
Abstract
Friction stir welding (FSW) was investigated as a solid-state processing technique for joining recycled high-density polyethylene (HDPE) plates manufactured from post-consumer bottle caps and previously used as construction formworks. The effects of rotational and traverse speeds on weld densification and mechanical performance were systematically evaluated to establish processing–structure–property relationships in recycled thermoplastic systems. Mechanical characterization included ultimate tensile strength (UTS), density, and Shore D hardness, and load–elongation response, while surface and cross-sectional morphological analyses were used to assess void formation, material consolidation, and weld integrity. Optimal conditions were identified at 1600 rpm with 12.5 mm/min and 1000 rpm with 25.0 mm/min, resulting in UTS values up to 4.7% higher than those of the unwelded material. Morphological analysis revealed that excessive heat input at elevated rotational speeds promoted void formation and reduced joint integrity, whereas moderate parameters enhanced material consolidation and produced defect-free welds. A strong correlation among UTS, density, and hardness confirmed their suitability as indicators of weld quality. These findings demonstrate that controlled FSW parameters can significantly improve the structural performance of recycled HDPE, supporting their use in sustainable construction-related and non-critical engineering applications within circular economy strategies.
Keywords
Introduction
Each year, millions of tons of plastics are produced and consumed worldwide, making recycling an increasingly critical strategy to reduce environmental impact. 1 Among these plastics, High-Density Polyethylene (HDPE) is widely used in industrial and construction applications due to its high production volume, low cost, chemical resistance, moisture stability, and ease of processing, generating a considerable amount of post-industrial and post-consumer waste. Recycled HDPE derived from post-consumer bottle caps has attracted considerable interest in the construction sector due to its potential for reuse in temporary structural applications. Although these formworks can be reused multiple times, they eventually lose their dimensional suitability during cutting and handling, leading to their disposal even when the material remains structurally sound. Therefore, reintegrating these out-of-service HDPE plates into functional structural components remains a major challenge. However, conventional joining methods (e.g., riveting, bolting, or adhesive bonding) may compromise mechanical performance, require additional hardware, or increase costs. In this scenario, Friction Stir Welding (FSW) process offers a promising solid-state joining technique capable of producing robust joints in thermoplastic materials. Originally developed for aluminum alloys in 1991, 2 FSW has since been extended to polymers, where its low-heat input and solid-state nature preserve material properties and minimize degradation by avoiding melting.
Although several studies have investigated FSW in virgin HDPE and other thermoplastic materials, research involving recycled HDPE derived from real post-consumer construction applications remains extremely limited.3,4,5 Most previous investigations have focused on virgin polymer sheets or laboratory-prepared recycled materials under controlled conditions, primarily addressing tool design, process optimization, and joint performance.6,7,8 However, the weldability, densification behavior, and structural integrity of recycled HDPE plates previously employed as construction formworks have not yet been systematically evaluated. Therefore, the present study introduces a novel application of FSW for the structural reutilization of discarded HDPE formwork plates, within circular economy strategies. 9
Unlike previous reports, this work investigates recycled HDPE exposed to real service conditions prior to welding. The main scientific contribution lies in establishing direct relationships among FSW processing parameters, weld densification, void elimination, material consolidation, and the resulting mechanical behavior of the welded joints.10,11,12 Furthermore, the results demonstrate that optimized FSW conditions can produce joints with mechanical performance superior to that of the unwelded recycled material, highlighting the potential of FSW as a sustainable route for extending the service life of post-consumer thermoplastics in construction-related applications. 9
Although recycled HDPE may exhibit lower tensile strength than virgin polymers, its properties remain suitable for applications where high load-bearing capacity is not the primary requirement.13,14,15 In construction-related applications such as formwork systems, properties including durability, moisture resistance, chemical stability, and low cost are often more relevant than maximum mechanical strength. Furthermore, the recycled HDPE plates evaluated in this study were discarded mainly due to dimensional limitations rather than a complete loss of functionality.16,17 Therefore, the present work aims to extend the service life and reutilization potential of post-consumer HDPE through friction stir welding instead of replacing high-performance engineering materials.
Previous studies have proposed that the mechanical behavior of polymer FSW joints is strongly influenced by both processing conditions and tool design. In particular, the optimization of process parameters such as rotational speed, welding speed, and plunge depth has been identified as a fundamental factor for regulating heat generation, improving material flow behavior, and minimizing internal weld defects. 18 Additionally, tool geometry, especially hexagonal pin profile and shoulder, plays a crucial role in enhancing material flow and joint efficiency.19,20 Other approaches include the use of preheating strategies or heated tools, to reduce void formation and enhance weld quality. 21 Moreover, precise control of heat input during welding is essential, as insufficient heat leads to poor bonding, whereas excessive heat may induce polymer degradation. 18 These strategies demonstrate that both thermal management and tool configuration are critical factors for achieving high-performance polymer welds.
Considering the importance of process optimization and thermal control in polymer FSW, recent studies have also explored friction stir-based joining approaches for recycled thermoplastic materials. In this context, Iftikhar et al. evaluated the Friction Stir Spot Welding (FSSW) of recycled HDPE sheets manufactured from discarded milk bottles. Unlike conventional FSW, the FSSW process involves a rotating tool that penetrates the joint region without translational movement, generating localized welds in lap-joint configurations. Their results demonstrated that the best welding performance was achieved at a rotational speed of 1600 rpm and a dwell time of 60 s. 22
Accordingly, the present study investigates the effect of FSW processing parameters on the mechanical performance and weld quality of recycled HDPE plates derived from construction formworks, aiming to establish suitable conditions for their structural reutilization.
Materials and methods
Figure 1(a) shows the accumulation of discarded HDPE formwork plates from the construction site, while Figure 1(b) provides a close-up view of the recycled material employed in this study. All recycled HDPE plates were obtained from the same construction application source and corresponded to the same type of formwork system, ensuring adequate uniformity in composition and physical properties. Prior to specimen preparation, the plates were visually inspected and classified according to their surface condition, thickness, apparent degradation, and overall physical appearance. Plates exhibiting excessive wear, severe surface damage, contamination, or visible heterogeneity were excluded from the study to minimize material-related variability. Recycled HDPE plates were cut into dimensions of 70 × 170 × 12.7 mm and subsequently cleaned using a soap–water solution followed by alcohol to remove oils, dyes, resins, dust, and other surface contaminants that could interfere with the FSW process. This cleaning procedure ensured appropriate and consistent interfacial conditions prior to welding. Discarded HDPE formworks (a) Normal view; (b) Enlarged view (unwelded plates).
The welding tool geometry, butt-joint configuration, and processing setup employed during the FSW process are schematically illustrated in Figure 2. The welding process was performed using a computer numerical control (CNC) vertical milling machine equipped with a non-consumable H13 tool steel incorporating a hexagonal pin profile. The tool consisted of a flat cylindrical shoulder (22 mm diameter) and a smooth hexagonal pin (8 mm diameter × 13 mm length). Schematic representation of the friction stir welding (FSW) experimental setup, including the hexagonal pin tool geometry, butt-joint configuration, welding direction, axial force orientation, plunge depth, and dimensional specifications employed for recycled HDPE welding.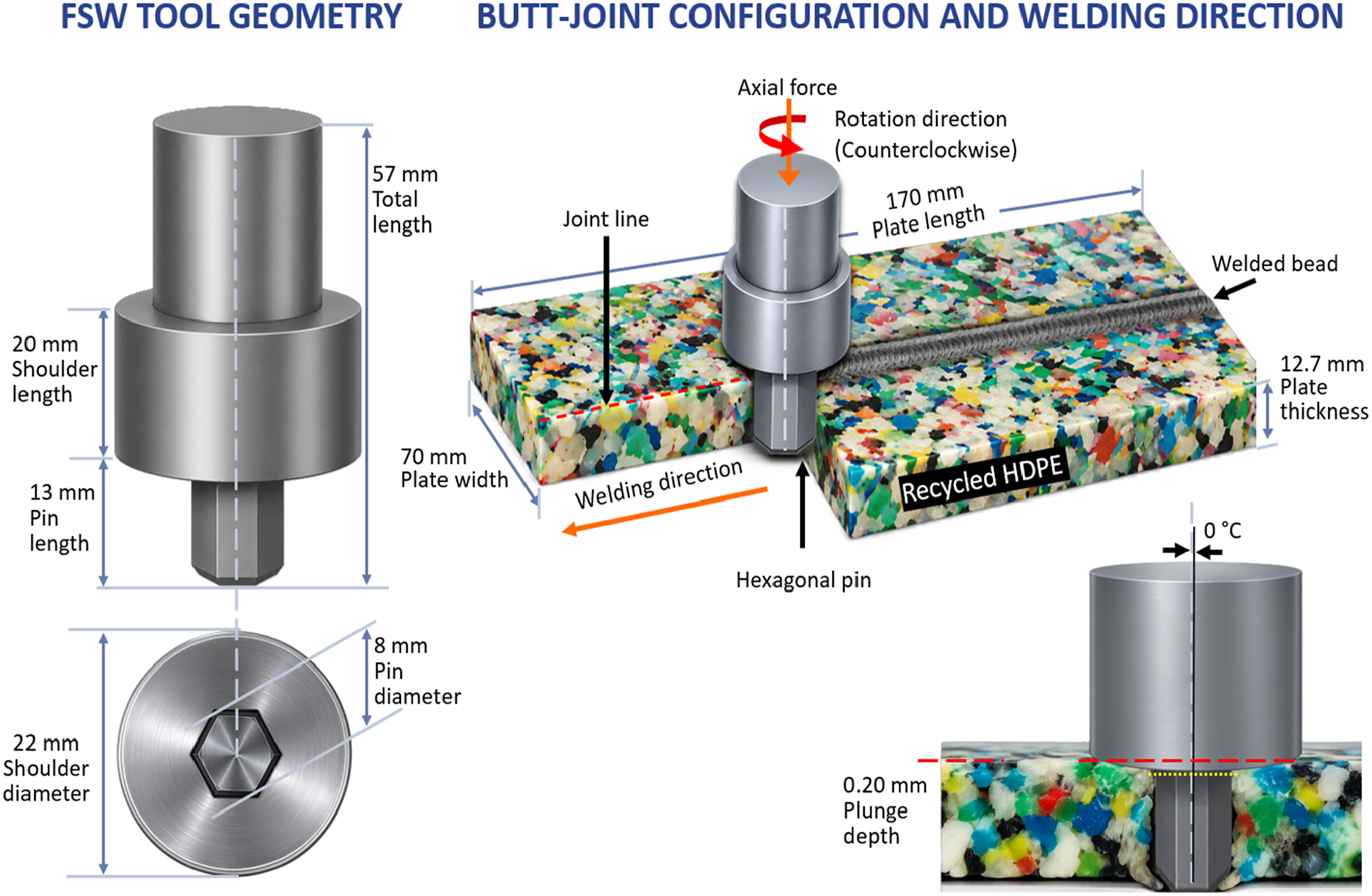
The hexagonal pin profile was selected because polygonal pin geometries enhance material flow, heat distribution, and weld consolidation during polymer FSW. The alternating flat faces and edges improve material transport around the pin, promoting weld homogeneity and reducing defects. Similar behavior was reported by Goswami et al. during friction stir lap welding of polycarbonate sheets, where non-cylindrical pin geometries improved weld quality and process stability. 23
Recycled HDPE plates were welded in a butt-joint configuration over a steel backing plate to ensure dimensional stability during processing. During welding, the rotating tool was positioned perpendicular to the joint interface with a tool tilt angle of 0°, while the welding direction remained parallel to the joint line. The 13 mm pin penetrated the 12.7 mm thick HDPE plates, while a plunge depth of 0.2 mm ensured adequate shoulder contact, sufficient heat generation, and proper material consolidation during welding. The HDPE plates were rigidly fixed using a mechanical clamping system to prevent displacement during processing. These plates were aligned longitudinally along the butt-joint interface. Prior to welding, a dwell time of 2 s was applied to promote initial softening and improve material flow.
Welding parameters used in the FSW process of HDPE plates.
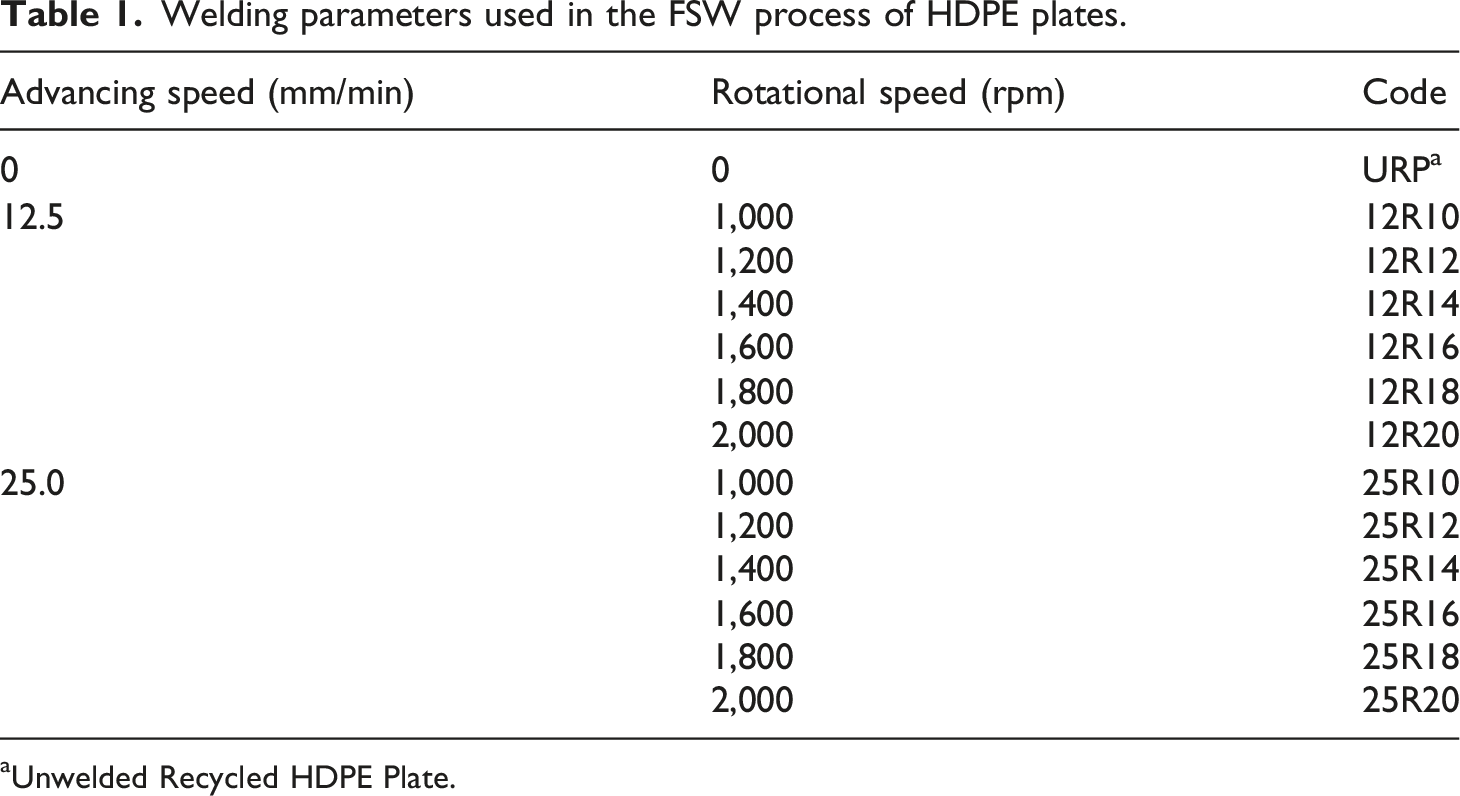
aUnwelded Recycled HDPE Plate.
In compliance with the ASTM D638 Type IV (Standard Test Method for Tensile Properties of Plastics), 24 which specifies the specimen dimensions and testing conditions, five tensile specimens were obtained from each weld to evaluate the ultimate tensile strength (UTS) and calculate the joining efficiency values. 25 Tensile tests were performed using a universal testing machine (HST model WDW-20E). In addition to the welded specimens, an unwelded reference plate (URP) was included to provide baseline mechanical properties of the recycled HDPE. The URP represents the recovered and reprocessed material without any FSW treatment and is therefore not associated with welding parameters. The specimens were visually observed, and images were obtained with an Olympus Tough TG-6 camera (original magnification 5×) to detect defects such as voids and cracks.
The apparent density of the welded specimens was determined gravimetrically from the mass-to-volume ratio (ρ = m/V) following the general principles described in ASTM D1895. Prior to measurement, the specimens were carefully cleaned and visually inspected to eliminate contaminants or surface irregularities that could affect dimensional accuracy and volume estimation. All measurements were performed under controlled environmental conditions at a relative humidity of 50 ± 5% and a room temperature of 20 ± 1°C. The mass of each specimen, with values ranging from approximately 0.12 to 0.36 g, was measured using a calibrated analytical balance (Sartorius AG, Göttingen, Germany) with a precision of ±0.001 g. The specimen volume was determined from the geometric dimensions of small rectangular segments extracted from the weld beads, using a 153 mm digital caliper (HER-411, Steren, Mexico City, Mexico) with an accuracy of ±0.01 mm. Three specimens were analyzed for each welding condition, and the reported values correspond to the average density ±standard deviation. Figure 3 shows representative rectangular segments extracted from the previously identified weld beads. Representative rectangular segments extracted from the FSW beads used for density determination through the gravimetric mass-to-volume method.
Results
Friction stir welding
Figure 4 shows surface morphology images of weld beads produced by FSW using four distinct combinations of tool advancing and rotational speeds. These parameters were selected because they resulted in distinct visual differences in weld quality. Figure 4(a), corresponding to 12R16, shows a smooth, continuous weld bead surface, indicating adequate heat input and effective plasticization of the polymer matrix. No visible defects, such as voids, were observed, suggesting optimal material flow and mixing. By contrast, the higher rotational speed in 12R20 (Figure 4(b), 2000 rpm) produced surface degradation. The weld bead exhibited surface darkening, irregular, and discontinuous, with voids consistent with thermal overexposure and unstable material flow during processing.
26
Weld bead surface morphology at 5× magnification under different FSW parameters
Figure 4(c) shows the weld bead morphology corresponding to 25R10. The surface is uniform and visually sound, comparable to 12R16, although with slightly reduced lateral smoothness. The selected FSW parameters achieved a favorable balance between heat input and tool advancement, promoting efficient material mixing without evidence of thermal degradation. In contrast, Figure 4(d) highlights significant deterioration under the 25R20 condition, combining a high advancing speed (25.0 mm/min) with a high rotational speed (2000 rpm). The weld bead is disrupted, displaying large voids and an irregular surface, indicative of insufficient consolidation and excessive heat input. These defects may be associated with unstable material flow, void entrapment, and thermal degradation of the polymer matrix. The elevated rotational speed may have generated excessive localized heat, promoting thermal degradation and unstable material flow. 27
Surface deformation was observed in specimens 12R20 and 25R20, resulting from plasticization due to excessive heat generation during the process, transmitted to the stationary shoulder. 28 These observations underscore the importance of optimizing FSW parameters to ensure sufficient heat input, adequate polymer chain mobility, and effective material mixing. Consequently, conditions used for 12R16 (1600 rpm, 12.5 mm/min) and 25R10 (1000 rpm, 25.0 mm/min) produced uniform, defect-free welds without signs of thermal degradation. In contrast, high rotational speeds, as used in 12R20 and 25R20 (2000 rpm), generated excessive heat, resulting in surface irregularities, void formation, and poor material consolidation, which are clear indicators of thermal degradation.
Ultimate tensile strength
The mechanical performance of the FSW joints was evaluated through ultimate tensile strength (UTS) tests. The UTS of the unwelded recycled HDPE (URP) plate was experimentally determined to be 9.4 MPa, serving as the reference value (100%) for calculating joint efficiency.
As shown in Figure 5(a), the 12R10 weld exhibited a UTS of 4.9 MPa, corresponding to 52.1% of the URP. Increasing the rotational speed to 1600 rpm (12R16) substantially increased the UTS to 8.8 MPa (93.5% of URP), the highest at this advancing speed. Further increases (12R18 and 12R20) reduced UTS to 6.7 MPa (70.9%) and 5.9 MPa (63.1%), respectively. These results indicate that a moderate rotational speed (12R16) optimizes plasticization and joint consolidation, while higher speeds promote thermal degradation, thereby reducing mechanical strength. UTS and joint efficiency versus rotational speed at (a) 12.5 and (b) 25.0 mm/min.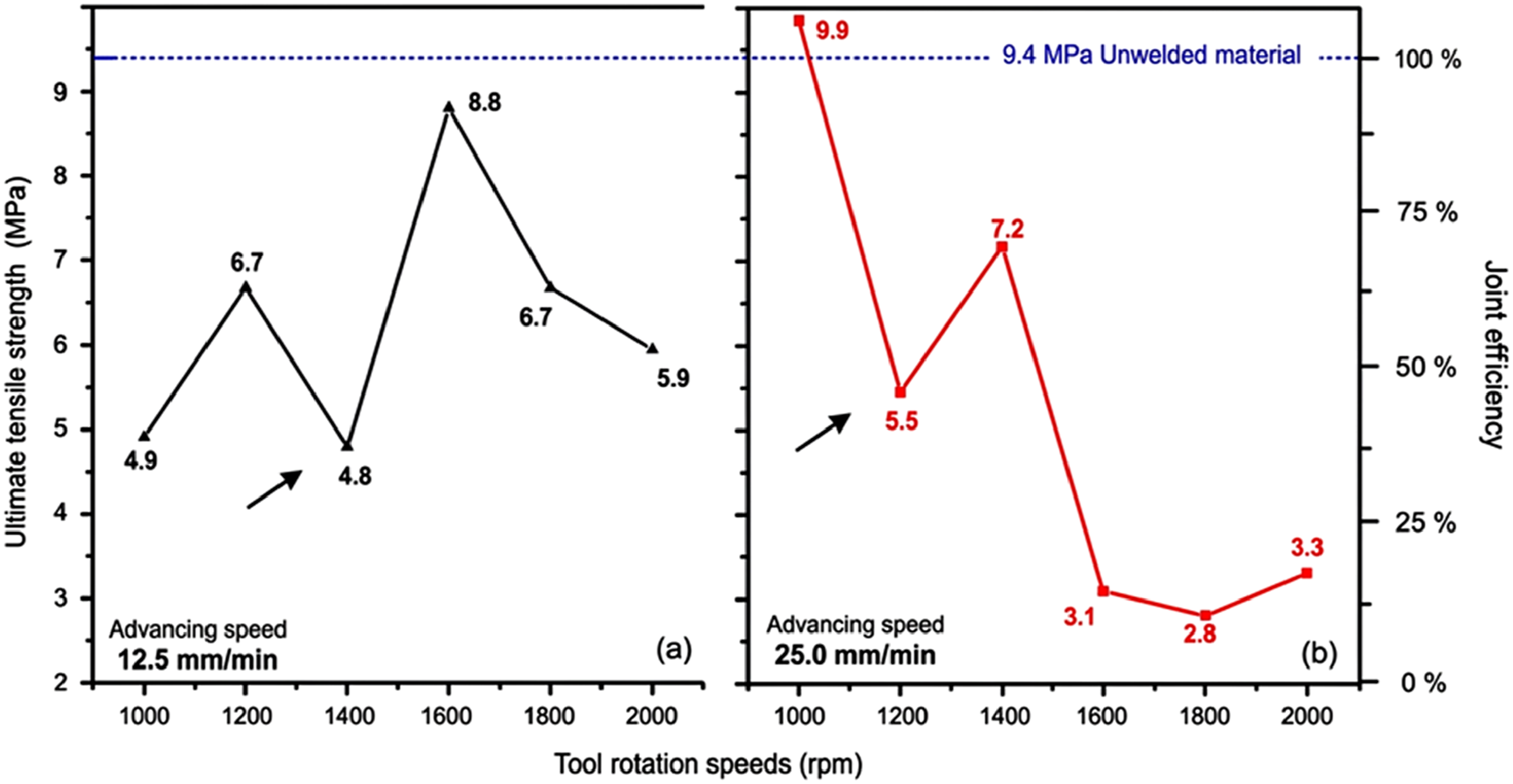
Figure 5(b) shows that 25R10 achieved the maximum UTS of 9.9 MPa (104.7% of URP), exceeding the strength of the unwelded material. This behavior agrees with previous findings by Vijendra and Sharma 29 and suggests that optimal mixing and heat input occur near the polymer softening point. 30 Increasing the rotational speed (25R18, 25R20) led to a sharp decline to 2.8 MPa (29.8%) with a slight recovery to 3.3 MPa (35.1%), indicating thermal degradation due to excessive heat. These results underscore the importance of controlling FSW parameters to achieve high-quality joints.31,32
Across both advancing speeds, an increase in UTS with higher rotational speeds is generally expected, as reported in other studies.32–34 However, 12R14 and 25R12 deviated from this trend (black arrows), showing irregular UTS values. The deviations observed at 12R14 and 25R12 might be attributed to localized material heterogeneity inherent to the recycled source material, which warrants further investigation.
Figure 6(a) presents the load–elongation curves obtained at a welding travel speed of 12.5 mm/min. The specimen welded at 1600 rpm exhibited the highest load-bearing capacity (198.4 N), indicating improved joint integrity and weld consolidation, whereas the joints produced at 1000 and 1400 rpm showed lower loads and elongation values, suggesting insufficient heat input and reduced bonding efficiency.
35
(a) Comparative Load–Elongation curves at 12.5 mm/min; (b) Comparative Load–Elongation curves at 25 mm/min.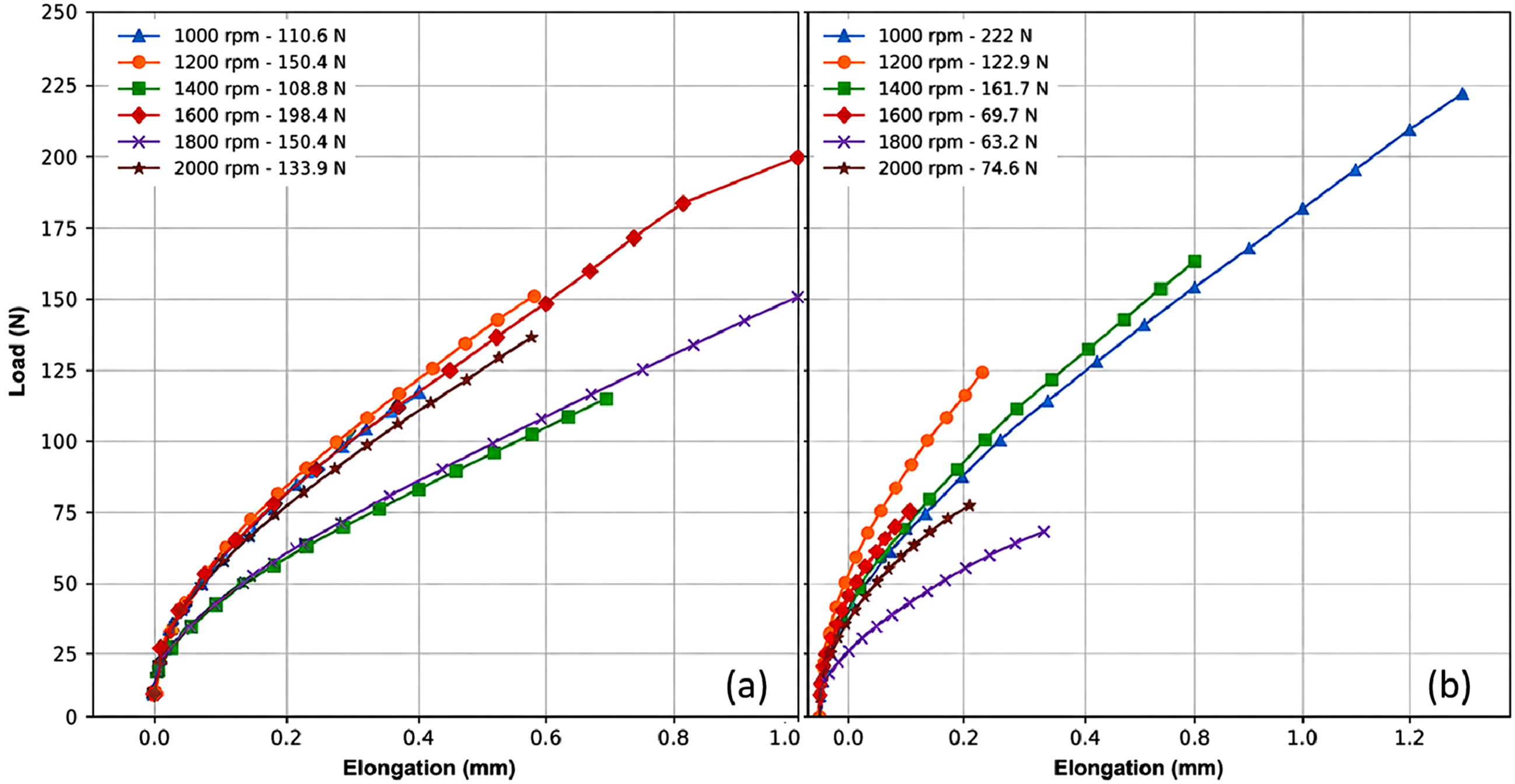
The load–elongation profiles also provide information regarding the dominant failure mechanisms. Specimens welded under optimized conditions exhibited gradual deformation and higher elongation prior to failure, characteristic of ductile behavior associated with improved material mixing and weld consolidation. In contrast, specimens produced under less favorable conditions showed lower elongation and premature load saturation, suggesting localized weak bonding regions caused by insufficient material flow and limited fusion. The absence of abrupt load drops suggests that severe interfacial separation was not dominant.
Figure 6(b) presents the load–elongation curves obtained at a constant travel speed of 25 mm/min. The specimen welded at 1000 rpm exhibited the highest load-bearing capacity (222 N), indicating improved consolidation and joint integrity, whereas higher rotational speeds resulted in lower loads and elongation values, suggesting excessive heat input and reduced weld quality.
The load–elongation behavior also revealed differences in the dominant failure mechanisms as a function of rotational speed. Specimens welded at 1000 and 1400 rpm exhibited progressive deformation before failure, characteristic of ductile fracture behavior and efficient stress transfer through the weld region. In contrast, higher rotational speeds produced earlier load saturation and lower elongation, indicating localized weak regions associated with excessive thermal exposure or insufficient structural consolidation. 36 Additionally, the absence of sudden load fluctuations suggests that brittle fracture or complete interfacial separation were not dominant failure modes.
Impact of pre-existing voids on weld quality
Visual inspection revealed spherical voids up to ∼1 mm in diameter, mainly located outside the weld bead (Figure 7). These voids indicate incomplete fusion of recycled HDPE bottle caps during compression molding, leading to insufficient melt flow and trapped air.37,38 Pre-existing voids (indicated by black arrows) in specimens used for UTS analysis.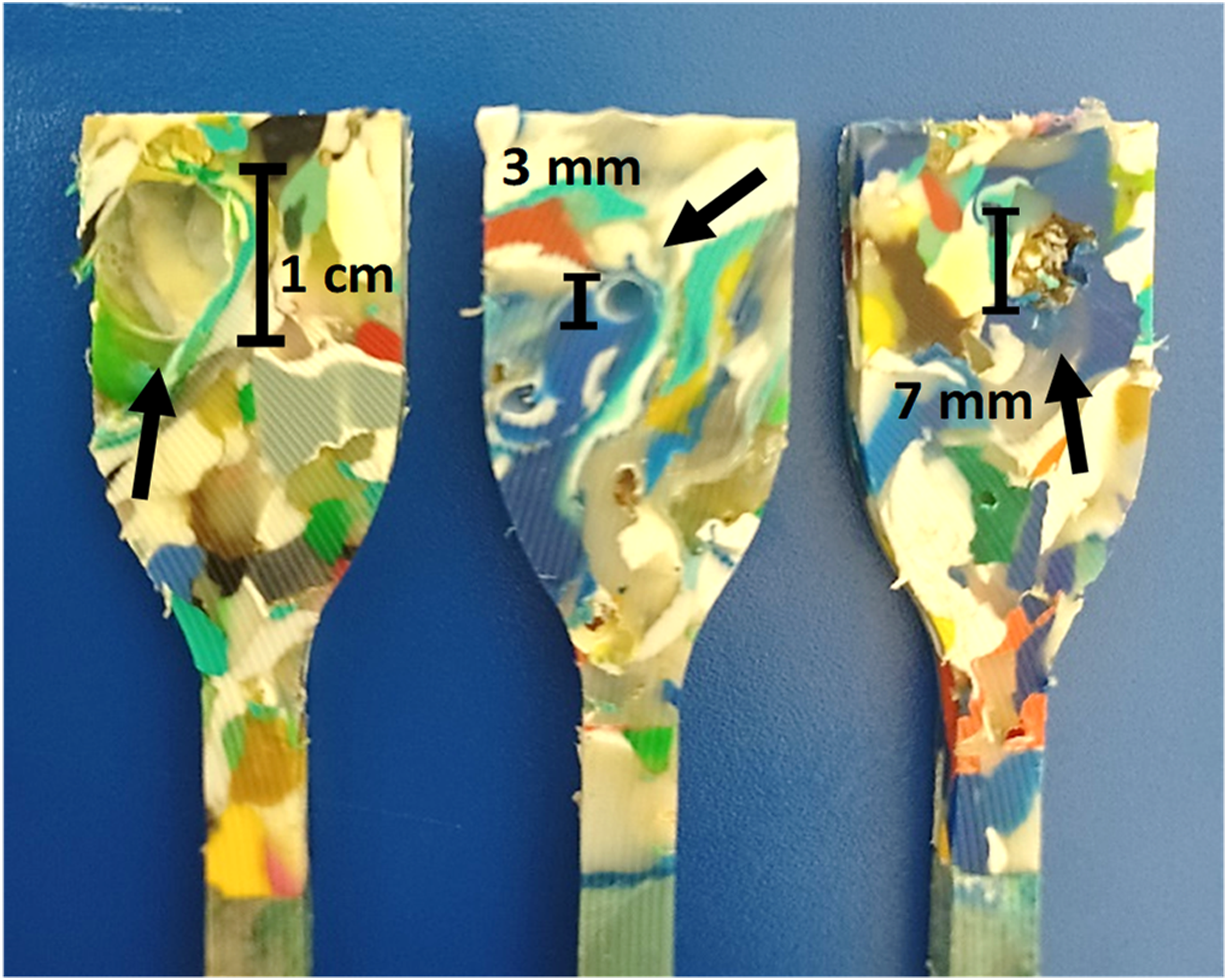
Figure 8 illustrates the influence of FSW parameters on the voids identified in Figure 7. The tensile test specimen corresponding to condition 12R14, shown in Figure 8(a), exhibits a fraction of voids that remained within the weld zone, indicating incomplete material consolidation; conversely, condition 25R10, achieved substantial densification, as shown in Figure 8(b).
39
The resulting weld bead exhibited uniform morphology and coloration across the joint, evidencing homogeneous material mixing and improved polymer consolidation, which led to an increase in the UTS. Effect of FSW parameters on void removal (a) condition 12R14, with remaining voids; (b) condition 25R10, showing complete elimination of voids.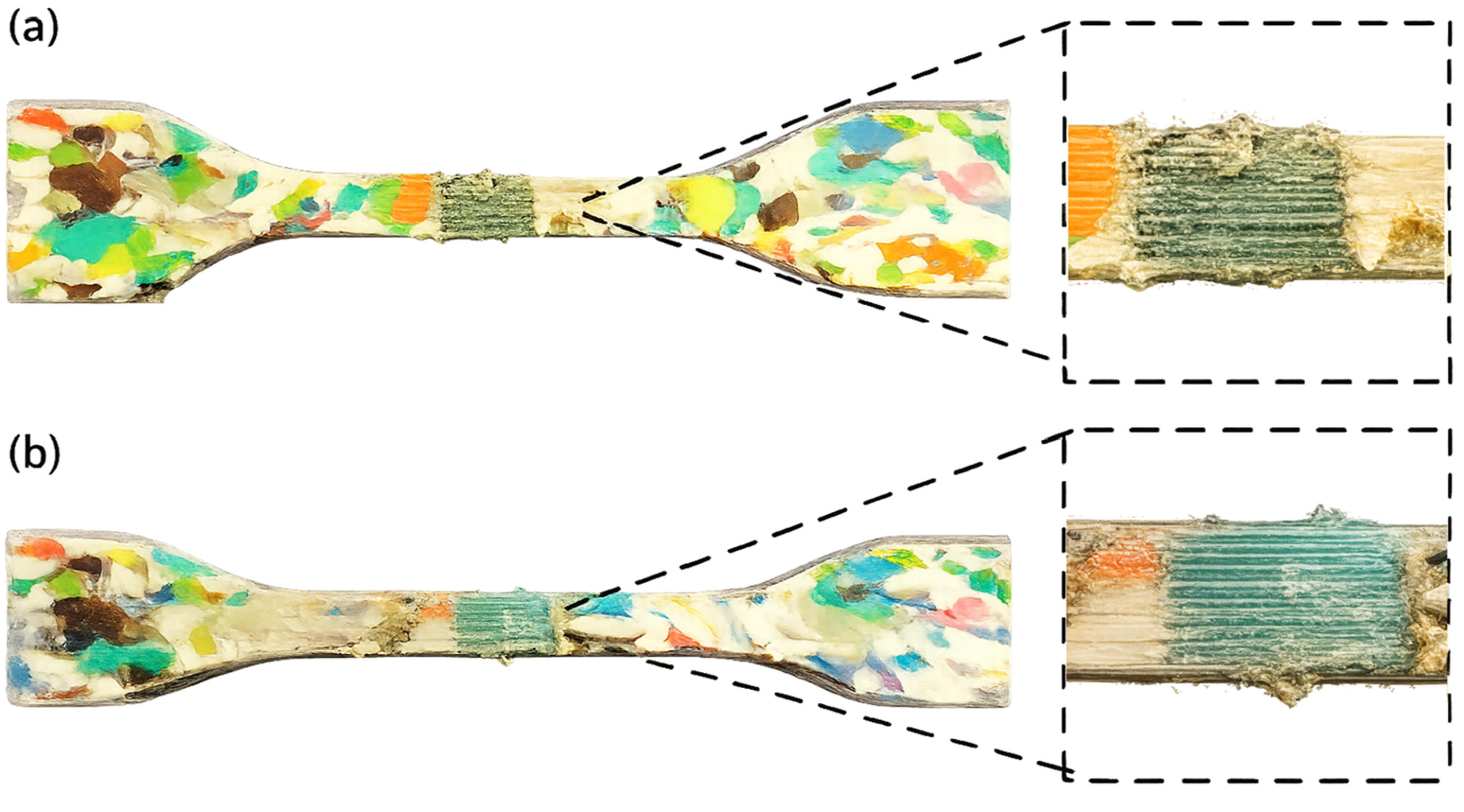
At low welding speeds, reduced heat generation within the stir zone may hinder proper material plasticization and effective interfacial consolidation, leading to void formation.
40
Under these conditions, the softened HDPE exhibits limited plastic deformation, restricting material flow and reducing mechanical mixing, which may promote the formation of discontinuities or incomplete bonding regions, as observed in Figure 9(a). These welding defects consequently reduce the mechanical performance of the joints.
41
Conversely, under appropriate FSW conditions, balanced heat generation and controlled material flow promote effective polymer softening, homogeneous material mixing, and improved interfacial bonding, resulting in welds without visible defects and enhanced mechanical performance, as shown in Figure 9(b). Cross-sectional optical micrographs (10×) of FSW joints obtained under different processing conditions (a) condition 12R14 exhibiting internal voids and poor material consolidation; (b) condition 25R10 showing a defect-free weld with homogeneous consolidation across the weld zone.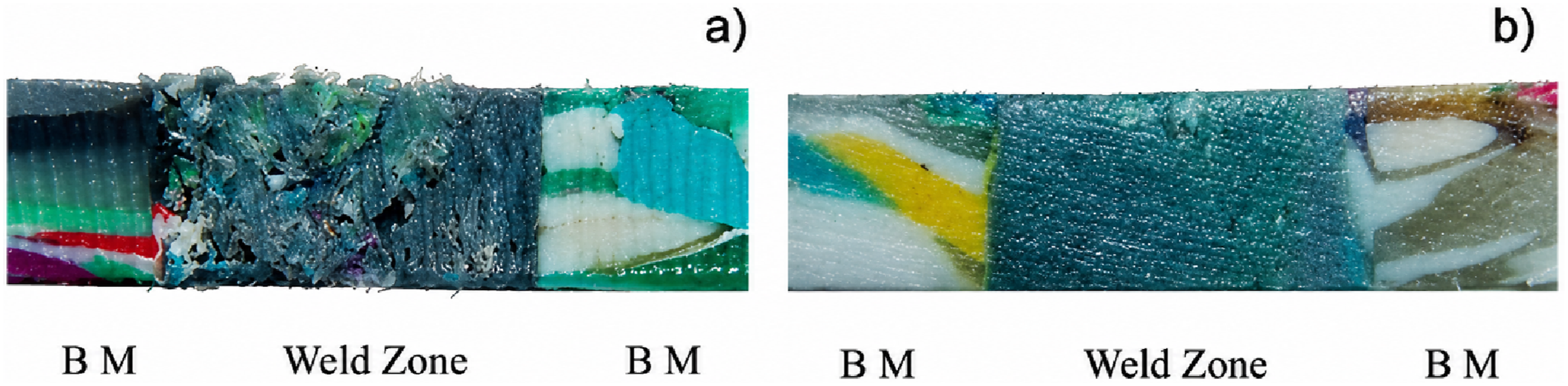
Figure 10(a) shows the fractured point of the 25R10 specimen which was located outside of the weld zone and exhibited multicolored layers (Figure 10(b)) due to the use of different-colored recycled bottle caps. Here, the interlayer boundaries acted as stress concentrators, weakening the joint integrity.42,43 This result demonstrates that in some cases, the FSW process can produce a joint with superior strength compared to the original laminated structure. 25R10 specimen (a) fracture outside the weld zone; (b) fracture revealing multicolored laminate layers that served as stress concentrators.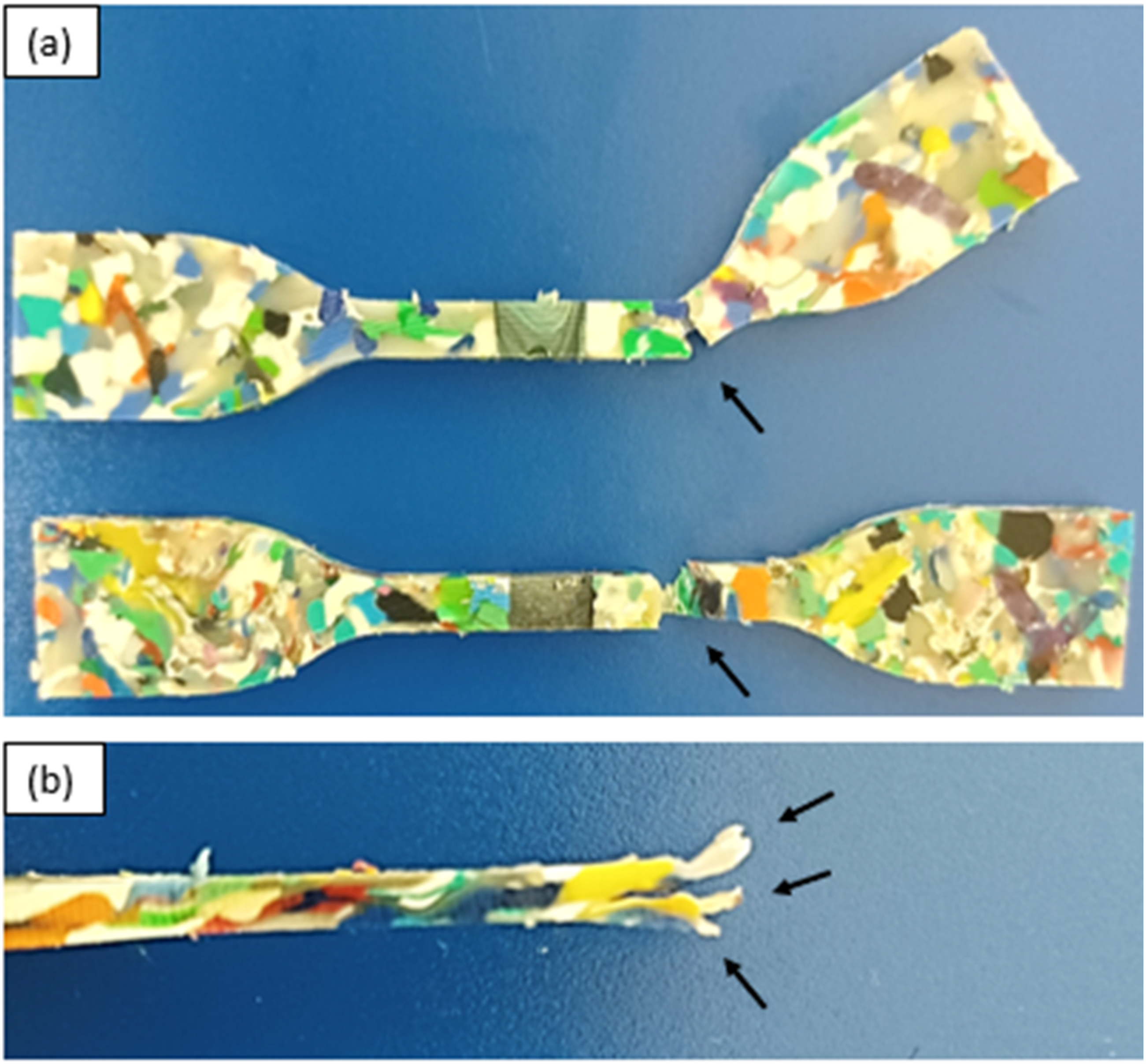
As shown in Figures 7 and 10(b), the recycled HDPE presented intrinsic porosities and laminar features associated with the compression molding stage, which may act as stress concentration regions. In contrast, the weld produced under optimal FSW conditions (Figure 11(a)) exhibited a more homogeneous morphology Surface morphology (50×) of recycled HDPE FSW joints (a) condition 25R10 showing homogeneous and well-consolidated morphology; (b) condition 12R14 exhibiting irregular morphology and poor material consolidation.
Effect of weld bead density on ultimate tensile strength
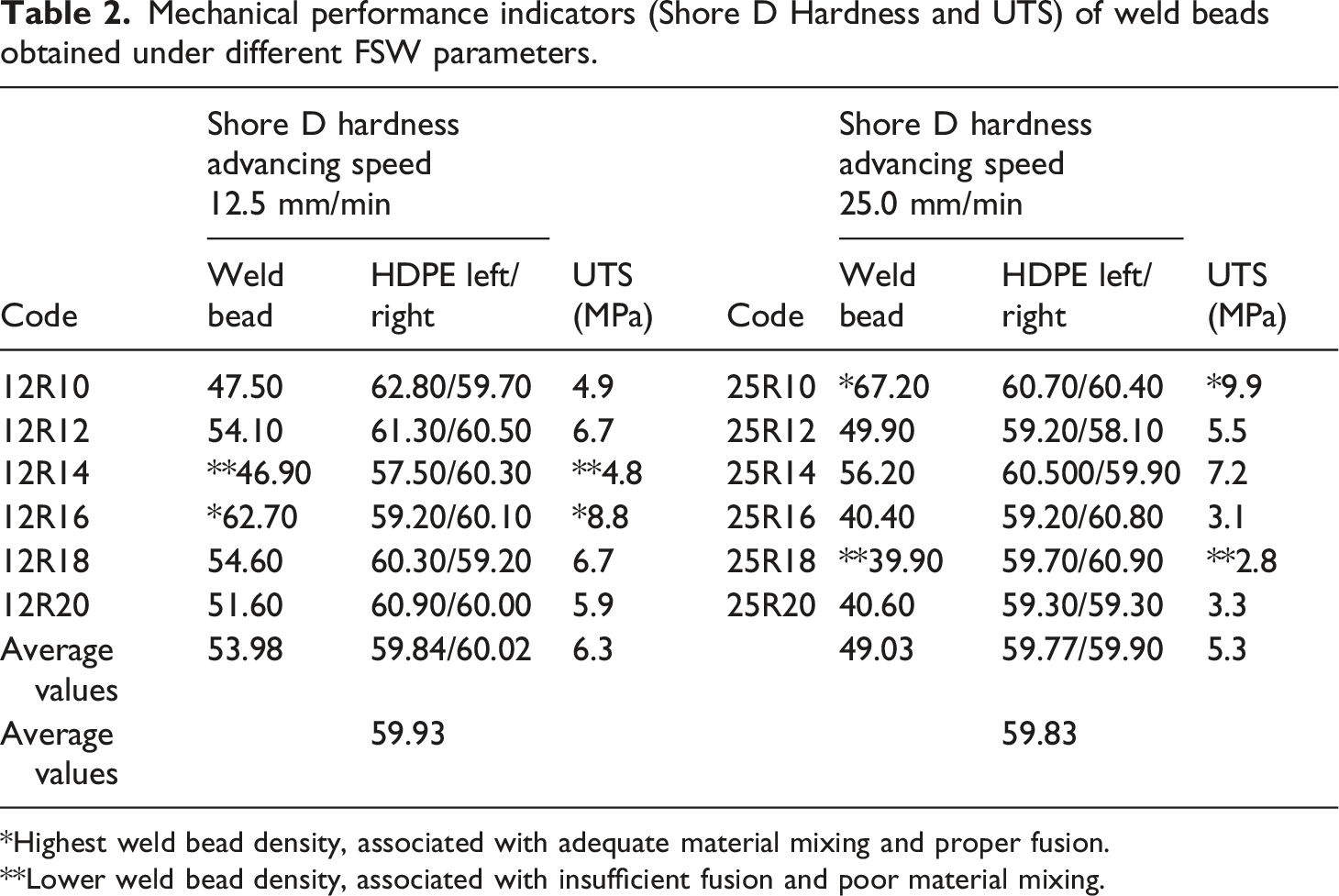
Weld bead density was adopted as a quantitative indicator for joint quality because high density reflects improved material consolidation and enhanced mechanical performance. As shown in Figure 12 and Table 2, a positive correlation was observed between UTS and weld bead density. The highest UTS values, 8.8 MPa (12R16) and 9.9 MPa (25R10) corresponded to the highest densities (one asterisk, *), as a result of adequate material mixing and proper fusion. In contrast, the lowest UTS values, 4.8 MPa (12R14) and 2.8 MPa (25R18) were associated with the lower densities (two asterisks, **), reflecting insufficient fusion and poor material mixing. These findings highlight the influence of FSW parameters on HDPE weld bead density, providing valuable insights for optimizing material consolidation during the welding process. Correlation between the Ultimate Tensile Strength and weld beads density. Mechanical performance indicators (Shore D Hardness and UTS) of weld beads obtained under different FSW parameters. Highest weld bead density, associated with adequate material mixing and proper fusion. Lower weld bead density, associated with insufficient fusion and poor material mixing.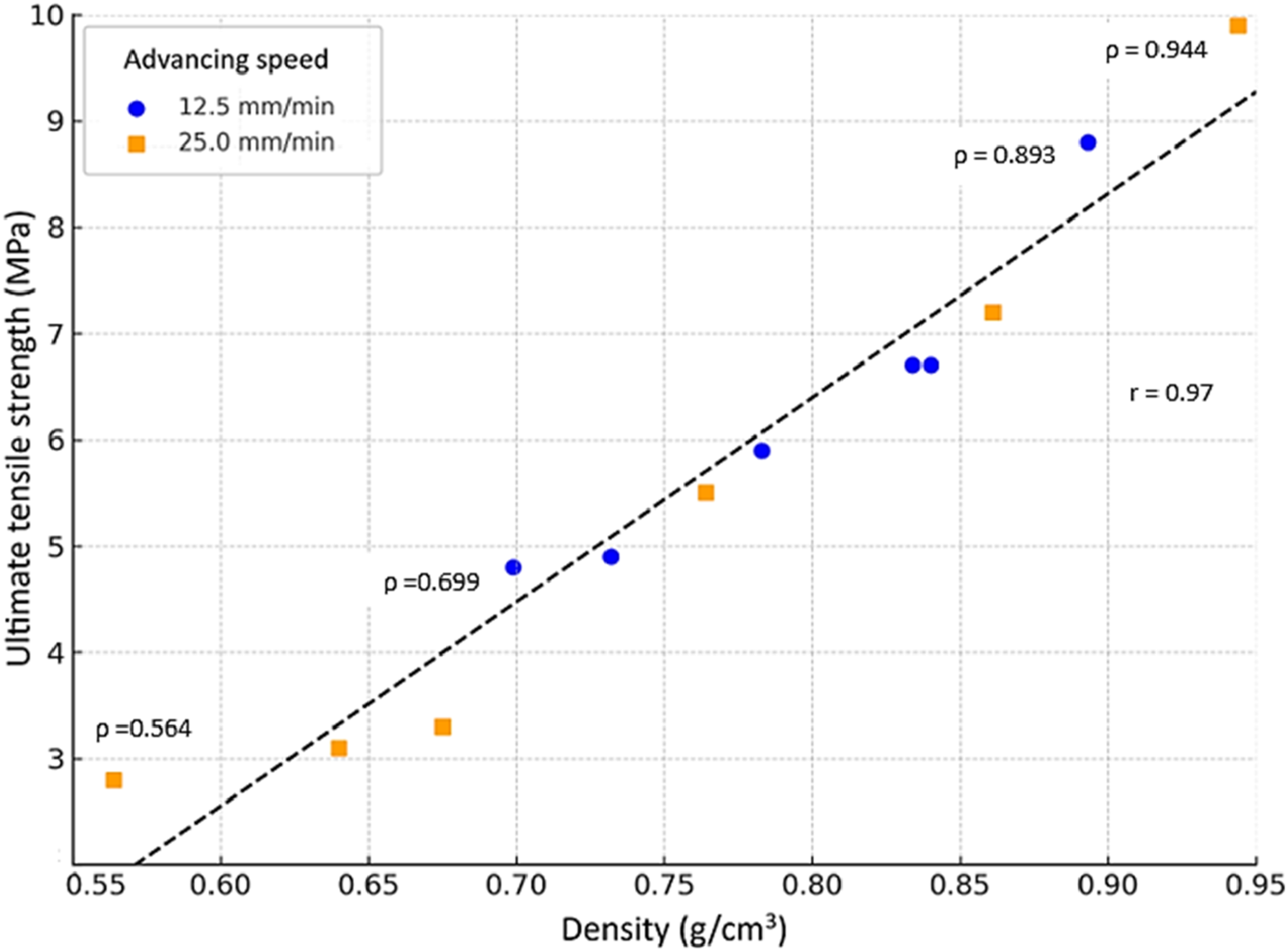
Effect of hardness on ultimate tensile strength
Hardness measurements were also performed to assess the mechanical performance of the joints. Table 2 presents the average values of Shore D hardness measured within the weld bead and on the adjacent left and right sides. The average Shore D hardness values of the weld beads for both advancing speeds (53.98 and 49.03) are approximately 10% lower (9.99 ± 0.06%) compared to the adjacent base material (59.93 and 59.83). This suggests that microstructural changes induced by the welding process resulted in a measurable reduction in hardness relative to the unwelded material. Additionally, the average hardness at an advancing speed of 12.5 mm/min was 9.17% higher than at 25.0 mm/min, suggesting improved weld consolidation and potentially enhanced joint performance at the slower advancing speed, which aligns with the UTS findings.
Table 2 displays the hardness of the weld bead and UTS values are directly related to FSW parameters. Specimens like 12R16 and 25R10 specimens (*) exhibit 62.70 and 67.20 as the highest hardness values and consequently achieve the highest UTS values. In contrast, 12R14 and 25R18 specimens (**) show the lowest Shore D values as 46.90 and 39.90 corresponding to the lowest UTS values. These findings underscore the influence of FSW parameters on the hardness values of HDPE weld beads, providing valuable insights for optimizing welding processes.44–46
Figure 13 presents the hardness profiles across the weld beads, revealing a pronounced decrease at the weld center relative to the HDPE base material, followed by a gradual recovery toward the edges. The magnitude of hardness reduction depends strongly on both rotational and traverse speeds, with lower processing speeds generally maintaining higher hardness values. These findings reinforce the significant influence of FSW parameters on the mechanical performance of the welded joints. They demonstrate that specific combinations of tool speed and feed rate optimize hardness, confirming trends also seen in UTS and density. These insights are essential for improving the mechanical performance of polymer welds. Shore D hardness profile in weld beads under variations of rotational speed and travel speed.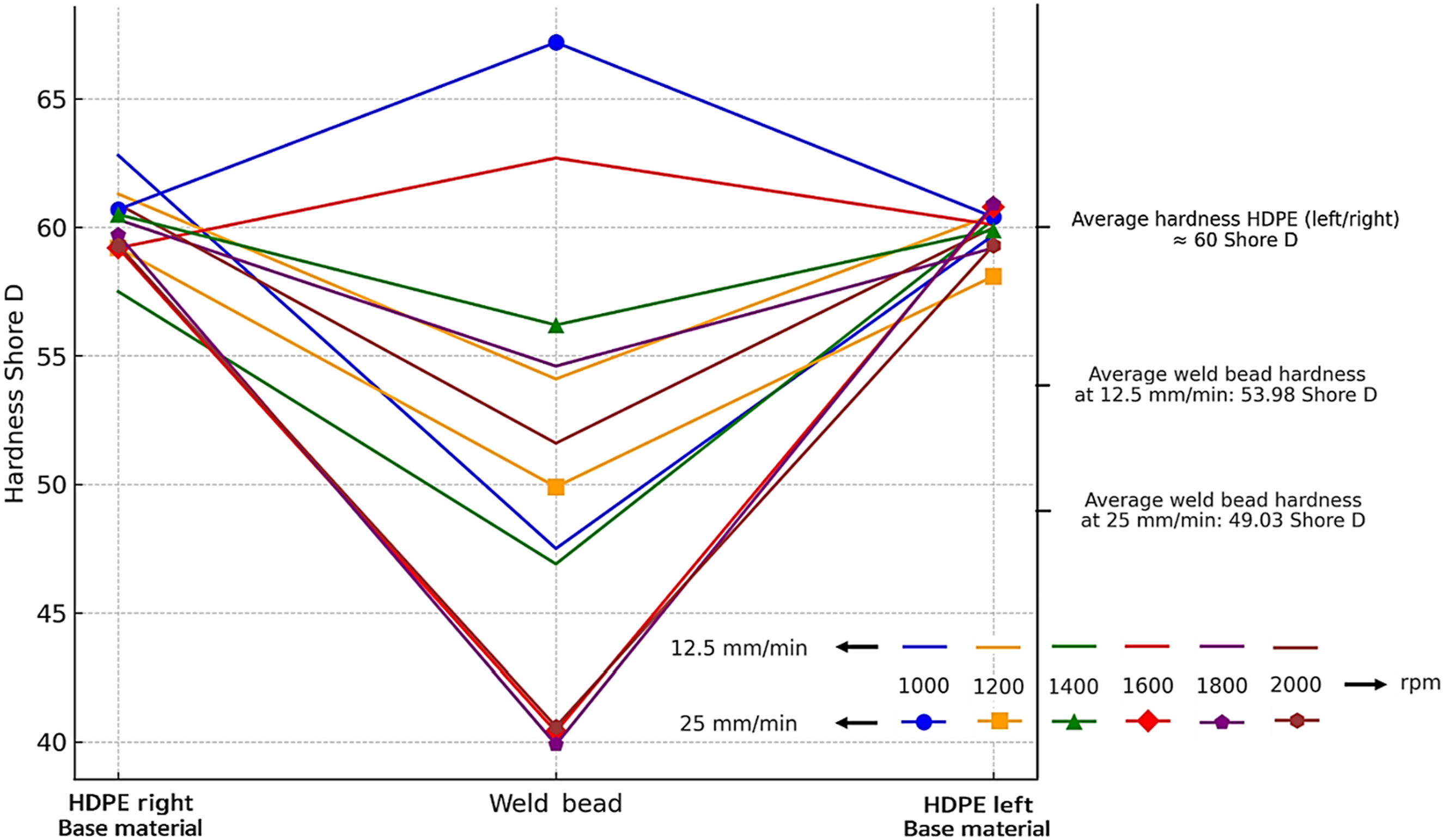
Discussion
The mechanical performance of recycled HDPE welds produced via Friction Stir Welding (FSW) was strongly influenced by the interplay between tool rotational speed and advancing speed. At 12.5 mm/min, weld quality improved with increasing rotational speed, peaking at 1600 rpm. In contrast, at 25.0 mm/min, optimal results were achieved at 1000 rpm. Excessive rotational speeds at higher travel rates led to overheating, generating voids and compromising weld integrity, highlighting the need to maintain controlled thermal conditions that prevent excessive polymer degradation to ensure effective material mixing and defect-free joints.
The 25R10 condition (1000 rpm, 25.0 mm/min) achieved the highest Ultimate Tensile Strength (UTS) of 9.9 MPa, surpassing the unwelded recycled HDPE base material (9.4 MPa) and reaching a bonding efficiency of 104.7%. This enhancement is directly linked to the significant reduction of pre-existing pores within the stir zone, defects inherited from the initial compression molding process. Operating near the melting point of the polymer allowed FSW to restructure the laminate, promote homogeneous mixing, and achieve full densification. This densification not only improved mechanical cohesion but also redistributed stress away from interfacial boundaries, as evidenced by fracture locations occurring outside the weld zone. These findings align with prior studies,47,48 that emphasize the role of controlled heat input in enhancing polymer weld strength. However, unlike conventional thermal welding, FSW avoids full melting, thereby preserving chain integrity and minimizing thermal degradation. Interestingly, while some literature reports a reduction in hardness within the weld zone due to thermal softening, our results show that optimal FSW parameters (12R16 and 25R10) yielded the highest Shore D hardness values (62.70 and 67.20, respectively). This suggests that under controlled conditions, FSW can simultaneously enhance densification and surface hardness, suggesting that polymer welding inherently does not necessarily reduce hardness under controlled processing conditions. Findings highlight the need to optimize FSW parameters to balance heat input and material mixing for high-quality welds.
The strong correlation among UTS, density, and hardness supports the use of these metrics as reliable indicators of weld quality. Overall, the study confirms that precise control of FSW parameters enables the transformation of recycled HDPE into structurally sound components, offering a sustainable and technically robust solution for polymer-based construction materials.
Conclusion
The main conclusions derived from this study are summarized as follows: (1) Friction stir welding (FSW) was successfully applied to recycled HDPE plates previously used in construction formwork applications, demonstrating the technical feasibility of this solid-state joining technique for the structural reutilization and service-life extension of post-consumer thermoplastic materials. (2) The mechanical performance of the welded joints was strongly influenced by the combination of rotational speed and welding speed. The optimal welding conditions were identified at 1600 rpm with 12.5 mm/min (12R16) and 1000 rpm with 25.0 mm/min (25R10), which produced defect-free and mechanically stable welds. (3) Cross-sectional and surface morphological analyses revealed that optimized welding conditions promoted homogeneous material mixing, effective polymer consolidation, and the complete elimination of pre-existing porosities inherited from the compression molding stage. In contrast, excessive rotational speeds generated voids, irregular morphology, and thermal degradation, which significantly reduced joint integrity and tensile performance. (4) The results demonstrate that balanced heat input and controlled material flow are critical for obtaining defect-free recycled HDPE welds. Appropriate FSW conditions improved polymer consolidation, eliminated internal discontinuities, and enhanced the overall structural performance of the welded joints. (5) The highest ultimate tensile strength (UTS) value of 9.9 MPa was achieved under the 25R10 condition, corresponding to approximately 104.7% joint efficiency relative to the unwelded recycled HDPE plate (9.4 MPa). This result demonstrates that properly optimized FSW parameters can produce welded joints with mechanical performance superior to that of the base material. (6) Weld bead density showed a strong correlation with mechanical performance. The highest density value (0.944 g/cm3) corresponded to the highest UTS condition, whereas low-density welds exhibited poor consolidation and inferior tensile strength values, including the minimum UTS of 2.8 MPa observed under condition 25R18. (7) Shore D hardness measurements also correlated with weld quality and tensile performance. The highest hardness values were obtained for the optimized conditions, reaching 62.7 Shore D (12R16) and 67.2 Shore D (25R10), while defective welds exhibited substantially lower hardness values down to 39.9 Shore D. (8) This study highlights the potential of FSW as a sustainable and cost-effective strategy for recycling and reusing discarded HDPE materials in engineering and construction-related applications, contributing to circular economy and plastic waste reduction approaches.
Footnotes
Acknowledgments
The authors express their sincere gratitude to the University of Michoacán in Mexico, with special recognition to SECIHTI (Secretaría de Ciencia, Humanidades, Tecnología e Innovación, Mexico) for the support in the development of this work. Additionally, we acknowledge the postdoctoral scholarship awarded to M. A. Sanchez-Miranda (CVU 665811).
Author contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by M. A. Sanchez-Miranda, S. R. Vasquez-Garcia, J. J. Villalon-Lopez, N. Flores-Ramirez, M. A. Tamayo- Soto and José L. Rivera. All authors read and approved the final manuscript.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
All data generated or analyzed during this study are included in this published article.