
Abstract
The effect of calcium-based addition on the brominate flux during printed circuit board (PCB) pyrolysis was investigated. It was found that bromine (Br) can be effectively fixed in solid phase during PCB pyrolysis by adding calcium-based waste materials. Phenol and 4-ethylphenol are the major products of pyrolysis. When the two kinds of red mud were used as additive, their content was 85.25 and 84.81%, respectively, which was higher than others. The 2-bromophenol and 2-bromo-4-methyl-benzene are the main Br-containing pyrolysis volatiles. After adding calcium-based additive, these two volatiles were apparently reduced and only small amounts of 2-bromo-4-methyl-benzene were detected in the products, namely 0.71 and 0.86%, respectively for the two kinds of red mud. Hence, no matter from the perspective of product use or simple Br-fixing, the bromine in the three-phase products can be effectively regulated and controlled by adding calcium-based waste residue during PCB pyrolysis. Finally, the Br-fixing mechanism was analysed. As a result, when calcium-based waste materials were added to the PCB pyrolysis it made bromine fix easily in the resident yielding a byproduct that can be further used.
Introduction
With the rapid growth of the electronics industry and an ever-growing environmental awareness worldwide, an environmentally sound and economically viable management system for end-of-life (EOL) electric and electronic equipment (EEE) is of great importance for sustainable development. Printed circuit boards (PCBs) are the foundation of almost all electronic products. Recycling and recovery of the materials contained in the PCB is a significant way of helping to reduce the use of the natural resources of the world.
Currently several technologies (Kinoshita et al., 2003) have been applied to dispose of waste PCB, including chemical methods (such as hydrometallurgical processes), physical methods (such as magnetic or gravity separation), and thermal methods (such as pyrolysis, combustion, or incineration). Pyrolysis can be considered as an alternative method of recycling PCB. During the pyrolysis process, the organic part is decomposed into pyro-oil and pyro-gas, which can be used as fuels or chemical material sources, and the inorganic components such as fibre-glass and metals remain in the residue. Control of the reaction conditions means that the fibre-glass can be kept relatively tensile, and the bulk moulding compound (BMC) formulations or veil produced. A matter of importance is the high content of Br brominated flame retardants (BFR) in PCB because they are not only the major emission source of PBDD/Fs (Weber and Kuch, 2003), but also release acid gas (HBr) as well as brominates that corrode equipment under thermal treatment. Numerous studies (Barobtini et al., 2005; Guan and Li, 2008; Sun et al., 2005) have shown that during the pyrolysis of PCB, Br is distributed in all three-phase products, and this undoubtedly increases the difficulty for its reuse.
It was found (Hall et al., 2008), that if CaCO3 is added during the combustion process of PVC, the HCl that is produced can be promptly removed and the production of PCDD/F will be reduced. Research by Blaszo (2002) and Luda et al. (2002) into co-pyrolysis of brominated flame-retardant electronic waste materials and plastics and alkaline materials showed that the addition of alkaline additives causes HBr to react with them. Furthermore, the stronger the alkalinity of additives, the more ideal are the debromination effects. In addition, the waste residue resulting from the process of producing C2H2 + CaC2 + H2O → Ca(OH)2 + C2H2 + Q from CaC2 is mainly composed of Ca(OH)2 and its appearance presents a pale colour. Red mud is the waste residue made in the process of producing Al2O3 and contains large amounts of FeO, Al2O3, tronite and Ti-containing minerals, etc. There is a great need to find the proper ways to recycle and reuse these kinds of waste materials. The aim of the present study was to consider calcium-based waste as a reductive source for dehalogenation of PCB pyrolysis that would also allow more brominate to become fixed in the residuesas this is important for bromine recovery and simplification of the pyrolysis process.
Materials and methods
Component analysis
The substances (sintered red mud, Bayer red mud, calcium carbide dust) were pressed into discs using the pressed-disc technique. A Shimadzu XRF-1800 wavelength dispersed X-ray fluorescence spectrometer was used to analyse their composition using the standardless fundamental parameter method.
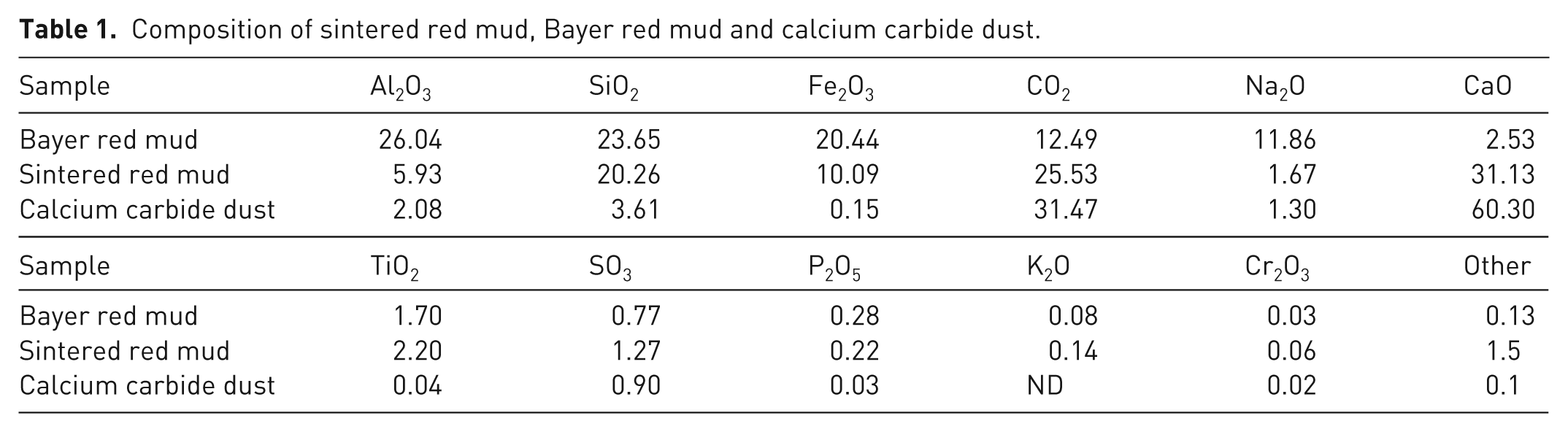
It can be seen from Table 1 that the content of CaO included in calcium carbide was up to 60.3% whereas that of Fe2O3 and Na2O occupied a relatively lower proportion. Therefore, theoretically speaking, if there are no other materials that can play catalysing or inhibiting roles in the process of pyrolysis, the properties of calcium carbide represented in the process will be closest to CaO. The content of Al2O3 in the Bayer red mud was relatively greater and occupied 26.04% whereas other elements such as Fe2O3, Na2O, and CaO accounted for 20.44, 11.86 and 2.53%, respectively. It is inferred that the iron oxide and sodium oxide in the red mud can also produce catalytic effects. The CaO included in the sintered red mud occupied 31.3% which far exceeds the content in Bayer red mud. However, there was only 10.09% Fe2O3 in the sintered red mud which is half of its content in Bayer red mud. In addition, there was more than 20% SiO2 in both categories of red mud. In terms of structure of SiO2, it will not have any impact upon the reaction.
Composition of sintered red mud, Bayer red mud and calcium carbide dust.
Thermogravimertry
The PCB used in this study was heterogeneous and came from obsolete PCs after the components had been taken out. In addition the as-received samples were shredded again using a laboratory hammer mill to homogenize the samples and were subsequently uniform mixing. The thermogravimetric (TG) experiment was built from a NETZSCH SAT-449 thermobalance. To examine the thermal stability of the PCB, the sample was heated at 20 K min−1 up to 900 °C in an argon atmosphere at a flow rate of 50 mL min−1.
It can be seen from Figure 1 that there was only one inflection point on the TG curve. At temperatures between 300 and 380 °C the sample showed a noticeable weight loss. The peak temperature of the differential thermogravimetric (DTG) curve was 330 °C and the decomposition rate of the sample was 22%. When the temperature was over 380 °C, the weight loss slowed down and it was nearly complete when the temperature was 900 °C, yielding a residual mass of 72%. This process of weight loss can be used as the basis for choosing the pyrolysis temperature.
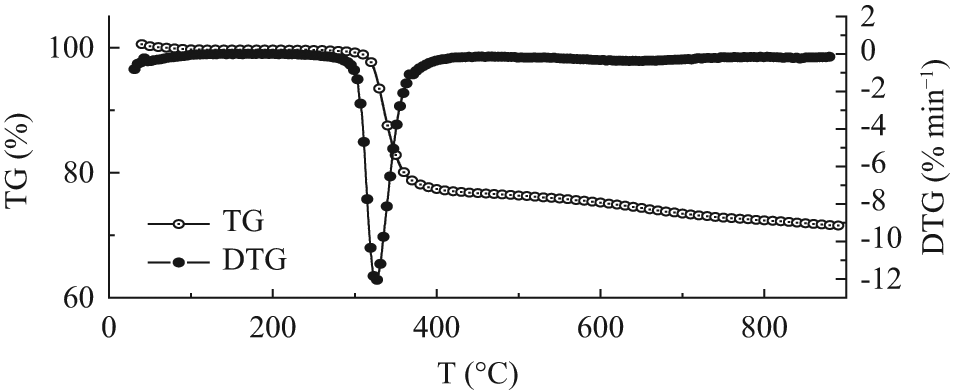
TG/DTG curves of PCB pyrolysis.
Pyrolysis–gas chromatography/mass spectrometry
The pyrolysis–gas chromatography/mass spectrometry (Py–GC/MS) experiments were performed at 650 °C for 20 s in a Pyroprobe 5000 series model 5200 pyrolyser (Chemical Data System) equipped with a platinum coil and quartz sample tube interfaced to a FinniGAN. Trace DSQ/Trace GC (Thermo Fisher). A helium carrier gas with 15 mL min−1 flow rate purged the pyrolysis chamber held at 280 °C; It was split in a ratio of 1 : 50 before being introduced into the gas chromatograph (GC). The GC separation was carried out on a fused silica capillary column (30 m × 0125 mm HP25ms) coated with bonded methyl silicon phase (Hewlett-Packard U-1). The mass spectrometer was operated in EI mode, at 70 eV. The temperature of the GC/MS interface was held at 260 °C and ion source temperature was 200 °C. Py-MS was performed by introducing the pyrolyser unit into the direct inlet of the mass spectrometer. The sample was heated slowly at a rate of 20 °C min−1, and the volatile products were monitored by the mass spectometer operated in EI mode, at 15 eV. The mass scan range was 33–650 u.
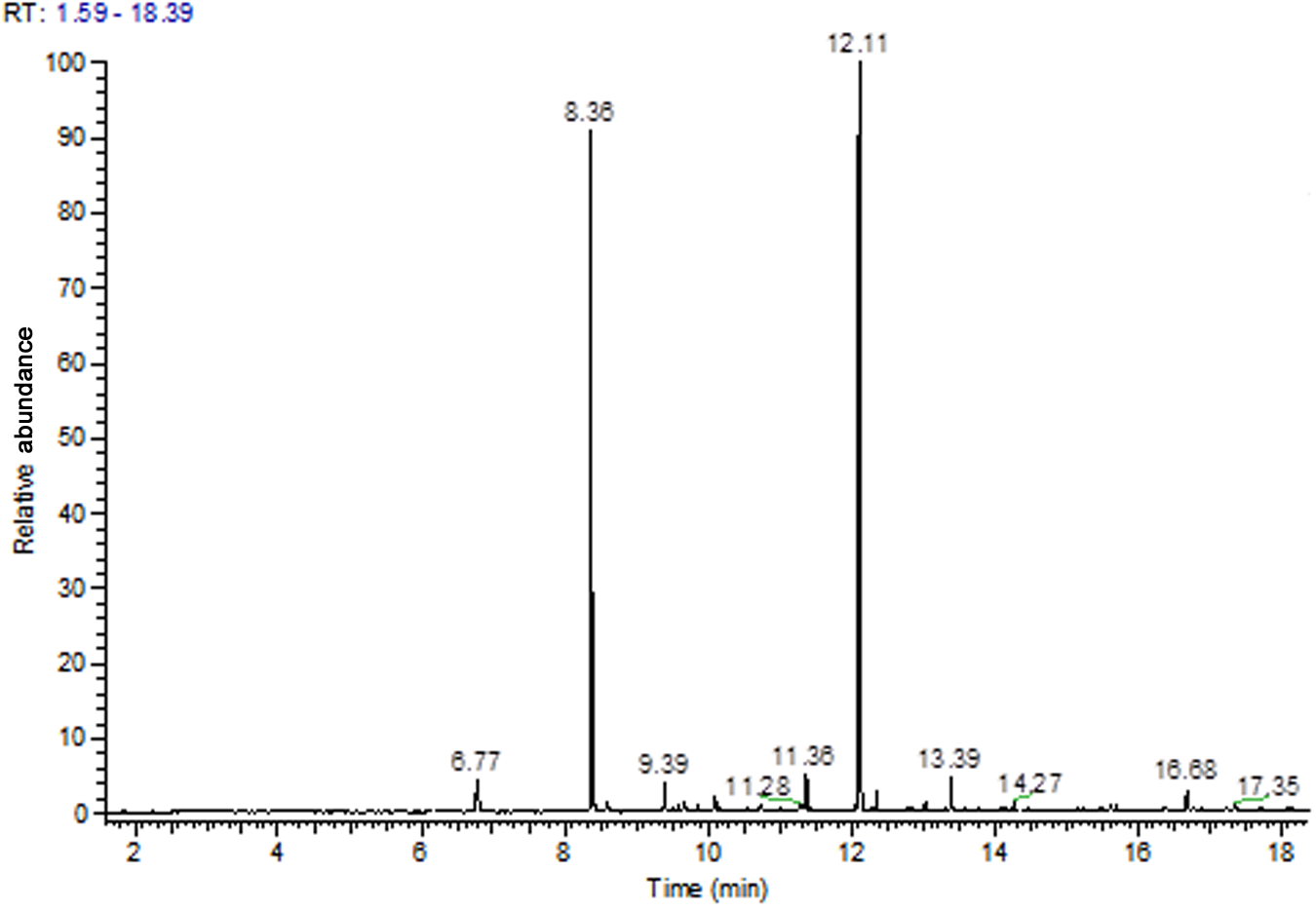
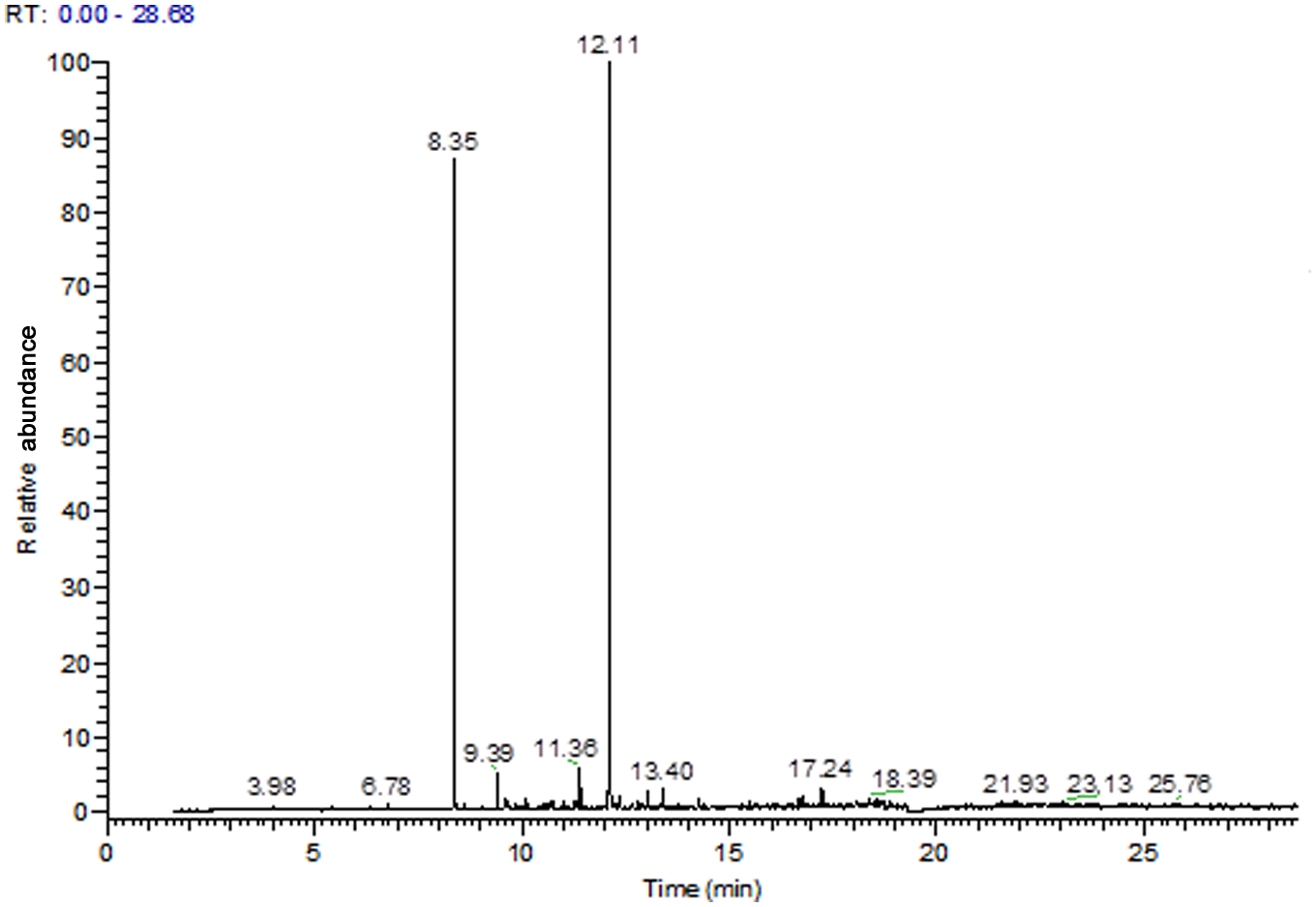
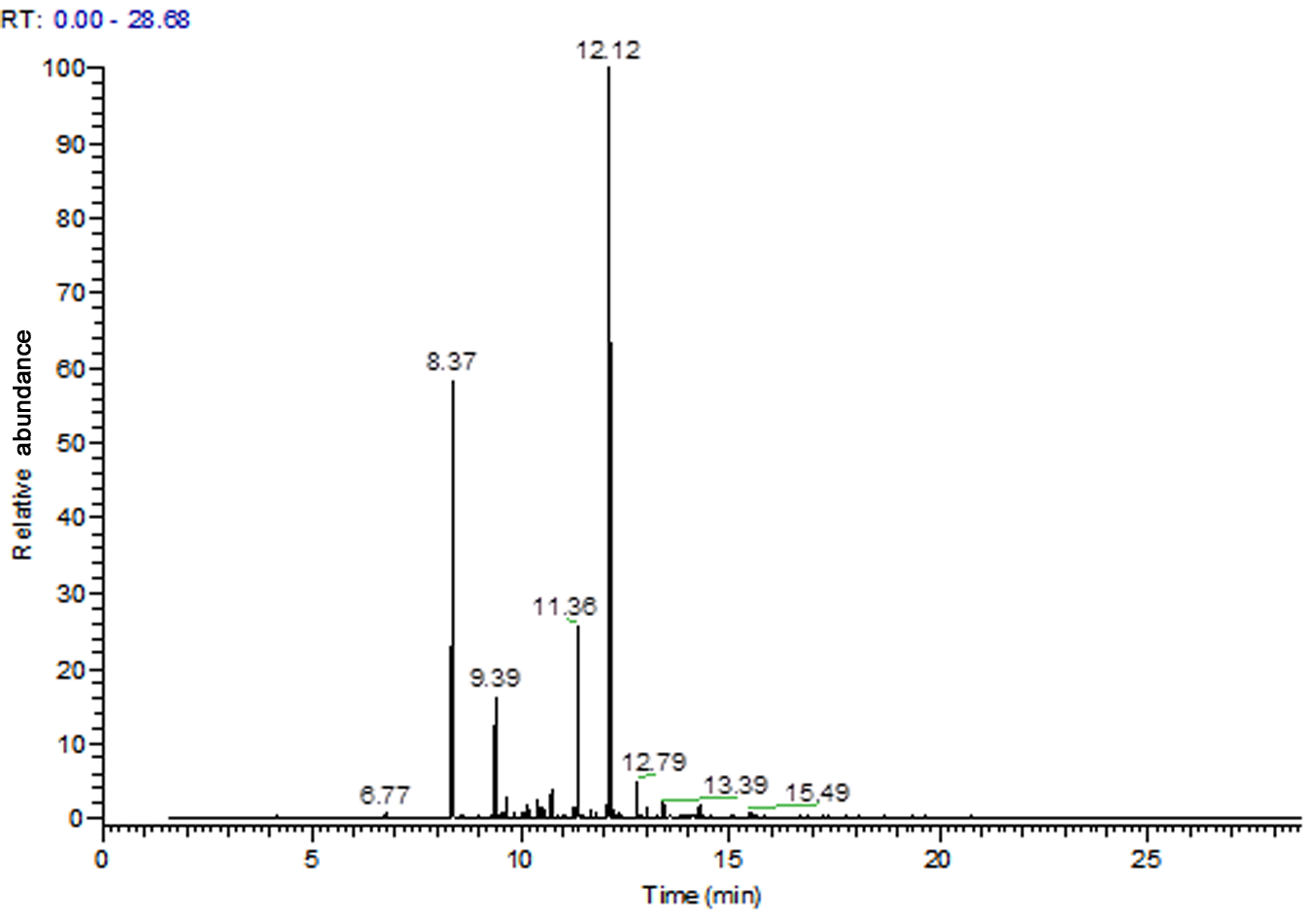
The total ion current (TIC) of the PCB and the pyrolysis products of the mixed samples, namely PCB and different additives under 650 u is shown in Figures 2 to 6 and Table 2.
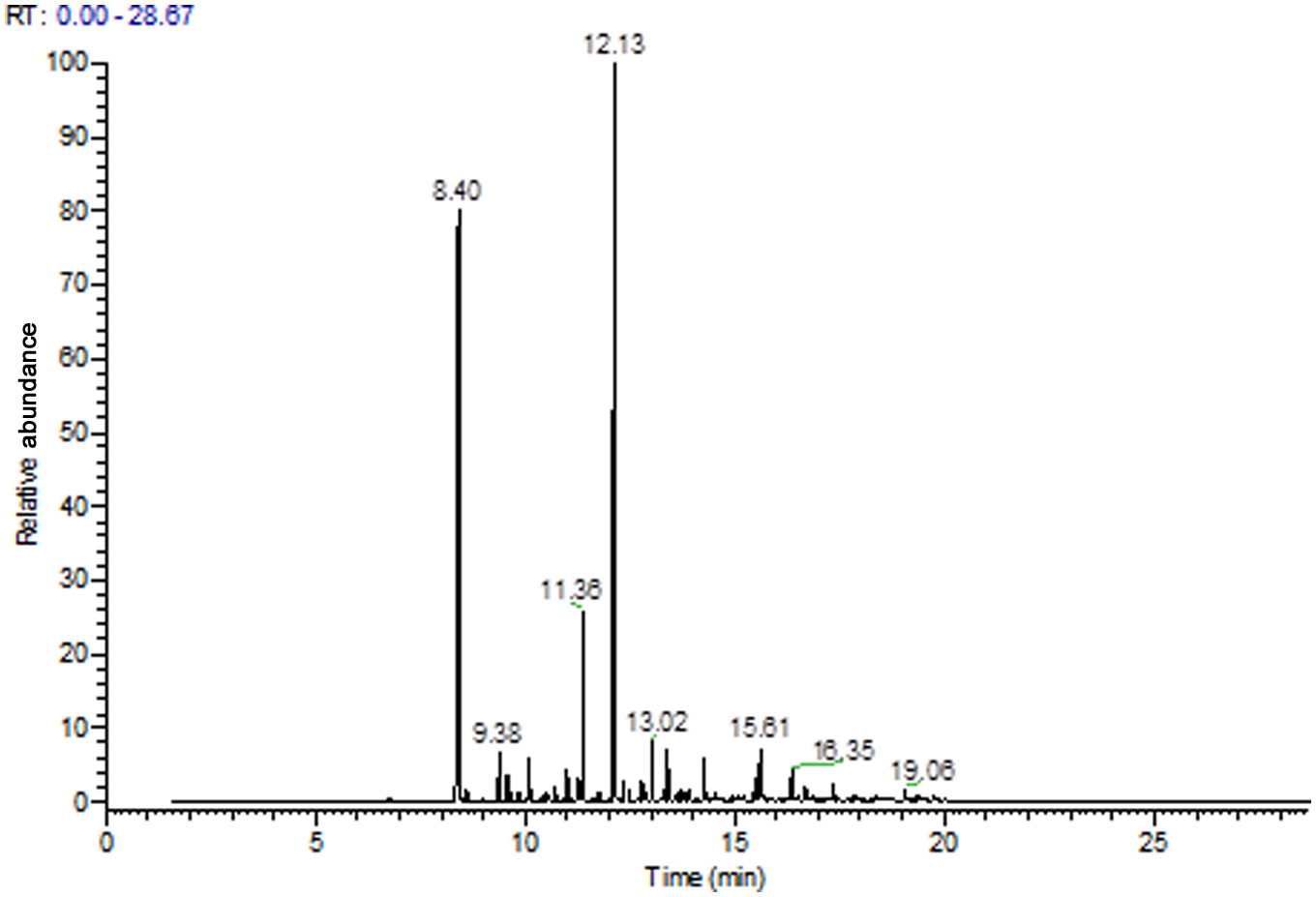
TIC spectra of the pyrolysis product (PCB).
TIC spectra of the pyrolysis product: CaO : PCB = 1 : 1.
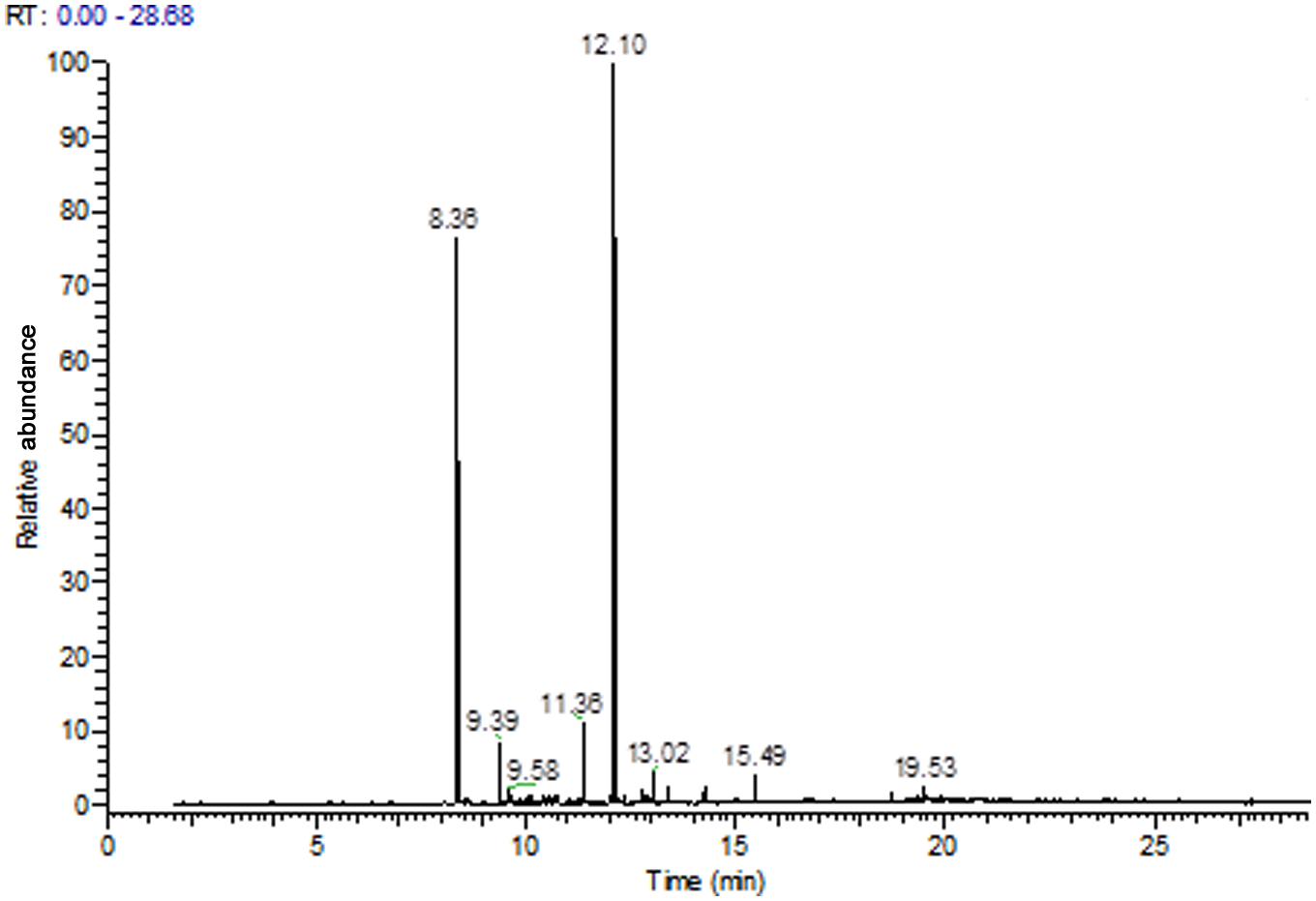
TIC spectra of the pyrolysis product: Bayer red mud : PCB = 1 : 1.
TIC spectra of the pyrolysis product: sintered red mud : PCB = 1 : 1.
TIC spectra of the pyrolysis product: calcium carbide dust : PCB = 1 : 1.
The main products of pyrolysis.

a, PCB; b, b, PCB + CaO(1:1); c, PCB + calcium carbide dust (1 : 1); d, PCB + Bayer red mud (1 : 1) e, PCB + sintered red mud (1 : 1).
RT, retention time.
ND, detected concentration was lower than the lowest value of quantification.
The results of a series of exploratory experiments showed the best mass mixing ratio of PCB and additives was 1 : 1 because the main elements produced and the appearance time were nearly equal at this ratio. In other words, a mixture ratio 1 : 1 can guarantee that the alkaline materials react with the pyrolysis products of the PCB. The water content generated during pyrolysis seriously interfered with the appearance of other products and when the scanning scope of mass spectral quality in the experiment was over 18, no water, methane and other composing elements were detected in the pyrolysis products. In addition, when the sample decomposing, the pressure inside the airtight cracker rises while the HBr produced from pyrolysis has rapid reforming reaction in the cracker and other brominated products are generated. Therefore, no HBr is detected in this experiment. With regard to the transformation of bromine, it can be inferred from other generated brominated products of the reaction. The non-brominated parts mainly occur in the bond rupture and reform of C–OH, CH2–O–benzene and C–C (benzene) to produce phenolics such as phenol and ethylphenol, etc.
Results and discussion
Basically, PCB pyrolysis is the degradation of the non-brominated parts in brominated epoxy resins and the generated products are mostly compounds such as bromophenol, phenol, and ethylphenol, etc. (Chien, 2000). Bromophenol and 2-bromophenol showed with higher concentration whereas 2-bromo-4-methyl-benzene and 2-bromo-4-methyl-1-(1-methylethyl)-benzene are compounds with relatively higher content of bromine. In the experiment, no products such as methyl bromide, bromopropanone, brominated bisphenol A and tetrabromobisphenol A, etc. are found.
The pyrolysates under co-pyrolysis conditions were basically the same and only differed in relative contents. When a Ca-based compound was used as an additive of pyrolysis, the Br-containing elements in the vaporized products were fewer than the outputs produced from single pyrolysis of PCB. It can thus be inferred that this additive causes the bromine to be retained in the residue of pyrolysis. In addition, the red mud was better at Br-fixing than purely adding CaO. Furthermore, among the products, the contents of phenol and 4-ethylphenol obviously increased, which is relatively better for the further use of products.
When the retention time (RT) was 16.8 min in the co-pyrolysis of sintered red mud with PCB, 8-methoxy-1-methyl-á-carboline was produced. Its molecular formula is C13H12N2O, which indicates that the nitrogen element participates in the reaction during pyrolysis. However, when the peak appearance time was 16.68 min in the co-pyrolysis of Bayer red mud with PCB, the product was 4-(1-methyl-1-phenylethyl)-phenol which has a molecular formula of C15H16O. It appears that the decomposed products differ as there are relatively greater differences between the elements of Bayer and sintered red mud.
When the RT was 9.58 min, the peak area of 2-bromophenol produced from simple PCB pyrolysis was 1.09%. After calcium carbide was added, the peak area of 2-bromophenol was reduced to 0.35%. In the CaO-added sample, 3-bromophenol and 4-bromophenol were detected. Moreover, the peak area was 0.07% higher than the result achieved from single PCB. However, such Br-containing materials were not detected in Bayer and sintered red mud, which supports the observation that elements of these two kinds of red mud play a better role in inhibiting such bromide compounds.
When the RT was 13.02 min, the peak area of the two Br-containing materials, namely 2-bromo-4-methyl-benzene and 2-bromo-4-methyl-1-(1-methylethyl)-benzene produced from simple PCB pyrolysis was 2.23%. After adding calcium carbide, the peak amount decreased to 0.63% whereas that of sintered red mud was reduced to 0.86%, which demonstrated that calcium carbide has inhibiting effects upon these materials. When CaO was added, 2-bromophenol appeared, although it was not detected in simple PCB pyrolysis. Perhaps the thermal reaction mechanism of PCB underwent some changes due to the CaO. In general, acid gases (HBr) were generated during thermolysis in the presence of bromine (Ebert and Bahadir, 2003). A possible neutralization between the alkaline metal oxide and HBr could explain these changes. The possible mechanics is as follows:

The above equation shows that the reaction between HBr and CaO, Fe2O3, Na2O and K2O formed the solid-phase products such as CaBr2, FeBr3, NaBr and KBr, which was less volatile and was collected in the bottom ashes. Thus, the addition of calcium-based waste is effective in adsorbing HBr, resulting in the inhibition of bromine compound synthesis in the corresponding volatiles.
Conclusion
Bromine can be effectively fixed in solid products during PCB pyrolysis by adding calcium-based wastes. Furthermore, it is convenient for the separation and recovery of bromine, and use of products. During the PCB pyrolysis and co-pyrolysis of PCB and calcium-based additives, the main product was monocyclic phenolics. The red mud showed better results in terms of fixing bromine, which might be related to the high content of Fe2O3 and Na2O but not be simply controlled by calcium-based oxide. 4-ethylphenol and phenol were the major products of pyrolysis. When the red mud was used as an additive, the contents were 85.25 and 84.81%, respectively, which was higher than CaO (79.01%) and calcium carbide (71.67%). 2-bromophenol and 2-bromo-4-methyl-benzene were the main Br-containing pyrolysis volatiles and after including the calcium-based additives, these two volatiles apparently reduced. However, the effect achieved by red mud was better, whereas only small amounts of 2-bromo-4-methyl-benzene were detected in the products, which were 0.71 and 0.86%, respectively, for these two kinds of red mud. Hence, from the perspectives of both product use and simple Br-fixing, the bromine in three-phase products can be effectively regulated and controlled by adding calcium-based waste residue during PCB pyrolysis.
Footnotes
Acknowledgements
We are sincerely grateful to Professor LiJun Wang for his insightful discussion.
Funding
This research was supported from the National Science Foundation of China [50974087] and [51008189]. Leading Academic Discipline and Innovation Program Project of Shanghai Municipal Education Commission Project [J51803], [12YZ180] and [12ZZ194].