
Abstract
The recovery of spent or waste lead acid batteries is important both for the management of lead input to the environment and to meet the lead demand of the market in a more energy and cost effective manner than primary production. As an important producer of lead acid batteries for the Middle Eastern and Eastern European market, Turkey seems to meet 22%–52% of its total lead demand by waste lead acid battery recovery. In this study, the wastes from Turkish waste lead acid battery recovery plants are identified and management strategies that are both technically sufficient and economically feasible for each of these wastes are complied. Furthermore, ranges of the amount of each waste generated per mass of final lead produced in these plants are estimated. Some of the most significantly generated wastes are lead containing dusts, wash water treatment sludges and slags from smelting furnaces with generation rates between 5–250, 1–150 and 5–100 kg t−1 of product lead, respectively. Many of these can be fed back to the recovery process inside the plants except a subset of slags that are called ‘final slag’ and have low (5%–6%) lead content. Final slags can either be recovered for the production of cement, road-filling materials or abrasives proven that they are in a non-leachable, stable state or should be stored at hazardous waste landfills. For improved environmental performance, newly emerging techniques that eliminate the generation of such slags are also discussed and suggested.
Keywords
Introduction
Despite proven human health risks associated with lead, it is still being used mainly in the production of lead acid batteries (LABs) (Tian et al., 2015) for many kinds of transportation vehicles, such as automobiles, trains and boats, because of its reasonable lifetime between 2–3 years (Tian et al., 2015; van den Berg, 2009; Zhu et al., 2013), low maintenance requirement (Pavlov, 2017) and low cost and fine performance (Chang et al., 2009). Therefore, spent or waste LABs (wLABs) represent the largest source of lead release to the environment. In addition, owing to the constant growth of the transportation industry, there is a consistent need of lead. Considering that lead is a valuable natural resource with depleting reserves, it is evident that lead recovery is important not only for the environment but also for the industry (Pescetelli et al., 2001).
Unfortunately, lead recovery itself generates various kinds of hazardous wastes that needs proper care (Lassin et al., 2007). The primary aim of this study is to identify the wastes generated from the sector of wLAB recovery, which also becomes an attractive sector since the demand of the market for secondary lead increases because of its affordability and increasing quality owing to modern refining techniques.
Turkey is a major producer of LABs in Middle Eastern and Eastern European markets (Mutlu Battery Inc., 2018) with production of around 9 million pieces of LABs and an approximate sales volume of 460 million USD in 2014 (Turkish Statistical Institute, 2016).
Since 2004, with the enforcement of the Regulation on the Control of Waste Batteries and Accumulators, the legal basis for the collection and proper handling of wLABs exists in Turkey. According to this legislation, all the LABs that are marketed must be stored in licensed storage facilities and be recovered in licensed recovery plants.
As of June 2016, there are 16 licensed wLAB recovery plants in Turkey. The annual amounts of wLABs collected and the lead recovered from them are given in Figure 1. From this, it can be deduced that there is a constant recovery ratio, which is around 60%. Since it is a known fact that 60%–75% of the mass of a LAB is lead (Cusano et al., 2017), the recovery ratio seems noticeably high. However, it is not certain that this ratio is fully representative of the reality, since the actual mass of wLABs processed for recovery may not be equal to the mass collected.
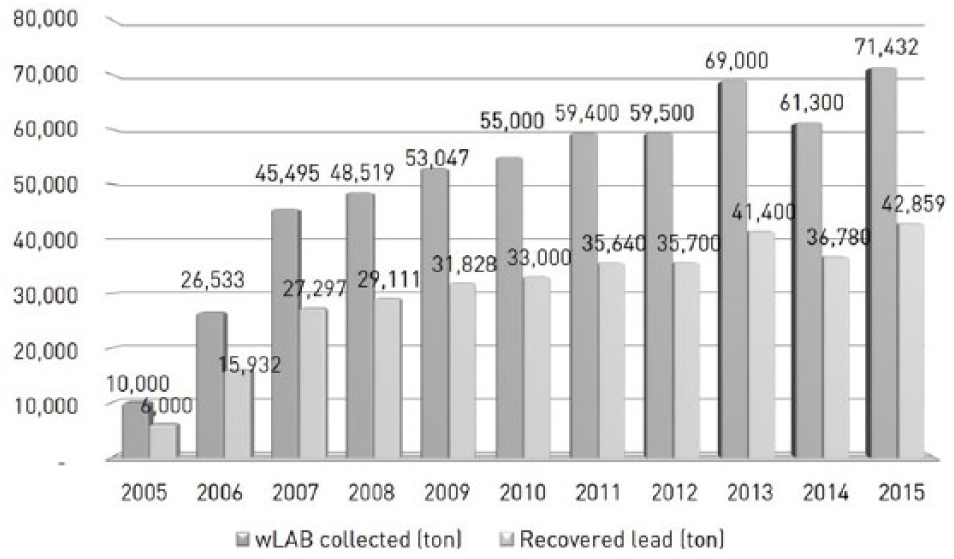
The amounts of waste LABs collected (tonne) and recovered lead (tonne) in Turkey for the years 2005–2015 (Turkish Ministry of Science, Industry and Technology, General Directorate of Industry, 2014).
It is also known that in Turkey, lead is used to produce products other than LABs, such as plates, sheets, strip and foil; lead powders and flakes. In 2015, 22.8 kilotons (kT) of these various lead products were produced along with the production of 8.5–9 million pieces of LABs per annum between the years 2011–2015 (Turkish Statistics Institute, 2016). This corresponds to the additional utilisation of an amount of 60–175 kT of lead in Turkey that is estimated by total LAB weight data given by Mutlu Battery Inc. (2016) and Inci GS Yousa Battery Inc. (2016) and information obtained from Cusano et al. (2017) and Zhu et al. (2012) about the lead content of LABs. Therefore, it can be said that the amount of lead recovered from wLABs in 2015, which was 42.9 kT (Turkish Ministry of Science, Industry and Technology General Directorate of Industry, 2014), could provide for 22%–52% of the total lead demand of the country.
In this study, the main focus is to identify and estimate the generation rates per mass of lead produced of each waste under the scope of wLAB recovery plants in Turkey. The authors also aim to propose techniques to manage these wastes, which are both technologically and economically reasonable. The information required to achieve these ends is gathered via a comprehensive literature survey, fieldwork performed by the authors and through the permission of the Turkish government to access related and otherwise confidential data.
Materials and methods
Different approaches had to be taken to achieve the two main aims of this study. In order to identify waste management strategies, first, details about the processes used for wLAB recovery were elaborated, then wastes from each of these processes were identified, lastly management strategies for each of these wastes were determined. An extensive literature survey was employed along with the examination of the information collected from a field trip to a wLAB recovery plant in Ankara, Turkey, so as to achieve this objective. The findings of this part of the study were verified by the quantitative data obtained from the Turkish Ministry of Environment and Urbanization (MoEU) (2015).
For the estimation of waste generation factors, data were gathered from the literature, site visit to a wLAB recovery plant in Ankara, Turkey, and the national ‘Hazardous Waste Declaration System (HWDS)’, operated by the MoEU.
Under the Waste Management Regulation (WMR), the MoEU obliges waste producers (in this case wLAB recovery plants) to take necessary precautions to minimise waste generation, to keep a record of the waste generated and to rigorously track the waste transferred to other facilities, such as hazardous waste landfills or recycling plants (Turkish Official Gazette, 2015). As a tool that enables the monitoring of whether the waste producers are in line with their obligations or not, the MoEU has developed an online system called the HWDS. Within this system, waste producers identify the sectors that they operate under with ‘statistical classification of economic activities in the European Community’ (‘Nomenclature statistique des activités économiques dans la Communauté européenne’ – NACE) codes (Eurostat, 2008) and declare the wastes produced at and transferred from their facilities identified by waste codes given in the WMR, which are adopted from the List of Wastes provided in the European Commission (EC) Decision 2000/532/EC (Official Journal of the European Union, 2000).
Estimation of waste generation factors
A range of acceptable values of waste amount per plant capacity, that is waste generation factors are estimated as part of the study. The main objective of this assessment is to learn more about the actual amounts of waste that need treatment. Thus, it can aid the (potential) waste producers with their plans of establishing a wLAB recovery plant or, capacity expansion or process enhancement for existing plants. Such information will also improve the control mechanisms of the MoEU that can help ensure the accuracy of the data entered to the HWDS.
Evaluation has been performed according to the following formula, and information provided by the MoEU via the HWDS from years 2009, 2010 and 2014, and data collected from fieldwork and relevant literature were used:

where, WGF stands for waste generation factor [(mass of waste generated per mass of product (in this case for example tonne of lead bullions) per time]; CF stands for conversion factor that is used to convert the inconsistent units used by different anonymous sources; mDW stands for mass of declared waste (mass of waste); and CAP stands for the declared capacity of a facility (mass of product per time).
mDW values are taken as minimum and maximum amounts to obtain a range of values rather than a fixed or an average value at the end.
Results and discussion
Findings from each stage of the study, including the details about processes used for wLAB recovery, identification of process and non-process specific wastes, determination management strategies and estimation of generation factors for wLAB recovery plants in Turkey are presented and discussed wherever necessary in this section. Management strategies and generation factors for non-process-specific wastes were excluded since they are out of the scope of this article.
Processes used at wLAB recovery plants
wLAB recovery can be summarised into three consecutive main processes, namely ‘preliminary processes’, ‘smelting processes’ and ‘refining and casting processes’ (see Figure 2).
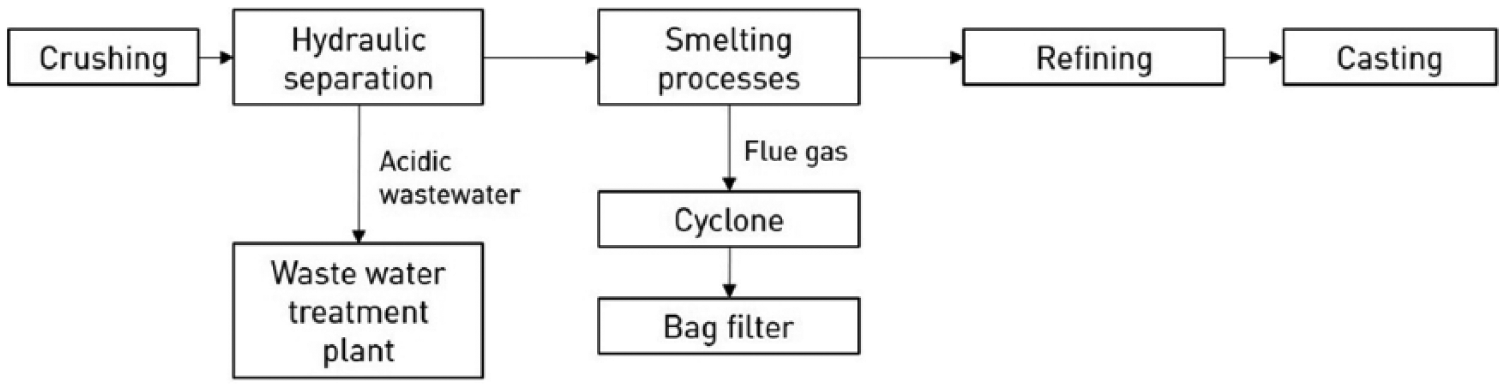
A diagram of the processes used for waste LAB recovery.
Preliminary processes are principally physical in nature, which include crushing and hydraulic separation where both solubility and density differences are utilised (Gönüllü et al., 2010). These processes are used to separate wLABs into their most basic components, so that each component may be treated as needed. Among the three types of LABs, which are start-light-ignition (SLI), traction and power storage (Tian et al., 2015), SLI wLABs comprise the most important portion of wLABs collected for recovery in Turkey, just as in Europe (Lassin et al., 2007), because a yearly growth rate in the number of actively used cars with SLI LAB in the country is not less than 6% (Turkish Statistical Institute, 2018). Thus, the composition of a typical SLI wLAB and processes required to treat each component is given in Table 1.
Components of a SLI type LAB.
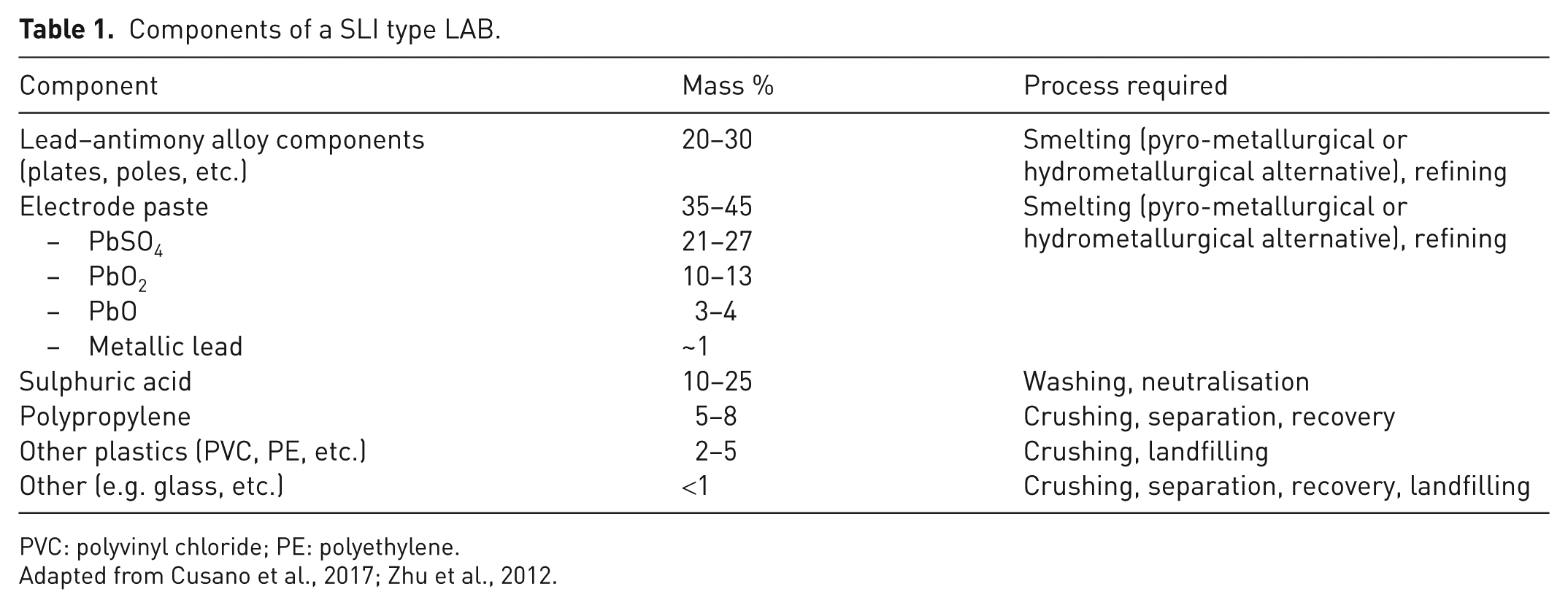
PVC: polyvinyl chloride; PE: polyethylene.
Adapted from Cusano et al., 2017; Zhu et al., 2012.
In most cases, the first process that batteries are subjected to in recovery facilities is crushing. wLABs are either crushed as a whole or their plates are taken beforehand since they are alloys that can be recovered separately with a higher efficiency as compared with recovery of lead oxides, which requires higher process temperatures and use of fluxing agents (Agrawal et al., 2004). Crushing is followed by hydraulic separation or washing. In this process, the crushed mixture of all lead compounds, plastic parts, sulphuric acid, ebonite, etc., are separated via density difference (Ellis and Mirza, 2010; Pescetelli et al., 2001). This step is requisite also to clear acid away from the lead components to provide conditions needed for the proper operation of smelting processes.
The most well-known techniques for smelting involve the use of various types of specifically designed furnaces (see Table 2) and the governing principal is separation via melting point variations of different metals. Here, the feed of lead containing battery parts is heated to around 1000 °C or higher (Cusano et al., 2017; Zhang et al., 2016; Zhou et al., 2017).
Types of furnaces used in wLAB recovery.
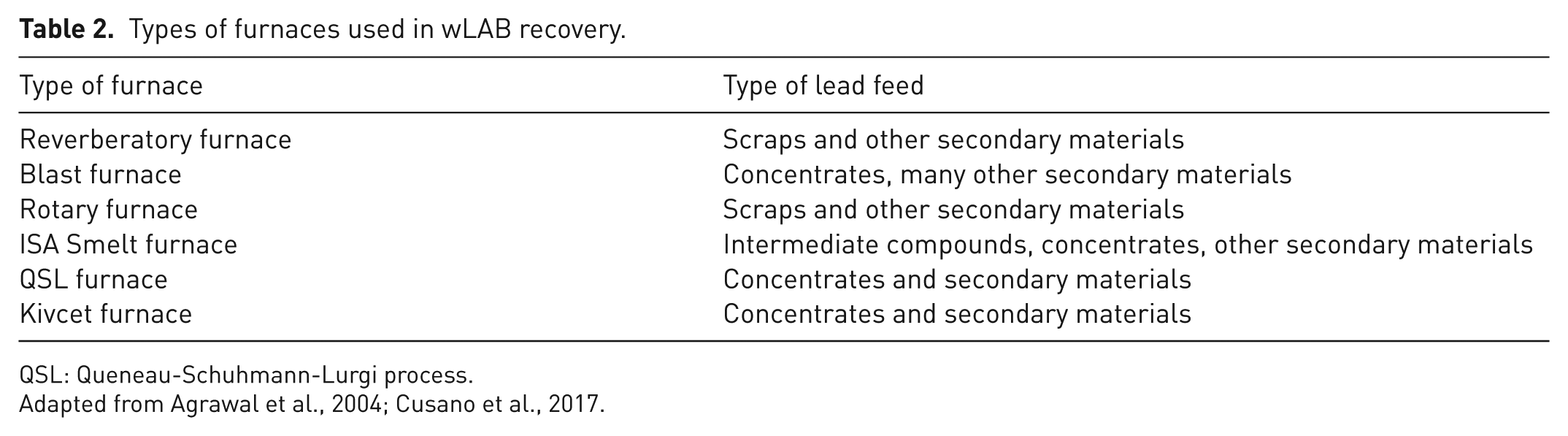
QSL: Queneau-Schuhmann-Lurgi process.
Adapted from Agrawal et al., 2004; Cusano et al., 2017.
As an alternative to these pyro-metallurgical methods, hydrometallurgical techniques that are more environmentally friendly are also emerging (Ferracin et al., 2002; Li et al., 2012; Maja et al., 1993; Maruthamuthu et al., 2011). Although there are no recorded industrial scale applications of such processes in Turkey to this date, some examples of them will be summarised in the following subheadings because they have high significance regarding waste prevention and cleaner production for wLAB recovery plants.
Electrowinning
The earliest examples of lead extraction via hydrometallurgical routes belong to the category of electrowining. Thus, a broad range of processes have been developed under this category (Díaz and Andrews, 1996; Prengaman, 1995). The common steps of each of them can be listed as desulphurisation (whether realised together with leaching or before), leaching and electrolytic reduction. Figure 3 demonstrates a simplified diagram of the common steps of electrowinning processes. These processes aim to convert the lead confined in insoluble lead compounds contained in wLABs to soluble forms by addition of different chemicals under various conditions, and later win it as metallic lead via electrolytic routes (Agrawal et al., 2004; Andrews et al., 2000; Ferracin et al., 2002; Li et al., 2016; Sun et al., 2017; Zhang et al., 2016). These processes have only a few commercial examples in the world owing to mostly their potentially high cost as compared with the traditional pyrometallurgical route (Andrews et al., 2000; Pan et al., 2013; Zhang et al., 2016).
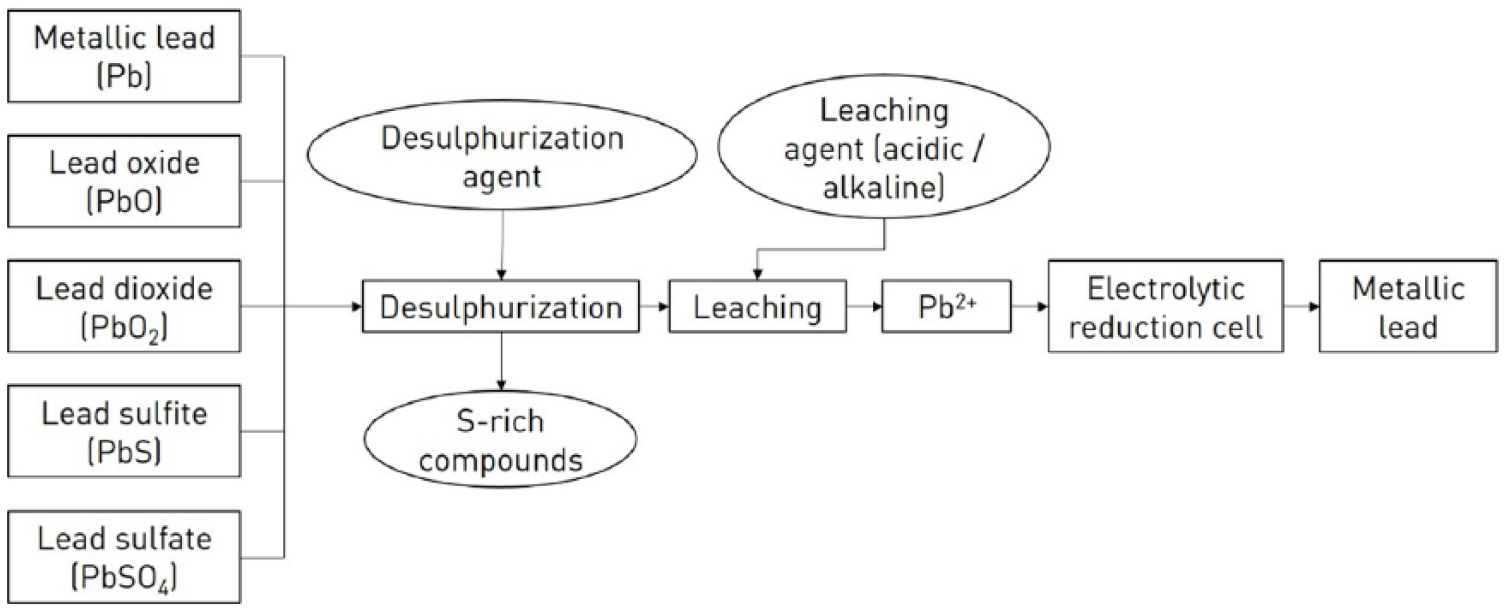
Process diagram of lead recovery from wLAB components by electrowinning.
Membrane processes
These are essentially modifications of electrolytic processes that utilise ion-exchange membranes to increase the purity of the end product (Zhang et al., 2016). Such procedures also involve leaching and desulphurisation steps, although enhance the reducibility of aqueous lead by preventing it from reaching the anode where it could be oxidised (Li et al., 2016). A more sophisticated method is the establishment of H2-PbO fuel cells where high-purity lead (i.e. 99.9992%) can be obtained with yield greater than 99.5%, together with the advantages of electricity production and having water as the sole by-product (Pan et al., 2013).
Calcination
The processes that involve calcination can be examined under three steps as well: Leaching, desulphurisation and calcination. A diagram of the process involving these fundamental steps is shown in Figure 4. In these processes, first different forms of insoluble lead is leached in a similar manner as electrowinning, however soluble lead obtained by this initial procedure is converted to lead citrate precursor, which will then be subjected to calcination at low temperatures (300 °C–450 °C) and under an atmosphere of air or nitrogen in order to obtain lead oxides that show acceptable electrochemical performance when used in the production of LABs (Li et al., 2016; Sonmez and Kumar, 2009a, 2009b; Sun et al., 2017; Zhang et al., 2016; Zhu et al., 2013).
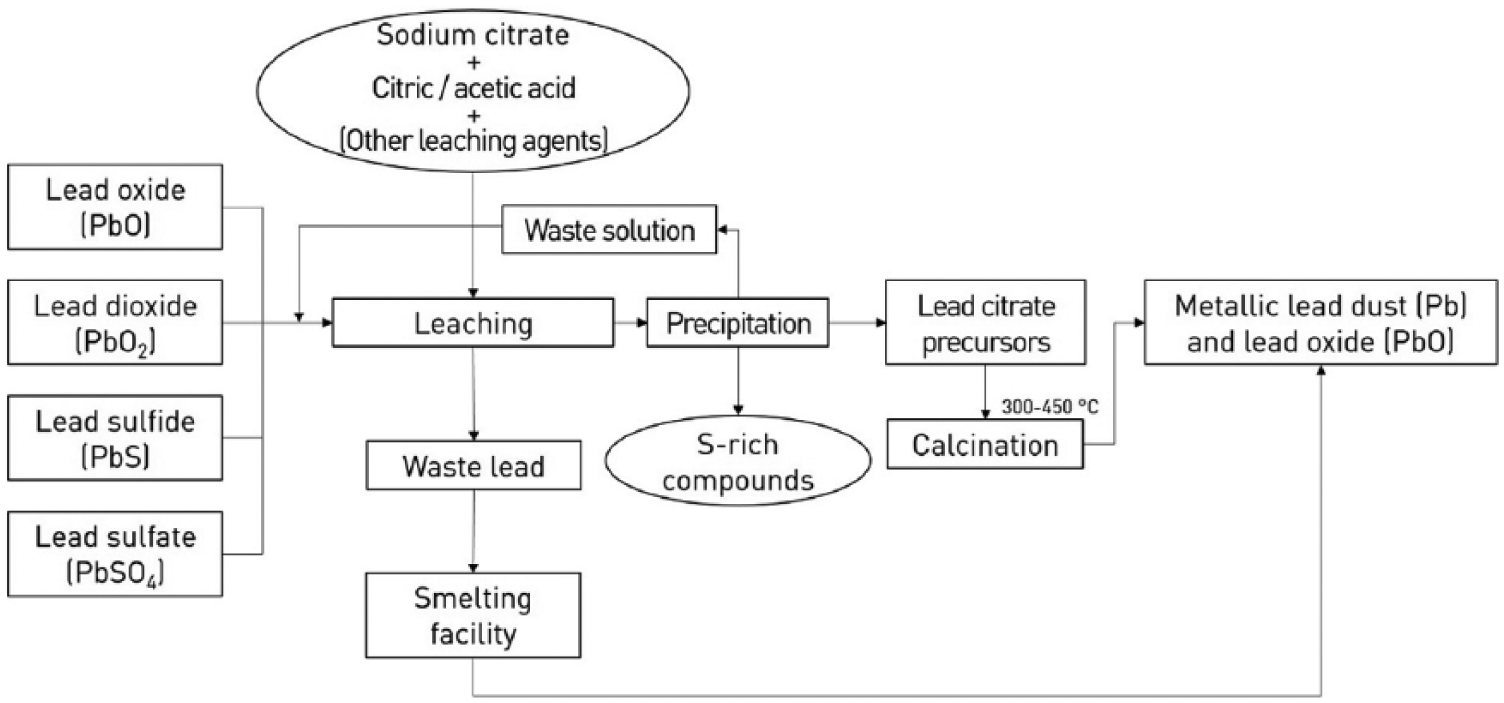
Process diagram of lead recovery from waste LAB components by calcinations.
Vacuum thermal reduction
This is a procedure where desulphurisation wLAB paste is followed by vacuum thermal reduction to reduce lead oxides under a vacuum of 20 Pa and at a temperature of 850 °C, which yields a reduction rate of 98.13% and a product of metallic lead with 99.77% purity (Ma and Qiu, 2015).
The product of the smelting process (i.e. lead bullion) may still include impurities, such as copper, antimony, bismuth, arsenic and tin (Ellis and Mirza, 2010). To remove these impurities from the lead bullion, refining is done. Refining is also considered under two categories, namely electrolytic and pyro-metallurgical. For the removal of each kind of impurity, there are different measures to be taken (Cusano et al., 2017; Ellis and Mirza, 2010).
Additionally, recovery plants may need to add flue gas treatment facilities since the flue gas could include hazardous components, like high amounts of lead oxide dust and sulphuric gasses (TEMÇEV Ltd, 2013; Zhang et al., 2016). Commonly used units in flue gas treatment facilities are cyclones, cooling systems, bag filters and desulphurisation units (Cusano et al., 2017).
Process specific and non-process specific wastes
Each process involved in the wLAB recovery plants is examined in detail, and potential wastes are identified. These wastes are identified as process-specific wastes, and all process specific wastes are linked with their appropriate waste codes (see Table 3 for a full list). A comprehensive diagram of all detected process specific wastes is given in Figure 5.
List of process specific wastes and their sector specific descriptions.
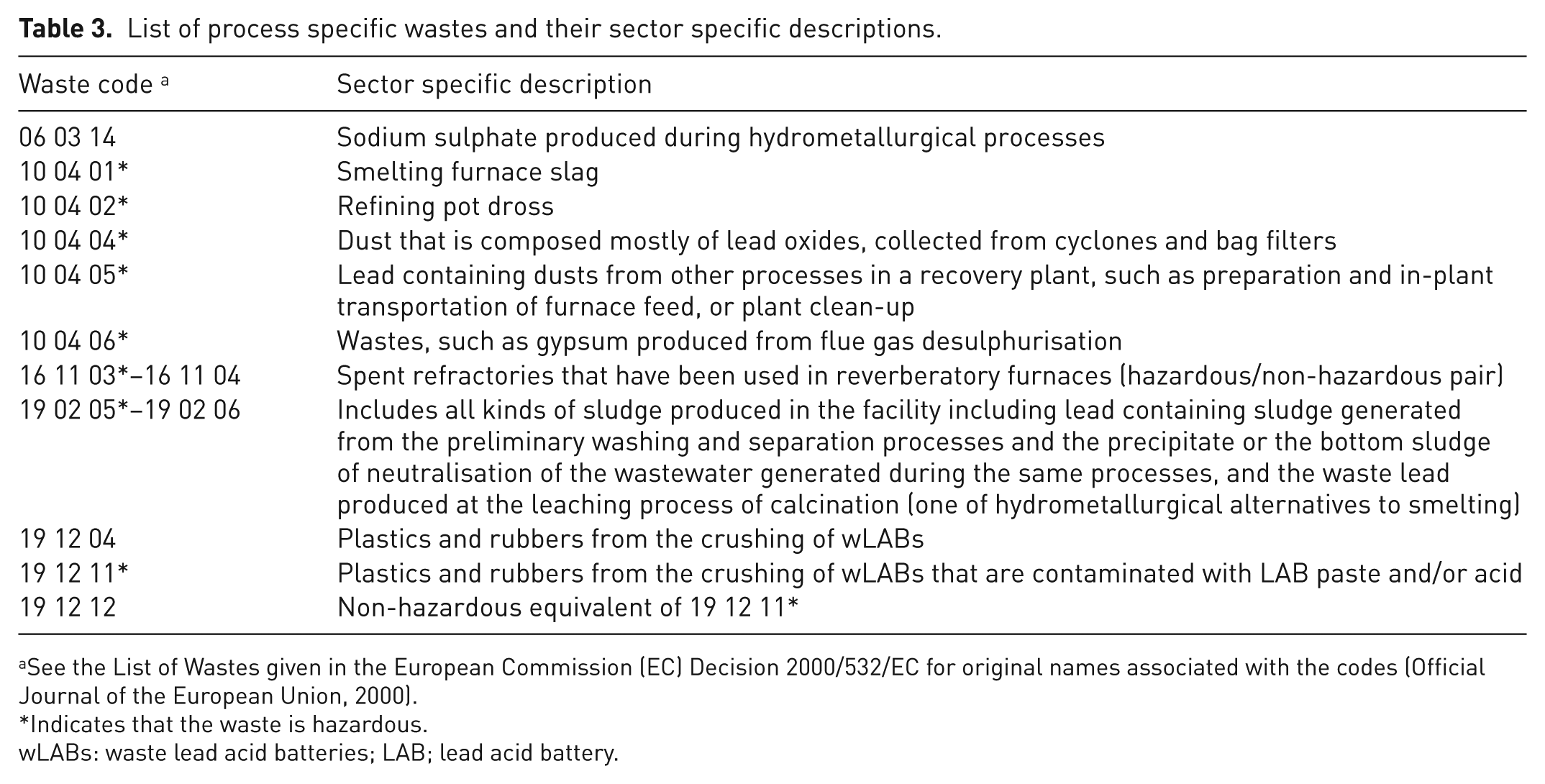
See the List of Wastes given in the European Commission (EC) Decision 2000/532/EC for original names associated with the codes (Official Journal of the European Union, 2000).
Indicates that the waste is hazardous.
wLABs: waste lead acid batteries; LAB; lead acid battery.
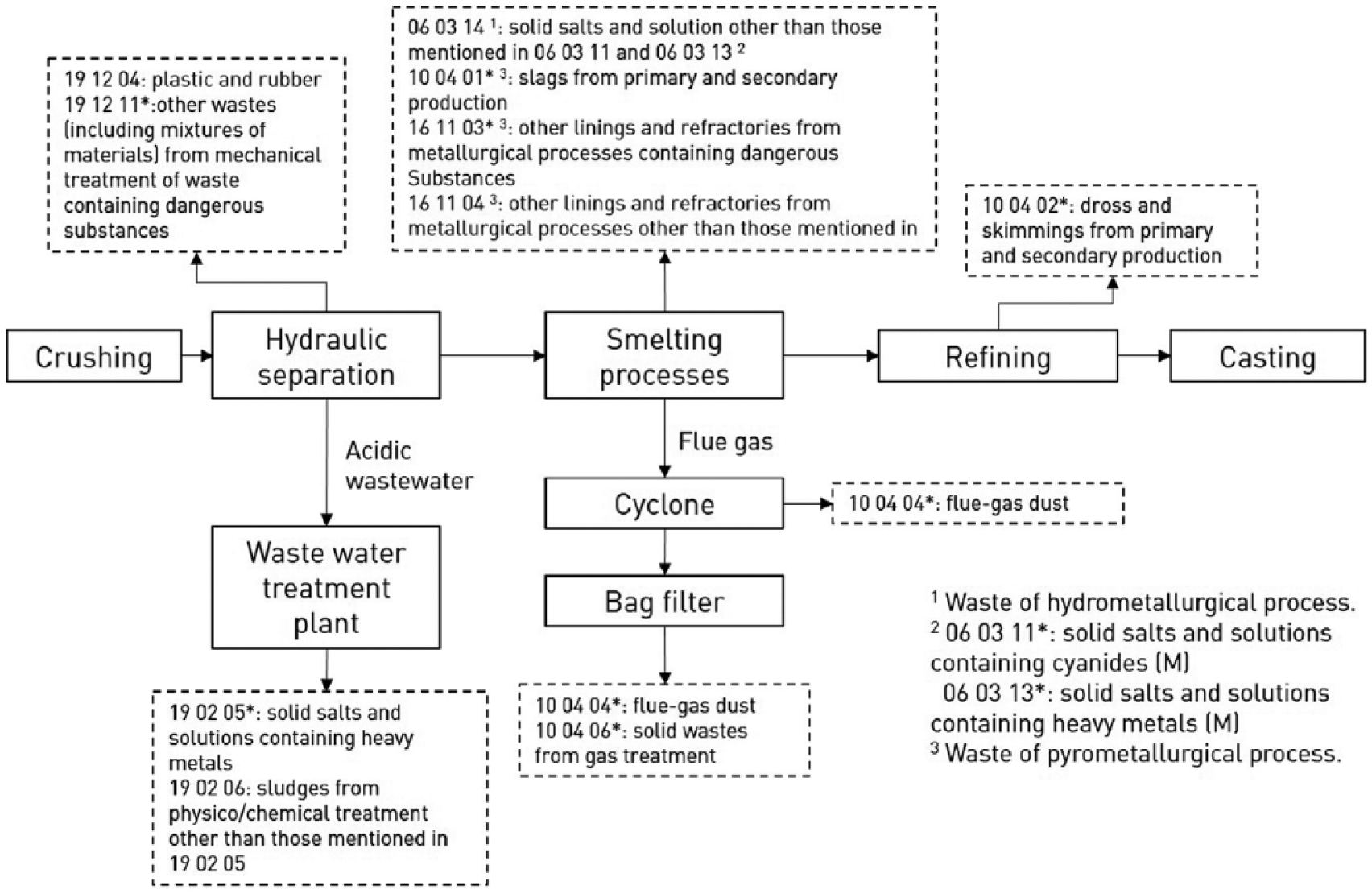
Diagram of process-specific wastes generated in a wLAB recovery plant.
Generic wastes that can be produced by any industry, that is non-process specific wastes, such as scrap electronic material and municipal wastes, are also listed with their waste codes (for the full list refer to Table 4).
List of non-process specific wastes.
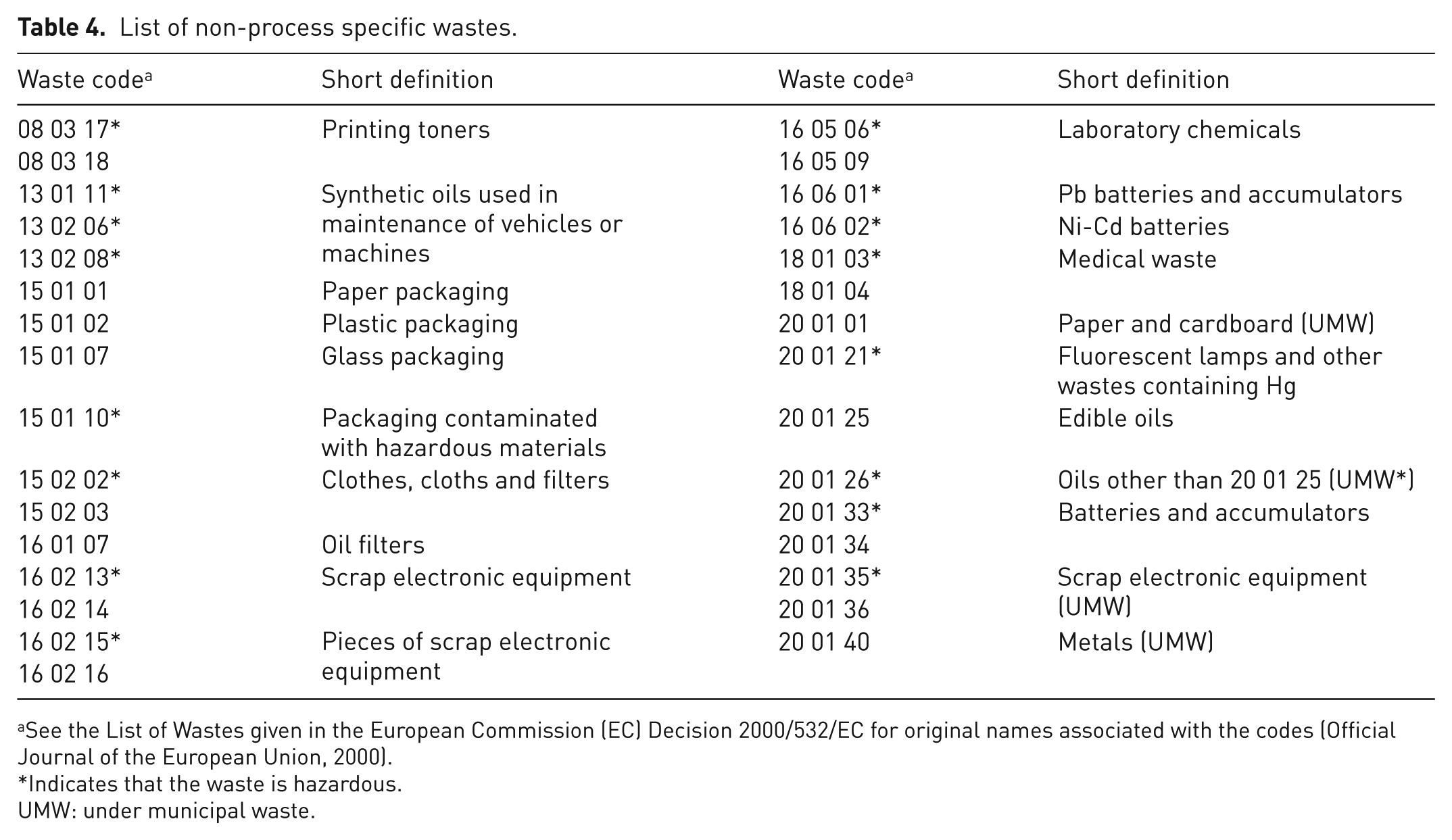
See the List of Wastes given in the European Commission (EC) Decision 2000/532/EC for original names associated with the codes (Official Journal of the European Union, 2000).
Indicates that the waste is hazardous.
UMW: under municipal waste.
HWDS data has also been utilised at this stage, to validate the literature findings thus far. This comparison has proven that the literature review had been adequate enough to include all wastes and even more than the ones declared by anonymous producers.
Waste management strategies
For all process specific and non-process specific wastes, waste management strategies are identified. This process relies heavily on literature review on best available techniques (BATs) (Cusano et al., 2017) related to the management of wastes from wLAB recovery plants. BATs refer to the technologies that are most effective for the protection of the environment as a whole and are also accessible both technically and economically. BATs generally form the basis of emission limits enforced by governments, which makes them excessively important.
The fundamental approach followed during this part of the study is the widely accepted (also, included in the Turkish legislation) doctrine of ‘waste hierarchy’ (see Figure 6), which gives priority to waste prevention or minimisation if possible. Therefore, methods for waste ‘prevention and minimisation’ and ‘recycle, recovery and disposal’ are considered separately.
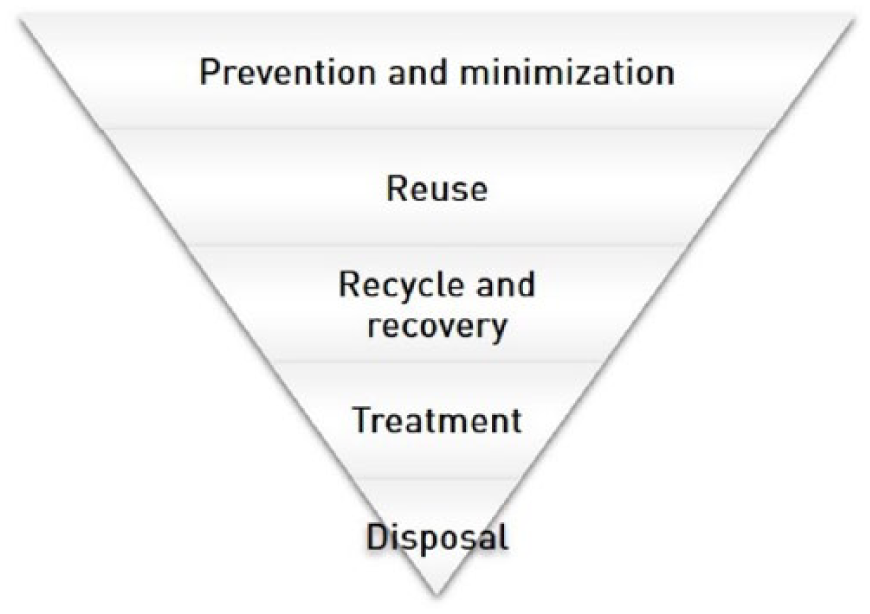
An illustration of the waste hierarchy.
A detailed list of waste management strategies for all process-specific wastes is given in Table 5. Yet, it is worthwhile to denote that most of the process-specific wastes generated at wLAB recovery plants can be prevented by regarding them as a raw material resource in the plant itself. This approach also promotes the increase of overall efficiency of the recovery process, since it reduces the amount of wasted lead (Cusano et al., 2017; Secretariat of the Basel Convention, 2003; TEMÇEV Ltd, 2013).
A list of waste management techniques for all process specific wastes.
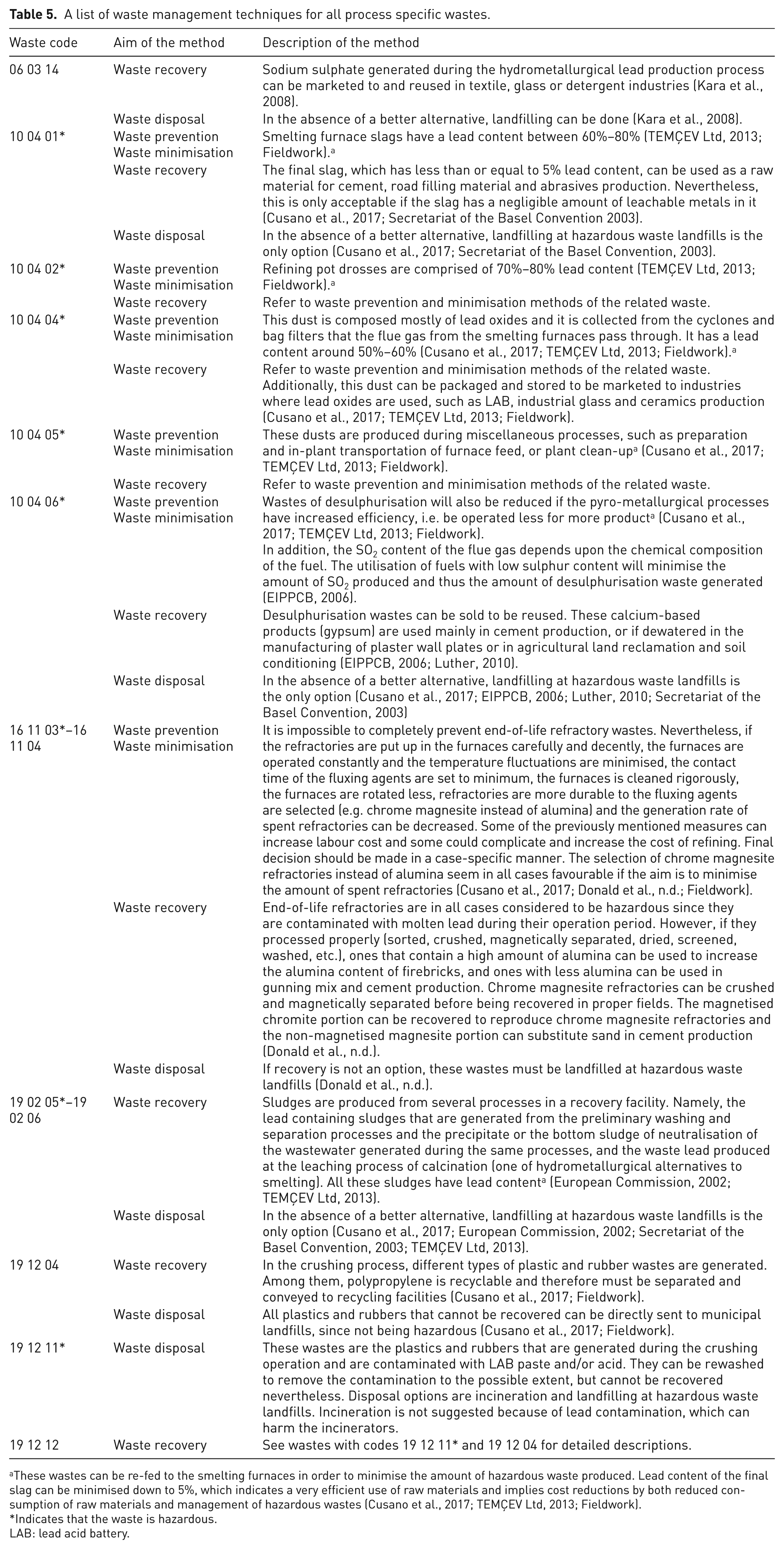
These wastes can be re-fed to the smelting furnaces in order to minimise the amount of hazardous waste produced. Lead content of the final slag can be minimised down to 5%, which indicates a very efficient use of raw materials and implies cost reductions by both reduced consumption of raw materials and management of hazardous wastes (Cusano et al., 2017; TEMÇEV Ltd, 2013; Fieldwork).
Indicates that the waste is hazardous.
LAB: lead acid battery.
Waste generation factor ranges
WGF ranges for process specific wastes are presented in Table 6. From this table, it can be seen that slags generated from the smelting process (10 04 01*) and drosses that result from refining (10 04 02*), together with lead containing dusts (10 04 05*) and sludges (19 02 05*) can be generated at significant amounts. Recyclable plastics (19 12 04) together with dust collected from flue gas treatment operations (10 04 04*) and desulphurisation wastes (10 04 06*) needs care as well.
Estimated WGF values and their sources of information (all units in kg t−1).
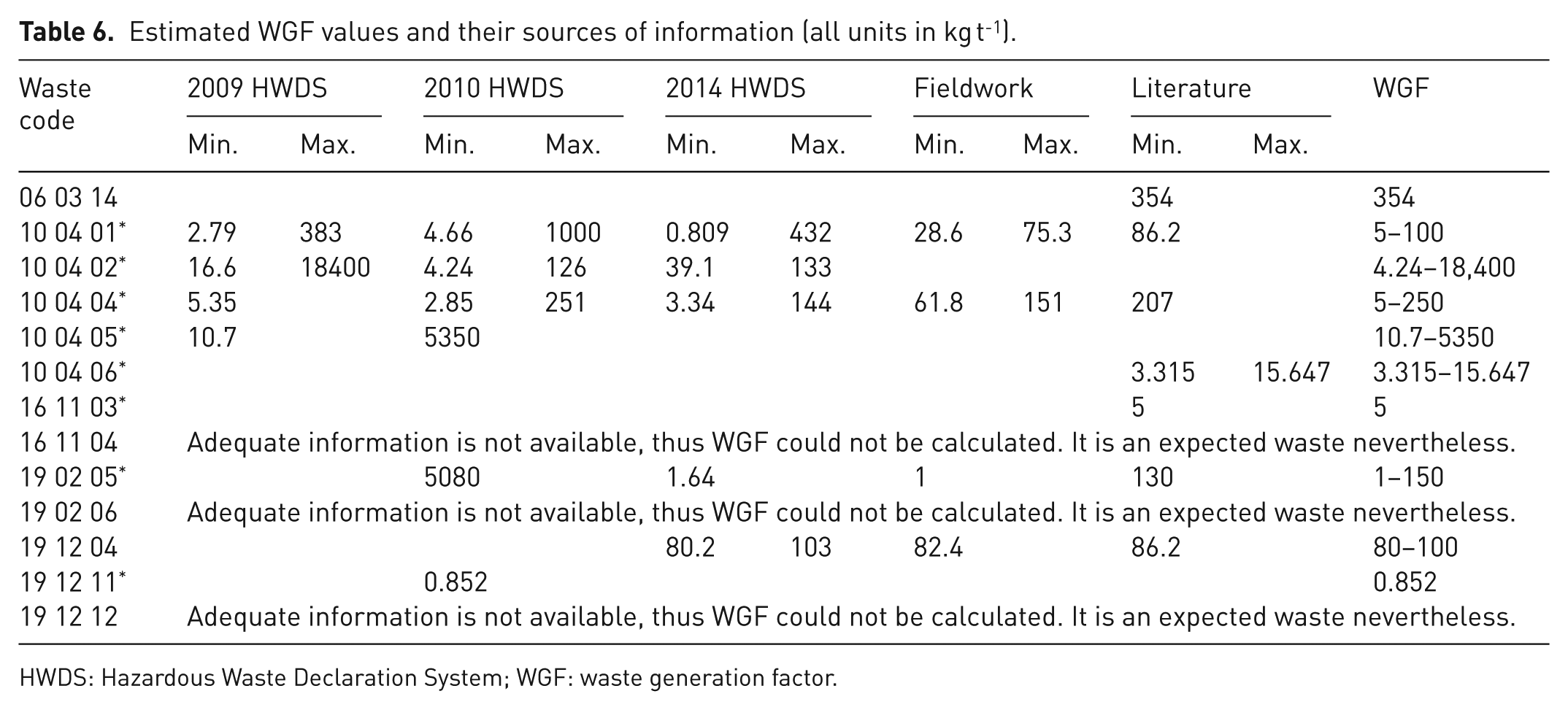
HWDS: Hazardous Waste Declaration System; WGF: waste generation factor.
Overall, data from literature review and data collected from the Turkish wLAB recovery plants match each other, since all of the important wastes are declared by the waste producers.
It should be noted that some of these WGF ranges have been evaluated with a quite limited amount of data. Furthermore, most data are not directly verifiable since they are entries made by producers themselves and are provided anonymously through the HWDS. This causes extremely wide ranges for some wastes. This research also serves as one of the initial steps of enhancing the accuracy of the data collected via the HWDS. If ranges of WGF value are updated with the newly collected HWDS data each year, results will become much more representative of the reality. Nevertheless, to prevent the extreme differences between minimum and maximum values of WGFs, engineering judgement is used in cases where data required for their estimation are available not only from the HWDS, but also from literature and fieldwork. Smelting slag (10 04 01*), which is probably the most important waste of wLAB recovery plants, is a decent example where the upper limit for the WGF is taken as 100 kg t−1 product lead, whereas the actual maximum value can be seen as 1000 kg t−1 under 2010 HWDS data from Table 6.
Another problem about the data provided via the HWDS is that the facilities could only be identified through their NACE codes, since they have been kept anonymous. Although anonymity is unavoidable when sharing such data with the third parties (which in this case is the research group), it creates uncertainty. Since wLAB recovery plants do not have a specific NACE sector code, two different NACE codes have been found relevant at the beginning of the study, namely ‘38.32: recovery of sorted metals’ and ‘24.43: lead, zinc and tin production’. After this initial selection, waste declarations of each separate facility have been examined rigorously in order to sort out any irrelevant facilities. Still this procedure does not provide an adequate amount of certainty, since some included entries may not be specific to wLAB recovery plants. In order to enable the HWDS to clearly distinguish a wLAB recovery plant, a few more informative questions complementary to NACE code selection needs to be included in the system as well.
Conclusion
It is indisputable that wLAB recovery plants have significance regarding hazardous waste management since they on one hand enable the reclamation of hazardous wastes and on the other hand create new and possibly more complex hazardous waste handling issues.
In Turkey, as of 2016, all of the 16 licenced wLAB recovery plants use pyrometallurgical processes to recover lead from lead-containing wLAB components. The most important wastes, which are all considered hazardous for containing lead, are slags and dusts generated from the smelting furnaces and sludges from wash water treatment, with estimated ranges of generation factors 5–100, 5–250 and 1–150 kg t−1 of lead product, respectively. Among them, final slags that are a subset of smelting furnace slags have less than 5%–6% lead content and non-recoverable characteristics, pose the major concern. BATs suggest that if it can be stabilised, this slag can be used at the production of cement, road-filling material or abrasives, and on any other occasion, it has to be disposed at hazardous waste landfills. The need for further studies regarding novel approaches in rendering this problematic waste utilisable still exists. Any other lead-containing wastes, except this final slag that is generated during pyro-metallurgical smelting processes, can easily and should be fed back to the furnaces.
However, it is critical to note that the most effective approach at eradicating these issues is to choose cleaner recovery technologies. To harvest metallic lead from lead compounds contained in wLABs, hydrometallurgical techniques that are established mainly on desulphurisation and leaching are developed. Some examples of these methods – that involve electrowinning, calcination, membrane and vacuum thermal reduction processes – are presented in this article. Unfortunately, commercial, industrial scale applications of such techniques are quite limited. Thus research about these new and more environmentally friendly processes should continue.
In conclusion, the research was a helpful start for the identification of wastes, possible generation rate of wastes and waste management methods for the wLAB recovery sector, an emerging sector in Turkey. It is a valuable example of collaboration among public bodies and the academy that is expected to support the control mechanisms operated by the MoEU and therefore aid the management of wLAB recovery plant wastes.
Footnotes
Acknowledgements
The authors acknowledge the Turkish Ministry of Environment and Urbanization for funding this research and providing access to the HWDS data. Constructive comments from two anonymous reviewers on the manuscript were also highly appreciated.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The research for this article was funded by the Turkish Ministry of Environment and Urbanization.