
Abstract
In the mineral processing, mining, oil and gas industries, it is not uncommon to find mechanical components exposed to degradation and wear from slurries. Polymeric matrix composites (PMCs) are considered as potential alternatives to replace metallic materials in such severe environments because of their high strength to weight ratio, ease of production, high wear resistance and good corrosion/chemical resistance. Often, seemingly erratic wear behaviour is observed making preventive maintenance and time-to-failure difficult to manage. A major culprit is the complex physical and chemical interaction with the slurry, such as exposure to high temperatures, high alkalinity, high slurry density, insoluble inorganic contents, high hardness of suspended particles and humidity. It is well understood that the addition of reinforcing fibres greatly improves the stiffness and strength of polymeric matrix composites. However, the effect the reinforcement has on the wear performance is far less established and a framework to analyse the effect of fibre volume fraction is yet to be established. The difficulties in establishing such a framework lay in the multi-factorial contributions and the potential trade-offs with mechanical performance. This makes it much more difficult to isolate clear trends. The objective of the present work is to present a comprehensive review on the influence reinforcing fibres play on wear behaviour of PMCs. The influence of fibre volume fraction on wear performance of polymeric composites reinforced with man-made fibres is presented. The applied load, fibre length, coefficient of friction and chemical treatment of fibres are analysed with respect to wear performance of PMCs. Future trends in the use of fibre-reinforced polymeric composites in wear critical applications are identified. Research gaps in designing composites for wear applications are explained, aiming at motivating future research to address these gaps.
Keywords
Highlights
• The wear performance of fibre-reinforced polymer composites has been thoroughly investigated. • The influence of fibre volume fraction on the wear behaviour of composite materials is explained and analysed. • Lubricants and nanofillers have a key role in improving the wear resistance of polymeric composite materials. • The relationships between the sliding distance, sliding velocity, sliding force and chemical treatment of fibres and wear behaviour of materials are investigated. • Future trends about the enhancement of wear characteristics of composite materials are introduced.
Introduction
The widespread use of polymeric composite materials in aircraft and aerospace industry, automotive industry, sports goods, marine, biomedical applications, protective equipment or structural applications is typically motivated by excellent strength to weight characteristics.1–4 Over the last two decades, a trend towards the application of polymer matrix composites in wear applications can be observed. Wear is a crucial problem that leads to severe damage, deformation or gradual removal of materials and hence, malfunctions or failure of components. This problem is complex in nature as it is related to other physical properties such as stiffness, hardness and fatigue resistance of materials. Therefore, selecting and designing composite materials to resist wear becomes an asset in all industries plagued by wear.
The combination of the polymeric phase and the reinforcement phase can achieve other performance enhancements such as improved toughness, higher fracture resistance, improved fatigue strength, corrosion resistance and high creep resistance.5–8 For the sake of improving product performance, weight reduction of components whilst maintaining the strength or stiffness targets is the primary interest in most applications, since the inception of advanced composite materials technologies. This trend is driven by concerns relating to economical use of fuel, environmental safety and product reliability.9–11 Polymeric matrix composites (PMCs) tailor and combine the optimum characteristics of their constituents, that is, (i) high strength and stiffness of the reinforcement, (ii) toughness and ductility of the matrix phase. A majority of examinations have been carried out on polymeric composite materials for the sake of improving their mechanical characteristics. On the other hand, particulate-reinforced composites or short discontinuous fibre systems, particularly with a thermoplastic matrix, are not able to compete with their continuous fibre systems in terms of stiffness and strength. The particulate-reinforced composites have the advantage of being manufactured into complex geometries by injection moulding, hence enabling mass production of thousands of products daily. Polymeric composite materials are widely utilized in several industrial applications, and a large body of research has focused on enhancing the mechanical (tensile, compression, fatigue and wear), thermal and chemical behaviour of polymeric matrix composites.12–15 The primary consideration during designing to manufacture a part of polymeric reinforced composite material is to evaluate the basic mechanical characteristics16–18 such as strength, ductility, formability, machinability, weld-ability, hardness and wear resistance. The improved mechanical characteristics become an asset that provides extended life of parts, enhanced performance capabilities, reduced repair activities, minimizing running costs and optimized productivity rates. It is found that a crucial but yet far less investigated research area is the influence of fibre volume fraction on wear which can significantly enhance the wear performance of polymeric-reinforced composite materials. This is proved in Figure 1 which shows the number of research articles published in the wear performance of materials at variable fibre volume fractions for the period between years 2000 and 2020. The total number of research articles published in the last 20 years, where the term ‘wear’ appears anywhere in the article and the term ‘fibre volume fraction’ appears in the title, abstract or keywords, is just 193. Nevertheless, the overall number of research articles on wear in the same period is 184,770. Published research articles during 20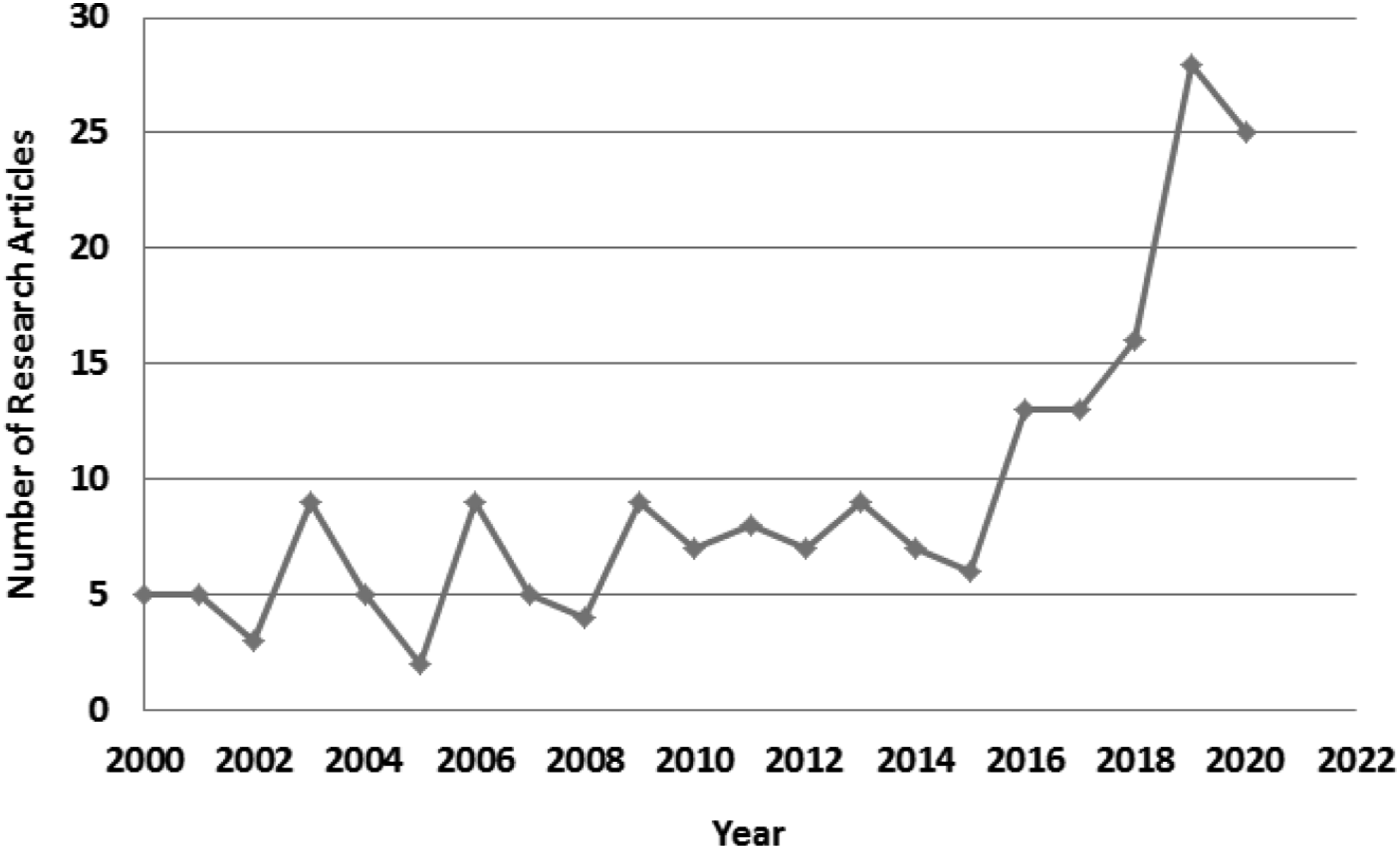
In order to satisfy the requirements of several applications, particularly wear-related applications, fibre-reinforced composites have been found to be beneficial because of their possibilities to tailor their microstructure, composition and hence their wear and friction performance. In this review, the investigations will be angled towards fibre types and matrix types with respect to wear performance of polymeric composites. Therefore, it is a key advantage of composite materials that the designer has a large design freedom and can tailor constituent properties, laminate and manufacturing processes to a given application. At the same time, the near infinite numbers of permutations make it difficult to identify trends and make the appropriate design decisions. This is particularly true when it comes to wear aspects of polymer matrix composites, where this number of permutations has led to a very fragmented research landscape where it is difficult to identify trends. We are attempting to identify the key trends and knowledge gaps henceforth.
Polymers containing reinforcements or fillers are increasingly being used in several industrial applications, in which wear and friction are of a primary asset. Examples of typical applications include brakes or clutches, in which low wear combined with high friction is required, whereas for another application, such as in sliding elements, low wear and friction are required. Polymeric materials are also used in other important applications as in rolling members in machines, bushings of moving parts in severe environments, high-precision bearings’ cages and shock absorbers, windshield wiper motors, door hinges and steering shaft joints in the automotive industry. In order to enhance the lifetime of polymeric composites in the different wear applications, different kinds of lubricants are introduced during the manufacturing of parts. Also, lubricants facilitate the manufacturing process by boosting the polymer’s processing window and thus reducing the production cycle time. Typical examples of internal lubricants include EVA wax, esters (low esterification) and fatty alcohols while common external lubricants include esters (high esterification), PE waxes, metal soaps, paraffin, fatty acids and amides.19,20 Lubricants such as molybdenum disulphide, graphite and polytetrafluoroethylene could be used to engineered plastics for the sake of reducing the friction coefficient between the sliding members such as bearings and gears. Most research has concentrated on the mechanical property profile of polymeric composite materials, that is, their toughness, stiffness, strength and ductility characteristics.21–25 or their long-term behaviour, such as creep resistance or fatigue crack propagation.26–30 There is very limited research on how the different types of reinforcements influence other crucial characteristics, as the polymeric composites’ wear and friction behaviours, although it has been proved that fibre-reinforced composites; both classes: thermosets and thermoplastics are usually utilized as dry slide bearing, gears and seals materials. Both applied investigations and fundamental studies have led to the conclusion that wear and friction performances are not individual material characteristics, but are dependent strongly on the overall tribological system, including the microstructure and composition of the functioning materials, the speed and stress conditions involved, in addition to other factors of the tribological system employed. 31
In contrast to the majority of research and reviews focused on the various enhancements of mechanical properties, this review paper presents a different observation angle and looks at the role fibres play on the wear performance of polymeric composites. The influence of fibre reinforcements in wear behaviour of polymeric composites in different levels of development in the area of material performance has been reviewed. The major influencing factors which affect the wear performance of fibre-reinforced composites are presented. The slurry effect on the progressive wear of polymeric composite materials, particularly in the mineral and mining industries, is reviewed as well. Moreover, the effect of fibre volume fraction on the wear performance of fibre-reinforced composites is thoroughly discussed for man-made fibres. Since, there is very limited and incomplete research conducted to investigate the effect of fibre volume fraction on the wear behaviour of fibre-reinforced composites, the goals of this review paper are to demonstrate the available knowledge, to critically review the scientific outcomes and to identify the knowledge gaps. However, the influence of filler materials on wear performance of polymeric composites will not be explained in full details in this work. This works aims to support research and development in manufacturing fibre-reinforced polymeric composites that possess enhanced wear and tribological resisting properties under several operating environment surroundings. Additionally, the future prospects of the fibre-reinforced composites are deliberated for the sake of encouraging further research and development by industry and academia.
Analysis of wear performance of man-made fibre-reinforced polymeric composites
Polymeric matrix composite materials can be classified into matrix phase and reinforcement phase. The reinforcing fibres provide strength and stiffness to the polymer, and they can either be man-made fibres or natural fibres.32–34 The natural fibres are derived from animals and plants which have been used for many centuries. The most common examples include cotton, leather, silk, wool, banana, coir, jute, rubber, lignin, nails, skin and hair. On the other hand, the man-made fibres are made by humans through processing techniques. The common examples include glass fibres (GFs), carbon fibres (CFs) and aramid fibres (AFs). The matrix phase is classified into thermoplastics, thermosets and elastomers. Thermoplastic materials undergo a reversible phase transition by heating and cooling. They can consequently be re-moulded and re-shaped. While the chemical reaction in thermoset materials is irreversible by heating and cooling, they cannot return back to the liquid form. Elastomers have some degree of elasticity that they have the properties of rubber in terms of elasticity and flexibility. The loosely, long randomly coiled cross-linked elastomers can be easily stretched, but return to their initial geometries after the deforming stress or force is taken away. They possess viscoelastic behaviour (i.e. both elasticity and viscosity) and have very low intermolecular forces, which lead to high fracture strain and low modulus of elasticity when compared to other candidate materials. The fibre-reinforced polymeric composite materials are in high demand because of their high strength, corrosion resistance, wear resistance and feasibility of manufacturing at relatively low production costs.35–37
The strength of polymeric composites can be greatly improved by the addition of compatible reinforcing particles that can range from the nano- to the macroscale. The strength of nano-reinforced particles in the polymeric materials shows high performance in different operating conditions. Several research works showed that the additives added to the matrix phase lead to noticeable enhancement in properties which lead to opening a new room of applications for the same family of materials that could not achieve these requirements without the presence of additives as toughening agents or surface agents.38–42 Additionally, further developments have shown that special improvements are noticed when using smaller reinforcing dimensions (so-called nano-composites), which cannot be reached with conventional fillers. The particle size and extent of surface area are generally proportional, either directly or indirectly to the performance of the polymeric matrix composites. The structure of the material under these conditions is composed of a relatively large interface between the nanoparticles and the polymer matrix, which leads to an improved mechanical performance of the composite in comparison to the conventional composite system that has the same volume fraction of reinforcements.43–45
Additionally, polymeric materials can be reinforced with micro or nanofibres which are either chopped multi-filaments that are woven into fabrics and other types of processed textiles or continuous multi-filaments. Consequently, these man-made or natural fibres are integrated into the polymeric phase by pressing, extrusion, stamping or injection, and then the part is post-cured to produce the finished product. The prepared parts can be utilized as end products or may undergo further processing. During the manufacturing of polymeric matrix composites into finished products, usually the properties of the composite part change by the variation of the manufacturing process.46,47 These processes include injection moulding, compression moulding, resin transfer moulding, hand lay-up, spray lay-up, filament winding, pultrusion, vacuum moulding and hybrid processes. Therefore, after manufacturing a prototype of a composite part or a product by a new or a developed process, the mechanical properties of that part should be tested in order to validate the manufacturing process, for the sake of fulfilling the design specifications of the end product.
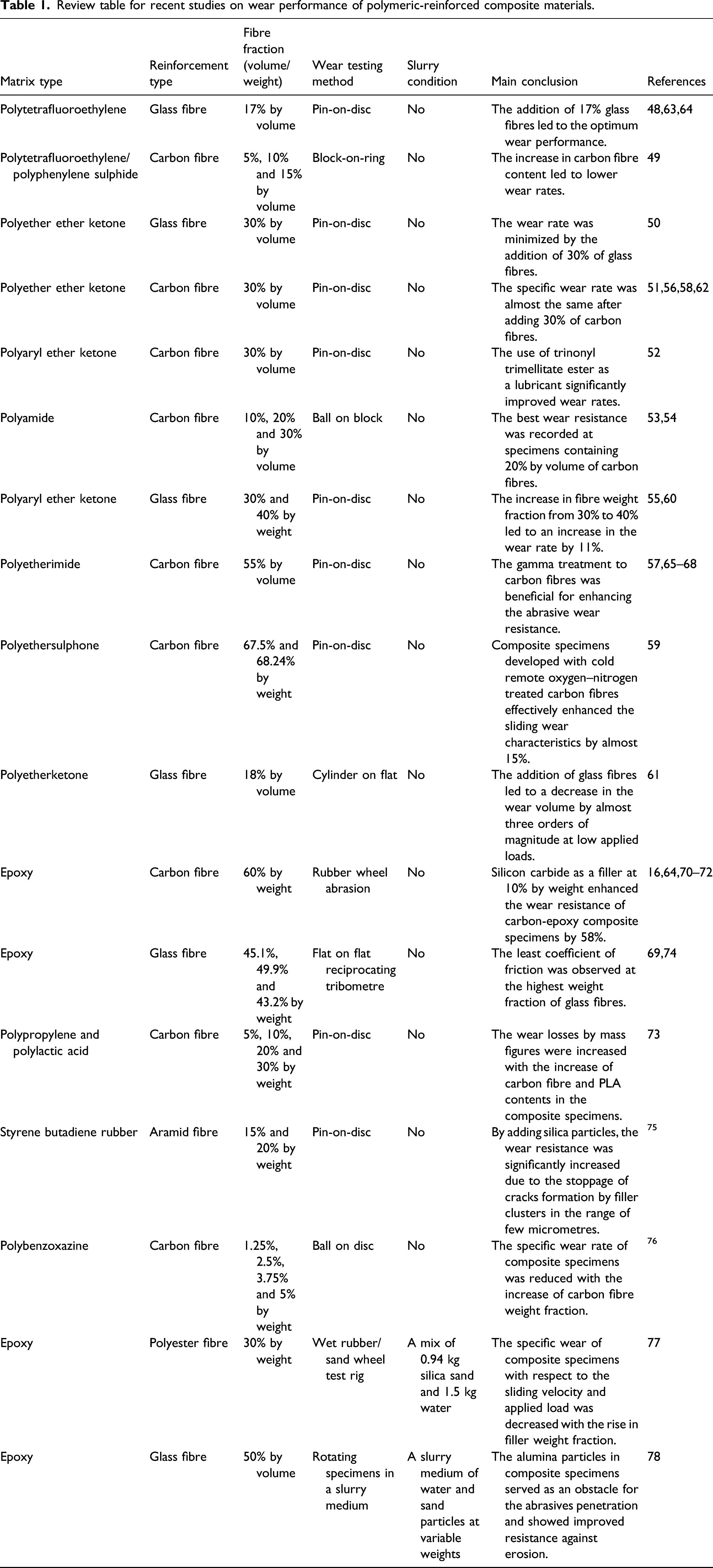
Review table for recent studies on wear performance of polymeric-reinforced composite materials.
Wear types and testing methodolody of fibre-reinforced polymeric composites
There are several forms of wear, which include adhesive wear, abrasive wear, corrosion wear, fatigue wear, fretting wear and cavitation wear. However, the focus in this research is angled towards the tribology and does not consider corrosion and cavitation forms of wear. Each wear type has implicit problems and features which can be influenced by materials, surface finish, lubricants and other wear-related parameters. The surface damage and/or material loss are the possible occurring mechanisms of wear. Therefore, wear is a multidisciplinary problem that involves several factors, namely, material properties, interfacial adhesion, applied loads, generated heat and coefficient of friction.30,79,80
Tribology is the science of studying moving surfaces in contact. When two solid surfaces contact in a relative motion, wear due to friction occurs while considering the lubrication effect between the moving surfaces. Moreover, friction is an interfacial phenomenon which is truly interdisciplinary, integrating mechanics, chemistry, physics, thermodynamics and materials science of the two bodies in contact. Polymeric materials are being increasingly used in tribological applications because of their wear resistance, elasticity, low friction and accommodation to shock loading. Friction is a very general phenomenon in mechanical components which can be decreased or increased based on the operating parameters and sliding pairs. The frictional force is governed by the occurring mechanisms in the thin surface layers of mating elements. The difference observed in friction between polymeric and metallic friction can be attributed to the visco-plastic and viscoelastic behaviour of polymeric materials, arising from the dissipation of mechanical energy into heat, which is another source for elevated temperature and corresponding material degradation. This is in addition to the elastic-plastic behaviour of metallic materials, respectively.
The friction in a sliding contact between two mating surfaces generates heat, which in turn increases the contact area temperature, and this leads to a deficiency in the mechanical characteristics of the polymer matrix. The thermal conductivity for most of polymers is very low, and the variation between them is narrow, mostly between 0.1 and 0.5 W·m−1 ·K −1; this is because of the existence of defects such as entanglements, polymer chain ends, random orientations, impurities and voids. These defects serve as sites of stress concentration and phonon dispersing points for heat transfer, which directly affects the thermal conductivity. The same polymer may consist of amorphous regions where the polymer chains are entangled in a random fashion and crystalline regions where the chains are neatly aligned. In case the amorphous regions are more than the crystalline regions, a low thermal conductivity is expected due to the localized vibrational modes in the polymer. Hence, the thermal conductivity can be improved by enhancing the alignment of polymer chains, which can be done by using electro-spinning, nano-scale templating and mechanical stretching. For wear applications, a high temperature resistant polymer that possesses high toughness is generally beneficial in order to achieve high wear resistance property. Moreover, the tribological characteristics of polymeric composites can be modified by the incorporation of other thermally conductive additives, including micro and nano particles. This result has been demonstrated by several researchers.81–83 Nevertheless, the optimum effects for minimizing both, the wear rate and the coefficient of friction, can only be accomplished84,85 if the additives used are compatible with the matrix material and possess high wear resistance property, as illustrated in Figure 2. Polymeric composite materials’ properties for wear applications.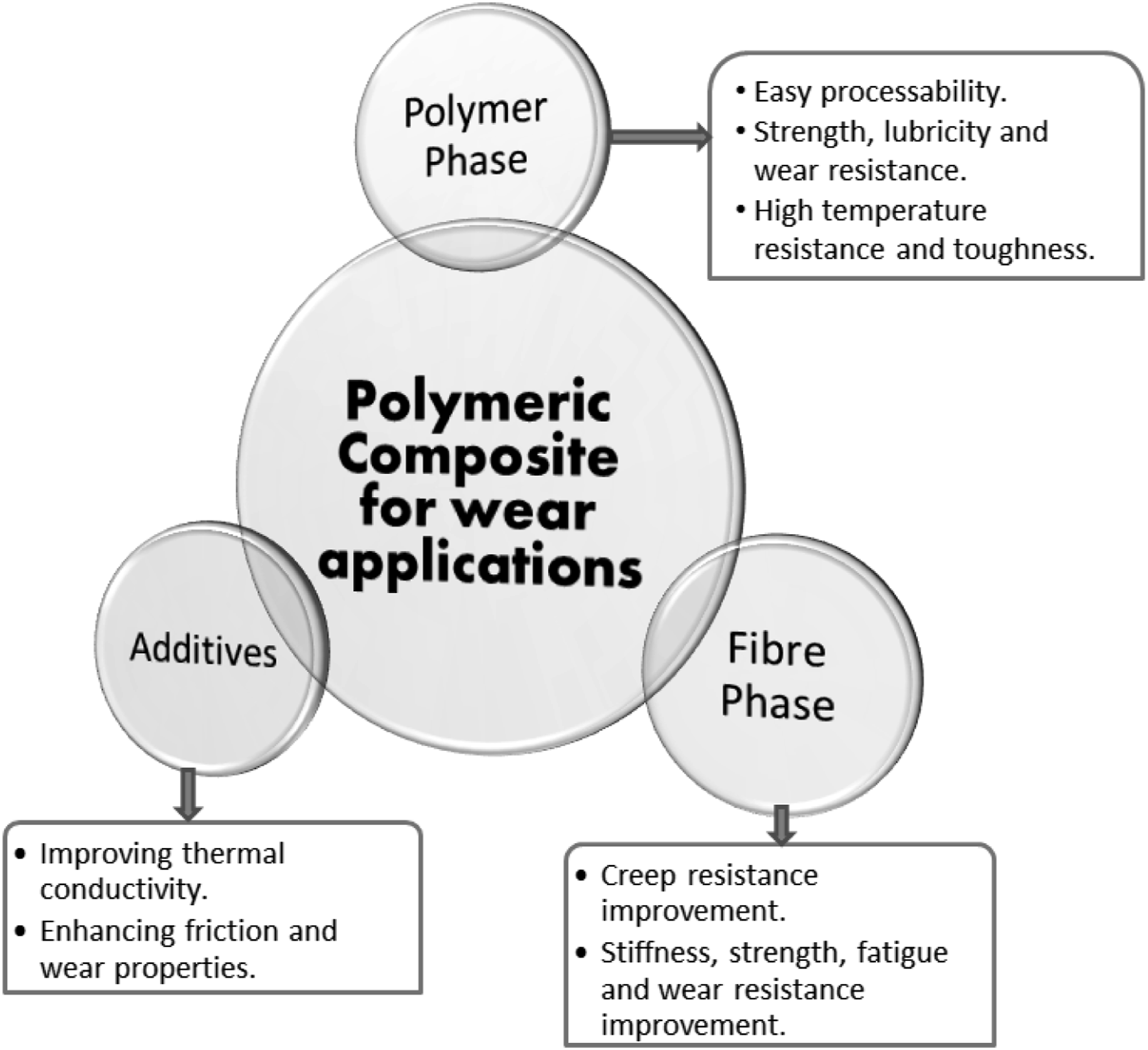
Lubricants as additive materials are divided into two groups: external and internal lubricants, and they are added to composite materials in order to minimize the coefficient of friction between sliding parts such as bearings and gears. The internal lubricants minimize the friction between the molecular chains, while external lubricants minimize the adherence between metal surfaces and polymer, which help in minimizing the processing temperature. In general, lubricants also decrease the friction between filler–metal, filler–filler and polymer–filler interfaces. Combined lubricants are used in some applications to provide mutual effects of external and internal lubrication.
Wear testing methodology
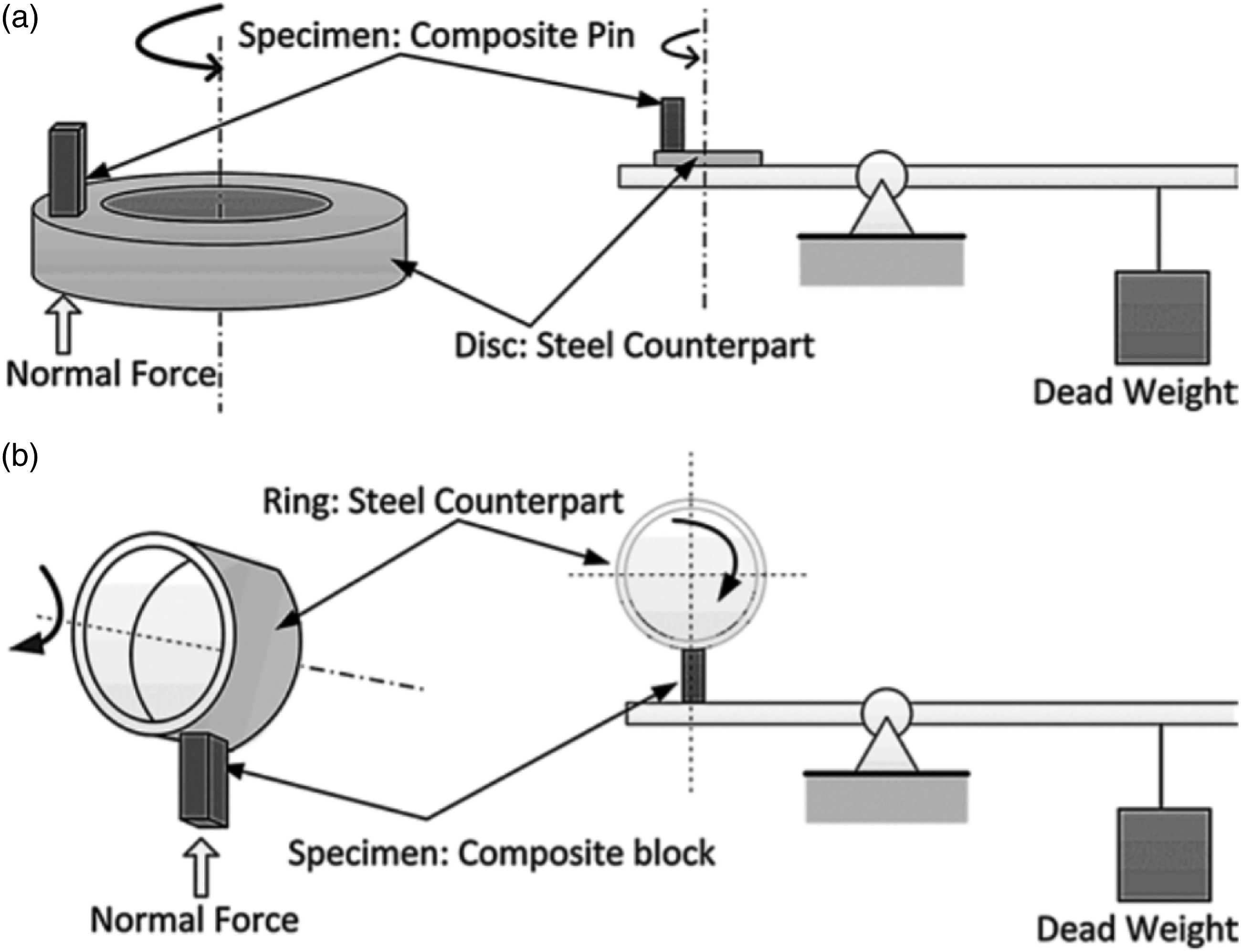
The wear rate can be examined using a pin-on-disc apparatus, as seen in Figure 3(a). The pin-on-disc wear testing is designed in conformity with the ASTM G99 standard. The test piece with a size of 10 mm x 10 mm x 20 mm is subjected to a counter-face that exhibits a constant contact area during the examination.86–89 The test piece is set horizontal and perpendicular to a rotating counter-face material while applying a sliding force. The typical operating factors of the pin-on-disc test includes the sliding distance, the sliding force, the sliding speed, sliding conditions (wet or dry) and contact conditions (adhesive or abrasive). The sliding wear tests of the specimens are carried out on several wear equipment and the two common types are pin-on-disc and block-on-ring, which are represented in Figure 3.
79
Demonstration of wear test equipment principles: (a) pin-on-disc and (b) block-on-ring.
79
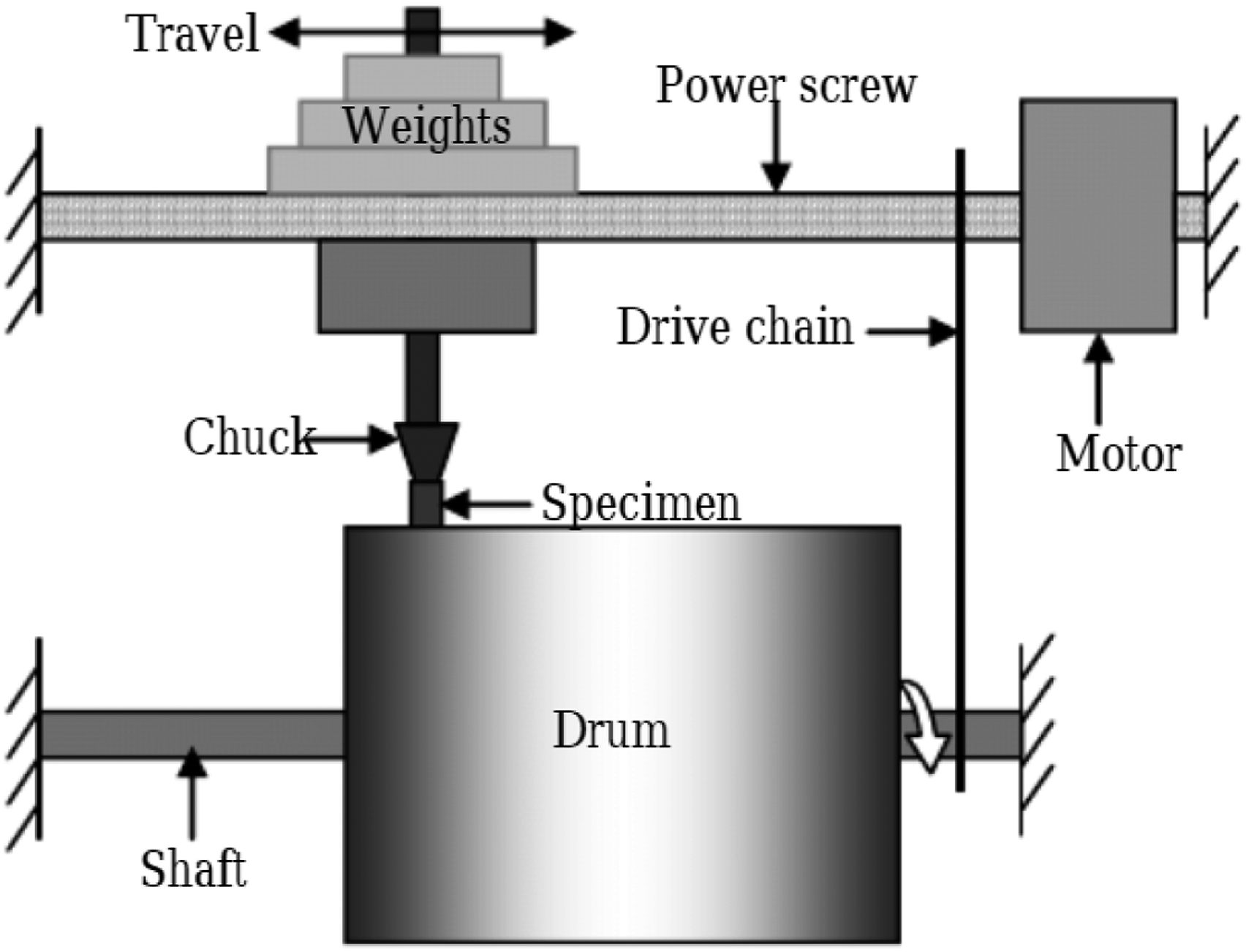
The pin-on-drum wear testing is illustrated in Figure 4. The test rig is designed according to the ASTM A514 standard. The specimen diameter and height are 6.35 mm and 30 mm, respectively. The sample linearly travels with the aid of a power screw while the drum spins at a certain speed by the action of the drive chain.90,91 A speed controller that is integrated at the motor system is used to control the speed of the drum and the sample. The test can take the abrasive form in case an abrasive paper is coated on the drum, while the test form can be adhesive without using an abrasive paper. Additionally, the material of the drum can be different such as aluminium, mild steel, stainless steel and cast iron, which vary according to the convenience to real time application conditions. This test simulates the wear in applications such as sliding of products on conveyor belts or rollers. Demonstration of wear test equipment principle: pin-on-drum.
90
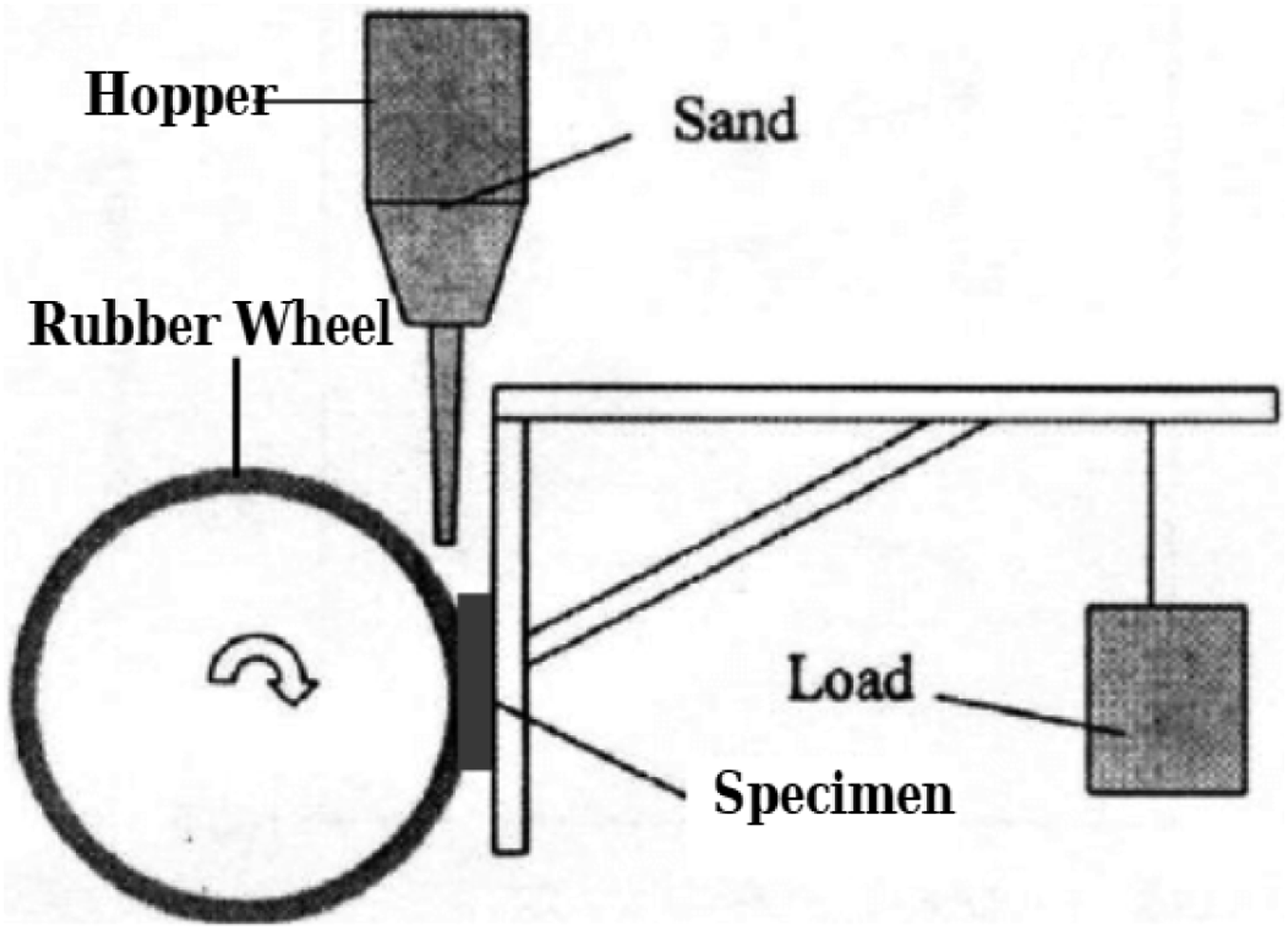
The dry sand rubber wheel wear test is demonstrated in Figure 5. The test apparatus is designed according to the ASTM G65 standard where the required sample dimensions are 70 mm x 20 mm x 7 mm.92–94 The test is abrasive as it involves the presence of sand particles in the rubbing zone. The rubber wheel is in touch with the sample during the application of the load. At a given flow rate, sand particles that can be coarse, grain or fine are introduced to rub the sample during the course of the wear test. The flow rate can be a variable factor which is controlled through the exit diameter of the hopper. The common applications of this test are to assess the wear behaviour of bushes, rollers, bearings and tire treads. Demonstration of wear test equipment principle: dry sand rubber wheel.
92
The erosion wear test in a three-body wear condition is conducted using a high speed slurry-pot wear tester93,94 as presented in Figure 6. It simulates conditions in industrial slurry processes and is also a convenient way of comparing abrasive materials and their effects on the erosion wear. The high speed slurry-pot consists of a motor-run rotating shaft to which the sample holders are attached in four different levels. The slurry-pot wear tester.
95
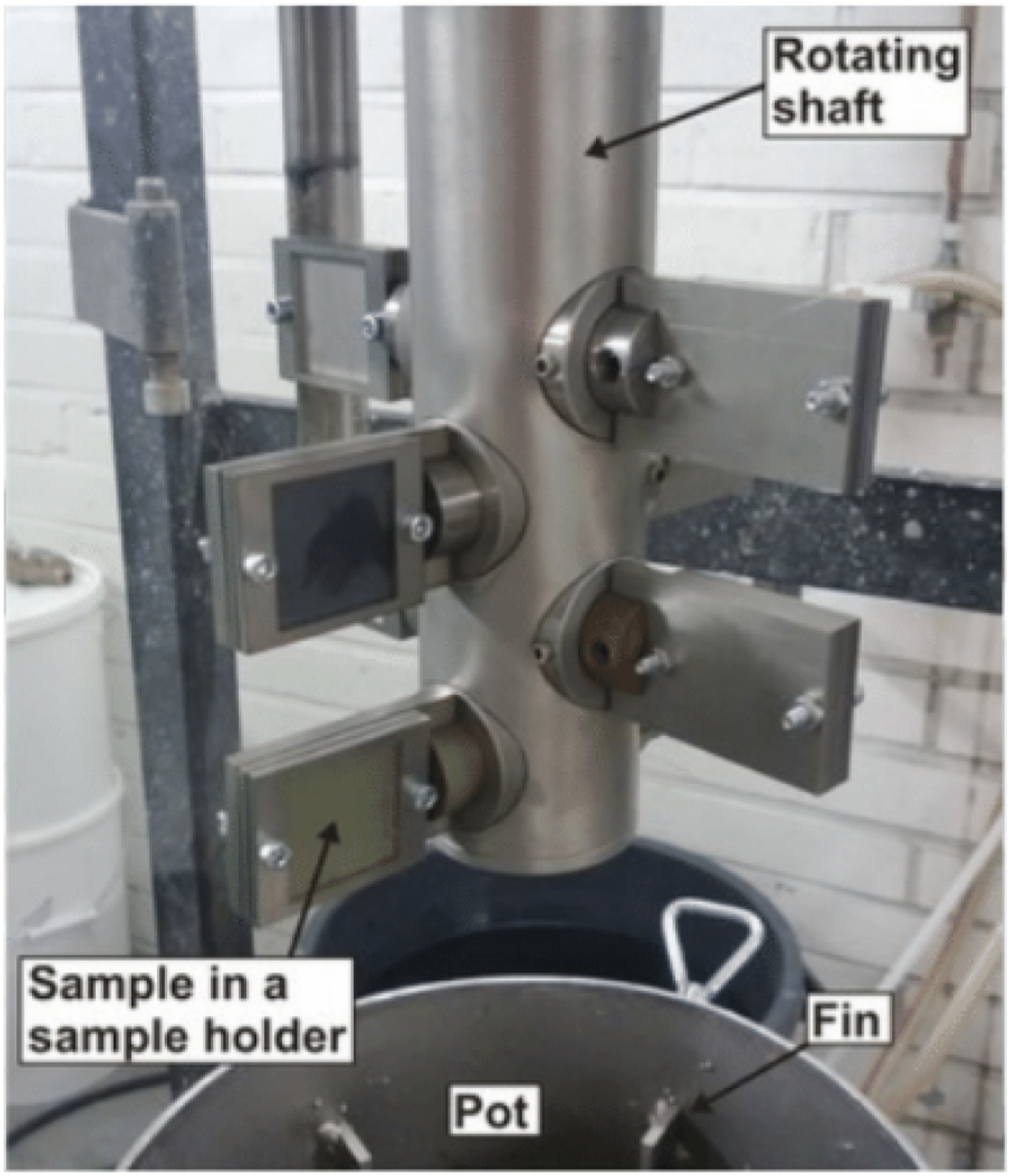
The velocity of particles and the wear rate of materials vary among the different levels. Hence, each specimen needs to be examined through the available specimen levels during the experiment in order to develop a consistent total wear rate for the specimens. The slurry consists of abrasive particles in water. There are various types of abrasive particles which can be utilized such as copper ore, quartz, chromite, tailings and zinc concentrate.95–98
The particles’ speed and the wear of materials vary in the different sample levels. Therefore, each sample is rotated through the four sample levels during the test in order to produce a similar total wear rate for all the samples. Different types of abrasives can be used such as quartz, chromite, zinc concentrate, copper ore and tailings.95–98 The slurry contains abrasive particles, and water. The slurry temperature can be increased by heating coils from room temperature to 95°C. The temperature of the slurry can be continuously monitored during the test with the use of thermocouples.
Evaluating wear rate in polymeric composite materials
Wear is evaluated by the quantity of mass or volume lost and the state of the wear surface to surface contact during the wear event. The degree of wear is described by wear coefficient, wear rate or specific wear rate. The wear coefficient is defined as a physical coefficient utilized to characterize, measure and relate the materials’ wear taking into account the hardness, applied load and wear rate of materials. The wear rate is represented by the volumetric loss of material per unit distance, which is measured in m3/m while the specific wear rate is represented by the volumetric loss of material per unit load per unit metre, which is measured in m3/Nm. From a material point of view, the wear test is conducted to assess the wear behaviour of a material so as to identify whether the material is suitable for a particular wear application or not while from an engineering point of view for material surface properties, the test is performed to investigate the potentiality of using a specific surface engineering technology for the sake of minimizing wear for a certain application. Also, the wear performance of materials can be improved by optimizing the processing parameters which lead to enhanced surface treatment conditions. The calculated data from the wear test, allows measurement of the specific wear rate Ws and the coefficient of friction µ by the equations (1) and (2)
99
as follows

The polymer composite samples are prepared before testing by being cut into pins of a consistent cross-sectional area. In order to minimize the running-in time, specimens are usually pre-worn with a coarse grinding paper against the disk counterpart, followed by a careful cleaning with ethanol. By following this procedure, the surface roughness of all specimens will be almost constant and the parallelism error will be unified among all specimens, which improves the reliability of the test results.
For several tribological examinations, polished and hardened carbon steel disks act as a counterpart. It is utilized for bearing applications because of its various benefits such as high strength and purity, flexibility in the heat treatment and possibility for hardening without carburizing. The specific wear factor or wear rate is one of the material properties which helps in selecting the appropriate materials for applications requiring wear resistance of specific limits. In case the depth wear rate is not affected dramatically by the changes in the sliding velocity (V), or the normal contact pressure (P), the relationship between the depth wear rate and the multiplication of contact pressure by the sliding velocity should be linear, in accordance with equation (3)
99

The wear rate evaluation is illustrated schematically in Figure 7 for two polyaryletherketone (PAEK) composite materials, reinforced with glass fibres and containing graphite at 10% weight fraction.
100
Sample CN contains nano-mica as a filler material and sample CM, contains micro-mica as a filler material. The wear factor plateaus initially until a PV threshold product is reached after which the wear factor deviates sharply from being steady that means it becomes not independent from the PV product anymore. Then, the wear rate goes up exponentially, which means that the maximum load bearing capacity of the material at a given speed is exceeded. Relationship between wear rate and PV value for CM and CN composite.
100
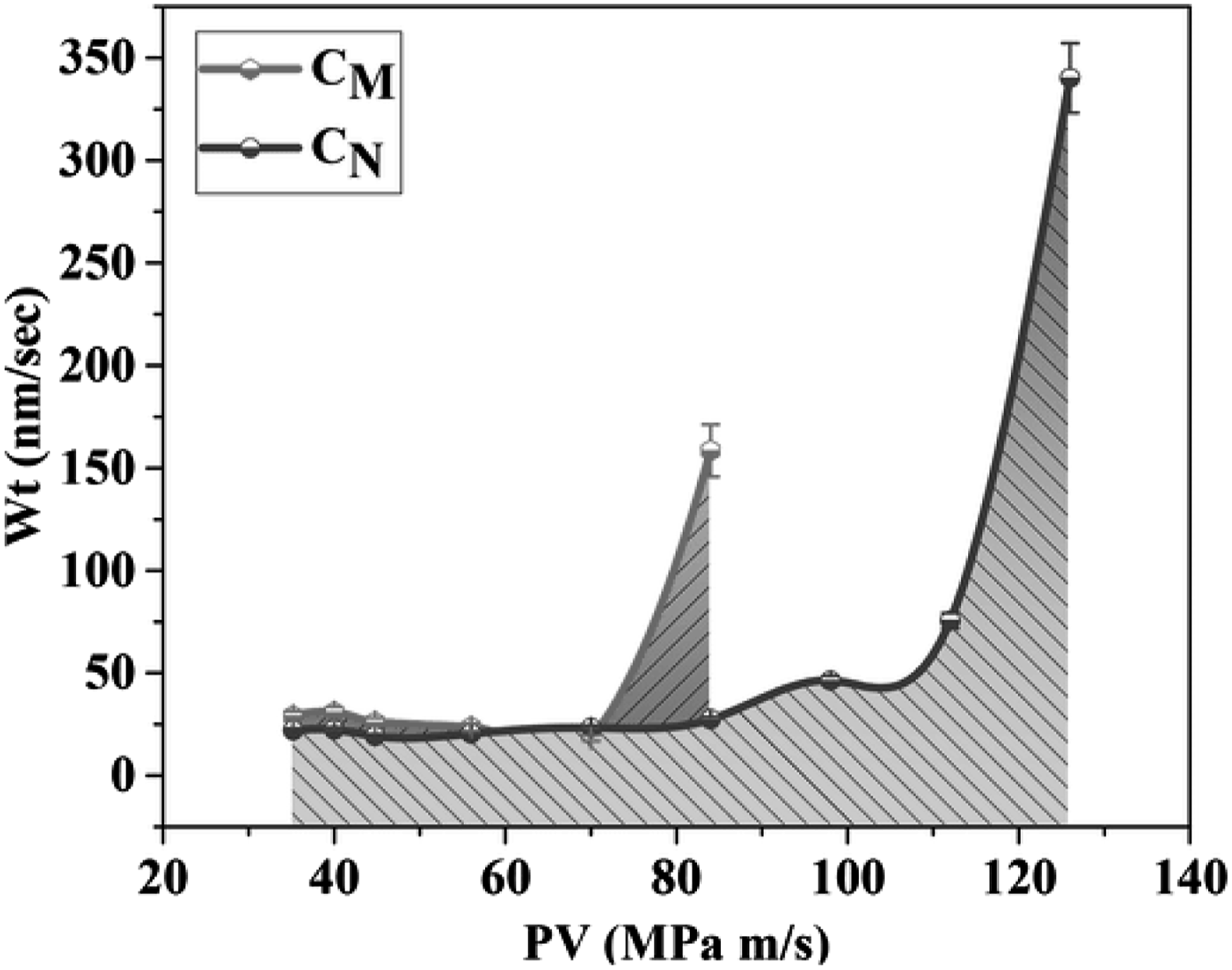
In the previous curve, we can find that the particle size alone played a significant role in improving the depth wear rate because for the same composite, the critical limit of the PV product, measured in MPa m/s, was shifted from 70 to over 110 by adding nano-mica instead of micro-mica. Consequently, it is usually the aim of researchers to design composites with a reduced initial wear rate (plateau of the curve) as well as pushing the critical PV product to higher values, by the incorporation of compatible reinforcing materials and fillers in the polymeric phase. For the design engineer, the depth wear rate is a useful component for estimating the height loss of a composite material at different velocity and pressure conditions.55,100–103 Therefore, it can help in evaluating the wear rate and predicting the required repair periods to overcome the catastrophic failures of machine components due to wear.
Fibre volume fraction influence on wear behaviour of polymeric composites
Fibre strengthening sometimes enhances the resistance of the material to the initiation and propagation of fatigue cracking or subsurface cracks giving decreased ploughing by the counter-face asperities. Also, an adequate percentage of a solid lubricant can be added to improve the interface friction between the matrix phase and reinforcement phase.
Figure 8 presents a classification of polymeric matrix composites by matrix and reinforcement phases. In the following two sections, this classification will be used to demonstrate and assess the effect of fibre volume fraction on the wear performance of polymeric composite materials, for man-made fibres. It is worthwhile to mention that the available research on fibre volume fraction effect on wear performance is found to be very minimal. This is somewhat surprising as fibre volume fraction is amongst the properties that can easily be adjusted and is commonly used to achieve the desired mechanical properties. Classification of polymeric matrix composites (PMCs) by matrix and reinforcement.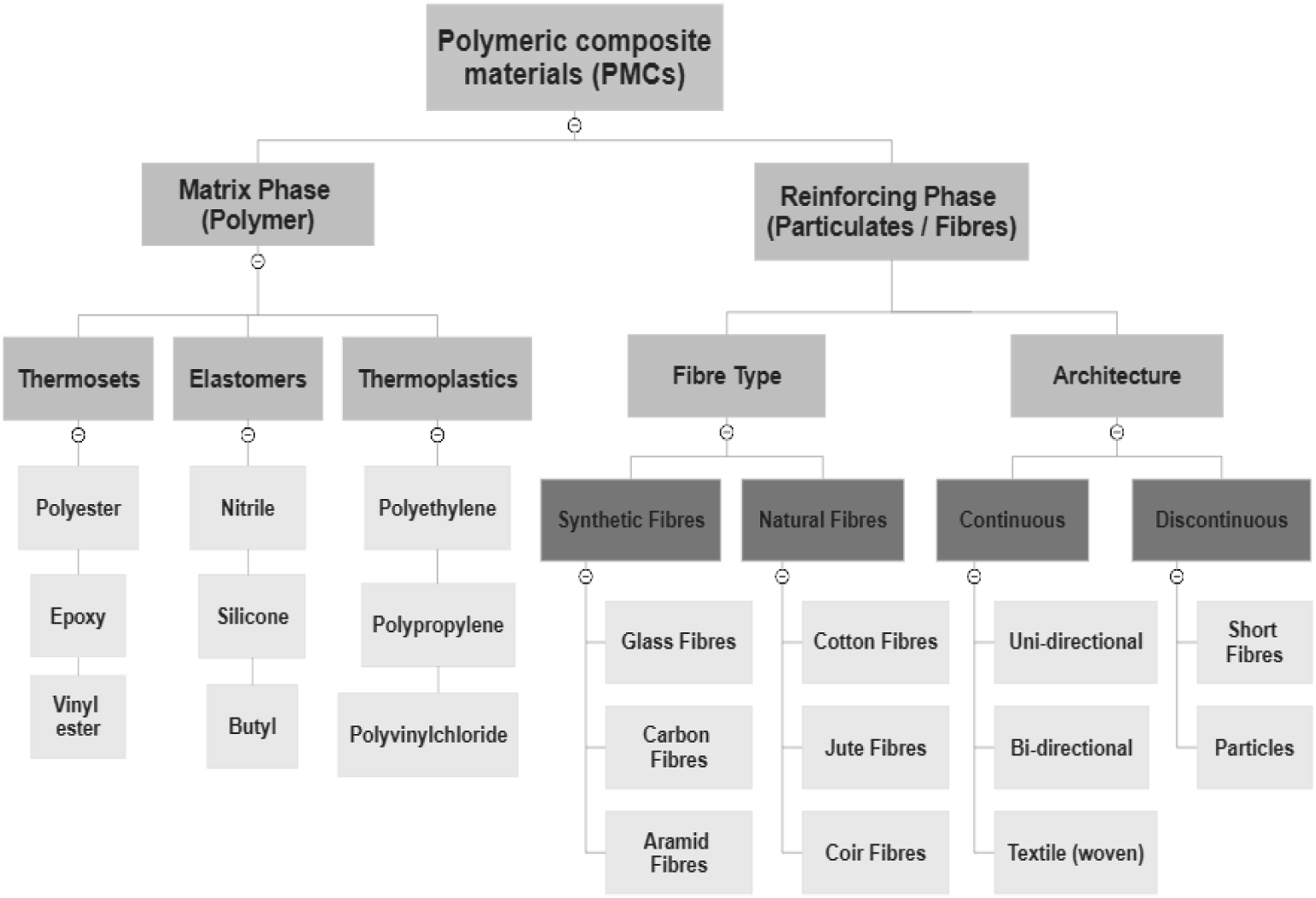
It can be concluded from the survey results in Table 1 mentioned in analysis of wear performance of man-made fibre-reinforced polymeric composites that the most common wear testing method is the pin-on-disc and that the fibre volume fraction ranged between 15% and 40%, with 30% being one of the generic fraction in most of the studies. Controlling and evaluating the fibre volume fraction are crucial steps to ensure the quality of the end product. By knowing the mass of fibres used, the specimen dimensions and its total mass, the fibre volume fraction in the specimen can be calculated. With preparations in a controlled vacuum atmosphere, the specimens can be made essentially void free, which can be verified thereafter by using microscopy or doing a resin burn-off test, according to ASTM D 3171-99. 103
In this section, the effect of fibre volume fraction on the wear performance of polymeric composites reinforced with man-made fibres will be demonstrated under three sub-categories, namely, applied load, fibre length and coefficient of friction.
Applied load
The applied load has a strong influence on the tribological properties of composite materials. A study that focuses on the interplay of fibre volume fraction, applied load and the mean coefficient of friction was conducted by Wei Luo et al. 49 In this study, melt blending was used to prepare self-lubricating polymeric composite materials where the matrix was polytetrafluoroethylene/polyphenylene sulphide (PTFE/PPS) and the reinforcement was short carbon fibres whose length is 3 mm. The fibre volume fraction was varied at 5%, 10% and 15%. The influence of carbon fibre content on dry sliding characteristics of the specimens was studied using a block-on-ring wear test method. The wear test was carried out at ambient temperature (20±5°C and 50% humidity) at 0.42 m/s sliding speed, 15,000 m sliding distance, while applying two different sliding loads which were 200 N and 500 N. The authors found that the addition of 15% by volume of carbon fibres enhanced the flexural and tensile strengths to 2.9 times and 2.8 times, respectively, when compared with the strengths of the unreinforced blends. Additionally, the mean coefficient of friction and the specific wear rate of PTFE/PPS reinforced with 15% by volume of carbon fibres were found to be 0.085 and 5.2×10−6 mm3/Nm, respectively. This represents a 47% reduction of the coefficient of friction and a reduction in wear rate 88% lower compared to the unfilled blend under the same sliding conditions. The incorporation of carbon fibres decreased the wear rates of the produced composites and showed improved self-lubrication characteristics. Moreover, it was found that an increasing carbon fibres volume fraction resulted in an increase in the wear resistance. As was to expect, the wear rate was found to increase by 126% and 150% with increasing pressure (200 N to 500 N) for samples reinforced with 15% fibre volume fraction and 10% fibre volume fraction, respectively. This was attributed to the increased pulverization, ploughing and adhesion forces that led to detaching more carbon fibre from the blended polymers and hence aggravated the wear of composites.
Adrees et al.
104
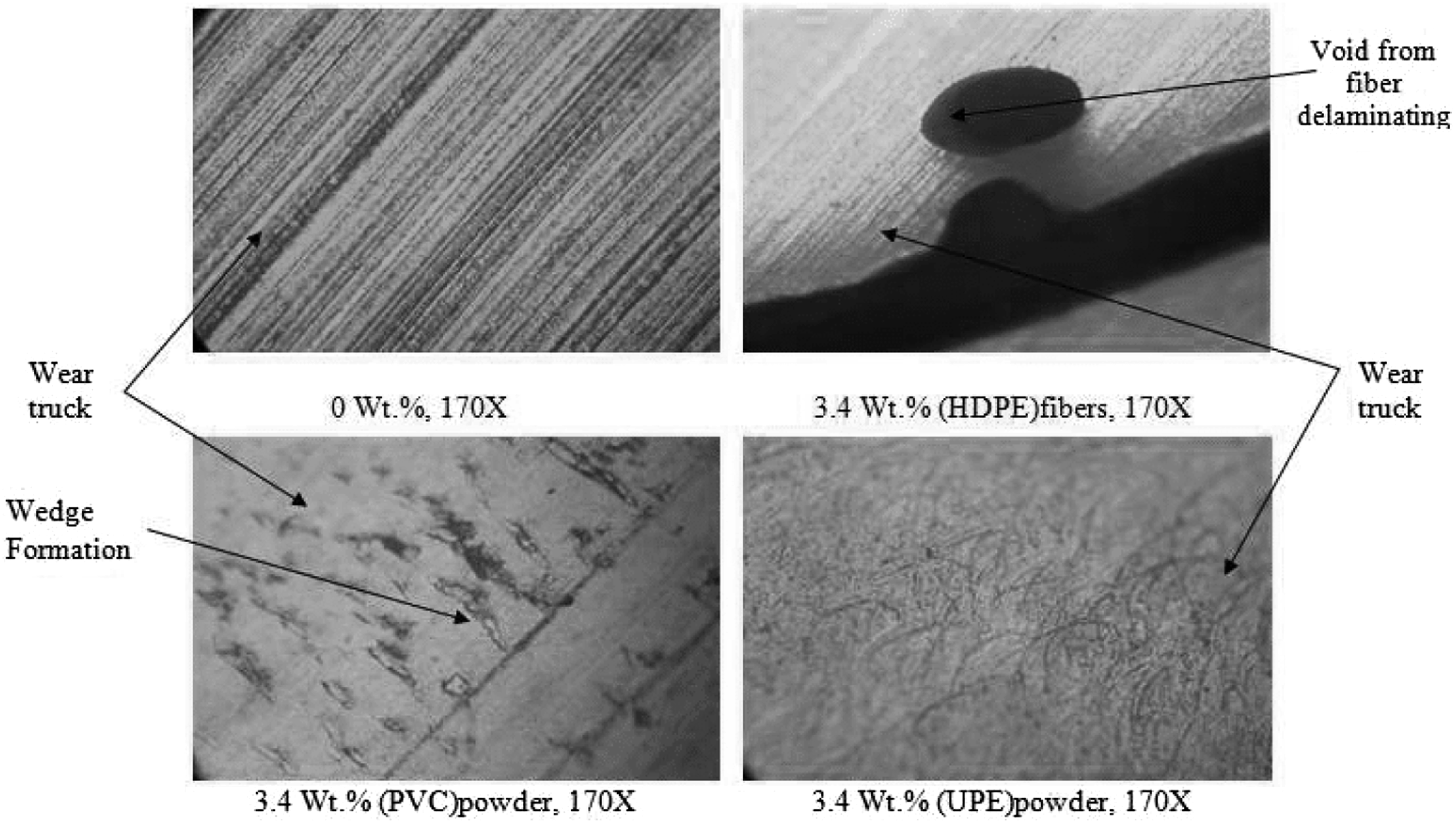
studied the influence of adding polymeric fibres and powders such as polyvinyl chloride, unsaturated polyester fillers and high density polyethylene fibres, on the dry sliding wear performance of unsaturated polyester resin. The fibre weight fraction ranged between 3.4% and 14.8%. Pin-on-disk wear apparatus was used to test specimens under dry sliding conditions and in accordance to the ASTM D 5963 standard. The applied sliding force ranged between 16 N and 32 N, while the sliding velocity ranged between 60 rpm and 150 rpm. The authors found that the increase in weight fraction of high density poly ethylene (HDPE) fibres from 0% to 12% by weight led to a decrease in the wear rate by 4.5 times. They concluded that by increasing the sliding load, a noticeable increase in wear rates was observed in all composite specimens. However, wear rates rapidly increased at higher weight fractions of fillers above 9.5% and 12.2%, for Poly Vinyl Chloride powder and high density polyethylene fibres, respectively. When the sliding speed and the powder contents were increased, the wear rate of unsaturated polyester powder composite was reduced. This leads finally to the microstructure of the composite materials, shown in Figure 9, in which parallel grooves, debris and pits were formed on the specimen’s surface that indicates the abrasion mechanism. Microstructure of unreinforced and reinforced polymers tested at different loads.
104
The dry sliding wear properties of epoxy reinforced with glass fibres composite, filled with both graphite (Gr) and silicon carbide (SiC) were studied by Basavarajappa et al.
105
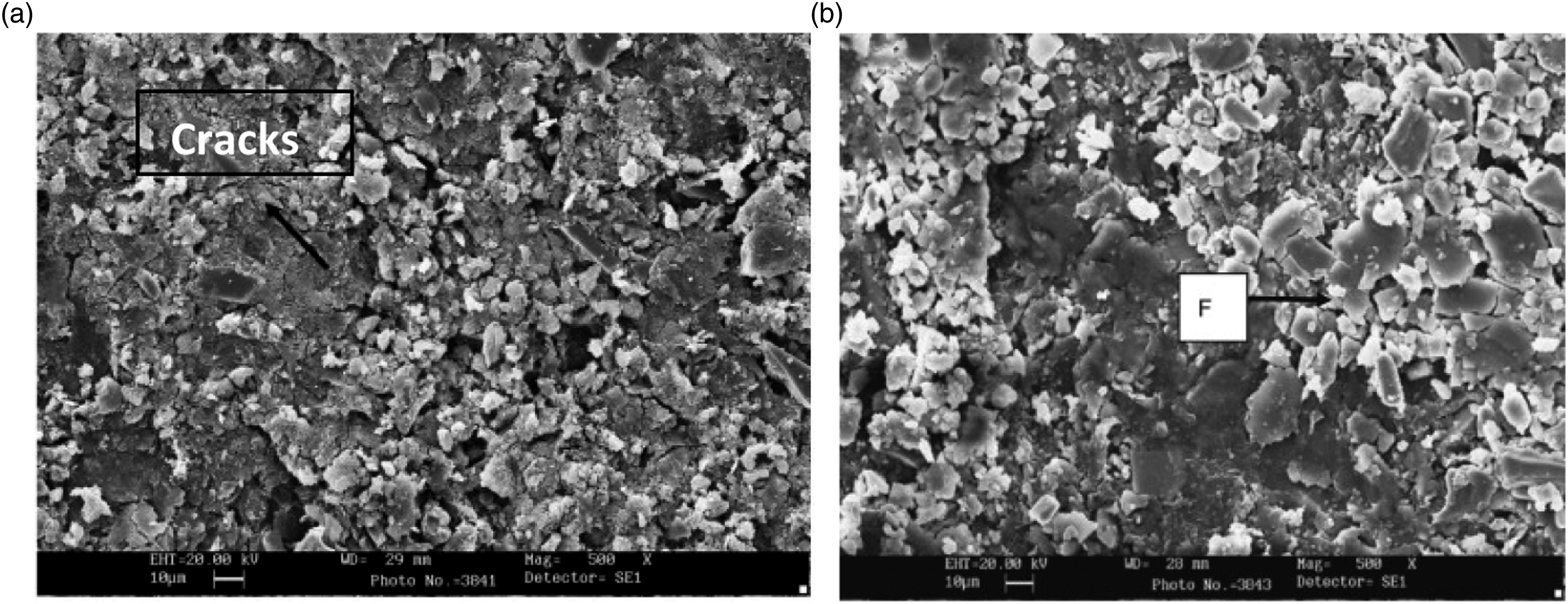
using a pin-on-disc test apparatus. The fibre volume fraction was set at 50% for all specimens. The specific wear rate was calculated as a function of the sliding distance (1000 m to 6000 m), the applied load (20 N to 100 N) and the sliding velocity (2.72 m/s to 8.16 m/s). The composite samples were prepared by the hand lay-up process. The volume fraction of filler materials in the composite materials was varied; silicon carbide was varied at 5% and 10% while graphite content was set at 5%. The optimal wear resistance was observed in epoxy reinforced with glass fibres composite containing 5% SiC and 5% Gr, each by volume. The wear properties of filled glass-epoxy composites were improved due to the effective transfer film formed on the counter surfaces. The effect of the applied load on specific wear rate was more significant than the two other wear factors, whereas the specific wear rate was dropped by 100% when the applied load was increased from 20 N to 60 N for specimens containing 50% epoxy and 50% glass fibres, each by volume. The worn surfaces of specimens were tested using a scanning electron microscopy to assess the probable wear mechanisms, as presented in Figure 10. It can be observed in Figure 10(a), when the applied force was set at 20 N, that cracks existed which were normal to the sliding direction. Additionally, the cracks become more prone to propagation on the surface of the material, which lead to the release of the fillers. While in Figure 10(b), when the applied force was increased to 60 N, the worn surface gives rise to laminate type of debris, denoted ‘F’. Finally, the authors concluded that the fillers contribution is significant in the early stage of wear, while the process of transfer film, debris formation and fibre breakage were significant at much later stages of wear. Worn surface morphology of composite specimens at different loads: (a) Glass-reinforced epoxy filled with 10% SiC–5% Gr at 20 N applied load and (b) glass-reinforced epoxy filled with 10% SiC–5% Gr at 60 N applied load.
105
The gap in this research is that the authors set the fibre volume fraction to a constant high ratio for all tested specimens, while the matrix and additives content were varied in three scenarios, which helps to some degree in investigating the wear behaviour of composites due to the change in the volume content of both additives and the matrix phase, rather than that of the reinforcement phase. However, the variation degree in fillers content was too narrow, as the authors chose only two fractions, lying in a short span (5 and 10%) for a filler material and one fraction (5%) for the other filler, which does not express the fillers effect on wear in the full range. Hence, it needs to be carried out using larger volume fractions of fillers as well as varying the reinforcement content, for better understanding and satisfying a wide range of applications.
The influence of glass fibre content on wear and frictional behaviours of vinyl ester composites under wet and dry conditions was investigated by Chauhan et al.
106
Three fibre volume fractions were introduced which were 21.47%, 29.78% and 38.09%. The wear tests were carried out at room temperature on a pin-on-disc apparatus. The experiments were carried out under variation of the sliding speeds (ranging from 1.6 m/s to 4.0 m/s) and applied loads (ranging from 10 N to 50 N). The authors found that the specific wear rates of vinyl ester composites were reduced with the increase of applied loads for both wet and dry conditions, as demonstrated in Figure 11. The specific wear rates were reduced to almost 50% for specimens undergoing wet sliding conditions, at all sliding speeds, when the applied load was increased from 10 N to 50 N. Specific wear rate against sliding force under water lubricated (W.L.) and dry sliding (D.S.) conditions for vinyl ester + 21.47% fibre volume fraction.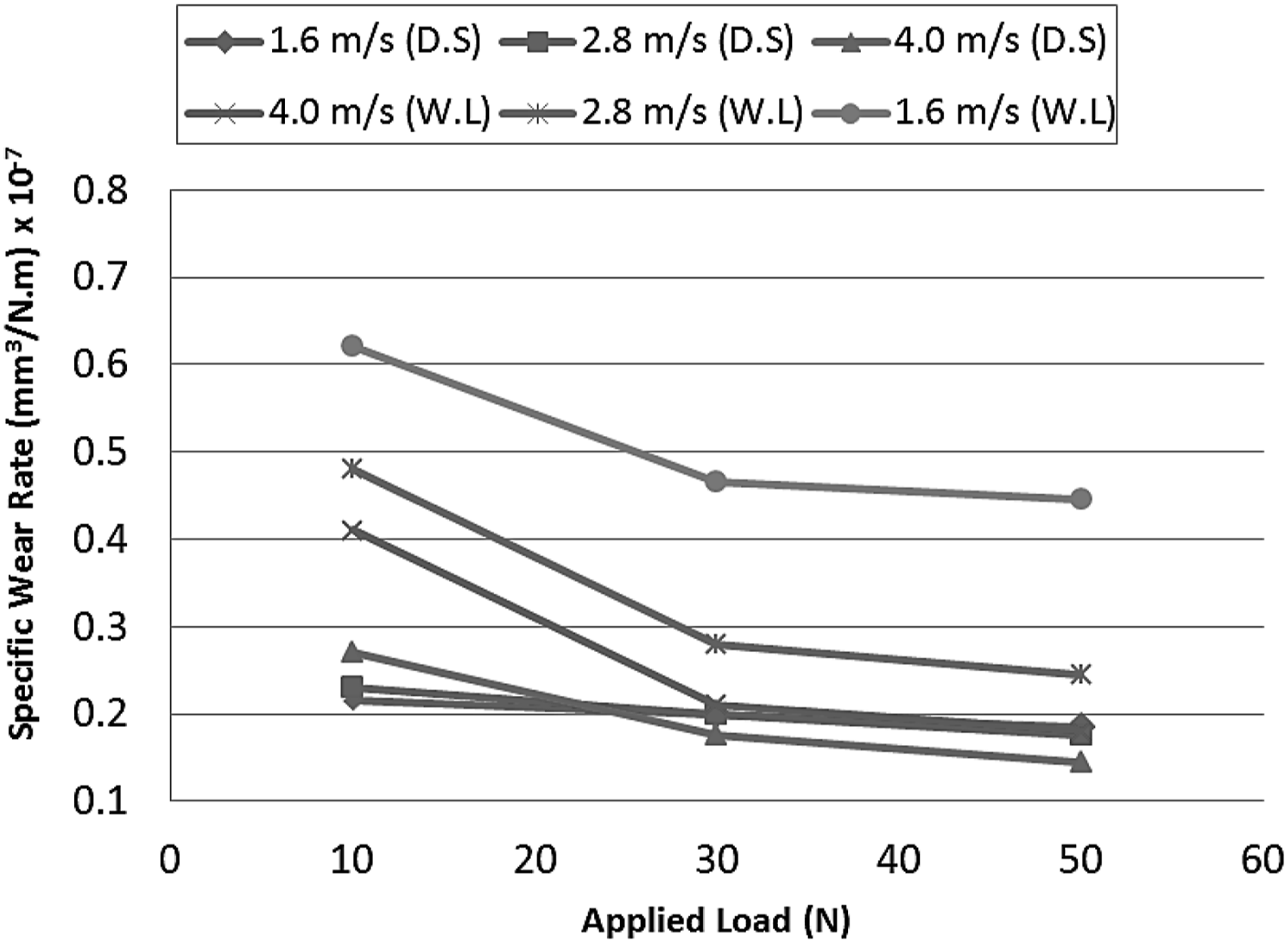
Additionally, the wear resistance was improved by the incorporation of glass fibres, whereas the specific wear rates, at all sliding speeds, were reduced to slightly over 100% for specimens reinforced with 38.09% by volume of fibres, than these reinforced with 21.47% by volume of fibres. Furthermore, it was observed that during wet lubricated (W.L) condition, the specific wear rate was less than that at dry sliding (D.S.) condition. This was attributed to the formation of transfer film on the counter-face material in dry sliding condition, while in wet condition; water decreases the frictional heat arising during sliding which makes the mass loss in wet condition becomes less than that in dry condition.
The influences of the compatibilizer, fibre content and fibre type on two body abrasive wear behaviour of high density polyethylene composite materials were investigated by Soner et al.
107
The reinforcing fibres used were short carbon, jute, coconut and basalt at varied fibre weight fractions, ranging from 10% to 30%. Melt blending was used as the manufacturing method and dry sliding pin-on-disc wear testing method was carried out on all specimens. The sliding forces used were 5 N and 10 N, while the sliding velocities were 0.26 m/s and 0.31 m/s. Additionally, coupling agent, fibre contents and testing factors were examined using a L16 full-factorial design of experiment. The correlations between these factors and wear performances of the polymeric-reinforced composites were investigated based on the outcomes. The authors found that for all composite specimens, the wear rate was increased to an average of 95% when the sliding load was increased from 5 N to 10 N. Moreover, the increase in carbon fibre weight fraction from 10% to 30% led to an increase in the wear rate by 21%, as presented in Figure 12. Wear rates of pure HDPE and HDPE reinforced with CF and (MA) maleic anhydride-grafted polyethylene.
107
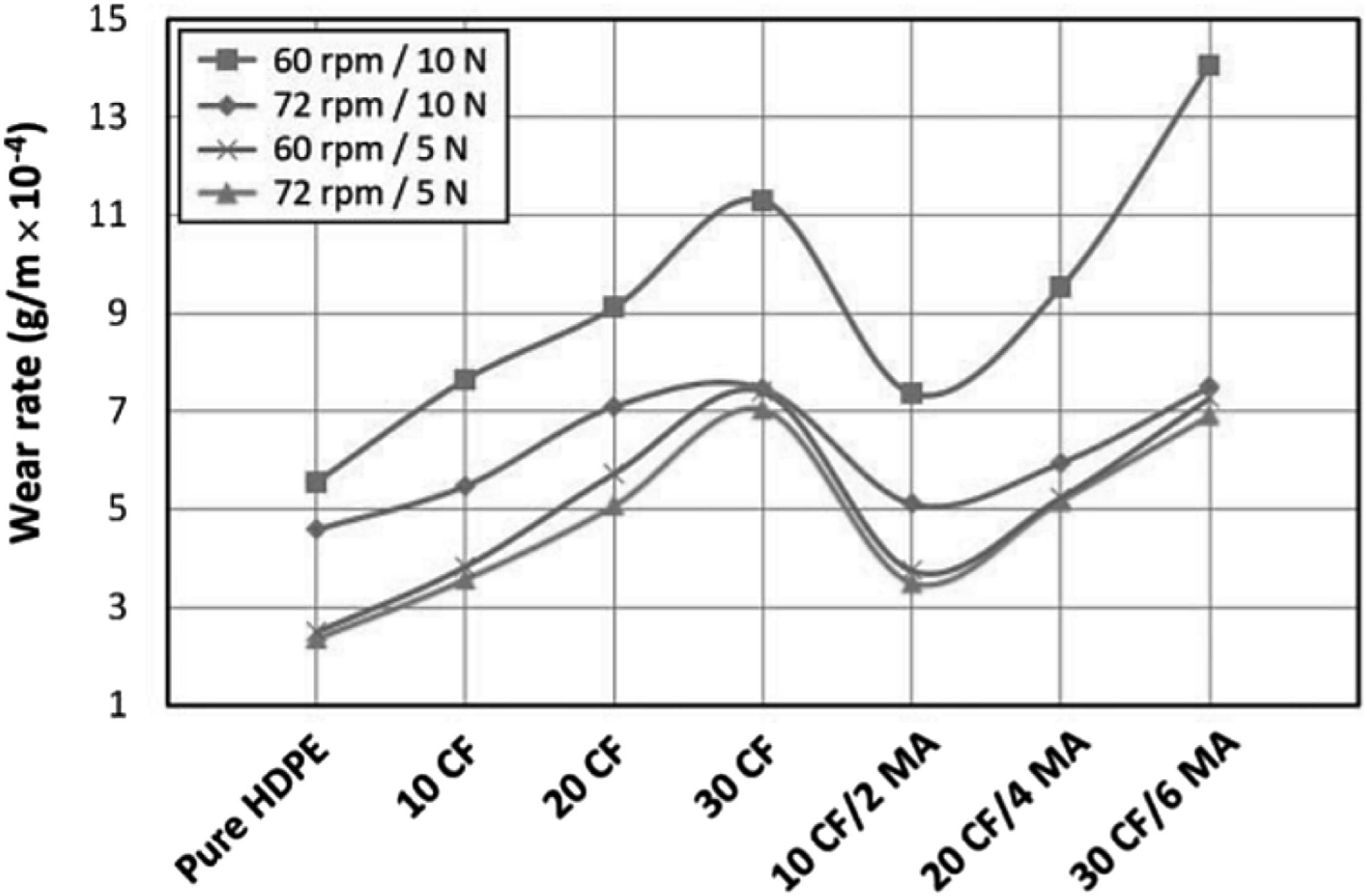
The authors concluded that the high rigidity of fibres was not effective from the abrasive wear resistance point of view because of the frequent ploughing influence of the counterpart material under the testing parameters. Though, the composites reinforced with basalt fibres showed the highest wear resistance, which was 35% higher than that reinforced with carbon fibres when testing at 10 N sliding force and 0.31 m/s sliding velocity. Finally, the authors concluded that using short fibre length, which is smaller than the fibre critical length, in reinforcements can minimize the load bearing capacity of fibres which leads to high wear rates while long fibre lengths lead to a rapid pull-out of fibres which causes excessive wear rates.
The effect of short fibre reinforcement on the friction and wear behaviour of nylon 66 was studied by G. Srinath et al. 108 The friction and wear behaviour of injection moulded unfilled nylon 66, glass fibre-reinforced nylon 66 at 10.1% fibre volume fraction and carbon fibre-reinforced nylon 66 at 12.5% fibre volume fraction were investigated under dry sliding conditions using a pin-on-disc test setup. The wear tests were conducted at different normal loads (ranging from 20 N to 40 N) and sliding velocities (0.4 m/s, 0.6 m/s and 1.0 m/s) at room temperature. The wear loss, coefficient of friction and heat generation during the tests were quantified. The authors concluded that the reinforcement of nylon with carbon and glass fibres increased the nylon’s wear resistance, whereas the specific wear rate was reduced in nylon reinforced with glass fibres and nylon reinforced with carbon fibres, by 74% and 45%, respectively. Hence, glass fibre-reinforced nylon exhibited the lowest wear rate among the materials investigated. Furthermore, the increase in the load-velocity (PV) component (from PV1 = 0.2 MPa m/s to PV2 = 0.6 MPa m/s) led to an increase in the specific wear rate of the unreinforced nylon by 50%, while for nylon reinforced with glass and carbon fibres, a decrease in the specific wear rate by 84% and 31%, respectively, was observed with the increase in the PV component (from PV1 = 0.2 MPa m/s to PV2 = 0.6 MPa m/s).
The gap in this research is that the researchers compared unfilled nylon with nylon-glass fibre and filled nylon-carbon fibre at just one volume fraction for each case which still makes the relationship of fibre volume fraction to the wear behaviour being not thoroughly discovered. Additionally, the applied load effect was not addressed solely on wear rate, while the authors increased performed a mixed factors effect by increasing two factors at a time, sliding load and sliding velocity. Hence, it is required to study one factor at a time to isolate the trends, followed by a targeted PV component study that addresses the optimum effects on each individual factor, in order to obtain the optimal PV threshold values for the prepared composites. This contribution can help to build a framework of using fibre-reinforced polymeric composites in wear applications by setting a safe sliding load range and safe sliding velocity range.
Fibre length
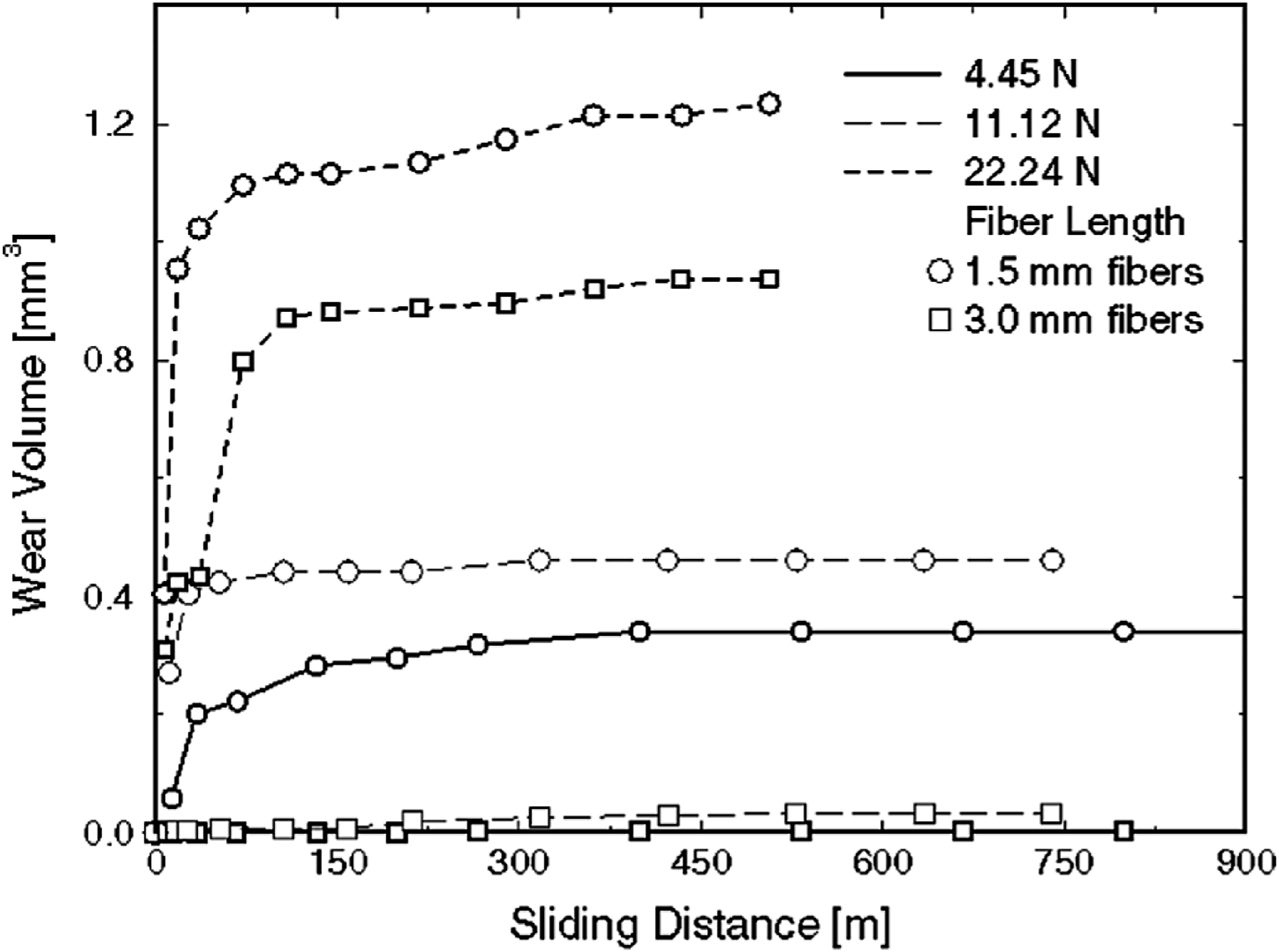
Fibre length is a crucial factor in determining the wear resistance of polymeric composites. In an investigation about the effect of fibre volume fraction and length on the wear characteristics of glass fibre-reinforced dental composites, Hamid Nayeb-Hashemi et al.
109
prepared dental specimens with glass fibre weight fraction of 2%, 5.1%, 5.7% and 7.6% with fibre length of either 1.5 or 3 mm, by mixing an activated dental resin (triethyleneglycol dimethacrylate monomer and bisphenol A-glycidyl methacrylate monomer) with commercial glass fibres. The specimens were then tested on a pin-on-disc setup, where the antagonist disc was manufactured of a similar fibre-reinforced composite with 5.1% weight fraction of fibre and fibre length of 3 mm. The sliding velocity was constant at 60 rpm and the applied load ranged from 4.45 N to 22.24 N. The volume loss and coefficient of friction of the specimens were monitored periodically throughout testing. In addition, the wear surfaces of all specimens were evaluated using a scanning electron microscope. The specimens with 5.7% weight fraction of fibres and fibre length of 3 mm performed better in this study compared to all other fibre-reinforced specimens under all load conditions, as illustrated in Figure 13. In fact, this specimen had a comparable wear rate to a particle-filled dental composite. For the fibre lengths considered, increasing the length of the fibres increased the wear resistance of the specimens. The influence of two fibre lengths on the wear volume of the fibre-reinforced bio-composite at all load conditions.
109
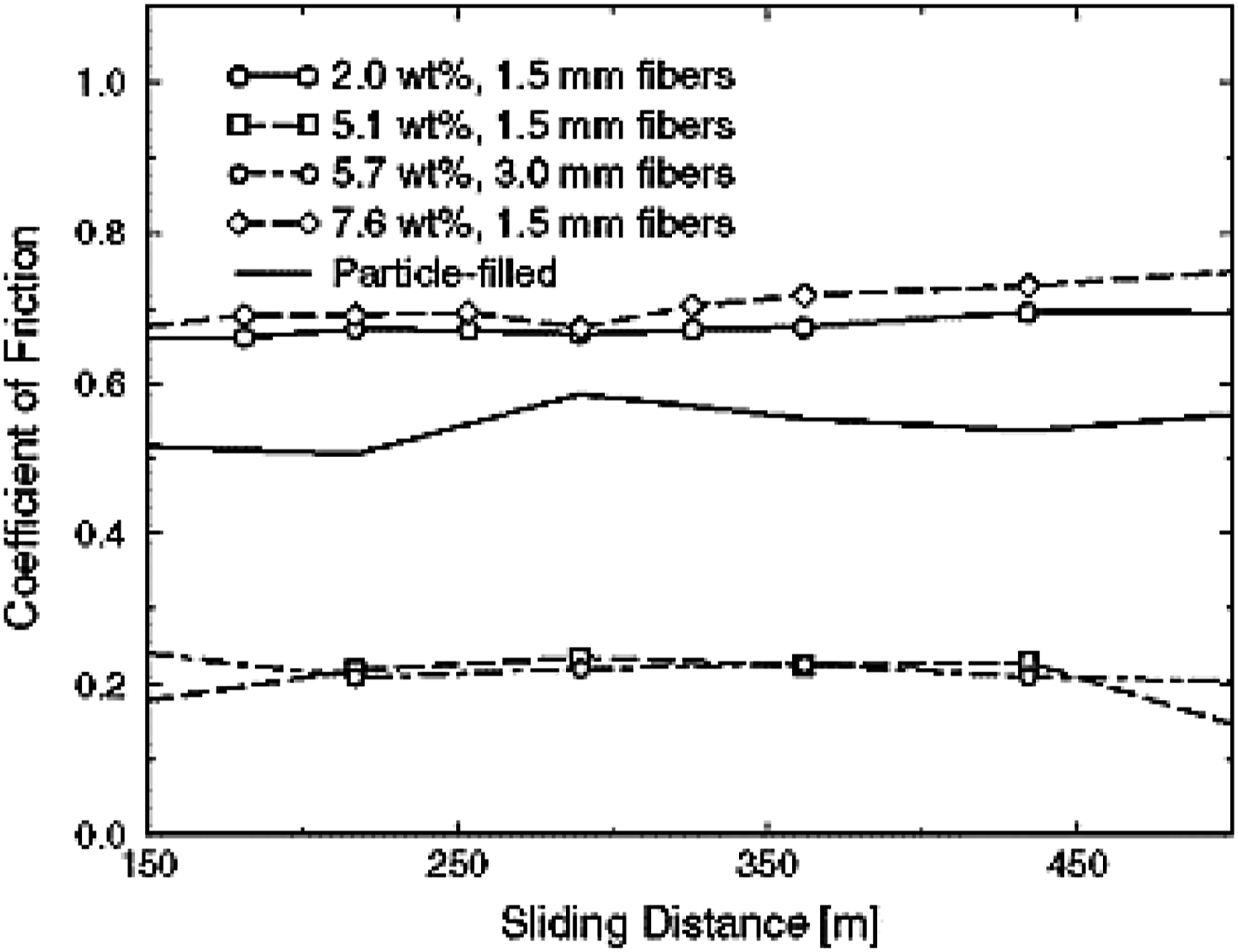
The coefficient of friction showed a good correlation with the wear resistance of specimens. The coefficient of friction for 2.0% and 7.6% by weight specimens were higher than that for the remaining weight fractions significantly, as shown in Figure 14. Coefficient of friction against the sliding distance at 22.24 N normal load.
109
There are some gaps in this research, whereas they only examined one specimen from each sample; therefore, there was no statistical analyses performed, and hence, there are some question marks around reproducibility/repeatability. The accuracy of results is low having high variances due to random variables involved in preparations and testing. Moreover, they indicated that both the 2.0% weight fraction of fibre specimens and the 7.6% weight fraction of fibre specimens exhibit much higher wear rates than the 5.1%, 5.7% weight fraction of fibres for all the applied loads. The authors provided three claims; firstly, the specimen with 2.0% weight fraction of fibres does not provide enough support to the matrix material, causing specimen wear due to adhesion and abrasion. Secondly, the 7.6% weight fraction of fibre specimen is possibly loaded with too many fibres resulting in a cluster of fibres with little matrix between the fibres. In this case, there are significant interactions between fibres resulting in a poor bonding between fibres and content may affect overall, the wear behaviour of composites. Thirdly, the optimal amount of fibre for superior wear resistance is therefore between 2.0% and 7.6% weight fraction of for the matrix and fibre type/length used in their investigation. Certainly, reaching to such conclusions based on one specimen of each weight fraction does not provide solid evidence to state it as a scientific fact. Moreover, recommending a working range for the fibre volume fraction in this case is against ASTM standards for bias, statistical and precision requirements, which would not be the case after thoroughly investigating these conditions at five specimens per condition.
The effect of fibre length on the tribological characteristics of epoxy reinforced with short carbon fibres was studied by Zhang et al. 110 Under dry sliding conditions, both pin-on-disk and block-on-ring wear testing methods were used for testing the sliding behaviour of composite samples against a polished steel counter-face material. Two fibre lengths were used which were 0.09 mm and 0.4 mm, and the fibre volume fraction was constant at 15% for all specimens. The sliding velocity was set at constant value of 1 m/s, while the sliding force was varied between 0.5 and 5 MPa. The authors found that the increase in fibre length from 0.09 mm to 0.4 mm led to a reduction in wear rate of composites by 50% at low applied forces (1∼2 MPa), while at high applied forces (3∼5 MPa), the reduction in wear rate for the longer fibre length reached to 206% when compared to the shorter fibre length.
The gap in this research is that the range of fibre length used was very narrow, such that the fibre lengths lied only in the micrometre range, up to 400 μm, which does not represent a full range of the fibre length effect on the wear performance of polymeric composites. However, an agreement in the studies reviewed exists and a general conclusion in this section can be stated that the higher the fibre length, the higher the wear resistance of fibre-reinforced polymeric composites, until reaching the critical fibre length, after which excessive wear rates are expected due to the fast fibre pull-outs occurring when using over critical fibre lengths. This information guides researchers to study the critical fibre length of each fibre type against the matrix used to find out the maximum recommended fibre length that leads to the highest wear resistance of a particular material configuration; matrix and fibre.
Coefficient of friction
From several research activities in the past, it is evident that the wear and friction behaviour of polymer materials can be enhanced by designing materials that possess high strength and stiffness as well as low adhesion.111–113 This can be accomplished quite successfully by adding certain additives, in order to minimize the adhesion, such as internal lubricants, like graphite and PTFE which are commonly used to reduce the coefficient of friction. These additives allow formation of a friction reducing transfer film on the counterpart’s material surface. Additionally, short or continuous glass, carbon or aramid fibres are used to increase the strength and stiffness of the polymeric matrix.
The influence of carbon fibre content on the wear and friction characteristics of polyimide reinforced with carbon fibres were experimentally investigated by Jian et al.
114
The fibre volume fractions used were 10%, 20% and 30%. The friction tests were carried out using a ball‐on‐block test setup with 30–45% of relative humidity at room temperature. The composite samples were polished by a fine grade silicon carbide sand paper, ultrasonically cleaned with acetone, and left to dry prior to testing. Five samples of each configuration were tested, and the mean values of the coefficient of friction as well as the wear volume were recorded. The experiments were carried out at varied applied loads between 6 N and 15 N. In general, the wear rate and friction coefficient increased with the increase in the applied load for all tested specimens. The coefficient of friction increased by 10% when the sliding load was increased from 6 N to 15 N, as shown in Figure 15. Coefficient of friction against the applied load for neat PI and PI reinforced with CF.
114
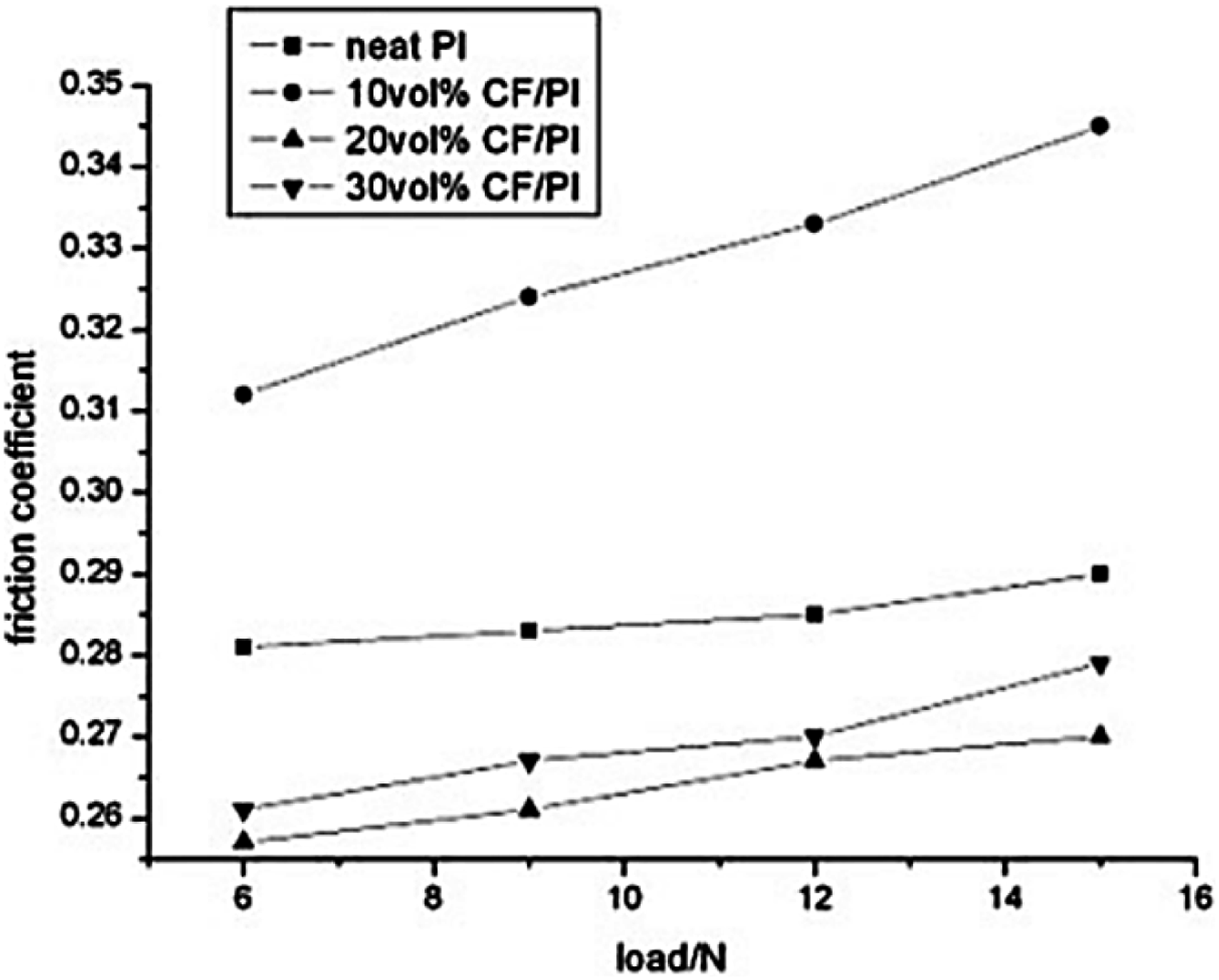
Moreover, the optimum volume fraction of fibres leading to the least coefficient of friction μ=0.26 at an applied load of 9 N was 20%. The same fibre volume fraction led to the least coefficient of friction values at the full range of applied loads, when compared with unreinforced polyimide, and the polyimide reinforced with the two other fibre volume fractions. Furthermore, an agreement to the previous conclusion also applies for the wear volume, which was minimal at polyimide reinforced with 20% of carbon fibres, whereas the reduction in the wear volume at 9 N sliding load between the highest volumetric wear condition (Polyimide + 10% fibre volume fraction) and the lowest volumetric wear condition (Polyimide + 20% fibre volume fraction) was 23%.
An analysis of the factors that have an influence on the tribological characteristics of nylon reinforced with glass fibres, at varied fractions of copper oxide and polytetrafluoroethylene was investigated by Bahadur et al. 115 The use of high temperature resistant material with low friction between the elements makes glass fibre composite materials become a very suitable option as they possess: mechanical strength, good ductility, melting temperature on the higher values, higher electrical and thermal conductivity, lower wear speed and lower friction forces. Compression moulding process was used to prepare the composite specimens. In order to determine the friction coefficient and the wear rates of the various fibre-reinforced polymeric mixtures, a pin-on-disk apparatus was used. The authors found an improved wear resistance at 20% fibre volume fraction and that the incorporation of copper oxide was not contributing significantly in enhancing the wear performance, which was attributed to the high brittleness of the specimens. On the other hand, polytetrafluoroethylene was remarkably effective in reducing the wear of specimens. Finally, the authors concluded that the optimum composition for wear reduction was 10% by volume of polytetrafluoroethylene, 11.3% by volume of fibres and 25% by volume of copper oxide. Moreover, the coefficient of friction readings for the reinforced specimens were slightly higher than those for the unreinforced specimens and the coefficient of friction was found to be independent of the reinforcement quantity.
The study found that increasing the fibre volume fraction led to no significant change in the coefficient of friction up to 40% of fibre volume fraction. Also, copper oxide was chosen by authors, according to their literature survey, as a filler material based on its demonstrated ability in forming transfer films while sliding. This filler material in return helps in minimizing the wear rates of nylon. The gap in this research is that although the authors found that copper oxide is very effective in minimizing wear rates through other studies, they found that it has no significant effect in their research in improving wear. Despite that conclusion, the authors still add copper oxide as the highest percentage of constituents in the specimen that resists wear the best. Moreover, the authors found that the 20% by volume of glass fibres was the optimum reinforcement configuration to resist wear, but in their final conclusion, they decided to keep it at 11.3% by volume only. Another gap in this research is that the wear testing was conducted on just one specimen per configuration and only tested twice, which is firstly against wear standards from the statistical point of view and secondly is the main reason as to why their presented values had high levels of variance. These contradictions of observations need to be thoroughly investigated in order to find out the actual behaviour of reinforced polymeric composites.
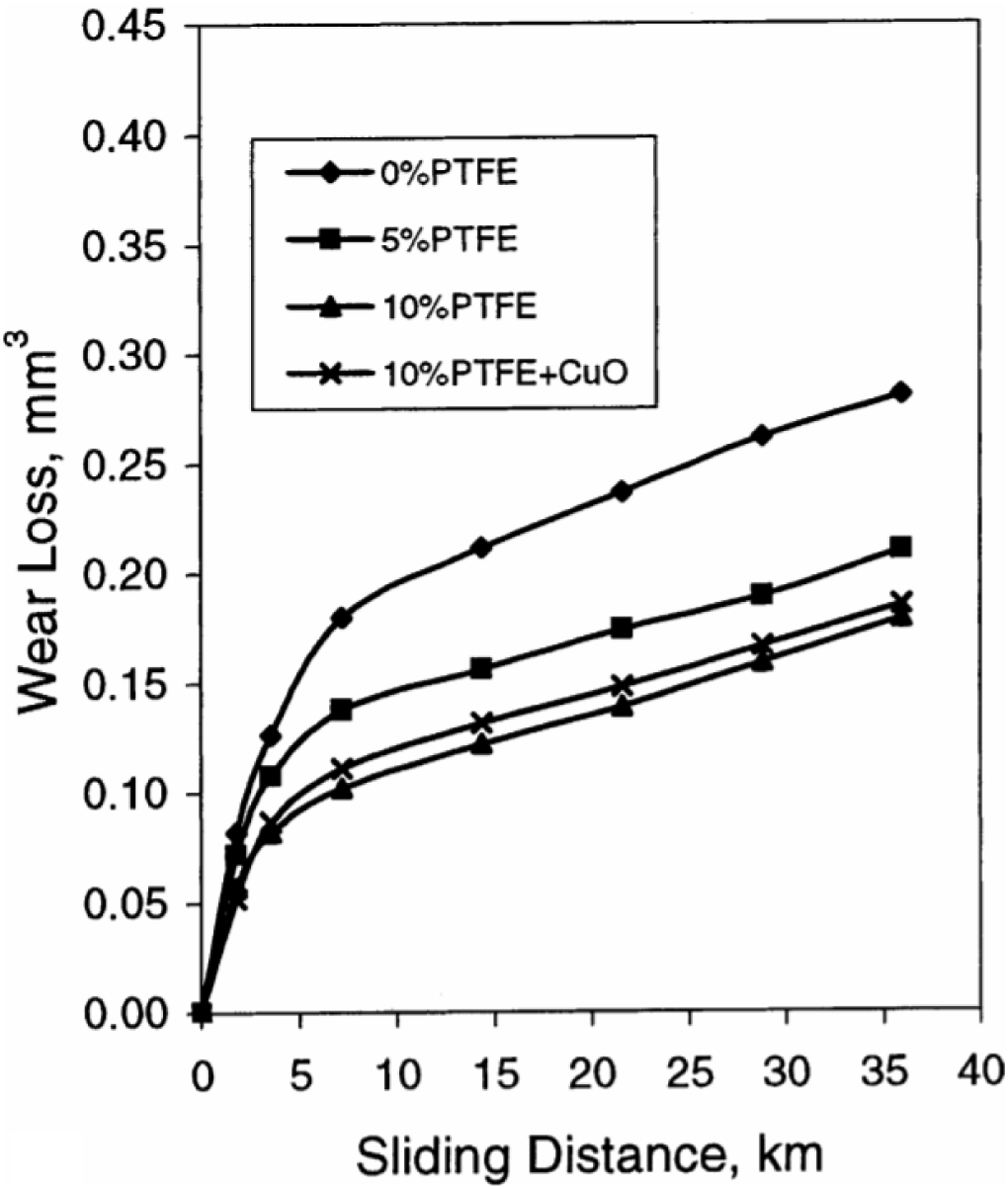
In a subsequent research 116 by the same authors, nylon and high density polyethylene were reinforced with glass fibres and filled with the same fillers of their previously mentioned study. 115 The fibre volume fraction in this study was varied at 0%, 5%, 10% and 15%. A compatibilizing agent was used which was maleicanhyride polypropylene, to polyblend the polymeric constituents. The manufacturing process was changed in this study to be injection moulding, rather than compression moulding in their last study. The wear test was conducted similarly, using a pin-on-disk setup.
According to the results presented by the authors, the maximum improvements in the coefficient of friction and wear were observed in specimens containing 10% by weight of polytetrafluoroethylene as seen in Figure 16. Additionally, the addition of fibre glass as a reinforcement was not found effective in reducing the coefficient of friction or the wear rate of polyblended specimens. In this research, there was no significant repeatability of measurements provided to prove their outcomes. Also, there are some contradictions present in this work in terms of fibre content effect on wear performance which needs to be addressed in-depth firstly by following a standard method of testing and secondly by ensuring to test more than one specimen in order to decrease the statistical variance and also to effectively reduce the sources of random states leading to biased varied results due to the anisotropic behaviour of polymeric composite materials. Wear losses against sliding distance for the polymeric-blended samples.
116
The wear and friction behaviours of epoxy reinforced with glass fibres were investigated under oil lubricated and dry environmental conditions by Anay et al. 99 The composite specimens were prepared by vacuum bagging process followed by a post-curing stage of 48 h at room temperature. The wear testing method was pin-on-disc where the counter-face material was steel. The sliding velocities and loads varied from 1.47 m/s to 3.66 m/s and 30 N to 100 N, respectively. The oil used for the lubricated testing condition had 25–30 cSt of kinematic viscosity at 50°C, which was poured at a flow rate of 0.02 mL/min. The experimental results showed that the wear rate and coefficient of friction were less in oil lubricated condition than these in dry condition, where in oil lubricated condition; the coefficient of friction was reduced by 233% than in dry sliding condition. This was attributed to the existence of the softer epoxy between glass fibre layers which served as an oil storage reservoir that picked up oil molecules to minimize the contact between fibres and the steel counter-face as well as ensuring efficient transfer film lubrication condition. Additionally an agreement to previous studies 49,104,107,108 was obtained in this study which governs the relationship between the sliding load and the wear rate, whereas the increase of the sliding force from 30 N to 100 N led to an increase in the wear rate in dry sliding and oil lubricated conditions by 41% and 65%, respectively.
Tribological studies were done on several thermoplastic materials reinforced with short fibres. 117 The composite specimens were prepared by injection moulding process to produce polyamide, polyphthalamide, polyphenylensulphide and polyetherimide with varied quantities of polytetrafluoroethylene, as a lubricant, and glass fibres. Dry fretting and dry sliding conditions were used to test the wear and friction characteristics of the produced composites. The authors found that the addition of the lubricant material PTFE led to an enhancement in the wear performance of all types of specimens used. The polymers reinforced with glass fibres without the presence of PTFE showed significantly high fretting wear rates, particularly polyphenylensulphide. The high wear rates of composites were attributed to the dominating abrasive influences of glass fibres. Furthermore, for all performed tests, polyphthalamide and polyamide showed the best tribological performance.
The gap in this research is that the range of fibre weight fraction used was very narrow, between 30% and 40% and also improperly designed, that all incorporated fractions lie in the same level as 30%, 33% and 40%. Besides, the study did not isolate the fibre content effect from the lubricant effect. It could have been beneficial to scatter the fractions among different levels to target a full-behavioural range. Besides, there is no standard mentioned for the wear tests conducted, neither do they mentioned about the number of specimens used to test wear nor the number of measurements on each sample.
Severe wear due to slurry in mineral and mining industries
Slurry is generally defined as a mixture of a heterogeneous fluid, such as a liquid or gas, in addition to one or more types of solid particles which vary in size from micrometres to millimetres.118,119 The slurry can sometimes be categorized as a highly viscous fluid due to the high particle concentration. The most crucial properties of the slurry are identified by its rheology which is a dynamic feature of the slurry’s microstructure that is influenced by different parameters including the density, size, mass fraction and shape of the suspended solid particles as well as the density and viscosity of the carrier fluid. 120 There are two main categories of slurries which are: settling slurries and non-settling slurries depending on the size of the solid particles. In non-settling slurries, the possibility of the solid particles to settle out from the carrier liquid is minimal because the particles are adequately concentrated, light or fine. In settling slurries, the possibility of the solid particles to settle out from the carrier liquid is high so it has to be taken into consideration in the design of the system of slurry transportation as well as during creating the relevant modelling analysis.121,122
The slurry transportation of particles may involve corrosion, erosion and abrasion.123,124 The erosion is considered to be the greatest factor affecting material removal and the overall wear. Erosion is a wear form that is defined as the progressive displacement, fracture or loss of a material under the condition of a frequent impact of solid particles on a certain solid surface. In other words, the material removal process from a surface because of the impingement of erodent particles on the surface is known as erosion. 125
The slurry erosion happens generally under turbulent flow states when the flowing slurry hits a surface, scars it which leads to material removal. It has to be noticed that as abrasion and erosion are both mechanical wear processes rendering several resemblance,126,127 they are confused in some cases with each other. However, the primary difference between abrasion and erosion is that abrasion is the material loss because of the passage of hard particles over a surface without an impact, whereas erosion involves a transport of kinetic energy from the impinging particle to the surface of the target material. Also, in abrasion, the contact time between the eroded surface and the erodent is much longer than in erosion. 128
The slurry erosion due to the presence of solid particles has received remarkable attention amongst scientists because of the severity of the failures it causes to components in service, particularly for pipeline systems that are installed for the transfer of slurries containing ores or oil and gas transportation in the power generation industries, or tailings in mining processes. The problems occurring due to erosion lead to serious financial losses in several industries, including the previously mentioned examples. The failure of a component in a pipeline system results in a production stoppage, down time costs, expensive maintenance and most importantly harmful environmental effects in some cases. Failure is sometimes unpredictable because of the variance in operating conditions, and hence, the techniques to minimize the rate of erosion while increasing the service life of the pipeline systems are of a high concern to these industries. The rate of erosion of a slurry pipeline is dependent on several parameters such as the properties of solid particles and that of the slurry, the material of pipeline and fluid flow rate. Corrosion, abrasion and erosion are the primary types of damage mechanisms occurring in hydraulic components and slurry equipment.129–133 Therefore, it becomes essential to have a comprehensive and fundamental understanding of the tribological and damage mechanisms involved, in order to minimize their side effects.
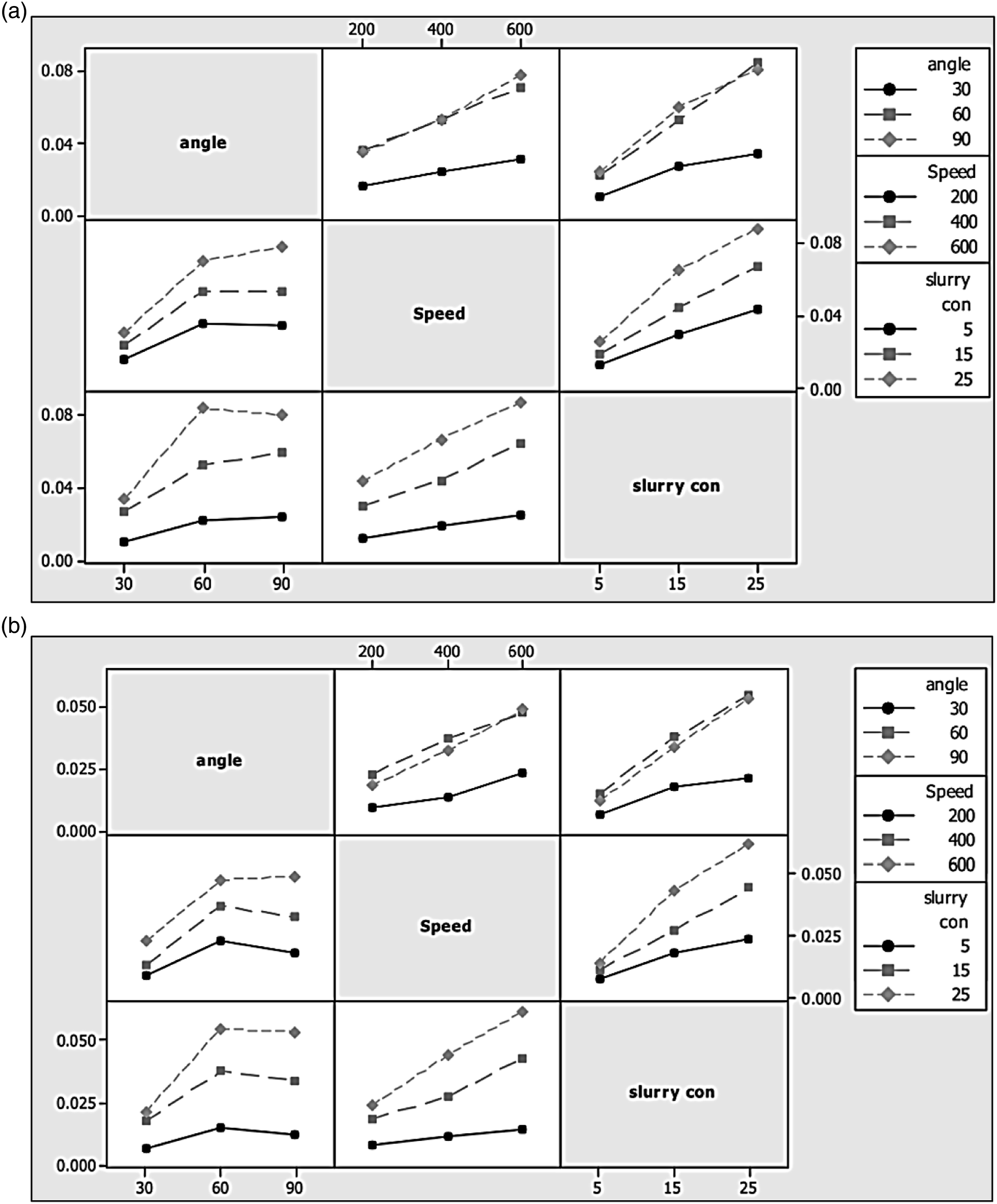
The slurry erosion behaviour of epoxy reinforced with glass fibres and filled with alumina was studied by Joshi et al.
78
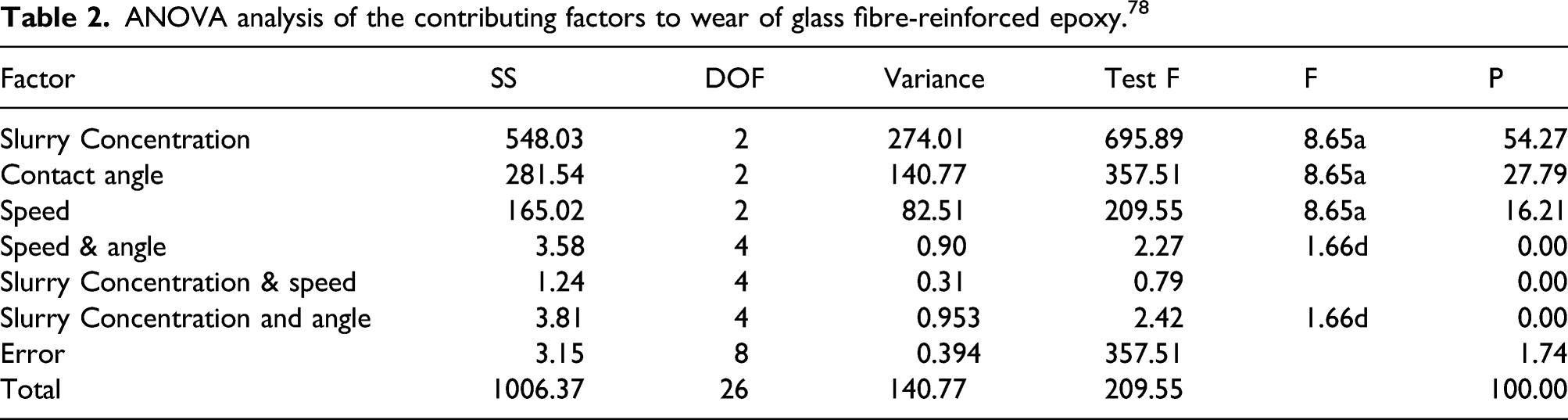
The fibre volume fraction was set at 50%, and the volume fraction of alumina ranged between 5% and 15%. The slurry test was carried out on specimens at varied slurry concentrations (5%, 15% and 25%), speed (200 m/s, 400 m/s and 600 m/s) and contact angle (30°, 60° and 90°). The particle size of sands used ranged between 170 μm and 250 μm, which were suspended in water. The examinations were performed in a L27 orthogonal array using ANOVA testing for the sake of studying the contribution of each factor. Regression analysis was done for predicting the results as well. The results show that the slurry erosion increased to 2.17 times when the turning speed and slurry concentrations were doubled, as shown in Figure 17(a) and (b). Slurry erosion of (a) glass-reinforced epoxy and (b) 10% Al2O3-filled glass-reinforced epoxy.
78
ANOVA analysis of the contributing factors to wear of glass fibre-reinforced epoxy. 78
Currently, the most dynamic experimentation technique is to set the different factors which affect the slurry erosion wear, after which it can be possible to target the optimum factors and their respective levels that lead to optimized performance, lower erosion rate and higher wear resistance. There are several research works on slurry erosion wear conducted by various scientists who present the influence of input factors such as particle density, hardness, shape, size, impact angle, concentration of solid particle in slurry fluid flow velocity, surface roughness, target material hardness, chemical composition and microstructure on the slurry erosion wear behaviour.134–139
A schematic cause and effect diagram showing the general factors for slurry erosion wear is presented in Figure 18. This cause and effect diagram primarily deals with five factors which are slurry properties, solid particles characteristics, properties of carrier fluid, flow condition and material characteristics and structure. The five parameters have sub factors that must be taken into consideration while studying the possible causes of the main parameter, for instance, in case of studying the effect of solid particles characteristics, then one needs to investigate its relevant sub factors such as particle formation and particle geometry. Cause and effect diagram of factors affecting on slurry wear.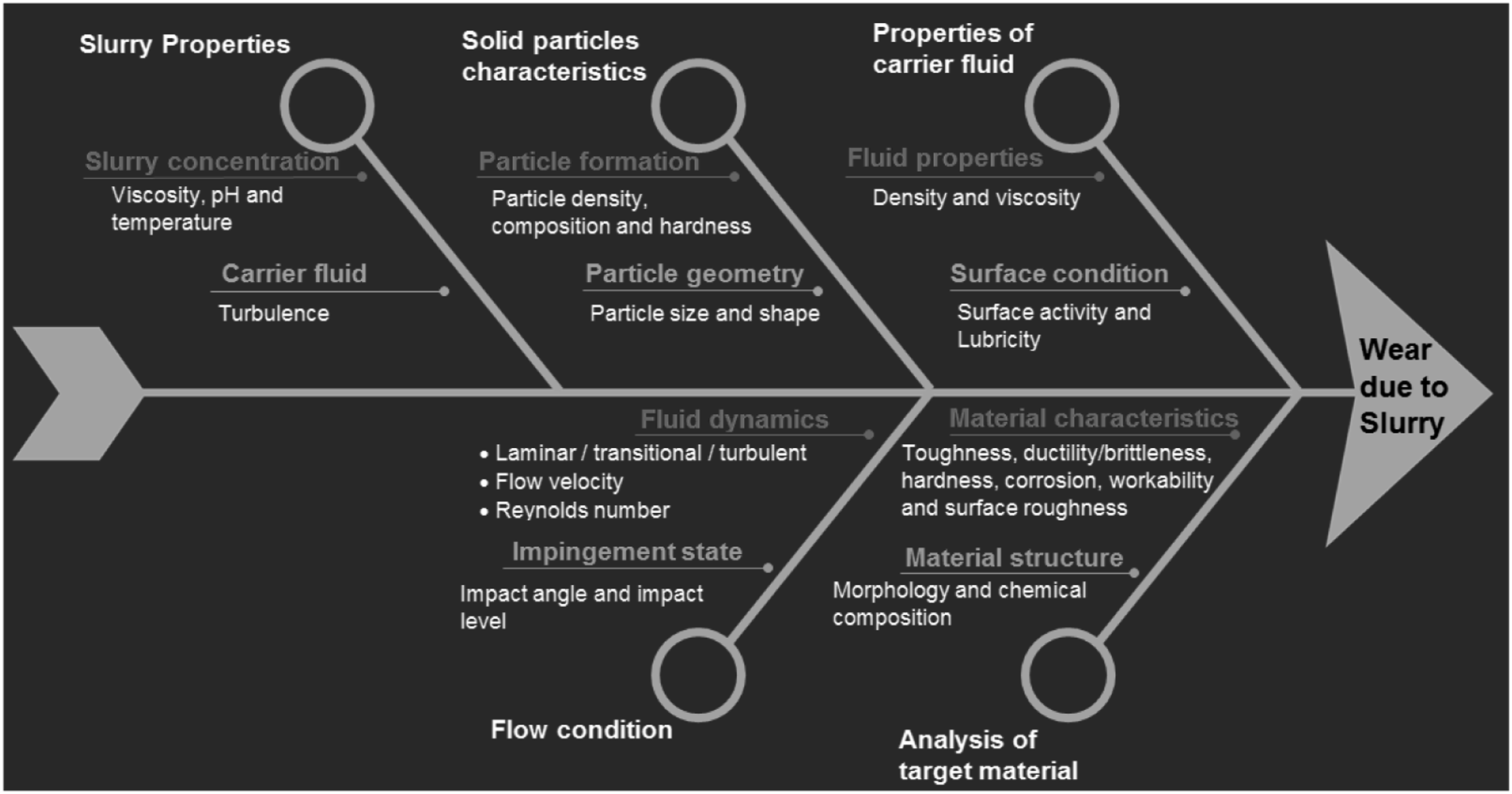
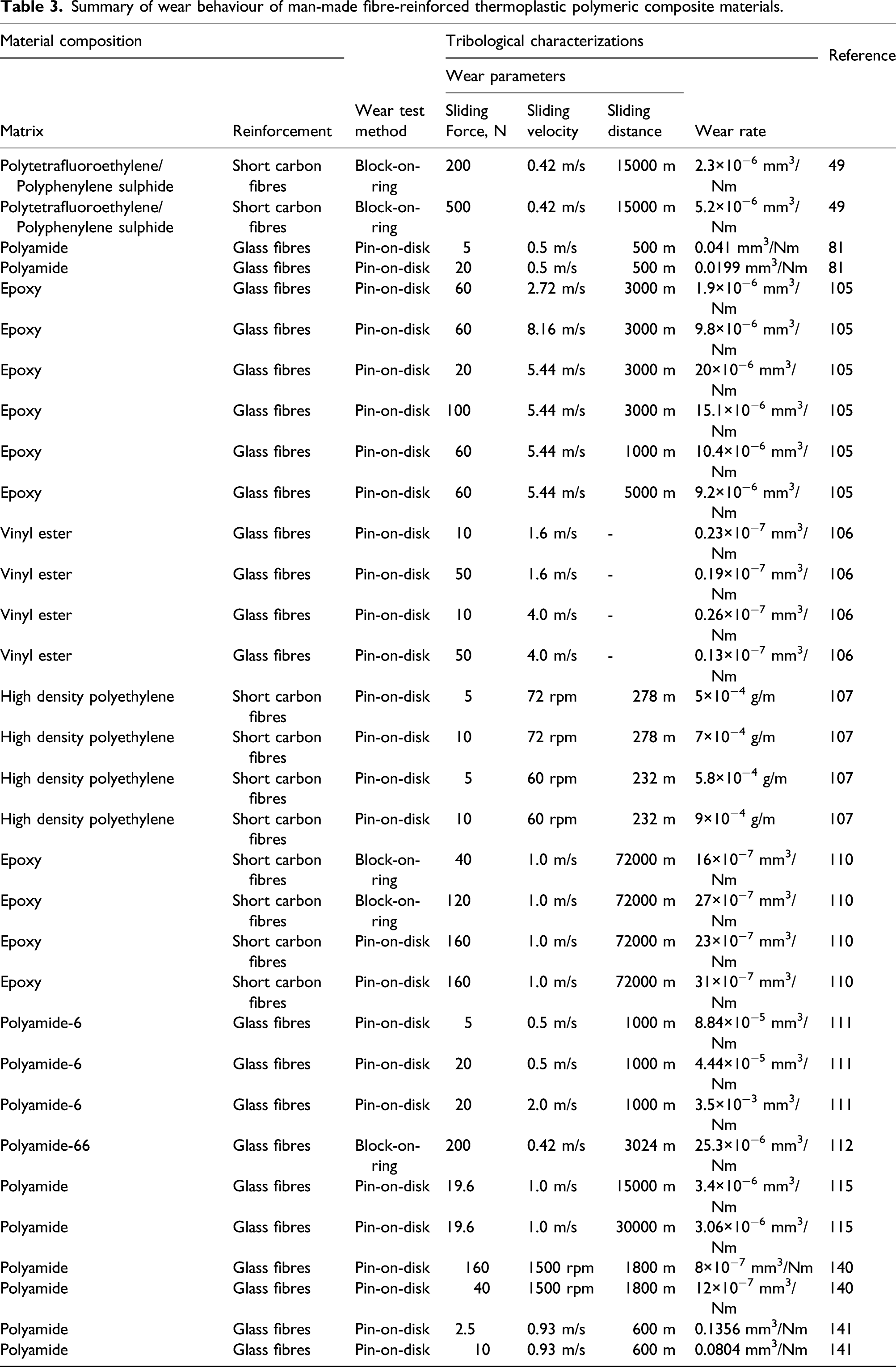
Summary of wear behaviour of man-made fibre-reinforced thermoplastic polymeric composite materials.
Future trends in fibre-reinforced polymeric composites and research gaps
In the existing scenarios, the concept for ensuring high quality wear performance in the process of product development is mainly affected by the processing technique and the materials used. According to the processing techniques and material developments, a significant number of conclusions made by researchers in the theme of fibre-reinforced polymeric composites using various reinforcement materials and geometries as well as micro and nanofillers. Most of the research activities done depicted the tensile properties, compression properties, hardness, corrosion and creep resistance, with limited results on the wear performance of fibrous composites of variable fibre length. Additionally, the product development and mass production need thorough investigations to ensure high product reliability, high quality and prolonged service life. The following research fields need more extensive and focused studies for the product industrialization of fibre-reinforced polymeric composites. 1. Research work to understand the influences of changing the fibre volume fraction and the potential of fibre hybridizations, on the wear behaviour of fibre-reinforced polymeric composites. 2. Determining the optimum fibre volume fractions of hybridized man-made fibres that lead to the highest wear resistant polymeric composite configuration. 3. Investigating the wear, hardness, creep, fatigue, corrosion and oxidation behaviours of fibre-reinforced polymeric composites at varied fibre volume fractions, simulated for severe environmental conditions. 4. Focusing on sustainability and material development for resisting wear by considering the recyclability limits of fibre-reinforced polymeric composites, which needs an extensive research for the process development. 5. Investigating the effect of fibre volume fraction on failure modes, matrix‐cracking stresses and fibre–matrix interfacial shear stresses of fibre-reinforced polymeric composites subjected to wear. 6. Research study to investigate the utilization of rare earth elements such as lanthanum-base, scandium and yttrium elements, as reinforcement materials in wear applications, which leads to discovering new uses of existing rare elements that hold strong structural and chemical stability. 7. A thorough assessment of material characteristics, particularly in the nano size regime and at variable fibre volume fractions, to comprehensively understand the influences of material physics in the nano-scale and the interfacial bonding strength and hence improve the overall material performance, particularly the wear behaviour, and generally the physico-chemical properties.
The field of fibre-reinforced polymeric composites has endless possibilities in different applications and they can replace the existing metallic counterparts more efficiently. Nevertheless, in order to understand the wide applicability and the novel uses of these materials, more detailed research works are needed for satisfying these objectives.
Conclusion
The present paper reviews the effect of the reinforcing materials and their role in polymeric composites for the improvement in the mechanical performance of materials. Wear and friction are common but critical issues in several industries, leading to reduced machine effectiveness and increased repair costs. The great superiority and potentiality of fibre-reinforced polymer (FRP) composite materials have been well displayed in recent years. This paper shows the outcomes reported by the researchers in the timeline of material development to recognize the process mechanisms tangled in the manufacturing of FRP materials for wear applications. It will furnish the countless possibilities and opportunities in the fields of applications and processing of FRP composite materials for the sake of obtaining an enhanced and reliable quality product. According to the different characteristics described in the presented paper, the primary outcomes can be summarized as follows: 1. The use of compatible nano reinforcements in the polymer showed high structural integrity compared to micro elements. This is yet to be evaluated with respect to wear performance, among the fibre volume fraction variation. 2. The available research on the wear performance of FRP composite materials at variable fibre contents has significant gaps. The statistical and fundamental issues are thoroughly explained. 3. The processing parameters during the wear test such as the applied load, fibre length, coefficient of friction and chemical treatment of fibres for man-made fibres are explained in-depth, showing the trends of each factor and its corresponding levels. 4. The increase of the applied load was found to be directly proportional to the wear rate of man-made fibre-reinforced polymeric materials. 5. Increasing the fibre length up to the fibre critical limit lead to increasing the wear resistance of the man-made fibre-reinforced polymeric materials. 6. The coefficient of friction is inversely proportional to the wear resistance of fibre-reinforced polymeric composite materials. 7. The chemical treatment of fibres helped in improving the wear resistance of fibre-reinforced polymeric composite materials. 8. Slurry erosion leads to severe and early failures of components in service. Hence, it is necessary to have an extensive understanding of the tribological mechanisms involved, in order to minimize their side effects. 9. The research gaps are identified clearly in this review paper which motivates to address these gaps in the upcoming research. This research is novel as it comprehensively investigates the effect of fibre volume fraction on the FRP composite materials.
Footnotes
Credit authorship contribution statement
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.