
Abstract
The mechanical properties and morphology of polyamide 6/maleic anhydride grafted ethylene-co-vinyl acetate (PA6/EVA-g-MA) ternary composites are considered a function of compatibilizer (EVA-g-MA) amount at a mixing combination of 20 wt% dispersed phase (combination of EVA and the compatibilizer). 1–7 wt% compatibilizer are added to PA6/EVA-g-MA, whereas the PA6 doping is kept constant at 80 wt% in the ternary composites. Furthermore, 0.5, 1, 3, and 5 wt% octa-Isobutyl POSS (OIP) is used for reinforcement. The thermal, mechanical, and morphological properties of PA6/EVA-g-MA composites have been studied through DSC, TGA, DMTA, traditional mechanical measurements, and SEM. Tensile strength and Young’s modulus declined by increasing the compatibilizer concentration. The impact strength of PA6/compatibilizer improved considerably up to 3 wt% of the compatibilizer and then decreased. TGA analysis demonstrated a considerable improvement in the thermal stabilities of the nanocomposites by raising the OIP amount. The results of DMTA, including Tg, and DSC analysis demonstrated that the inclusion of OIP in PA6/compatibilizer considerably changed the thermal properties of only PA6 in PA6/compatibilizer. Incorporating OIP into the composite up to 1 wt% improved its modulus, tensile, and impact strength.
Introduction
Because of remarkable mechanical and thermal characteristics, low permeability to gases and vapors, low cost, ease of processing, printability, and recyclability, polyamide (PA) is known as a popular engineering polymer.1,2 Polyamide 6 (PA6) is one of the most widely used polyamides because of its excellent mechanical properties. 3 However, it has some disadvantages. Low impact strength is one of the main drawbacks that limit the use of polyamides. 4 A common way and most beneficial approach to triumphing over this predicament is the addition of elastomers. The PA6 is combined with different elastomers to improve its impact strength in several studies.3,5,6 The olefinic polymers based on ethylene, such as poly (ethylene-co-vinyl acetate) (EVA) elastomers, which is also a low-cost polyolefin, are the most commonly used copolymers to modify the impact strength of thermoplastic polymers. 7
Because of utterly different chemical structures, the two polymers are immiscible. In these cases, agents like maleic anhydride grafted EVA (EVA-g-MA) can be added as a compatibilizer to reinforce the PA/EVA composite.8–10 The advantage of this compatibilizer incorporation in the PA/EVA blend is that it confers more adhesion between the two phases of the mixture and improves the dispersion quality of the EVA in the PA. A review of past research shows that only a few works have evaluated the effect of EVA-g-MA compatibilizer on the toughening of polyamides. Bhattacharyya et al. 9 evaluated the impact of the compatibilizer with 2 wt% MA on the morphology, thermal, and mechanical characteristics of the PA/EVA mixture. They prepared a PA6/EVA mixture with a composition of 80/20 wt% and three different weight fractions of the EVA-g-MA (10, 15, and 20 wt%). Increasing the compatibilizing agent increased the impact strength in a ternary blend. Furthermore, EVA-g-MA decreased the size of EVA and provided a uniform distribution of it in PA6.
Nanoparticles like graphene, 11 carbon nanotube, 12 nanoclay, 13 and nano silica were incorporated to improve the thermal and mechanical properties of composites. 14 More recently, polyhedral oligomeric silsesquioxane (POSS) has been used as a nanofiller, the smallest possible nanostructure of silica with a nanocage-like structure with a diameter of 1 to 3 nm.15,16 POSS can be added to polymer composites with different methods such as melt blending, solution blending, grafting, or copolymerization. POSS has been reported as a candidate for improving the thermal properties of thermoplastic polymers due to the possibility of tailoring the glass transition temperature of polymer and crystallinity by tuning POSS weight content. Furthermore, the mechanical properties improve, and thermal evolution and flammability decrease during combustion, when thermally robust POSS nanoparticles are added.15–18 POSS reinforcement increases corrosion, oxidation, and UV resistance, and improves dielectric and morphological characteristics of nanocomposites. 19 Abedi et al. experimentally evaluated the effect of POSS inclusion in PA6/NBR composites. The addition of POSS significantly increased the tensile modulus and impact strength. 20
A review of the research conducted in this field shows that the effect of POSS nanostructures on the morphology, thermal, and mechanical characteristics of PA/EVA mixtures has not been investigated. Therefore, we will first investigate the influence of different compatibilizer (EVA-g-MA) concentrations as compatibilizer agents to modify the interfacial interaction and distribution of EVA in the PA polymer prepared by the melt mixing approach. Then, we investigated the physical properties of different weight content of octa-isobutyl POSS (OIP) in the PA/compatibilizer mixture. PA/compatibilizer composites containing OIP at concentrations of 0.5 to 5 wt% were prepared. The tensile and impact strengths tests are performed on PA/compatibilizer mixtures and their nanocomposites to investigate the mechanical properties. Besides, scanning electron microscopy (SEM), differential scanning calorimetry (DSC), and thermogravimetric analyzer (TGA) studies are performed to investigate their morphology and thermal characteristics.
Experimental
Materials
EVA (VS430) with a vinyl acetate amount of 19%, a melt flow index of 2.5 g/10 min (190°C, 2.16 kg), and a density of 0.939 g/cm3 is provided from Hyundai CEITEC (South Korea). Polyamide 6 (nylon) is a commercial product (Polimid B AV natural HF) from Poliblend Engineering Polymers Company (Italy) with an MFI = 14 g/10 min (230°C/2.16 kg). Maleic anhydride (MA), purity min. 99.8%, is provided from Sadr Shimi Chemical Co., Yazd, Iran.
Dicumyl peroxide (DCP) was purchased from Sigma-Aldrich, USA, and was applied as an initiator. The purity of DCP was 99%. Acetone, potassium hydroxide (KOH), and isobutyltriethoxysilane were provided by Sigma-Aldrich.
Synthesis of octa-isobutyl POSS (OIP)
OIP is synthesized based on the past method including some modifications. 21 KOH (3.2 g, 0.057 mol) and H2O (27 mL, 1.50 mol) are dissolved in a 1050 mL acetone. Isobutyltriethoxysilane (276 mL, 1.05 mol) is introduced dropwise into the mixture. Afterward, the reaction blend was refluxed at 70°C and stirred for 24 h. After filtering the solid product, it was washed using acetone three times and then oven-dried at 60°C for 24 h. 1H NMR (400 MHz, CDCl3) δ (ppm): 0.61−0.64 (m, 16H, CH2), 0.92−0.98 (d, 48H, CH3), and 1.83−1.91 (m, 8H, CH) as demonstrated in Fig S1. 13C NMR (400 MHz, CDCl3) δ (ppm): 22.52 (8C, CH), 23.86 (8C, CH2), and 25.69 (16C, CH3) as illustrated in Fig S2. 29SiNMR (400 MHz, CDCl3) δ (ppm): −67.96 as illustrated in Fig S3. As presented in Fig S4, the molecular weight is obtained using GPC measurement and is 791 gr/mol. Fig S5 demonstrates the Fourier transform infrared (FTIR) spectra.
PA/EVA composites preparation
EVA pellets, MA (2 wt%), and initiator (0.4 wt%) were physically premixed before being charged into the mixer. The reactive grafting reaction MA onto EVA was performed in a co-rotating twin-screw extruder ZSK25, (Werner & Pfleiderer Co., Germany). The co-rotating extruders can work at a very high screw rpm (up to 1800 r/min). There is no mechanical limit. The reason is that the material is not pushed between the two screws due to the co-rotating motion that creates an 8-shaped trajectory. The screw diameter was 25 mm and the L/D ratio was 40 mm. The mixing process was conducted at the temperature regime of 50, 110, 125, 140, and 110°C (die) with screw rotation speeds of 150 r/min. Usually, in the process of blending polymers using an extruder, the die zone of the extrusion is chosen at a lower temperature than the last zone (140°C) due to the shrinking of the polymers. Afterward, the extrudate was water-cooled, granulated, and dried in an oven at 60°C for 12 h.
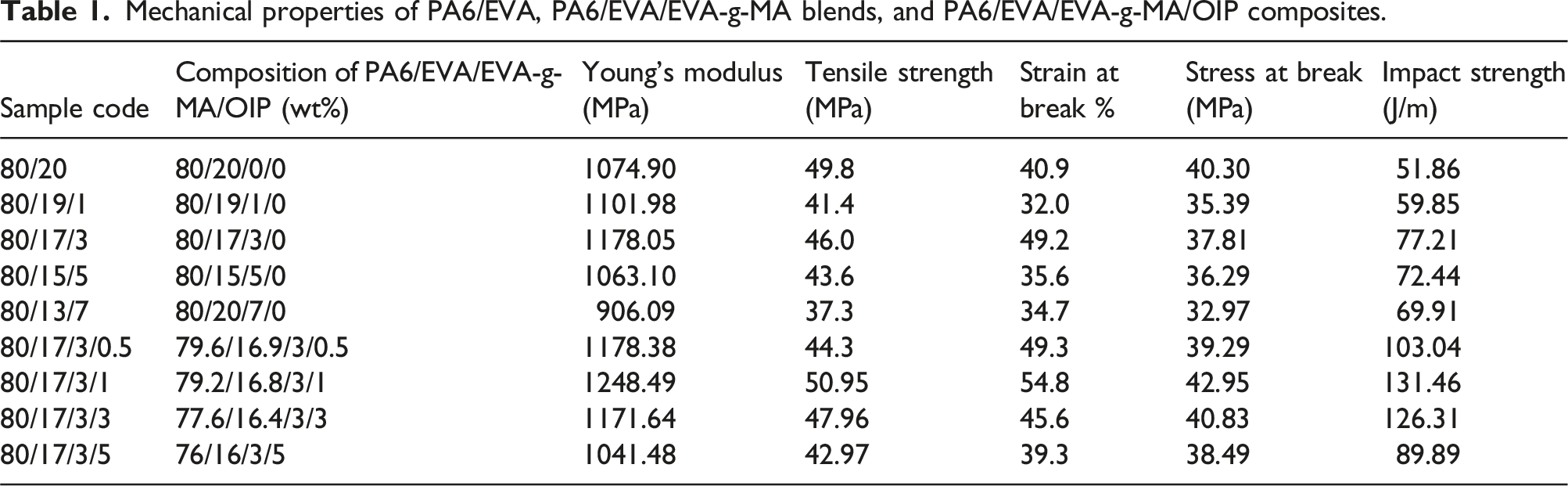
Mechanical properties of PA6/EVA, PA6/EVA/EVA-g-MA blends, and PA6/EVA/EVA-g-MA/OIP composites.
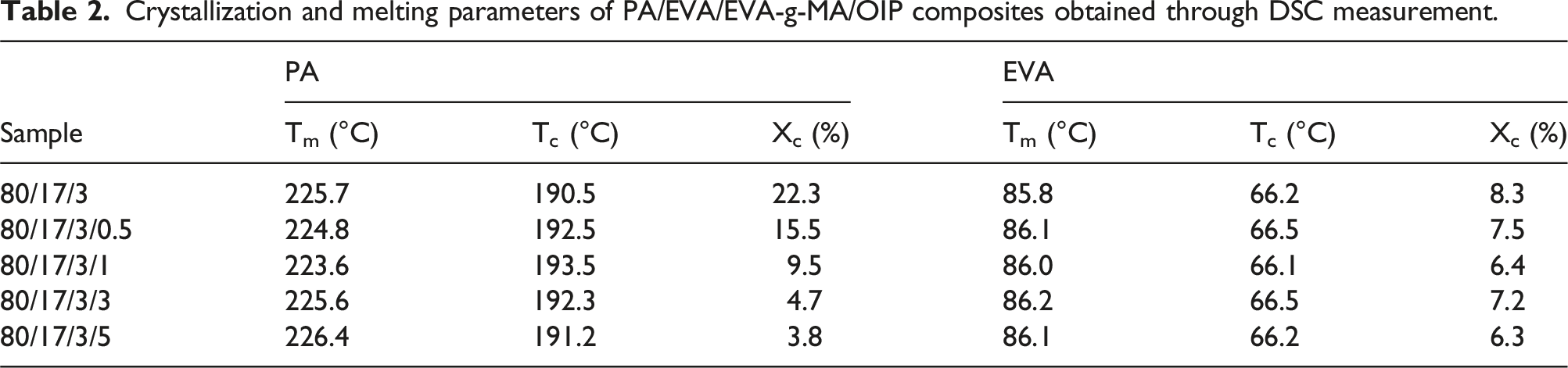
The temperature settings of the six heating zones are 170, 235, 235, 240, 240, and 235°C (die), and the screw velocity is 200 r/min. The reasons for choosing the thermal program in the range of 170 °C–240°C and screw speed of 200 r/min are as follows: 1) The amount of polyamide in the composite is about 80 wt% and the melting temperature of polyamide is between 230°C–240°C. 2) EVA polymer degradation temperature according to TGA results (Table 2) is above 300°C. Therefore, there is no degradation in EVA. 3) Increasing the rotation speed of the extruder causes better distribution of nanoparticles in less time. As we know, increasing the time can cause polymer degradation. Crystallization and melting parameters of PA/EVA/EVA-g-MA/OIP composites obtained through DSC measurement.
Before melt blending, the PA6, EVA, compatibilizer, and OIP are dried in an oven at 80°C for 8 h. The tensile and Izod impact samples are fabricated according to ASTM D638 and ASTM D256, respectively. The injection process is conducted using an injection molding machine (Imen Machine Co., Iran) at 245°C and 12 MPa.
Characterization
The presented mechanical properties (tensile and impact strengths) are averages of three specimens of each compound. A Santam testing machine (STM-50, Iran) is used to evaluate the tensile strength of the compounds based on ASTM D638 at room temperature. The uniaxial tensile test is conducted. The crosshead velocity was 2 mm/min. The samples are prepared in dumbbell shape. The width of the central section is 13 mm, the length of the gauge is 50 mm, and the thickness is 3 mm.
Izod impact test is conducted based on ASTM D256 using standard notched specimens in a Zwick Model 5102 impact machine (Zwick Co., Germany).
The thermal characteristics of the specimens are determined by DSC (Mettler Toledo DSC1, Switzerland) under a stream of nitrogen. About 13 mg specimens are tempered from room temperature to 240°C at a rate of 10°C/min and held at 240°C for 2 min to remove previous thermal history (1st thermal run), then cooled to room temperature at 10°C/min and reheated to 240°C based on the similar condition (2nd thermal run). The crystallinity degree (Xc) of the component is obtained as follows:
The thermal degradation behavior of the specimens is measured using the Mettler Toledo TGA/DSC1 TGA analyzer (Switzerland) under a nitrogen atmosphere. The temperature varied from room temperature to 600°C under the heating rate of 10°C/min.
DMTA is carried out using a Triton machine (Tritec-2000, England) in tensile mode at 0.3% strain. The loss tangent (tan δ) and shear storage modulus (E′) are obtained at a frequency of 1 Hz. The specimens are rectangular cubics (30 × 10 × 1 mm). The temperature is varied from −150°C to 100°C at a fixed rate of 3°C/min using a liquid nitrogen cooling system.
Results and discussion
Mechanical properties
The influence of compatibilizer (EVA-g-MA) as a function of compatibilizer amount on the mechanical properties of the binary mixtures of PA6/EVA at a combination of 80 wt% matrix phase (PA) is considered. The mechanical properties of the 80/20 PA/EVA and PA/compatibilizer composites with different amounts of compatibilizer are presented in Table 1. The maximum modulus, strain at break, and impact strength were obtained when 3 wt% of compatibilizer was mixed with the PA/EVA composite. As can be seen, modulus, strain at break, and impact strength increased from 1074.90 MPa, 40.9%, and 51.86 J/m for 80/20 PA/EVA to 1178.05 MPa, 49.2%, and 77.21 J/m for 80/17/3 PA/EVA-g-MA blend, respectively. This increase in Young’s modulus is inconsistent with the expected reduction according to the elastomer toughening mechanism and can be attributed to the nucleation ability of compatibilizer and raises the crystallinity of PA. 10 Beyond this value, modulus, strain at break, and impact strength started to decrease. As we can see in Table 1, the PA/EVA-g-MA composites exhibit brittle behavior, because of having Izod notch impact strengths of less than 200 J/m. 25 However, in these systems, by raising the EVA-g-MA weight fraction, the reaction between the anhydride functionality of MA and the amine end group can be increased. Therefore, the improvement in impact strength can be related to the increased interfacial bonding between the phases, which improves stress transfer. 9
In this section, we also considered the effect of OIP loading degree (0.5, 1, 3, and 5 wt%) on the tensile and impact behavior of 80/17/3 PA/EVA-g-MA as a mixture with the best mechanical properties and listed in Table 1. According to this table, the maximum values extracted from tensile and impact tests can be found at 1 wt% of OIP in PA6/compatibilizer composites. As can be seen, the introduction of OIP increased modulus, strain at break, and impact strength of PA6/compatibilizer composites by a maximum of 16%, 34%, and 153% in comparison with the PA/EVA mixture, respectively, while the stress at break and tensile strength values remained approximately the same. This improvement of tensile modulus can be related to considerable interfacial bonding between the nanoparticles and matrix. Furthermore, nanoparticles limit the movement of polymer chains and decrease dispersed rubber particle sizes.26,27
Differential scanning calorimetry (DSC)
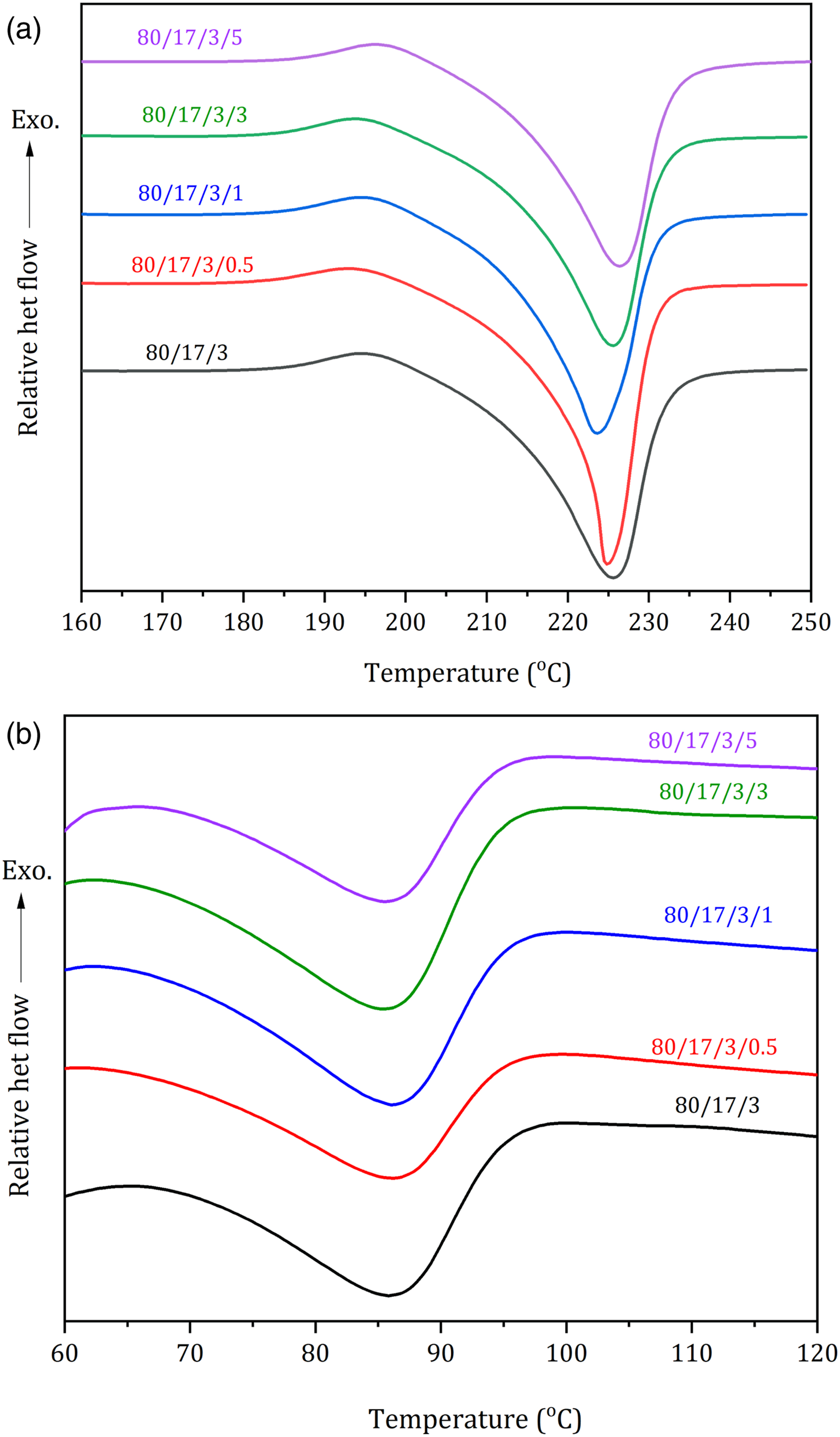
DSC analysis is performed to investigate the influence of OIP on the thermal and crystallization manner of PA/EVA blends. The DSC results including melting temperature (Tm), crystallization temperature (Tc), and the degree of crystallinity (%Xc) of the PA/EVA composites are given in Table 2. Furthermore, Figures 1 and 2 present the crystallization exotherms and melting endotherms of PA and EVA components in the PA/EVA mixture and their composites, respectively. From these data, it can be seen that the Tc of the EVA component composites in the presence of a different amount of OIP did not change considerably from the Tc of the EVA component in the 80/17/3 PA/EVA-g-MA blend (around 66.3 ± 0.2°C). Moreover, there is no alteration in the Tm of the EVA phase for the blend and composites (around 86.0 ± 0.2°C). According to Table 2, we can also see that the degree of crystallinity of EVA polymer in PA/EVA/OIP composites did not change significantly and is about 7 ± 2%. Therefore, OIP does not influence the crystallization of EVA. DSC cooling curves show the crystallization behaviors of (a) PA6 and (b) EVA component in PA6/EVA/EVA-g-MA/OIP composites with different contents of OIP. DSC heating curves show the melting behaviors of (a) PA6 and (b) EVA component in PA6/EVA/EVA-g-MA/OIP composites with different contents of OIP.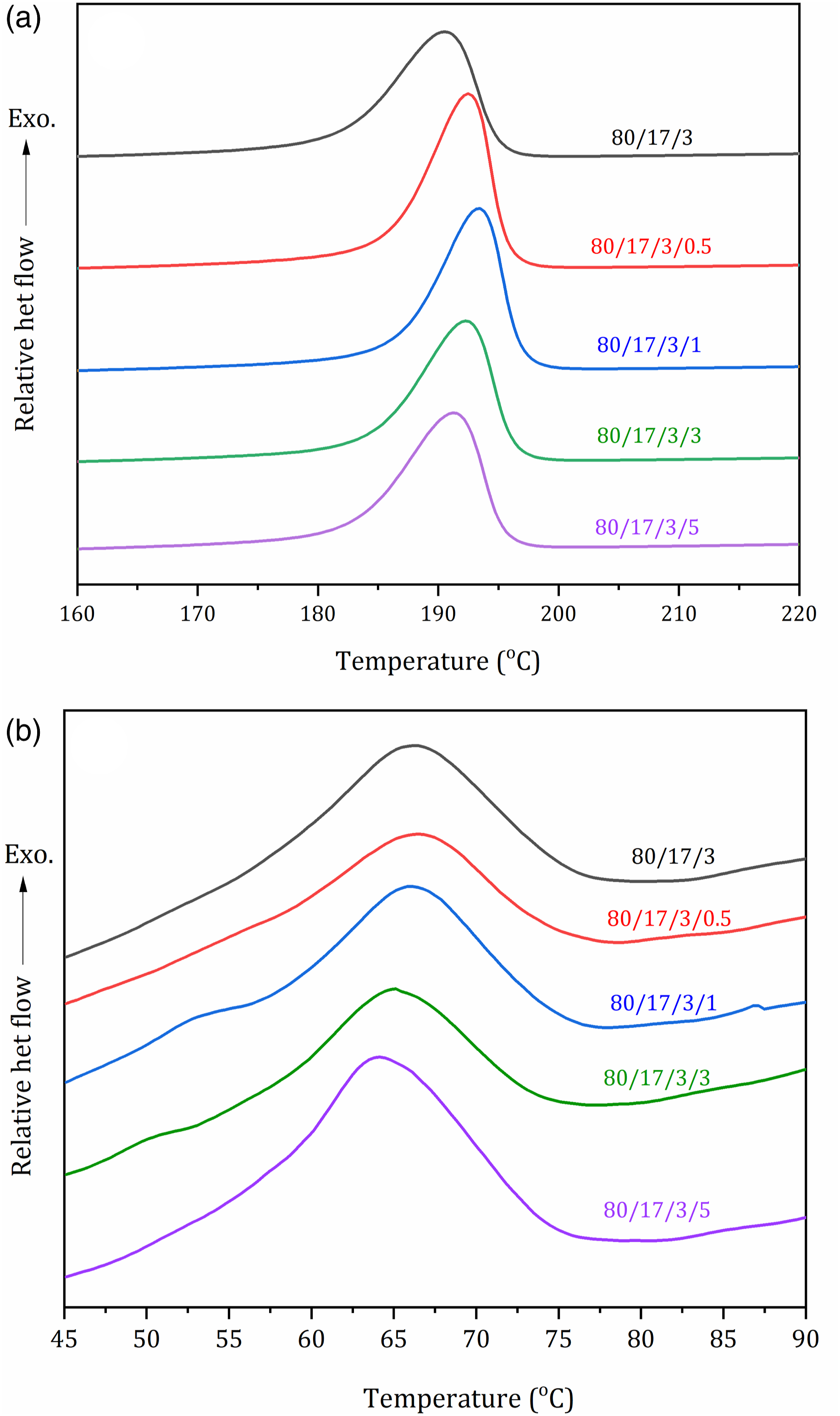
DSC analysis for the PA component in 80/17/3 PA/EVA-g-MA blend and their composites showed when 1 wt% of OIP was incorporated. The Tc increased from 190.5°C to 193.5°C for the 80/17/3 PA/EVA-g-MA blend. Therefore, OIP in the blend acts as a nucleating agent to form crystal nuclei during the cooling PA melt, and this reduces the crystallite size and, finally, increases the crystallization temperature. However, these results show that by increasing the OIP by more than 1 wt%, the crystallization temperature decreased to 191.2°C for the 80/17/3/5 PA/EVA-g-MA/OIP composite due to the increase in the amount of particle aggregation. We also found that by increasing the amount of OIP in the PA/compatibilizer mixture up to 1 wt%, the melting temperature of the PA component decreased from 225.7°C (80/17/3 PA/EVA-g-MA) to 223.6°C and then increased. However, as can be seen in Table 2, OIP loading decreased PA crystallinity. This increase in the Tm and decline in the degree of crystallinity of the PA component in PA/EVA/OIP composites is attributed to the OIP-matrix interaction, which means that the presence of OIP results in a decrease in molecular mobility of the matrix component.10,17,28
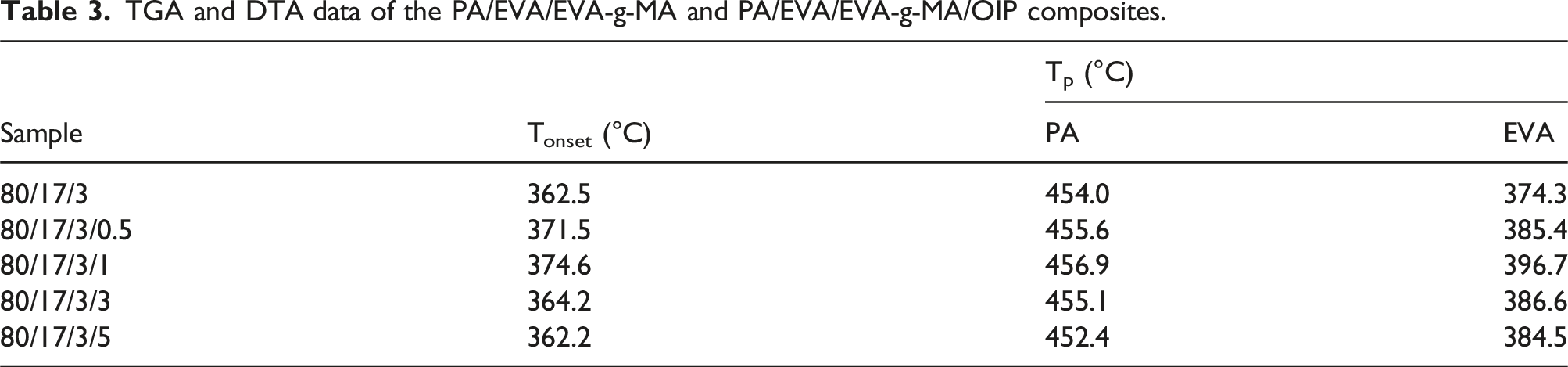
Thermogravimetric analysis (TGA)
The thermal properties of the PA/EVA mixture and its composites are evaluated using thermogravimetric analysis under a nitrogen atmosphere. Figure 3 presents the thermal curves and the derivative curves (DTG) of all systems. (a) TGA and (b) DTG thermograms of the PP/EVA/EVA-g-MA composites in N2 atmospheres.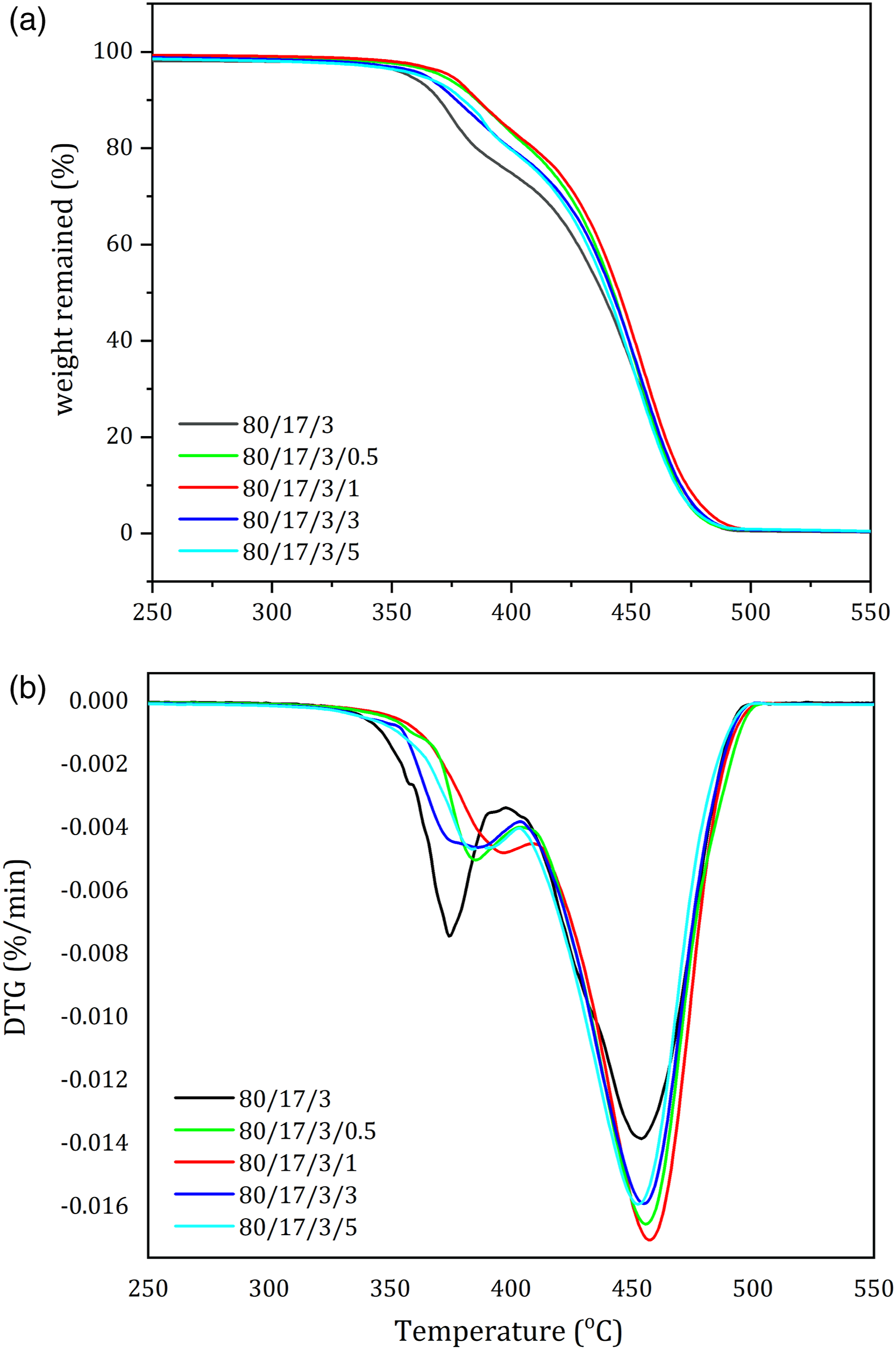
TGA and DTA data of the PA/EVA/EVA-g-MA and PA/EVA/EVA-g-MA/OIP composites.
Dynamic mechanical thermal analysis (DMTA)
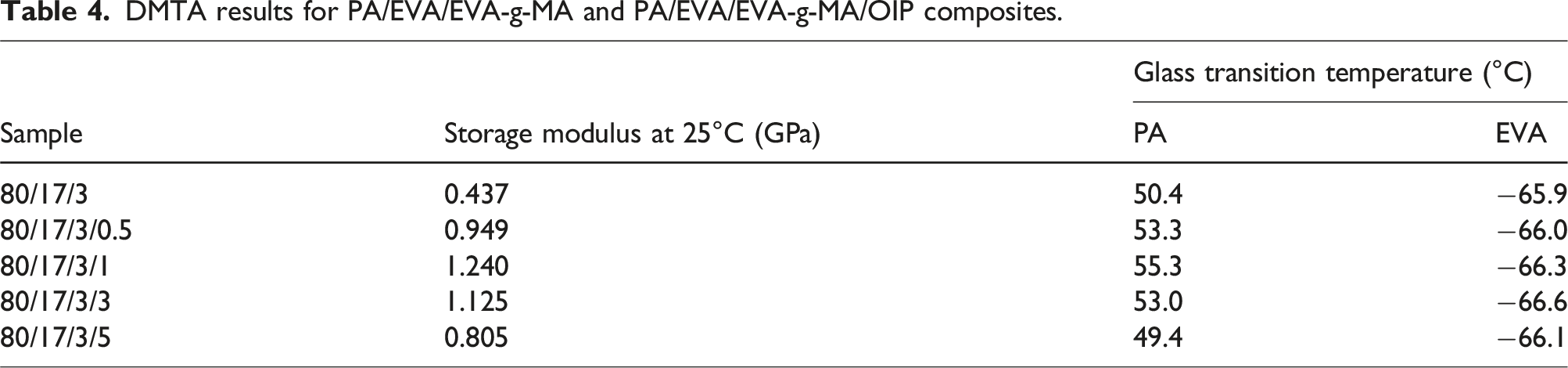
DMTA analysis at varying temperatures was conducted to evaluate the storage modulus (E′) and loss modulus (E″) of the PA/EVA blend and its nanocomposites. We also calculated tan δ (mechanical loss factor) using E″ to E′ ratio. The temperature of the maximum peak of tan δ is related to the glass transition temperature (Tg) of PA and EVA polymers. E′ and tan δ of the samples are demonstrated in Figure 4 and Table 4. From Figure 4(a) and Table 4, E′ at room temperature for PA/EVA/0.5 OIP, PA/EVA/1 OIP, PA/EVA/3 OIP, and PA/EVA/5 OIP is equal to 0.949, 1.240, 1.125, and 0.805 GPa, respectively. E′ of the PA/EVA mixture without OIP was obtained 0.437 GPa. As can be seen, the E′ of all PA/EVA nanocomposites was higher than that of the PA/EVA mixture, and the OIP concentration influenced the elasticity of the nanocomposites. DMTA curves for PA/EVA/EVA-g-MA composites: (a) storage modulus and (b) tanδ at a wide range of temperature. DMTA results for PA/EVA/EVA-g-MA and PA/EVA/EVA-g-MA/OIP composites.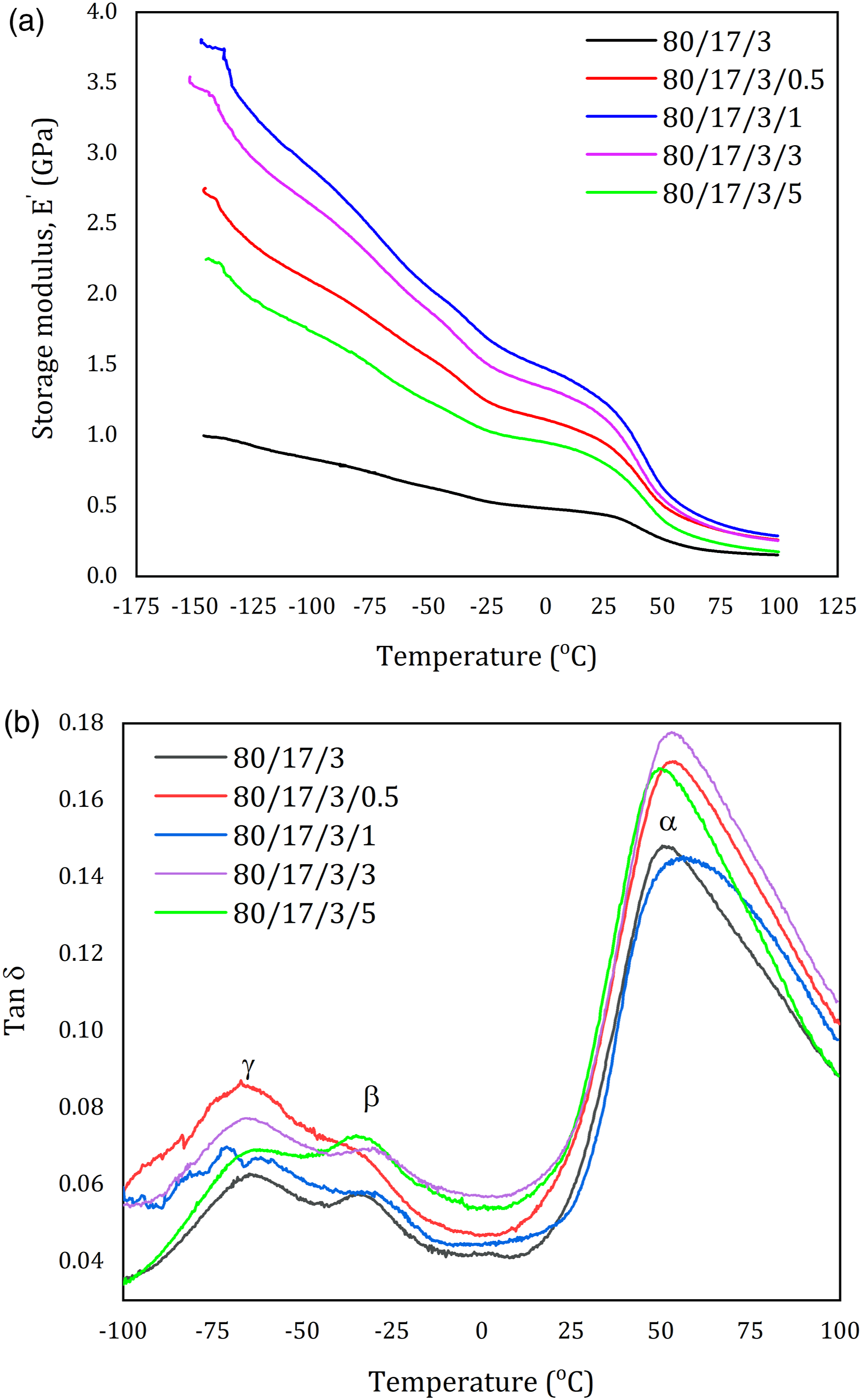
By increasing the OIP concentration up to 1 wt%, the modulus increased. However, for higher OIP weight fractions, the modulus declined. Thus, the improvement of E′ up to 1 wt% OIP concentration can be ascribed to enhanced crystallinity, and the decrease of the modulus with higher OIP content can be related to more aggregation of nanoparticles because of POSS–POSS interaction.
According to Figure 4(b), the samples show three tan δ peaks, which are named by α, β, and γ-relaxation transitions. The maximum of the α-relaxation is allocated to the Tg of the polyamide, which involves the motion within the amorphous region and depends on the polymer crystallinity. The β damping peak is attributed to the carbonyl group of the polyamide forming hydrogen mixtures and depends on the moisture amount. According to the previous literature, 29 the γ-relaxation peak for EVA occurs at about −31°C; therefore, the glass transition of EVA happens at a lower temperature. According to Table 4 and Figure 4(b), the α-relaxation transitions peak of PA/EVA composites shifts to a higher temperature and wider as POSS content increases up to 1 wt% and decreases at higher POSS concentration. The addition and proper distribution of nanoparticles in the polymer matrix restricts the molecular motions and increases the crosslinking density of polymers and finally leads to high Tg, broad tan δ peaks of PA polymer (α-relaxation peak), and high storage modulus. 26 The POSS inclusion into the PA/EVA matrix has little effect on the glass transition peaks of the EVA because of the weak POSS-EVA bonding.
Morphological properties
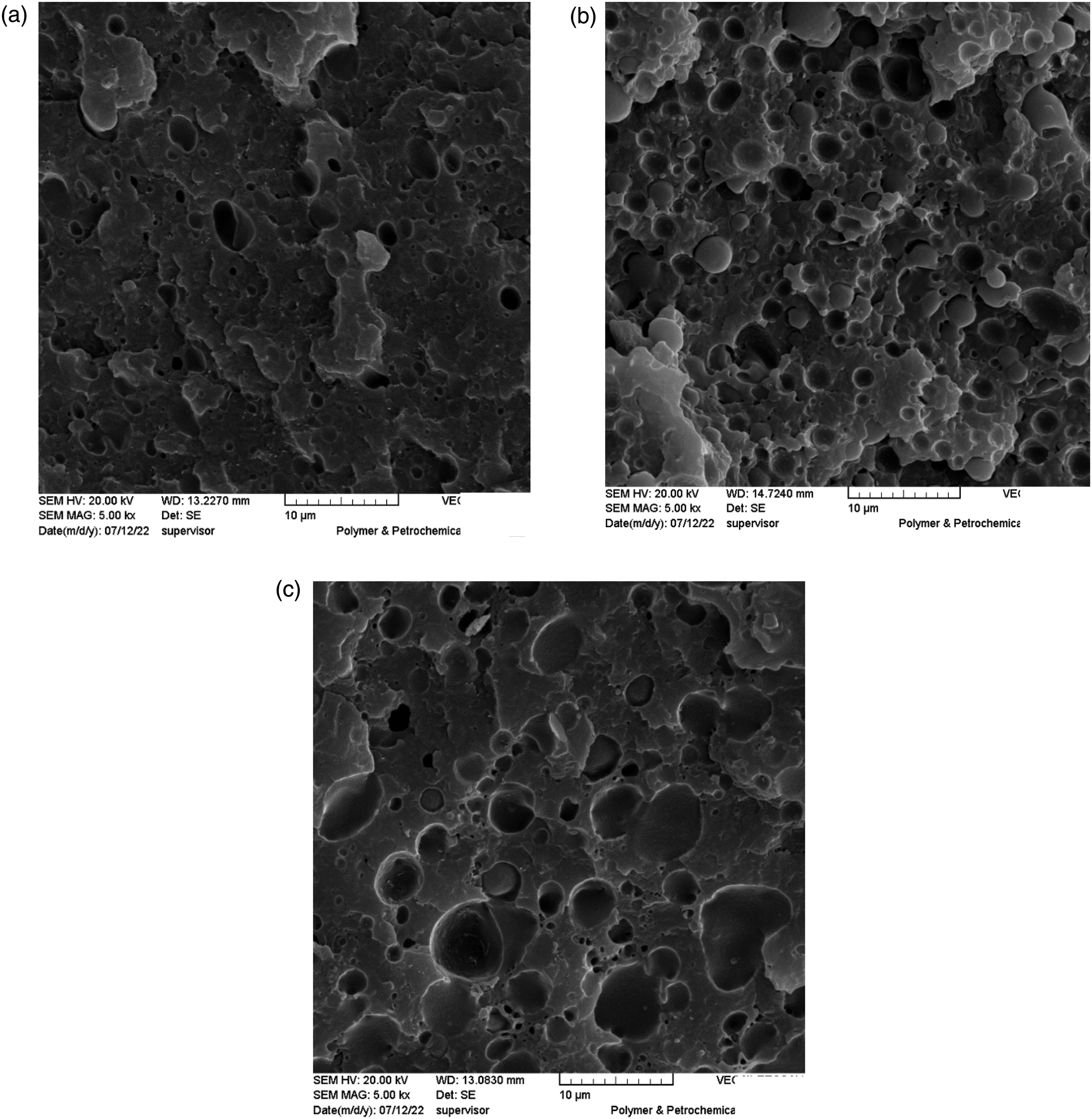
The phase morphologies of the immiscible PA/EVA (80/20) mixture without and with EVA-g-MA compatibilizer are conducted by SEM, and the results are illustrated in Figures 5 and 6, respectively. The EVA was removed by toluene in these micrographs. For the PA/EVA mixture, PA6 forms the continuous phase, whereas spherical EVA hole domains disperse in it discretely (Figure 5). The presence of the hole domain indicates that there was no adhesion between the phases. Our results also show that adding EVA-g-MA has little effect on the shape of the particles but is effective on the number and size of the particles. As we see in Figure 6, by adding 3 wt% of the compatibilizer to the PA6/EVA (80/17/3 PA/EVA-g-MA), the maximum number of particles and the minimum size of the particles can be achieved due to the strong adhesion between PA and EVA. Furthermore, we know that brittle materials have smoother fracture surfaces than ductile ones. Therefore, ductile composites always exhibit great plastic deformation, whereas brittle composites exhibit slight plastic deformation. According to Figure 6, larger matrix plastic deformation with more shear-yielding composites can be observed in the fracture surface of the 80/17/3 PA/EVA-g-MA composite than in the other composites. SEM micrograph of the fracture surfaces of PA6/EVA blend. SEM micrograph of the fracture surfaces of (a) 80/19/1, (b) 80/19/3, and (c) 80/19/5 PA6/EVA/EVA-g-MA blends.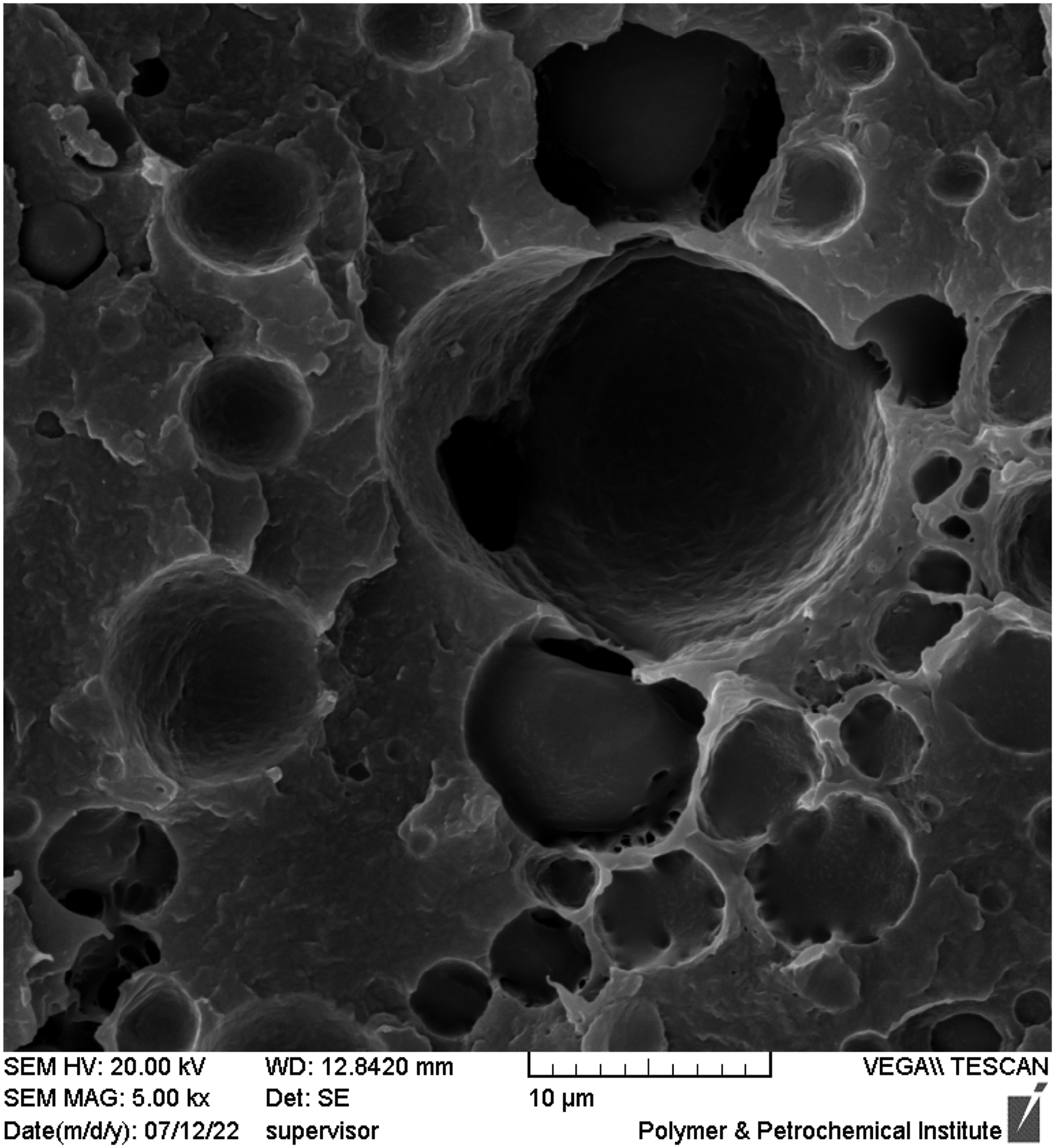
SEM results of different concentrations of OIP in the 80/17/3 PA/EVA-g-MA blend are shown in Figure 7. To more thoroughly study the dispersion of OIP particles in the blend, EDX (Energy-dispersive X-ray spectroscopy) of the resulted composites are illustrated. The homogeneous distribution of the silicon atoms indicates that the OIP is uniformly dispersed in the PA/EVA composite. As can be seen in Figure 7, the nanocomposite including 1 wt% of OIP exhibits the best result. SEM micrographs (left) and EDX mapping (right) of the (a) 80/17/3/0.5, (b) 80/17/3/1, and (c) 80/17/3/3 PA6/EVA/EVA-g-MA/OIP composites.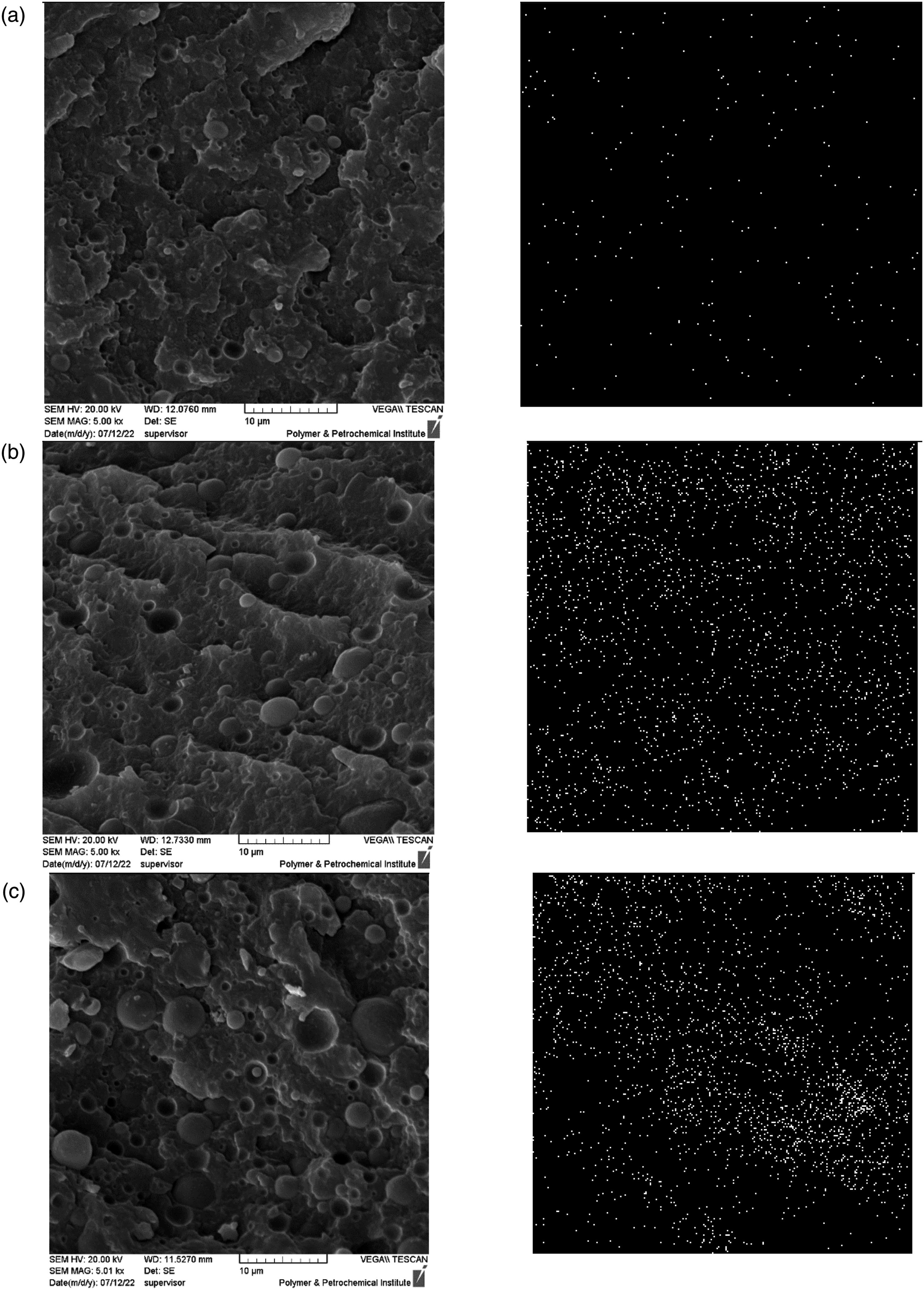
Conclusions
In this study, EVA-g-MA at four different amounts (1, 3, 5, and 7 wt%) was used as a compatibilizer to get the best combination of PA6/EVA and the compatibilizer blend. Moreover, the sum of EVA and compatibilizer concentrations at PA6/compatibilizer mixtures was constant at 20 wt%. Furthermore, the influences of the POSS loading level on the mechanical, morphological, and thermal characteristics of the PA6/compatibilizer composite were investigated experimentally. The compatibilizer leads to the homogenous distribution of EVA into the PA6 and considerably improves the impact strength of the PA6/EVA mixture up to about 48.9%. The impact strength of the PA6/EVA blend improved with the compatibilizer amount to 3 wt% and decreased beyond that. The incorporation of 1 wt% OIP increased the modulus, tensile, and impact strengths of PA6/EVA/EVA-g-MA by about 6%, 10.8%, and 70.2%, respectively. The incorporation of OIP increased the Tm and Tc and decreased the %Xc of only PA6 in the PA6/compatibilizer mixture. DMTA and TGA results indicated that Tg, E′, and thermal stability of only PA6 improved considerably by the addition of OIP amount up to 1 wt%.
Supplemental Material
Supplemental Material - A prospective randomised comparative study of dynamic, static progressive and serial static proximal interphalangeal joint extension orthoses10.1177_07316844241235438
Supplemental Material for A prospective randomised comparative study of dynamic, static progressive and serial static proximal interphalangeal joint extension orthoses by Gholamreza Maghamirad, Morteza Ghorbanzadeh Ahangari, Majid Karimi and Mostafa Hassani Niaki in Journal of Reinforced Plastics and Composites
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
The raw data required to reproduce the findings in this work are available from the corresponding author, Dr. Morteza Ghorbanzadeh Ahangari, upon email request (ghorbanzadeh.morteza@gmail.com; m.ghorbanzadeh@umz.ac.ir). The processed data required to reproduce these findings are also available upon request.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.