
Abstract
The aim of this work was to study the effects of natural fiber type and loading content on the sound absorption efficiency of natural rubber (NR)/treated natural fiber composite foams. This was investigated by measuring the cell characteristics of composite foam, sound absorption coefficient (SAC), and viscoelastic behavior. Bagasse (BF) and Oil Palm (OPF) fibers were treated with sodium hydroxide (NaOH) solution and the optimal treatment conditions for BF and OPF were determined by varying treatment times and NaOH concentrations. Potassium oleate (K-oleate) was used as a blowing agent to create open-cell NR foam. The results indicated that the most suitable NaOH concentration for both BF and OPF was 10%wt. and optimal treatment times were 30 and 10 min, respectively. At low fiber loadings, the addition of treated BF and OPF resulted in a decrease in the average cell size and an increase in the number of foam cells. As loading increased above 5%wt., cell size and cell number exhibited the opposite trends. Both treated BF and OPF enhanced the sound absorption efficiency of NR foams, especially at medium and high frequencies. NaOH treatment improved the interfacial bonding between the matrix and natural fibers, and increased the roughness on the surface of BF and OPF, leading to an enhanced ability for BF and OPF to absorb sound waves. The results indicated that treated BF was more effective than treated OPF for increasing SAC values. Type and dispersion of fiber and viscoelastic behavior were important factors on SAC of composite foams more than cell characteristic.
Introduction
Sound absorbing materials are important construction materials due to booming growth in domestic and industrial settings. Noise pollution leads to many problems, such as difficulty communicating, disturbance for relaxation and hearing loss. 1 Sound absorbing materials can be made from both synthetic and natural materials. Recently, natural materials are of interest for making sound absorbing materials instead of synthetic materials such as asbestos and glass fiber. Synthetic fibers are harmful to humans when they release from sound absorbing materials. Meanwhile, natural materials such as cellulose, cotton, natural fiber, and natural rubber (NR) are advantageous because of their good acoustic properties, environmental sustainability, and low cost.2–4
Open-cell NR foams are one of natural materials used for sound absorption. Open-cell porous materials exhibit higher efficiency than close-cell porous materials in absorbing sound energy. 5 When incident sound waves move into porous materials, some of the sound energy undergoes a conversion to other forms of energy, usually heat. This is a result of the friction between air molecules and the cell walls of the porous materials. In addition to thermal loss, sound energy can be converted into kinetic energy by deformation of the porous materials, through mechanisms such as stretching, bending, and buckling of the cell wall. 6 NR itself can absorb sound energy, and there have been a number of papers studying various factors influencing the sound absorption of NR in both foam and solid forms.6–9 Sobral et al. 7 indicated that the presence of finer crumb rubber in polymer resins enhanced the sound absorption efficiency. Zhang et al. 8 revealed that the de-vulcanization of ground tire rubber (GTR) by mechanochemical pretreatment increased sound absorption coefficient (SAC) of polyurethane (PU)/GTR foamed composites. GTR enhanced the foamability of the PU foam. Najib et al. 6 studied the effect of foaming temperature on the cell characteristics and sound absorption of NR by adding sodium bicarbonate as a blowing agent. They found that processed NR foam at the lowest foaming temperature had the best SAC due to it possessing the smallest cell size and largest number of cells per unit volume. In addition, our previous work revealed the influence of type and concentration of blowing agent on the cell characteristic and sound absorbing efficiency of NR foam. 9 It was found that Potassium oleate (K-oleate) at 2.0 phr resulted in the most suitable cell characteristics for sound absorption. However, its optimum SAC was found at low frequencies only and was lower than 0.4. Natural fibers are renewable materials and they possess good sound absorption properties at medium and high frequencies. 10 Therefore, the addition of natural fibers to polymer matrices could improve sound absorption efficiency while utilizing environmentally friendly materials. Wang et al. 11 indicated that the presence of rice husk (RH) obstructed the formation of foam cells in PU/RH foamed composites, and improved sound absorption effectiveness. Natural fibers have many factors that affect the sound absorption efficiency, such as type, chemical constituents, morphology, and surface treatment. From the literature, there are few reports studying the influence of these variables. Therefore, we will attempt to study the effects of natural fiber type, loading content fiber morphology, and surface treatment on sound absorption properties of NR composite foams.
In this work, agro-residues Bagasse (BF) and Oil Palm (OPF) fibers were chosen to enhance the sound absorption property of NR foams. BF consists primarily of cellulose, 12 and OPF has a porous surface morphology 13 which makes them both interesting candidates to modify NR. Surface treatment is a necessary process for NR/natural fiber composites because of incompatibility between NR and natural fiber. Treatments such as plasma and sodium hydroxide (NaOH) treatments might be suitable fiber surface treatment for sound absorbing materials, because they increase roughness on surface of natural fibers, and enhance the interfacial bonding by mechanical interlocking.14,15 Roughness of fiber is one of factors which enhance the sound absorption efficiency. In this work, NaOH treatment was chosen for treatment of BF and OPF because it is one of the simplest surface treatments 16 and is of low cost.
This work is divided into two sections. The first section studies the optimal conditions of NaOH treatment of the natural fibers, and the second section studies and characterizes the improvement of sound absorption efficiency of the NR foams by varying type and content of the treated natural fibers. The optimum conditions of NaOH treatment were estimated by observing the aspect ratio and morphology of natural fibers. Effects of type and content of treated natural fibers on sound absorption properties were investigated by estimating the cell size, cell distribution, number of foam cells per unit volume, cell morphology, SAC, and viscoelastic behavior.
Experimental
Raw materials
Formulation of NR foam and NR/natural fiber composite foams used in this work.
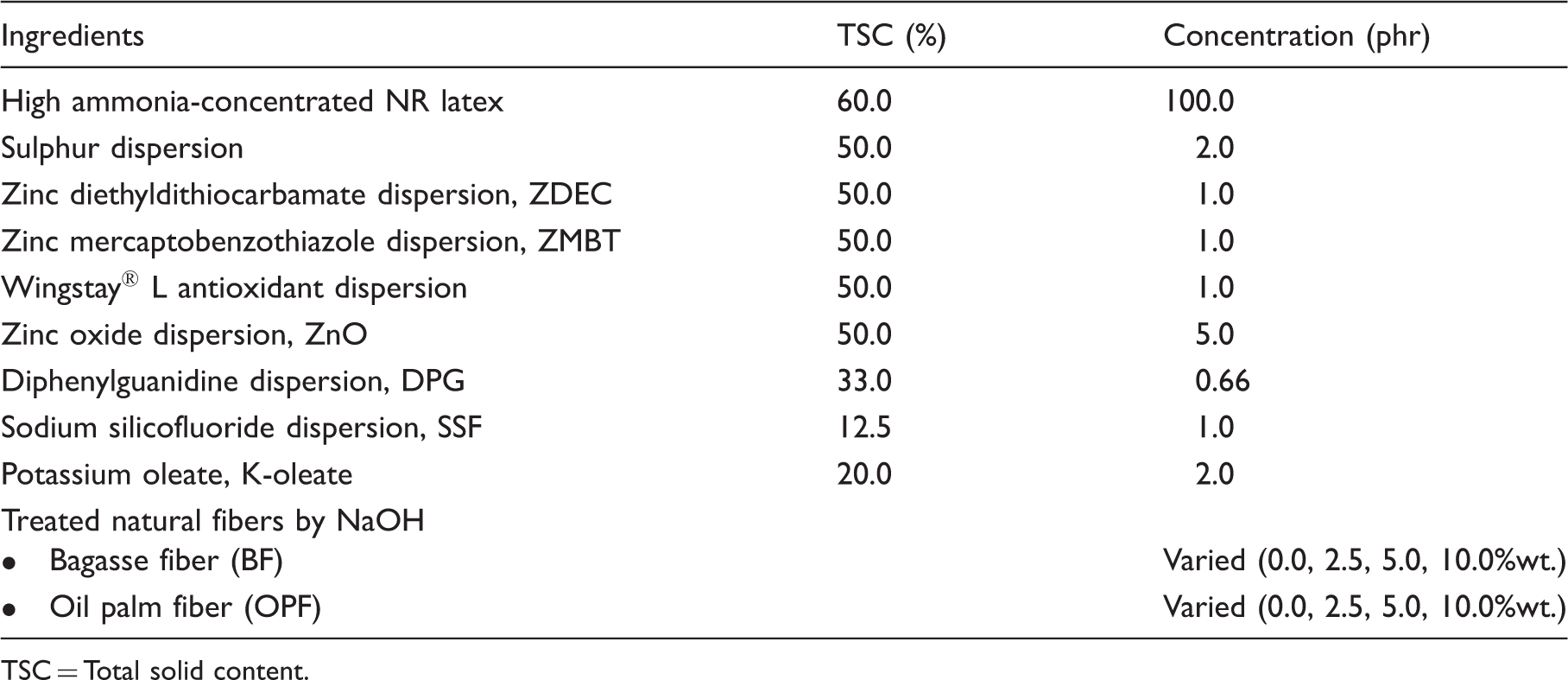
TSC = Total solid content.
NR latex compounds
High ammonia-concentrated NR latex (60% dried rubber content) was supplied by Rubber Research Institute of Thailand (Bangkok, Thailand). All of additives used in compound formulations were supplied by GSP Product Co., Ltd. (Bangkok, Thailand). K-oleate acts as blowing agent creating open-cell NR foam.
Natural fibers
BF and OPF used were supplied by Tha Chang Oil Palm Industries Co., Ltd. (Surat Thani, Thailand). Both BF and OPF were treated with various NaOH concentrations and treatment times. Optimally treated BF and OPF were selected for preparing NR composite foams.
Sodium hydroxide
NaOH was supplied by Union Chemical 1986 Co., Ltd. (Bangkok, Thailand). NaOH was used for reducing the diameter of the natural fibers, increasing the surface roughness of the natural fibers, and improving the interfacial bonding between the NR and natural fibers.
Surface treatment
BF and OPF were dried in an oven for 24 h at 80℃ until the BF and OPF weights were constant to minimize the moisture content. After that BF and OPF were treated with NaOH solution at room temperature. NaOH concentrations were varied from 0 to 15%wt. Treatment times were 0, 10, 20 and 30 min. Natural fibers were then removed from the NaOH solution and rinsed with deionized (DI) water to remove excess NaOH and neutralize the pH until the pH value approached 7. Natural fibers were oven-dried to remove water for 24 h at 80℃ until constant weights were achieved. For fiber characterization, morphology of untreated and treated natural fibers was investigated by stereo microscope (Nikon SMZ 745T, IL, USA). Image-J software was used to determine the diameter and length of the natural fibers. The diameter and length of the natural fibers were taken to calculate aspect ratio (L/D). Surface textures of the natural fibers before and after treatment were investigated with a Scanning Electron Microscope (SEM, Philip XL30, MA, USA) at 13 kV accelerating voltage after being sputtered with gold. After this analysis, the suitable treatment condition for each natural fiber was used for preparation of NR composite foams.
Sample preparation
Before mixing the NR latex, additives, and treated natural fibers, the NR latex must be stirred with a mechanical stirrer for 1 min to remove ammonia. After that, the blowing agent (K-oleate at 2 phr) was added into the NR latex. The NR latex was continuously stirred until it became frothy and its volume was double of the original volume. Then, sulfur, zinc diethyldithiocarbamate (ZDEC), zinc mercaptobenzothiazole (ZMBT), and 2,2′-dicyclopentylene-bis-(4-methyl-6-t-butyl-phenol) (Wingstay® L) were added into the latex and stirred for 1 min. Additionally, zinc oxide (ZnO) and diphenulguanidine (DPG) were mixed into latex by stirrer for 1 min. Sodium silicofluoride dispersion (SSF, gelling agent) and treated natural fiber (treated BF and OPF) were finally added and mixed until the latex compound was homogeneous. Treated BF and OPF were compounded at 0, 2.5, 5.0, and 10.0%wt. Specimens of NR and NR/natural fiber composite foams were prepared in closed molds and heated in an oven at 100℃ for 2 h. Two different sized, disc-shaped molds were used to prepare specimens for measurement of SAC. The diameters of the molds were 100 and 29 mm, and both molds had a thickness of 25 mm. Vulcanization and foam formation occurred during oven heating.
Characterization
It should be noted that all reported data for all tests were averaged from at least three independent specimens.
Cell morphology and cell size
The morphologies of the foam cells for both NR and NR/natural fiber composite foams were investigated by stereo microscope. The specimens were cut perpendicular to their foaming direction. The cell size of the foams was quantified by using Image-J software. The average cell size was determined from the measurement of 100 cells.
Number of cells per unit volume
The number of cells per unit volume for the foam specimen was calculated from
equation (1)6,17

Sound absorption coefficient
SAC was measured using a two-fixed microphone impedance tube (SC9301, Scien Co., Ltd., South Korea) operated according to ASTM E1050 (2012). The frequency range used for this measurement was between 100 and 6400 Hz. The sound source was connected to one end of the impedance tube and the foam specimen was mounted to the other end. The foam specimens with diameters of 100 and 29 mm were used for measurements at frequency ranges of 100–1600 Hz and 500–6400 Hz, respectively.
Dynamic mechanical analysis
The viscoelastic behavior of NR and NR/natural fiber composite foams was investigated by a dynamic mechanical analyzer (EPLEXOR QC 25, GABO QUALIMETER, Germany). The specimens were prepared in the form of a cylindrical foam rod with a diameter of 20 mm and a thickness of 8 mm. The compression mode of deformation was used with a test temperature range from −75 to 75℃ with a heating rate of 2℃/min. The test frequency, static strain, and dynamic strain were 10 Hz, 1.0%, and 0.5%, respectively. The viscoelastic response of the specimens including storage modulus, loss modulus, and Tan δ were measured as function of temperature.
Surface analysis
The interfacial adhesion of NR/treated natural fiber composite foam was investigated using SEM. For surface preparation, the specimens were immersed in liquid nitrogen for 2 min. After that the specimens were cut perpendicular to their foaming direction followed by sputtering with gold and analyzed with SEM (Philip XL30, MA, USA) at 13 kV accelerating voltage.
Results and discussion
Surface treatment
Figure 1(a) and (b) shows the effect of
NaOH concentrations on the aspect ratios of BF and OPF at different treatment
times, respectively. The aspect ratio of both BF and OPF increased with
increasing NaOH concentration except for 15%wt. NaOH. The increase of aspect
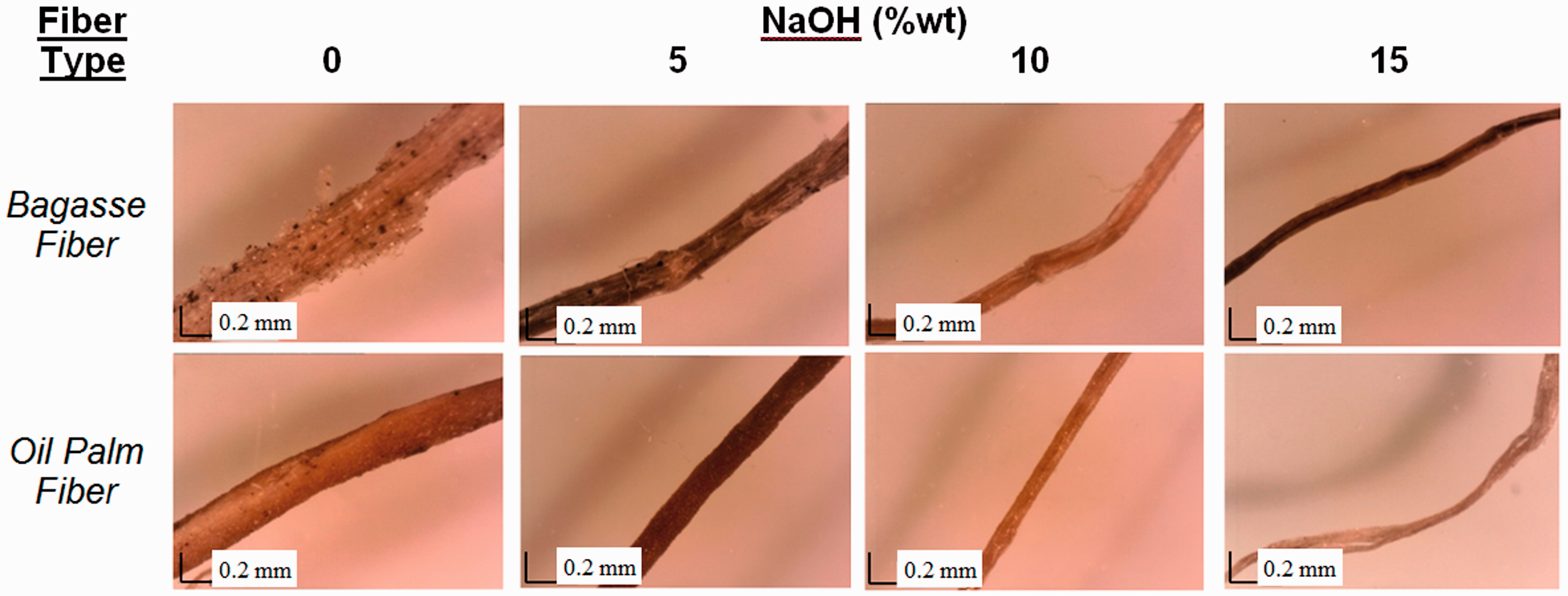
ratio was due to the decrease in fiber diameter after NaOH treatment as shown in
Figure 2. This
occurred because the hemicellulose, lignin, and waxy impurities on the surface
of the natural fibers were removed by NaOH.18,19 The decrease in aspect
ratio at 15%wt. NaOH was attributed to excess NaOH leading to fiber breakage and
reduction of the fiber length. However, the aspect ratios of treated BF by
various NaOH concentrations only changed minimally compared to those of treated
OPF. This might be due to the difference in chemical constituents between BF and
OPF. The cellulose proportion in BF (∼55.8%wt.) is higher than that in OPF
(∼36.7%wt.).11,20 Most cellulose in natural fibers is highly
crystalline
21
so that cellulose is often difficult to remove with
NaOH. With respect to treatment time, it was revealed that increasing treatment
time led to an increase in aspect ratio, except for treated OPF at 10 and 15%wt.
NaOH. As the treatment time increases, the effectiveness of the treatment
increases, until long times when fiber fracture begins to occur. Considering
NaOH treatment for BF and OPF, the result indicated that the most suitable
treatment conditions for BF and OPF were 10%wt. NaOH with 30 min exposure and
10%wt. NaOH with 10 min exposure, respectively. Therefore, treated BF and OPF
with these conditions were chosen to prepare NR/natural fiber composite foams
for estimating type and content effects of treated natural fiber on cell
characteristics of composite foams, SAC, and viscoelastic behavior. The
diameters of BF and OPF before and after NaOH treatment as shown in Figure 2 corresponded well
with the result of aspect ratio. The higher the NaOH concentration, the smaller
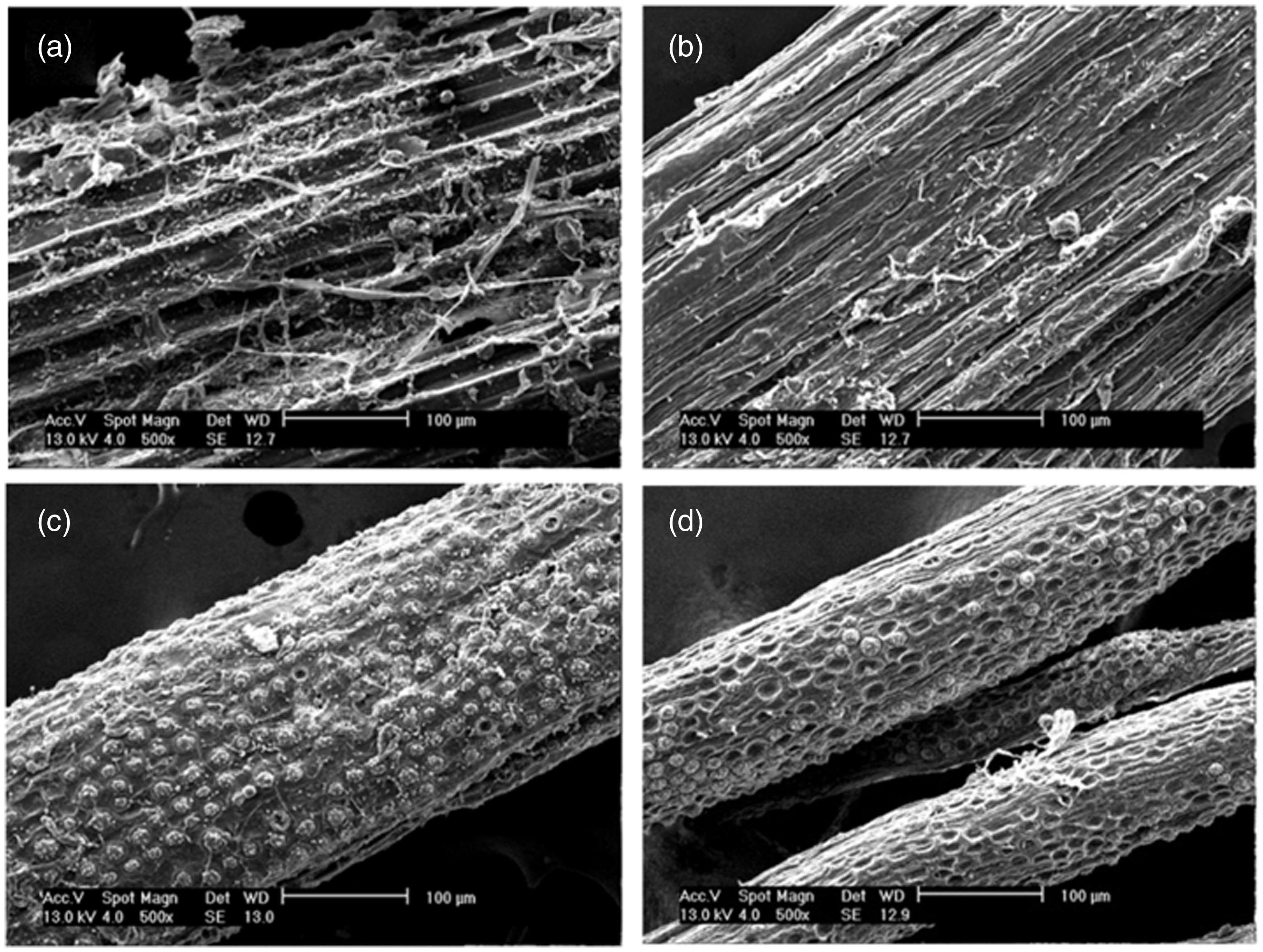
the fiber diameter. SEM micrographs of the surface textures of BF and OPF before
and after NaOH treatment are shown in Figure 3. Surfaces of both treated BF and
OPF at suitable treatment conditions were rougher than those of untreated
fibers. It was observed that NaOH treatment led to split the fiber bundles on
the surface of the treated BF (Figure 3(b)) due to the NaOH dissolving hemicellulose, whereas the
surface of the treated OPF (Figure 3(d)) was found to contain pores on the surface of the fiber.
The pore structures were formed by dissolving lignin with NaOH. Relationship between aspect ratio of natural
fiber and NaOH concentration at different treatment times: (a) BF
and (b) OPF. Diameters of BF and OPF before and after
surface treatment at different NaOH concentrations for treatment
time of 10 min. SEM micrographs of the surfaces of BF and OPF
before and after NaOH treatments: (a) untreated BF; (b) treated BF
with 10%wt. NaOH at 30 min; (c) untreated OPF; and (d) treated OPF
with 10%wt. NaOH at 10 min.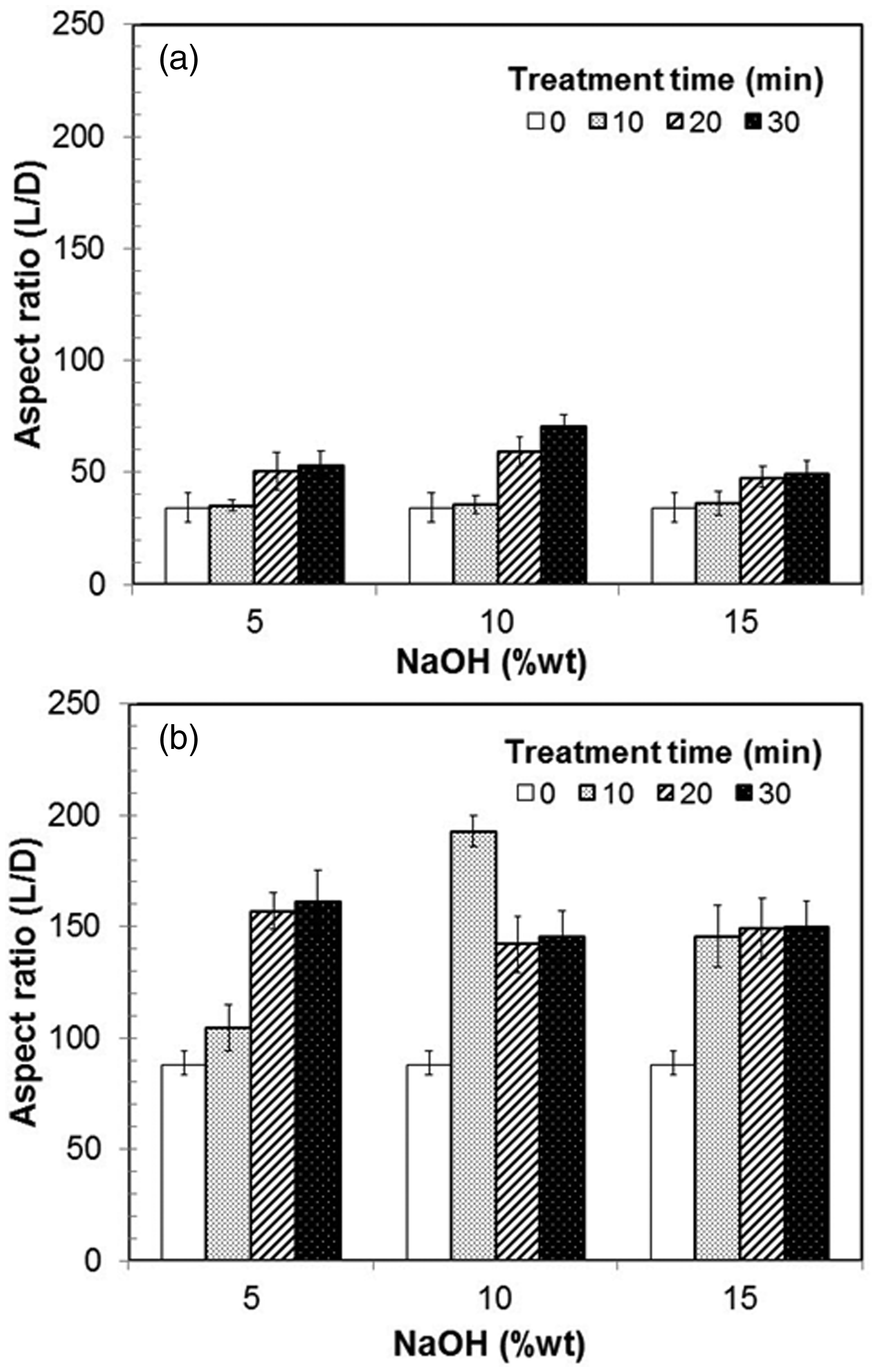
Cell characteristics
The morphology and cell size distribution of NR/natural fiber composite foams are
presented in Figure 4
for both treated BF and OPF. The foam cell structures of NR/natural fiber
composite foams for both treated BF and OPF were found to form open-cell foams
which are effective foam cell structures for absorbing sound energy.
5
For treated
BF, as shown in Figure 4(a) to
(d), it was found that the cell size distribution of NR/treated BF
fiber composite foams tended to shift toward smaller cell size with the addition
of low fiber content (0.0–2.5%wt.) and then changed to the opposite direction
for higher fiber content (5.0–10.0%wt.). The decrease in cell size with low
fiber content might be caused by the presence of the treated BF obstructing
bubble growth. However, the large cell size for high fiber content resulted from
the coalescence of small bubbles due to the lower proportion of rubber matrix as
cell wall. The micrographs of the cross-sectioned surface of the composite foams
with high fiber content in Figure 4(c) and (d) show higher coalescence of foam bubbles compared with that of
composite foams of low fiber content. The cell size distributions of NR/treated
OPF composite foams in Figure
5(a) to (d)
follow a similar trend as seen with NR/treated BF composite foams. Cell size of
NR/treated OPF composite foams with low OPF content tended to decrease with
increasing OPF and then increased at higher OPF content. Morphology and cell size distribution in
NR/treated BF composite foams: (a) to (d) BF content of 0.0, 2.5,
5.0, and 10.0%wt., respectively. Morphology and cell size distribution in
NR/treated OPF composite foams: (a) to (d) OPF content of 0.0, 2.5,
5.0, and 10.0%wt., respectively.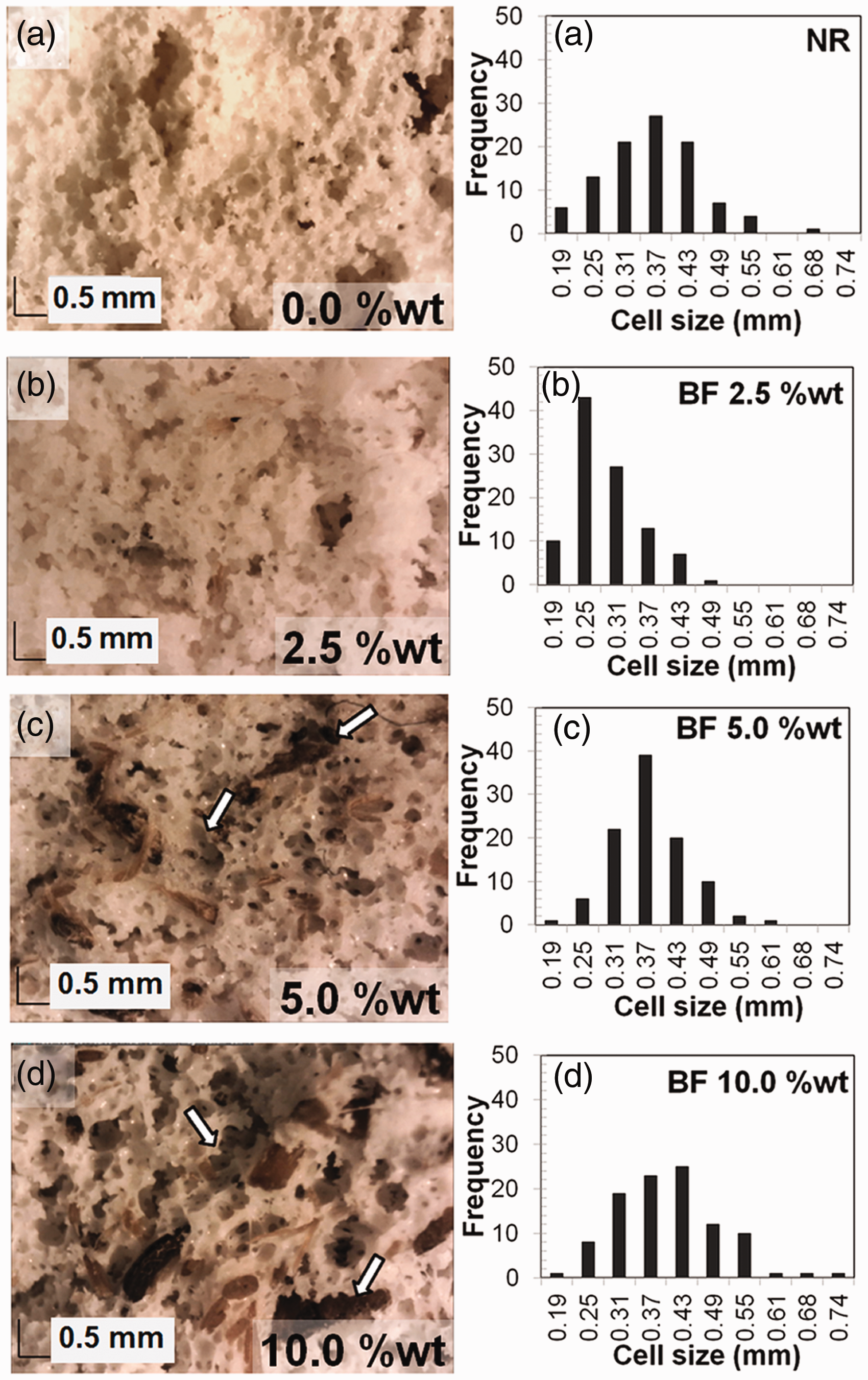
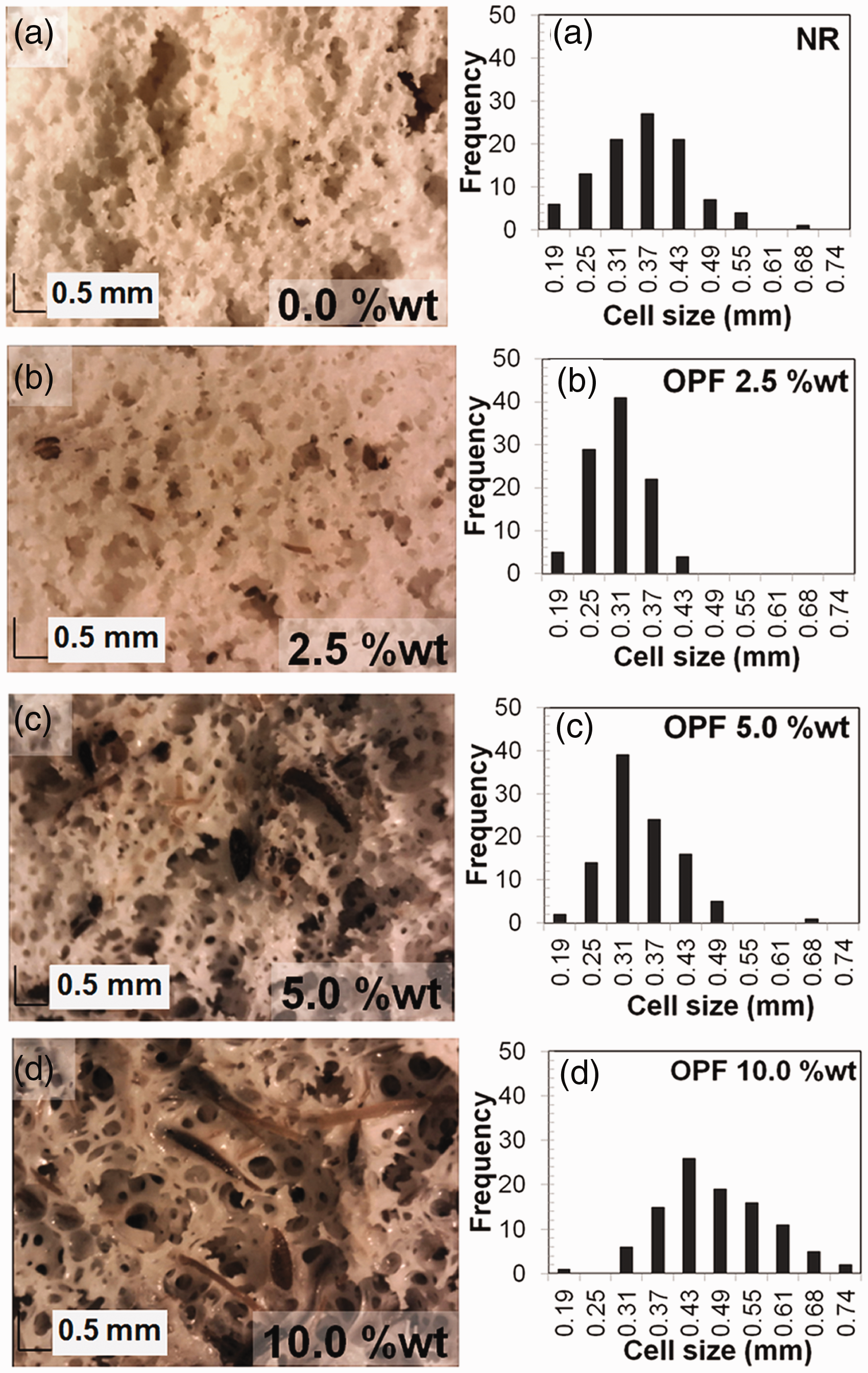
Figure 6 shows the
average cell size of NR/treated BF and NR/treated OPF composite foams as a
function of fiber content. The average cell size for both NR/treated BF and
NR/treated OPF composite foams decreased with the addition of fiber and then
increased with fiber contents of 5.0 to 10.0%wt. Fiber type had little effect on
the average cell size of the composite foams. It was observed that the average
cell size of NR/treated OPF composite foams with 10.0%wt. fiber content was
larger than that of NR/treated BF composite foams with same fiber content. This
might be attributed to the remaining oil in OPF reducing the surface tension of
the NR foam in the NR/treated OPF composite foam. Therefore, the growth and
combination of foam bubbles in the NR/treated OPF composite foams occurred
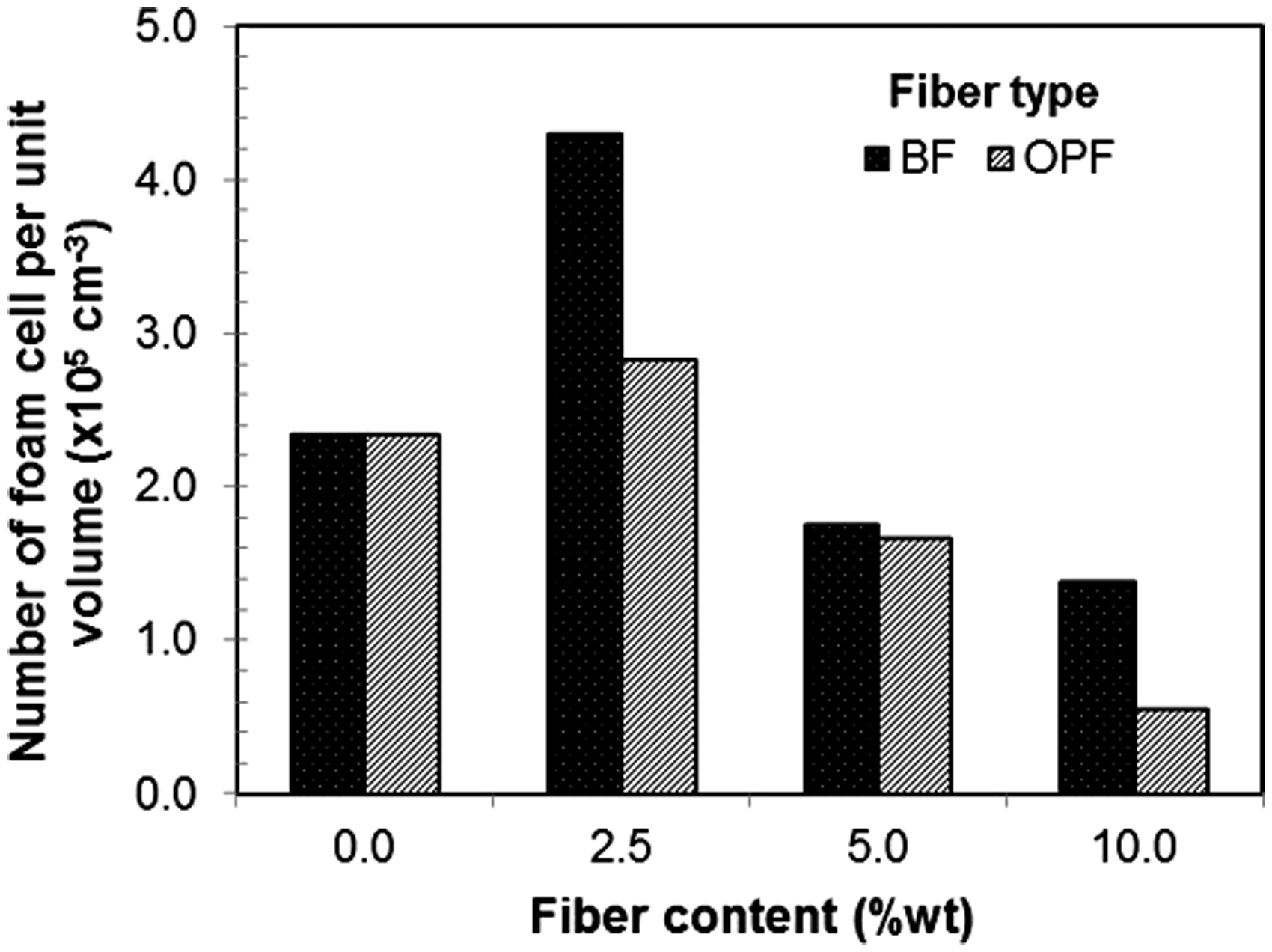
easier than that of foam bubble growth in NR/treated BF composite foams. The
number of foam cells in NR/treated BF and NR/treated OPF composite foams at
different fiber contents is presented in Figure 7. It was found that the number of
foam cells in both NR/treated BF and NR/treated OPF composite foams tended to
increase with low fiber content and then decreased with 5.0 to 10.0%wt fiber
content. This result supports the above-mentioned explanation involving the
coalescence of foam bubbles at higher fiber content by expansion of the foam
cells until the foam cells grew and combined. For the effect of fiber type, it
indicated that the numbers of foam cells of NR/treated BF composites were higher
than those of NR/treated OPF composites at the same fiber content. This result
could enhance the explanation that the coalescence of foam bubbles for OPF is
easier than that of BF due to the remaining oil in OPF. Effect of fiber content on average cell size
in NR/treated BF and NR/treated OPF composite
foams. Number of foam cells per unit volume in
NR/treated BF and NR/treated OPF composite foams at different fiber
contents.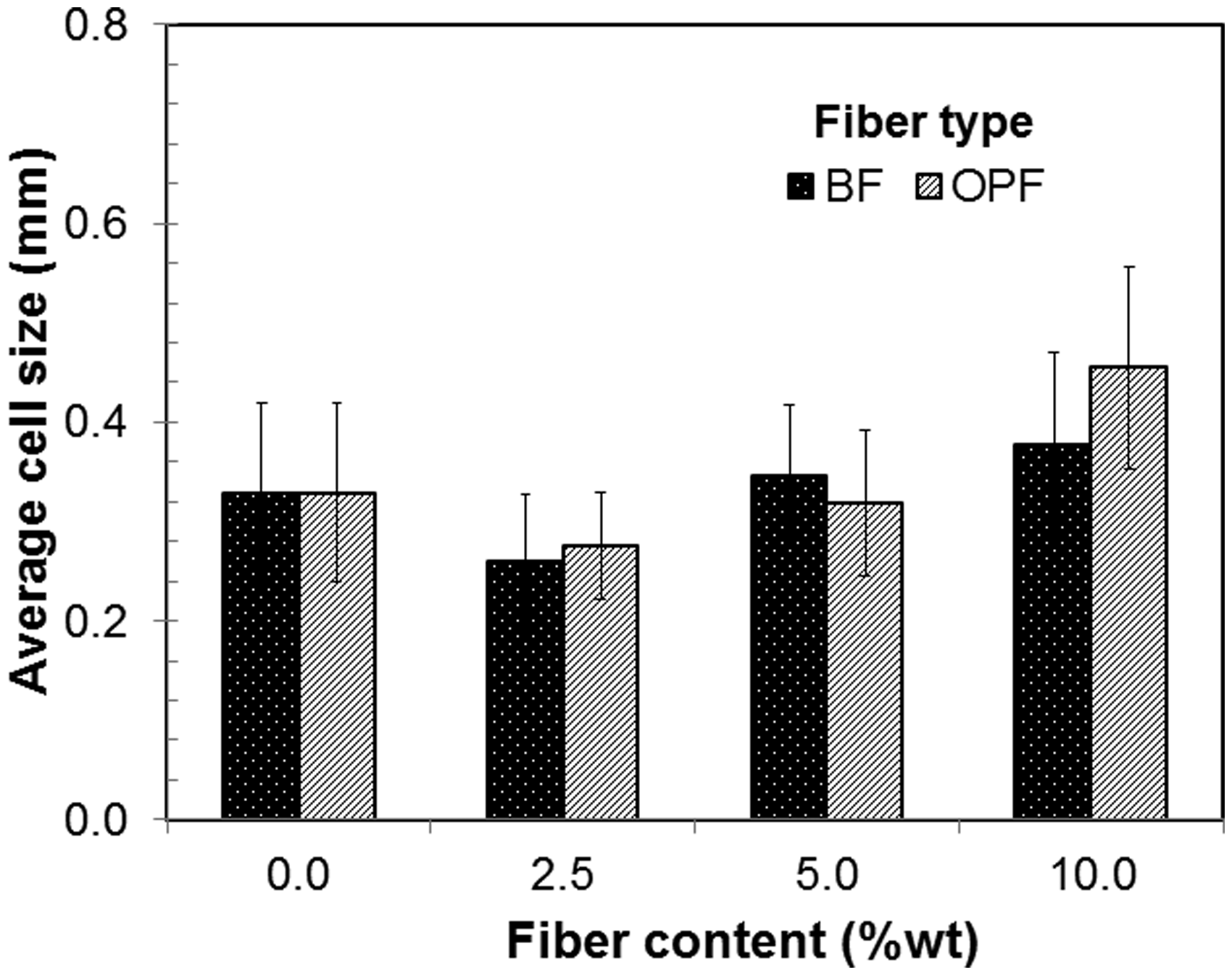
Sound absorption
SAC values of NR/treated BF and NR/treated OPF composite foams at different
frequency ranges are given in Figure 8(a) and (b), respectively. It was found that NR foam without natural fiber
absorbs the most sound energy at low frequencies (200–400 Hz). The maximum SAC
at 250 Hz was about 0.4. Sound waves move into the open cell NR foam and pass
through the network of interconnected pores. Friction between air molecules and
the rubber wall occurred during sound movement and some of the sound energy is
converted into heat.
22
In addition to thermal loss, mechanism of sound
absorption might be occurred from sound energy converted into kinetic energy
(deformation of cell wall). Considering the effect of the natural fiber, it was
found that the addition of treated BF or OPF led to a shift in the maximum peak
of the SAC towards medium and high frequencies. Maximum SAC values ranged from
0.5 to 0.9. This indicates that the addition of natural fiber (treated BF and
OBF) reduces the sound absorption efficiency of composite foams at low
frequencies, whereas SAC values at medium and high frequencies increased. While
NR foam exhibits good sound absorption ability at low frequencies,23,24 the
presence of natural fiber reduced the interconnection of the NR foam and
interfered with the motion of the sound waves. The sound waves were reflected
and refracted by the natural fibers, leading to a reduction in sound absorption
efficiency for the composite foam at low frequencies. For medium and high
frequencies, the increase in treated BF and OPF contents led to an increase in
sound absorption efficiency of the composite foam except for the 10.0%wt. BF
composite from 1600 to 6300 Hz. This was due to the BF and OPF natural fibers
which possess good sound absorption efficiency in the medium and high frequency
ranges.
23
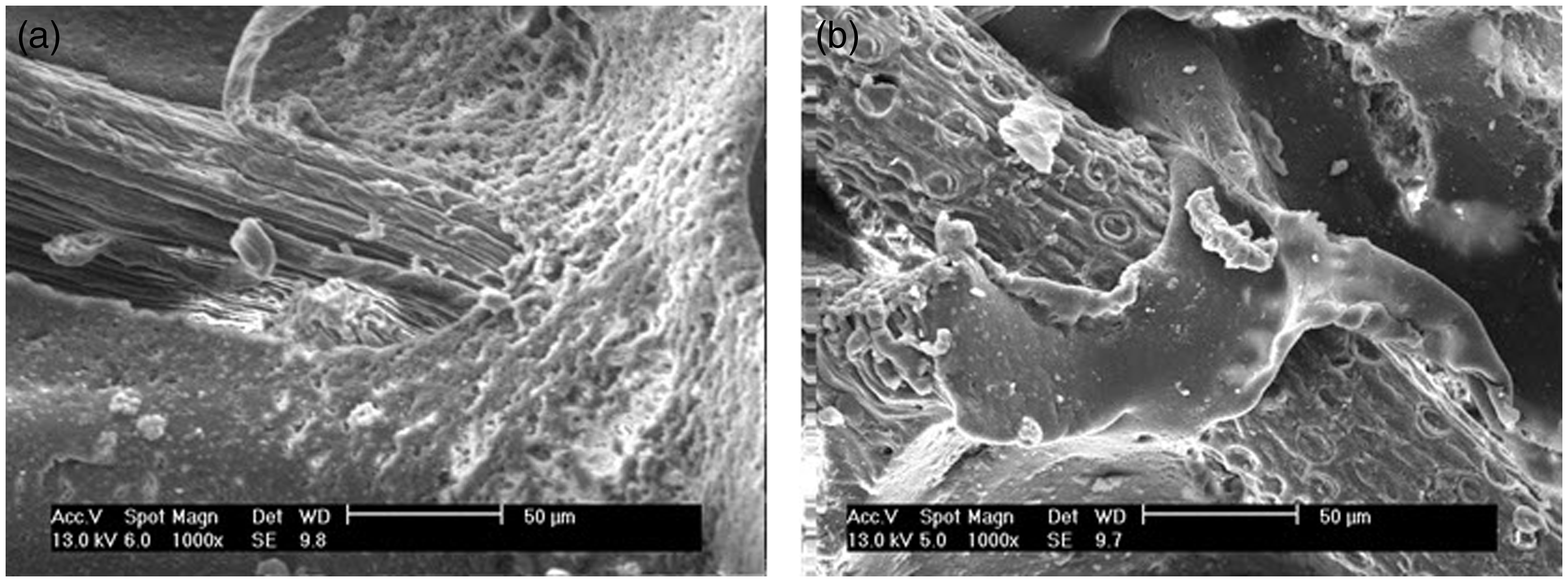
In addition, NaOH treatment is another factor to
enhance sound absorption property. Because NaOH treatment increased the
roughness of BF and OPF as shown in Figure 3 and that increased air flow
resistance between sound motion and created strong interfacial bonding between
NR and the treated natural fiber as shown in Figure 9(a) and (b). Good wettability of NR on the surface
of natural fiber could promote transfer of sound waves between NR and natural
fibers more effectively. The decrease in SAC of the NR/treated BF composite foam
with a BF content of 10.0%wt. might be due to high cellulose content in BF
leading to strong fiber agglomeration. For the effect of fiber type on SAC, it
was found that treated BF increased SAC values of composite foam more than
treated OPF. This might be involved both influence of fiber type and difference
in cell characteristics to occur from the addition of different fiber types.
Although cell characteristics of NR composite foams adding treated BF or OPF at
5.0%wt. fiber were found to have similar behavior, the SAC value of NR/treated
BF composite foams with 5.0%wt. fiber content was higher than that of NR/treated
OPF composite foams with same fiber content. This result indicated that
influence of fiber itself on sound absorption efficiency was more than that of
cell characteristics. At 10.0%wt. fiber content, it was found that the number of
foam cells of NR/treated BF composite foams was higher than that of NR/treated
OPF composite foams. A higher number of foam cells increased the air flow
resistance in the foam cells. This might be a reason to make NR/treated BF
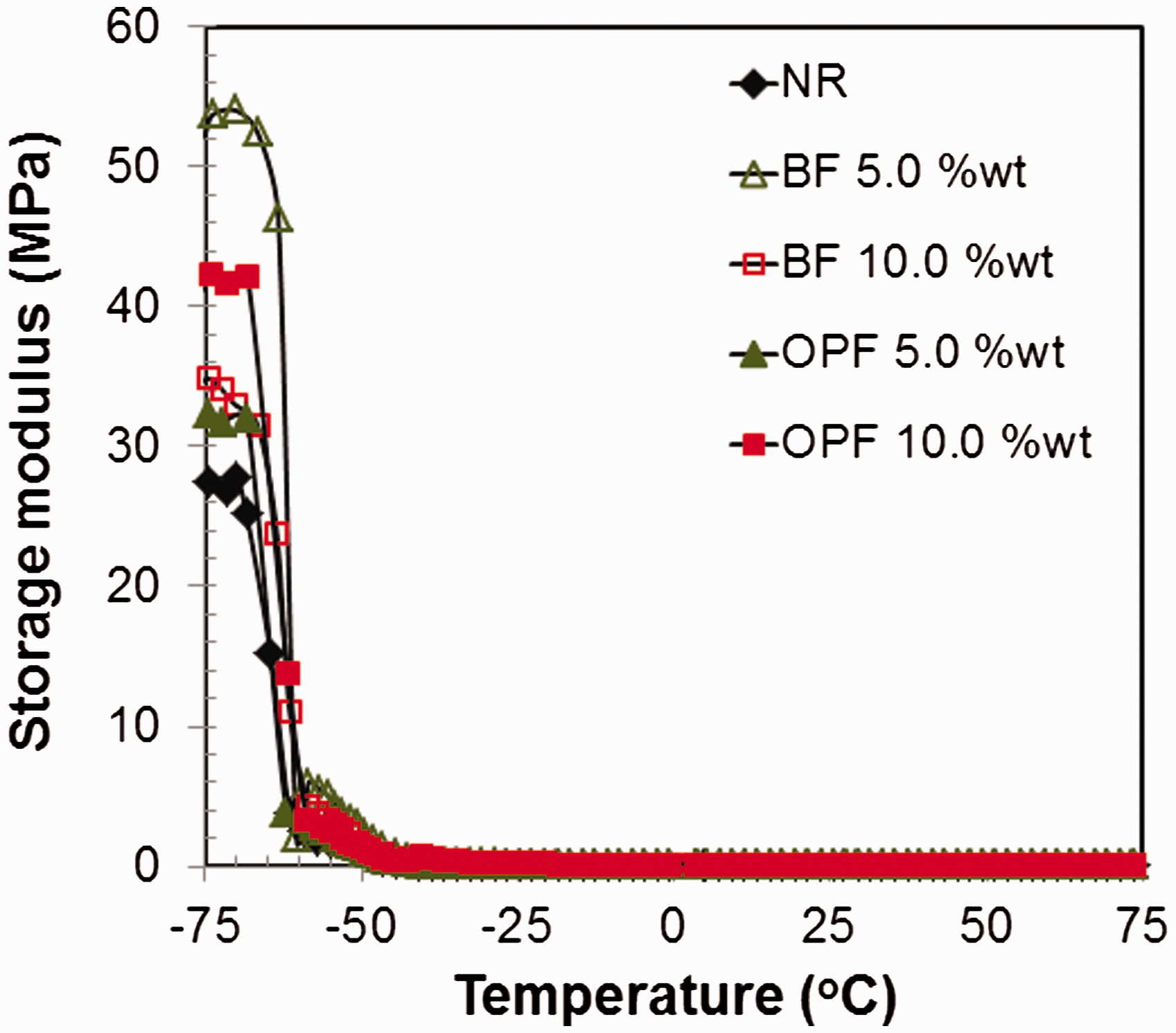
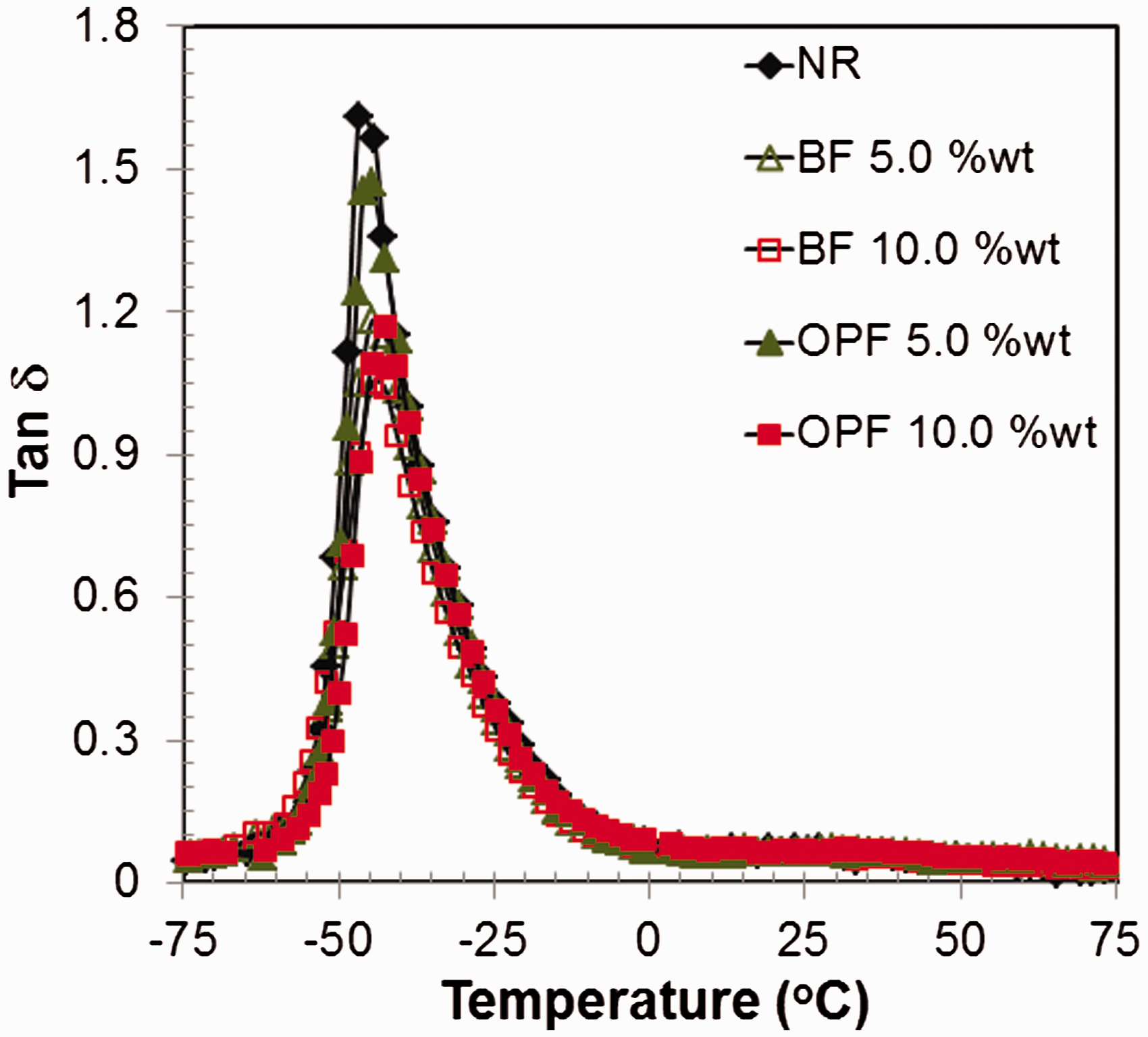
composite more sound absorption efficient. Considering the DMA results with
respect to sound absorption, the storage modulus of the composite foams for both
treated BF and OPF was higher than that of NR, while the Tan δ values tended to
decrease with the addition of natural fiber as shown in Figures 10 and 11, respectively. This was because the
presence of treated natural fiber increased the stiffness and reduced damping of
composites with strong interfacial bonding between rubber matrix and treat
natural fiber. This explanation was confirmed by work of Parida et al.
25
who found
that storage modulus tended to increase whereas Tan δ decreased with fiber
treatment. The increase in elastic property and decrease in damping property of
the composite foams might result in enhanced sound absorption efficiency. A
similar relationship between viscoelasticity and sound absorption efficiency was
found in the work of Najib et al.
6
Although the addition of
natural fibers led to an increase in average cell size and a reduction in the
number of foam cells, which in turn reduces the efficiency of the sound damping
mechanism, the maximum SAC values of the composite foams were still higher than
that of the NR foam. From this result, it is implied that the viscoelastic
behavior of the foam influenced the sound absorption property more than the cell
characteristics. For the effects of fiber type on DMA result, it was observed
that treated BF increased storage modulus and decreased Tan δ of composite foams
more than treated OPF except for storage modulus of composite foam at treated BF
content of 10.0%wt. These results corresponded with SAC values of composite
foams. The low storage modulus of composite foams with treated BF content of
10.0%wt. might be attributed to fiber agglomeration which reduces the
effectiveness of loading transfer during DMA testing and may cause the decrease
in SAC value for foams with treated BF content of 10.0%wt. at 1600–6300 Hz.
Although cell characteristics for composite foams with treated BF content of 5.0
and 10.0%wt. exhibited similar behavior, the SAC value for foams with treated BF
content of 5.0%wt. was higher than that for foams with treated BF content of
10.0%wt. These results might be because of poor fiber dispersion in composite
foams with treated BF content of 10.0%wt. All of these results indicated that
sound absorption efficiency of composite foams depended on the fiber type, fiber
dispersion, and viscoelastic behavior more than cell characteristic of composite
foams. Sound absorption coefficient of composite
foams in the frequency range from 100 to 6400 Hz: (a) NR/treated BF
composite foams and (b) NR/treated OPF composite
foams. SEM micrographs of composite foams: (a)
NR/treated BF composite foams and (b) NR/treated OPF composite
foams. Storage modulus for NR/treated BF and
NR/treated OPF composite foams with different fiber
contents. Tan δ for NR/treated BF and NR/treated OPF
composite foams with different fiber contents.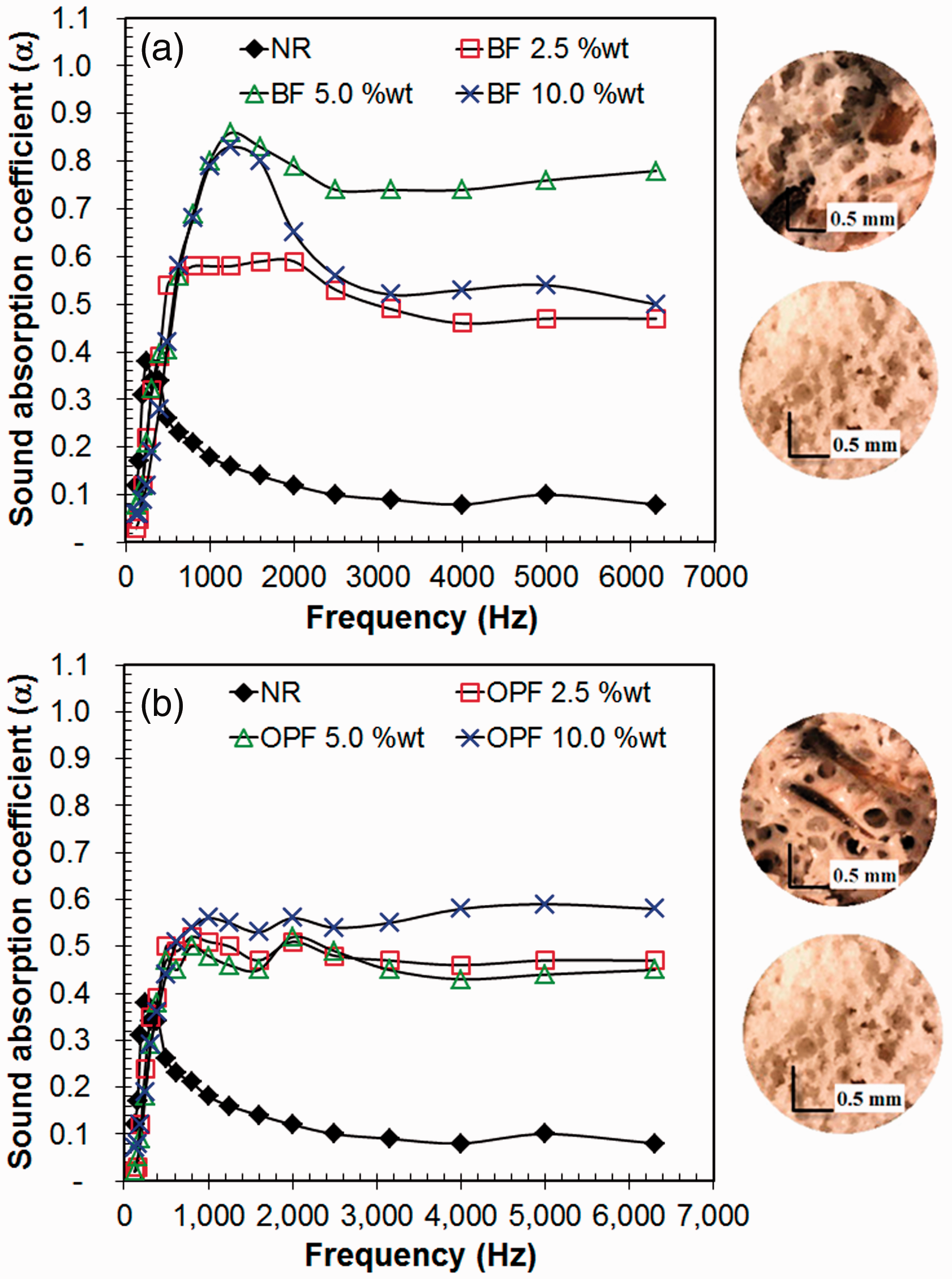
Conclusion
In this work, the optimal conditions for NaOH treatment of BF and OPF were studied by measuring the aspect ratio and morphology of the natural fibers. Sound absorption efficiency of NR foams was improved by using treated BF and OPF and the effects of fiber type and content on sound absorption properties were assessed by investigating cell size, cell distribution, number of foam cell per unit volume, cell morphology, SAC and viscoelastic behavior. The results suggested that the most suitable concentration of NaOH for both BF and OPF was 10%wt. NaOH and the most suitable treatment times for BF and OPF were 30 and 10 min, respectively. These surface treatment conditions were selected to prepare specimens of NR composite foams. Average cell size of composite foams decreased with addition of treated BF or OPF at low fiber content and then trended the opposite direction with fiber content of 5–10%wt. The number of foam cells per unit volume in the composite foams was found to correspond well with the results of average cell size. The addition of natural fiber increased SAC values especially at medium and high frequencies. Treated BF improved the sound absorption efficiency of NR composite foams more than treated OPF. This was because of the effect of fiber itself on sound absorption property and a higher number of foam cells for the addition of treated BF compared to that of treated OPF. In addition, the high elastic behavior of NR/treated BF composite foams enhanced sound absorption efficiency at medium and high frequencies. NaOH treatment increased the surface roughness of BF and OPF and this improved the interfacial bonding between the NR and natural fibers and enhanced sound absorption efficiency. Poor fiber dispersion reduced the sound absorption efficiency of composite foams.
Footnotes
Acknowledgments
The authors would like to express their thanks to Rajamangala University of Technology Phra Nakhon (RMUTP) and King Mongkut’s University of Technology North Bangkok (KMUTNB) for providing equipment and technical assistance throughout this work.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank Rajamangala University of Technology Phra Nakhon (RMUTP) for financial support (Research Grant Code: 58110504/2) throughout this work.