
Abstract
Application of Reprocessed (RP) material has attracted attention of researchers and it leads to sustainable developments and circular economy. This research work aims to study the effect of varying loading content of multiwalled carbon nanotube (MWCNT) and Amine functionalized multiwalled carbon nanotube (Amine MWCNT) on key mechanical properties of nanocomposites containing reprocessed Nylon 6 like tensile strength, flexural strength, modulus, hardness, impact strength. Reprocessed or recycled material used in 15% and 20% with loading of nanofillers in 0.5%, 1%, 1.5% and 2% in virgin Nylon 6. Compounding for various batches was done through melt mixing in twin screw extruder and test samples were prepared on injection moulding machines as per ASTM standard. The results indicate that Amine MWCNT at 1.5% and 2% loading is having better results than that of MWCNT reinforced Nylon 6 nanocomposite. Tensile strength enhanced by 9.94 % and modulus by 8.55% with 2% of Amine MWCNT compared to corresponding unfilled blend (15% RP and 20% RP material) which is taken as the base line. Flexural strength was the highest recorded with an increment of 30.41% with 2% of Amine MWCNT. Impact strength dipped marginally in both the cases (MWCNT and Amine MWCNT) whereas hardness increased slightly. ANOVA analysis was done to confirm the statistical significance of the differences between pristine MWCNT and amine-functionalized MWCNT loadings across both the 15% and 20% reprocessed Nylon 6 series. Scanning Electron Microscopy reveals the dispersion of nano fillers in Nylon 6 matrix whereas FTIR spectrum confirmed the presence of amide linkages of polyamide material. These findings highlight the positive and promising impact of MWCNT and Amine MWCNT on Nylon 6 composite which contains reprocessed Nylon 6 material which offers a viable pathway to support material circularity and enables the partial replacement of virgin polymers without sacrificing critical mechanical properties.
Keywords
Introduction
Nanocomposites involving polymers and nanofillers have become an attraction for the researchers in the field of material as these materials showcase overall superior and optimal characteristics and fulfil the engineering need comparatively in an efficient manner. Due to exceptional toughness, very good strength along with chemical resistance, Nylon-6 has gained quite a significance as a matrix material in polymer composite.1–3 Use of reprocessed Nylon 6 along with virgin material has shown great promise and can produce similar outputs as virgin materials do.4–6 Reprocessed Nylon 6 can be utilized in the field of automotive, packaging, textiles without compromising the required properties. 4
The vital role of recycling in polymer industries is inevitable which addresses ecology, environmental issues and conservation of resources. 7 The significance of sustainable practices enhance the use of reprocessed materials along with the virgin materials in production and this practice becomes very important. 8 Now the trend is towards the use of more and more environmentally friendly materials ensuring recycling, reusing of materials, consumer preference, regulatory aspects and sustainability. 9
Multi walled carbon nanotubes (MWCNTs) contain homocentric graphene layer to form a cylindrical structure. Due to excellent mechanical strength, elastic modulus and high tensile strength qualifies MWCNTs for an ideal reinforcing filler in polymers and other matrices. Moreover, they show very good electrical and thermal stability making it ideal material for electronic devices and thermal management systems. The higher surface area of these materials attracts ease of functionalization along with better dispersion the matrix materials to ensure good compatibility of composites.
Single walled Carbon Nanotubes (SWCNTs) possess single graphene layer which is then rolled in a cylindrical form with diameters range from 0.8 to 2 nm whereas MWCNTs contain multiple graphene layers which again are rolled into concentric cylindrical form. MWCNTs show diameter which may vary from 2 to 100 nm that depends upon the number of walls and length may go up to several micrometers. The layered structure of MWCNTs ensures the high strength but slightly less flexibility than SWCNTs. The multiple walls mechanism in MWCNTs can increase properties like rigidity and buckling resistance. 10
The promising mechanical strength, higher aspect ratio and remarkable electrical and thermal properties make these materials highly suitable for making polymer nanocomposites for engineering applications11,12 Hence combining MWCNTs along with virgin and reprocessed materials can greatly enhance polymer composite’s overall properties. The interplay of the polymer chains and the surface of the MWCNTs is vital in influencing the overall performance of the nanocomposite.1,13 Option of SWCNT too are under various studies in comparison with MWCNT. 14 Proper dispersion and functionalization of MWCNTs are essential to maximize their reinforcing effect and achieve optimal properties in the resulting nanocomposite material. 15
Nylon is very common type of polyamide because of its superior chemical strength, resistance to abrasion and wear with low friction coefficient. 16 Due to versatile characteristics and all round performance, Nylons can be used in high performance applications like automobile parts and various applications such as bushings, handles, bearings, gears, wire and cable coatings, clothing, fishing nets, and conveyor belts etc. 17 The widespread presence of nylon and its inability to decompose naturally have inevitably led to a rise in pollution on land and in the oceans, creating a significant environmental hazard. 16
Use of reprocessed material with virgin Nylon 6 showcase a promising deal in waste reduction and minimizing the environmental effects of manufacturing of polymers while achieving the required properties.17,18 This approach assures the circular economy along with reduction in production costs and enhances the sustainability. Addition of recycled Nylon 6 in the production can remarkably lower the dependence on virgin materials which need more resources and higher energy levels. 19
Multi walled carbon nano tubes show promising attention towards addition into the polymer matrix materials due to their very good mechanical, thermal and electrical characteristics.20–22 Such nanomaterials which contain multiple graphene layers rolled into cylindrical tubes exhibit optimum combination of strength stability, conductivity and lightweight properties and good thermal stability in composites.23–25 There are many polymer materials based on fossil with wide variety of characteristics used in applications like gear and other mechanical devices. 26
The present research study investigates the effect of varying concentrations of pristine MWCNT and Amine functionalized MWCNT reprocessed Nylon 6 on overall composite properties specifically key mechanical properties. The core innovation lies in evaluating the effect of pristine MWCNT and amine functionalized MWCNT on mechanical properties combining with reprocessed Nylon 6.
The study specifically seeks to measure the extent of enhancement in mechanical charateristics such as tensile strength, elastic modulus, and impact resistance. 27 Previous research work deals with effect of nano fillers in enhancing performance of polymer composites. But very limited research is available on reprocessed materials.
Materials and methods
Materials
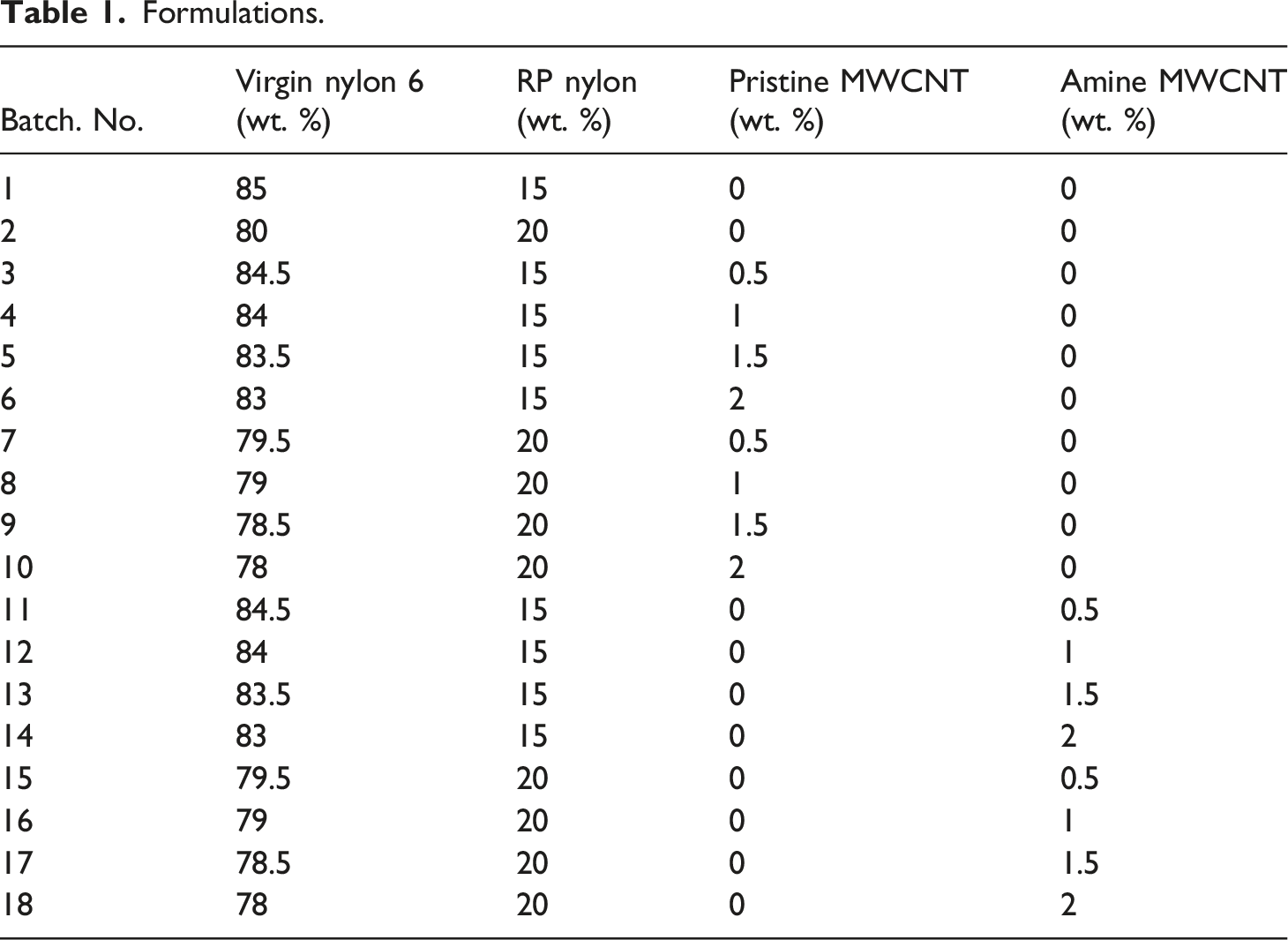
(1) Nylon-6 granules were procured from Harhal Plastics Engineering, Chhatrapati Sambhaji Nagar (Aurangabad), Maharashtra, India. (2) Reprocessed Nylon 6 granules were supplied by SB Enterprise, Chhatrapati Sambhajinagar, Maharashtra. It consists of waste materials from engineering applications such as bearings, gears, filaments subjected to single prior compounding and injection moulding with MFI value of 3-4 gm/10 min and granule size of approximately 10 µm. (3) MWCNT and Amine functionalized MWCNT were taken from Adnano Technologies Pvt. Ltd, Shimoga, Karnataka, India. with a purity of 99 %, diameter of 5-15 nm, length of less than 15μ, surface area of 250-310 m2/g and bulk density of 0.058 g/cc.
Composite preparation
Formulations.
Test sample preparation
Test specimens as per the ASTM standards for tensile strength test (Dumbbell), Flexural strength test, Izod Impact test, hardness test were prepred using Microprocessor controlled fully automatic Injection moulding machine having clamping tonnage capacity of 180 Ton, shot capacity of 402 gms, screw diameter of 50 mm and L:D ratio of 20:1, barrel temperature from 230°C to 280°C, injection pressure of 250 Bar, cooling time of around 10 seconds. Samples were conditioned under temperature of 80°C for 6-7 hrs under hot air oven. Figure 2S shows the injection moulding machine.
Tests and characterization
Tensile strength
Specimens for tensile strength tests as per ASTM D 638 standards were made using injection moulding process. Three replicates were done for each trial, and tests were conducted at MIT-CSN Polymer Testing lab. on UTM. Figure 3S shows the samples prepared and Figure 4S shows the UTM.
Flexural strength
The samples for three-point bending tests as per ASTM D 790 were made from injection moulding process with standard dimensions. Tests were conducted at MIT-CSN Polymer Testing lab. on UTM.
Impact strength
Specimens for Izod impact tests were made from injection moulding with dimensions mentioned as per ASTM D 256. Tests were conducted at MIT-CSN Polymer Testing lab. Refer Figure 5S.
Hardness
Durometer Shore D hardness tester was utilized to test hardness on the samples made for other mechanical tests as per ASTM D 2240. Samples with thickness around 3.2 mm were used. Tests were conducted at MIT-CSN Polymer Testing lab.
FTIR (Fourier transform infrared spectroscopy)
FTIR analysis was done on FTIR instrument with Michelson interferometer (30° incident angle) Attached with dynamic alignment system, sealed interferometer with auto dryer from Toshvin Analytical Pvt. Ltd with single beam optics and diamond ATR crystal in the range 400 to 4000 cm−1. The analysis was conducted at MIT-CSN.
Scanning electron microscopy (SEM)
SEM analysis for ensuring nano filler dispersion was done at Indian Rubber Materials Research Institute (IRMRI), Thane to study the morphology of the composite.
Results and discussion
Tensile strength
The Figure 1 shows the varying % of filler loading into virgin Nylon-6 containing 15% of reprocessed (RP) Nylon 6 material and their effects on tensile strength. There is an increment in tensile strength with 0.5% MWCNT and Amine functionalized MWCNT and this trend goes on with 1%, 1.5% and 2 % of filler loading in both the cases. At 1.5% filler loading, there is an increase of 3.55% and 4.08% respectively for MWCNT and Amine MWCNT in tensile strength and this can be due to the powerful linkage between filler and matrix molecules which results in good load transfer capability. Tensile strength with 15% RP material.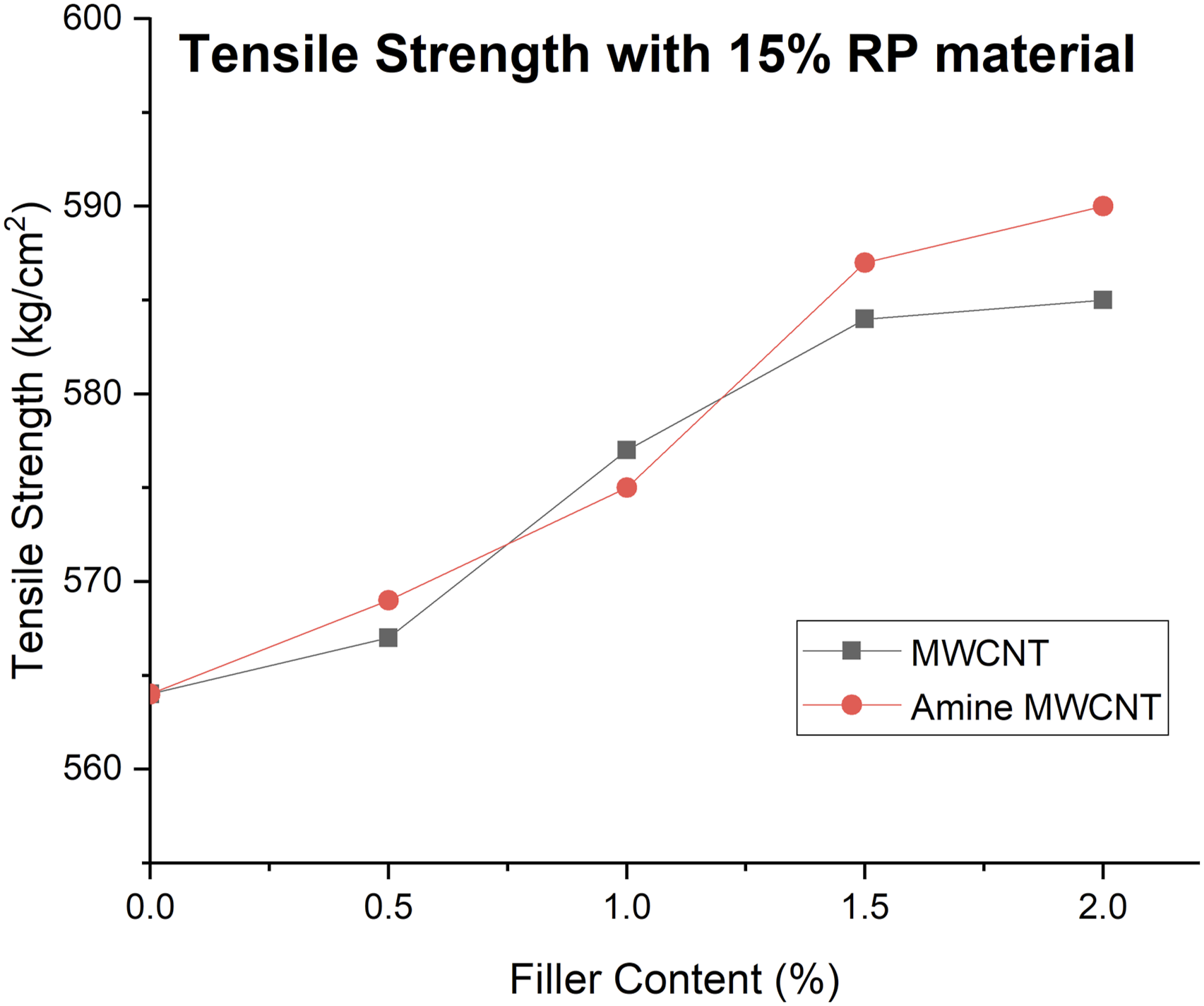
Tensile strength remains stagnant after 1.5% up to 2% loading indicating slight agglomeration of nanofillers. Nanofillers having large surface area are always eager to agglomerate. This is further augmented by the presence of amide groups attached to MWCNT. Thus, there are competition between the agglomeration and the distribution among the nylon 6 matrix. The former might be slightly higher which impedes the constant increase of strength.
The inclusion of nanomaterial is expected to raise the mechanical properties of the polymer. In the preset case the same is observed. A little difference between the MWCNT and modified MWCNT is observed, which may be due to the nucleation-induced crystallinity and the resultant stiffening. Pristine MWCNTs are responsible for helping in nucleation of Nylon 6, which rapidly dictate the crystal formation. This crystalline structure formation coupled with a rigid, localized polymer-filler network allows a sharp jump in strength at low loadings and the saturation occurs thereafter.
The amide-modified MWCNTs are likely to exhibit a less dramatic initial jump because of the chemical modifications disrupting the intrinsic structural stiffness of the MWCNTs. However, it may increase the mechanical properties with increased loading at marginally higher extent as compared to MWCNT. 28 The enhancement in tensile strength can be related to good dispersion and higher load transfer ability.6,29 The overall rise in tensile strength is due to higher surface area of nano fillers and their excellent mechanical properties.
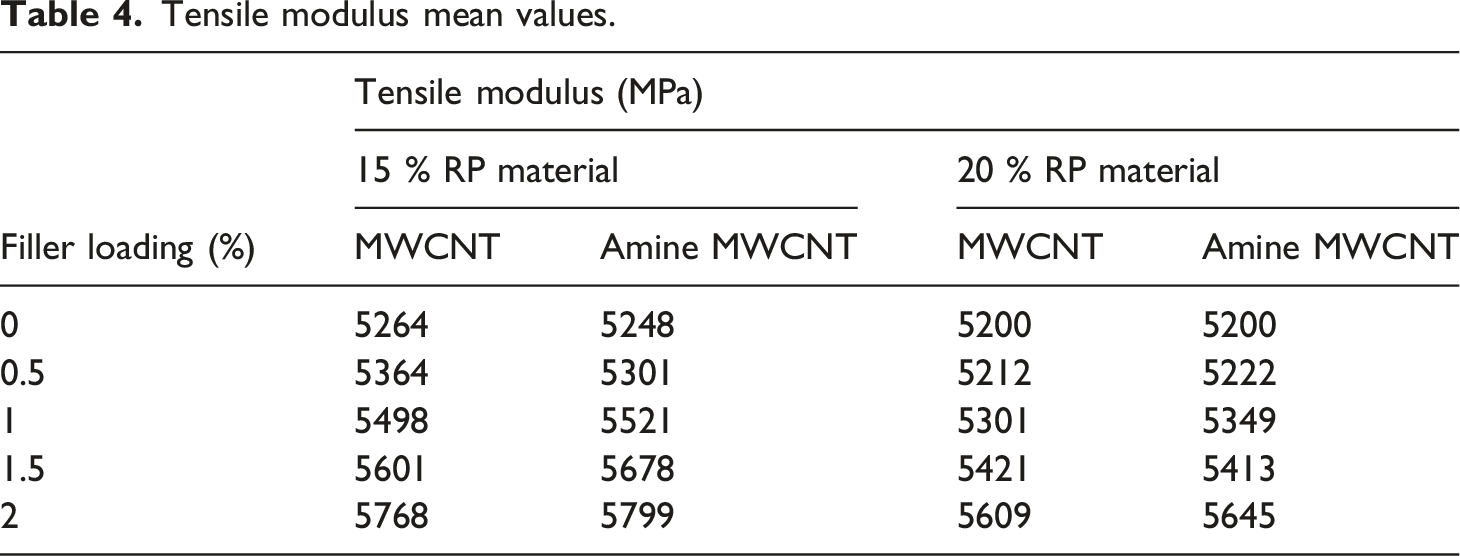
Tensile strength mean values.
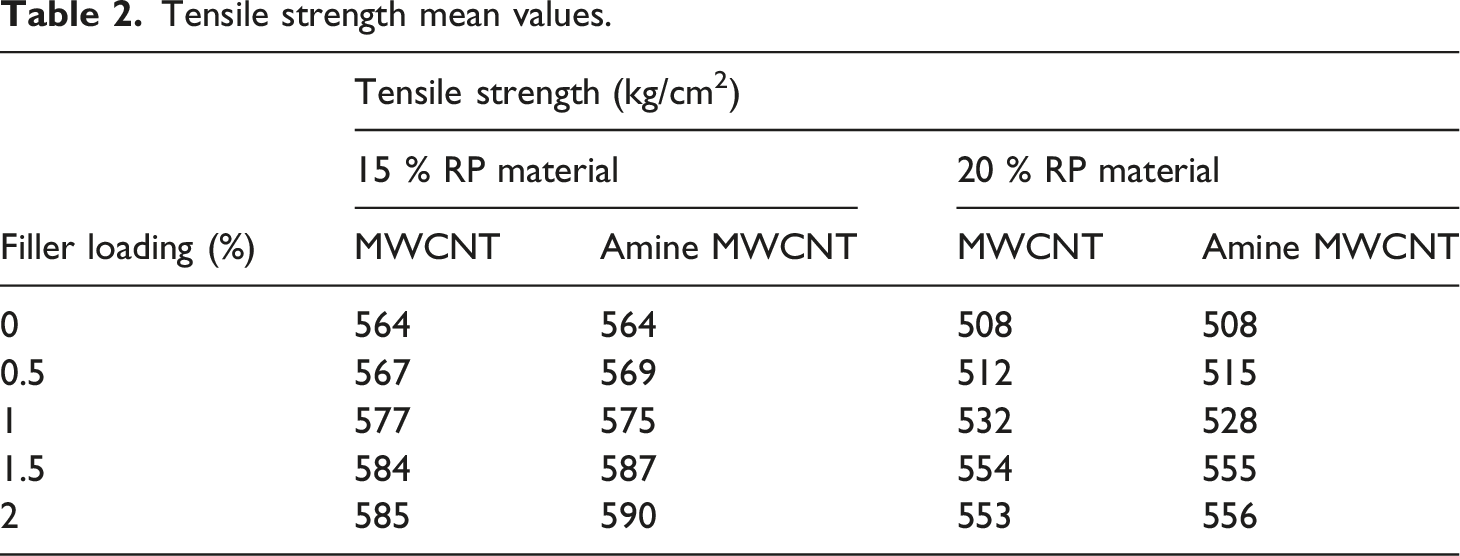
Figure 2 indicates the effect of nanofillers on tensile strength of nanocomposites having 20 % of RP material. Here again there is a sharp rise in tensile strength at 1.5% of filler loading and then there is a slight stabilization of tensile strength beyond this. Overall, the tensile strength value is in incremental order as the filler loading increases due to the inherent characteristics of nano filler and large surface area. Amine MWCNT shows slightly higher results as compared to MWCNT and this may be due to the functionalized amine segments which has the structural similarity with base matrix and the tendency to form hydrogen bonding which lead to extra strength and stronger bonding between filler and matrix material.
18
Tensile strength with 20% RP material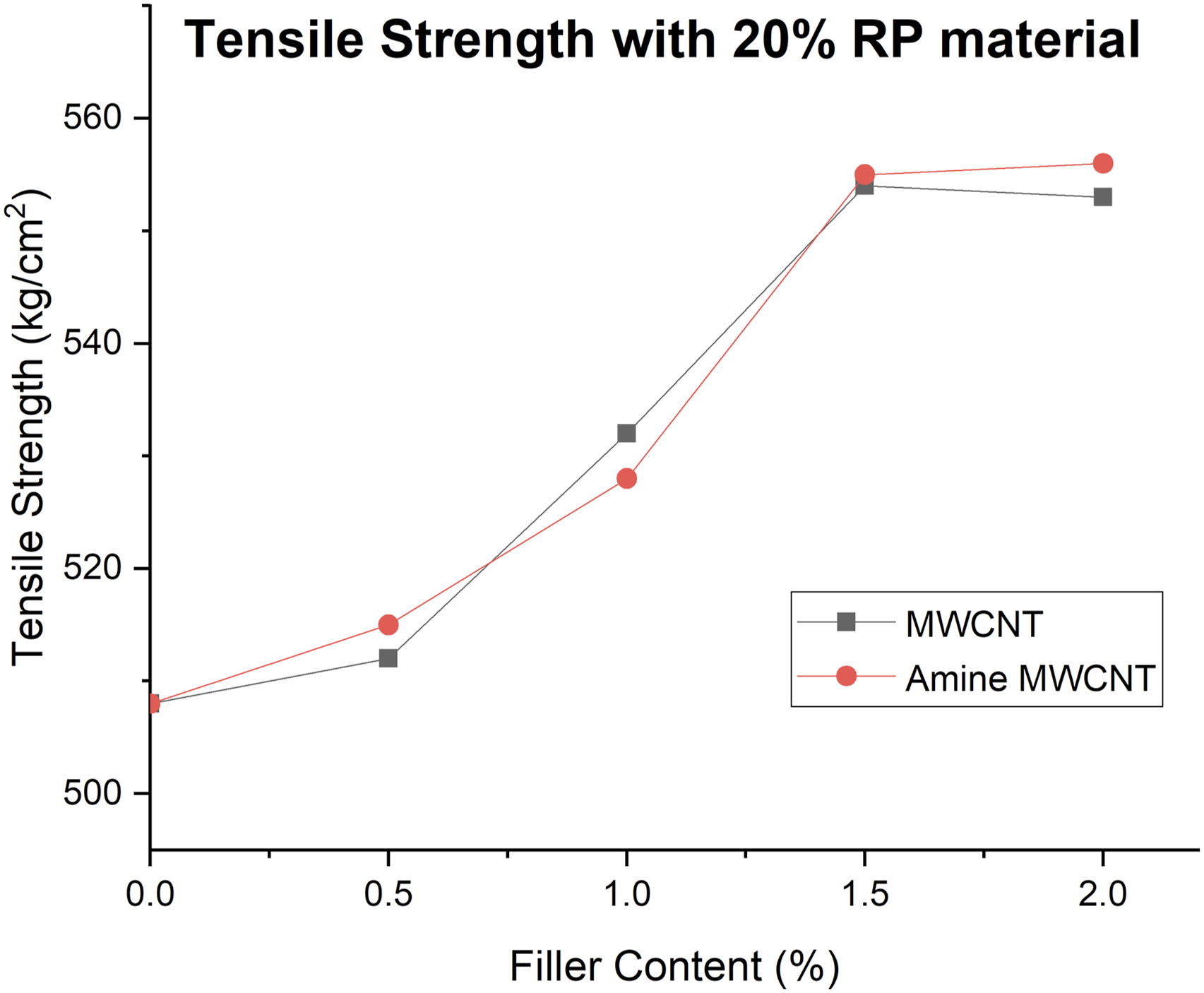
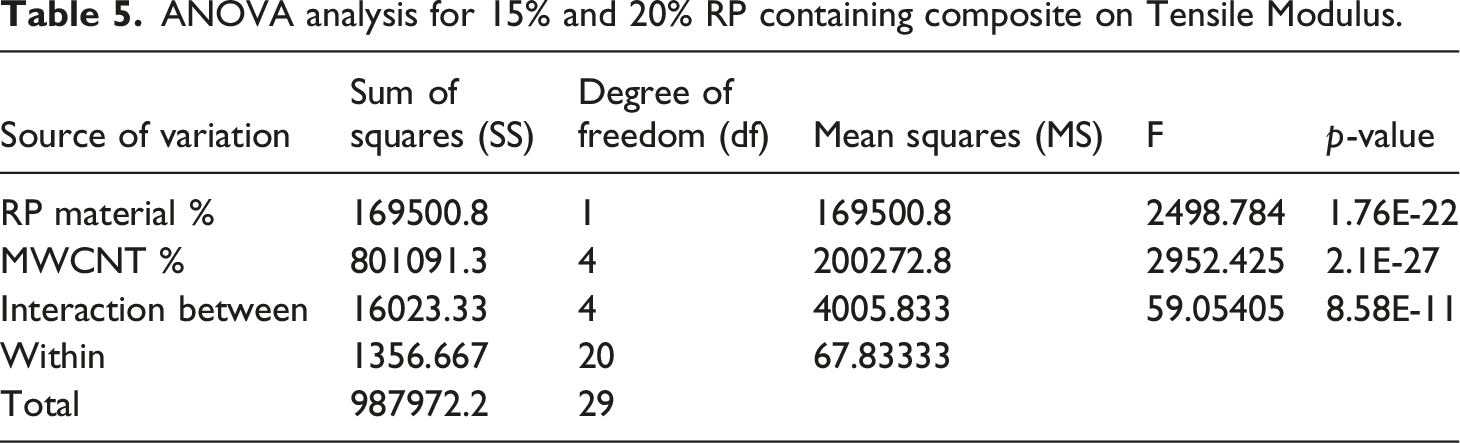
Statistical analysis
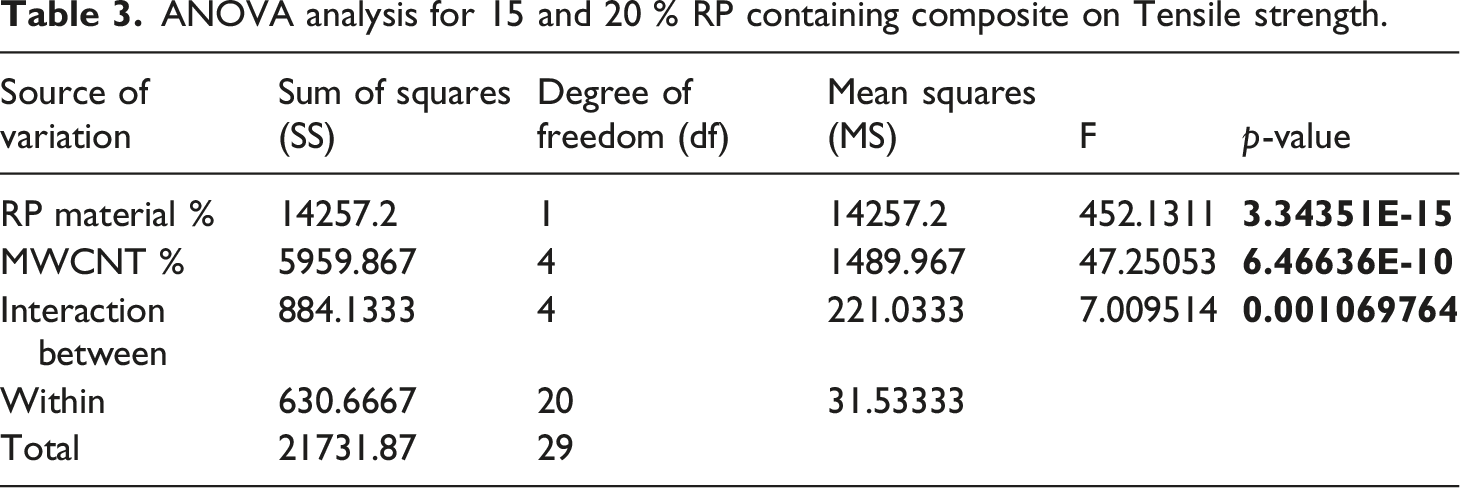
A two-way ANOVA analysis was done for both 15% and 20% RP material containing composites with pristine MWCNT as filler in various loading conditions on Tensile strength to check whether the differences between 15 and 20 % loading results are statically significant or not. Null hypothesis considered is that RP 15 % and RP 20 % mean results are equal and MWCNT filler loading of 0.5%, 1%, 1.5% and 2% are also equal with a significance level of 0.05.
The results are shown as;
ANOVA analysis for 15 and 20 % RP containing composite on Tensile strength.
Tensile modulus
Figure 3 shows the effect of varying filler (MWCNT and Amine MWCNT) loading on tensile modulus of nano composite containing 15 % of RP material. Tensile Modulus with 15% RP material.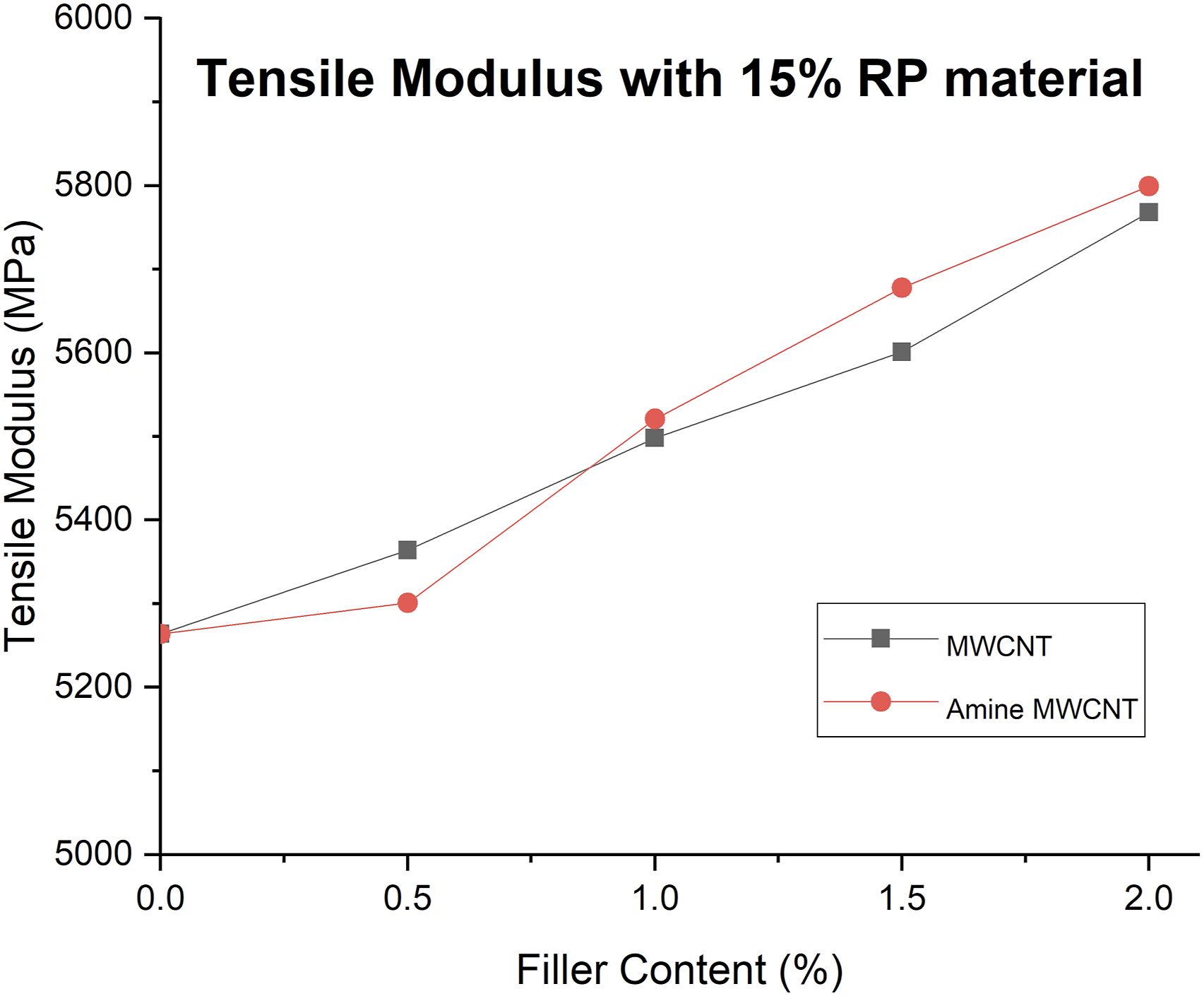
The results indicate that as the filler loading increases in 15% recycled Nylon 6, the composite’s modulus also increases, leading to improved material stiffness. Amine MWCNT is showing little more improved modulus because of amine segments, hydrogen bond forming capacity and overall good mechanical characteristics.30,31
At 2% of MWCNT the increment is about 9.57% and that with Amine MWCNT is 10.16%. Gradual but steady enhancement in modulus has been observed from 0.5% to 2% of filler loading in both MWCNT and Amine MWCNT cases. Another reason for this may be associated with good filler mixing in the matrix. 32
Results indicate that at 0.5 % loading of both MWCNT and Amine MWCNT, modulus values are around the base line as shown in Figure 4 for 20% RP material. Then with further increment of filler content, there is a rise in tensile modulus of nanocomposite. At 1.5% of MWCNT modulus increment is around 4.25% and that with Amine MWCNT is 4.09%. Maximum value of modulus in observed with 2% of filler loading and that appears to be 7.86% for MWCNT and 8.55% with Amine MWCNT (Table 4). Tensile Modulus with 20% RP material. Tensile modulus mean values.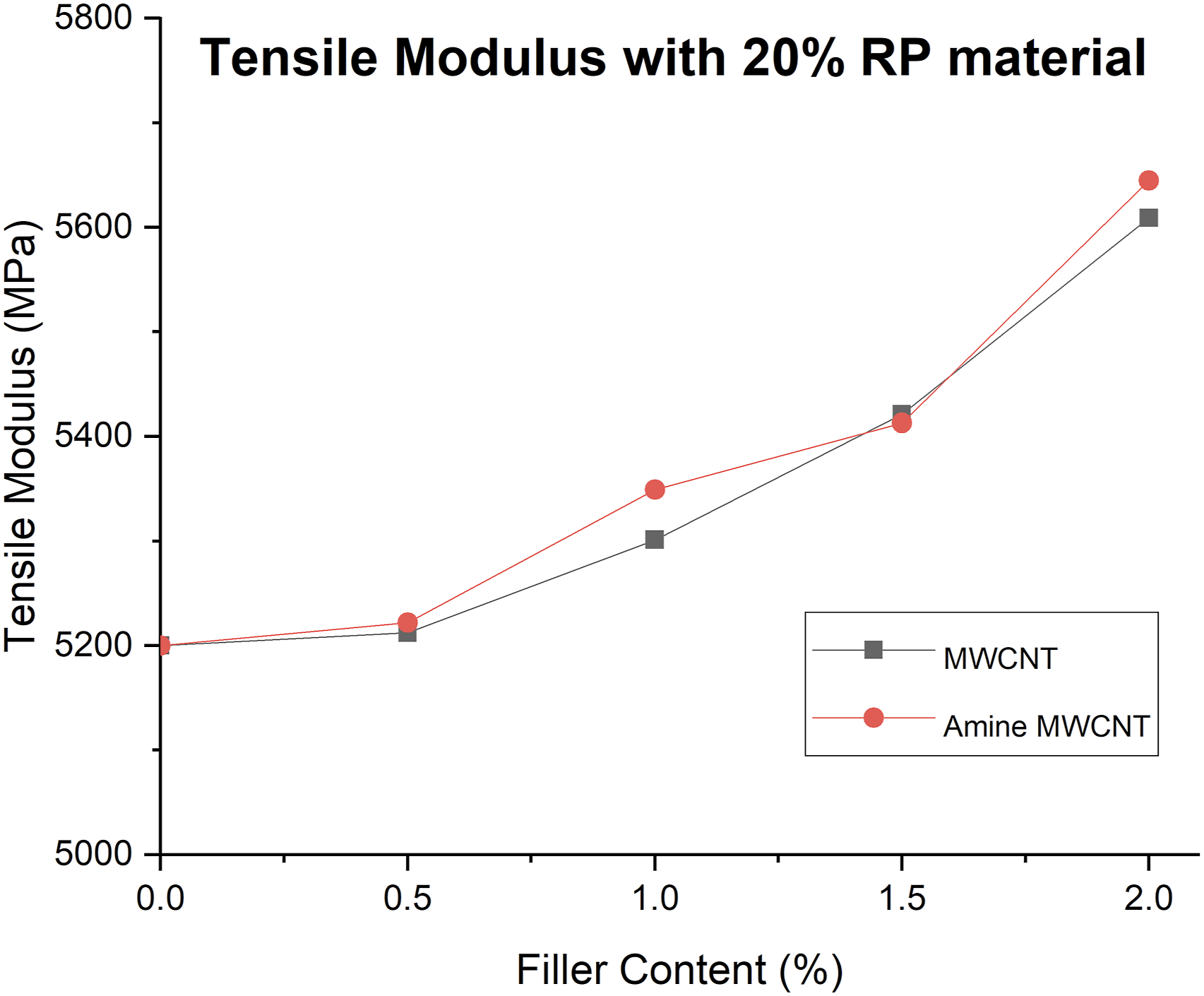
Statistical analysis
A two way ANOVA analysis was done for both 15 % and 20 % RP material containing composites with pristine MWCNT as filler in various loading conditions on Tensile Modulus to check whether the differences between 15 and 20 % loading results are statically significant or not. Null hypothesis considered is that RP 15 % and RP 20 % mean results are equal and MWCNT filler loading of 0.5%, 1%, 1.5% and 2% are also equal with a significance level of 0.05.
ANOVA analysis for 15% and 20% RP containing composite on Tensile Modulus.
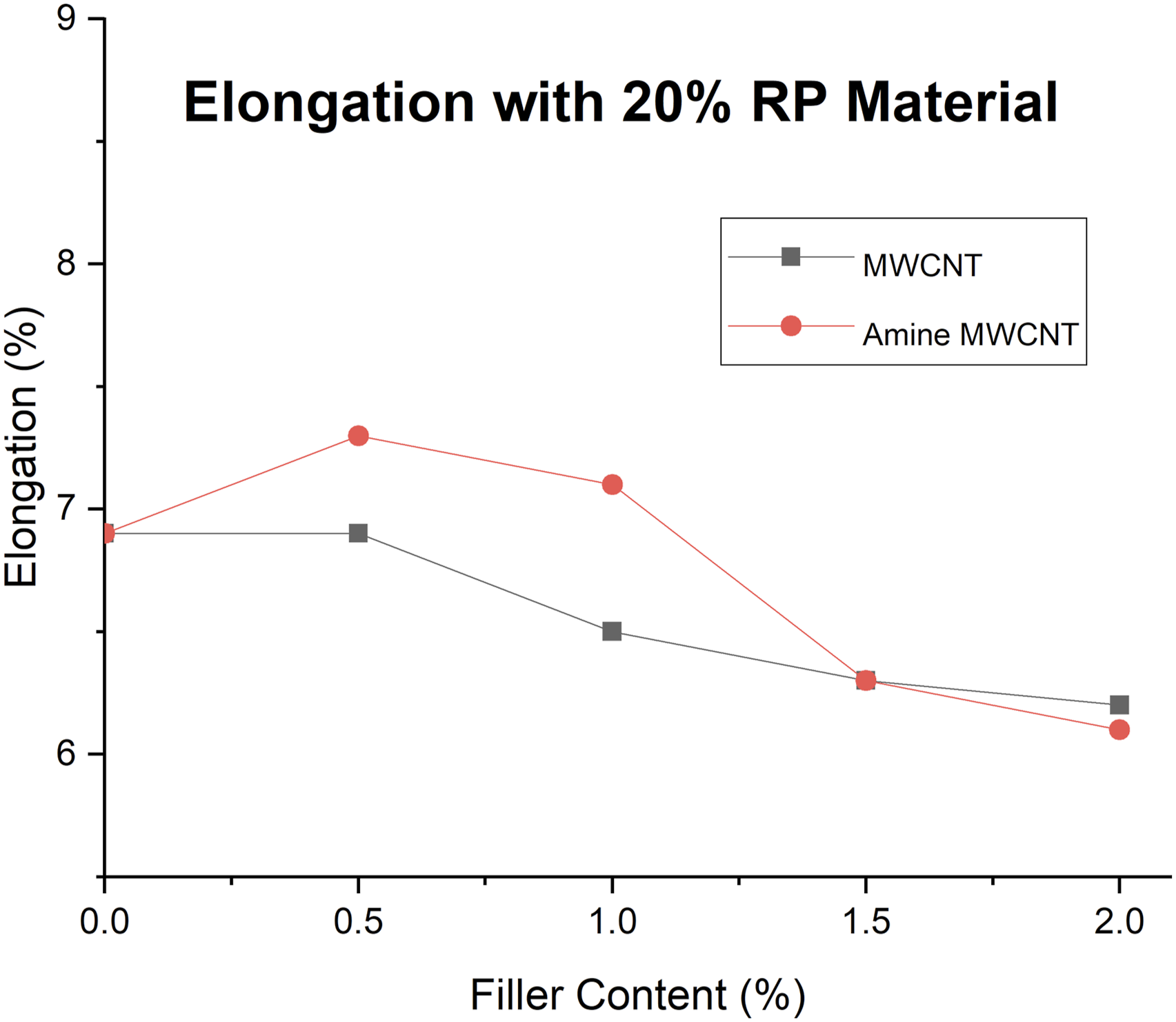
Elongation
Figures 5 and 6 indicate the effect of varying filler (MWCNT and Amine MWCNT) dosage on elongation of nanocomposites with 15% and 20% of RP material respectively. % Elongation with 15 % RP material. % Elongation with 20 % RP material.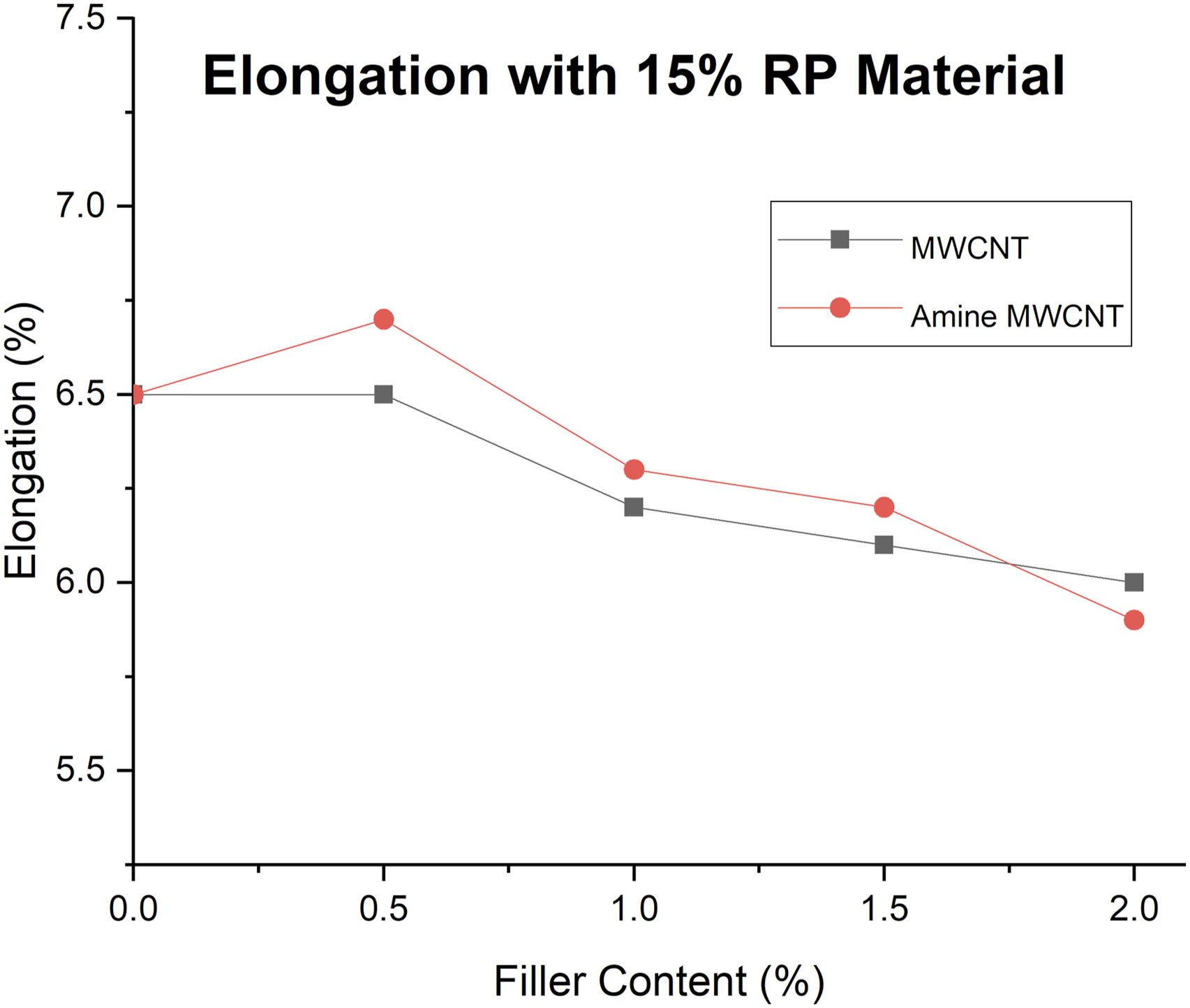
Results indicate that at 0.5% MWCNT loading the percentage elongation is almost the same as with 0% filler loading. With further addition of MWCNT content, the percentage elongation gets reducing due the limited molecular segmental movement which arises from the addition of fillers and resulting in restricted chain extension32. This causes the reduction in percentage elongation. In Amine MWCNT too the trend shows the same reduction pattern in percentage elongation. At 2% of filler loading, MWCNT shows 8.33% of reduction whereas with Amine MWCNT, reduction is 10.16%. Overall, as the nano filler increases, the ductility of nanocomposites increases and there is a reduction in percentage elongation. Although the nanofillers impart higher tensile strength and modulus to composite but there is a marginal decline elongation. 33 The results also show the declining pattern of percentage elongation with MWCNT with initial no effect and Amine MWCNT loading to nano composite).
At 1.5% of MWCNT, there is a reduction of 9.5% of percentage elongation in both nano filler cases for 20% RP material. Highest reduction is observed at 2% loading where MWCNT indicates 11.2% of reduction and Amine MWCNT shows 13.11% of reduction. Declining percentage in elongation results can be attributed towards the molecular mobility restriction due to filler loading and rigidity in the structure which causes the resistance in polymer chain slippage and eventually reducing the extension. 32
Flexural strength
Figures 7 and 8 demonstrate the impact of filler loading variation on flexural strength of nanocomposites with 15% and 20 % of RP material. There is a steady increment in flexural strength of nano composites (containing 15% RP material) when filler loading increases from 0.5% to 2% (Table 6). The highest flexural strength is recorded for 2% of filler loading with a rise of 24.8% in case of MWCNT. The enhancement of flexural strength with Amine functionalized MWCNT is even more which is recorded as 34.66% which may be attributed towards the uniform distribution of fillers in the Nylon 6 matrix and default higher mechanical strength of nano fillers. Here the additional amine segments which structurally are similar to the base of Nylon 6 play important role in enhancing the load transferring capability.29,34 Flexural Strength with 15% RP material. Flexural Strength with 20% RP material. Flexural strength mean values.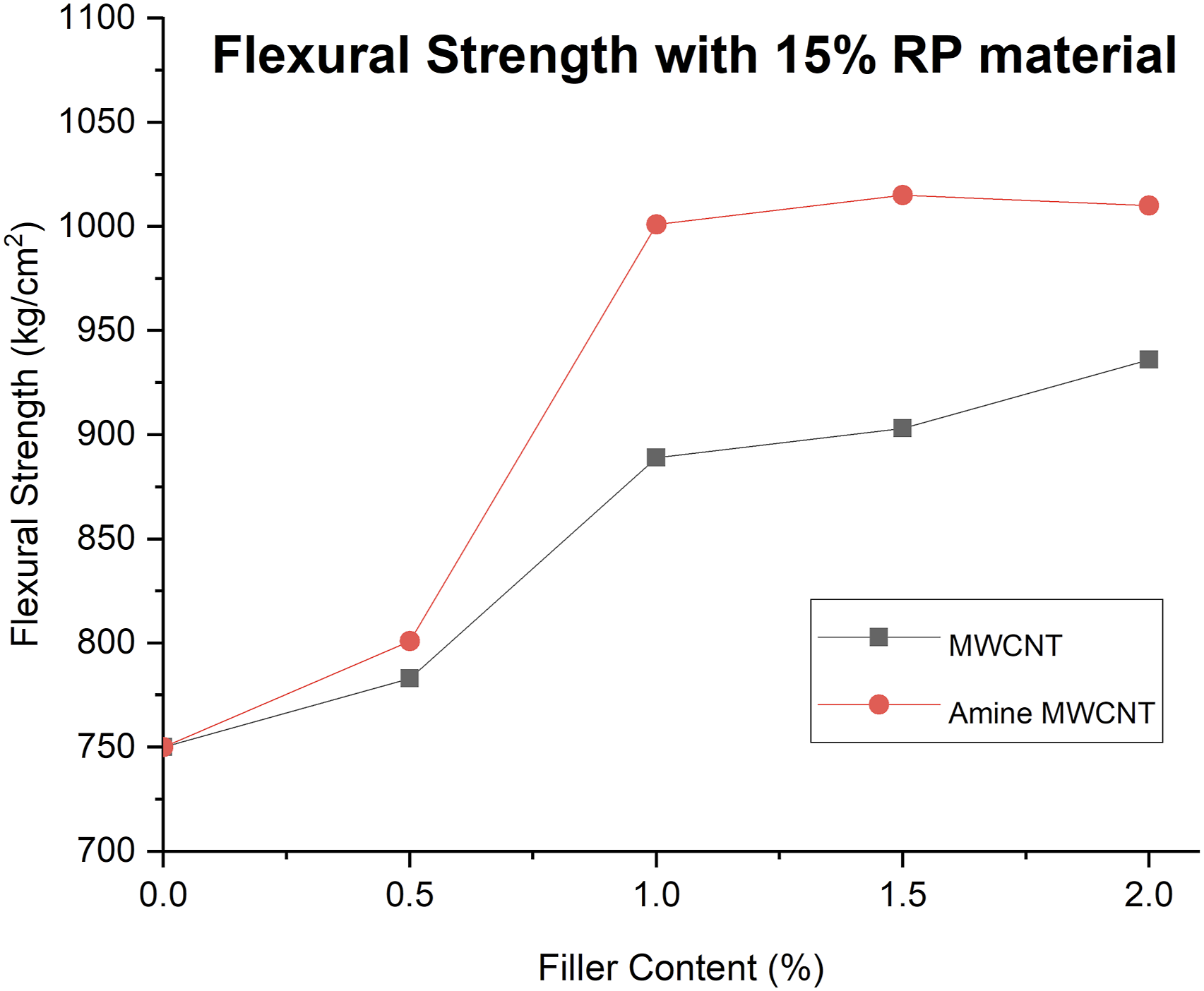
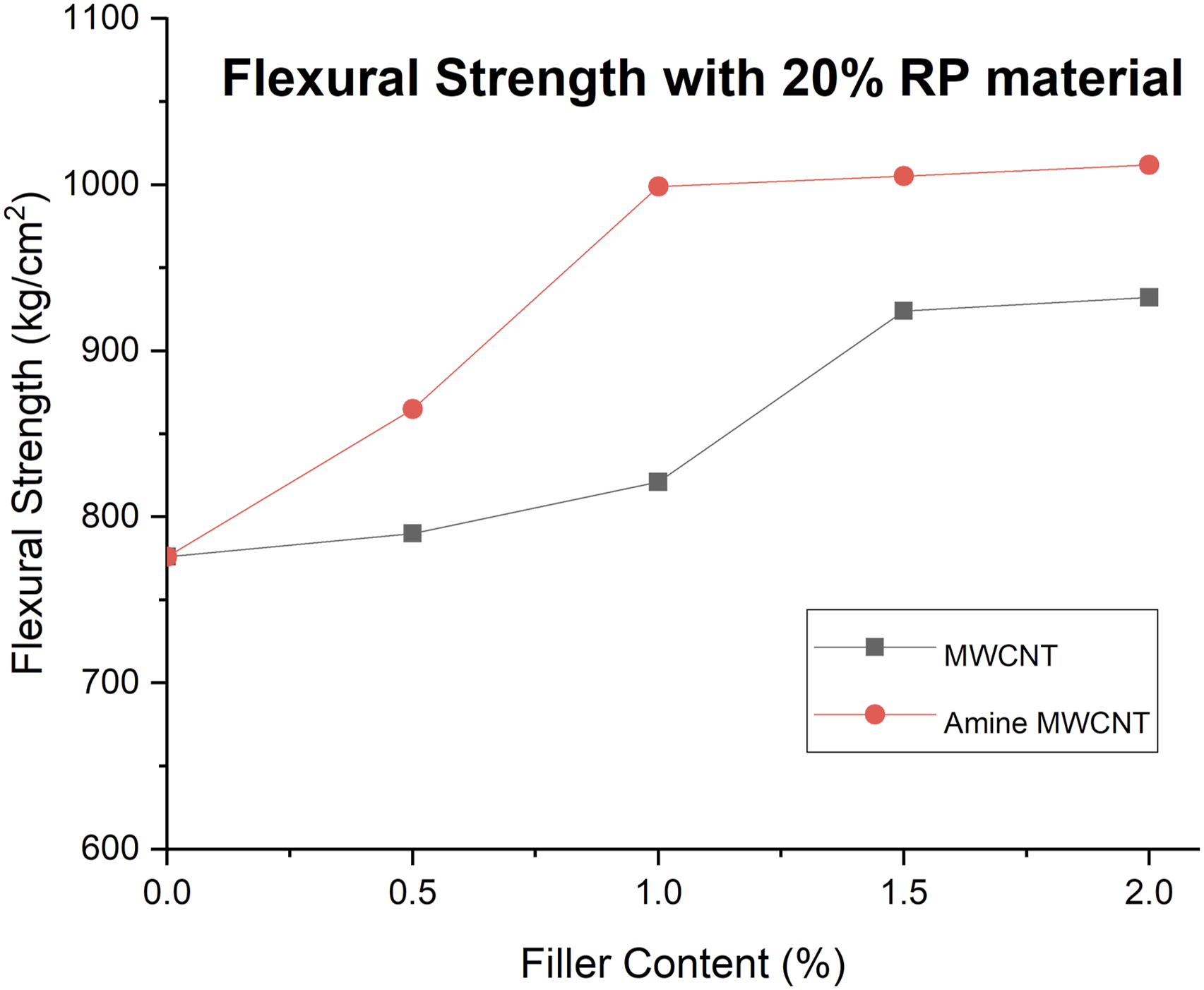
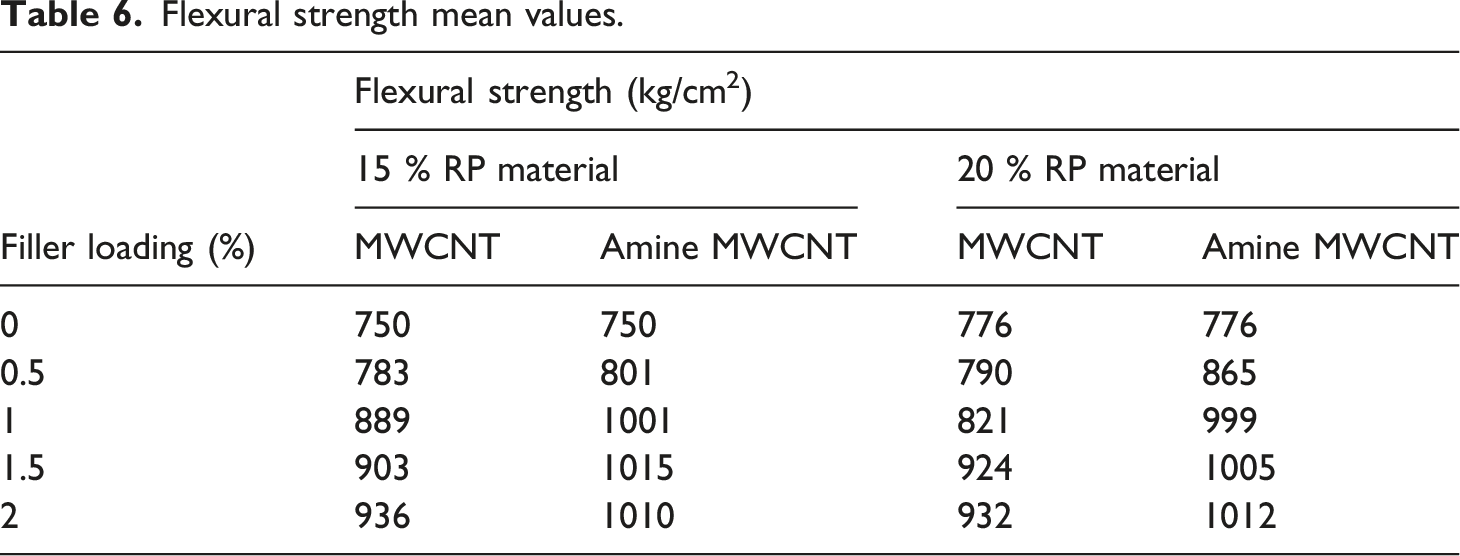
With 20% RP material, nanocomposites show a rising pattern in flexural strength with increasing filler content.
At 0.5 % of MWCNT flexural strength is 1.8% and 11.46% with Amine MWCNT which is a significant rise.
At 2% loading of nano fillers, MWCNT shows 20.10% rise in flexural strength and 30.41% rise with Amine MWCNT. Here again, due to the uniform distribution of fillers in the matrix and nano fillers mechanical properties which provides strength.34,35
Flexural modulus
Figure 9 shows the impact of various nano filler loading on flexural modulus of nano composites containing 15% of RP material. Flexural modulus of nano composites with 15% RP material is showing a steady rise with maximum value recorded is 9.95% at 2% loading of MWCNT because of the higher aspect ratio and surface area of nano filler (Table 7). Flexural modulus with 15 % RP material. Flexural modulus mean values.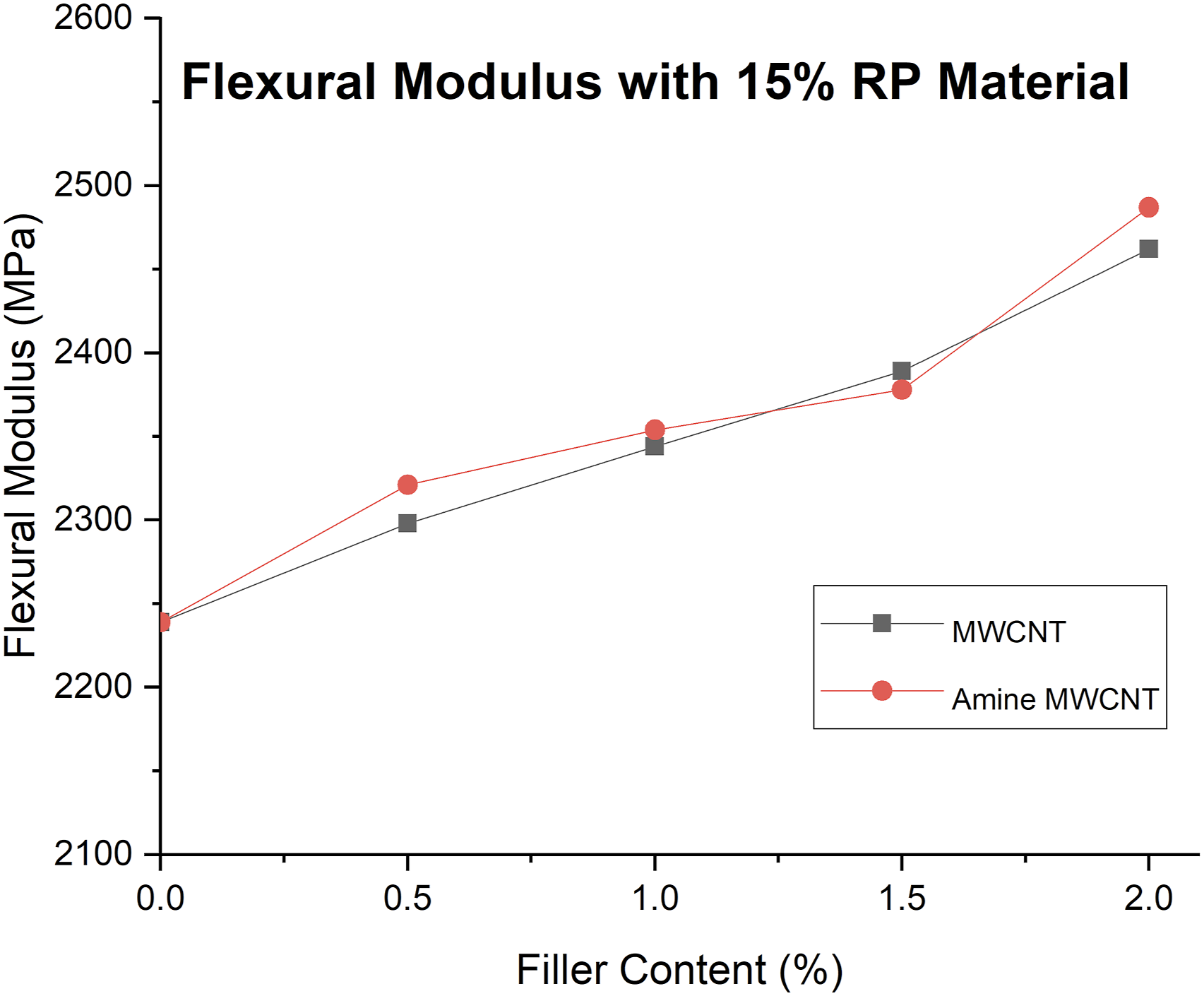
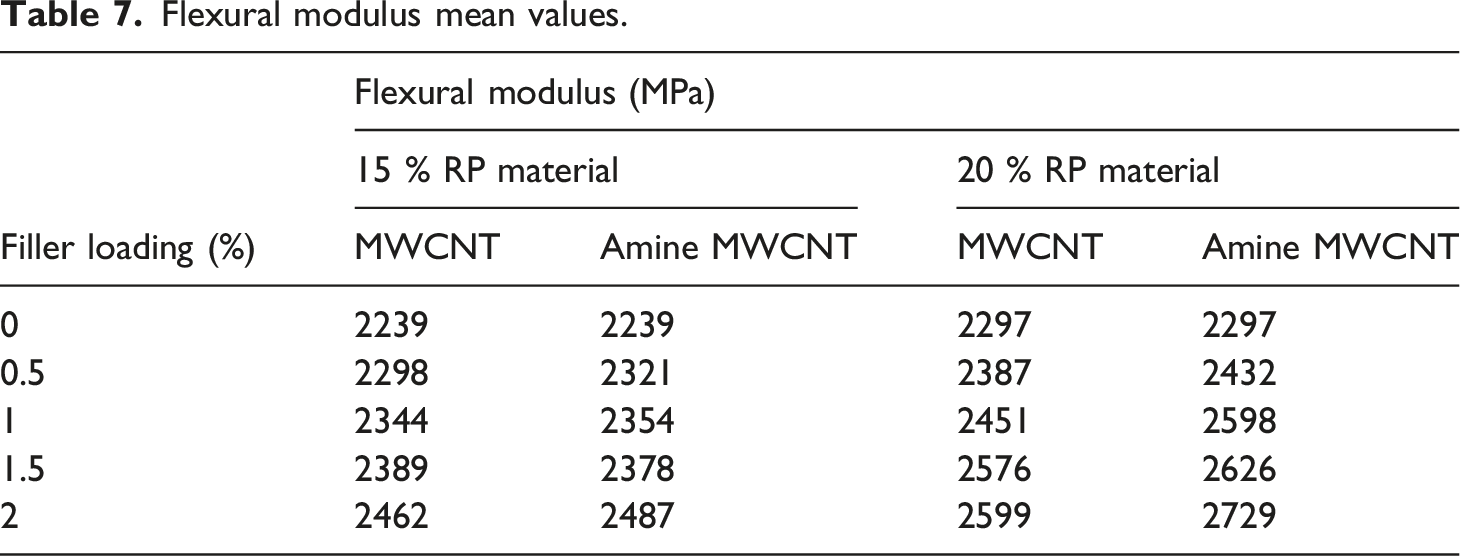
At 1.5 % of MWCNT loading, the increase in flexural modulus recorded is 6.69%. With Amine MWCNT loading, the flexural modulus rises from 3.66% at 0.5% loading to 10.18% at 2% loading.
This sharp rise can be attributed to strong adhesion between nano fillers, good dispersion with presence of amine segments. 13 Compared to MWCNT, Amine MWCNT is showing slightly better strength at 1 and 2% but slight lag at 1.5% loading.
Flexural modulus of nano composites (containing 20% RP material) is showing the increasing trend where at 2% of MWCNT shows highest 13.14 % of rise in flexural modulus and 21.41% rise in case of Amine MWCNT as shown in Figure 10. This can be attributed towards the nano filler characteristics like high surface area, aspect ratio and good mechanical properties. Moreover, at 1.5% of filler loading the flexural modulus is 12.14% and 14.32% for MWCNT and Amine MWCNT respectively. Flexural modulus with 20 % RP material.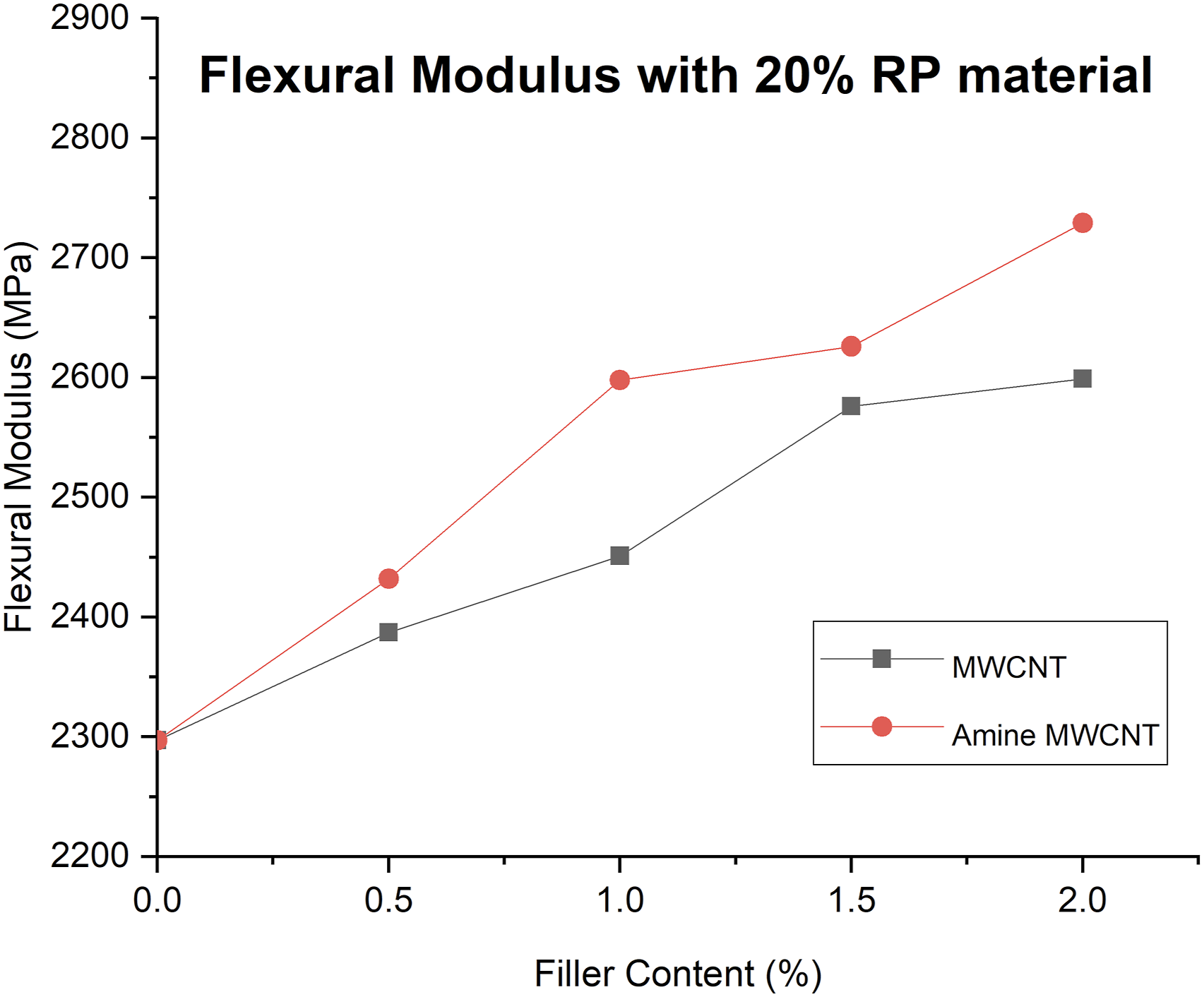
Impact strength
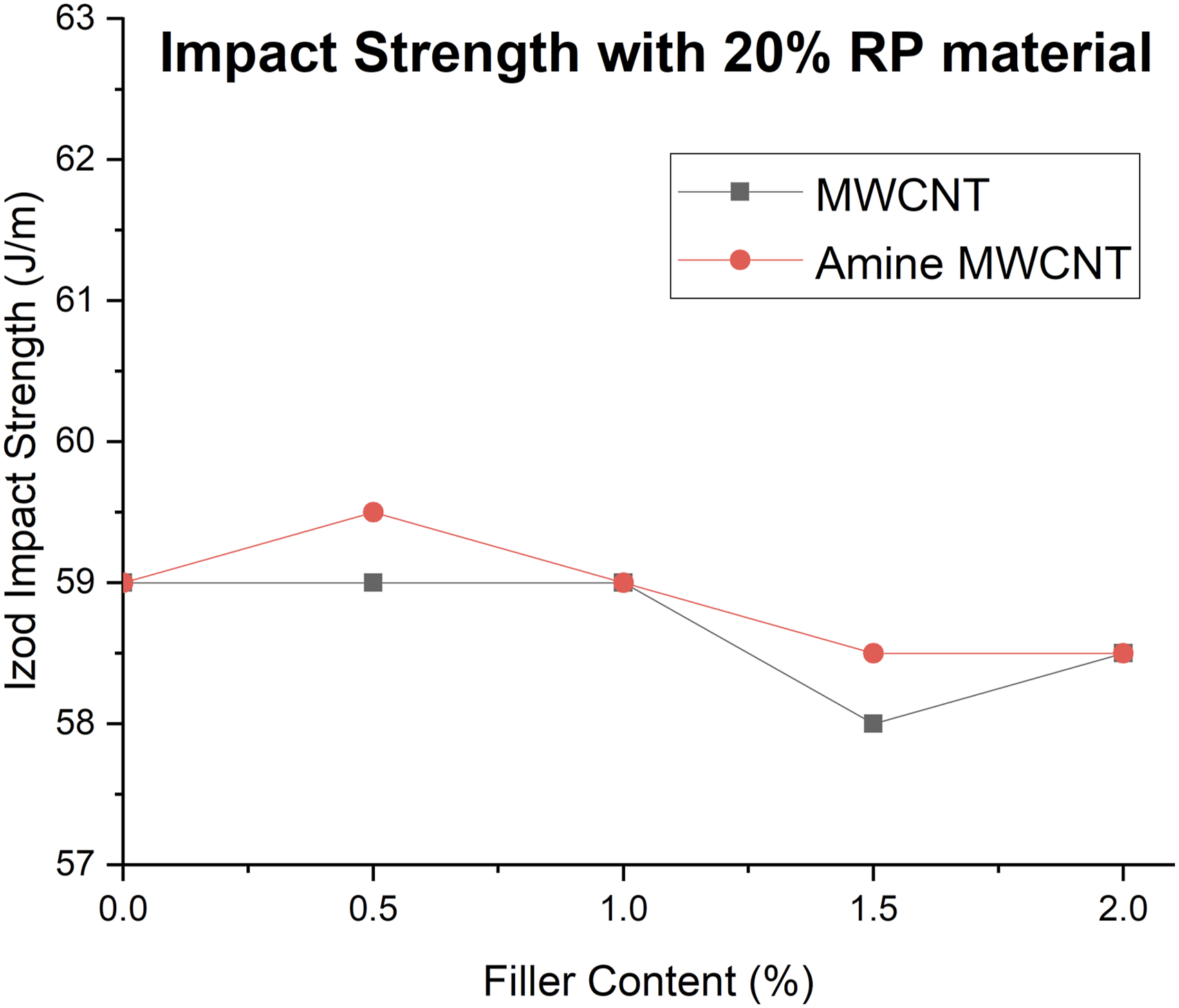
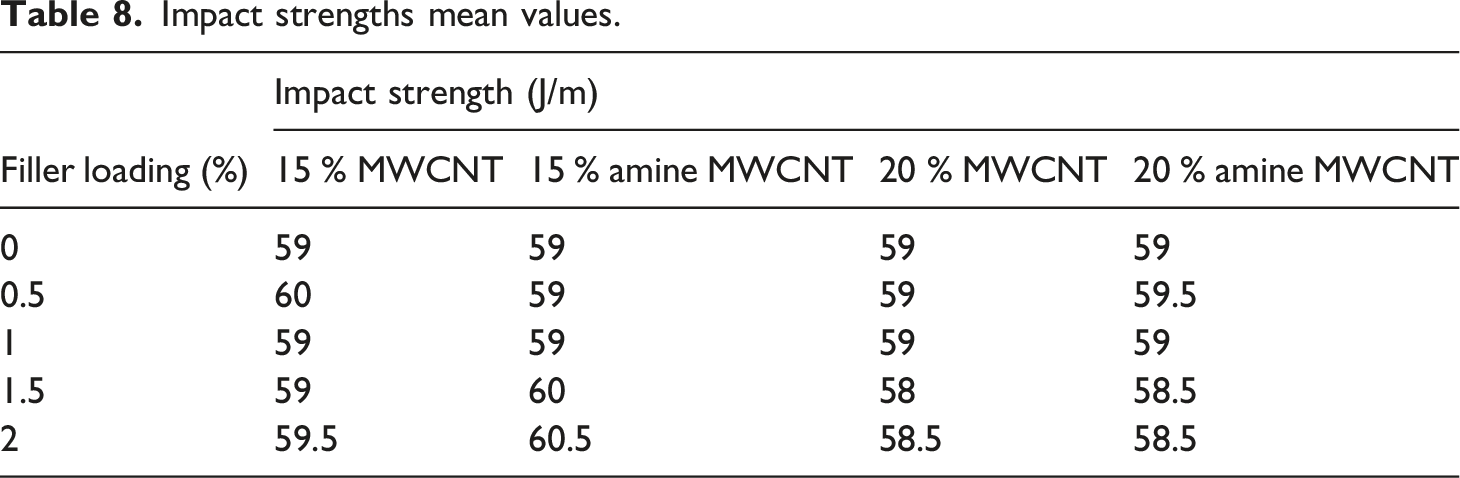
Figures 11 and 12 show the impact of varying filler content on impact strength of nano composites containing 15% and 20% of RP material respectively. Results show the minor changes in impact strengths. Impact strength with 15 % RP material. Impact strength with 20 % RP material.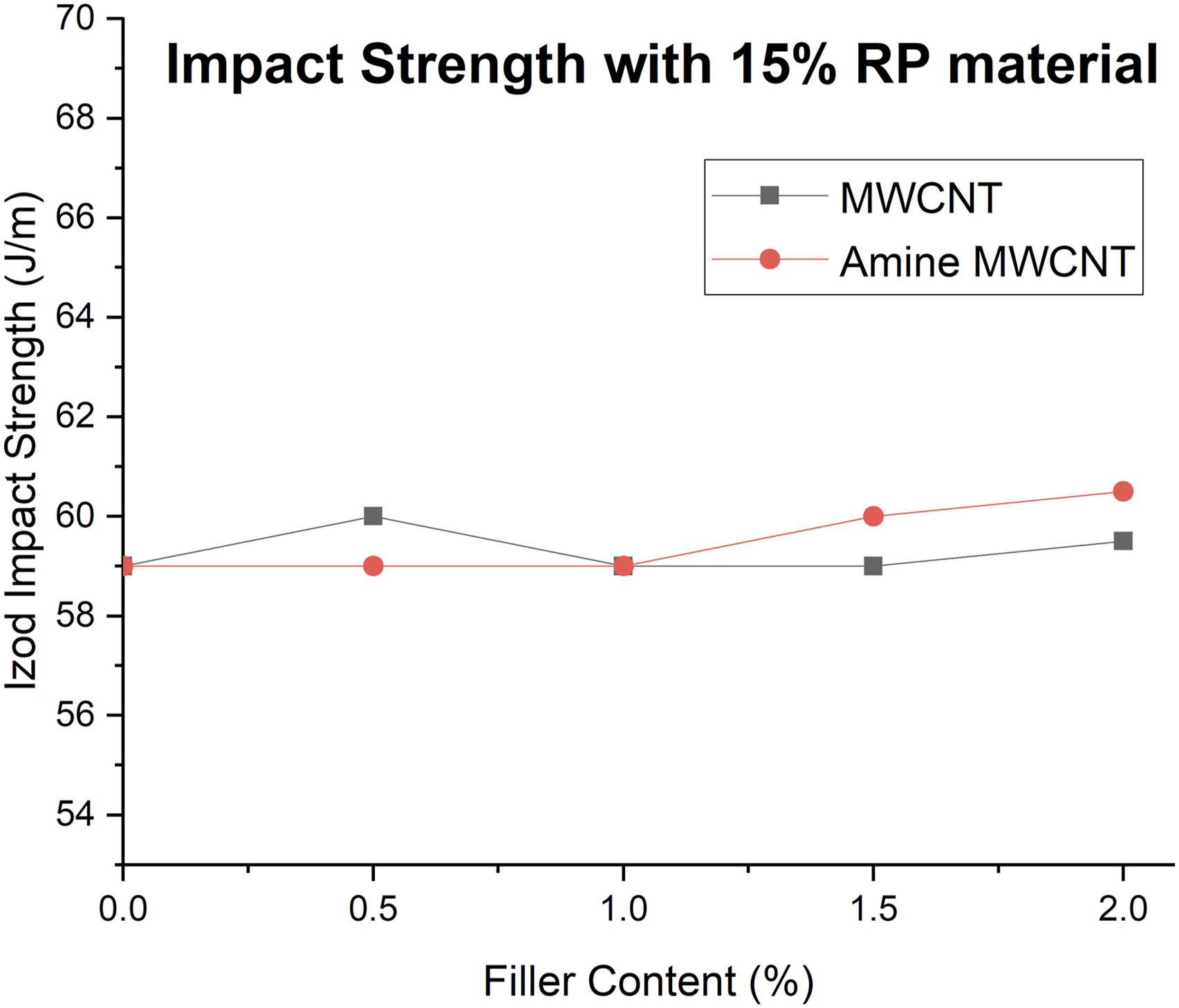
Impact strengths mean values.
Therefore, where MWCNT and Amine MWCNT improve the tensile, flexural and modulus of nano composites there is a slight reduction in impact strength too due to rigidity in molecular chains and stiffness.
In case of nano composites with 20 % RP material, there is a marginal dip in impact strength of nano composites due to the nano filler brittleness imparting characteristics and restricted molecular movement.
At 0.5 and 1% of MWCNT there is no change observed and this might be due to the balancing fact of RP material and nano filler properties. At 2% of loading MWCNT, impact strength reduces by 0.85%.
The marginal reduction in impact performance at higher filler fractions is due to rigid restriction of polyamide chain mobility, local stress concentration points caused by high aspect ratio filler networks, and reduced polymer volume available to undergo plastic deformation and absorb impact energy. With Amine MWCNT, there is again a marginal change in impact strength although Amine MWCNT improves modulus and bending strength quite well.
Hardness
Figure 13 shows hardness of nanocomposites containing15% of RP material with varying content of nano filler loading. Hardness results show a marginal increment with MWCNT and it is higher by 2.18 % with 0.5 and 1 % loading whereas hardness is increased by 5.10% with 2% filler loading (Table 9). This is due to filler which imparts rigidity thereby limiting the molecular movement and hence increasing the surface hardness with some fraction. Hardness with 15 % RP material. Hardness mean values.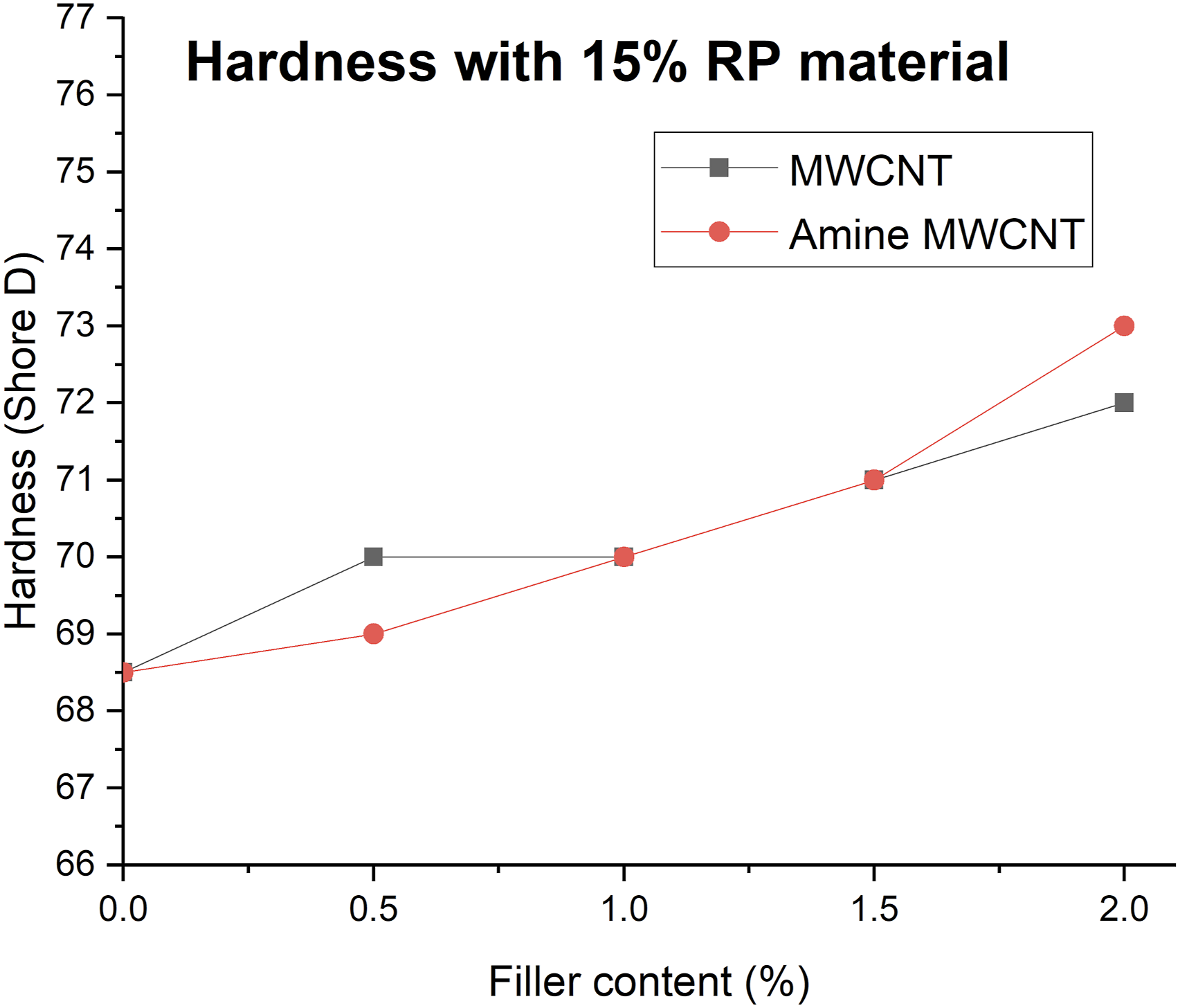
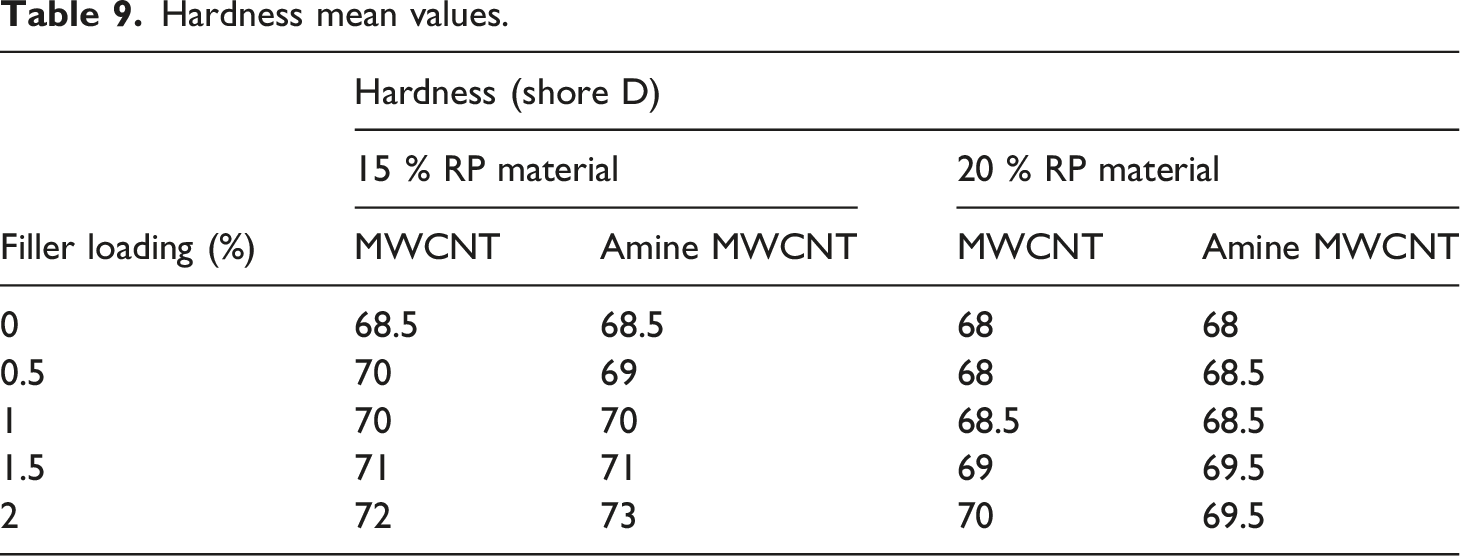
In case of Amine MWCNT, hardness is increased by 0.29% with 0.5% loading and 6.56% with 2 % filler loading which is maximum in this sample size. Figure 14 is indicating the effect of nano filler loading on nanocomposite containing 20% of reprocessed material and MWCNT is showing highest values with an increment while amine MWCNT shows slight constant behavior after 1.5% of filler loading. Hardness with 20 % RP material.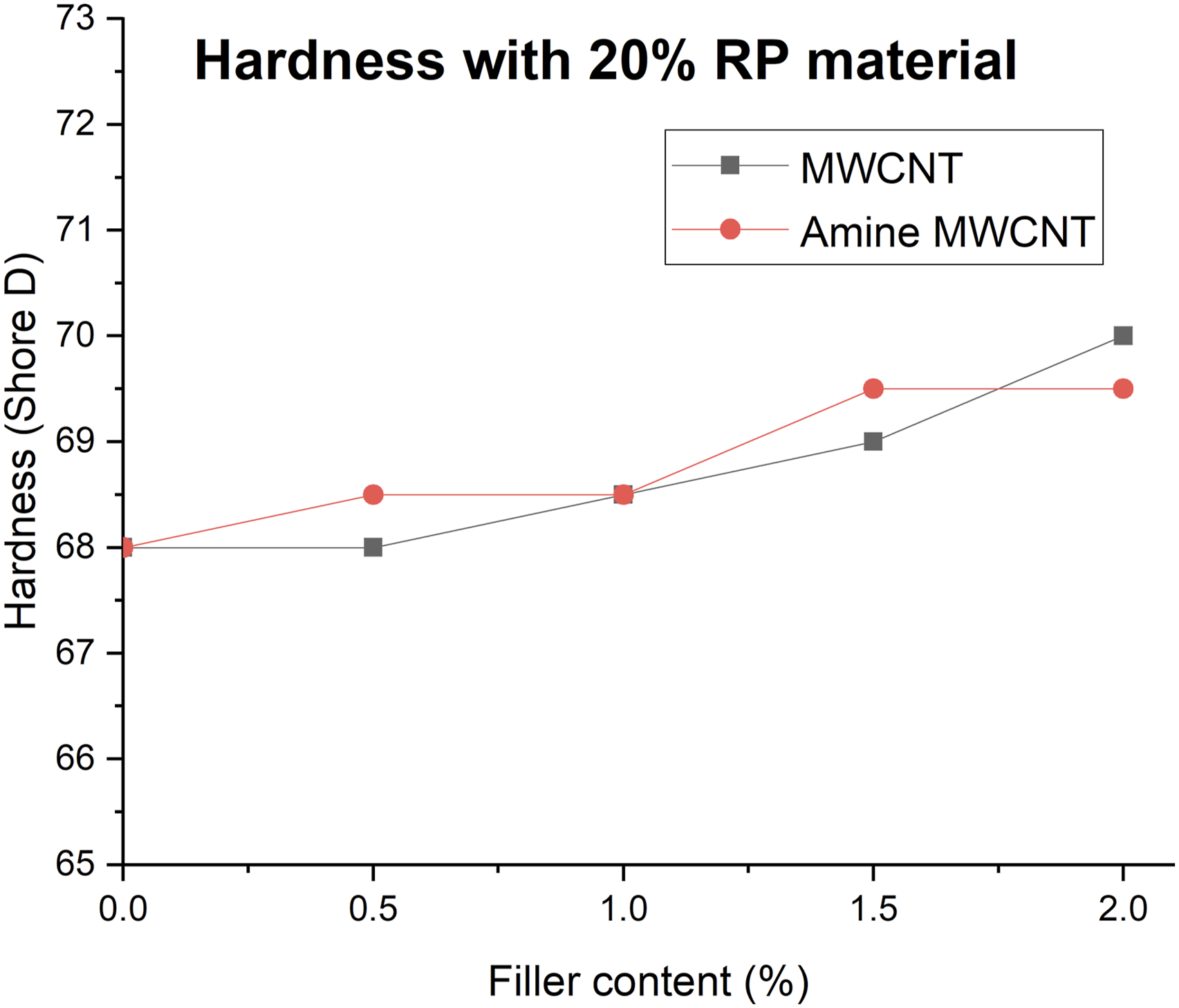
This increase can be attributed to additional amine functional group which improves the bonding and load transfer ability between matrix and filler and enhances the hardness.
Scanning electron microscopy (SEM)
Figure 15 shows the SEM analysis images of Nylon6 with MWCNT and shows the dispersion of MWCNT in Nylon 6 matrix which ensures overall good mechanical properties including tensile strength, modulus etc. SEM images of Nylon 6 with nano filler.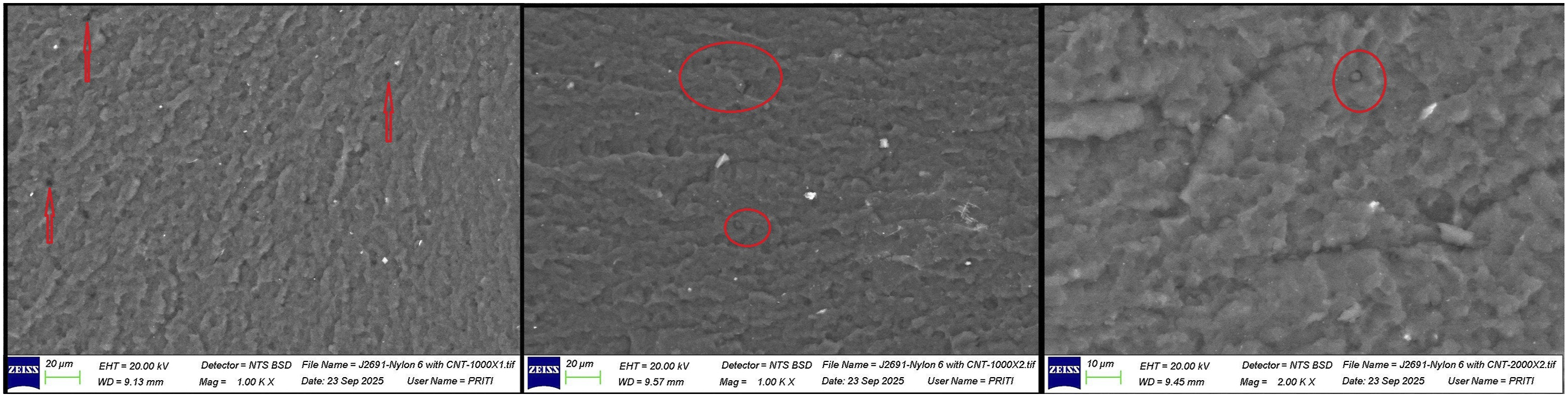
The SEM micrograph of Nylon 6/MWCNT indicates compact and homogeneous morphology without major agglomeration of the nanotubes. The irregular fracture surface shows a good interaction between the Nylon 6 matrix and MWCNTs, contributing to more energy dissipated during the fracture. The lack of filler pull-out in addition to interfacial voids imply strong adhesion between the polymer matrix and nanotubes. Additionally, the quite homogenous roughness proves that MWCNTs well distributed in the matrix. These morphologies reflect an efficient load transfer and conductive pathways formation, which should lead to the improvements of mechanical performance of the Nylon 6/MWCNT nanocomposite.
There are no large-scale agglomerates of MWCNTs visible in this area indicating that reasonable dispersion of the nanotubes throughout the polymer matrix has occurred. That some large CNT clusters were not detected in the composites indicate that sufficient dispersion and adhesion of the nanofiller within the Nylon 6 matrix with melt compounding is obtained.
SEM image shows a web-like surface morphology with many of small protrusions and irregular domains in the matrix. These characteristics are due to the existence of embedded MWCNTs and the significant interfacial interaction between polymer chains and nanotube surface. These interactions are mainly facilitated by hydrogen bond between the amide groups of Nylon 6 and the functional groups exhibited on the surface of MWCNTs.
Fourier transform infrared (FTIR)
Figure 16 shows the FTIR spectrum of Nylon 6 with 15% RP material. The sharp and strong peak shown at 3296.35 cm−1 is the clear indication of N-H stretching vibrations. In Polyamides, this peak indicates N-H group involved in hydrogen bonding formation with carbonyl C = O group of adjacent polymer chain. And this plays vital role in defining the mechanical properties of material. FTIR spectrum of Nylon 6 with MWCNT filler.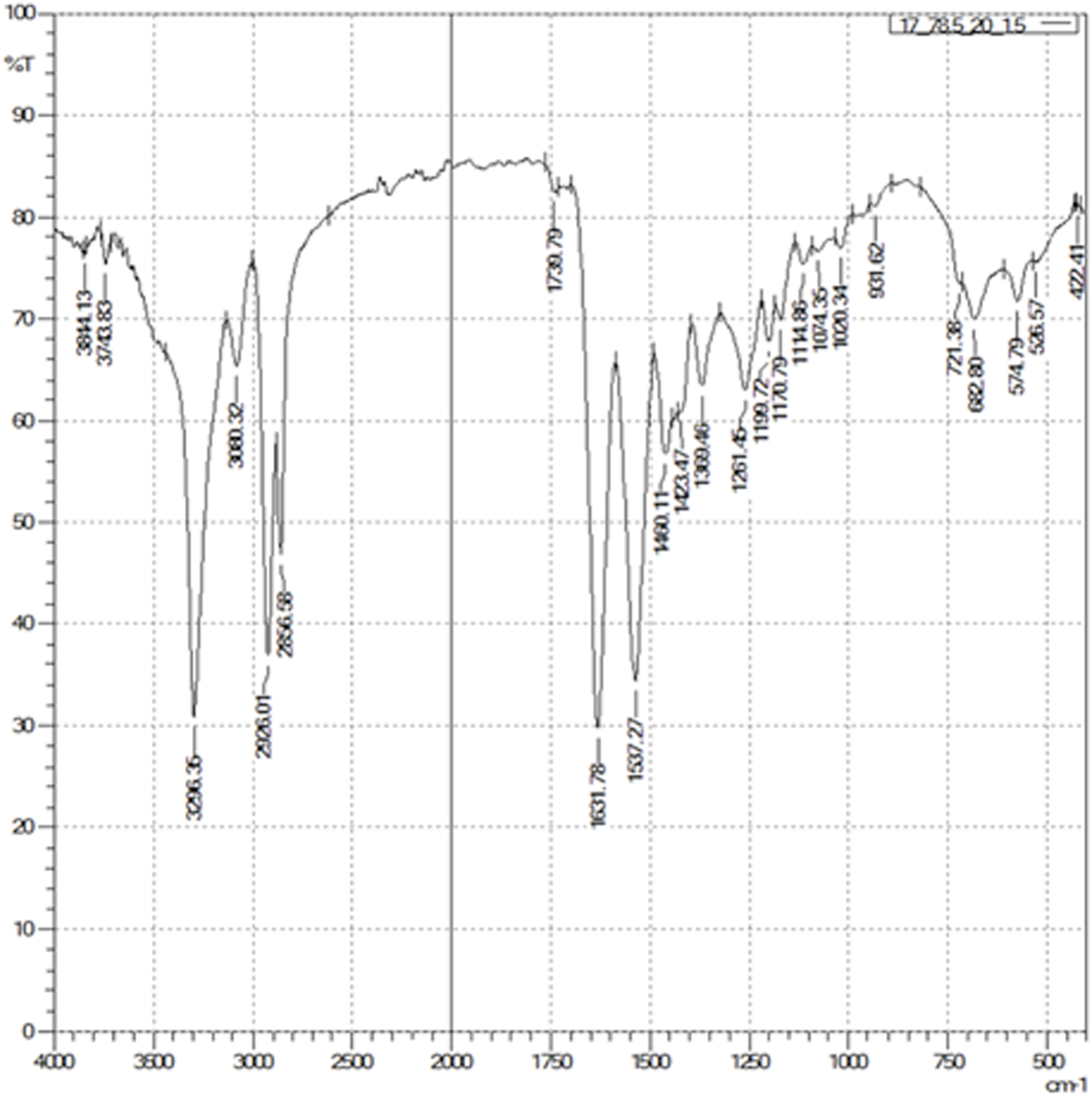
The peak at 3080.32 cm−1 is over tone of N-H bending vibration.2926.01 cm−1 are strong and expected peaks for polyamides and showing asymmetric C-H stretching while 2856.58 cm−1 is symmetric C-H stretching of methylene group. As Nylon 6 has 5 methylene groups between amide linkages, these peaks are very prominent and strong confirmation of aliphatic chain of Nylon 6. The peak at 1739.79 cm−1 is weak and likely represents the C = O stretch from carbonyl due to MWCNT addition or residual processing additives and responsible for better dispersion, good adhesion and hydrogen bonding.
A very strong peak at 1631.78 cm−1 is Amide I band showing C = O stretching of amide group. This peak shows that the Nylon 6 is in crystalline stable phase. 1537.27 per cm is a strong peak of Amide II band and consists of N-H in plane bending and C-N stretching and a strong confirmation of Nylon 6. 1460.11 cm−1 is showing CH2 scissoring vibration and this corresponds to the bending of methylene groups adjacent to the Nitrogen atom.1369.46 per cm is Amide III band (C-N stretch mixed with N-H bend).1170 and 1199 cm−1 represent C-N stretching and twisting of methylene group. Lower bandwidth peaks show amide V and amide VI segments around 600 to 500 cm−1.
Pure Nylon 6 is characterized by the presence of amide I band at 1629 cm−1, amide II band at 1541 cm−1 and amide III band at 1261 cm−1 as shown in Figure 17. This presence of intermolecular hydrogen bond is reflected from strong N-H stretching band at 3294 cm−1, responsible for semi-crystalline structure & good mechanical properties of Nylon 6. Only the peaks due to material and no other peak corresponding to impurities or any kind of chemical modifications were observed which signifies the chemical purity of the material. It hence represents a benchmark against which structural modification, interfacial interaction and probable chemical change in Nylon 6 based composites filled with pristine or functionalized MWCNTs can be appraised. FTIR spectrum of unfilled Nylon 6.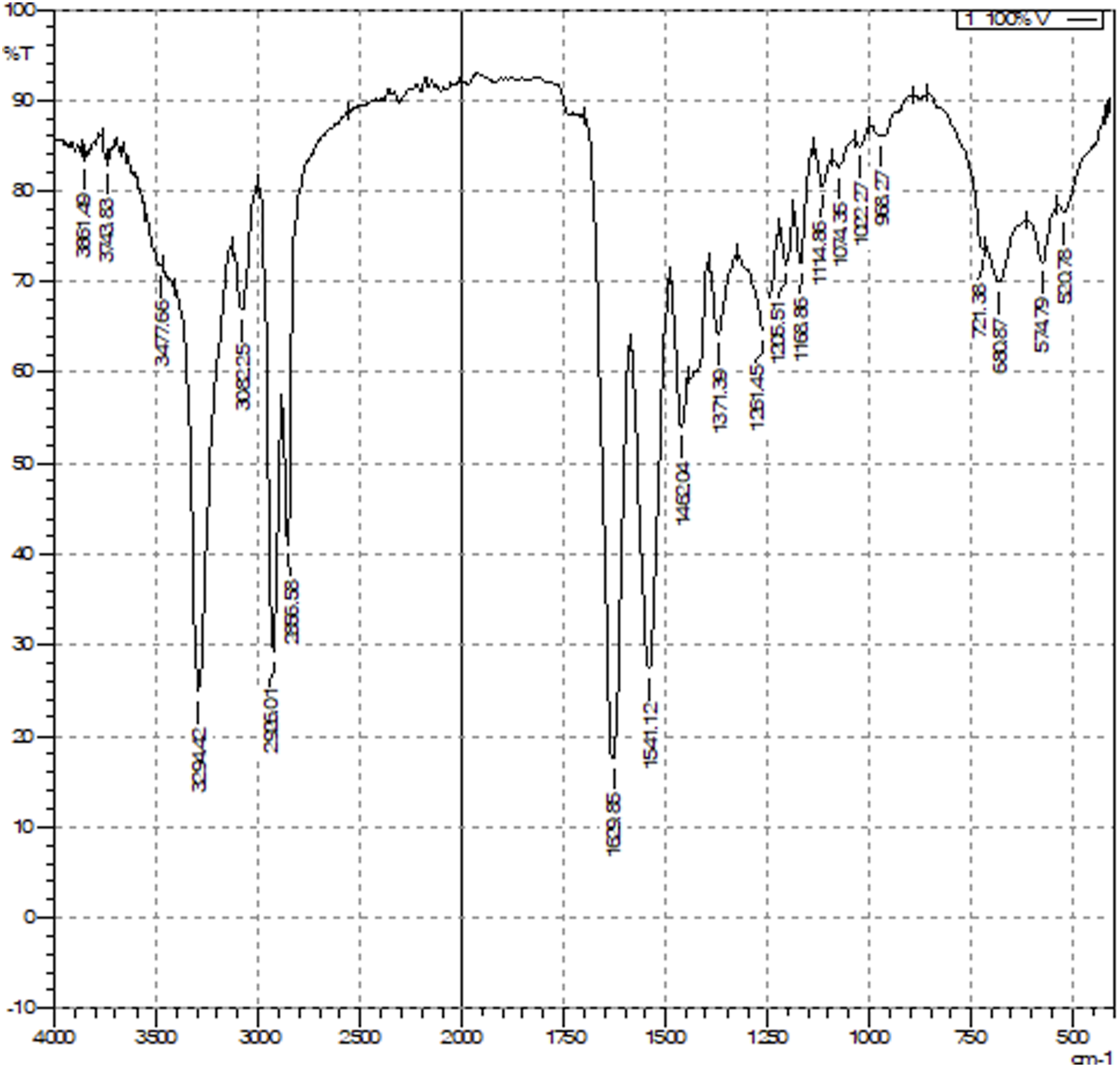
The broad absorption bands noted at 3477 cm−1 and 3294 cm−1 were linked to the stretching vibration of N–H groups. The intense band of 3294 cm−1 which is assigned for hydrogen bonded N–H stretching and extensive intermolecular hydrogen bonding between amide groups represents the characteristic feature of Nylon 6. A significant number of these hydrogen bonds are able to make to the crystallinity and mechanical resistivity of such polymer.
The peaks at 2936 cm−1 and 2866 cm−1 are attributed to asymmetric and symmetric stretching vibrations of methylene (–CH2–) groups in the polymer backbone. The presence of those peaks validates the aliphatic nature of Nylon 6 chain.
The characteristic absorption bands of Nylon 6, along with the others representing amine-functionalized carbon nanotubes, are seen in the FTIR spectrum of the NH2-MWCNT/Nylon 6 nanocomposite (Figure 18). The functionalization of the nanotubes and their addition into the polymer matrix is evidenced by the appearance of a broad N H stretching band at 3298 cm−1 and carbonyl absorption bands at 1792 and 1740 cm−1. In addition to this, the subtle shifts in both amide I (1637 cm−1) and amide II (1553 cm−1) bands suggest that there are considerable intermolecular interactions occurring between the free amines on the nanotube surface and both carbonyls of Nylon 6.
35
These interaction can enhance dispersion, interfacial adhesion and stress transfer, leading to the improved mechanical performance of NH2-MWCNT/Nylon 6nanocomposites. FTIR spectrum of Nylon 6 with Amine MWCNT.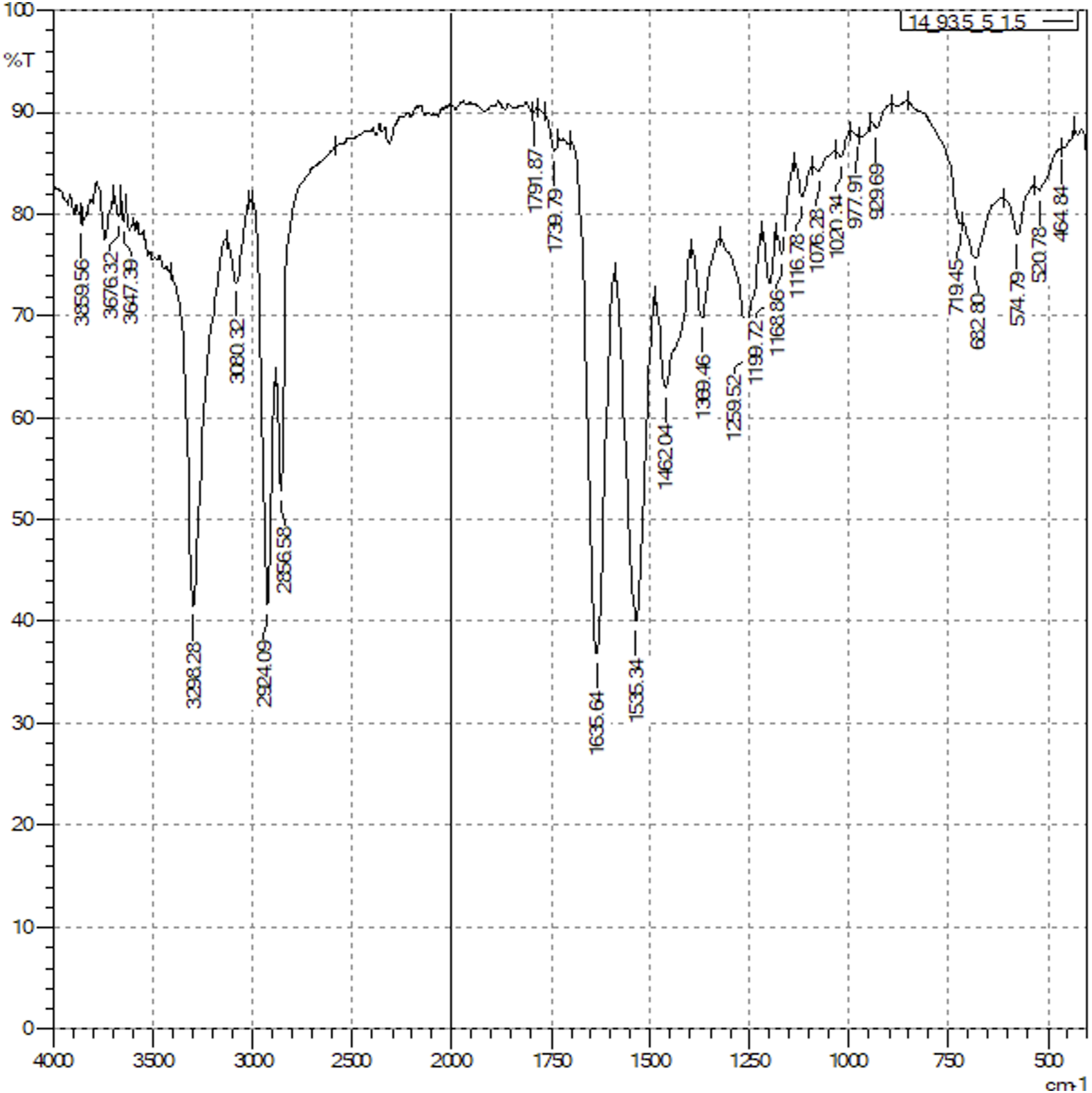
Conclusion
The present study examines the effects of pristine MWCNTs and amine-functionalized (Amine-MWCNT) on mechanical properties of Nylon 6/15% RP and Nylon 6/20% RP composites. The results showed that both of the nanofillers represented a notae improvement in the tensile and flexural properties of the composites compared to the unfilled resin, increasing with rise in filler loading from 0.5 to 2 wt.% filler loading, amine-functionalized MWCNTs consistently showing better reinforcement in comparison to pristine MWCNT. The enhancement is primarily due to better interfacial adhesion, stronger hydrogen-bonding interactions and more effective load shift between the nanotubes and the Nylon 6 matrix.
Furthermore, the maximum values of flexural strength and flexural modulus occurred at 2 wt. % loading. Amine-functionalized MWCNTs perform better because their reactivity improves interaction between the reinforcement and the polyamide matrix, leading to more effective dispersion of filler in polymeric matrices and more efficient filler-matrix interactions. Conversely, elongation at break reduced continuously with increase in filler content due to enhanced matrix stiffness and constrained mobility of the polymer chains which was linked to a reinforcing effect of nanotubes. Only a slight reduction was observed at higher filler loading on impact strength, suggesting that incorporation of the nanofiller resulted in increased stiffness and strength without drastically reducing toughness. The hardness values showed a slight increment with increasing filler contents which also attests the reinforcing effect of both MWCNTs and amine-functionalized MWCNTs.
As the % of recycled material increases, properties of composites start declining. In our study we found that performance of 20% RP material containing composite is lower in comparison to 15% RP material composite. Nano fillers because of their superior performance, arrest the decline in the properties of composite.
The enhanced nanotube dispersion, interfacial bonding, stress transfer to the nanofillers and nucleating effects allow these coupled nanofillers to offset loss in molecular weight due to degradation and fully restore or even exceed modified mechanical properties associated with the polymer system. These results suggest that. Functionalized carbon nanotubes hold promise as a useful approach for the development of high-performance and sustainable Nylon 6 composites with recycled or reprocessed material. 9
Overall, it can be stated that nanofiller loadings in the range of 1.5–2 wt. % offered the optimal combination of mechanical properties. The superior performance of amine-functionalized MWCNTs as compared to pristine MWCNTs further confirm the significance of surface functionalization on improving nanotube dispersion and interfacial bonding in Nylon 6 matrix. This result of the analysis is due to the more efficient dispersion of the fillers. 37 These results highlight that amine-functionalized MWCNTs are an efficient reinforcement for virgin and recycled Nylon 6 systems, providing a pathway to sustainable high-performance engineering thermoplastic composites.
Supplemental material
Supplemental material - Effect of pristine and amine-functionalized MWCNTs on the mechanical properties of Nylon 6 nanocomposites containing reprocessed material
Supplemental material for Effect of pristine and amine-functionalized MWCNTs on the mechanical properties of Nylon 6 nanocomposites containing reprocessed material by Mujahid Abdul Hameed Ansari, Rai Sujit N. Sahai in Journal of Thermoplastic Composite Materials
Footnotes
Declaration of conflicting interests
The authors state no conflicts of interest concerning the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.