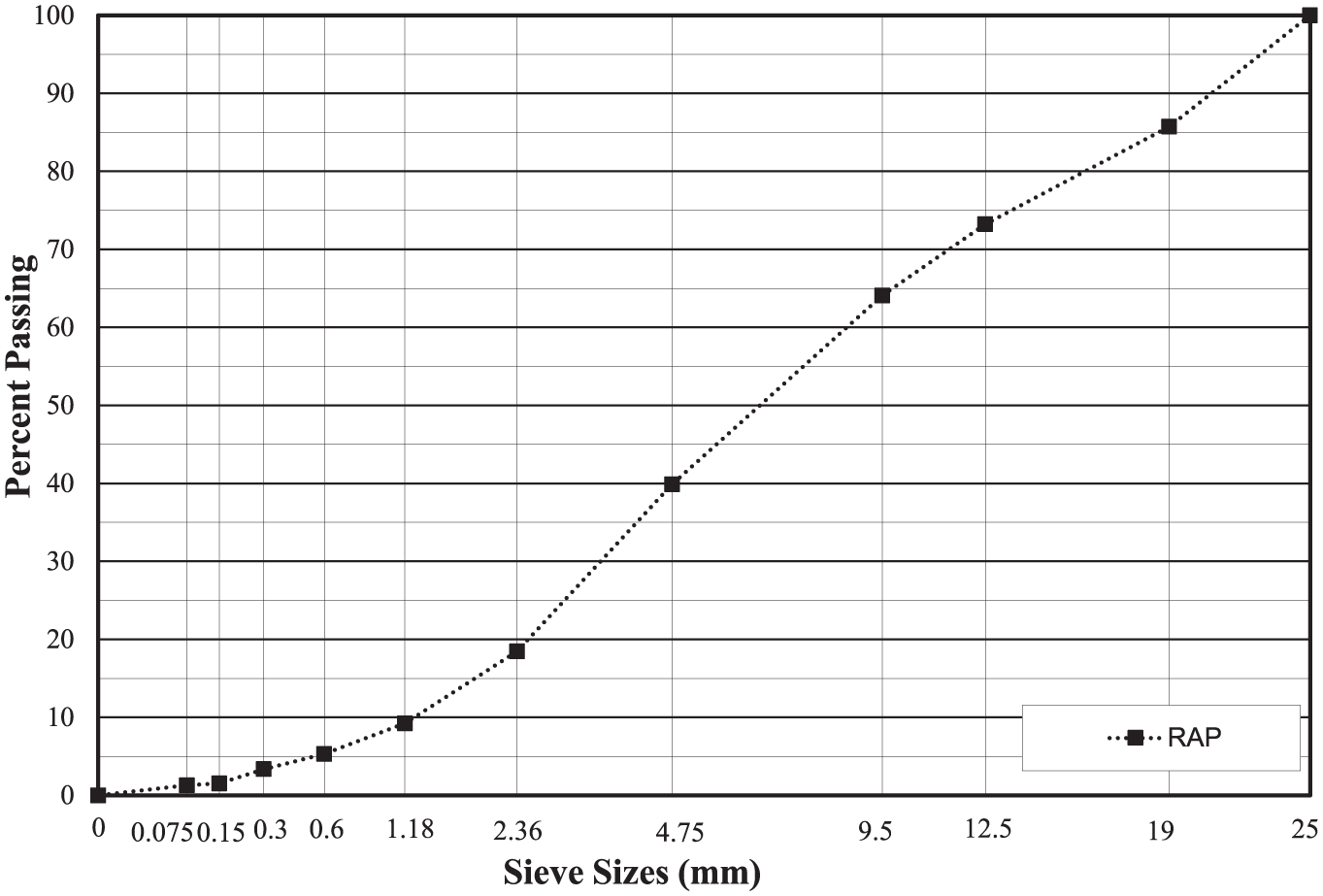
Gradation curve of the recycled asphalt pavement (RAP) aggregate used (percent passing versus sieve size).
Test Methods
Asphalt Binder Test
In this study, the soybean-oil dosage was first optimized based on mixture-level performance tests (rutting and cracking). The optimum dosage was found to be approximately 1% of total mixture weight, corresponding to about 20% of the binder weight. Because this binder modification level was determined from the mixture testing results, asphalt binder extraction and subsequent binder-level characterization were conducted only after establishing the optimal soybean-oil content. Once the material was obtained, a series of asphalt binder tests were conducted to evaluate the effects of soybean oil on the rheological and cracking properties of the asphalt binder. The tests focused on two binder conditions: RAP binder extracted from on-site RAP; and an “RAP binder + soybean oil” binder (a mixture of 80% RAP binder and 20% soybean oil by weight). The mixing process was as follows: the RAP binder was heated to 135°C and then the preheated soybean oil was slowly stirred until a uniform mixture was achieved. The test content is as follows:
Multiple Stress Creep Recovery (MSCR) Test
MSCR was conducted using DSR at various temperatures. In MSCR, binder samples are subjected to repeated creep–recovery cycles: loading for 1 s followed by recovery for 9 s at two stress levels at 0.1 kPa and 3.2 kPa. This test yields two key parameters at each temperature: percent recovery and non-recoverable creep compliance, Jnr. Binders with good rutting resistance generally have lower Jnr and higher percent recovery, especially at higher stress at 3.2 kPa. In this study, MSCR was particularly important to determine whether excessive soybean oil addition would compromise high-temperature performance. Since the asphalt binder used in this study was extracted directly from RAP materials that had already experienced long-term field aging, the RTFO short-term aging procedure was not applied before MSCR testing, and thus no RTFO mass loss was recorded.
Linear Amplitude Sweep (LAS) Test
The LAS test was used to evaluate the fatigue cracking resistance of the binders. In LAS, a small binder sample in the DSR is first conditioned with a frequency sweep to obtain undamaged properties, then subjected to an oscillatory strain that increases linearly with time until the sample fails. The test was done at an intermediate temperature of 19°C ( 23 – 25 ). A cyclical load at 10 Hz was applied, with strain ramping from 0.1% to 30% over 3,100 load cycles. Using Viscoelastic Continuum Damage analysis, the LAS provides a fatigue life Nf estimate at a reference strain or a damage characteristic curve. A higher Nf or a flatter damage curve indicates better fatigue resistance ( 26 , 27 ).
Asphalt Binder Cracking Device (ABCD)
The low-temperature cracking potential of asphalt binder was evaluated using the ABCD test. The ABCD test measures the critical cracking temperature of a constrained asphalt binder sample as it cools at a controlled rate. In the test, the asphalt binder sample is molded onto a metal ring with a strain gauge. The temperature decreases from +25°C to approximately −60°C at a rate of 20°C per hour. As the asphalt binder cools, it contracts and develops tensile stress. When the stress exceeds the asphalt binder’s strength limit, the sample cracks, which can be detected by a sudden drop in strain on the strain gauge. The temperature at which this occurs is recorded as the ABCD cracking temperature. The ABCD is an indicator of the asphalt binder’s low-temperature performance: lower cracking temperatures indicate that the asphalt binder can withstand colder temperatures without cracking. Four replicate samples were collected for each test.
Asphalt Mixture Test
Hamburg Wheel-Tracking Device (HWTD)
The Hamburg wheel-tracking apparatus is used to evaluate rutting resistance. In the HWT test, a steel wheel is driven back and forth over a submerged cylindrical asphalt specimen. Each mix is subjected to 20,000-wheel strokes or until a rutting depth of 20 mm is reached, whichever occurs first. The apparatus records the change in rutting depth. This test provides information on rutting depth at 20,000 strokes, and any evidence of debonding. At least three samples of each mix are tested. The test temperature is 25°C.
Indirect Tension Asphalt Cracking Test (Ideal-CT)
To evaluate crack resistance, we used the IDEAL-CT which is conducted at 25°C. A cylindrical specimen with 150 mm diameter, 62 mm height is loaded in indirect tension at a constant rate. The CT index is then calculated from the load-displacement curve. A higher CT index indicates better crack resistance. The IDEAL-CT test was performed on mixtures to measure relative crack susceptibility; the IDEAL-CT test on RAP mixtures and RAP + soybean oil mixtures was conducted.
Fourier Transform Infrared Spectroscopy (FTIR)
To investigate the chemical interactions caused by soybean oil, FTIR spectroscopy was conducted on binder samples. Thin films of aged RAP binder and aged RAP binder blended with 20% soybean oil, were prepared on KBr plates. The FTIR spectra were obtained in the range 500 to 4,500 cm−1 ( 28 ). Key absorption peaks of interest included: ∼2,920 cm−1 (C–H aliphatic stretches [ 29 ]); ∼1,700 cm−1 (C=O carbonyl from ketones/carboxylic acids [ 30 ]); ∼1,600 cm−1 (aromatic C=C [ 31 ]); ∼1,030 cm−1 (S=O sulfoxide [ 30 ]); ∼1,740 cm−1 (ester carbonyl [ 32 ]); and ∼1,160 to 1,180 cm−1 (C–O stretching). By comparing the spectra of aged versus rejuvenated binder, we looked for reduction in oxidation peaks and the appearance of any new peaks indicative of new chemical bonds (such as esters). This analytical step would supplement the mechanical results by confirming whether soybean oil merely dilutes the binder or also chemically alters it. To ensure data repeatability, three parallel FTIR tests were conducted for each binder type.
CO2 Emission Test
To assess the microbial activity and carbon release potential of soybean oil–modified asphalt materials, CO2 emissions were measured using sealed respirometry chambers equipped with gas sampling ports. The Micro-Oxymax system from Columbus Instruments was used for monitoring the biodegradation of mixtures. Asphalt samples from different treatment groups (Control, RAP, soybean oil, and RAP + soybean oil) were placed in the chambers under controlled laboratory conditions. Samples were inoculated with soil microbial communities and 100 ml of Bushnell Haas medium to provide minimal nutrients with only carbon being derived from the amendments. The chambers maintained aerobic conditions and were incubated at ambient temperature over a period of approximately 14 days. Gas samples were collected periodically and analyzed for CO2 concentration using an infrared gas analyzer (IRGA) calibrated for CO2 detection. The cumulative CO2 release was quantified and plotted over time to evaluate the biological degradability and carbon release characteristics of each asphalt formulation. Each treatment group was tested in triplicate to ensure reproducibility.
Results Analysis
Asphalt Mixture Results
HWTT Results
The Hamburg wheel-tracking test results for the mixtures are summarized in Figure 3. The 100% RAP mix showed the least rutting, approximately 8 mm at 20,000 passes. This excellent rutting resistance is a result of the aged binder in RAP, which is extremely stiff and behaves like a high-performance grade asphalt, effectively resisting deformation under load. For the RAP mixtures rejuvenated with 0.5% and 1.0% by weight of soybean oil, the rut depths at 20,000 passes were approximately 8.4 mm and 9.6 mm, respectively. While these values are slightly higher than the virgin mix, they remain well below the 12.5 mm failure criteria, indicating acceptable rutting performance. The rut depth versus pass curves for the RAP + soybean oil mixes showed an initial consolidation phase, attributed to the densification of the mix, followed by a steady rutting rate. The slightly higher final rut depths, compared with the pure RAP mix, suggest that the softened binder caused by the recycling agent made the mix more susceptible to deformation.
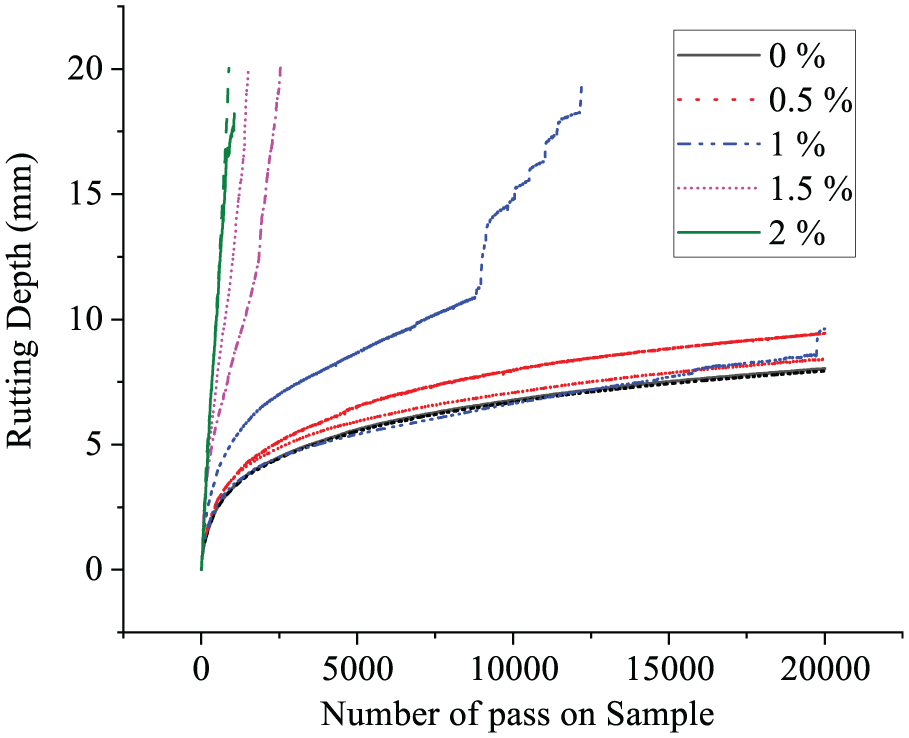
Hamburg wheel-tracking test (HWDT) test results of various types of asphalt mixture.
Additionally, any residual virgin binder or emulsion present may have enhanced the binder film quality. However, when the soybean oil content increased to 1.5% and 2%, the rutting depth rose significantly to approximately 20 mm, occurring after only 2,534 and 884 passes, respectively. This sharp increase in rutting can be attributed to excessive softening of the aged binder. At higher dosages, the soybean oil likely reduced the viscosity and stiffness of the binder beyond the optimal range, weakening the mixture’s ability to resist shear deformation. Furthermore, an overly softened binder may have led to a reduced cohesive strength within the mastic and a diminished aggregate interlock, thereby accelerating rut formation under repeated loading. In summary, the Hamburg results indicate that the rutting performance of RAP mixtures rejuvenated with up to 1.0% soybean oil remains within acceptable limits. Given that, in practice, the rejuvenated RAP layer is typically placed beneath a structural overlay. which will absorb most of the traffic-induced shear stresses; the slight increase in rutting susceptibility is unlikely to compromise field performance.
Ideal-CT Results
The cracking test results clearly demonstrate the positive effects of the soybean oil recycling agent on the cracking performance of high-RAP asphalt mixtures in Figure 4. In the IDEAL-CT test, the RAP mix without any recycling agent exhibited the lowest CT index of approximately 135, reflecting a brittle mixture prone to cracking. This mixture failed at low deformation with a sharp post-peak load drop, a behavior that is characteristic of aged binder-dominated mixes. With the addition of 0.5% by weight soybean oil, the CT index increased to around 150, indicating an improvement in crack resistance compared with the untreated RAP mix. As the soybean oil content increased, the improvement became more pronounced. The RAP + 1 % and RAP + 1.5 % soybean oil mixes achieved CT index values of 161 and 209, respectively. A significant increase over the RAP-only mix. These results indicate that the rejuvenated mixtures regained much of the flexibility and ductility lost as a result of binder aging.
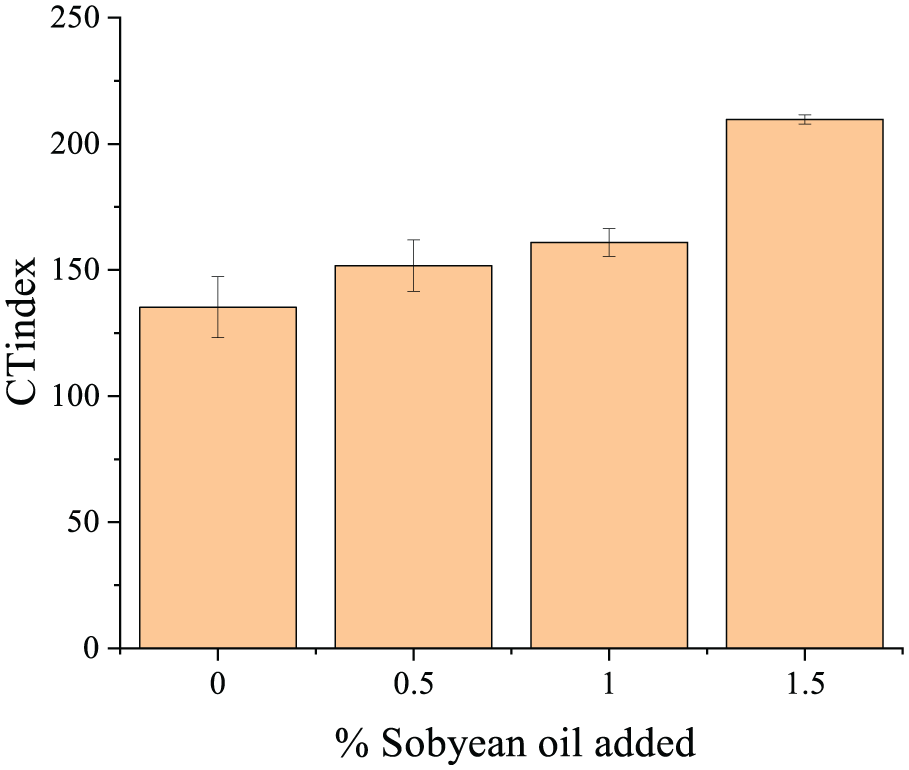
Ideal cracking test (CT) test results of various types of asphalt mixture.
The enhanced cracking resistance can be attributed to the ability of soybean oil to restore binder ductility and reduce stiffness, thereby preventing the mixture from behaving as a brittle solid under tensile loading. In practical terms, pavements constructed with RAP rejuvenated using soybean oil are less likely to experience premature thermal or fatigue cracking, especially in cold climate regions. This finding is particularly important because it directly addresses the primary limitation of high-RAP mixtures brittleness and effectively transforms it into a performance advantage.
Crack-Rutting Diagram Results
The results of the crack-rutting diagram results of various types of asphalt mixture are shown in Figure 5. The figure shows the effect of soybean oil content on two key performance indicators of RAP mixes: rutting resistance, measured as the number of passes in the Hamburg wheel track test; and cracking resistance, measured as the CT index in the IDEAL-CT test. The CT index steadily increases with increasing soybean oil content, from around 130 without recycling agent to over 210 at a 2% dosage, indicating a significant improvement in cracking resistance as a result of increased binder ductility. In contrast, rutting resistance remains high at up to 1.0% soybean oil content but declines sharply beyond this point, falling below 3,000 passes at 1.5%. This indicates that excessive binder softening compromises structural integrity and deformation resistance. The figure reveals a clear trade-off: while increasing soybean oil content improves cracking resistance, it also decreases rutting resistance at higher dosages. An optimal balance appears to be achieved at soybean oil levels of 1.2%, where the mix maintains acceptable rutting performance while benefiting from improved crack resistance.
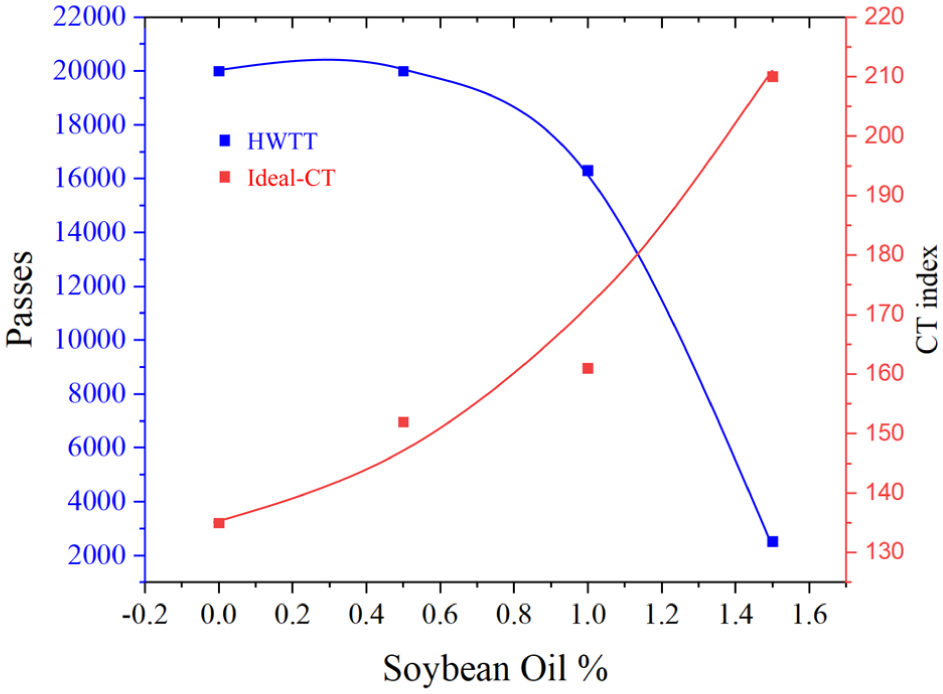
Crack-rutting diagram results of various types of asphalt mixture.
Asphalt Binder Results
The asphalt binder tests provided insight into how the soybean oil recycling agent altered the binder’s rheological properties relative to the aged condition. Key results from MSCR, LAS, and ABCD are discussed below.
MSCR Test Results
Figure 6 summarizes the MSCR results of the RAP binder before and after rejuvenation with soybean oil. Specifically, Figure 6a shows the percent recovery at 3.2 kPa stress for RAP binder versus RAP binder + soybean oil binder at three temperatures (52°C, 58°C, 64°C), and Figure 6b shows the percent recovery at the lower stress of 0.1 kPa. The RAP binder had relatively high elastic recovery, especially at 0.1 kPa: for instance, ∼85% recovery at 52°C, decreasing to ∼80% at 58°C and ∼73% at 64°C. This indicates the RAP binder, being very stiff, still had some elasticity. At 3.2 kPa stress, the RAP binder’s recovery was lower (around 80% at 52°C, ∼83% at 58°C, ∼78% at 64°C). In contrast, the RAP binder + soybean oil binder showed a drastically lower percent recovery, particularly at 3.2 kPa. At 52°C, recovery dropped to ∼48%; at 58°C, it was ∼16%; and at 64°C, it was near 1.8%, meaning under high stress, the rejuvenated binder did not recover elastically and deformed mostly irreversibly. Even at 0.1 kPa (Figure 6b), the soybean-oil rejuvenated binder had somewhat lower recovery than the RAP binder (e.g., ∼85% versus 90% at 52°C, ∼80% versus 88% at 58°C, ∼73% versus 84% at 64°C). These trends clearly show that adding soybean oil softened the binder and reduced its elastic response. It is because soybean oil adds maltenes and reduces asphaltene concentration, thus lowering the binder’s stiffness and elasticity.
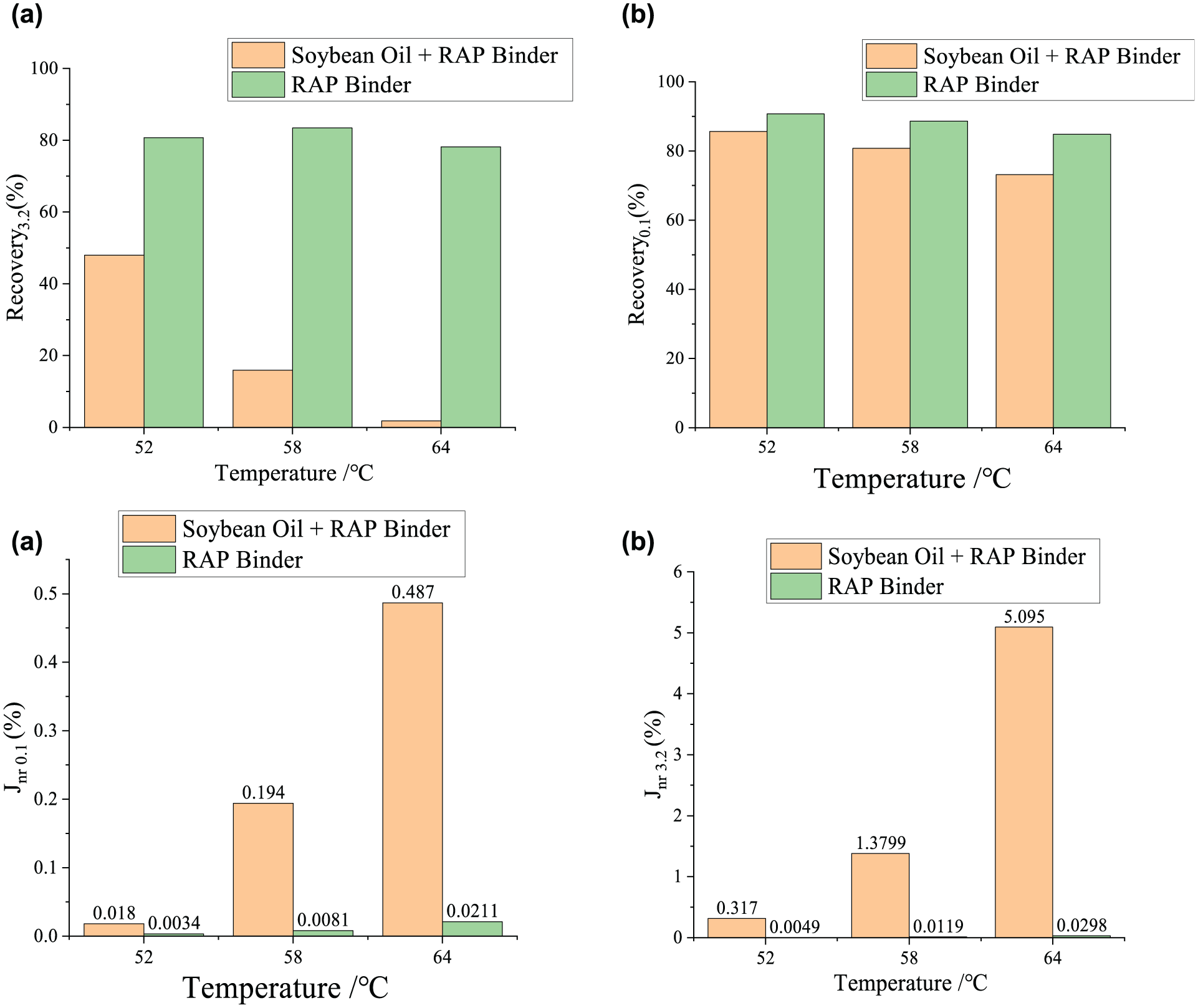
MSCR results for RAP binder and RAP binder + 20% soybean oil binder: (a) Average percent recovery at 0.1 kPa; (b) Average percent recovery at 3.2 kPa; (c) Non-recoverable creep compliance at 0.1 kPa; (d) Non-recoverable creep compliance at 3.2 kPa.
While a lower recovery value from the MSCR test can suggest reduced rutting resistance, the more critical parameter for evaluating rutting susceptibility is the non-recoverable creep compliance (Jnr). At 52 °C, the Jnr of the RAP + soybean oil binder was approximately 5.3 times higher than that of the unmodified RAP binder, indicating a significant reduction in rutting resistance as a result of the softening effect of the soybean oil. This highlights an important trade-off: although the recycling agent enhances binder flexibility and cracking resistance, it also increases the binder’s propensity for permanent deformation.
The aged RAP binder exhibited high stiffness and excellent elastic recovery, which translates to strong rutting resistance. In contrast, the rejuvenated binder, while more compliant, may fall short in high-temperature performance if not properly dosed. Therefore, it is essential to optimize the soybean oil dosage to ensure the binder remains within the high-temperature grade requirements appropriate for the local climate and traffic loading. SCR results confirm that soybean oil rejuvenation decreases binder stiffness and increases susceptibility to permanent strain accumulation. However, when the soybean oil content is kept below 1% of the total mixture weight (approximately 20% by binder weight), the resulting rutting resistance remains within acceptable performance thresholds. It is also important to consider the structural context: in field applications, the rejuvenated RAP mix typically serves as a base layer beneath a fresh asphalt overlay. This surface layer absorbs most of the traffic-induced shear stress, thereby mitigating the performance concerns associated with a slightly softened base binder.
Linear Amplitude Sweep
The linear amplitude sweep test results confirmed that soybean oil significantly enhances the fatigue life of aged RAP binders. The unmodified RAP binder exhibited very poor fatigue resistance, failing rapidly at a strain amplitude of 5%, with an extrapolated fatigue life Nf of approximately 1,951 cycles, indicative of highly brittle behavior. In contrast, the RAP binder rejuvenated with 20% soybean oil (by binder weight) showed a dramatically improved fatigue life, reaching an estimated Nf in the order of 2 × 107 cycles, depending on the damage model applied.
In practical terms, this means that the addition of soybean oil substantially restored the binder’s ability to resist fatigue cracking under repeated loading. Mechanistically, this improvement is attributed to the increased stress relaxation capacity of the binder (reflected in a higher phase angle) and its reduced stiffness, which together allow the material to undergo repeated deformation without initiating micro-cracks prematurely. This enhancement in fatigue performance is particularly beneficial for recycled asphalt base layers which, while not directly exposed to surface traffic, still experience considerable loading and require adequate durability to prevent structural cracking over time. The LAS test results is shown in Table 1 below.
The LAS Test Results of RAP and RAP Binder + Soybean Oil
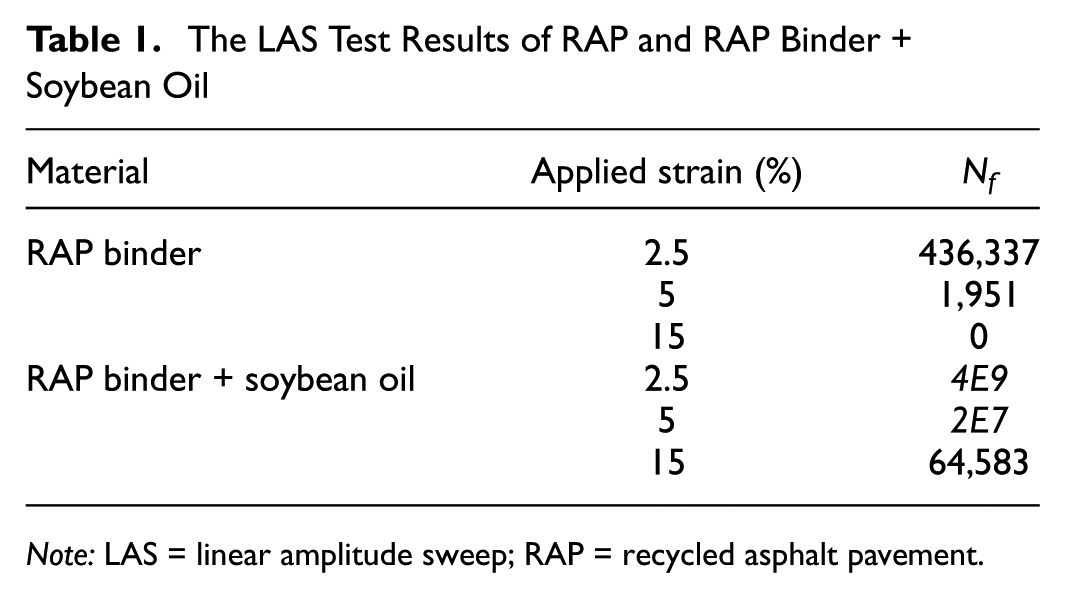
Note: LAS = linear amplitude sweep; RAP = recycled asphalt pavement.
ABCD Test
One of the most significant benefits of soybean oil rejuvenation was observed in the low-temperature cracking performance, as shown in Figure7. According to the ABCD test, the critical cracking temperature of the aged RAP binder (without recycling agent) was −36.5°C, indicating that the binder would fail under thermal stress at this temperature. In contrast, the RAP binder modified with soybean oil did not crack until −39.8°C, an improvement of 3.3°C. This enhancement is particularly meaningful for pavements in cold climate regions, where low-temperature cracking is a major concern. The improved thermal performance suggests that soybean oil effectively restores the binder’s stress relaxation ability and tensile strain capacity at low temperatures. Mechanistically, the recycling agent softens the aged binder, increasing its flexibility and allowing it to accommodate thermal contraction without fracturing. In practical terms, this means that pavements incorporating the rejuvenated binder are expected to have a significantly reduced risk of thermal cracking during harsh winter conditions, compared with those using unmodified aged binder.
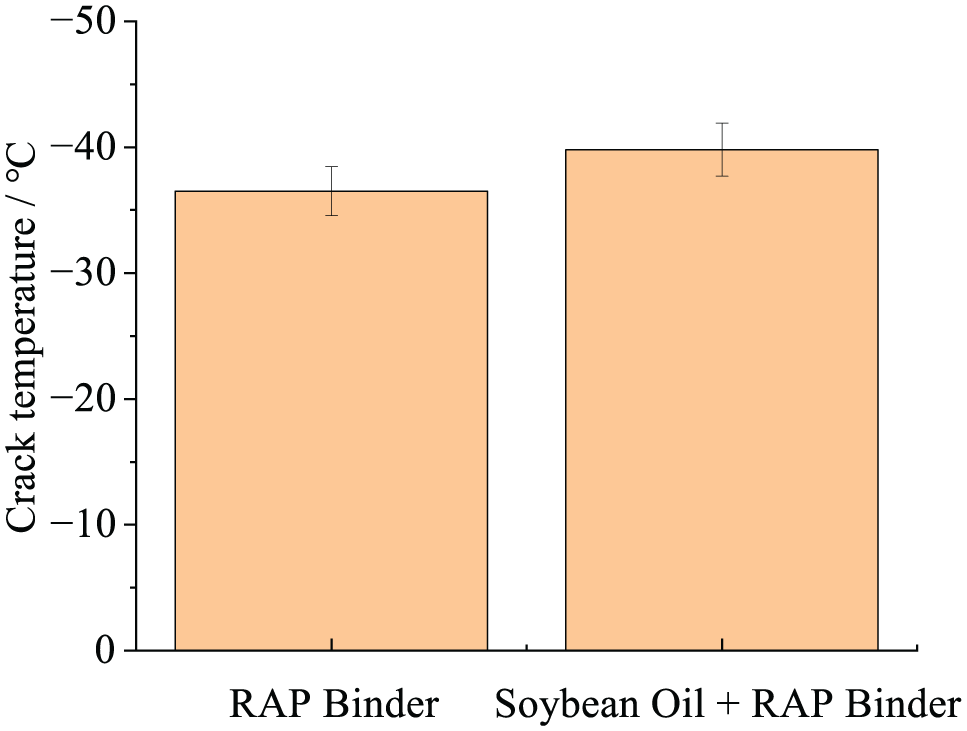
ABCD test results for RAP binder and RAP + 20% soybean oil binder.
FTIR Results
The FTIR spectra of the aged and rejuvenated binders provided evidence of chemical interactions. The aged RAP binder exhibited strong absorption at ∼1,698 cm−1 (carbonyl C=O from ketones/carboxylic acids) and ∼1,030 cm−1 (sulfoxides S=O), which are signatures of oxidative aging. After rejuvenation with soybean oil, the intensity of these peaks was reduced, indicating a dilution effect as well as possible chemical consumption of some oxidized groups. More interestingly, the rejuvenated binder’s spectrum showed a new peak emerging around 1,740 to 1,745 cm−1. This wavenumber corresponds to ester C=O stretching. Additionally, a modest increase in peaks around 1,160 to 1,170 cm−1 (C–O stretch) was observed. The appearance of these peaks strongly suggests that an esterification reaction took place: fatty acids from the soybean oil likely reacted with hydroxyl groups or carboxylic acids in the oxidized bitumen to form esters (R–COO–R′). This confirms that the recycling agent is not just physically mixing but chemically altering the binder. The formation of larger ester molecules could be beneficial in that it “binds” the recycling agent into the asphalt structure, meaning the oil is less likely to leach out or evaporate, and it contributes to the asphaltene/maltene balance as a semi-permanent component. The FTIR also showed that the aromatic content (peaks ∼1,600 cm−1) of the rejuvenated binder was slightly increased relative to aged binder when normalized, likely because the soybean oil introduced some new C=C (aromatic-like) absorptions or because the asphaltenes were better dispersed. The saturates (C–H stretch ∼2,920, 2850 cm−1) peak ratios also increased, consistent with soybean oil adding long aliphatic chains. As shown in Figure 8.
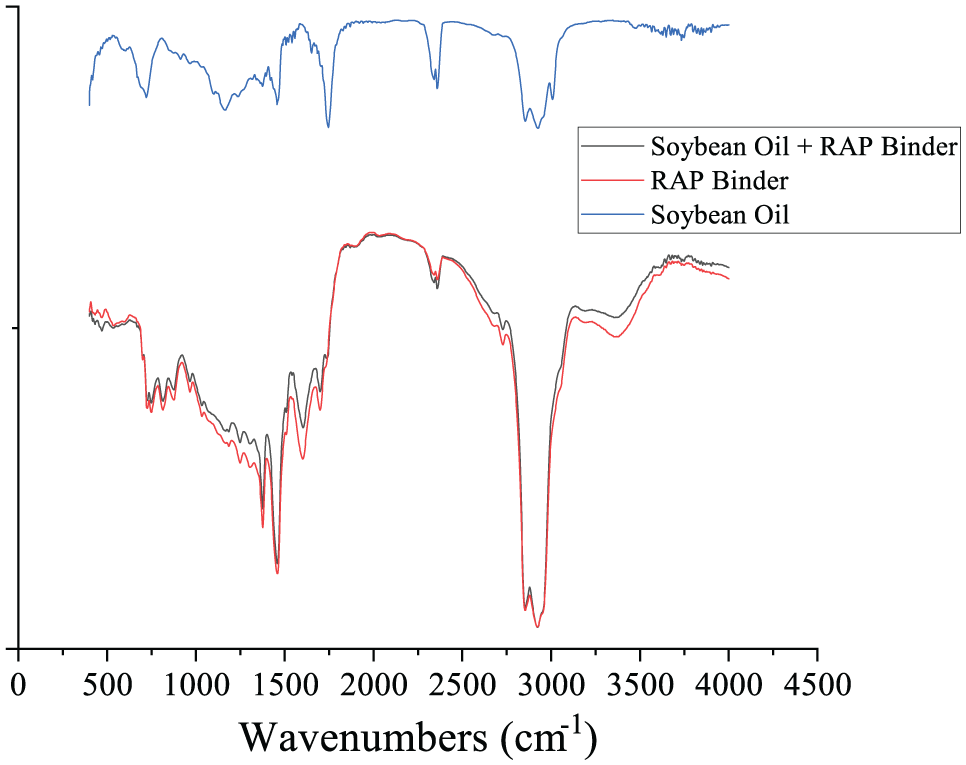
FTIR results for various types of asphalt binder.
CO2 Emissions from Soybean-Oil-Modified Asphalt Binder
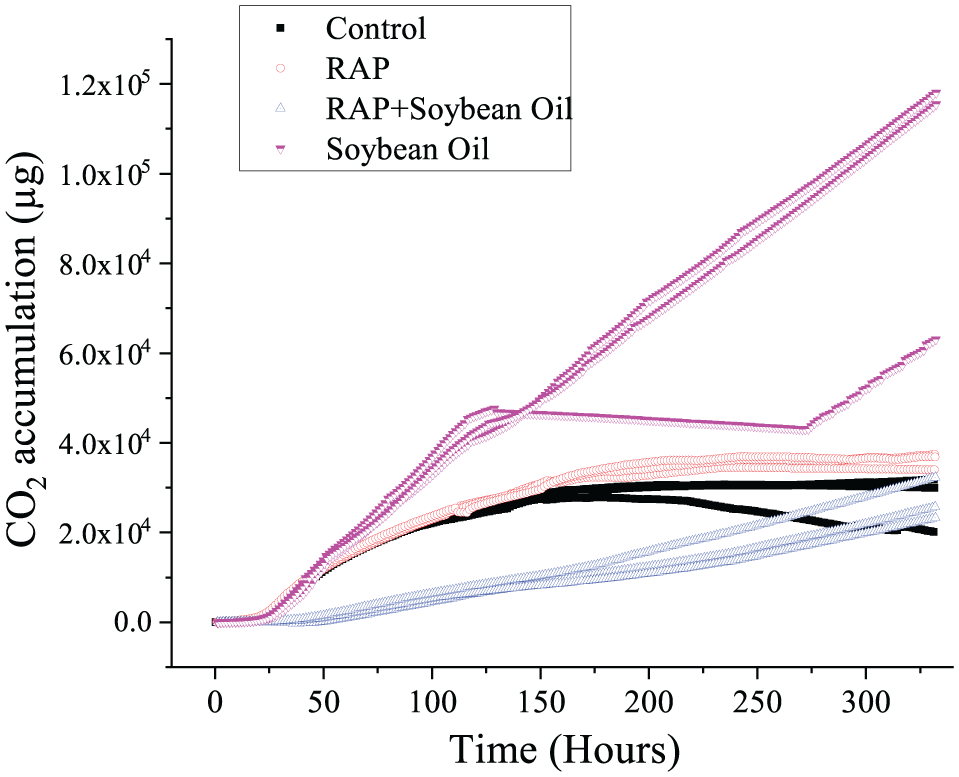
The cumulative CO2 emissions from different asphalt treatments over a 14-day incubation period are illustrated in Figure 9. Notably, the RAP + soybean oil group exhibited the highest levels of CO2 accumulation, with final values exceeding 100,000 µg and reaching up to approximately 120,000 µg. This significantly elevated emission indicates enhanced microbial activity and biodegradation potential when soybean oil is incorporated into reclaimed asphalt pavement (RAP), suggesting that the bio-based recycling agent introduces more bioavailable carbon sources and possibly alternatives. In contrast, the RAP-only and control (virgin asphalt) groups showed moderate CO2 production, plateauing around 30,000 to 40,000 µg after approximately 200 h. This behavior suggests limited biodegradability.
CO2 emissions results for various types of asphalt binder.
Interestingly, the soybean oil–only treatment showed the lowest initial rate of CO2 release but demonstrated a steady linear increase throughout the incubation period, reaching a cumulative CO2 level slightly above 30,000 µg by the end of the experiment. This trend implies a slow yet continuous microbial metabolism of soybean oil, possibly as a result of the amount of oil added to these treatments. The oil formed a continuous phase on top of the Bushnell Haas medium which could limit gas exchange. Therefore, the emission data from the soybean oil only treatment may underestimate the microbial activity in these samples because of the effect of the gas exchange. These findings collectively suggest that soybean oil, particularly when used in combination with RAP, substantially enhances the microbial degradability of asphalt composites. This behavior may have implications for long-term environmental interactions and carbon cycling associated with bio-modified asphalt materials.
Field Construction and Evaluation
Finally, the study progressed to field implementation on a local road in Clare County, MI (Old State Road, from Jefferson Rd to W. Lily Lake Rd, approximately 5 mi in length). The existing pavement on this road was badly deteriorated, with extensive cracking and rutting; essentially it was a candidate for full-depth reclamation or major rehabilitation. Instead of conventional reconstruction, a process using in situ recycling with a soybean oil recycling agent was employed. The pavement structure and project layout are illustrated in Figure 10. The plan involved pulverizing the existing asphalt to produce RAP in place, then mixing in soybean oil to rejuvenate it, compacting this as a base (leveling) layer, and finally placing a 2-in. hot-mix asphalt overlay for the wearing surface.
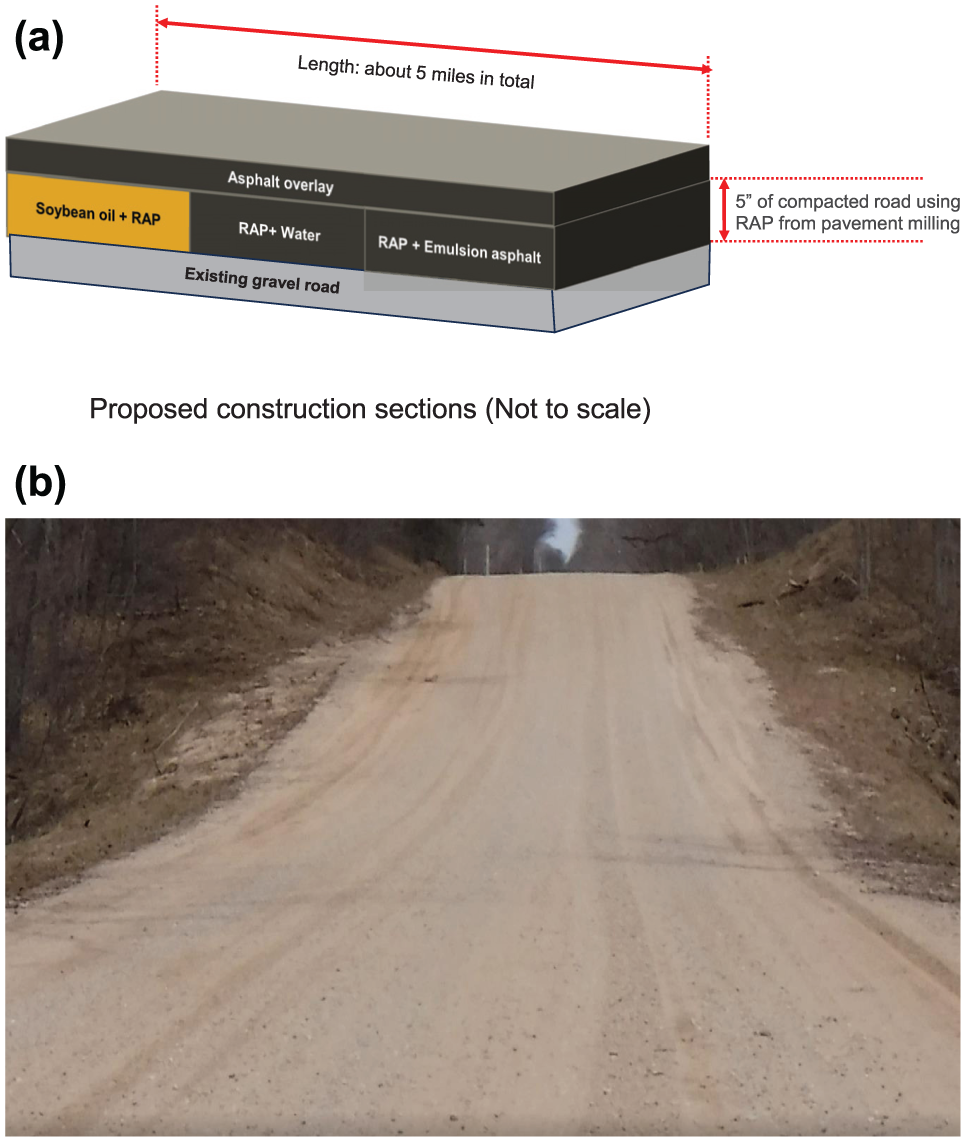
The pavement structure of this project in Clare County: (a) the pavement structure of this project; and (b) original pavement condition of this project.
The construction process is illustrated in Figure 11 and proceeded through the following key steps. First, the existing pavement was milled and pulverized in place to create a reclaimed asphalt pavement (RAP) base layer, which was positioned directly atop the original gravel subbase. This RAP material was then compacted using a vibratory roller to form a stable foundation, as shown in Figure 11a. Following base preparation, soybean oil was uniformly sprayed onto the compacted RAP using a distribution truck equipped with spray bars. The target application rate was approximately 1% by weight of the RAP mix. Figure 11b depicts the spraying process. After spraying, the soybean oil was blended into the RAP using specialized equipment such as a reclaimer or road mixer (Figure 9c). This in situ mixing process effectively created a homogeneous rejuvenated asphalt mixture. Field personnel observed that the RAP turned a light-yellow hue as the oil coated the particles, and the mix became noticeably more workable.

Pavement construction procedure on the Clare County project: (a) after base layer compaction; (b) spray soybean oil; (c) blend soybean oil into recycled asphalt pavement (RAP); (d) reshape the leveling layer materials, (e) compact leveling layer materials; (f) compact the leveling layer materials; (g) surface pave process; and (h) surface layer compaction.
Once the blending was complete, the rejuvenated RAP was graded and shaped to restore the roadway profile and crown (Figure 11d), then compacted again to achieve density (Figure 11, e and f ). Multiple passes with a vibratory roller ensured thorough compaction. The presence of soybean oil improved the cohesiveness and slight tackiness of the mix, which facilitated compaction. The resulting layer was dense, well-bound, and exhibited low air voids—serving effectively as a stabilized base or leveling course. Subsequently, an asphalt emulsion tack coat was sprayed onto the compacted surface to promote bonding with the final overlay and to seal the surface. A hot-mix asphalt overlay approximately 2-in. thick was then paved and compacted (Figure 11, g and h ), completing the pavement structure. Importantly, the soybean oil was applied at ambient temperature without the need for heating, simplifying logistics and enhancing safety. No runoff or puddling of the oil was observed during application. The roadway was reopened to traffic the following day. Field performance was qualitatively monitored through visual inspections over the following months, including after a full winter of freeze–thaw cycles. No surface distresses were observed, indicating excellent early performance of the rehabilitated pavement.
Summary and Conclusions
The findings from both laboratory and field components of this study reinforce the viability of using soybean oil as a recycling agent for aged asphalt, particularly in cold climates. We draw the following conclusions.
One of the challenges in any rejuvenation is balancing rutting and cracking. Our results showed that at the chosen dose (1% by mix, ∼20% binder replacement), the pendulum swung the aged binder from very crack-prone to very rut-prone, but we calibrated it to land in an acceptable middle ground. The rejuvenated binder and mix essentially behaved like a moderately soft virgin asphalt. The slight loss in rut resistance was acceptable, and the gain in crack resistance was enormous. Thus, in a balanced mixed design sense, the rejuvenated mix can meet both high and low-temperature criteria.
Because Michigan experiences severe cold, the improvement in low-temperature performance and fatigue performance cannot be overstated. Aged pavements in such climates can crack extensively, leading to moisture infiltration and rapid deterioration. By rejuvenating the old asphalt, we essentially healed the binder to handle cold stress. This approach, combined with a fresh overlay, could extend the life of rehabilitated pavements.
The use of soybean oil and RAP supports multiple sustainability goals. By using 100% RAP, we significantly reduce construction waste and decrease the demand for virgin binder, which typically requires high energy input and generates a large carbon footprint during refining. Additionally, the soybean oil used is a bio-based, renewable material. As soybeans grow, they absorb carbon dioxide, and part of the carbon contained in the oil becomes sequestered within the pavement structure. Moreover, the entire process is carried out on site, which greatly reduces truck traffic, leading to lower fuel consumption, fewer emissions, and less disruption to road users. Together, these strategies contribute to more environmentally friendly and sustainable road construction practices.
In conclusion, the field trial demonstrated that soybean oil significantly improves the low-temperature performance, fatigue resistance, and workability of RAP asphalt pavement. Although this study demonstrated the feasibility of using soybean oil as an effective bio-based recycling agent for 100% RAP mixtures in cold regions, further research is recommended to expand its applicability. Future work should include long-term field monitoring to evaluate durability and aging resistance over multiple freeze–thaw cycles as well as and life-cycle assessment and cost–benefit analyses to comprehensively quantify environmental and economic advantages. These efforts will help refine the sustainable implementation of bio-based recycling agents in pavement recycling practice
Footnotes
Acknowledgements
The authors would also like to thank Adrian Noecker for her valuable assistance in conducting the CO2 experiments.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Dongzhao Jin, Zhanping You, Stephen Techtmann; data collection: Dongzhao Jin, Sepehr Mohammadi, Lei Yin, Zhongda Liu, Meng Wu; analysis and interpretation of results: Dongzhao Jin, Sepehr Mohammadi, Lei Yin, Zhongda Liu, Meng Wu, Stephen Techtmann; draft manuscript preparation: Dongzhao Jin, Zhanping You. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article. This project is partially sponsored by the Michigan Department of Environment, Great Lakes, and Energy (EGLE) and the Michigan Soybean Committee in the interest of information exchange, in cooperation with the Clare County Road Commission, Michigan, United States. Kirsten S. Clemens of the Materials Management Division of EGLE and Dewayne Rogers, Managing Director of the Clare County Road Commission, provided significant support for this project.