
Abstract
This study investigated the influence of fly ash-derived aluminosilicate cenospheres on the structure and performance of silicone rubber composites. The silicone matrices were filled with cenospheres of two representative particle sizes (average diameters of 46 and 106 µm) at concentrations of 10, 25, and 50 phr. A comprehensive characterization was conducted, including SEM analysis, mechanical and thermal testing, ESR spectroscopy, FTIR analysis, TGA/DTG, specific heat capacity evaluation, and swelling resistance in various media. The results showed that the incorporation of cenospheres at low to moderate loadings (10–25 phr) led to improved mechanical retention and thermal stability. In particular, composites filled with smaller cenospheres (46 µm) at 10 phr retained high elongation at break (up to 650%) while exhibiting enhanced tear resistance (up to 32.8 kN·m-1) compared to the neat silicone rubber. Thermogravimetric analysis revealed delayed thermal degradation and a significant increase in inorganic residue, exceeding 65% at 800°C for filled composites. Accelerated thermal aging at 250°C for 72 h demonstrated that cenosphere-filled systems preserved their elastomeric character, whereas the unfilled rubber became brittle. Overall, the quantitative results confirm that aluminosilicate cenospheres act as effective functional fillers, enhancing the mechanical durability and thermal-protection performance of silicone rubber composites.
Keywords
Introduction
Silicone materials have been commercially produced since the early 1940s. Over the past decades, they have grown into a billion-dollar industry and are now widely used in the civil engineering, construction, electronics, transportation, aerospace, defense, textiles, and cosmetics industries. 1 Owing to their unique chemical structure, polysiloxanes exhibit several exceptional properties such as high elasticity, electrical insulation, biocompatibility, and stable physical and mechanical characteristics over a wide temperature range. They also possess high resistance to heat and environmental factors. 1 Contemporary studies on aging evaluation of silicone rubber composites discuss multiple thermal aging mechanisms and characterization methods that provide insights into interface evolution under prolonged thermal exposure.2–5 However, the pristine silicone rubber displays relatively poor tracking and erosion resistance.
To enhance its performance, extend its service life, and reduce production costs, fillers are commonly incorporated into the silicone matrix. 6 Fillers are generally classified into two categories: reinforcing and extending. Reinforcing fillers enhance tensile strength, modulus, tear resistance, and abrasion resistance, and can also confer functional properties, such as electrical conductivity, as observed with carbon black. Common reinforcing fillers include fumed silica, aerogel silica,7,8 and carbon black.9–11 Extending fillers, which are either semi- or non-reinforcing, are incorporated to reduce costs and sometimes to provide specific properties, such as improved thermal or electrical conductivity. Typical extending fillers include ground quartz, titanium dioxide, 12 clay, whiting, alumina trihydrate (ATH), and zinc oxide. Recently, fly ash-derived cenospheres (CS) have emerged as promising fillers for rubber and plastic composites due to their low density, spherical shape, inertness, smooth surface, low thermal conductivity, and nanoscale size. 13 In silicone rubber composites, fly ash-derived aluminosilicate cenospheres are best described as functional fillers, as their primary contribution arises from structural and thermal effects rather than classical mechanical reinforcement. 14 Being a by-product of coal-fired power plants, FA is a cost-effective, readily available, and environmentally friendly alternative.
Cenospheres have been successfully incorporated into various polymer matrices, including polystyrene, 15 polyester, 16 epoxy,17–20 polyethylene, 21 polypropylene,22,23 nylon, 24 and acrylonitrile butadiene styrene (ABS). 25 In elastomeric systems, they have been explored in natural rubber,26,27 styrene-butadiene rubber (SBR), 28 chlorinated SBR, 29 natural rubber (NR), 30 polyester thermoplastic elastomer, 31 acrylonitrile butadiene styrene rubber, 25 polyurea elastomer, 32 and carboxylated nitrile butadiene rubber. These studies generally report that increasing the filler content tends to reduce the tensile strength and elongation at break while enhancing the thermal stability, shear viscosity, and dielectric strength. A filler loading of up to 30 phr is often cited as the optimal concentration.29,32 Few studies have addressed the use of cenospheres, specifically in silicone matrices. Rybiński et al. reported a significant enhancement in the thermal stability of silicone rubber composites filled with cenospheres, compared to those containing conventional mineral fillers. 1 However, the simultaneous influence of cenosphere particle size and concentration on the overall performance of silicone composites has not yet been sufficiently explored.
Despite the growing interest in fly ash-derived cenospheres as functional fillers for polymeric systems, the existing literature remains fragmented in terms of structure–property correlations. Most reported studies focus either on the effect of filler loading at a fixed particle size or on particle size variations at a single concentration, which limits the possibility of a quantitative assessment of size–loading synergy. As a result, the combined influence of particle size and concentration on key performance parameters such as rheology, mechanical integrity, thermal stability, and aging resistance remains insufficiently understood.
Furthermore, many studies primarily address macroscopic properties, while providing limited insight into interfacial mechanisms, including filler-induced restrictions of molecular mobility, changes in curing behavior, and the role of filler surface area in governing matrix–filler interactions. In silicone-based systems, where thermal stability and long-term performance are critical, such interfacial effects are particularly important but are rarely analyzed using complementary spectroscopic or molecular-dynamics-sensitive techniques.
Despite the growing interest in cenosphere-filled elastomer systems, most available studies focus on either filler content or particle size as isolated parameters and primarily evaluate short-term mechanical performance. The combined influence of cenosphere size and loading on the structure–property–performance relationships of silicone rubber composites, particularly under thermal aging conditions, remains insufficiently addressed. Moreover, the reduction in tensile strength and elongation at break commonly reported for filled rubbers highlights the need to identify optimal trade-offs rather than pursuing maximum reinforcement.
In this context, the present study aims to systematically investigate the effects of representative cenosphere size fractions and filler loadings on the morphological, rheological, mechanical, and thermal behavior of silicone rubber composites. The work focuses on balancing mechanical retention with enhanced thermal stability, aging resistance, and dimensional stability, which are critical for thermally demanding elastomer applications. By employing a comprehensive multi-technique approach, this study seeks to establish clear structure–property–performance relationships and to define a practical performance window for cenosphere-filled silicone rubber systems.
Materials and methods
Materials
Physical properties of silicone rubber.
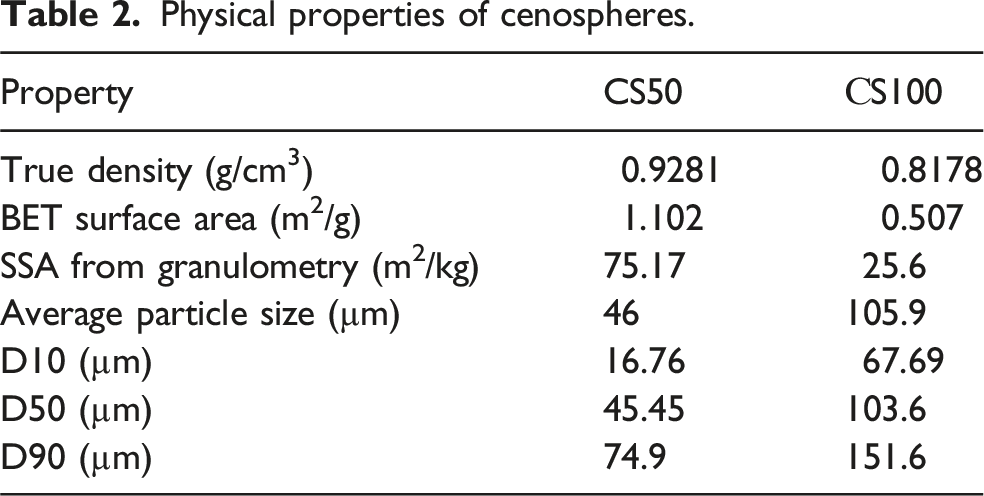
Fly ash cenospheres (CS) were obtained from the Ekibastuz GRES-2 power station (Pavlodar Region, Kazakhstan) and supplied by INOTECK (Moscow Region, Russia). Their true densities were measured using a helium pycnometer (AccuPyc 1340, Micromeritics, Norcross, GA, USA). The specific surface area (SSA) was determined using the Brunauer–Emmett–Teller (BET) method on an ASAP 2020 MP analyzer (Micromeritics, Norcross, GA, USA) following standard degassing at 300°C under a 0.5 mmHg vacuum for 12 h. BET analysis was performed at 77 K with nitrogen as the adsorbate.
The particle size distribution was measured by laser diffraction (Bettersize analyzer) in ethanol using ultrasonic dispersion (intensity 5) and mechanical stirring (1200 rpm). The Mie scattering model was applied with a refractive index of 1.52—0.1i (particles) and 1.361 (medium). Particle size data (D10, D50, D90 and D[4,3]) and SSA (m2/kg) were recorded. Figure 1 illustrates the size distributions of the CS50 and CS100 cenospheres. Hereafter, the cenospheres are denoted as CS50 and CS100, corresponding to average particle diameters of approximately 46 µm and 106 µm, respectively. Particle size distributions of aluminosilicate cenospheres: (a) CS50, (b) CS100.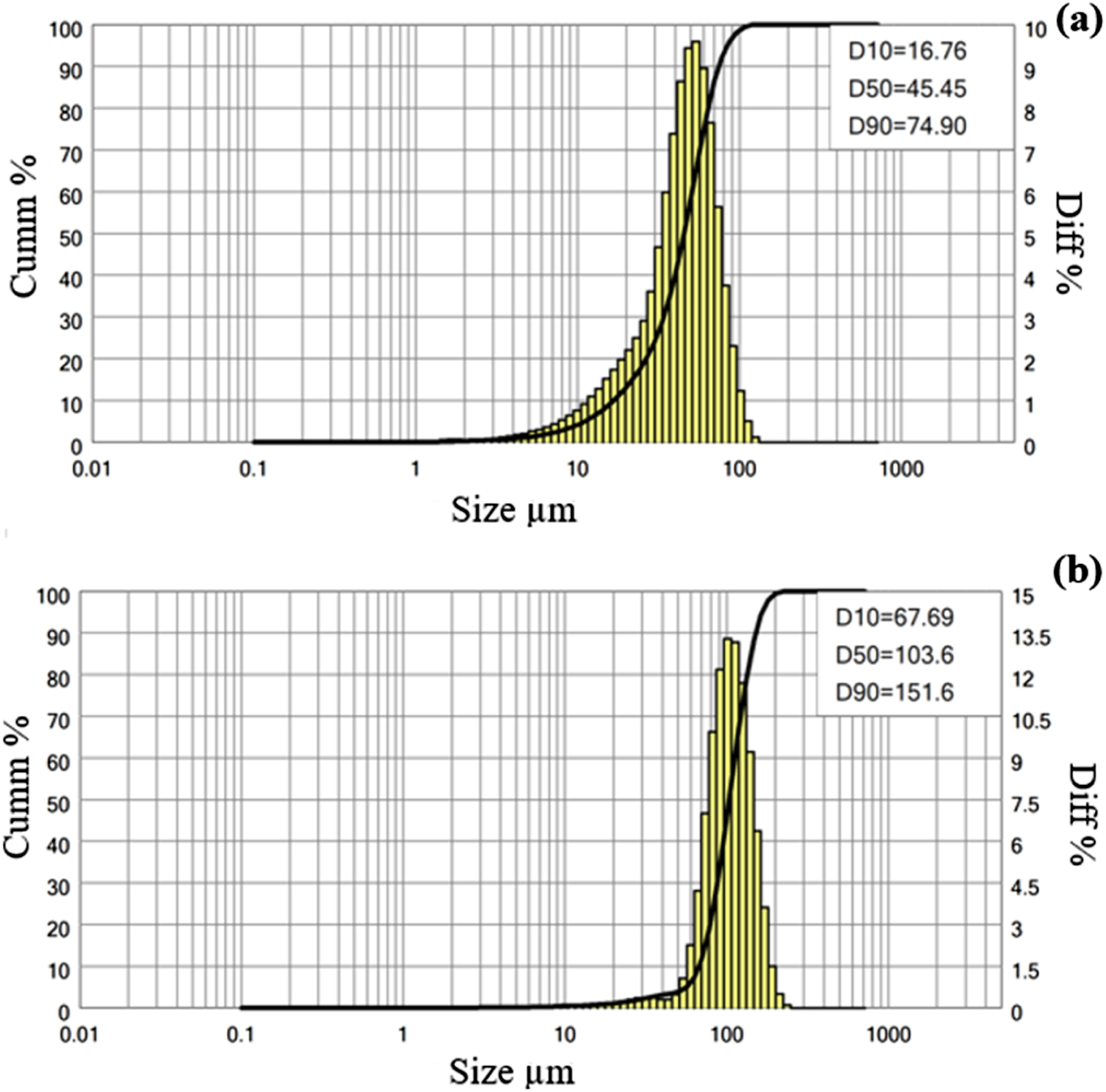
Physical properties of cenospheres.
Chemical composition of cenospheres.
Preparation of rubber compounds
Formulations of rubber blends (phr).
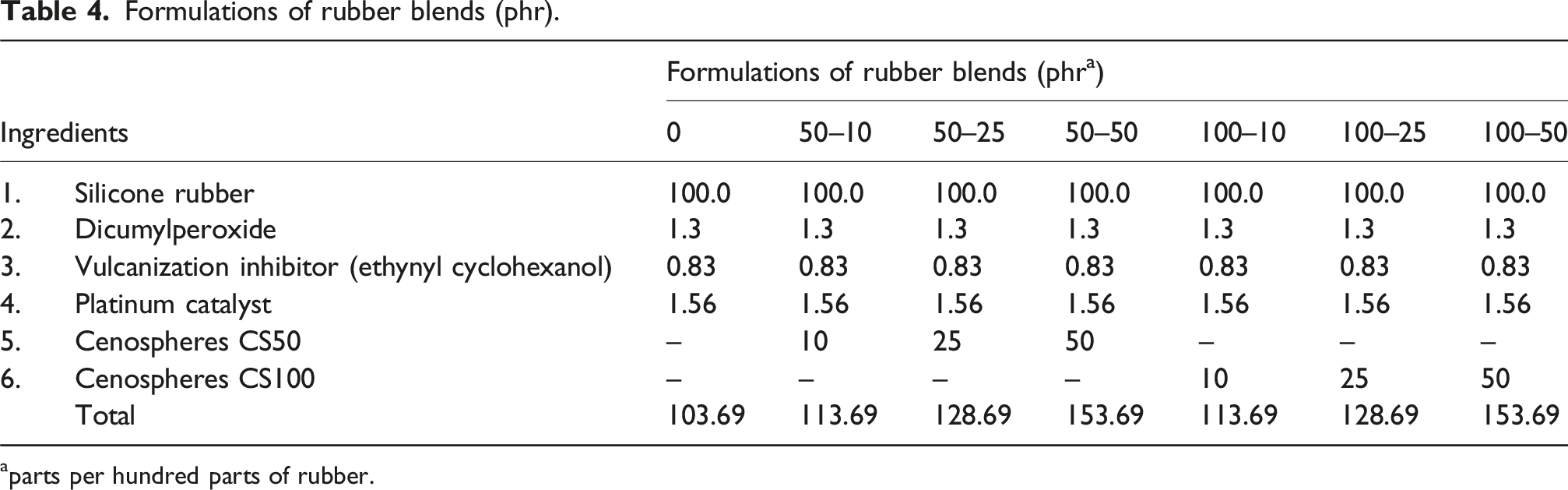
aparts per hundred parts of rubber.
Vulcanization was performed in a hydraulic press (LP 3000, MonTech) at 150°C for 15 min, followed by post-curing at 200°C for 4 h in a convection oven. The sample coding includes the cenosphere fraction designation (CS50, CS100) and its content in phr (e.g., CS50–10 denotes a composite filled with the CS50 fraction at a loading of 10 phr). The numerical labels CS50 and CS100 correspond to cenosphere fractions with average particle diameters of 46 and 106 µm, respectively. The unfilled silicone rubber is designated as “0.”
Filler/matrix morphology
The morphologies of neat cenospheres and silicone rubber composites were studied using a scanning electron microscope (Tescan Vega 3, Czech Republic) equipped with a tungsten thermionic cathode. SEM observations were performed under high-vacuum conditions at an accelerating voltage of 10–15 kV. Image acquisition and processing were carried out using TESCAN Essence™ software. Cryogenic fracture surfaces of the composites were examined to preserve the native structure of the filler/matrix interface. Prior to imaging, the fractured surfaces were sputter-coated with a thin platinum layer (∼20 nm) using a JEOL JFC-1600 sputtering system to ensure sufficient surface conductivity.
Hardness testing
Hardness measurements were performed using an HT 3000 Shore A hardness tester (MonTech, USA). Five measurements were taken at different positions for each sample and the average value was reported.
Rheological testing
Mooney viscosity (ML 1 + 4 @ 100°C) was determined using an MDR V-MV 3000 Mooney viscometer (MonTech, Germany). The cure characteristics were analyzed using a Rubber Process Analyzer RPA D-MDR 3000 (MonTech, Germany) at 1.67 a frequency of 0.5° strain.
Abrasion resistance
The abrasion resistance was assessed using an ABR 3000 abrasion resistance tester (MonTech, Germany). Cylindrical vulcanized samples (10 ± 0.5 mm in diameter and height) were tested. The drum rotated at (40 ± 1) rpm with the sample undergoing linear displacement of (420.0 ± 4.0) mm per 100 drum revolutions. The applied normal force was 5.0 and 10.0 N with an accuracy of ±0.2 N.
Thermogravimetric analysis (TGA)
The thermal stability was investigated using a TGA/DSC3 + analyzer (Mettler Toledo, Switzerland). Samples (4–5 mg) were heated from 25°C to 800°C at a constant rate of 10°C/min in air.
FT-IR spectroscopy
FT-IR spectra of the composites were recorded using a Lumos BRUKER spectrometer (Berlin, Germany) equipped with an ATR diamond crystal. The spectra were collected at room temperature (22 ± 2°C) over a range of 4000-600 cm−1.
Mechanical properties
Tensile properties were measured in accordance with ASTM D412 using a GOTECH universal testing machine (Turkey) equipped with a 5 kN load cell, at a crosshead speed of 500 mm/min. Dumbbell-shaped specimens were used in this study. Each reported value represents the mean of five replicates.
Specific heat capacity
The specific heat capacity was determined using a DSC 214 Polyma (NETZSCH, Germany). The samples (10 ± 1 mg) were sealed in aluminum pans. The heating program consisted of an isothermal segment, followed by a linear ramp at 10°C/min. The calculations were based on the following equation
Accelerated aging
Accelerated aging tests were conducted in an AO 3000 Rubber Aging Oven (MonTech, Germany) for 72 h at 250°C.
Chemical resistance
The chemical resistance was assessed based on the degree of swelling according to ASTM D471. The samples were immersed in various liquids, including quaternary ammonium disinfectant (QAS), food-grade Vaseline oil, acetic acid (CH3COOH), petrochemical solvents (Nefras), and industrial oil (I-40A). The samples were weighed every 24 h. The swelling degree was calculated as follows
ESR-spectroscopy
Electron spin resonance (ESR) measurements were performed using a Bruker EMX spectrometer (Germany) at 22°C. Modulation amplitude was <0.5 G; microwave power was 2.1 mW; sweep width was 100 G (1024 points recorded). The spin probe used was 2,2,6,6-tetramethylpiperidine-1-oxyl (TEMPO, <1 × 10−3 mol·dm−3), which was introduced into the vulcanized samples in the vapor phase at 60°C. The probe rotation correlation time was calculated as follows
The equation includes the width (from peak to peak) of the low-field spectral component (ΔH+1) and intensities of high/low-field components following (I ± 1). The experimental uncertainty was within ±7%. WINEPR™ and SIMFONIA™ (Bruker) software packages were used for data analysis.
Results and discussion
Morphology of filler dispersion
The dispersion of aluminosilicate cenospheres in the silicone matrix was examined using SEM micrographs of cryo-fractured surfaces. Figure 2 shows the morphology of the pristine cenospheres at different magnifications. Figure 3 presents the morphologies of the composites with varying filler loadings (10, 25, and 50 wt%) for two distinct cenosphere fractions: CS50 (average particle size 46 µm) and CS100 (average size 105.9 µm). SEM micrographs of cenospheres (CS50) with different magnifications (а) - at 2000× magnification, (b) - at 200× magnification. SEM micrographs of cryogenically fractured silicone/cenospheres composites: (а) 50–10; (с) 50–25; (e) 50–50; (g) 100–10; (i) 100–25; (k) 100–50 at 500× magnification; (b) 50–10; (d) 50–25; (f) 50–50; (h) 100–10; (j) 100–25; (l) 100–50 at 2000× magnification.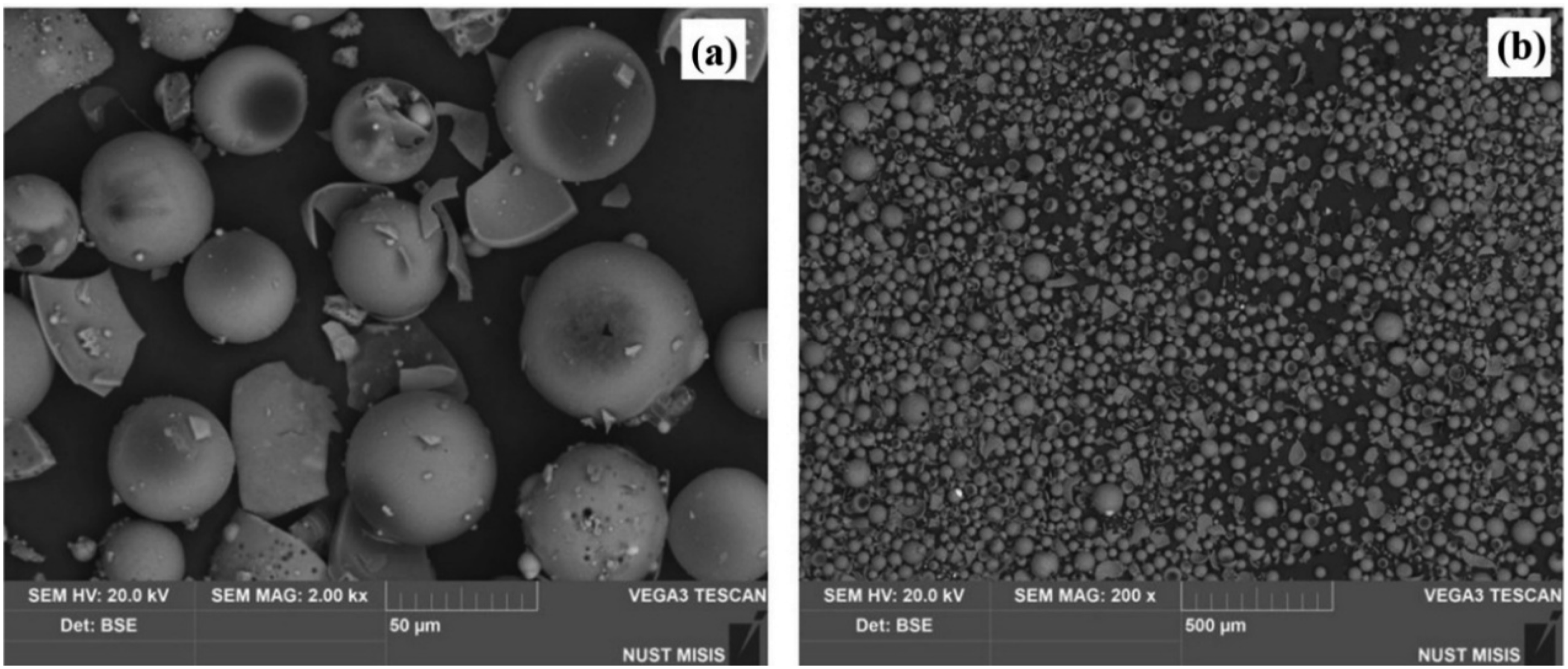
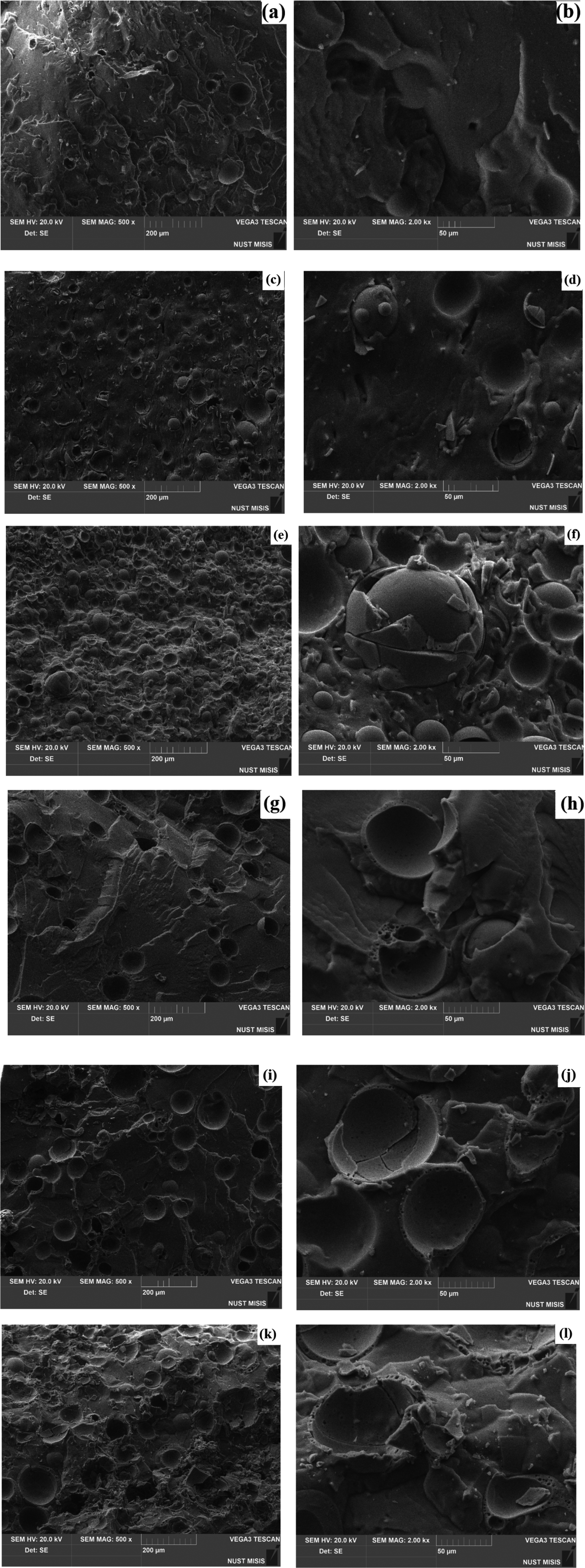
At a low filler content (10 wt%), both CS50- and CS100-filled composites exhibited relatively uniform dispersion and good adhesion to the silicone matrix. In the CS50 sample, the smaller cenospheres with higher specific surface area (BET = 1.102 m2/g) were well embedded in the polymer, and most of the hollow particles retained their structural integrity. Similarly, CS100 cenospheres at 10 wt% largely preserved their spherical shape, with only limited signs of particle damage or matrix detachment. With increasing filler content, notable changes in the microstructure were observed for both systems. In the CS50 composite containing 25 wt% cenospheres, the number of hollow particles increased substantially, while dispersion remained relatively homogeneous. However, more frequent interparticle contacts became evident, indicating the onset of particle–particle interactions. At 50 wt%, pronounced agglomeration and extensive fracturing of cenospheres were observed. The compact packing of smaller particles and their high specific surface area (SSA = 75.17 m2/kg) likely promoted increased particle–particle interactions, leading to insufficient matrix wetting and the formation of mechanical interlocking defects. For the CS100 series, good dispersion was maintained at 10 wt%, whereas at 25 wt% partial matrix detachment around individual cenospheres and occasional particle crushing were observed. At the highest filler loading (50 wt%), the fracture surfaces were dominated by broken hollow spheres, thin-walled fragments, and large interfacial voids. Owing to their lower BET surface area (0.507 m2/g) and larger average particle size (105.9 µm), CS100 cenospheres appear more susceptible to mechanical damage under processing stresses and exhibit weaker interfacial bonding with the silicone matrix.
The observed differences in interfacial behavior between CS50- and CS100-filled composites can be attributed to a combination of geometric, mechanical, and interfacial factors. Larger cenospheres possess lower surface curvature and a reduced effective contact area per unit volume, which limits physical adhesion and mechanical interlocking with the polymer matrix. In addition, variations in shell thickness of larger cenospheres increase their susceptibility to fracture under shear and compressive stresses during two-roll milling. The collapse or partial breakage of hollow particles generates local voids and stress concentrators, further weakening interfacial integrity. In contrast, smaller cenospheres with higher specific surface area provide a greater number of contact points with polymer chains, promote more homogeneous stress transfer, and are more effectively embedded within the matrix, resulting in improved interfacial bonding and structural stability at low filler loadings.
Overall, the morphological evolution demonstrates that both filler particle size and loading play a critical role in dispersion quality and filler–matrix interactions. Smaller cenospheres (CS50) provide better dispersion at low filler contents but are more prone to agglomeration at high loadings, whereas larger cenospheres (CS100) are more susceptible to shell fracture and matrix debonding as the filler concentration increases. The assessment of filler dispersion was based on qualitative analysis of SEM micrographs of representative fracture surfaces. The comparison between different composites was performed by visual inspection, focusing on characteristic morphological features such as particle integrity, matrix–filler adhesion, particle clustering, and overall homogeneity of particle distribution. While SEM analysis does not provide quantitative dispersion metrics, the observed morphological trends were consistent across multiple micrographs for each composition and correlated well with the rheological, mechanical, and ESR results discussed in subsequent sections.
It should be emphasized that the cenospheres used in this work were not surface-functionalized. While unmodified aluminosilicate cenospheres contribute to density reduction and thermal stabilization, their limited chemical affinity toward the silicone matrix may result in interfacial debonding at high filler loadings, as evidenced by local matrix detachment and void formation observed for the 50 phr composites, particularly in the CS100-filled system. Surface modification using silane coupling agents represents a well-established strategy to enhance filler–matrix interactions, improve dispersion, and reduce particle aggregation. Although such modifications were not explored in the present study, they constitute a promising direction for future work. 33
Rheological and curing properties
Mooney viscosity values of silicone rubber and silicone/cenosphere composites.
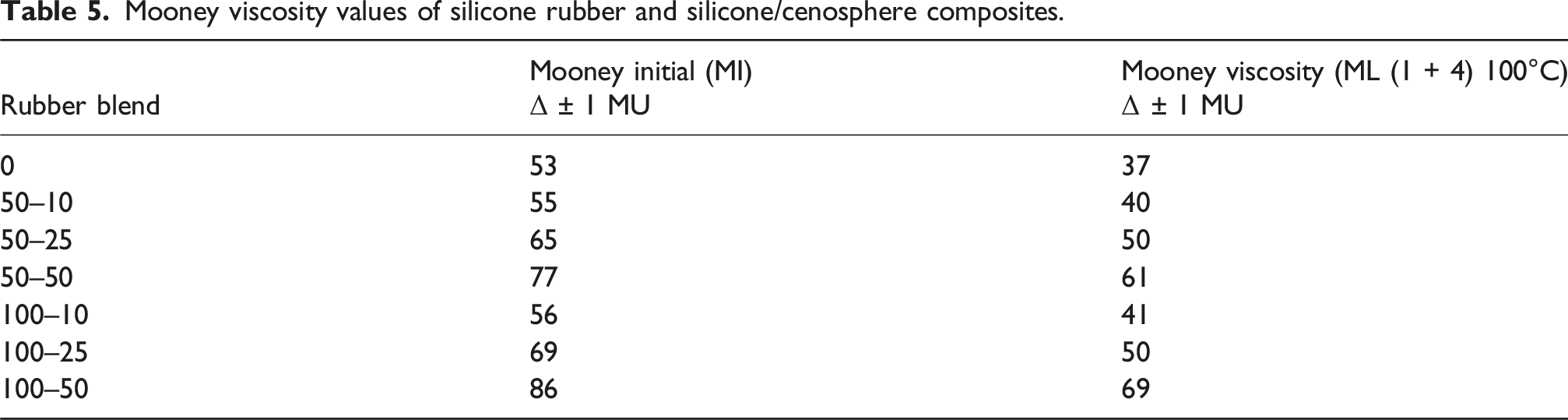
At a low filler loading of 10 phr, the addition of cenospheres resulted in only a slight increase in Mooney viscosity, by approximately 3–4 units compared to the unfilled silicone rubber, irrespective of the cenosphere size fraction. This behavior indicates that at low concentrations the cenospheres are well accommodated within the silicone matrix and do not significantly hinder polymer chain mobility. As the filler content increased to 25 phr, a pronounced rise in viscosity was observed for both cenosphere fractions. In this case, the Mooney viscosity increased by 13 units for both the CS50- and CS100-filled composites relative to the neat rubber. This result highlights the dominant role of filler loading at intermediate concentrations, while the influence of particle size remains secondary. At the highest filler concentration of 50 phr, the effect of particle size became significantly more pronounced. The Mooney viscosity of the composite filled with CS50 reached 61 units (+24 units compared to the neat rubber), whereas the CS100-based composite exhibited the highest resistance to flow, with a viscosity of 69 units (+32 units). These values clearly demonstrate that increasing both filler concentration and particle size cumulatively contributes to the stiffening of the rubber compound.
Overall, the rheological behavior of silicone/cenosphere composites is highly sensitive to filler loading, while particle size becomes a critical factor affecting processability at concentrations above 25 phr. At low filler contents, the cenospheres are well dispersed and readily accommodated by the matrix. In contrast, at higher loadings, larger cenospheres (such as CS100) impose greater mechanical constraints, restrict polymer chain mobility, and increase internal friction, resulting in elevated viscosity.
The curing behavior was analyzed by measuring torque development during vulcanization. The results are shown in Figure 4 and Table 6. Cure curves of the as-received silicone rubber material (sample 0) and silicone/cenospheres composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50). Cure properties of silicone/cenosphere composites.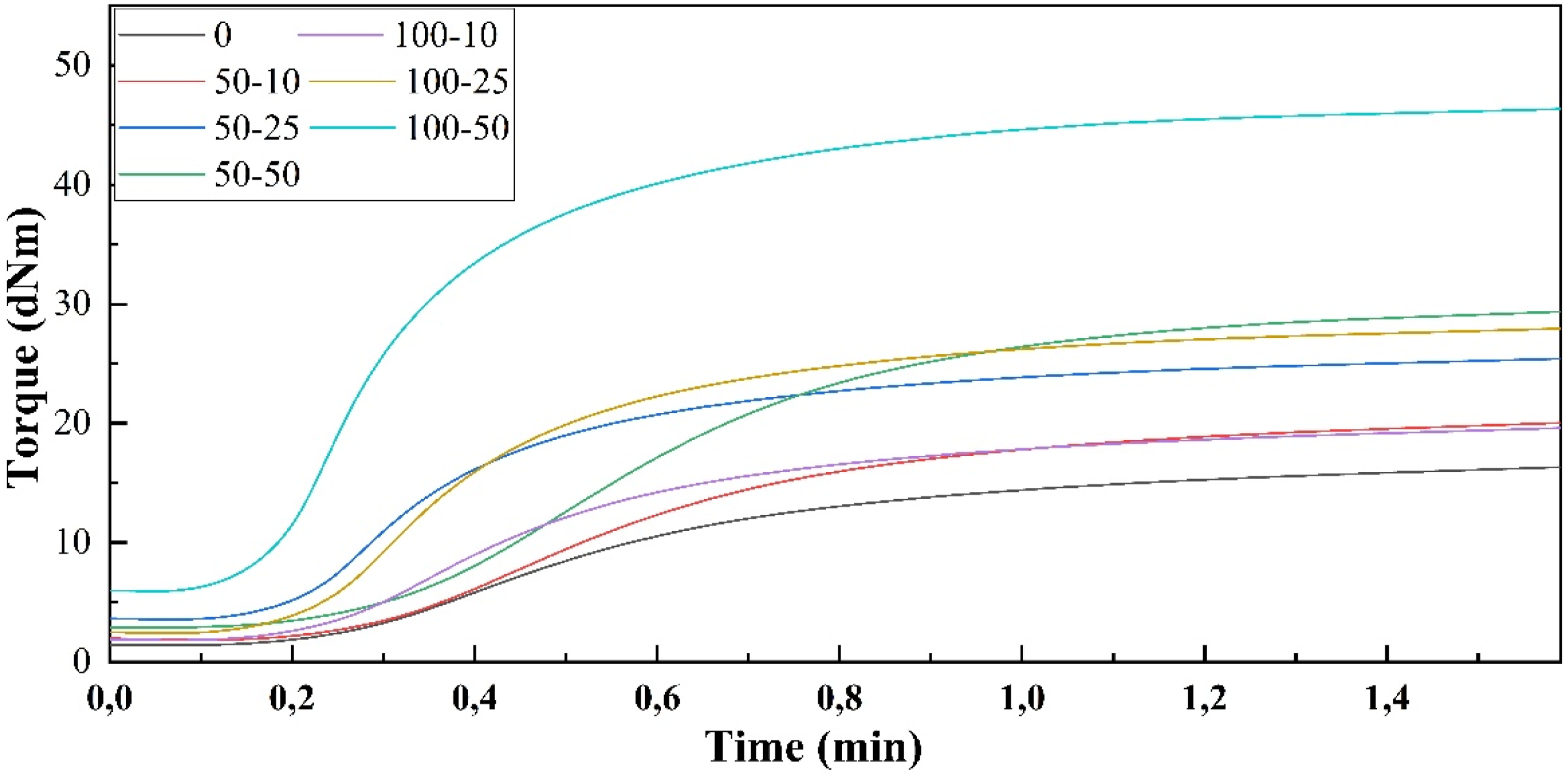
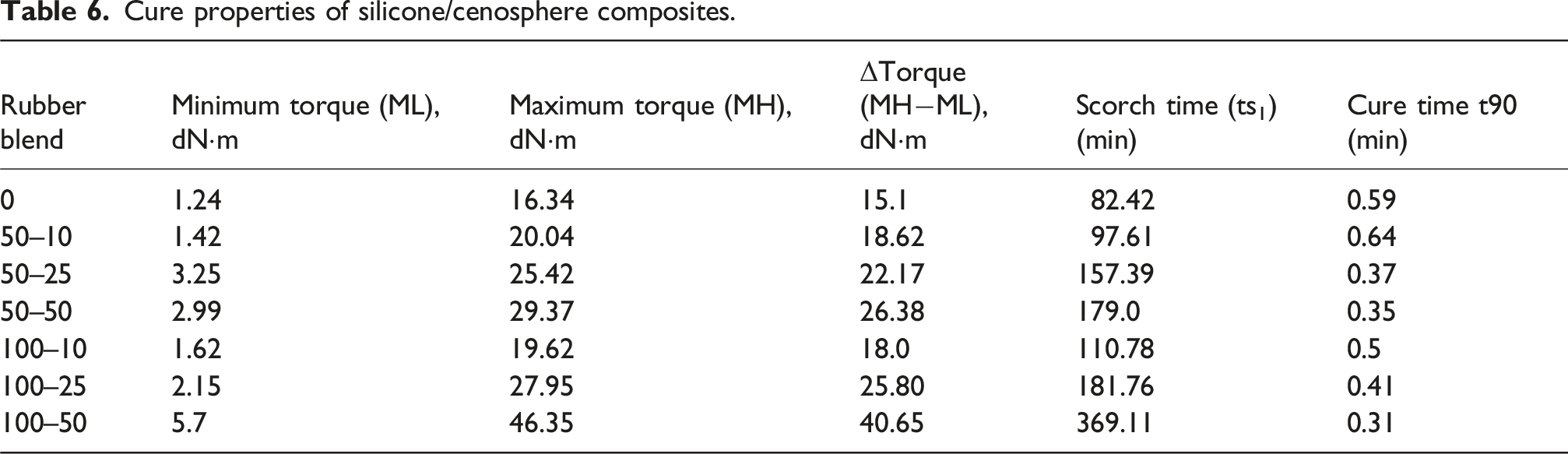
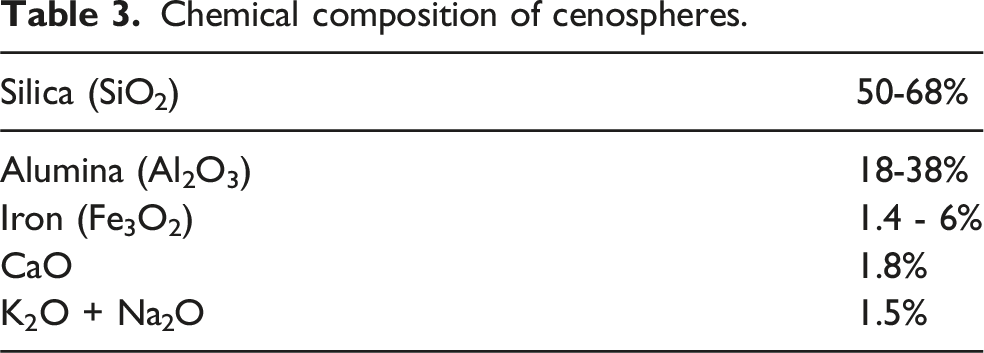
The increase in both minimum (ML) and maximum (MH) torques with increasing cenosphere content reflects enhanced stiffness of the composite system and increased resistance to deformation during curing. The torque difference (ΔTorque = MH − ML), which is commonly associated with the effective rigidity of the cured network and rubber–filler interactions, increases markedly at higher filler loadings, particularly for CS100-filled composites. This behavior is consistent with the SEM observations, indicating restricted matrix mobility and pronounced filler-induced rigidity at high cenosphere contents. At a low filler loading of 10 phr, a moderate increase in scorch time (ts1) was observed for all cenosphere-filled composites, indicating a slight delay in the onset of vulcanization due to the physical presence of the filler. As the filler content increased to 25–50 phr, a pronounced extension of scorch time was observed, especially for the CS100-filled systems. This trend suggests that higher cenosphere loadings significantly retard the initiation of curing. The retardation of scorch time at high filler contents may be attributed to several factors, including restricted diffusion of peroxide curing agents within the highly filled matrix and possible adsorption of curing species on the aluminosilicate surface. In addition, the presence of metal oxide components in cenospheres (such as Al2O3 and Fe2O3) may alter the local chemical environment of the peroxide curing system, leading to delayed radical generation and reduced curing efficiency at the early stages of vulcanization.34,35 Similar retardation effects induced by mineral fillers on peroxide curing kinetics have been reported in the literature.36,37 This observation is in line with previous reports suggesting that mineral fillers can influence peroxide vulcanization kinetics by modifying the chemical environment of the curing system. 38
Mechanical properties
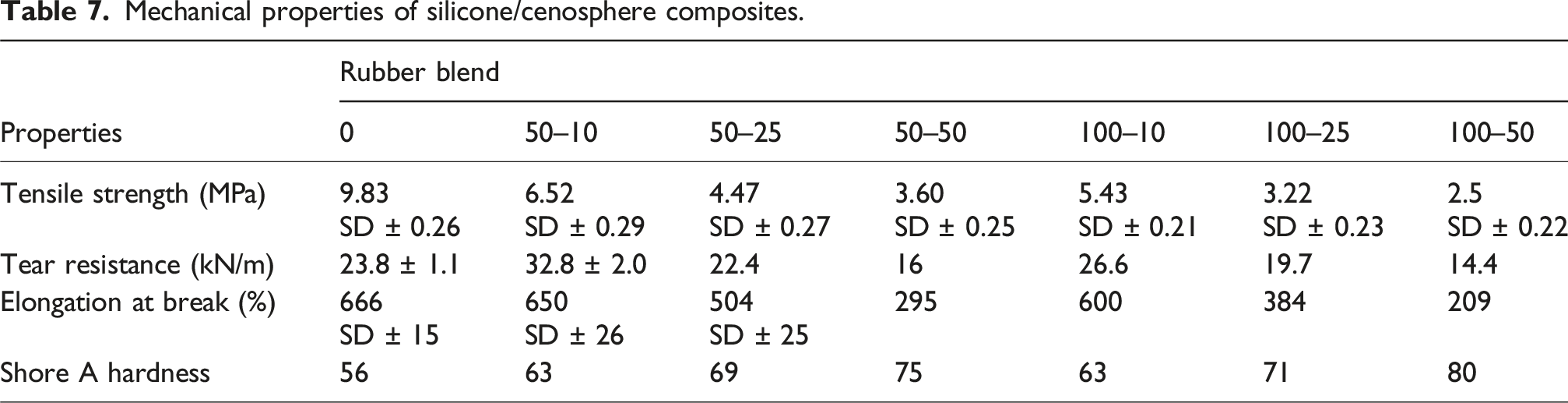
Mechanical properties of silicone/cenosphere composites.
Tensile strength
The addition of cenospheres led to a pronounced reduction in tensile strength for all filled composites. The neat silicone rubber exhibited the highest tensile strength (9.83 MPa). Upon the introduction of 10 phr cenospheres, the tensile strength decreased to 6.52 MPa for the CS50-filled composite (−34%) and to 5.43 MPa for the CS100-filled composite (−44.8%). This indicates that even low filler contents significantly weaken the load-bearing capacity of the matrix, with larger cenospheres exerting a more pronounced detrimental effect. As the filler concentration increased to 25 and 50 phr, the tensile strength continued to decline for both cenosphere fractions. This trend is consistent with the SEM observations, which revealed increasing particle clustering, cenosphere fracture, and interfacial discontinuities at higher filler loadings, all of which reduce effective stress transfer across the filler–matrix interface.
Elongation at break
The elongation at break decreased systematically with increasing filler content and, to a lesser extent, with increasing particle size. For the CS50 series, the elongation decreased from 650% at 10 phr to 504% at 25 phr and further to 295% at 50 phr. A similar trend was observed for the CS100-filled composites, where the elongation decreased from 600% at 10 phr to 384% at 25 phr and 209% at 50 phr. These reductions indicate that cenospheres restrict polymer chain mobility and deformability, particularly at higher filler concentrations. The formation of rigid filler networks, particle–particle contacts, and interfacial voids limits large-scale chain rearrangements during deformation, leading to premature failure. Such behavior is consistent with literature reports describing the creation of localized immobilization zones around mineral fillers in elastomeric matrices. 39
Tear resistance
In contrast to tensile strength, the tear resistance exhibited an initial increase at low filler loading. At 10 phr, the tear resistance increased from 23.8 kN/m for the neat rubber to 32.8 kN/m for the CS50-filled composite and to 26.6 kN/m for the CS100-filled composite. This enhancement can be attributed to crack deflection and energy dissipation mechanisms introduced by well-dispersed rigid inclusions, which hinder straight crack propagation. However, with increasing filler content, the tear resistance gradually decreased. At 50 phr, the tear resistance dropped to 16.0 kN/m for CS50 and 14.4 kN/m for CS100, reflecting the adverse effects of filler agglomeration, reduced matrix continuity, and the presence of filler-induced defects that facilitate crack initiation and propagation.
Hardness
Shore A hardness increased monotonically with both filler concentration and particle size. The neat rubber exhibited a Shore A hardness of 56, whereas composites containing 50 phr cenospheres reached values of 75 for CS50 and 80 for CS100. This progressive increase reflects the stiffening effect of the inorganic filler phase, which limits polymer chain flexibility and increases the overall rigidity of the composite. The hardness trends are consistent with the observed increases in Mooney viscosity and cure torque and agree with previous reports on mineral-filled silicone and elastomeric systems. 40 Overall, the mechanical properties of silicone/cenosphere composites are governed by a coupled effect of filler loading and particle size. At low filler loading (10 phr), SEM observations reveal predominantly isolated cenospheres with limited interfacial defects, enabling relatively uniform dispersion and effective stress redistribution. Under these conditions, tear resistance and hardness improve while high elongation is largely preserved, despite a reduction in tensile strength. As the filler content increases to 25–50 phr, the microstructure progressively evolves toward increased particle–particle contacts, clustering, and a higher fraction of fractured hollow spheres. These features disrupt matrix continuity and create interfacial discontinuities, which simultaneously increase rheological resistance and reduce tensile strength and elongation due to stress concentration around agglomerates and voids. Particle size further modulates this structure–property pathway. Smaller cenospheres (CS50) provide a larger number of contact points and are more effectively embedded in the matrix at low loadings, whereas at high loadings their high surface area promotes clustering. Larger cenospheres (CS100), in contrast, are more susceptible to mechanical damage during processing; particle fracture and larger interfacial voids lead to more severe losses in tensile performance at high filler contents. These mechanical trends are consistent with the rheological, morphological, and curing data discussed in previous sections and support a unified interpretation of the size–loading effects on composite performance. The observed mechanical trends are consistent with previous reports on mineral-filled elastomer composites, where increased filler content results in reduced tensile performance and extensibility accompanied by increased stiffness and hardness.31,41,42
Accelerated thermal aging
Accelerated thermal aging was performed on both the neat silicone rubber (sample 0) and silicone/cenosphere composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50) in an AO 3000 Rubber Aging Oven (MonTech, Germany) at 250°C for 72 h. Following aging, visual inspection, mechanical testing (tensile strength and hardness), FTIR analysis, and molecular mobility assessments were conducted to evaluate thermal stability and structural integrity.
As shown in Figure 5, thermal aging has a significant impact on unfilled rubber. The neat sample (0) became brittle and glass-like, crumbling under minimal stress, and thus impractical for mechanical testing. In contrast, all filled composites remained elastic and flexible without signs of embrittlement, even after exposure to 250°C for 72 h. Digital image of (a) as-received silicone rubber (rubber blend 0) and (b) silicone/cenospheres composites after thermal aging (72 h, 250°C).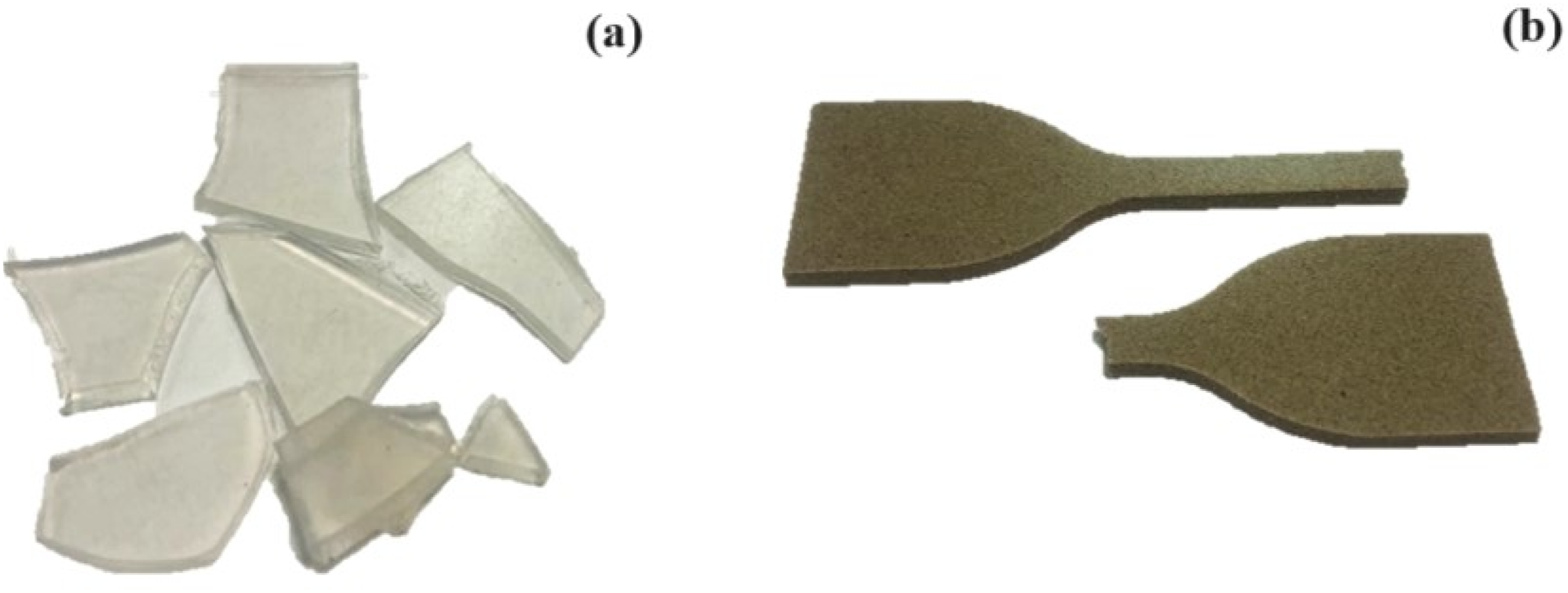
The Hardness profiles of the materials across the three processing stages (after the first curing, second curing, and post-aging steps) are shown in Figure 6. A minor increase in Shore A hardness (by 2–4 units) was observed after the second curing step, which is typical of thermal post-curing. However, after thermal aging, the unfilled rubber displayed a dramatic increase in hardness by 32 units, corresponding to a complete loss of elastomeric character. In contrast, the hardness of the composites remained stable or increased only slightly, particularly in samples with 10 and 25 phr of cenospheres. In highly filled composites (50 phr), the increase in hardness was more pronounced; however, the materials maintained their integrity. These results suggest that the presence of cenospheres stabilizes the polymer network, likely by limiting the chain mobility and promoting a more thermodynamically stable structure. Shore A hardness of unfilled silicone rubber (sample 0) and silicone/cenosphere composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50) measured after the first curing stage (first column), the second curing stage (second column), and after accelerated thermal aging (third column).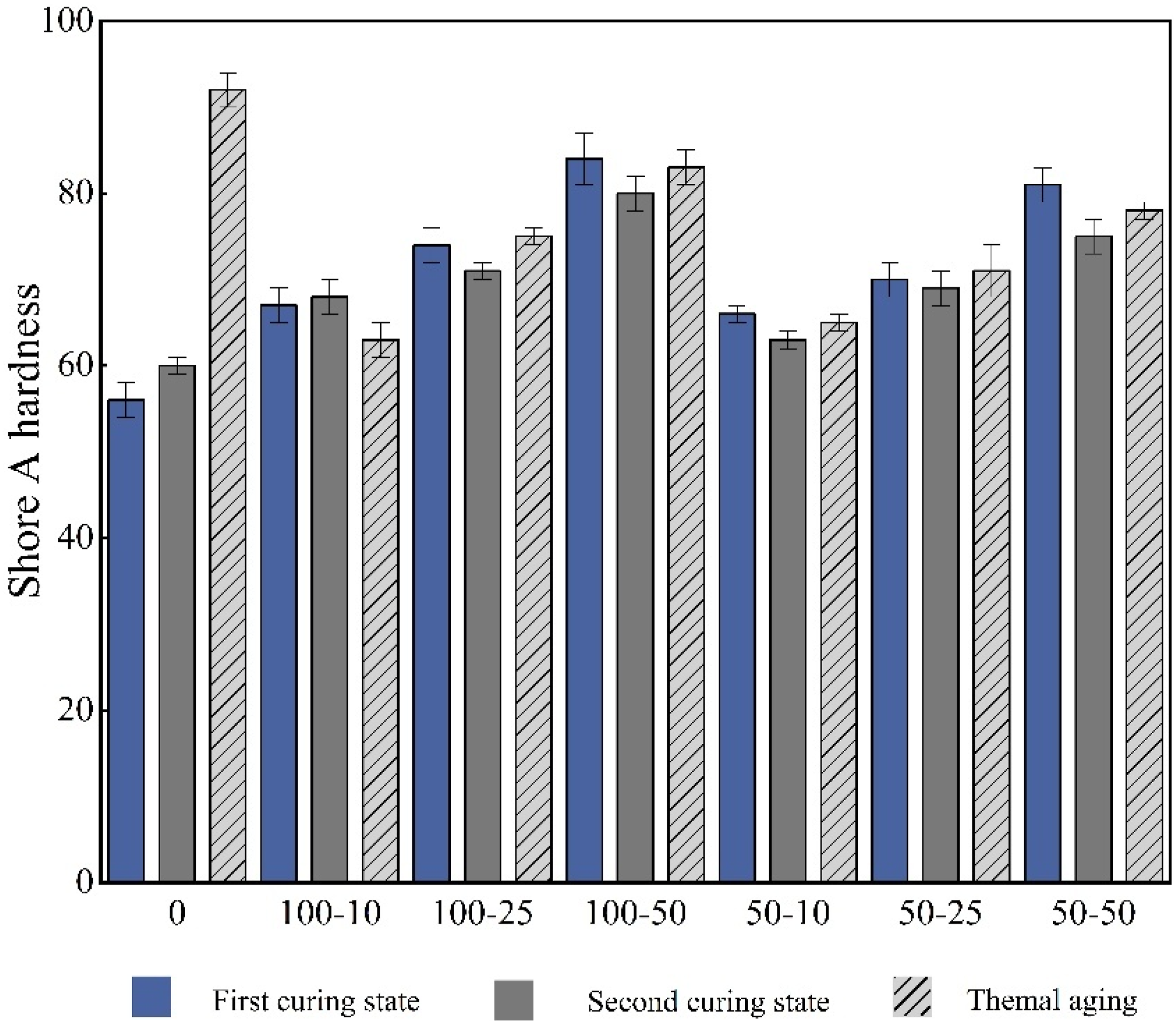
The tensile strength results before and after thermal aging are shown in Figure 7. The unfilled silicone rubber could not be tested after aging due to catastrophic embrittlement. In contrast, all cenosphere-filled composites retained sufficient mechanical integrity to allow tensile testing after aging. As shown in Figure 7, a pronounced reduction in tensile strength after aging was observed for composites containing 10 and 25 phr of cenospheres for both particle sizes. In comparison, composites with a higher filler loading of 50 phr exhibited a relatively smaller relative decrease in tensile strength after aging, despite their lower absolute strength values. This behavior suggests that although high filler contents lead to reduced initial tensile strength, the rigid filler network formed at 50 phr may partially suppress further degradation during thermal exposure. Importantly, even at 50 phr, all composites remained structurally intact and testable after aging, in contrast to the unfilled silicone rubber. The tensile strengths of the as-received silicone rubber (sample 0) and silicone/cenosphere composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50) before (first column) and after (second column) accelerated thermal aging (250°C, 72 h).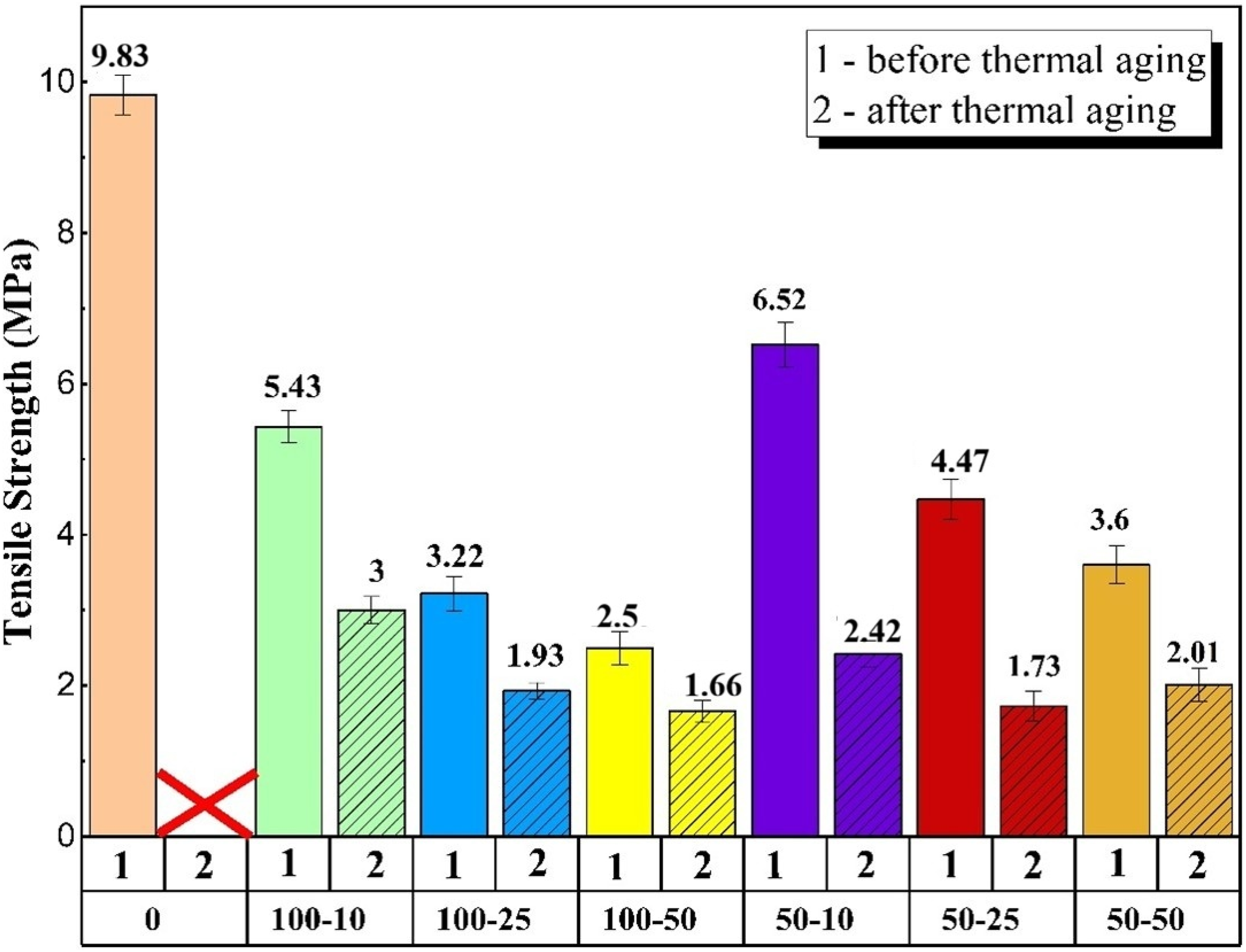
ATR/FT-IR analysis of the composites before and after accelerated thermal aging
The infrared spectra of neat cenospheres and silicone/cenosphere composites before and after accelerated thermal aging are presented in Figures 8 and 9, covering the spectral range from 800 to 3500 cm-1. ATR/FT-IR spectra of cenospheres in the wavelength range 800–3500 cm-1. ATR/FT-IR spectra of silicone/cenospheres composites: 0, 50–10, 50–25, 50–50, 100–10, 100–25, 100–50 before thermal aging (a) and after thermal aging (b) in the wavelength range 800-3500 cm-1.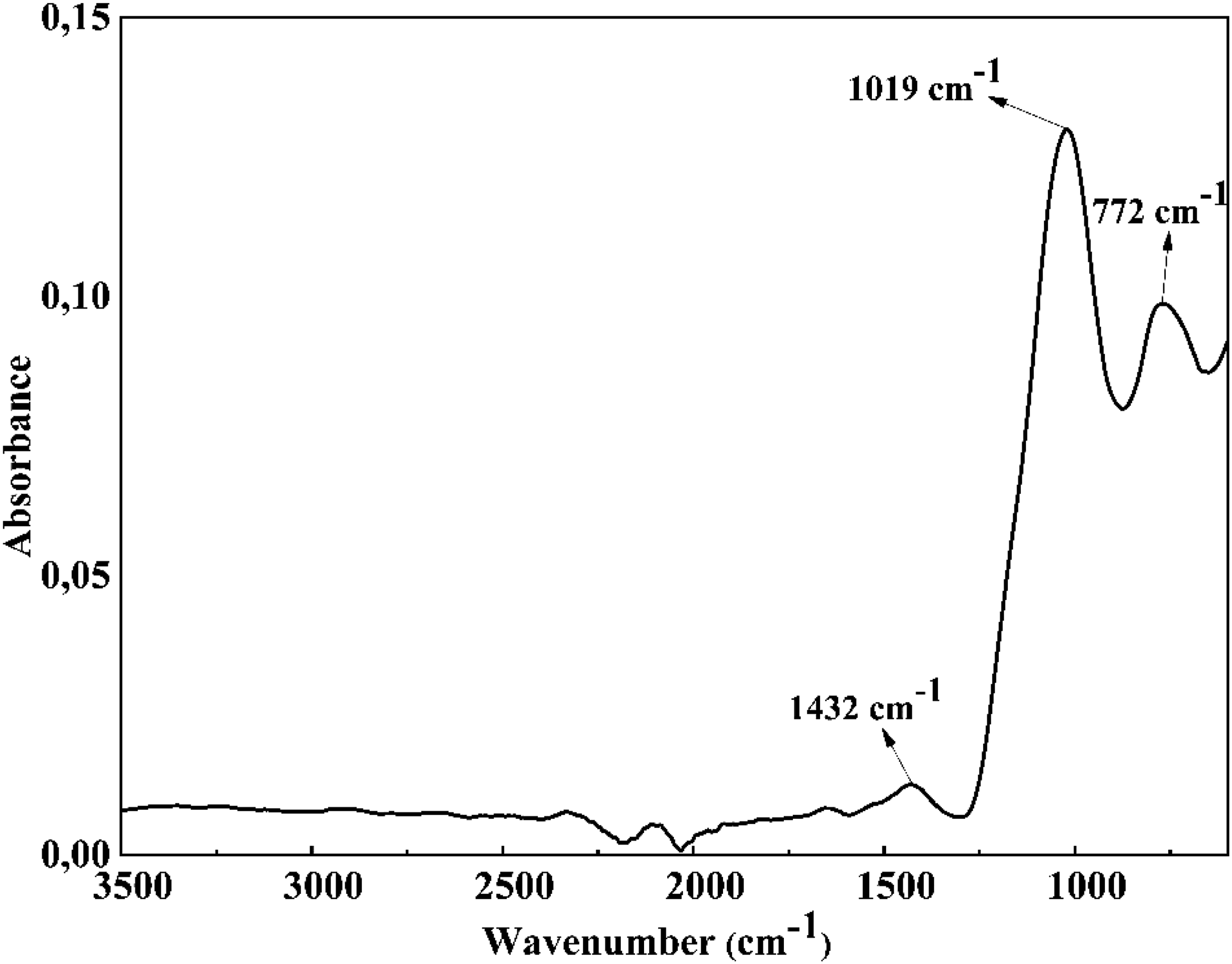
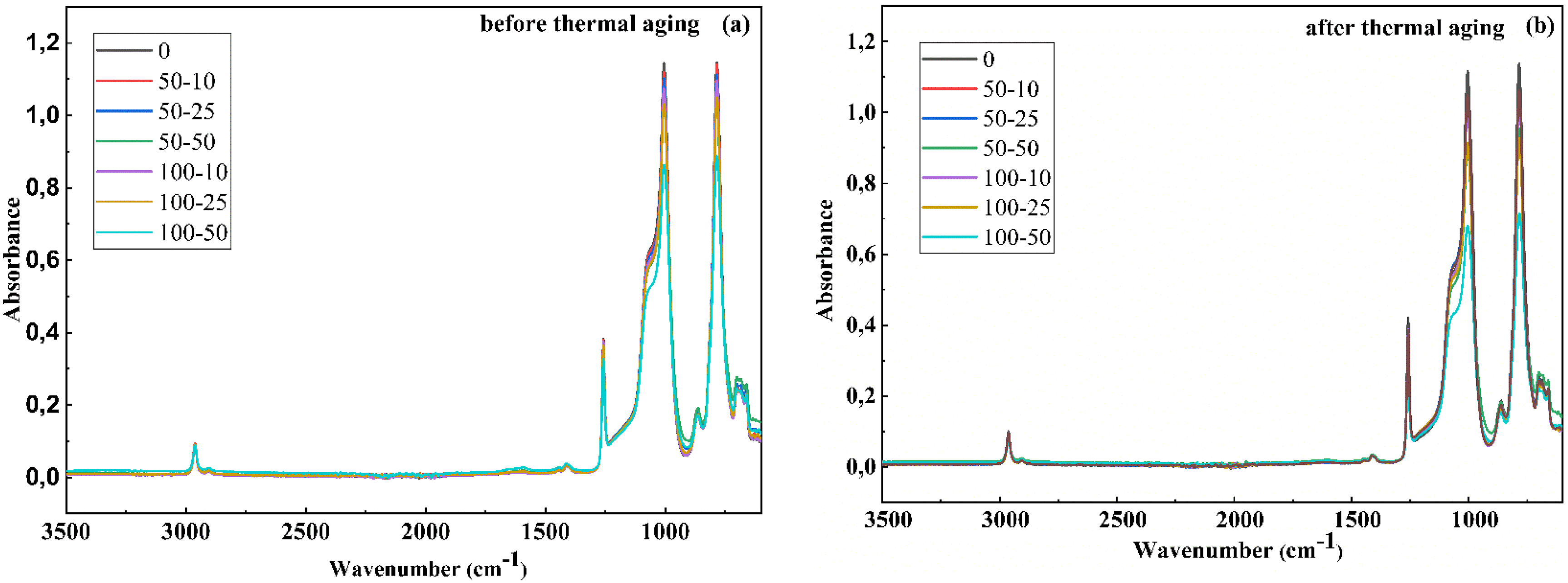
Figure 8 displays the ATR/FT-IR spectrum of neat cenospheres, which shows two distinct absorption bands at 1021 cm-1 and 772 cm-1, corresponding to asymmetric and symmetric stretching vibrations of Si-O-Si, respectively. These signals are consistent with previous reports on the structural fingerprints of aluminosilicate materials. 43
Characteristic absorption bands of silicone rubber.
H-values (A784/A1005) before and after aging.

In the neat silicone sample, the H-value increased after aging (from 1.0010 to 1.0126), suggesting a higher relative concentration of methyl groups, possibly due to the thermal degradation of the main siloxane backbone accompanied by post-curing or crosslinking reactions (so-called “over-curing” or network densification). In contrast, the H-values of the cenosphere-filled composites (CS50–10 and CS100–10) remained nearly constant after aging, suggesting that the silicone network structure was largely preserved. This behavior is consistent with the mechanical and hardness results and further confirms the stabilizing effect of cenospheres during thermal aging. Overall, ATR/FT-IR analysis demonstrates that cenosphere-filled silicone composites undergo minimal chemical changes under accelerated thermal aging, whereas the neat rubber exhibits signs of structural modification.
Molecular dynamics of silicone/cenosphere composites before and after accelerated thermal aging
Rotational correlation times (τ × 10-10 s) of TEMPO radical in silicone/cenosphere composites.
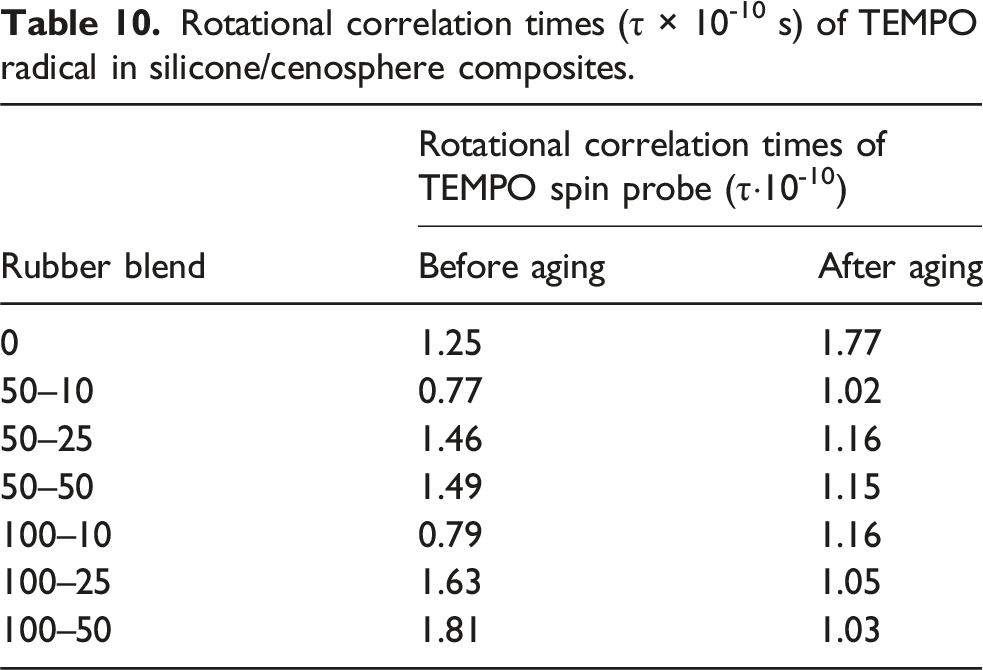
The neat silicone rubber exhibited a rotational correlation time of 1.25 × 10-10 s prior to aging. Interestingly, the introduction of a low amount (10 phr) of cenospheres led to a noticeable decrease in τ to 0.77 × 10-10 s for CS50–10 and 0.79 × 10-10 s for CS100–10. This decrease indicates a slight increase in segmental mobility, which may be associated with local rearrangements of the polymer network in the vicinity of well-dispersed filler particles. Such behavior has been reported previously for lightly filled elastomer systems, where low filler contents do not yet form a rigid filler network and may locally perturb chain packing.
As the filler content increased to 25 and 50 phr, the τ-values increased markedly. For the CS50 series, τ rose to 1.46–1.49 × 10-10 s, while for the CS100-filled composites, τ reached even higher values of 1.63–1.81 × 10-10 s. These increases indicate restricted molecular mobility and increased microviscosity of the silicone matrix. The more pronounced effect observed for the CS100 composites can be attributed to the larger particle size, which promotes stronger topological constraints, increased particle–particle contacts, and enhanced restriction of polymer chain motion at higher filler loadings.
Thermal aging at 250°C for 72 h significantly affected the molecular dynamics of the unfilled silicone rubber, with τ increasing from 1.25 to 1.77 × 10-10 s. This behavior reflects densification of the polymer network, which may result from thermal relaxation, post-curing reactions, or oxidative crosslinking processes. In lightly filled composites (10 phr), a similar increase in τ was observed after aging, indicating reduced chain flexibility due to aging-induced structural rearrangements.
In contrast, for composites containing higher filler loadings (25–50 phr), the effect of thermal aging on τ was less pronounced. In some cases, a slight decrease in τ was observed after aging, which may be associated with stress relaxation and structural reorganization within the constrained polymer regions surrounding rigid filler domains. Because molecular mobility in these systems is already strongly restricted by the high filler content, additional thermal exposure induces comparatively smaller changes in chain dynamics.
Overall, the ESR results demonstrate that aluminosilicate cenospheres significantly modify the molecular dynamics of the silicone matrix in a manner that depends on both filler loading and particle size. At low filler contents, cenospheres may locally enhance chain mobility, whereas at higher loadings they act as rigid constraints that suppress segmental motion. The reduced sensitivity of highly filled composites to thermal aging further confirms the stabilizing effect of cenospheres on the silicone network, in agreement with the trends observed in mechanical performance, hardness evolution, and FTIR analysis.
TG/DTG analysis of the silicone/cenospheres composites
Thermogravimetric analysis (TGA) was performed to investigate the thermal stability and decomposition behavior of the silicone rubber composites filled with cenospheres. The results are presented in Figure 10. The residual solid mass versus temperature (TG) curves and derivative residual mass versus temperature (DTG) curves of as-received silicone and silicone/cenospheres composites: (a) - as-received cenospheres; (b) - 0; (c) - 50-10; (d) - 50-25; (e) - 50-50; (f) - 100-10; (g) - 100-25; (h) 100-50 under 20°C/min heating rate.
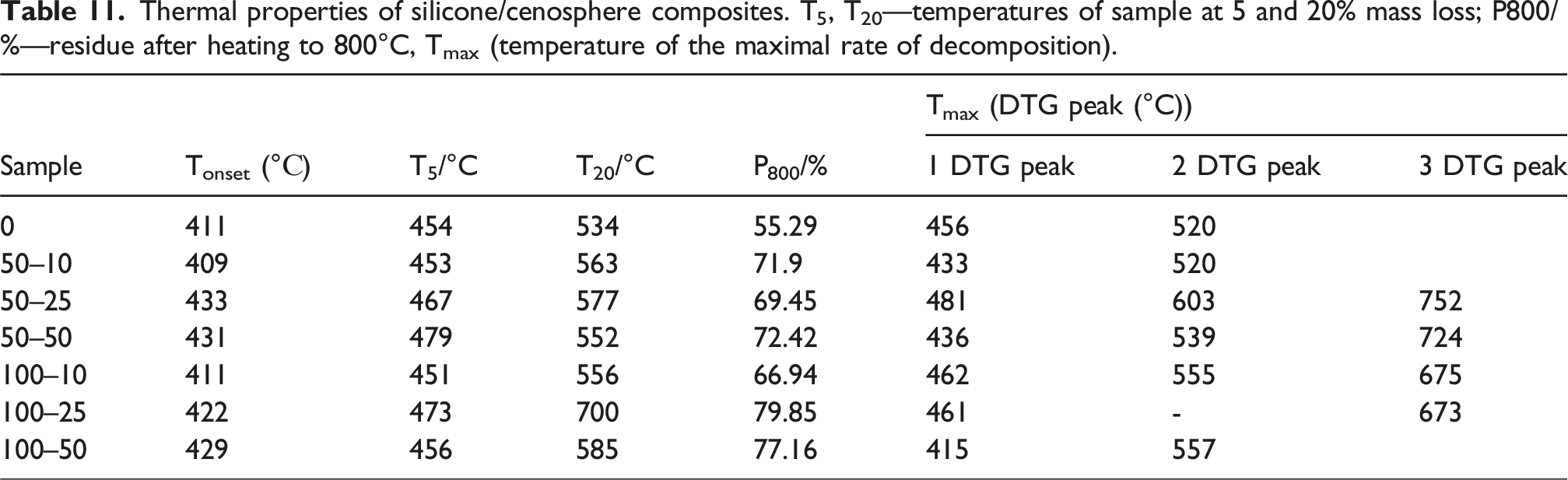
The TG curve of the neat cenospheres (Figure 10(a)) showed no mass loss up to 800°C, confirming their excellent thermal stability. In contrast, the TG and DTG curves of the silicone-based composites (Figures 10(b)–(h)) exhibit thermal degradation typical of cross-linked polysiloxanes, with a multi-step decomposition mechanism that depends on the filler type and content. The TG curve of as-received silicone revealed that when the temperature reached 411°C, decomposition reaction of the silicone rubber material began at a heating rate of 20°C/min, and this decomposition reaction completes at approximately 800°C. The dominant peak in the DTG curves indicates that the thermal decomposition of the as-received silicone rubber material is a single-stage reaction.
The decomposition of the unfilled silicone rubber begins at approximately 411°C, with the major mass loss occurring between 411 and 600°C, and the process is completed near 800°C. The DTG curve for the unfilled rubber reveals a two-stage decomposition pattern, which is consistent with the earlier reports by Nair et al. 47 and Rybinski et al. 1 The first stage is attributed to the depolymerization of the siloxane network into cyclic oligomers, predominantly trimers (D3), tetramers (D4), and pentamers (D5), facilitated by the presence of oxygen. The second stage, occurring between 450 and 600°C, corresponds to the continued release of these volatiles, with D3 remaining the dominant product throughout. Several distinct changes were observed upon the introduction of cenospheres at concentrations above 10 phr. First, the temperature of the maximum decomposition rate (Tmax) in the second degradation stage shifted to higher values, suggesting retardation of thermal degradation. Second, a third DTG peak temperature appears between 670 and 750°C, which was absent in the unfilled sample. It should be noted that the primary thermal degradation of polysiloxanes typically occurs in the temperature range of approximately 300–500°C and is associated with depolymerization of the siloxane backbone into cyclic oligomers (D3–D5) and the formation of silica-rich residues. In the present study, this behavior corresponds to the main DTG peaks observed for the unfilled silicone rubber.
The additional DTG feature appearing in the range of 670–750°C for cenosphere-filled composites should therefore not be interpreted as primary polysiloxane decomposition. Instead, this high-temperature peak is attributed to secondary thermal processes, including oxidation and restructuring of residual carbonaceous species, further condensation of silica networks, and high-temperature reactions within the inorganic-rich char layer formed in the presence of aluminosilicate cenospheres. Similar high-temperature DTG features have been reported for silicone rubber composites containing mineral fillers and are commonly associated with ceramization-related transformations and stabilization of the inorganic residue.
Thermal properties of silicone/cenosphere composites. T5, T20—temperatures of sample at 5 and 20% mass loss; P800/%—residue after heating to 800°C, Tmax (temperature of the maximal rate of decomposition).
Specific heat
Specific heat capacity (Cp, J·g-1 K-1) of silicone rubber and silicone/cenosphere composites.
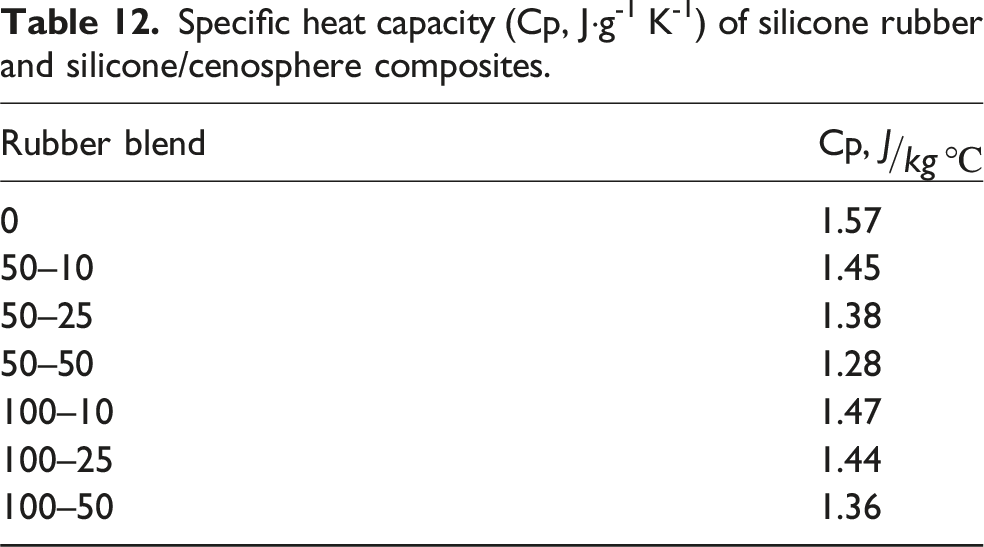
This behavior is primarily associated with the partial replacement of the silicone matrix, which possesses a relatively high heat capacity, by hollow aluminosilicate particles characterized by lower intrinsic Cp values. In addition, the incorporation of cenospheres reduces the effective volume fraction of the polymer matrix capable of storing thermal energy. Similar reductions in Cp have been reported for polymer composites filled with thermally inert mineral fillers and hollow particles, where the overall heat storage capacity is governed by both the filler fraction and the polymer–filler interfacial interactions.
At a low filler loading of 10 phr, a modest particle size effect can be observed. Composites filled with smaller cenospheres (CS50) exhibit a slightly lower Cp value (1.45 J·g-1 K-1) compared to those containing larger cenospheres (CS100, 1.47 J·g-1 K-1). This difference may be attributed to the higher specific surface area of CS50 particles, which increases the interfacial contact between the filler and the silicone matrix and imposes stronger constraints on polymer chain mobility in the interfacial regions. As a result, the effective contribution of polymer segments to heat storage is reduced.
With increasing filler content (25–50 phr), the Cp values continue to decrease for both particle sizes, and the influence of particle size becomes less pronounced compared to the dominant effect of filler loading. At high cenosphere contents, the reduction in Cp is mainly governed by the volumetric replacement of the polymer phase and the formation of a rigid filler-dominated structure, rather than by subtle interfacial effects. These observations are consistent with the rheological and ESR results discussed in the corresponding sections, which indicate progressively restricted chain mobility at higher filler loadings.
In addition to thermal capacity, the incorporation of hollow cenospheres significantly affects the density of the silicone rubber composites. As shown in Table 12, the composite density decreases monotonically with increasing filler content due to the low density and hollow morphology of the aluminosilicate cenospheres. This density reduction is more pronounced at higher filler loadings and represents a key advantage of using cenospheres compared to conventional solid mineral fillers.
The combined reduction in density and specific heat capacity suggests that cenosphere-filled silicone rubber composites may offer improved thermal insulation efficiency on a mass basis, as less material is required to achieve comparable thermal resistance. Although direct measurements of thermal conductivity were not performed in the present study, the observed trends in Cp and density are consistent with literature reports on silicone-based syntactic foams and hollow-particle-filled elastomers, where reduced density and heat capacity contribute to enhanced potential thermal insulating performance.
Overall, the results indicate that the incorporation of aluminosilicate cenospheres with particle sizes CS50 and CS100 enables simultaneous reduction of density and thermal storage capacity in silicone rubber composites. Moderate filler loadings provide a balanced combination of reduced Cp, lower density, and preserved mechanical integrity, whereas higher filler contents lead to more pronounced thermal effects accompanied by increased stiffness and reduced extensibility, as discussed in previous sections.
Swelling resistance
The swelling behavior of silicone/cenosphere composites was evaluated in various polar and non-polar liquid environments over a 96-h exposure period. The swelling degree as a function of time for unfilled silicone rubber and filled composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50) is presented in Figure 11 for five representative liquids: petroleum solvent, Vaseline oil, disinfectant solution, 10% NaOH, and acetic acid. Swelling as a function of time of the as-received silicone rubber material (sample 0) and silicone/cenosphere composites (50–10, 50–25, 50–50, 100–10, 100–25, 100–50) in (a) petroleum solvent, (b) Vaseline oil, (c) disinfectant, (d) NaOH (10%), and (e) acetic acid.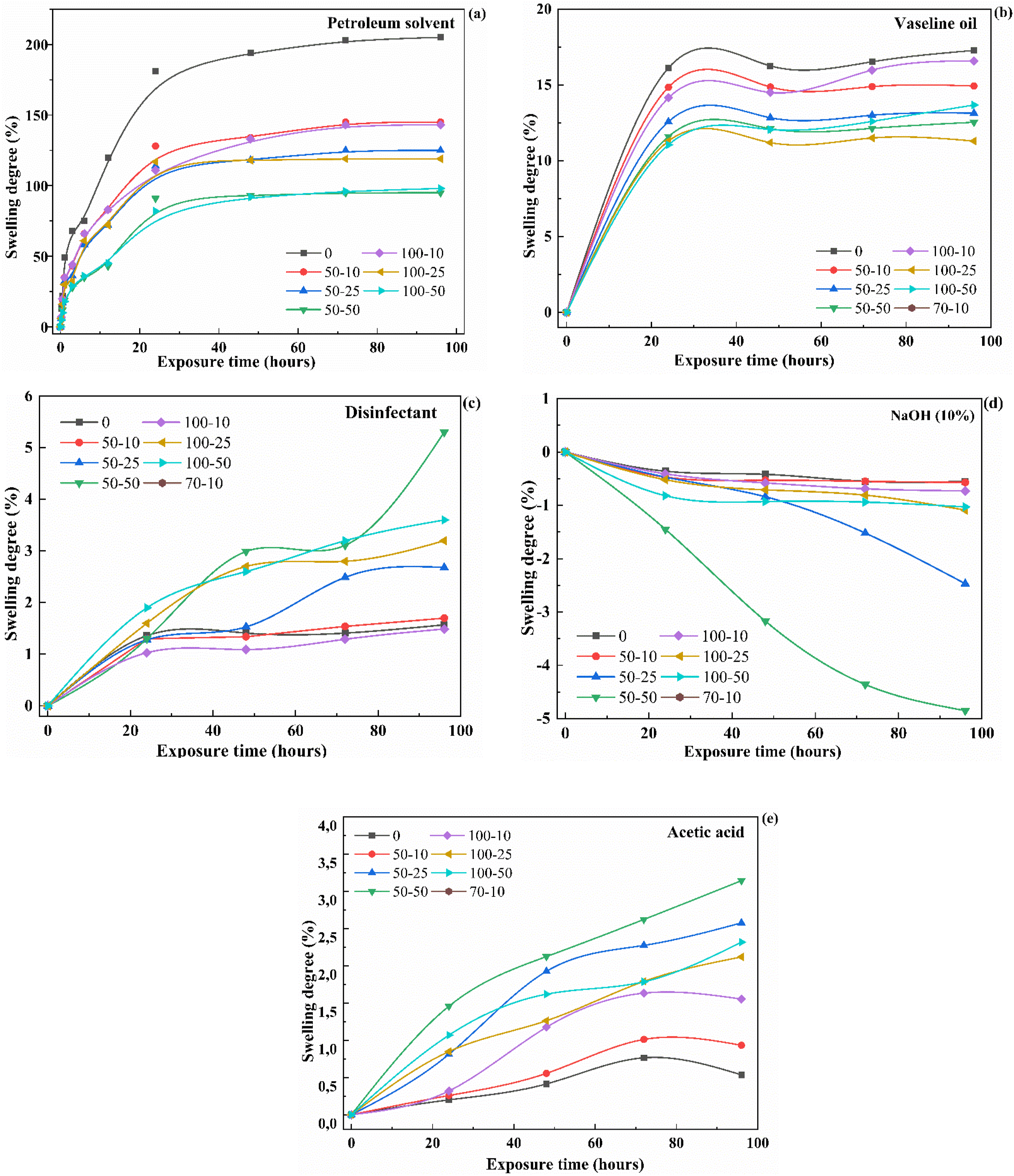
In non-polar environments, such as petroleum-based solvents and Vaseline oil, the addition of cenospheres led to a pronounced decrease in the degree of swelling. For instance, in petroleum solvent, the unfilled silicone rubber swelled by 205% over 96 h. Composites with higher filler loadings (50 phr) generally exhibited reduced swelling compared to lower-filled systems; however, the swelling degree exceeded 96% for the 50–10 and 50–25 composites and dropped below this value only at the highest filler loading. This behavior is attributed to the polar nature of the cenospheres (composed primarily of SiO2, Al2O3, and Fe2O3), which hinders the absorption of non-polar solvents due to interfacial incompatibility. The greater the filler content, the more pronounced the reduction in solvent uptake, whereas the particle size had a negligible influence in non-polar media. These findings confirm that cenospheres act as barriers to oil and fuel penetration, enhancing the oil- and solvent-resistance of the composites. 49 A different trend was observed in polar aqueous systems (e.g., disinfectant solution, NaOH, and acetic acid). For acetic acid, all composite samples exhibited low overall swelling (below 3%), suggesting the good inherent acid resistance of the silicone matrix. However, a modest increase in swelling with increasing filler content was noted, which was likely due to the partial interaction between the hydrophilic cenospheres and the polar solvent. Composites incorporating larger cenospheres exhibited marginally higher degrees of swelling at a constant filler concentration of 10 phr. This observation suggests that the surface area and reactivity of the cenospheres contribute to the increased liquid uptake in polar environments. In the disinfectant solution, the degree of swelling increased with the filler content. This effect is likely due to the interactions between the polar filler surface and polar solvent, facilitating limited water penetration. In contrast, in the 10% NaOH solution, all the samples exhibited a slight mass loss after immersion, indicating partial leaching or dissolution of some filler components. The most pronounced mass loss occurred in composites containing 50 phr of the smallest cenospheres (50–50, 50–25), likely because finely dispersed particles are less effectively bound within the matrix and are more susceptible to being washed out.
These findings were further supported by the ATR/FTIR analysis conducted on the dried composites after 96 h of immersion (Figure 12). ATR/FT-IR spectra of silicone/cenosphere composites: 0, 50–10, 50–25, 50–50, 100–10, 100–25, 100–50 after 96 h immersion in petroleum solvent, Vaseline oil, disinfectant, NaOH (10%), and acetic acid.
Ratio of absorption peak heights A784/A1005 after solvent immersion.
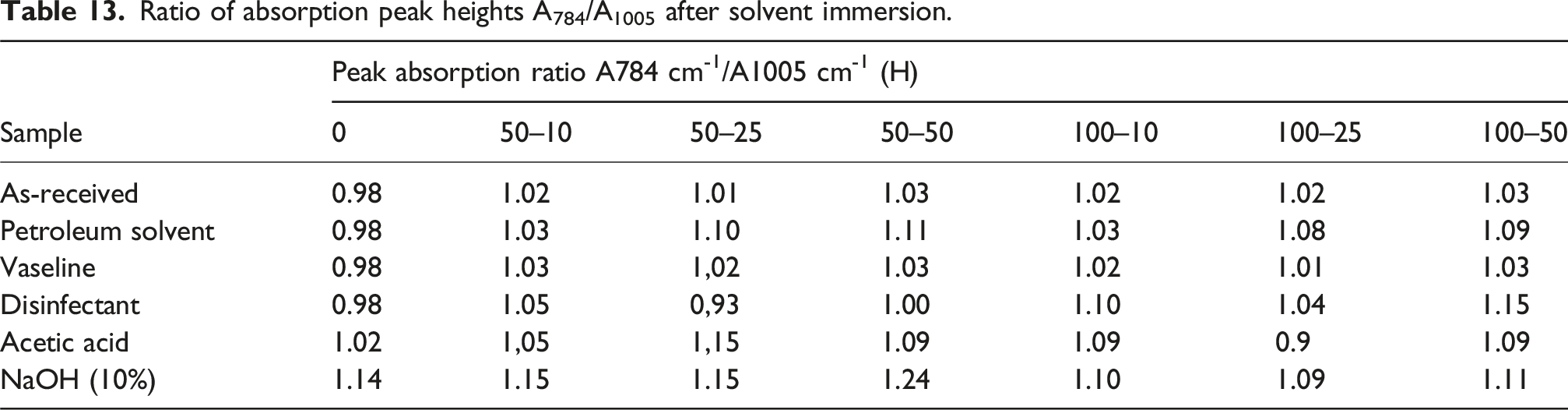
These results suggest that cenospheres are chemically active in aqueous environments and can undergo partial dissolution, releasing silica and metal cations (e.g., Al3+, Fe3+, and Ca2+). This process may lead to the formation of secondary compounds such as silicic acid, calcium hydroxide, or carbonate precipitates. The interaction between the cenospheres and aqueous media explains the observed swelling and weight changes in polar environments, as well as the variations in IR absorption behavior. The incorporation of cenospheres into silicone rubber significantly improves the resistance to non-polar oils and solvents, while in polar media, the response is more complex and influenced by the filler content and particle size. These findings provide important insights into the chemical stability and environmental durability of silicone-based composites under real-world exposure conditions.
Conclusion
This study systematically investigated the combined influence of aluminosilicate cenosphere particle size (CS50 and CS100) and filler loading (10–50 phr) on the structural, mechanical, rheological, thermal, and environmental resistance properties of silicone rubber composites. Morphological analysis revealed that at low filler loadings (10 phr) both CS50 and CS100 cenospheres were relatively well dispersed within the silicone matrix, with limited interfacial defects. Increasing the filler content to 25–50 phr resulted in progressive particle clustering, shell fracture, and interfacial debonding, particularly for larger cenospheres (CS100), which was attributed to their lower specific surface area and higher susceptibility to mechanical damage during processing. Rheological measurements demonstrated a strong filler-loading-dependent increase in Mooney viscosity. At 10 phr, viscosity increased only slightly (by approximately 3–4 units), indicating good processability. At 25 phr, the viscosity increased by 13 units for both particle sizes, while at 50 phr it reached 61 units for CS50 and 69 units for CS100, reflecting pronounced restriction of polymer chain mobility and reduced processability at high filler contents. Mechanical testing showed a clear trade-off between stiffness and extensibility. Tensile strength and elongation at break decreased systematically with increasing filler content, whereas Shore A hardness and tear resistance increased at low filler loadings. Notably, the composite containing 10 phr of CS50 retained a high elongation at break (∼650%) while exhibiting enhanced tear resistance (∼32.8 kN·m-1) and only a moderate increase in hardness compared to the neat silicone rubber, indicating effective reinforcement without severe embrittlement. At higher filler loadings (50 phr), mechanical performance was significantly reduced due to filler agglomeration and interfacial discontinuities. Accelerated thermal aging at 250°C for 72 h demonstrated a substantial improvement in thermal durability for all cenosphere-filled composites. While the unfilled silicone rubber became brittle and untestable, composites containing cenospheres preserved their elastomeric integrity. ESR spectroscopy confirmed a filler-loading-dependent reduction in molecular mobility, whereas FTIR analysis revealed no evidence of oxidative degradation after aging. Thermogravimetric analysis further showed delayed thermal decomposition, increased inorganic residue yields exceeding 65% at 800°C, and the appearance of an additional high-temperature DTG feature in the range of 670–750°C, indicating secondary high-temperature stabilization and ceramization-related transformations in filled systems. The incorporation of hollow cenospheres led to a systematic decrease in specific heat capacity and composite density. In addition, swelling resistance in non-polar solvents was significantly enhanced with increasing filler content due to the barrier effect of the inorganic filler. In polar media, partial swelling and leaching phenomena were observed at high filler loadings, highlighting interfacial limitations of unmodified cenospheres. Overall, the results demonstrate that aluminosilicate cenospheres at moderate loadings of 10–25 phr, particularly with smaller particle size (CS50), provide the most favorable balance between mechanical retention, rheological processability, thermal stability, and environmental resistance. In contrast, high filler contents (50 phr), especially when using larger cenospheres (CS100), lead to pronounced interfacial degradation and reduced mechanical performance despite further gains in thermal residue. These findings establish a clear structure–property–performance relationship and define a practical design window for cenosphere-filled silicone rubber composites intended for thermally demanding elastomer applications. Future work will focus on surface functionalization of cenospheres using silane coupling agents to improve interfacial adhesion and enable higher filler loadings without compromising mechanical integrity.
Footnotes
Author contributions
Conceptualization, supervision, project administration, writing—original draft preparation, writing—review and editing: Sukhareva K.V.; investigation: Besedina V.O., Kolesnikov E., Kiselev N.V., Karpova S.G.; formal analysis: Lyusova L.R.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.