
Abstract
The use of multilayer flexible food packaging has fundamentally revolutionized the global food system by allowing the product to have an extended shelf life, safer storage and highly efficient distribution of packaged foods on a scale never experienced before. However, the complexity of material that makes such performance in service creates immense difficulties at the end of the service since the combination of several polymers, barrier layers, adhesives, and inks place harsh demands on recyclability. Because of this, bulk post-consumer packaging of snacks is often not recycled through standard recycle streams and instead goes to landfills, incineration, or scattered about in nature. This review critically examines the main recycling options that can be used in the recycling of packaging waste, and they include mechanical recycling, chemical recycling and newer upcycling avenues. The most practical but least energy-intensive recycling method is mechanical recycling, which has limitations due to polymer incompatibility, contamination and degradation of material during recycling. Another path that is provided through chemical recycling is the production of complex laminates into fuels, monomers and virgin-equivalent polymers, though barriers in terms of energy requirements, expenses, and integration of the process still exist. Also, increased upcycling and hybrid recycling designs are addressed as a possible measure of producing functionalized polymers, customized blends and specialty materials with previously unrecyclable waste. The review also explores diverse applications in infrastructure and high-value polymers while establishing a rigorous framework to evaluate the Technology Readiness Levels (TRL) and Operational Expenditure (OPEX) of recycling routes. It identifies the industrial shift toward mono-material design-for-recycle structures as a primary solution to material incompatibility. Ultimately, the study highlights the role of integrated systems and policy in fostering a circular economy and reducing the environmental impact of multilayer packaging.
Keywords
Introduction
Plastic packaging is an essential element of the modern food system, which has unquestionably beneficial functions in offering food safety, increasing shelf life, reducing food loss, and making the storage and transportation of food cost-effective. 1 In the past decades, the application of flexible plastic packaging has grown at a faster pace, mainly because of its low material consumption, lightweight, flexibility in design, superior barrier performance, and excellent printability. 2 Among the variety of flexible packaging, the package of chips, biscuits, and other snacks represents one of the rapidly changing packaging industries on a global scale, which is also reflective of the changing consumer behavior, urbanization, and increased demand for ready-to-eat and convenience foods. 3
The snacks packets are majorly produced using the multilayer plastic laminates, which are those made with two or more polymeric materials to produce desired mechanical, thermal, and barrier properties. The most common material combinations are polypropylene (PP), biaxially oriented polypropylene (BOPP), cast polypropylene (CPP), low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), polyethylene terephthalate (PET), and thin metallized layers, normally attached by polyurethane-based adhesive systems. These multilayer structures are designed to be impermeable to moisture, gases, and light and resistant to grease and mechanical damage whilst having low thickness and high aesthetic qualities. However, these multilayer structures offer superior functionality, their complexity creates significant recycling challenges.4,5
From an environmental perspective, multilayer flexible packaging has emerged as one of the most problematic waste streams in the plastic value chain. 6 The multilayer laminates cannot be subjected to standard mechanical processes of recycling, unlike the rigid materials (PET bottles, HDPE containers, etc.), because of polymer immiscibility, adhesive additions, metallized layers, and additives.7,8 As a result, post-consumer flexible packaging such as biscuit wrappers is rarely recycled. Mostly these are discarded through the landfilling process, open dumping, or by burning, especially in the developing nations where waste segregation systems remain insufficient. 9 Comparing recycling rates for flexible plastic packaging to those for rigid plastics, recent global studies indicate that flexible plastic packaging contributes significantly to unmanaged plastic waste, with recycling rates usually below 10%. 10
The poor management of snacks packaging waste carries profound environmental consequences. These light materials are most likely to litter and are commonly found as the most prevalent types of plastic debris in the environment, in the drainages, in rivers, and in other marine life.11,12 When discharged into the environment, multilayer plastics break down to form microplastics, which are detrimental to the ecosystem and animal life, as well as the possible health of humans as a result of contamination via the food chain. 13 Moreover, using single-use packaging based on virgin fossil-based polymers contributes to the greenhouse gas effect and resource depletion, adding more weight to the issue of climate change. 14
To address these issues, a growing number of researchers, industrial stakeholders, and policymakers started paying attention to sustainable waste-management approaches based on the principles of the circular economy. The recycling and recovery of the multilayer plastic packaging are now considered major constituents of the global sustainability goals and minimization of plastic leakages into the environment.15,16 There has been extensive research support in the past 10 years directed towards the development and optimization of mechanical recycling, chemical recycling (including pyrolysis, solvolysis, and depolymerization), and upcycling of complex flexible packaging waste streams. 17
Nevertheless, recycling the multilayer packaging of multilayer snack items is far behind the state of industrial maturity. The literature exists in bits, concentrating on single technologies, specific polymer systems, or single end-use applications. 4 Additionally, many reviews on plastic recycling tend to be very general regarding flexible packaging or plastics overall, without specifically addressing chips, biscuits, and snack food packets as distinct and high-impact waste materials. Due to their distinctive material compositions, contamination rates, and difficulties with such collection, a specific and thorough review is needed to summarize group-related knowledge and define ways to identify a scalable and cost-efficient way out.
While the broader literature on polymer science offers various reviews on flexible packaging, this study provides a unique scientific contribution by focusing specifically on the snack food sector, which represents a high-volume waste stream characterized by ultra-thin metallized layers and significant organic contamination.4,18,19 In contrast to existing studies that prioritize the mechanical properties of rigid structural composites, advanced welding techniques, or continuous fiber reinforcements,20–22 this review bridges the critical gap between material architecture and end-of-life circularity specifically for thermoplastic-based thin-film laminates.
Hence this study fundamentally re-assesses the role of the snack packaging from a passive protective barrier to an active participant in the circular economy.4,8 In previous literature, high lipid content and chemical residues in snack waste are viewed as secondary contamination issues, however this review considers them as key technical limits that determine the feasibility of specific chemical and upcycling methods.4,23,24 The study gives a new technical perspective on the reasons for failure of conventional single-stream recycling for this particular commodity by comprehensively mapping the interfacial chemistry between ultra-thin aluminum coatings (∼0.03-0.06 µm) and polyolefin substrates.4,8
Moreover, the originality of this work is the comprehensive valorization method that extends beyond waste reduction to high value material development. Unlike the existing literature that considers mechanically recycled thin-films as downcycled inferior products, this work investigates advanced functionalization strategies such as reactive extrusion and hybrid chemical modification to transform unrecyclable laminates into engineered specialty polymers and infrastructure-grade composites.23–29 This review provides a link between polymer physics and industrial scalability using a Technology Readiness Levels (TRL) based assessment and provides a practical roadmap for researchers and stakeholders to bridge the gap between the fossil-dependent linear model and the completely circular thermoplastic system.23,25,26
Furthermore, this work distinguishes itself by establishing a rigorous engineering framework that integrates industrial maturity metrics, such as TRL and Operational Expenditure (OPEX), alongside technical recycling pathways. Such economic factors are related to examples of upcycling applications, including the use of multilayer waste in thermoplastic-modified asphalt and construction panels. The present study presents a more practical perspective than earlier qualitative evaluations. This approach aligns the management of low-value flexible waste with current research focused on the development and performance of thermoplastic composite materials in infrastructure and industrial applications.
However, this review aims to critically analyze the multilayer plastic packaging waste on a broad basis, considering the chips, biscuits, and snacks packaging. This study systematically reviews the material compositions, waste generation properties, and recycling paths, such as mechanical, chemical, and upcycling. Moreover, it outlines important technical, economic, and environmental issues, research gaps, and future opportunities for incorporating the waste streams in a circular-economy system. By synthesizing current knowledge, this review seeks to support researchers, industrialists, and policymakers in coming up with sustainable measures for dealing with multilayer food packaging waste.
Material Composition and Structure of Snack Food Packaging
Multilayer flexible plastic laminates are used as the main material of snack food packaging, especially for chips, biscuits, and other types of snack items. 30 These materials are shielding foods against moisture, oxygen, light, and mechanical damage yet are very low in weight, very flexible, and can be highly printable. 4 Multilayer applications incorporate different polymer materials, adhesives, inks, coatings, and functional additives to generate desirable performance, yet these characteristics pose serious recycling, recovery, and other cyclic-economy tactics problems. 18 Post-consumer multilayer flexible packaging is one of the most problematic components in the worldwide plastic waste stream. The combination of different polymers and metallic layers turns it structurally complicated and difficult to recycle, yet its lightweight characteristics facilitate its spreading as environmental pollution. 31 Snack packaging is widely used in the world, and it has always been proven to be a primary source of terrestrial and marine litter. At the same time, it has hardly been introduced into recycling channels. 32
The primary materials are multilayer polymer laminates designed to provide mechanical strength, barrier characteristics, sealability, and aesthetic appeal. The majority of laminates are composed of polypropylene (PP), including biaxially oriented polypropylene (BOPP) and cast polypropylene (CPP); polyethylene (PE), such as low-density polyethylene (LDPE) and linear low-density polyethylene (LLDPE); and polyethylene terephthalate (PET), typically featuring metallized polymer surfaces with a nanometer-scale aluminum coating. The adhesives, tie layers, inks, surface coatings, and functional additives are included due to their significant impact on interface compatibility, processing behavior, and the recyclability of the final product.4,33 Both aluminum-free and aluminum-containing laminates are studied due to their extensive use in snack packaging. 33
The different polymer layers in the flexible food packaging serve different purposes. BOPP is robust, durable, and dimensionally stable, providing optical clarity, whereas CPP and PE layers provide heat sealability, deformability, and resistance to grease and oil. PET layers offer mechanical support and enhanced gas-barrier properties, while metallized film, often an aluminum coating over BOPP or PET, delivers superior oxygen and light protection from the environment, extending the shelf life of sensitive products.
34
Adhesives and tie layers facilitate the bonding of incompatible polymers, while additives such as antioxidants, UV stabilizers, and antistatic compounds improve performance but may complicate the recycling process.
35
Commercial multilayer snack packages are typically manufactured with 3-5 layers, and their overall thickness ranges from 20 to 60 μm, occasionally extending from 50 to 100 μm (Figure 1).5,36 The predominant structures by arrangement are BOPP/PE, PET/PE, and BOPP/CPP/PE, whilst metallized constructions are usually found as PET/Al/PE or BOPP/Al/PE illustrated in Figure 1. Despite the minimal thickness of the alkali and alkali alloy layers, they significantly enhance barrier characteristics while simultaneously complicating recycling due to thermal and interfacial incompatibilities.
5
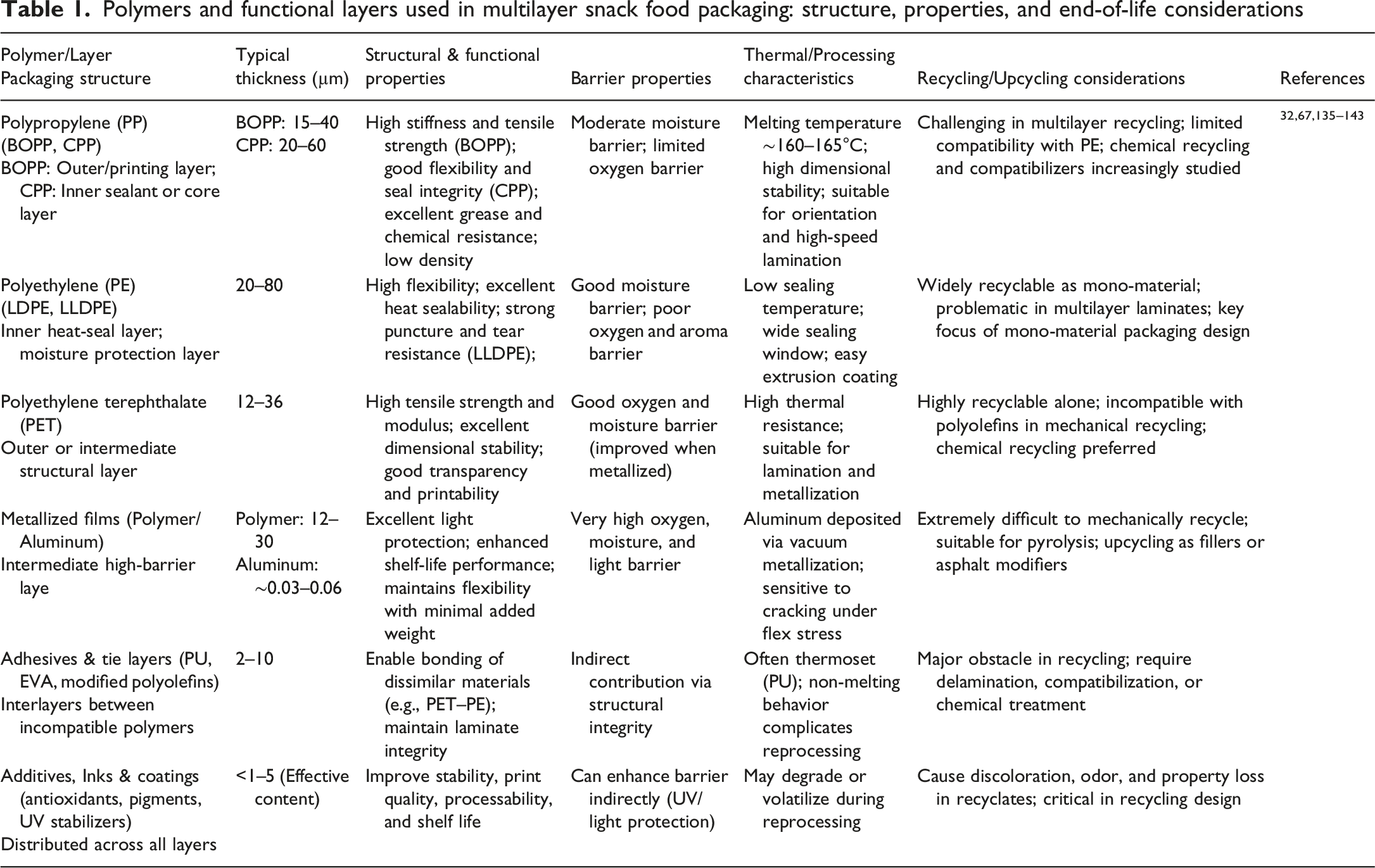
Table 1 presents the polymers and functional layers utilized in multilayer snacks packaging, along with their structural characteristics, major properties, and disposal considerations. Polymers and functional layers used in multilayer snack food packaging: structure, properties, and end-of-life considerations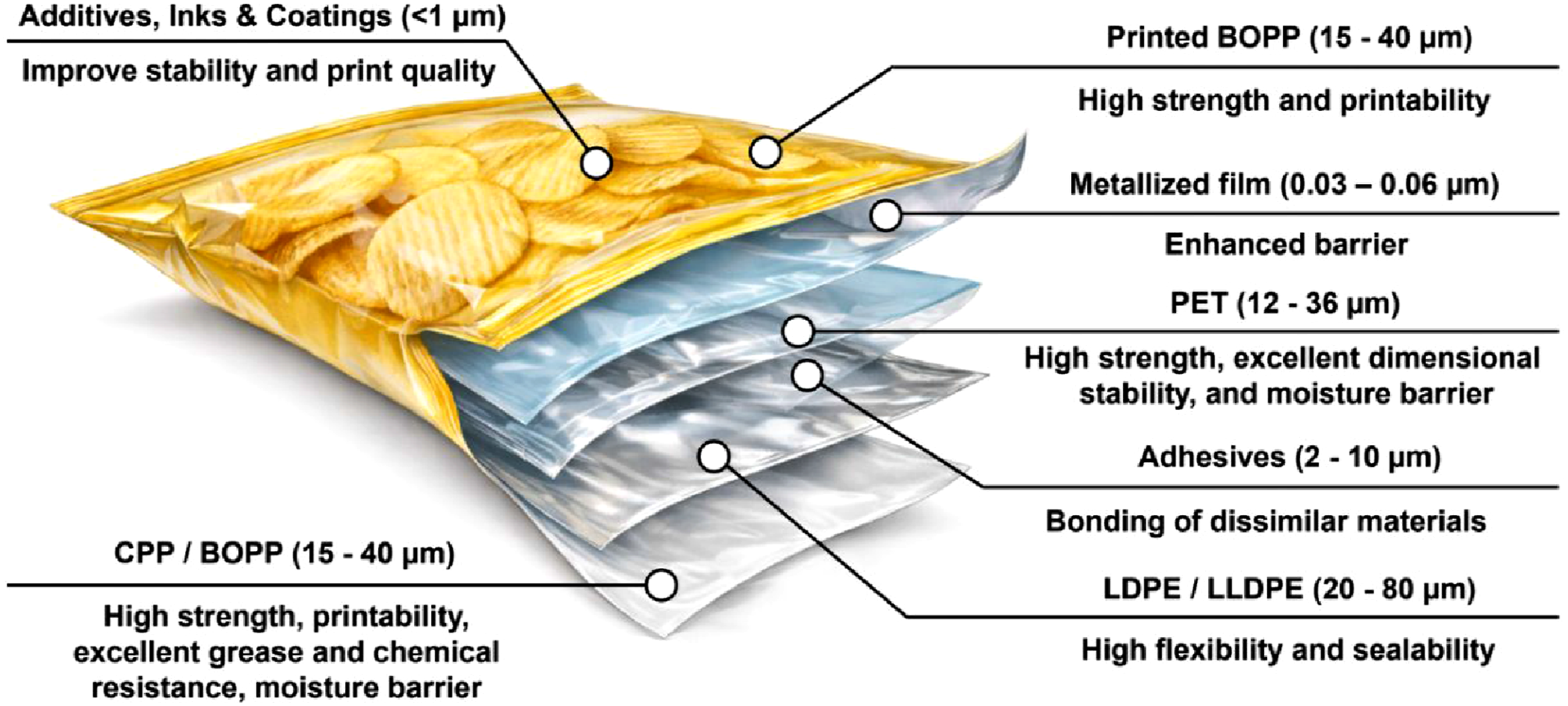
Polypropylene (PP)
Polypropylene is a semicrystalline thermoplastic polymer, which is a member of the polyolefin category. Polypropylene is manufactured by the catalytic polymerization of propylene monomer compounds. 37 It is one of the most commonly used in flexible packages of snack items, due to its low density, outstanding chemical resistance, outstanding mechanical performance, and relatively low cost of production. These properties make PP specifically applicable to the high volume packaging, including chips, biscuits, confectioneries and other ready to eat snack products where material efficiency and functional reliability are paramount. 38
Polypropylene is at the molecular level made up of repeats of propylene which have the chemical formula –(CH2–CH(CH3))n– so that a methyl side group is present on each other carbon atom in the backbone of the polymer. This replacement of methyl inculcates the stereoregularity and crystallinity of the polymer. Isotactic polypropylene is mainly used in packaging processes where the arrangement of methyl groups along the chain is irregular, resulting in high crystallinity. Increased crystallinity increases tensile strength, stiffness, thermal stability, and creep resistance over sustained loads, the increased values of which are essential in preserving package integrity during transportation and storage. The barrier behavior of PP is also dependent on the semicrystalline structure in that the increasing crystalline concentration typically forms the polymer matrix, which decreases the permeability of gases and water to the polymer structure.37–40
Biaxially oriented polypropylene (BOPP) and cast polypropylene (CPP) are the most frequently applied types of PP in the packaging sector. 41 BOPP is manufactured through stretching of the polymer in machine and transverse directions that significantly enhances tensile strength, stiffness, clarity and barrier properties. Therefore, BOPP is often used as an outer layer or printing layer in the snack packaging laminates, which offer mechanical protection, aestheticism, and a moderate moisture barrier capability. 42 On the contrary, the production of CPP is through cast extrusion and has low crystallinity and more flexibility than BOPP. It has some properties which make CPP especially favorable as an inner heat sealable material in applications where it is needed to have quality seal close as well as puncture resistance and compatibility with a high speed packing workflow. 43
High rate of application of PP in snack packaging has been attributed to its performance and processability. 38 PP provides a high level of resistance against oils and other fats that are widely found in snack items, thus averting material deterioration and migrants. Its relatively high melting point makes it able to withstand thermal stresses during sealing as well as in certain occurrences like hot filling procedures. 44 PP can be incorporated with other polymers like PET to make them stronger to support or with metallized coatings based on oxygen and light protection to improve the characteristics of lightweight and high performance multilayer packaging systems that help increase shelf life. 45
Even though polypropylene has functional benefits, the material has serious implications in terms of environmental challenges after food consumption and disposal. PP is not biodegradable and may take decades to biodegrade in the environment in case they are inadequately handled. 37 The postconsumer waste from snack packaging in most regions consists of complex, multilayered designs that include polypropylene (PP), which is not easily recycled through mechanical recycling processes due to material incompatibility and impurities. 46 When not properly disposed of, it can be broken into microplastics, which can build up on the soil and in water bodies and find their way into the food chain. 47 Although PP is considered relatively inert and non-toxic, its environmental accumulation and the leaching of chemical additives during degradation remain significant areas of concern. 38
Polyethylene (PE)
Polyethylene (PE) is used together with PP and has a complementary and rather functional role in snacks packaging systems, especially where elasticity and reliability of sealing are needed. 48 PE is a semi crystalline polyolefin thermoplastic, which is produced by the polymerization process of ethylene monomers and used widely in the manufacture of chips, biscuits and bakery snacks flexible packaging. Its popular and wide application is greatly credited to the fact that it has a soft mechanical response, good heat seal properties, resistance to oils and fats, and high stability to chemicals. All these functional properties of PE contribute to protecting products and maintaining the integrity of packages during supply chain operations.48,49
Polyethylene is made structurally out of repeating units of –CH2–CH2–, creating a comparatively basic carbon structure with no pendant side-groups. The differences in the branching directly affect the crystallinity, density, and mechanical behavior of the polymer, which has led to a number of commercially relevant grades. The most applicable are the Low Density Polyethylene (LDPE) and the Linear Low Density Polyethylene (LLDPE) in snack packaging. A high amount of long-chain branching results in the low crystallinity and soft, flexible material that is easy to process and has clear film characteristics. LDPE is easy to process and has high film clarity. LLDPE, however, is characterized by a linear architecture with small chain branching resulting in better tensile, puncture and seal durability than LDPE.50–52
In real-world construction, PE has not been utilized as an independent structural material but rather serves in multilayer laminations with other polymers like PP, PET, etc. In such systems, PE is typically the innermost sealant layer, in which a low sealing temperature and broad sealing window make PE provide uniform and hermetic seals in packaging exercises of high velocity. Its good pitting against the oils and fats makes it very appropriate in snack foods that contain a lot of lipids and ensures the packages do not fail and retain their sensory properties. Despite PE having restricted oxygen and moisture block qualities with respect to more inflexible polymers or metallization addition layers, its value for mechanical conformability and seal integrity is invaluable to the package performance.53,54
Still, from the environmental perspective, the consumption and disposal of foods using PE have similar difficulties as other traditional polyolefins. PE does not biodegrade and might last long in the environment without appropriate collection and recycling. Multilayered constructs that contain PE-based flexible snack packaging often contain material incompatibility and contamination that makes it difficult to recycle using mechanical recycling. Consequently, most of the postconsumer PE packaging could come to a landfill or natural environment, where it can disintegrate over time into microplastics. However, PE is among the most commonly recycled plastics in the world, and current research aims to enhance the recyclability of PE snack packaging items via mono-material designs, compatibilization plans, and more sophisticated recycling technologies. As a result, PE continues to play a pivotal role in snack packaging, balancing its functional operation with an increasing demand to meet the scheme of the circular economy.55–57
Polyethylene Terephthalate (PET)
Polyethylene terephthalate (PET) is mainly used in multilayer snack packaging systems to meet particular performance criteria that could not be satisfactorily met using polyolefins. 4 PET is a semicrystalline thermoplastic polyester that is produced using the polycondensation of terephthalic acid (or dimethyl terephthalate) and ethylene glycol. 58 In the packaging industry, it is also highly esteemed due to its high mechanical strength, thermal stability, and barrier properties, especially to oxygen and moisture, which are of great importance in maintaining the quality of snack products that are sensitive to oxidation and high humidity. 59
Structurally, PET is represented as aromatic ester linkages attached onto a comparatively rigid polymer backbone, which distinguishes it vastly as compared to PE and PP. 60 The aromatic rings are adding stiffness to the chains and enhancing tensile strength, modulus and dimensional stability. 61 PET may be cast into transparent, smooth, and homogenous veils with very good resistance to deformation from thermal and mechanical stress. 61 These properties allow the application of PET in the system of snack packaging laminates as a structural or intermediate layer, whereby it helps to enhance the rigidity of the entire package, as well as printability and barrier. 4
The multilayer packaging mechanisms are usually laminated with polyolefins like PP and PE and heavily metallized layers to make high-performance designs with PET. In such systems, the outer or core layer is commonly a PET, which offers mechanical support and added barrier protection, and polyolefins as layers of sealant. The barrier efficacy of PET and the sealability of the polyolefins allow making of lightweight packages that last longer on the shelf, have smaller thickness, and offer more protection to the products. The thermal resistance of PET also makes it withstand thermal processing processes such as lamination and high-speed packaging processes without causing film breakage.56,62
Although this technology has such beneficial performance options, at the end-of-life phase, when it is applied in multilayer snack packaging, PET poses significant challenges. PET is also known to be incompatible with polyolefins, and such immiscibility makes recycling of the types of materials via mechanical methods difficult because they separate in phases and cause degradation of the characteristics of the recycled materials. Consequently, the recycling of PET multilayer laminates frequently falls out of traditional recycling streams, which leads to a rise in the level of waste. Even though PET is recyclable with ease in mono-materials, its flexibility in combining with other materials into multilayered packing forms reduces its recyclability.63,64
Metallized Films (Aluminum-Coated)
Metallized films form an important functional category of high-performance snack packaging, especially for those products that require long shelf life and enhanced safeguards against environmental factors. 65 They generally consist of an ultrathin deposition of a layer of aluminum, of only a few tens of nanometers, onto a polymer base, BOPP or PET. Even though the metallic coating is very thin, metallized films provide superior barriers to light, oxygen, and moisture that are the major contributors to lipid oxidation, flavor loss, and texture deterioration in snack-type foods.65,66
Structurally and functionally, the aluminum coating significantly reduces the rates of oxygen diffusion and practically blocks the transmission of ultraviolet and visible light, but the substrate polymer film provides the polymer with mechanical strength, flexibility, and processability.67,68 Metallized films are rarely used as monolayers in commercial snack packaging, but they are used as layers which are laminated with other polymers PE, CPP using polyurethane or solvent-based adhesives. 69 In such multilayer types, metallized films are normally used as intermediate layers, and polyolefins as sealant layers and PET or BOPP as a framework support and printable material. This synergistic overlay allows the systems to attain the high barrier performance at a low material cost, which has been used to help in the lightweight and cost-effective packaging design.32,70
When the use of metallized films is added there, however, there is a heavy burden of end-of-life challenges. Through its close mixing with polymer substrates, which are then bonded with strong adhesive bonds, mechanical recycling is especially worrying. 7 In the reprocessing, aluminum pieces may damage polymer melt, causing defects, reduced mechanical performance, and low quality of surfaces among the recycled products. 8 Such an issue is that metallized snack packaging is often unable to be sent through normal streams of mechanical recycling and is often sent to landfill or alternative energy recovery methods. 71
In order to overcome these limitations, alternative recycling and recovery measures are being explored more and more. Chemical recycling processes, including pyrolysis, are more tolerant of metallized structures. The organic polymer component can be recycled into fuels or chemical feedstock, and aluminum is left as a solid matter that can be recycled later on its own.72,73 Also, upcycling strategies have been investigated whereby the metallized film wastes are used as a filler or reinforcement in composite materials, construction panels, or asphalt modifiers, and thus they do not need to be separated into individual components.74,75 Although it was proven that metallized films cannot be replaced when it comes to achieving the level of barrier properties required by modern snack packaging, the issues of recyclability remain an active source of research relevant to the enhancement of the material design and the development of solutions to make them more sustainable at the end of life. 76
Additives, Adhesives, and Tie Layers
In addition to the main layers of the polymer, snack packaging laminates are based on an impressive range of auxiliary materials, such as adhesives, tie layers, inks, coatings, and functional additives, to realize the desired performance, appearance, and processability.67,68 These polymer components are needed to provide interlayer adhesion, print quality, improvement of the barrier properties and long-term stability in complex multilayer applications of chemically incompatible polymer structures. 69
As dissimilar bonded materials of PET and PE or PP-based sealant layers, adhesives and tie layers are essential in the bonded assembly. 32 These interlayers are usually developed using polyurethane, ethylene-vinyl acetate (EVA), or modified polyolefins that have polar functional groups that enhance adhesion of nonpolar and polar polymers. 77 However, they are also necessary to make laminate integrity. Although these materials introduce additional chemical complexity, they typically do not melt or flow in the same manner as thermoplastic packaging polymers during recycling. As a result, their existence may hamper their reprocessing and also deteriorate the quality of reused materials. 7
The coatings, inks, and pigments are applied to work more towards visual appeal and branding constituents, as well as consumer information, though the effects get in the way of recycling. 72 The numerous printing inks and surface coating contain metallic pigments, plasticizers, solvents or inorganic fillers which can degrade during melt processing or disrupt chemical recycling pathways. 71 Remaining inks may lead to discoloration, formation of odors, or deformities in polymer products during recycling and thus restrict their use to high-value products. 8 Similarly, protecting or repelling coatings used to enhance moisture or oxygen resistance may make the process of polymer separation and purification.78,79
Performance and end-of-life behavior are also impacted by functional additives that are added to snack packaging material. Processing and useability of the material are necessitated by additives that include antioxidants, ultraviolet stabilizers, slip agents, and antistatic compounds.80,81 But, upon recycling, such additives may modify the thermal stability, viscosity, and mechanical performance of the recycled polymers, and in other cases, they can be reduced to the formation of undesired byproducts. 76 The overall impact of these additives must be carefully taken into account when making packaging designs that will be recycled or put to the use of circularity. 70
Comprehensively, the incorporation of various polymer layers, metallized finishes, adhesives, and additives that are both functional and useful creates a highly engineered system of packaging, which is efficient in the protection of the product, but which is challenging to recycle.7,82 The sorting technologies typically required for the successful recovery of these materials include advanced sorting systems, preprocessing methods such as delamination or deinking, the use of compatibilizers in mechanical recycling, and chemical depolymerization methods capable of handling heterogeneous wastes.73,83
Recycling of Snack Food Packaging Waste
Multilayer packaging that has been generated due to the increased use of packaged snack foods is a complex and challenging waste stream.32,67 The snack food packaging is specifically designed to provide a boost of mechanical strength, barrier protection, sealability and attractiveness and it involves the use of polyolefins (LDPE, LLDPE, PP), PET, metallized layers, adhesives, and printing inks.68,69 Although such constructions can serve to increase the shelf life of the products and maintain their quality, they also create serious barriers to the recycling process because of the incompatibility of the polymer with the thin-film format and contaminated residues. 7 Most traditional single-stream recycling systems therefore tend to be ineffective in reclaiming such materials and therefore usher in massive landfills or burning.70,84
Multilayer snack packaging can be recycled into both mechanical and chemical recycling, which can be divided into different methods, each having its own techniques as well as merits and demerits illustrated in Figure 2.
72
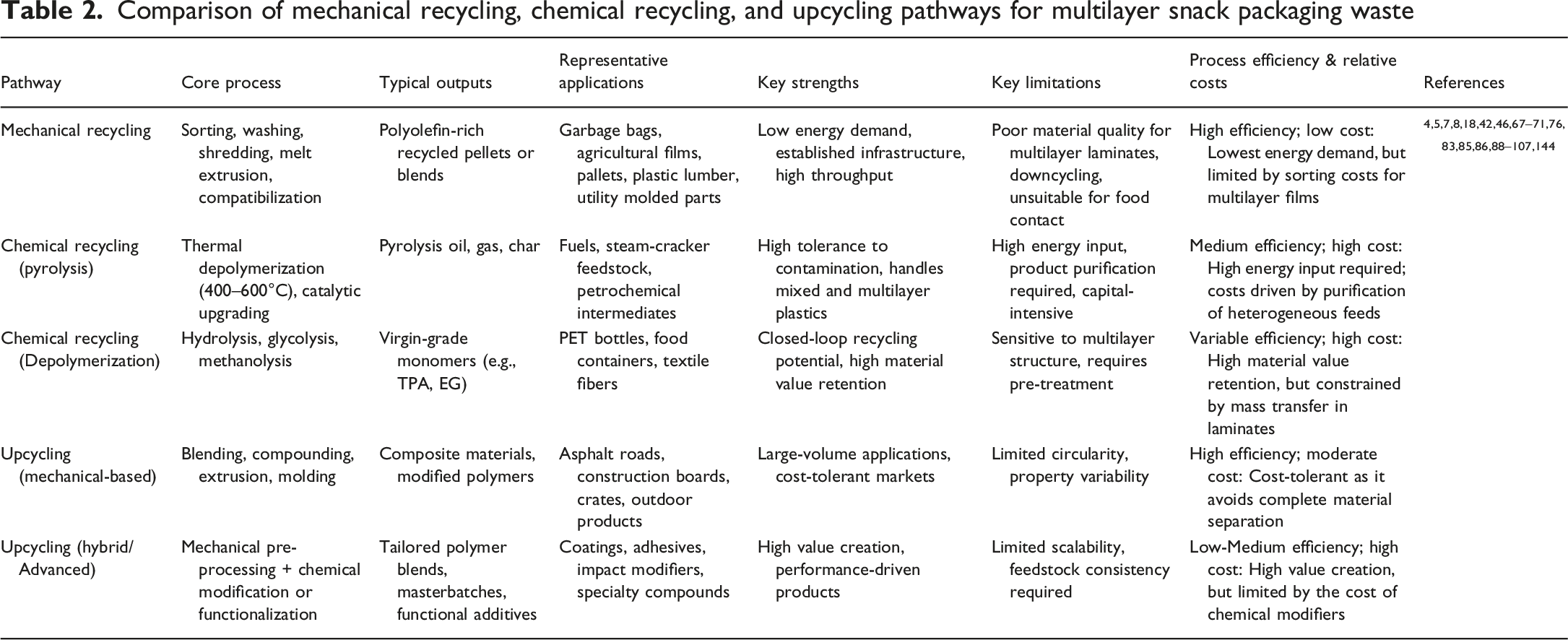
The detailed comparison is summarized in Table 2 showing the technological feasibility, environmental footprints, process efficiency and relative costs, and quality of end-products associated with mechanical recycling, chemical recycling, and upcycling pathways to determine the most sustainable recycling strategy for complex multilayer snack packaging waste. Mechanical recycling depends on the physical stages of processing using such procedures as collection, sorting, washing, size reduction, and melt-recycling to get secondary polymer materials.
8
Its level of industrial maturity, the comparatively low energy needs, and its possibility to be combined with the current infrastructure makes it the most common method of recycling.
83
Nonetheless, unlike single PE, the mechanical recycling of multilayer snack packaging has intrinsic limitations due to its heterogeneous composition, strong interlayer bonding, and contamination, which restrict its outputs to non-food or down-cycled uses.5,71 Comparison of mechanical recycling, chemical recycling, and upcycling pathways for multilayer snack packaging waste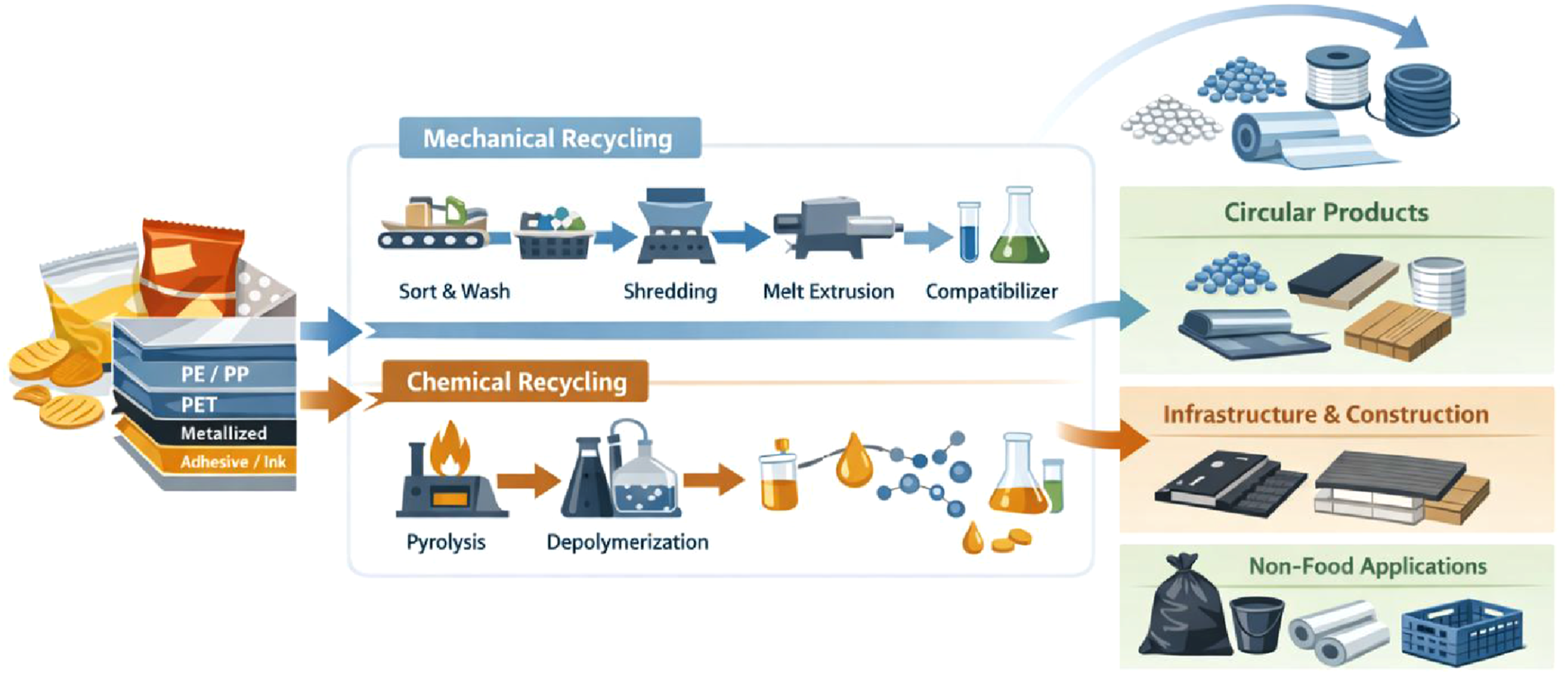
On the other hand, chemical recycling involves the depolymerization or thermochemical conversion of complex polymer laminates into monomers, fuels, or chemical feedstocks. 76 Chemical recycling would be more applicable to treat the multilayer and contaminated waste streams, which are not easily treated using mechanical processing. 85 Pyrolysis methods, solvolysis methods and catalytic depolymerization methods all enable the recovery of high-value products, such as polymers of virgin quality, naphtha like feedstocks and other chemical intermediates.73,86 Chemical recycling, despite increased energy demands and capital costs, provides a path to the concept of recycling material flows to a circle and with the possibility of recovering more valuable products. 87
Mechanical Recycling of Snack Food Packaging Waste
Mechanical recycling is the oldest and most common way to dispose of plastic waste material, and it still remains a pillar of the modern recycling infrastructure.7,72 It is based on a series of physical actions, referred to as post-consumer collection, sorting, washing and decontamination, size reduction, melt reprocessing and regranulation, which essentially seek to convert plastic waste into secondary raw material. 8 Economically and environmentally, mechanical recycling is usually preferred because of the relatively low amount of energy required, decreased greenhouse gas emissions, and the fact that it has been proven to be scalable at an industrial level.83,87 However, its efficiency is, essentially, limited by material complexity and contamination in the case of multilayer snack food packaging. 5
The packaging of snack foods is specifically designed in the form of a multilayered laminate in order to offer moisture, oxygen, light, and grease resistance and still to be mechanically flexible and printable.67,68 Common architectures include polyolefin sealant layers (PE, LDPE, PP), structural layers (PET), metallized barriers to make them better, layers of adhesive ties, and printing inks. 69 Even though these designs are very good in use, they cannot be recycled mechanically, as the layers are supposed to be bonded on permanently. 88 In the case of melt reprocessing, there is a mismatch in the melting temperatures, viscosities as well as surface energies of constituent polymers creating phase separation, unstable melt flow and weak surface adhesion. 70 As a result, the recycled material has heterogeneous morphology, reduced mechanical strength, and unpredictable processing behavior as compared to the virgin polymers. 85
The process of snack packaging waste by mechanical recycling is also technically constrained due to collection and sorting issues. 89 Flexible films have low bulk density and poor rigidity, which makes it hard to capture films through the automated sorting systems based on near-infrared (NIR) and identify them accurately. 90 Due to this, flexible packaging is often cross-contaminated or mistaken as other waste streams or not recycled at all. Besides, packaging of snacks that are consumed after consumption is usually contaminated with oils, salts, sugars and organic food remains. Poor elimination of these contaminates during the washing process is enhanced by thermal and oxidative degeneration during the extrusion phase, where it promotes chain fracturing, olfactory generation, discoloration, and lowered molecular weight in the recycled polymer.71,91
As the polymer is melted and extruded, it contains left-behind adhesives, aluminum, ink, and pigments as defects that interfere with the stress transfer of the polymer, facilitating cracks. 92 Compatibilizers like maleic anhydride grafted polyolefins or block copolymers are introduced in order to reduce these effects and in order to provide interfacial strength between immiscible phases and to increase dispersion. 93 Although compatibilization could to a certain extent restore the tensile strength, impact resistance, and process stability, it adds complexity to a given formulation and increases the cost of material. 94 This trade-off restricts its use in cost-sensitive recycling systems and provides the economic ceiling to mechanically recycled products. 95
Due to these inherent limitations, mechanically recycled multilayer snack packaging is generally unsuitable for food-contact or high-performance applications. Instead, it is predominantly downcycled into non-food products, where moderate mechanical properties, durability, and basic moisture resistance are sufficient. Examples would be garbage bags, agricultural films, pallets, crates, plastic lumber, and molded utility components. Although such more sophisticated methods as mixing with virgin polymers, multi-staged extrusion, and partial delamination may serve to enhance the quality of materials, they also add steps in the process, energy use, and expenditure. 76
Altogether, mechanical recycling is also a necessary method in the scope of waste management because of its technological maturity and environmental performance. 96 Nonetheless, its application in the circular economy of multilayer snack food packaging is in effect constrained by material design and contamination. To improve its viability, it is necessary to engage in coordinated development of recyclable packaging design, better technologies for recycling flexible films, and economically feasible compatibilization approaches, while also accepting that mechanically recycled material will only be applicable in areas outside of food or infrastructure.4,46
Chemical Recycling of Snack Food Packaging Waste
The alternative method of managing technical or economically inappropriate multilayer snack food packaging wastes suitable for mechanical recycling has introduced the concept of chemical recycling to complement it as a critical measure.8,72 Chemical recycling of polymers through depolymerization or thermochemical transformation into monomers, fuels, or chemical feedstocks makes use of the chemical reprocessing approach in contrast to physical reprocessing. It has a greater tolerance to the heterogeneity of the polymer used, multilayer structures, and contamination that may be left behind, and can therefore value the complex snack packaging structures that would be either landfilled or burned up.7,97,98
Pyrolysis is the most widely researched technology of polyolefin rich snack foods packaging waste among chemical recycling technologies. 99 When plastics undergo pyrolysis, they are subjected to thermal decomposition in an oxygen free atmosphere with a typical temperature ranging between 400°C and 600°C resulting in the production of liquid hydrocarbons, non-condensable gases and solid char. The liquid fraction may be enhanced into transportation fuels, industry heating oils, or naphtha-like feedstocks, which may be steam cracked. The gas component is usually recycled at the site to provide energy to the process and hence, the overall energy efficiency is enhanced. 100 Nevertheless, snack packaging contains additives and inks and metallized layers, which result in product composition and introduce heteroatoms and metal residues, which require downstream purification to fulfill fuel or petrochemical requirements.8,101
There are also chemical depolymerization pathways, especially with regard to PET layers used as components of a multilayer snack packet. Ester bonds are cleavages that are selective and in hydrolysis, glycolysis, and methanol pathways. Monomers such as terephthalic acid and ethylene glycol are the results of those cleavages. Such monomers can be used to make virgin-grade PET that has the same properties as those obtained through fossil resources, after purification.97,102 It is of particular importance to snack packaging since, with this capability, the PET can be used in closed loops of recycling even in the cases when it is entangled in complex laminates. 72 However, on multilayer structures there are mass transfer constraints and decreased reaction efficiency, and thus pre-treatments, such as selective dissolution or swelling and mechanical reduction of size, are frequently needed to enhance accessibility of reactive polymer fractions. 103
With the aim of improving the conversion efficiency, reducing reaction temperatures, and improving the selectivity of the product, catalytic chemical recycling has received more focus. Metal-based systems and acidic catalysts lower the activation energy and inhibit the formation of char and enable the customization of the distribution of hydrocarbons relative to desired fuel or chemical products. Such benefits notwithstanding, issues to do with catalyst deactivation, solvent recovery, emissions control, and high capital cost keep undermining large scale commercialization.100,104
Chemical recycling has some major benefits over mechanical recycling on sustainability grounds, as it does not require minimal sorting and washing processes.98,103 Nevertheless, studies of life-cycle assessment have shown that its environmental performance is extremely vulnerable to energy sources and the integration of processes, as well as the manner in which recovered products are used in the end. 105 Chemical recycling is most beneficial where it can turn into virgin-equivalent polymer or other high-value chemical feedstock, which directly replaces fossil-derived material. Therefore, the hybrid methods of preprocessing and converting using chemicals are increasingly considered realistic in terms of enhancing performance and decreasing the overall impact on the environment.7,72
Economic Viability and Industrial Maturity of Recycling Routes
Economic and industrial maturity metrics for multilayer packaging recycling.
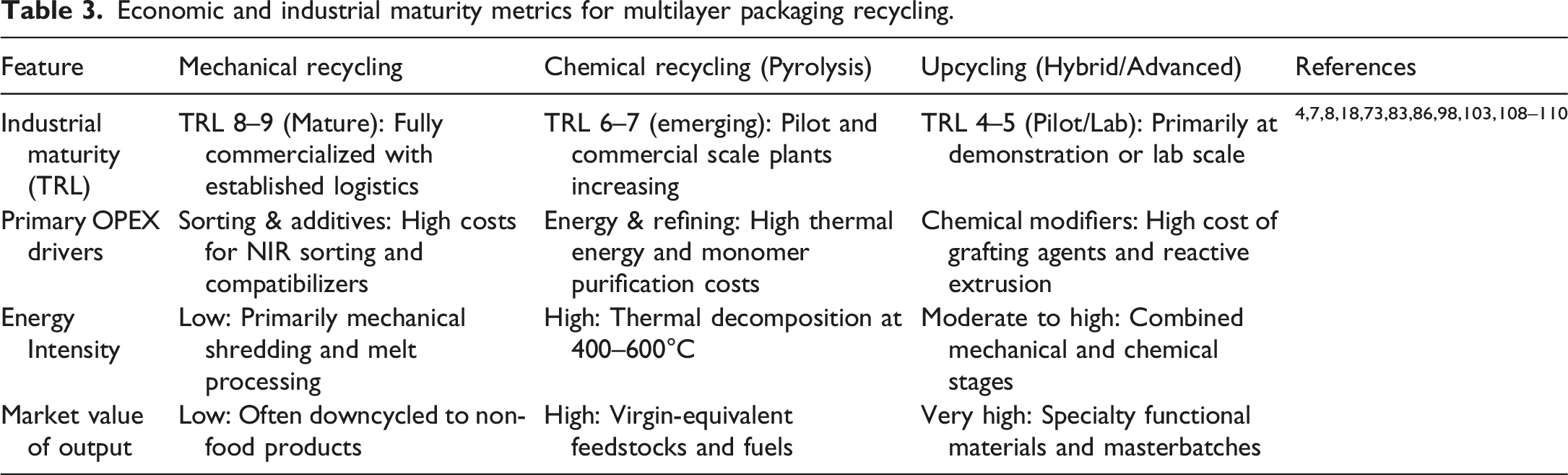
In contrast, chemical recycling through pyrolysis is situated at an emerging industrial stage (TRL 6–7).86,98 It exhibits greater tolerance to polluted and heterogeneous waste; nonetheless, it is not economically feasible due to the substantial thermal energy demand (ranging from 400°C to 600°C) and the considerable downstream purification necessary to eliminate metal residues from aluminum layers and heteroatoms from inks and adhesives.73,86,98,108
Advanced upcycling and hybrid functionalization techniques are often lower in maturity (TRL 4–5).109,110 The main limitations for the scalability of these methods are the poor feedstock consistency and the high material prices of specialized reactive modifiers and grafting agents.109,110 These technologies are closely related to the integration of low-carbon energy sources and the market value of the specialty functional polymers produced, which are at the break-even point.103,110
Applications for Recycled Snack Food Packaging Waste
The recycling of multilayer snack-food packaging represents a long-term strategy whose practical implementation depends on the availability of large-scale end-use applications capable of accommodating recycled materials with variable composition and property profiles.7,8 Owing to the complex architecture of snack packaging typically comprising polyolefins, PET, metallized layers, adhesives, and printing inks the resulting recycled materials often exhibit greater variability in molecular weight, homogeneity, and thermal stability than virgin polymers. 72 Consequently, the suitability of potential applications must be evaluated based on a combined assessment of functional performance, regulatory compliance, and economic feasibility. Different recycling pathways generate distinct product streams, ranging from non-food consumer goods to high-value chemical feedstocks and infrastructure-related materials.
Products from Mechanically Recycled Snack Food Packaging
Mechanical recycling of snack-packaging waste predominantly yields polyolefin-rich blends that may contain minor amounts of polyethylene, aluminum residues, printing inks, and adhesive contaminants. These recycled materials typically exhibit lower average molecular weight, broader molecular weight distributions, and heterogeneous phase structures compared with virgin polymers. As a result, mechanically recycled outputs are most suitably applied in non-food-contact applications, where functional performance and cost efficiency are prioritized over optical clarity and surface quality. 111
Flexible Film Products
Typical applications include trash bags, garbage liners, agricultural mulch films, silage covers, and ground protection sheets. The inherent flexibility, moisture resistance, and chemical inertness of polyolefins make recycled materials well suited for these uses. Recycled blends are commonly processed through conventional extrusion techniques, such as blown-film or cast-film extrusion, often with the addition of compatibilizers and stabilizers to improve melt strength and tear resistance. Compared with virgin films, recycled films generally exhibit lower elongation at break and reduced puncture resistance; however, these limitations are acceptable for short-lifetime or utility-driven applications. The primary advantages of using recycled films include reduced raw-material costs, diversion of plastic waste from landfills, and lower greenhouse-gas emissions relative to the production of virgin polymers.8,72
Injection-Molded and Rigid Products
A second major category of applications for mechanically recycled snack-packaging materials is injection-molded and other rigid products, such as plastic crates, pallets, storage bins, tool housing, and industrial containers. These products require stiffness, impact resistance, and dimensional stability rather than surface aesthetics, making them suitable candidates for the incorporation of recycled polyolefins in combination with virgin resins.112,113 To make injection molding easier and get the right mechanical performance, recycled polyolefin streams like post-consumer polypropylene (rPP) and recycled PE/PP blends are usually used with virgin PP or PE.113,114 Research indicates that recycled polypropylene (PP) materials are suitable for injection-molding applications when properly processed and, in certain instances, strengthened or modified to fulfill specific application requirements.112,115 Products with recycled material may not be as strong or resistant to impact as wholly virgin polymers, but these attributes are often good enough for non-critical structural uses such as pallets, transport crates, and industrial containers.113,114 Incorporating recycled plastics into such products also contributes to sustainability goals by reducing the use of virgin raw materials and lowering environmental impact. 113
Construction and Infrastructure Applications
The construction and infrastructure industry provides recycled snacks packaging waste with high volumes, price-tolerance, and adaptable options in terms of performance. Polyolefins are especially an ideal solution in outdoor and long-life problems due to their inherent durability and resistance to moisture or chemicals. Recycled films are used in the form of shredded or pelletized filaments in polymer composites, plastic lumber, fencing systems, decking boards, and landscape panels. Recycled polyolefins are used as the matrix material in such situations, which are typically filled with wood powder, glass fibers, or mineral additives. Compared to virgin plastics, recycled composites can have a little less stiffness and strength but will be much more resistant to rot, corrosion, and moisture uptake than wood-based materials, therefore guaranteeing long service lives and requiring essentially low maintenance and resource saving.8,72 Among the most influential infrastructure programs is the recycling of snack packaging waste in asphalt that has been modified with plastic. Polyolefin films are added to bitumen either by dry or wet methods, where they melt and dissolve within the asphalt body. This change improves the elasticity, the rutting, the fatigue life, and the moisture resistance of the road pavements. Plastic-modified asphalt is better compared to conventional asphalt in that it performs better even in high traffic and temperature changes. The method is particularly favorable in the developing world because it may absorb massive amounts of low-value plastic material and, at the same time, increase the durability of roads and lower the maintenance expenses.116,117
Products Derived from Chemical Recycling Outputs
Chemical recycling provides a dependable and premium value pathway in managing multilayer snack-food package waste, especially those materials that cannot be recycled through mechanical recycling because of heterogeneity in polymers, contamination, or because laminated materials are permanently bonded.7,8 In comparison with mechanical recycling, which is based on physical reprocessing and is vulnerable to polymer incompatibility, chemical recycling depolymerizes polymers into monomers or hydrocarbon fractions.7,103 This system effectively addresses issues related to mixed polymer feeds, leftover adhesives or inks, and metallized layers, enabling the generation of outputs that are comparable to virgin petrochemical feeds in both chemical content and performance.7,98
Polyolefin-Derived Fuels and Monomers
Single-layered snack packaging materials made of polyolefin substrate can be recycled in the form of PE and PP wherein a thermo-dispersal process of their pyrolysis is conducted under silenced Stokes law conditions at the temperature of 400°C to 600°C.8,118 The results of this process are a mixture of liquid hydrocarbons, non-condensable and solid residues. The partially enriched C5-C30 liquid could be refined into fuels of diesel range, heating oils of industry or naphtha-like feedstocks.103,118 These hydrocarbons may be used directly as a form of energy or be converted into forms of energy that require further refinement, like through steam cracking to produce ethylene and propylene monomers. Virgin PE and PP polymers made out of the monomers are chemically and functionally identical and have similar molecular weights, mechanical properties, and barrier properties. They can therefore be applied in high-performance applications such as packaging films, automotive parts, pipes, and consumer products whilst maintaining circular material flows. Compared to polyolefins recycled mechanically, the chemically recycled polymer is non-contaminated, has uniform morphology, and does not require compatibilizers in order to regain functions. 72
PET Chemical Recycling Products
PET-based layers applied in the packaging of snacks are especially apt to be used in chemical depolymerization, such as hydrolysis, glycolysis, and methanolysis.119,120 The following methodologies are selective cleavages of the ester bonds of PET to produce the monomeric species, terephthalic acid (TPA) and ethylene glycol (EG). The purification is furthered to remove the leftover dyes, additives, and contaminating compounds, followed by a final repolymerization of the monomers to form virgin-grade PET in terms of high molecular weight, color fidelity, and thermal stability. PET that has been chemically recycled in this way has shown physicochemical properties similar to fossil-fed PET, thus making it suitable to use in food-contact applications, including beverage bottles, food containers, and fine textile fiber applications that are otherwise unavailable when using mechanically recycled PET because of contamination or lower molecular weight. A closed paradigm of recycling used in PET collected by means of multilayer laminates, therefore, provides a strong environmental and material benefit, allowing the retrieval of high-purity polymer fractions that are to be thrown away in mechanical recycling streams.119–122
In addition to recovering monomers, the products that are obtained throughout the chemical recycling process offer a higher level of process control and related uniformity that supports manufacturers in producing targeted polymer grades to be used in targeted applications. Along with reducing the production of char, catalytic pyrolysis or depolymerizing and refining the distribution of the hydrocarbons or purity of monomers can add value and expand the utilization of recycled materials as well. Hybrid methods involving mechanical pretreatment with size reduction, partial separation, or selective dissolution of layers add to the reaction efficiency and recovery of monomers and thus close the performance gap between low-quality post-consumer waste streams and high-performing polymer feedstocks.120–122
Advanced Upcycling and Functional Products
Enhanced multilayer snack food packaging upcycling aims to transform post-consumer waste into useful materials that have added value in terms of functionality, which is more than can be realized under normal mechanical or chemical recycling. In contrast to basic downcycling, upcycling capitalizes on chemical transformations, hybrid solutions, and the design of materials to make polymers and composites designed to be used in specialty applications, thus prolonging product use and alleviating the environmental impact. This method integrates the aims in sustainable operations with the need of a high-performance material into a single operation because waste can be turned into functionalized polymers, masterbatches, or hybrid materials.123–125
Functionalized Polymers and Specialty Materials
Another approach that holds promise is chemically altering the polyolefins that are recycled by the use of reactive extrusion, grafting, or the integral aspect of functional groups. These methods include polar or reactive functional groups to the polymer structure whereby the interfacial adhesion of polymer blends, composites, or multilayer assemblies is improved. An example is maleic anhydride grafted polyethylene that is used as a compatibilizer in PE/PP or PE/PET blends and enhances stress transfer, impact resistance, and dispersion uniformity. Recycled polymers have been effectively utilized as functionalized adhesives, coatings, and sealants, even as compatibilizer systems, where they are able to partially or completely substitute virgin specialty polymers. These materials enhance bonding of composite laminates, increase mechanical performance, and give barrier or surface-modification functionality. Functionalized recycled polyolefins tend to be considerably less precise in property than virgin specialty polymers, although they are much safer for the environment once common, with significantly reduced raw material costs and enabling the promotion of the previously unreusable multilayer waste into high-value applications. Functionalization also supports the use of recycled material in middle-performance functionality applications like packaging adhesives, industrial finishes, or polymer-modified building materials.126–129
Hybrid Mechanical–Chemical Products
Hybrid recycling methods involve mechanical pre-processing, i.e., shredding, size reduction, or partial separation, followed by selective chemical modification to form custom polymer blends, masterbatches, impact modifiers, or even color concentrates. To illustrate, the mechanical shedding (shredding) of multilayer snack packaging can be partially chemically depolymerized or functionalized in order to isolate polyolefin fractions and to enhance interfacial compatibility. Mother resins and other recycled resins are then incorporated into the resulting polymer blends to create masterbatches of particular color, mechanical, or barrier mixes. The hybrid materials are especially effective in those fields where virgin-like performance is not imperative but there is a need to increase their functional performance, e.g., extrusion of garden products, secondary goods packaging, in-car interior trims, and polymer composites. Recycled-based hybrid products can be slightly more variable in terms of molecular weight or the distribution of additives than virgin masterbatches but offer a sustainable and cost-effective alternative and, at the same time, allow using a large amount of recycled material and less use of virgin polymers. Significantly, the hybrid strategies enhance the valorization opportunities of the multilayer snack container, as the low-value, complex waste collections are converted to engineered materials for functional and specialty purposes, thus becoming part of a circular economy.8,124,130
Functionalization and hybrid processing are a form of developing significantly extended lifecycles of recycled materials, as well as providing entry to high-value usage opportunities previously closed to conventional mechanical or chemical recycling schemes. These strategies combine chemical modification with mechanical processing to enable the performance potential of formerly unrecyclable multilayer laminates to be utilized in production and use in both specialty composites and coatings and in polymer masterbatches as well as industrial adhesives.8,124,130
Sustainability Assessment and Emerging Material Trends
Transition to Mono-material Packaging Design
Comparison of traditional versus emerging circular packaging strategies.
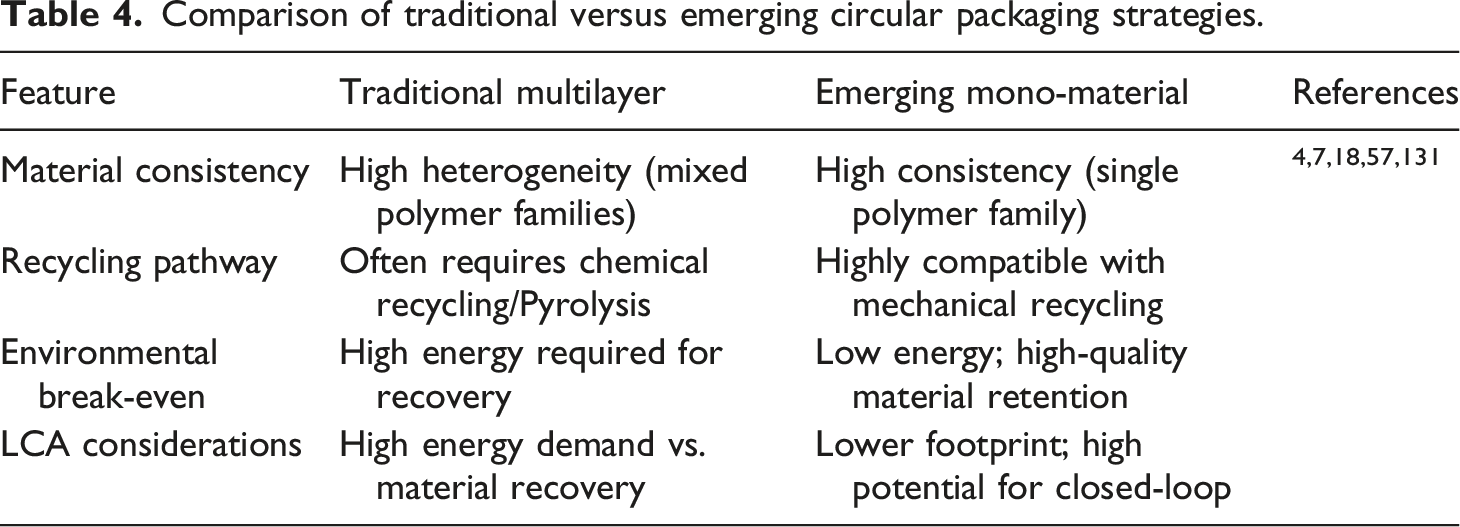
These innovations utilize different grades of the same polymer family (e.g., combining high-density and low-density PE) to maintain performance without the inherent immiscibility issues of traditional films.83,131,132 Now, these mono-materials can offer moisture and gas barrier characteristics similar to traditional multilayer systems with technologies such as biaxially orientated polyethylene (BOPE) and high-performance, thin-film coatings.57,132,133 This transition efficiently bypasses the economic burden of compatibilization and permits high purity material to be recovered in current mechanical streams.8,18,83
Role of Life Cycle Assessment (LCA) in Recycling Selection
Table 4 further delineates the environmental considerations of various packaging strategies, providing a comparative overview of the energy demands and sustainability trade-offs essential for determining environmental break-even points. The integration of Life Cycle Assessment (LCA) is needed to find out the environmental break-even point of various recycling pathways.8,98 Mechanical recycling is usually linked to the lowest carbon footprint because of its physical nature, but its environmental advantage is reduced if the product is only viable for low-value downcycling.7,8,111
Alternatively, chemical recycling methods like pyrolysis are more energy demanding, requiring high thermal inputs (400–600°C) and extensive purification steps.73,86,108 LCA methods are helpful for quantifying the trade-offs between the energy used in processing and the environmental savings realized in displacing virgin, fossil-based polymers.86,98,103 The identification of these break-even points allows the choice of the recycling approach, mechanical, chemical or upcycling, to have a net positive influence on the circular economy.8,98,103,134
Conclusion and Future Outlook
The multilayer snack-food packaging problem is a long-standing challenge facing modern plastic waste management that occurs due to an ontological conflict between the performance-based material-engineering aspect and the end-of-life recyclability. The overall combination of polyolefins with barrier polymers, metallized layers, adhesives, and printing inks has exquisite property on protective properties and increases shelf-life duration, but at the same time, puts extreme limitations on the recovery routes. As realized in this review, no single recycling pathway can give rise to true circularity in such complex systems, but instead a unified synthesis of mechanical recycling, chemical recycling, and upcycling mechanisms is inalienable.
Mechanical recycling will maintain its major domination in a situation where the collection and processing facilities have reached their maturity, due to its relatively low power requirement and long industrial preparedness. However, polymer incompatibility, multilayer adhesion, contamination, and thermal degradation inherently limit the quality of the material and its field of use. Therefore, mechanically recycles outputs are to a large extent left to non-food low-value end-use. Even though these limitations can be mitigated to some extent through compatibilization and more complex processing, systemic complexity and cost add up without solving the core driving force, multilayer material design. Ultimately, genuine circularity for multilayer snack packaging will need moving beyond discrete technological fixes to a comprehensive combination of material design, economic viability and environmental assessment. The transition toward all-PE and all-PP mono-material structures represents a critical advancement, effectively bypassing the mechanical recycling barriers traditionally imposed by multi-polymer incompatibility.
Chemical recycling offers a more adaptable answer to heterogeneous and polluted snack-packaging solid wastes that are inappropriate to treat using the mechanical treatment method. Pyrolysis and selective depolymerization technologies are technologies that can be used to convert it into fuels, chemical feedstocks, or equivalent monomers (virgin). However, the sustainability of recycling of chemicals depends on the contextual situations, which are controlled by the intensity of energy, process integration, and the final use of the recovered products. Without the availability of low-carbon energy and effective purification routes, the environmental gains will be marginal, and it is necessary to have strong, system level, life-cycle assessments. New forms of upcycling and hybrid recycling represent a tactical break from the treatment of material recovery to value generation. Through the combination of mechanical pre-processing with specific chemical alteration, these channels allow the development of useful materials like polymer composites, construction products, compatibilizers, and customized masterbatches. Although most of the current up-cycling technologies are still at an early stage of industrial maturity, they do show significant potential to reduce chronic down-cycling, as well as to integrate recycled multi-layered waste into more high-value and long-lasting processes. Furthermore, the application of Life Cycle Assessment (LCA) is essential to determine the environmental break-even point for energy-intensive chemical recycling versus material-recovery-driven mechanical routes. As industrial maturity (TRL) for upcycling and chemical pathways continues to evolve, aligning these technologies with favorable Operational Expenditure (OPEX) and proactive policy frameworks will be paramount to reducing the environmental footprint of the global food packaging value chain.
In the future, the combination of material design, recycling technology, and regulations has to work well on the further development of substantive improvements towards circular multilayer snack packaging. Streamlined recycling-based packaging structures, combined mechanical-chemical structures, and instruments of policy that promote the incentive of circular design are paramount. Finally, the goal of circularity will require a transformation of the entire value-chain by adjusting the packaging producers, recyclers, policymakers, and end-users, as opposed to the use of isolated technological solutions.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.