
Abstract
Borosilicate glasses, known for their thermal resistance, chemical inertness, and mechanical strength, play a crucial role in technical applications as well as in the pharmaceutical industry. Despite their widespread use and versatility, most borosilicate glass wastes (BSGW) end up in landfills or are incinerated, rendering this valuable resource useless. This review provides an overview of recycling strategies for borosilicate glasses, with emphasis on technological approaches and potential applications spanning building and construction, insulation and filtering, functional materials, and materials for radiation shielding or nuclear waste immobilization, as well as opportunities for material recovery within the ceramics and glass industry or a source of boron or other critical raw materials. The economic viability and life cycle assessment (LCA) of GW recycling are addressed, considering energy consumption, scalability, and output quality across various technologies versus virgin material production. Furthermore, the review considers policies, such as the European Union's goal of fully recyclable packaging by 2030, and discusses limitations and challenges, such as the need to sterilize pharmaceutical GW and contamination risks of borosilicate GW streams with soda lime glass, as well as commercialization barriers and incentive schemes to promote BSGW recycling. New perspectives based on laser processing of borosilicate GW are also shown and aimed to open pathways toward full recyclability of these materials. This approach contributes not only to improved environmental sustainability but also promotes the use of BSGW in advanced technological applications. Finally, research priorities and underexplored areas are discussed to inspire and guide future investigations.
Keywords
Introduction
Glass is one of the most widely used materials globally. Its low cost, diverse processing methods, and versatility make glass a key material in our everyday lives. The United Nations recognized the importance of glass during the International Year of Glass in 2022. 1 It is worth noticing that among all UN-designated International Years, glass is the only material to have received this attention, in recognition of its scientific, industrial, and cultural importance. 2
Glass is infinitely recyclable and does not degrade, thus making glass recycling an outstanding opportunity for a carbon-neutral future. 3 However, for many countries, it unfortunately ends up in landfills. As an example, in the US, in 2018, there were nearly 7 million tons of glass sent to landfills, which accounted for more than 5% of the US municipal waste. Glass making now creates about 86 million tons of CO2 every year, largely from heating raw materials up to 1500°C in a furnace that typically runs on natural gas. Glass cullets are used to make new bottles and jars, which are 100% recyclable and also saves on emissions, as a ton of cullet only requires one-third the energy to make a ton of glass, and additionally does not emit directly CO2 because the raw materials have been decarbonized during the first melting. It has been estimated that even a 10% increase in cullet content reduces CO2 by 5%. Europe is the reference model for leading and driving glass recycling, reaching 80.8% in 2023; however, legislation and infrastructure are required worldwide to end landfilling and increase glass recycling. Despite the infinite lives of glass, current glass recycling technology allows processing only a small fraction of the total glass waste (GW), mostly composed of soda-lime glass (SLG), which is made of SiO2-Na2O-CaO and is commonly used to produce bottles, jars, and flat glass. The current recycling system excludes many types of glass that are extensively used and have high technical potential, which today end up in landfills, borosilicate glasses (BSG) being an especially relevant example.
BSG are among the most important glass types used in both technical and everyday applications such as: pharmaceutical & cosmetic packaging, laboratory glassware, glass microspheres, glass tubing, lighting applications, wind turbine blades, solar concentrators, ovenware & tableware (Pyrex®), nuclear waste storage, sealing and soldering, printed circuit boards (PCBs), aerospace, display screens, etc.4,5 The composition of BSG is based on SiO2-B2O3-Na2O-Al2O3 with a SiO2 content (mol%) of around 70–85% and a B2O3 content of 7–15% depending on the application. In some cases, such as display screens and PCBs, the glass composition contains a high Al2O3 content, and these glasses are classified as alumino-borosilicate glasses (ABSG).
Despite its huge market and importance, BSG is rarely recycled due to its high melting point (> 1650°C), which makes it incompatible with standard recycling systems, centered on SLG with a melting temperature around 1450–1500°C. If BSG is mistakenly mixed with regular SLG, it can contaminate recycling streams and cause product defects, causing additional GW. Moreover, BSG is used in technical applications, where specific properties, such as low coefficient of thermal expansion (CTE) or high thermal, chemical, and mechanical resistance, are achieved through precise control of the composition. Mixing BSG with even slightly different formulations can result in a final composition that is unsuitable for producing similar technical glass with the specific properties. While specialized recycling facilities exist, such as Dlubak Glass, Conigliaro Industries or Trash Butler, to name a few, they are limited in number and not widely accessible. Furthermore, their efforts are primarily focused on specific BSG products like Pyrex® and laboratory glassware, leaving a significant portion of other types, such as pharmaceutical glass (PG), largely unrecycled. Indeed, the regulatory base for PG strongly inhibits, at least in Europe, its recycling. As a result, most of the BSG used in the pharma industry is incinerated or ends up in landfills, where it remains indefinitely, because glass, which is fully inorganic and chemically stable, is not biodegradable. Apart from the huge GW production, there is also a hazard concern, for example, Sapkota reported on health and environmental hazards due to PG landfilled in Malaysia, 6 while pharmaceutical and personal care products were detected at concerning levels in landfill leachate across China. 7
The importance of glass in the pharmaceutical industry is beyond question, and recently Guadagnino et al. described how glass is the best option for pharmaceutical packaging. 8 Just to give an idea of the huge market and potential of pharmaceutical glass waste (PGW), ∼30 billion vials are discarded annually worldwide (accounting for approximately 351,000 tons of waste). The COVID-19 pandemic demonstrated the effectiveness of the glass industry in providing billions of vials in a short time. On the other side, there is a huge number of vials and BSG waste (BSGW) that is produced continuously and that is destined to landfills or incineration. Therefore, there is an urgent need to explore new opportunities for the utilization of BSGW, including but not limited to PGW. Some authors recently reviewed sustainable strategies for recycling high-quality GW, especially chemically strengthened glass used in smartphones, suggesting the use of advanced sorting and characterization technologies based on AI and machine-to-machine communication. 9 BSG was pointed out as an extremely important material for its low CTE, high chemical resistance, and optical clarity. However, a crucial challenge for recycling technical or high-quality glass is the lack of a proper logistics system for managing the end-of-life of technical or specialty glasses. Indeed, the so-called closed-loop recycling, which keeps the material within the same application or product type, is currently applied only to bottles and jars (SLG); however, few examples are also found for BSG, such as the recent agreement between Schott and Sanofi to recycle unused medicine vials. 10 Although the European Union is moving towards fully recyclable packaging waste, including glass, by 2030, which should also favor the collection of BSG, the open-loop recycling, which involves reusing the material in a different application, seems the most feasible alternative for BSG or technical glasses, at least in the near term.
Challenging and novel research projects have been proposed to address glass recycling and convert this valuable waste into high-added-value products. For example, the authors are participating in the EVERGLASS project funded by the EU (https://www.everglassproject.eu), 11 and aimed to enable the integral recycling of all types of glass, including BSG and other technically valuable glass types that are currently not processed and often end up in landfills. By using high-temperature GMORPH-glass laser morphing technique, the project seeks to convert GW directly into tailored products in a single step, reducing energy consumption, eliminating molds, and enabling recycling in diverse locations. The system will allow flexible production of customized glass products for domestic, commercial, or industrial use, extending glass recycling and converting GW into new functional materials. Moreover, this approach promotes a circular, low-carbon economy for all GW types, including BSG.
An initial review of the applications and emerging possibilities for BSGW is carried out, highlighting its potential as a valuable resource for technological applications and as a raw material for the ceramics and glass industry, as well as for raw materials recovery. Over 100 papers are considered, grouped, when possible, in: Processing and Characterization, Building and Structural Composites, Insulation and Porous Materials, Functional Materials, Nuclear and Radiation Shielding Applications, and Resource Recovery. Finally, we briefly show some results of the GMORPH-glass laser morphing and its potential for glass recycling.
Before delving into this review, we briefly summarize in the next section important aspects of BSG, such as compositions, thermal, mechanical, and chemical properties of selected BSG glasses.
Composition, structure, and properties of borosilicate glasses
By the end of the nineteenth century, only SLG and lead glasses were widely used, but the panorama suddenly changed when Otto Schott developed BSG by adding B2O3 to a primarily SiO2-based mixture, creating the BSG glass as we know today. As previously mentioned, commercial BSG is primarily composed of SiO2-B2O3-Na2O-Al2O3. Table 1 presents the chemical compositions of Duran®, glass labware, and PG together with the composition of window glass, a common SLG. Duran® shows the highest SiO2 content (∼82 wt%), while the PG contains the lowest SiO2 (∼73 wt%) and B2O3 (∼11 wt%) levels, and the highest Na2O and Al2O3 concentrations, suggesting improved thermal processability. The presence of BaO and traces of As2O3 in PG may further enhance thermal stability and refining. On the other hand, the SLG presents much higher Na2O (∼ 13 wt%) and CaO (∼ 9 wt%), and a SiO2 content of around 73 wt%. It is important to note that BSG compositions shown in Table 1 are typical of commercial products, but in the scientific literature, the term “borosilicate” is often used more broadly to refer to glasses containing SiO2 and B2O3, even with significantly different SiO2 and B2O3 contents. In the following paragraphs, the properties of the BSG are those of commercial products.
Chemical composition of three relevant BSG (Duran®, labware, and pharmaceutical) and a common SLG (window glass) for comparison.
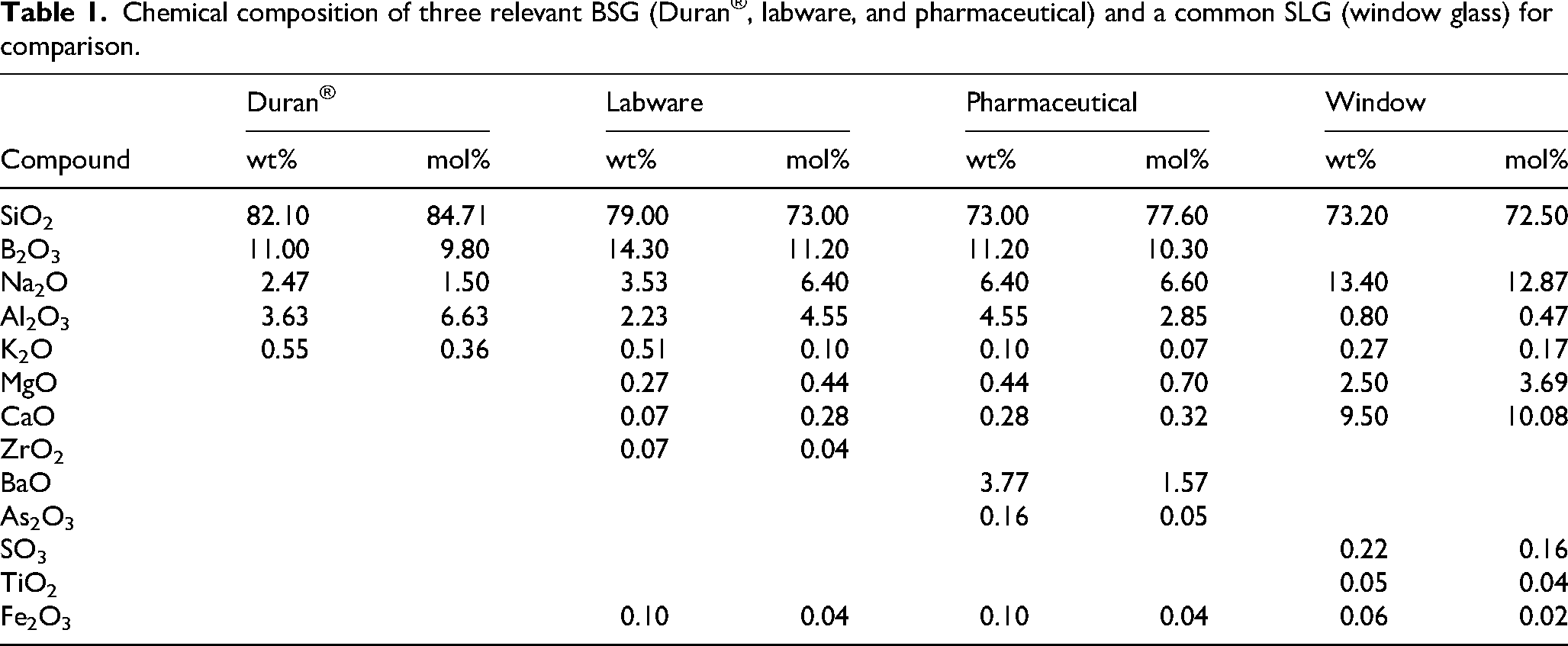
Table 2 summarizes relevant parameters such as the CTE, the melting temperature, and the temperature at fixed viscosity values, specifically, the Littleton softening point (log η = 7.6 dPa.s) and the working point (log η = 4 dPa.s).
Typical melting temperature, coefficient of thermal expansion (CTE), and temperature at fixed viscosity values for some common glasses.

Figure 1 presents a sketch of the structural differences between SLG and BSG. In both glasses, the network is primarily formed by oxides such as silicon dioxide (SiO2) and boron oxide (B2O3), which serve as network formers, the latter being present only in BSG. 12 In conventional BSG, these formers make up a substantial portion of the composition, approximately 88–95 mol%, resulting in a highly interconnected network. In contrast, network modifiers like Na2O and CaO disrupt the glass network by breaking bonds, thereby lowering the melting and processing temperatures of SLG compared to BSG.
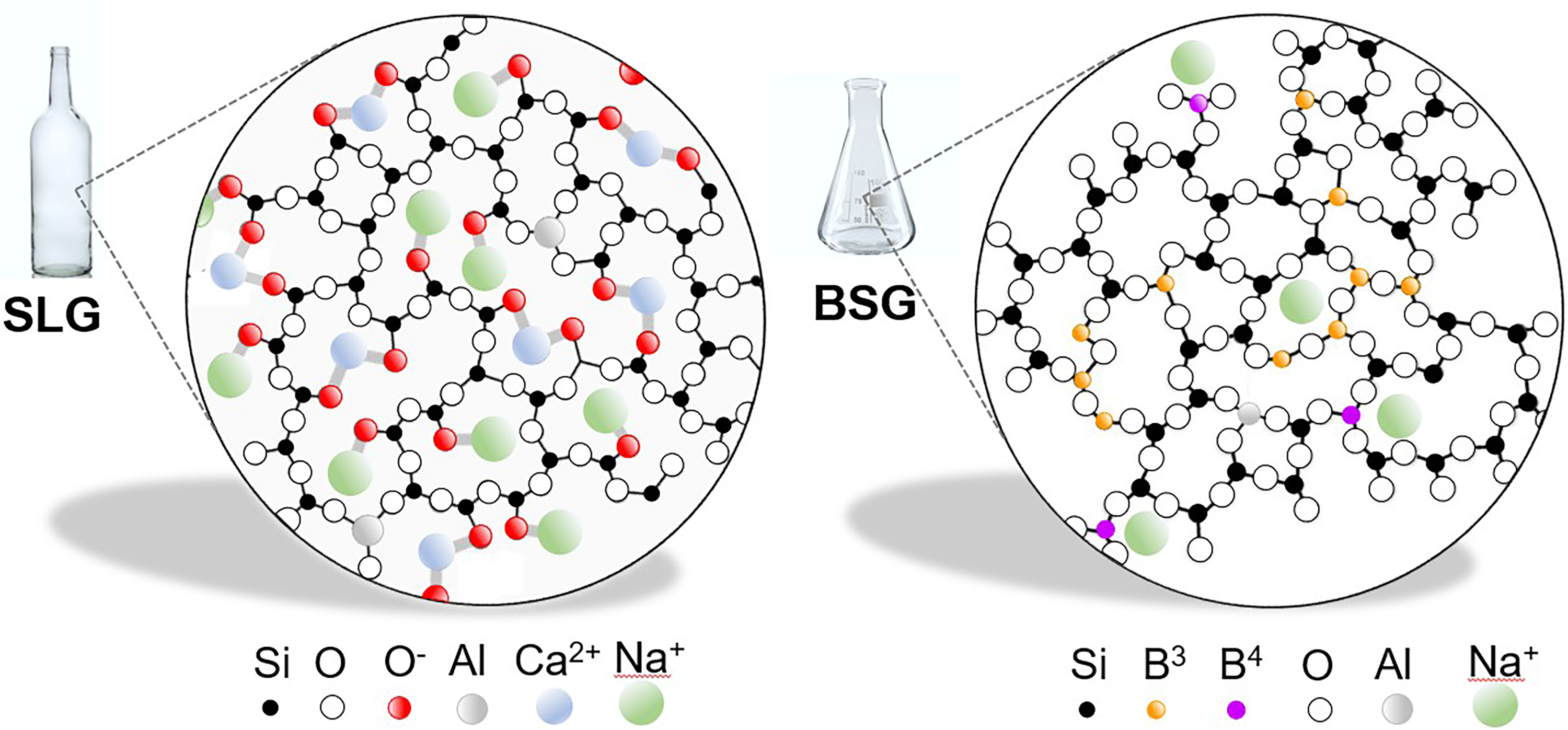
Schematic representation of the structure of SLG (left) and BSG (right).
The atomic structure of SLG is characterized by Q3 units (Qn with n = 0–4, indicating the number of bridging oxygens), where each silicon atom bonds with three bridging and one non-bridging oxygen (NBO) atom. These NBOs, which carry a negative charge, are stabilized by network modifier ions such as Na+ and Ca2+. This structure results in moderate network connectivity and a high proportion of ionic bonding. Due to its dense atomic packing, SLG exhibits a high elastic modulus (Young's modulus ∼ 70 GPa) and structural rigidity.
In contrast, BGS shows a highly interconnected network dominated by Q4 units, with contributions from tetrahedral BO4− and AlO4− groups. While about 23% of boron is found as BO4− units, the majority (around 77%) is in the form of planar BO3 groups, forming clusters within a silica-rich matrix. The glass contains very few NBOs (under 2%), and its bonding is mostly covalent. This leads to lower packing density, greater free volume, and a more flexible structure with a lower elastic modulus (Young's modulus ∼ 64 GPa). 13
The significant compositional differences between BSG and SLG are reflected in their viscosity curves, as shown in Figure 2. As observed, the viscosity of SLG is approximately 104 and 102 dPa·s at 1000 °C and 1400 °C, respectively, while for BSG, the viscosity at the same temperatures is about 105.6 and 103.6 dPa·s. The presence of high amounts of glass modifiers and stabilizers strongly reduces the viscosity of SLG compared to BSG. This makes the processing of BSG incompatible with the standard facilities for SLG melting due to the high temperature mismatch. Another interesting difference is also in the shape of the viscosity curves, as indicated in the inset of Figure 2 in the so-called Angell plot. 14 The straight-line behavior of the viscosity as a function of the reduced temperature (Tg/T) for the BSG reflects its strong behavior (in terms of glass-forming liquid), whereas the pronounced curvature observed for the SLG indicates that it is a more fragile glass-forming liquid.
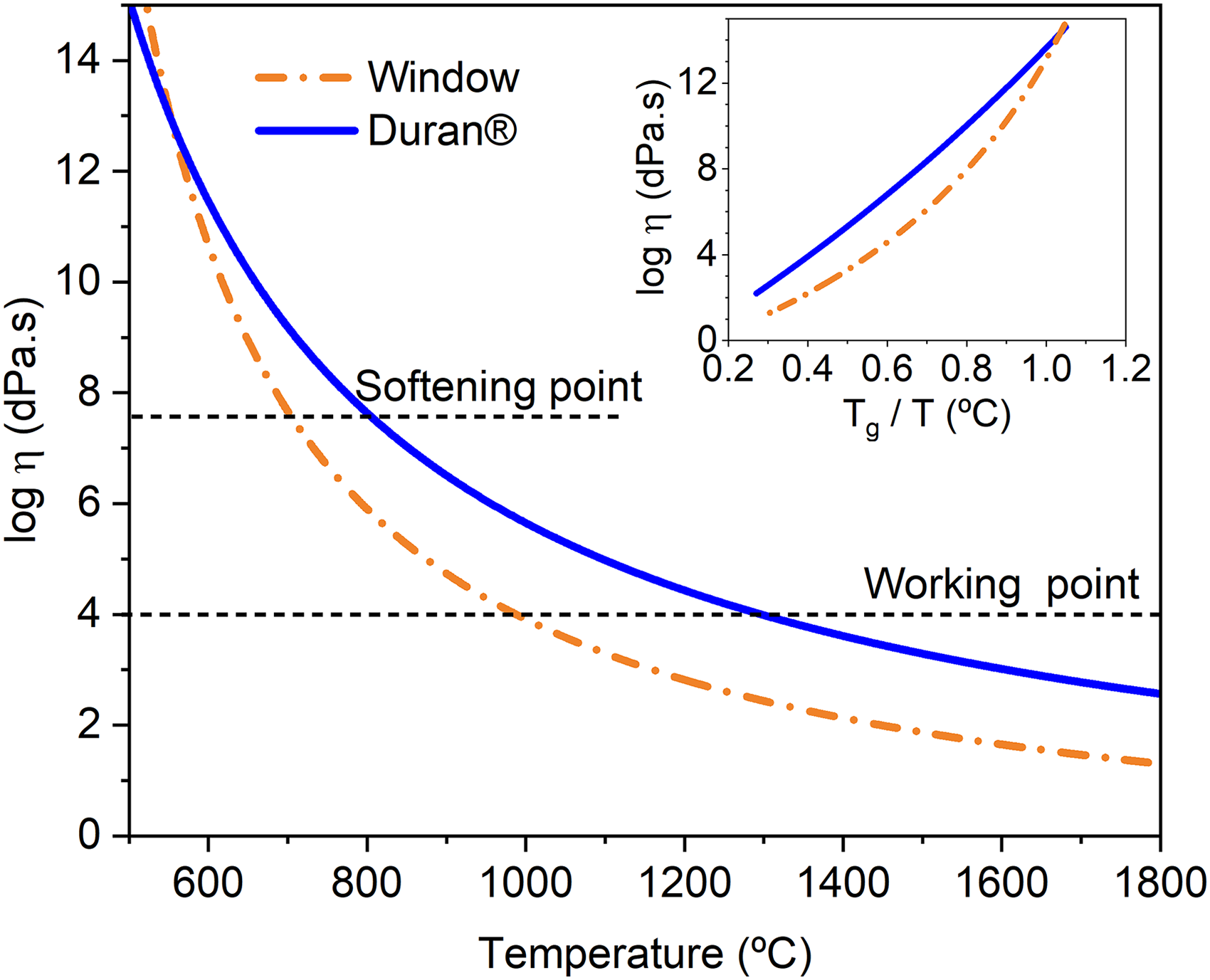
Viscosity curve of a common BSG (Duran®) and SLG (Window) glass. The softening and working point correspond to log η (dPa.s) = 7.6 and 4, respectively. The inset shows the Angell plot of the viscosity vs the reduced temperature Tg/T. BSG has higher viscosity, requiring higher processing temperatures, which prevents co-recycling with SLG. Alternative recycling methods are therefore needed for BSG.
Another crucial difference lies in the CTE, which is 3.3 × 10−6 °C−1 for BSG and 9.5 × 10−6 °C−1 for SLG, as shown in Figure 3. The low CTE of BSG confers excellent thermal shock resistance and minimal thermal expansion, making it suitable for applications such as ovenware (Pyrex® glass) and laboratory glassware. In contrast, SLG exhibits a CTE nearly three times higher, making it unsuitable for thermal shock applications, with a corresponding thermal shock resistance of less than 120°C, while it is higher than 220°C for the BSG.
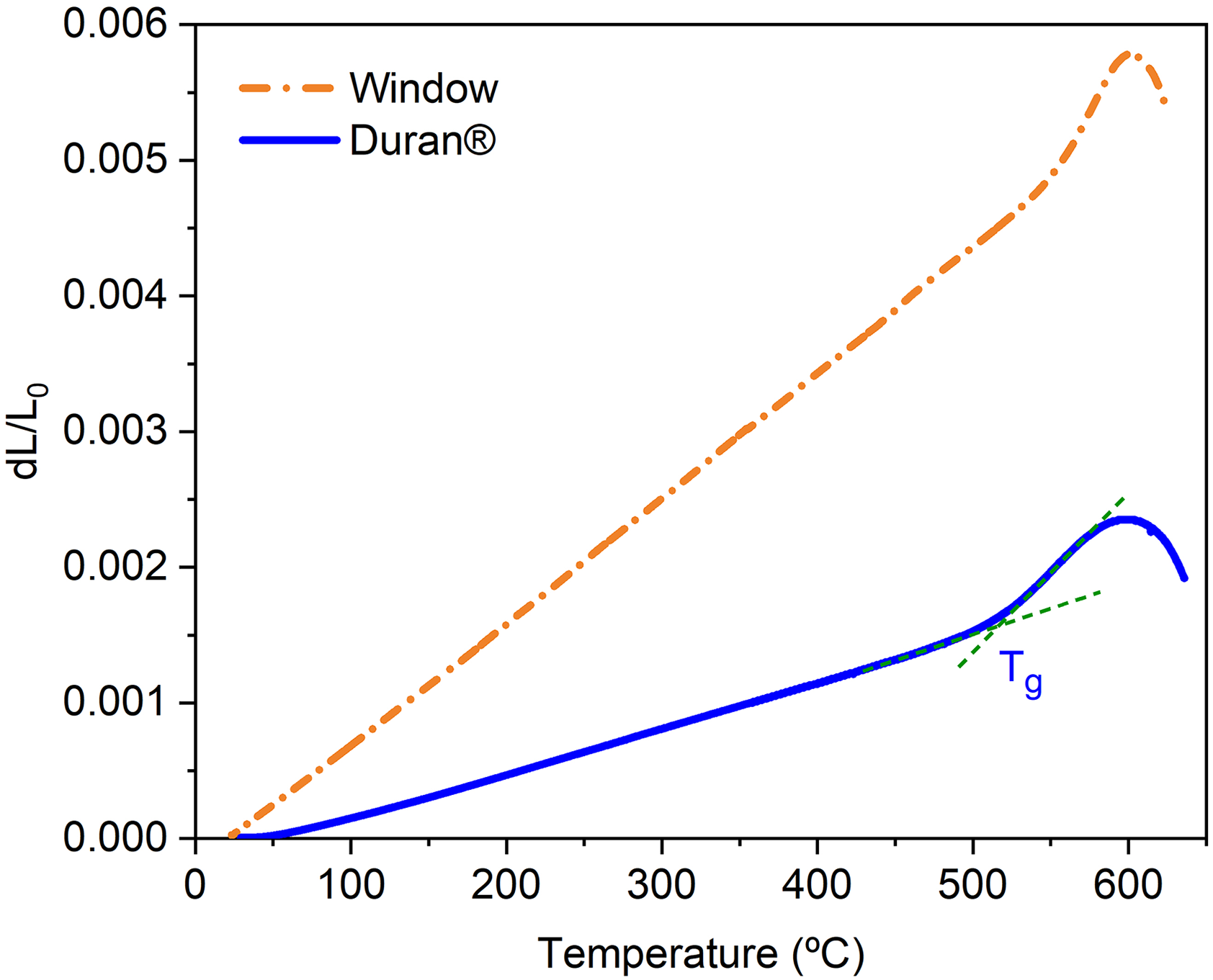
Dilatometric curves for Duran® and window glasses.
Studies on the chemical durability of SLG and BSG show that BSG has a much greater resiliency to degradation, see Figure 4. The increased stability of BSG glass was evident under mildly acidic (pH = 6) and basic conditions (pH = 10). Testing demonstrated that SLG degraded at a rate roughly 10 times higher than BSG. The superior performance of BSG makes it the preferred choice for pharmaceutical and laboratory glassware applications.
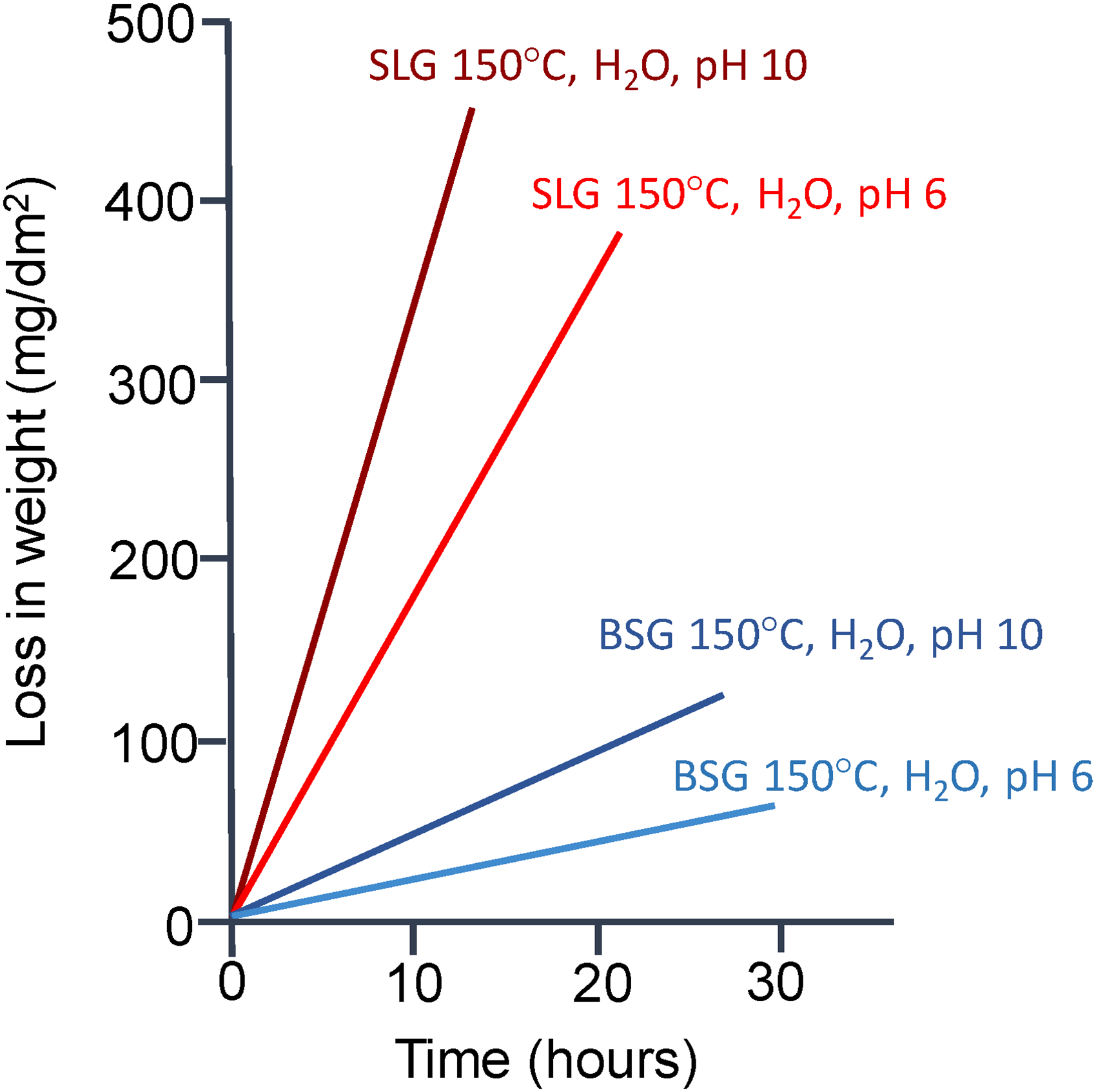
Chemical resistance of SLG and BSG at 150°C under pH = 6 and pH = 10. 15
Some of these special properties of BSG are closely related to their microstructure, especially to phase separation. Phase separation or immiscibility in BSG means the glass separates into two phases, most often a silica-rich phase and a borate/alkali-rich phase. To visualize how these compositions relate to phase separation, the system can be represented in a ternary diagram that maps the SiO2-B2O3-Na2O compositional space and highlights the immiscibility region. Figure 5 shows this schematic ternary phase diagram, with SiO2, B2O3, and Na2O as the three main components. Although BSGs are typically composed of more constituents, similar compounds such as alkalis or alkaline earths can be summed up and considered under a Na2O content. A similar procedure can be done with B2O3 and Al2O3. In this way, different compositions of BSG can be represented in the ternary phase diagram. Practically all commercial BSG falls in the immiscible region, corresponding to relatively high SiO2 and B2O3 contents and low alkali content (≲ 15 mol%). Depending on the composition and thermal history, two main phase separations are observed: a droplet-in-matrix morphology (also called nucleation and growth phase separation) and an interconnected morphology (also called spinodal decomposition), as also shown in Figure 5. The former typically occurs in the metastable region of the phase diagram (close to the edge of the immiscibility region), while the latter occurs in the unstable region (near the center of the immiscibility region). 16
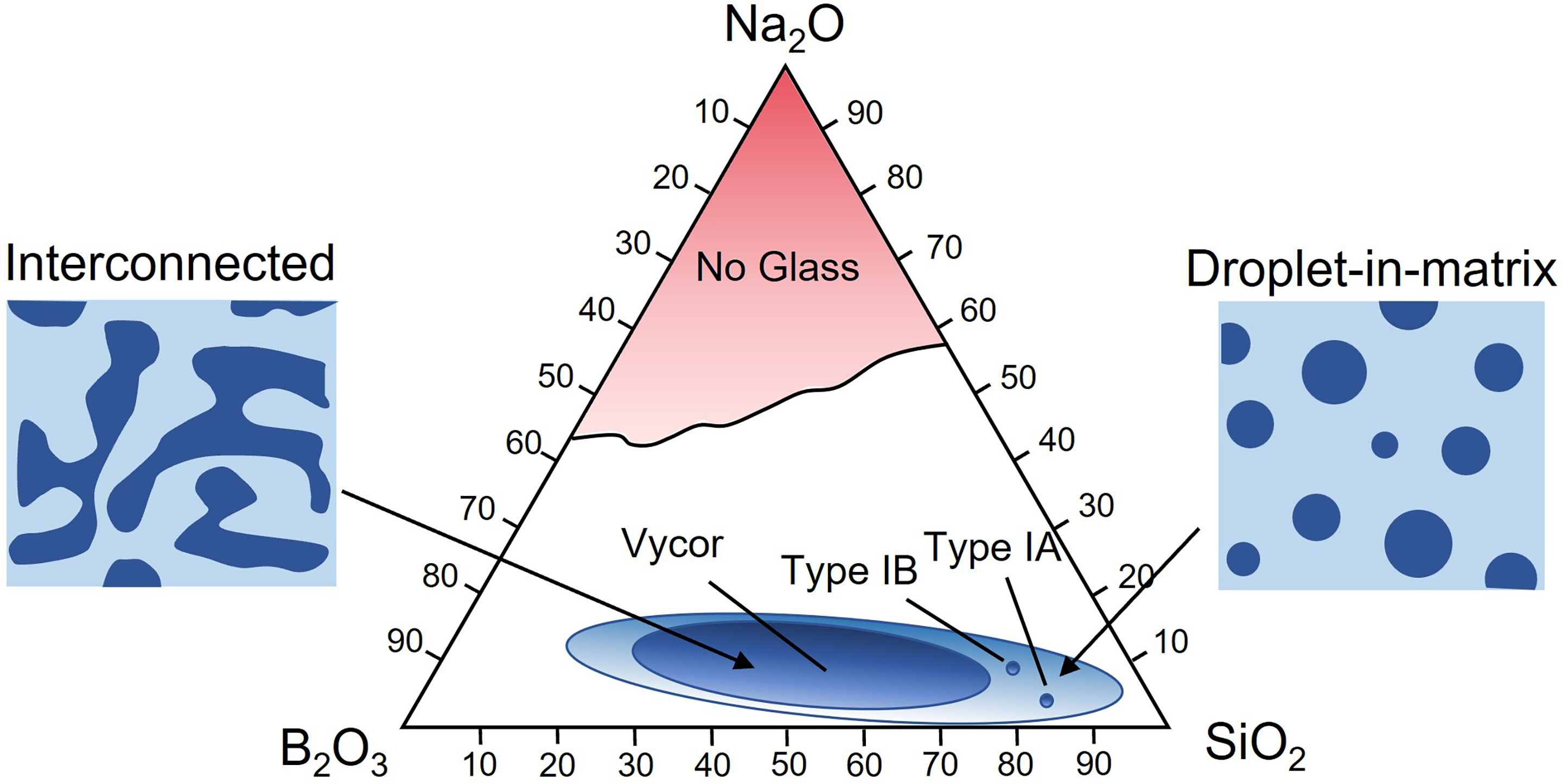
Schematic ternary phase diagram of commercial BSG. The light blue region represents the immiscibility region, where different phase separation morphologies can form, while the dark blue region corresponds to the glass-forming region suitable for producing Vycor®-type glasses. Adapted with permission from. 17 Phase diagrams guide BSG recycling by showing immiscible compositions, allowing controlled phase separation and acid leaching to produce tailored porous materials with specific properties, enabling upcycling instead of landfilling.
In a droplet-in-matrix morphology, spherical droplets of the borate-rich phase are present in a matrix of silica-rich phase, while in the interconnected morphology, two continuous phases are mixed and form an interpenetrating network. In both cases, a specific heat treatment is necessary to promote or enhance the phase separation, and the presence of phase separation is closely related to the special properties of BSG. In droplet-in-matrix morphologies, the continuous silica-rich phase dominates the bulk properties, having a low CTE and high thermal shock resistance, required for laboratory glassware, ovenware, and Pyrex®-like glasses. For example, Pyrex® glass shows a droplet-in-matrix nano-phase separation with a size around 2–5 nm, 18 where the borate/alkali-rich phase reduces the melting temperature while the dominant SiO2-rich phase confers a low CTE. At the same time, the more chemically vulnerable borate-rich phase is “screened” by the more chemically durable SiO2-phase, making these glasses chemically resistant and suitable for the pharmaceutical industry. In Figure 5, we also represented the approximate composition of a typical type IA BSG (such as Duran®, Borofloat 3.3, and similar glasses with a typical CTE of 3.3 × 10−6°C−1) and type IB (such as PG, which have lower SiO2 and higher alkali contents and a higher CTE around 5.0 × 10−6°C−1). The main dark blue region, corresponding to BSG glasses with much higher B2O3 content, marks the approximate composition range where interconnected morphologies can form, crucial for applications in porous glasses. This region is characteristic of glasses used in the preparation of porous materials, such as Vycor®, the final product being a high SiO2-rich (∼96%) porous glass obtained by leaching the borate/alkali-rich phase.19,20 This demonstrates that by a proper control of composition and processing, BSGs can acquire extraordinary properties, making them essential materials for technological applications.
Processing, properties, and applications of borosilicate glass waste
Processing and characterization
The first section of this review deals with the processing and characterization of glasses and glass-ceramics (GCs) using BSGW as a fundamental component. In these works, the main focus was on the processing and characterization of industrially relevant wastes mixed with BSG, many involving sintering processes of glass powders, more than focusing on specific applications. A brief mention is also made of other relevant processing methods, such as fiber drawing, additive manufacturing, and laser processing.
Bernardo et al. reported on a new method to produce high-strength, dense GCs from municipal solid waste incinerator fly ash using BSG to promote the sintering behavior and improve the mechanical properties. 21 Municipal solid wastes (MSW) were processed into glass through plasma melting and then mixed with recycled BSG or SLG with the addition of kaolin clay. The technique promotes viscous flow, feldspar crystallization, and achieves mechanical strength greater than 100 MPa and good chemical stability. Optimized mixtures showed performance comparable to that of traditional ceramics, without the need to pre-control composition in vitrification. The use of Valoxy, an alumina-rich industrial waste material, mixed with BSG powder to produce GCs was studied by Chinnam et al. 22 The mixtures were prepared from 10, 20, and 30 wt% of Valoxy in two forms: as-received and calcined for 30 min at 950°C. The composites were then sintered at 850°C and 950°C for 30 min, promoting different microstructures. The best performance was obtained with 10 wt% calcined Valoxy sintered at 850°C, having a density of 2.2 g/cm3, with less than 1 wt% water absorption. XRD results showed the presence of cristobalite in most samples, and improved mechanical strength and thermal shock resistance were obtained when adding the BSG to Valoxy. Other authors prepared frit-derived GCs mixing PGW (23 wt%), SLG (10–12 wt%), and ash residues (65–67 wt%) by mixing and melting the materials at 1400°C. 23 The frit glass was then crystallized at 1000°C for 30 min to obtain the GCs. Although the addition of glasses slightly reduced the degree of crystallization, the mechanical properties remained strong due to the fine distribution of crystals. Most importantly, the leaching of heavy metals was significantly reduced, bringing the material within the limits required for classification as chemically inert. This study demonstrates how BSG can effectively stabilize hazardous components after vitrification. Rafea et al. developed borosilicate GCs from Pyrex® waste and kaolin by sintering between 750 and 900 °C. 24 The as-made GCs presented low CTE (∼4.8 × 10−6 °C−1) and chemically durable materials. Water absorption tests showed lower porosity with higher sintering temperatures. Low-cost GCs processed at around 950°C using molten mining tailings, PGW, LCD glass, and alumina platelets were reported by Cetin. 25 The addition of recycled glass and alumina improves density and mechanical strength while reducing the water absorption. Therefore, the study highlights that GW recycling is a sustainable strategy for building materials with properties comparable to porcelain stoneware.
A different approach to recycle BSGW was used by Yildirim et al. to produce fibers with a thickness in the range 20–50 µm, depending on the drawing temperature (1100–1300°C) and winding speed (50–300 rpm). 26 Higher drawing temperatures and lower winding speeds yield thicker and more durable fibers with improved chemical resistance in NaOH solution due to reduced B2O3 and Na2O content and a relative increase of Al2O3. Naknawa et al. applied energy ball milling to reduce the particle size of BSGW from labware into powder. 27 Optimum milling conditions (500 rpm, 30 min, 5 mm ball size) yielded the smallest particle size (1.33 μm). The as-made BSG particles were then applied to light scattering analysis, obtaining an increased luminance at lower particle sizes. Indeed, smaller particles enhance Mie scattering, improving luminance and diffuse transmittance in devices such as LED panels and display technologies, making the powder suitable for applications in optics, such as light guide plates, and for producing high-performance optical components.
Alternative and innovative processing methods can also be applied to BSGW, especially 3D printing, using different additive manufacturing techniques. 28 Although the following works do not directly concern BSGW, they could be applied to them, provided specific technological barriers are overcome. For example, the Fused Deposition Modeling (FDM) has shown promise for BSG fabrication. FDM involves extruding, layer by layer, molten glass through a heated nozzle, in order to build up a 3D structure. This method requires precise temperature control to maintain the viscosity of the glass and avoid deformation or nozzle blockage. An example of the successful application of this method is provided by Micron3DP, a startup specialized in high-resolution 3D printing of molten glass, including BSG, which collaborated with Schott to use Duran® glass as a feeding material. Moreover, a 3D-printed SLG microfluidic system for chemical analysis was reported in collaboration with researchers from Finland. Figure 6 shows this microfluidic device, demonstrating that customized components can be fabricated within tens of minutes. 29 Among the challenges of the FDM technology towards GW recycling, it is found the requirement of filament preparation, composition limitation to fiberizable glasses, and filament-limited spatial and composition resolution.30,31

Microfluidic system for chemical analysis made from FDM using an SLG. The details of the printed system are also shown. Reproduced with permission from. 29
Other methods involve the use of sludge-based additive manufacturing, accompanied by a subsequent heat treatment step at relatively low temperatures. Among these methods, we can mention direct ink writing (DIW), digital light processing (DLP), or stereolithography (SLA). As an example, Okpowe et al. reported on additive manufacturing of BSG by SLA, mixing Corning 7070 BSG with acrylate-based resin and adding Ce as dopant. 32 Then, a multi-step thermal treatment (180°C, 360°C, 575°C) was applied to remove organics, followed by further densification at 700°C under vacuum to eliminate porosity and stabilize the structure, thus obtaining transparent Ce-doped BSG.
To conclude this first section, it is worth mentioning the use of laser technology in glass processing. It should be noted that, although SLA also relies on laser irradiation to cure the resin, its role is fundamentally different from that in selective laser sintering/melting (SLS/SLM), where the laser directly sinters or melts dry glass powders to form solid structures. Klocke et al. applied SLS to process BSG of Borofloat 3.3 (Duran®-like glass) with a particle size around 30 μm. They analyzed the effects of laser power, layer thickness, and scanning speed on sample quality and concluding that excessive laser power caused cracks, while large layer thickness increased surface roughness, and higher scanning speed reduced density. 33 Post-treatment at 600–800 °C led to significant shrinkage and densification. The SLS technology application to GW recycling presents important challenges, such as narrow range of GW size and composition, the occurrence of powder bead secondary reactions at high temperature and the limited material efficiency.34,35 A different application of lasers was described by Sleiman et al., which demonstrated welding of the BSG flat substrates using CO2 laser radiation (10.6 µm), addressing both angle and butt joints. 36 Blind welds were performed by the researchers to optimize process parameters such as laser power and rod feed rate. They concluded that the contact angle decreases with higher laser power by increasing the temperature and decreasing the viscosity of the glass. Controlled preheating was used while welding to reduce thermal stresses, which were further minimized using annealing. Mechanical testing revealed that butt joints achieved up to 75% of the original glass flexural strength, while angle joints reached approximately 42%. The research demonstrated the feasibility of laser welding complex BSG components with greater efficiency and precision, thereby offering potential applications in the chemical, medical industries and additive manufacturing of glass structures. Less promising results were obtained for laser transmission welding of TC4 titanium alloy with BSG. 37 This study examines how the thickness of the oxide film formed on the surface of TC4 titanium alloy after anodization affects the laser transmission welding process between the titanium alloy and the BSG. The greatest difficulties in bonding glass and metal lie in their dissimilarity in physical characteristics such as melting points and thermal expansion coefficients, and, as a consequence, strong defects arise.
Building and structural materials
BSG recycling to produce structural composite materials for building and construction is one of the main studied applications. These materials are a potential solution for environmental protection, cost reduction, and material performance improvement and it is generally considered an
The survey of the literature reveals a large variety of possible applications that are grouped in four major categories: Structural materials and reinforcements; Cement, concrete, and asphalts; Alkali-activated and geopolymer materials; and Architectural and decorative applications.
Structural materials and reinforcements
Some studies focused on using BSG as part of composite materials for enhancing mechanical performance. Trusty and Boccaccini showed that stainless steel fiber reinforced glass matrix composites are feasible with recycled BSG obtained from fluorescent tubing. 40 Ponsot et al. produced layered GC tiles from PGW and iron-rich slags by one-step firing at 900 °C. 41 The resultant materials included a porous core and dense glaze, showing improved mechanical strength (∼40 GPa Young's modulus, ∼30 MPa bending strength), near-zero water absorption, and cytocompatibility. Ventilated facades and construction applications were indicated as potential applications of these GC composites. Heriyanto et al. prepared polymeric glass composite panels, adding BSG powders below 108 µm and without remelting. 38 The addition of BSG resulted in interesting mechanical properties, such as flexural strength up to 48 MPa and compressive strength around 101 MPa, comparable to natural and engineered stone products used in kitchen benchtops and floor tiles. Moreover, the addition of BSG enhanced the panel's durability and aesthetics. Oraimi et al. studied aluminum matrix composites reinforced with BSG labware. 42 The tensile strength increased from 70.3 MPa (for the as-cast material) to 117.3 MPa in the metal-BSG composite, while compressive strength increased from 513.7 MPa to 700.67 MPa. Similar studies were performed by Dey et al., who investigated Al2024 alloy composites reinforced with BSG particles (38–52 μm) from laboratory scraps to enhance mechanical and tribological properties. 43 Using stir casting, composites with up to 9 wt% BSG showed over 30% improvement in hardness, increased tensile strength, and better wear resistance. The fracture mode shifted from ductile to mixed ductile-brittle due to the hard glass particles. These studies demonstrated an increase in the mechanical properties of the composite materials, indicating that BSGW could be used as a potential sustainable reinforcement for structural materials.
Finally, we mention the work of Pezzato et al. on the corrosion and wear resistance of 6061 Al alloy with the addition of GW, including ABSG from LCD screens, SLG, and BSG. 44 This Al alloy is widely utilized across various fields such as aerospace and automotive industries, military and defense, construction and architecture, etc. However, in humid or maritime climates, the natural oxide layer, which confers good corrosion resistance, is destroyed, and a more resistant protection layer needs to be applied. GW was indicated as a promising and inexpensive resource, and glass particles were added to the alkaline silicate-based electrolyte used for treating the Al alloy by plasma electrolytic oxidation. LCD glass and BSG particles showed better incorporation and sealing activity than SLG; however, the LCD glass was the best material in terms of corrosion and wear resistance, as well as for microhardness.
Cement, concrete, and asphalt systems
The addition of GW to cement, concrete, and asphalts is generally considered a down-cycling process when no improved functionalities or relevant role is played by the GW. However, many studies report on the BSGW up-cycling of these materials.
For instance, Powezcka et al. 45 and Kotsai et al. 46 investigated the influence of BSG cullet and powder (Termisil® and Pyrex®) in cement composites. It has been shown that at low levels of addition (∼2%), the thermal stability and compressive strength were improved, with a maximum of 48.6 MPa after 28 days. However, a decrease in strength is observed at higher glass contents. Meanwhile, Kotsai reported three times higher pozzolanic activity for BSG than for SLG, which was explained by the higher boron and lower alkali content. Moreover, the compressive strength increased by ∼10% for low addition (2–5%) of BSG with 0.5% of synthetic silica. Ahmad et al. studied BSG as a partial replacement of aggregate in asphalt mixes and reported that 10% BSG enhances rutting and skid resistance but causes moisture sensitivity at high percentages. Figure 7 presents these results, highlighting the changes in rut depth and skid resistance associated with increasing BSG content. 47
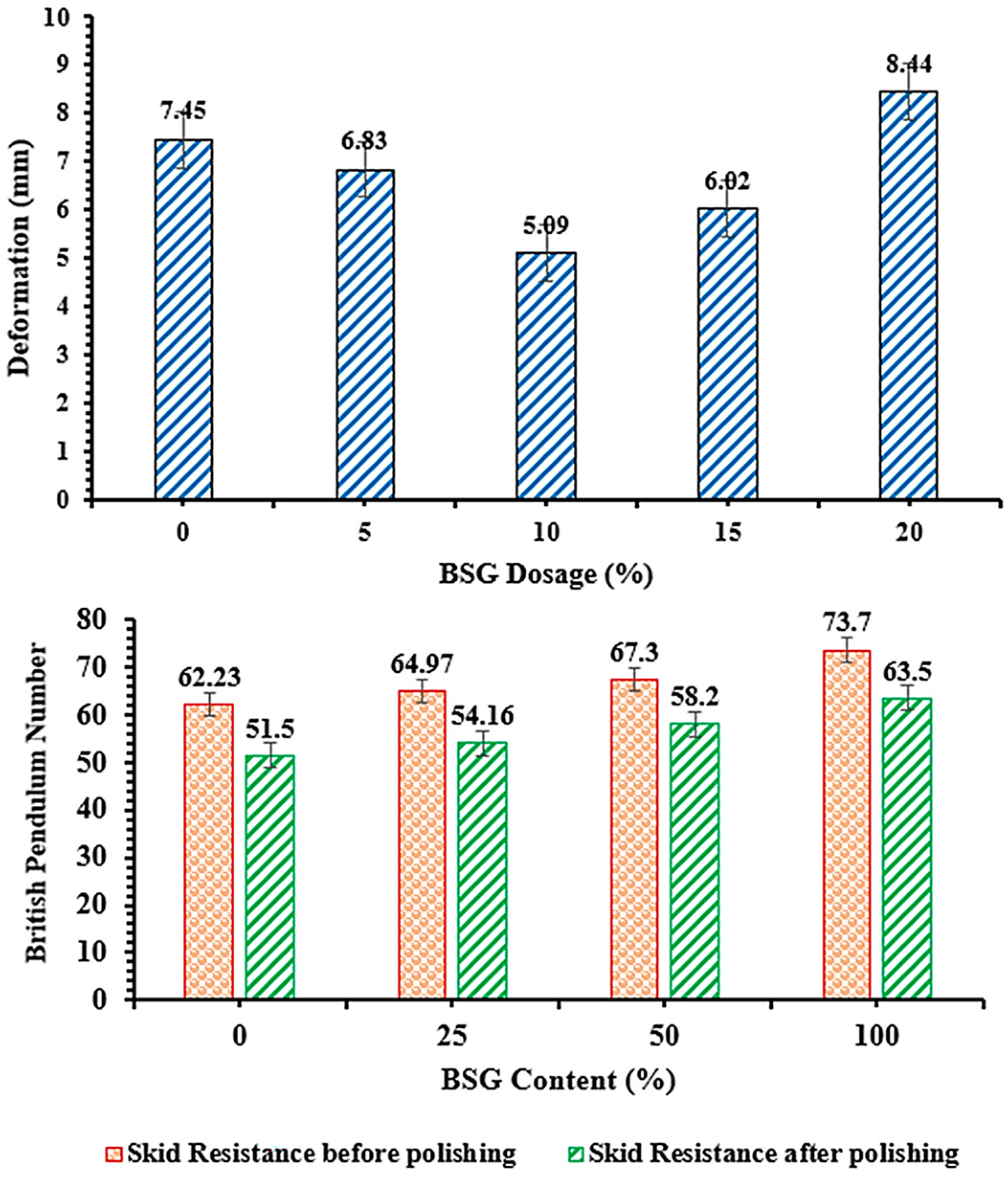
(top) Maximum rut depth and (bottom) skid resistance before and after polishing for asphalts containing different amounts of BSG. Reproduced with permission from. 47
Concrete-like GCs developed using silicon carbide powder (10–40%) and BSG (60–90%) were reported by Elesho et al. 48 The composites made of SiC (40%) and BSG (60%) sintered at 900 °C for 3 h had the highest compressive strength (34 MPa) and lowest water absorption (3.74%), meeting the standards for pavements and wall cladding requirements. The improved mechanical properties were associated with the presence of mullite crystals as the major phase. The authors also concluded that these GC composites present better properties than materials like traditional concrete used for pavements. A more general overview of GW in concrete is given by Guo et al., who emphasized how a consensus on the effects of GW in concrete has not been achieved yet, and, while some researchers reported improved properties of concretes after GW addition, others claimed the opposite. 49 Glass particle size and percentage were indicated as the main parameters determining the effect of GW on concretes. In particular, a smaller glass particle size is beneficial because it suppresses the alkali-silica reaction expansion, thus avoiding cracking and long-term damage.
Alkali-activated and geopolymer materials
A different approach to BSGW recycling is the alkali activation, which consists of the partial dissolution of glass fine powders in a mildly basic solution of NaOH or KOH. This alkaline environment attacks the glass surface, causing it to hydrate and form a gel network at relatively low temperatures around 40°C, a process referred to as cold consolidation. 50 This alkali-activated glass acts as a binder, enabling the incorporation of industrial residues such as quartz sand, Plasmastone, and ceramic mud. Depending on the formulation, the resulting materials range from dense bricks to lightweight foams, suitable for thermal and acoustic insulation. Figure 8 shows several examples of these materials, showing unfired products, low-temperature-fired samples, and foam structures. This processing route avoids high-temperature firing and demonstrates strong mechanical performance, offering a circular and energy-efficient alternative for GW valorization. A similar processing method was employed by Cammelli et al. 51 to prepare building materials from alkali-activated PGW and to produce conglomerates by combining it with foundry sands. The alkali-activated PGW exhibited compressive strengths above 40 MPa for pure glass binders and around 10 MPa when foundry sands were included. The strength-to-density ratio was reported to be comparable to commercial insulating lightweight concretes. Moreover, promising results were obtained regarding the stabilization of inorganic toxic pollutants, making these conglomerates a suitable alternative for building and insulating applications. Taveri et al. obtained glass-based geopolymers from fly ash and end-of-life PGW under highly alkaline conditions. 52 Different compositions were obtained by adjusting the ratio of fly ash to PGW glass from 70–30 to 30–70 wt%. The 70–30 material exhibited flexural strength of up to 13 MPa and has been toughened by enhancing it with cellulose fibers. To conclude this section, we mention the interesting review paper by Zafar et al. on the use of alkali-activation of seven glass wastes, including BSG, and demonstrating how this technique is a versatile method to produce porous materials and glass foams at relatively low temperatures. 53
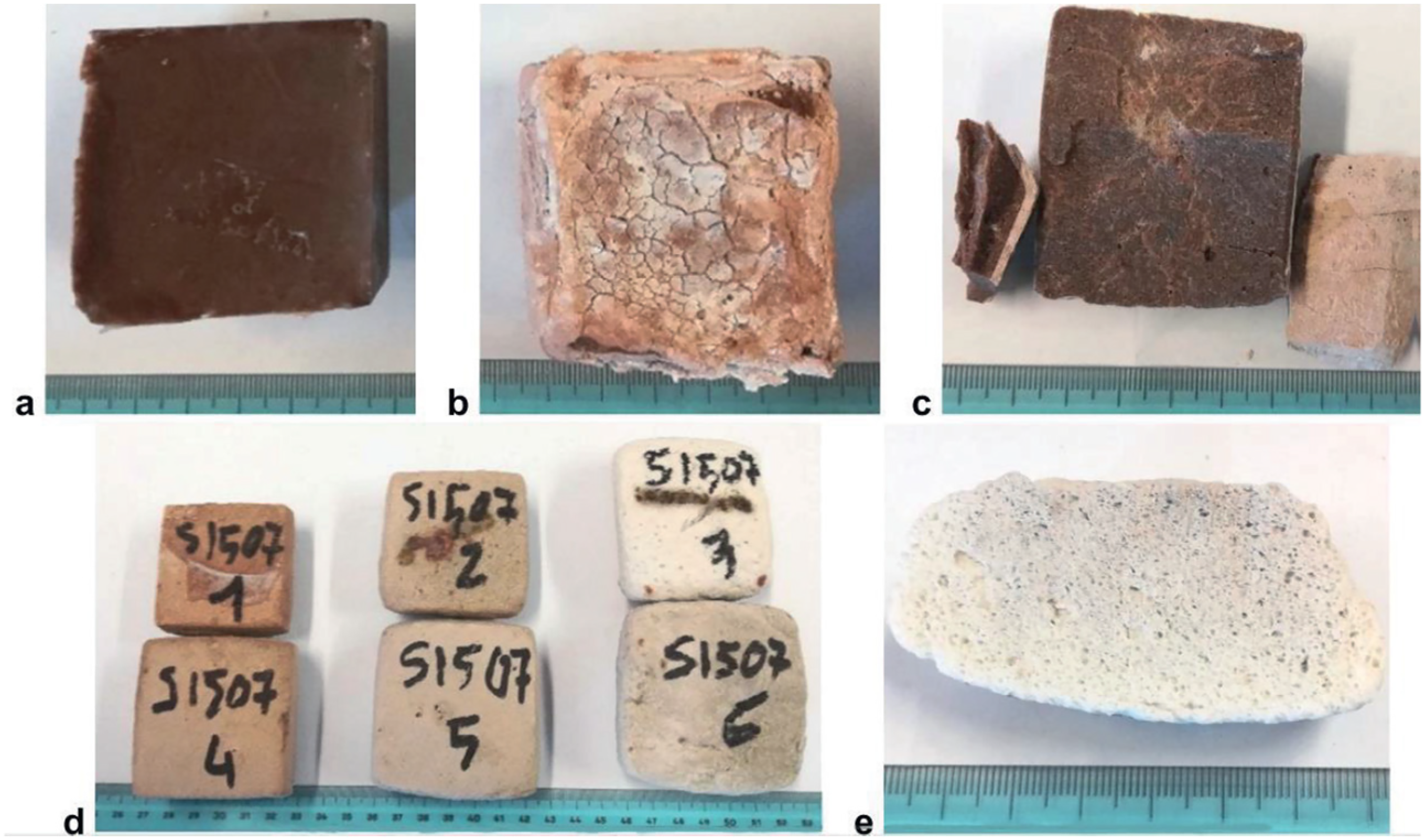
Examples of construction materials from BSG/mud mixtures: a-c) unfired product (b, c: after boiling test); d) low temperature fired materials; e) foam. Reproduced with permission from. 50
Architectural and decorative applications
To conclude this section, we report on BSG, which has been successfully applied in architectural applications or as decorative glass. Pavlushkina et al. integrated copper and iron-rich waste products from electrochemical industries into low-melting-temperature sodium-BSG to decorate concretes. 54 Their surfaces exhibited a smooth finish featuring strong adhesion to concrete, and bright colors even in the absence of traditional reducing agents. Although this work does not mention the use of recycled BSGW directly, similar procedures could be achieved using this GW. For example, cullets from PGW and copper-rich sludge were mixed to obtain light-absorbing-colored glasses possessing maximum transmittance in the range 460–510 nm and a strong absorption band in the range 760–780 nm, thus conferring a blue tone. 55 These colored glasses also showed physicochemical stability, with properties similar to the parent glasses. López et al. 56 reported on a method to recycle fiberglass made of E-glass, a type of ABSG with good insulating properties, into glass-ceramic materials suitable for architectural applications. The first step consists of thermolysis at 550°C to eliminate organics from the original fiberglass-polyester composite, and approximately 99% of the final product consists of glass. These glass fibers are then mixed with 5 wt% of Na2O and melted at 1450 °C to form a glass; finally, GCs are obtained by heat treatment around 1013°C. Although the mechanical strength of the fibers decreases by around 80%, this method offers an alternative for creating new products such as tiles for wall cladding and flooring. On the other hand, Eliza Scholten, in her Master's Thesis, proposed utilizing high-grade BSGW for dry-interlocking cast glass components in architectural applications implemented in Casa da Música (Portugal). 57 On a similar topic, Bristogianni et al. proposed the kiln-casting technique, 58 a low-energy ceramic manufacturing process based on unsorted or dirty glass powder sintered between 750–1200 °C, reducing CO2 emissions drastically and yielding decorative materials and interlocking components, see Figure 9.
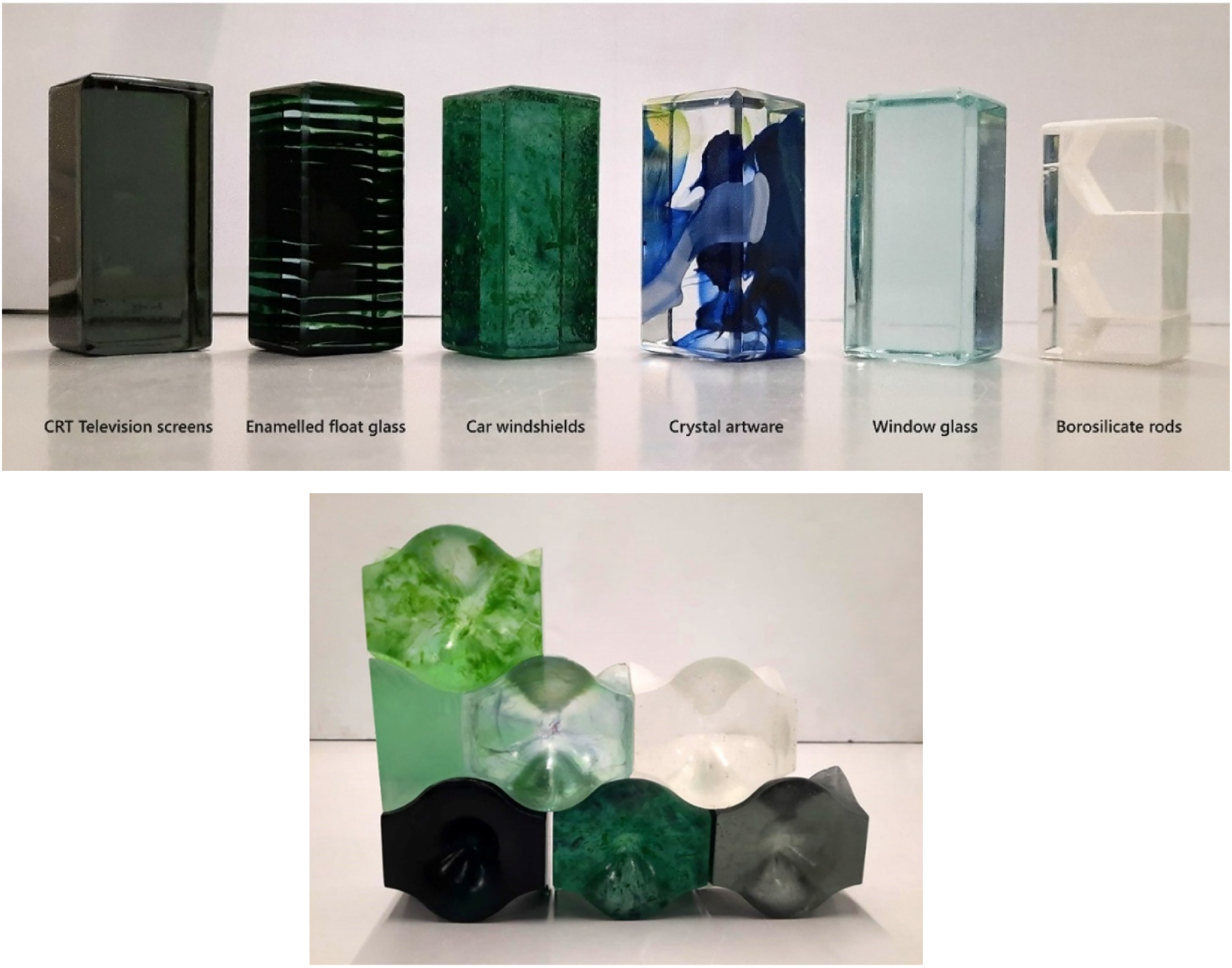
(Top) Wide range of kiln-cast glasses and (bottom) interlocking systems from different GW streams. Reproduced with permission from. 58
Insulation, membranes, and filters
In this section, we summarize relevant works on BSGW recycling to produce porous materials, which may be broadly divided into two categories depending on their application: Thermal and Sound Insulation, and Filters and Membranes. A specific review on processing and applications of porous glasses made from GW of different natures was published recently by Kim et al. 59
Thermal and sound insulation
Several studies were conducted on the conversion of BSGW to foamed glass or GCs for thermal insulation. For example, Lee showed that waste LCD glass (an ABSG) could be converted into foamed glass with outstanding thermal insulation properties characterized by a low thermal conductivity of <0.054 W/m·K and relatively high strength. 60 Taurino et al. recycled BSG of washing machine glasses into GC foams exhibiting thermal insulating properties with very high porosity (∼78–79%) and low density, 61 while Chinnam et al. reported on porous GCs made from plasma vitrified wastes and PGW (10 wt%). 62 By mixing and sintering the material with distinct particle sizes at different temperatures, the authors obtained GCs with 65% porosity and ∼20 µm pore size for sintering at 950°C, suitable for thermal sound insulation applications. Cetin et al. proposed a low-cost method for producing a lightweight and thermally insulating façade from mining waste and both SLG and BSG. 63 A highly porous ceramic body was created by directly sintering mixtures of mining tailings and SLG, which showed good mechanical strength due to uniform porosity and new crystal formations at 1000°C. However, water absorption remained very high, around 42%. To address this, a dense surface glaze was applied using BGS powders, and properties like color and shrinkage were improved by blending these with zircon mineral powder and vitrified waste mixtures. D’Amore et al. presented a novel method for producing insulating materials from recycled BSGW (5–20% w/v) and alginate, a natural polymer derived from seaweed, using water as solvent. 64 First, a glass-alginate hydrogel is prepared, and then a freeze-drying process at −80°C allows a porous foam structure to be formed, see Figure 10. Unlike traditional glass foam production, this technique operates at low temperatures, making it environmentally friendly and energy-efficient. The best insulation for not-sintered glass foams showed higher sound absorption than rock wool in the medium to high frequency range (1250–3150 Hz).
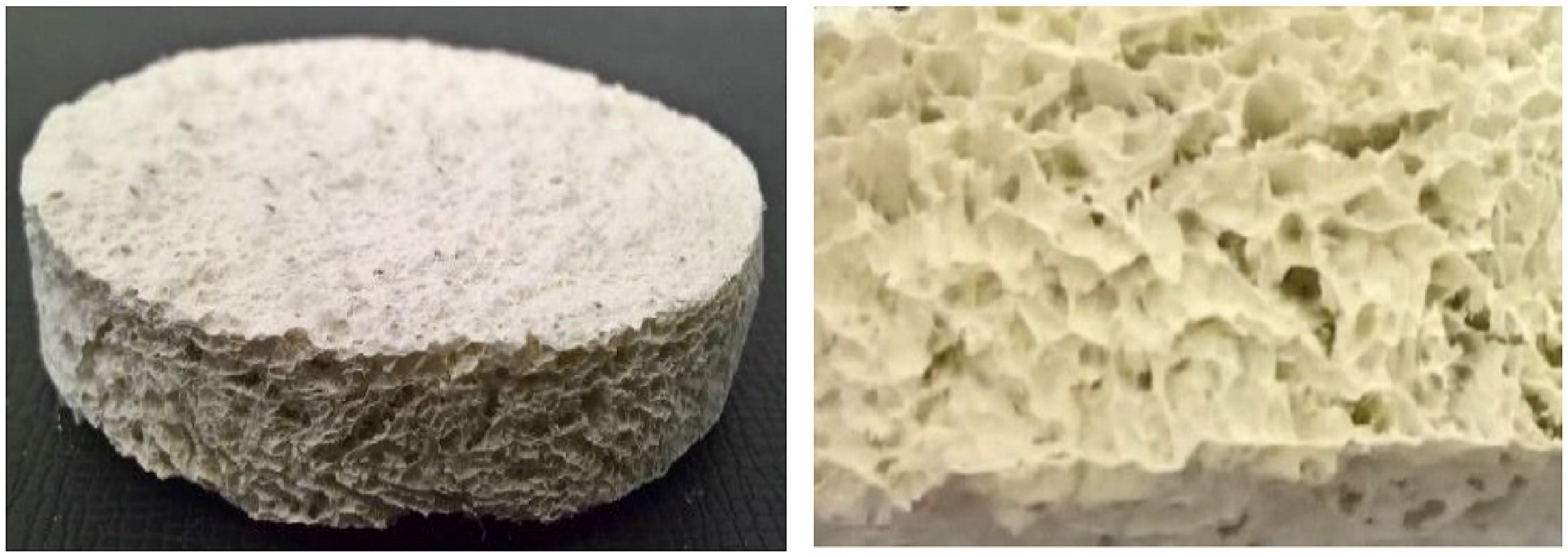
(Left) not-sintered glass foam from laboratory glassware using a freeze-drying process and (right) macro structure detail. Reproduced with permission from. 64
Assefi et al. 65 and Zhang et al. 66 focused on generating foamed glass from e-waste and SLG mixed with BSG. Their results determined that a blend of optimal foaming agents and sintering conditions was able to generate materials with high porosity and low thermal conductivity, appropriate for lightweight insulation applications. Figure 11 presents an example of these foamed panels before and after the foaming process, illustrating the structural changes achieved through their optimized procedures. Suzuki et al. used hydrothermal treatment for the synthesis of hydrate-based porous ceramics from blast furnace slag and BSG. 67 Instead, Hmood et al. used the replica technique to create GC sponges from Pyrex® waste with a maximum porosity of 65% and emphasized the promise of BSG to prepare porous structural components, even though with low mechanical strength (0.145 MPa). 68 Ceramic foams prepared by mixing BSGW and wolframite tailings as raw materials with SiC as a foaming agent were also reported. 69 The optimum composition produced foams with high compressive strength (3.75 MPa), minimum density, and well-regulated porosity.
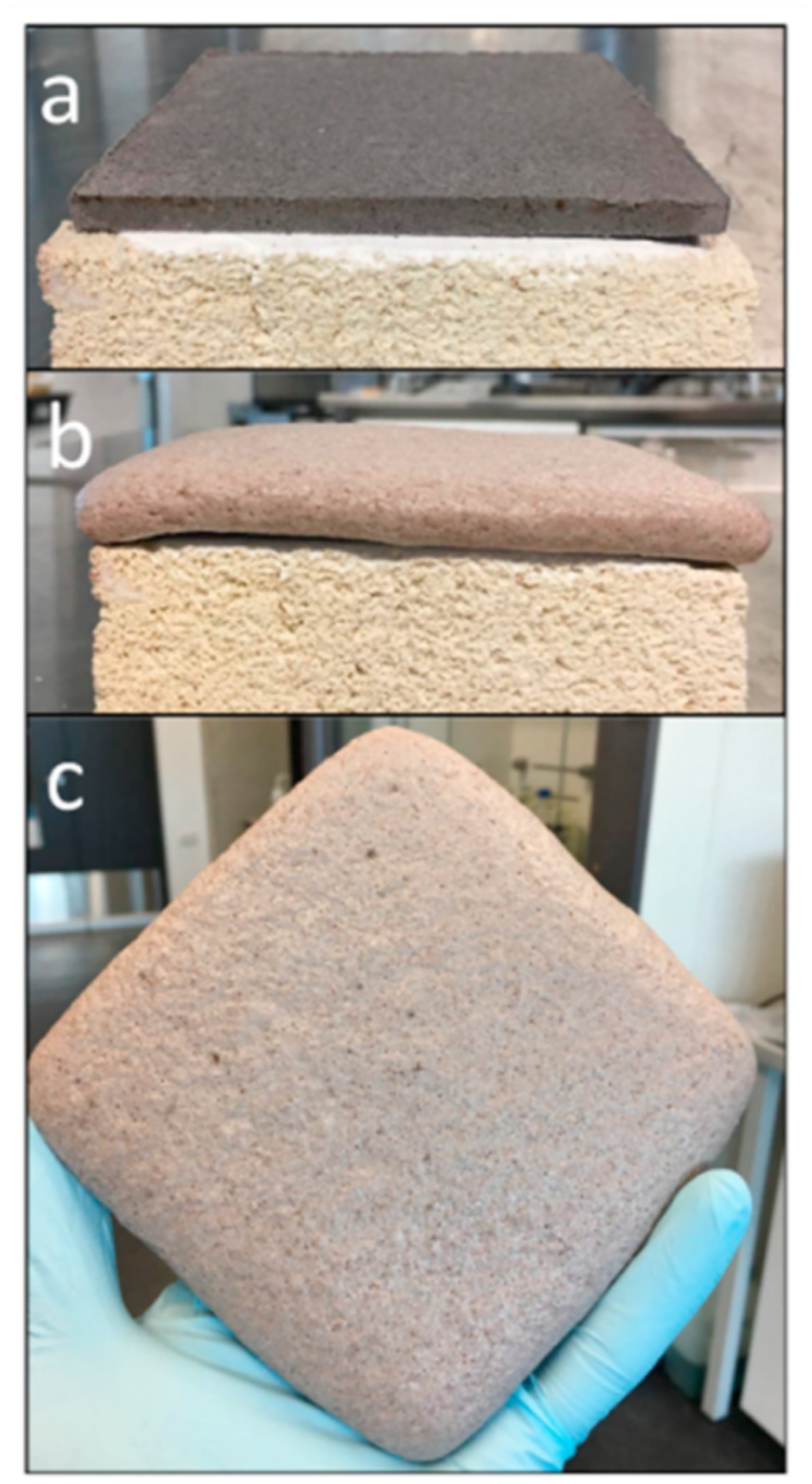
As-prepared panel from LCD waste used for mechanical properties characterization before foaming (a) and after foaming (b), (c). Reproduced with permission from. 65
Filters and membranes
The high chemical resistance and stability of BSG make it a favorable option for filtration and membrane applications. BSG fiber membranes have already been used in electrochemical cells for the separation of gases at 300°C, 70 with evidence of long-term stability in corrosive media. Recent research focused on the use of BSGW to prepare membranes and filters, for example, Mehta et al. 71 and Elsayed et al. 72 explored alkali activation and additive manufacturing to produce porous foams and membranes from PGW. These were shown to have application in dye adsorption and environmental remediation, with Mehta even incorporating TiO2 nanoparticles for photocatalysis. Ghoranneviss et al. created porous glass filters from BSG by partial sintering, producing pore diameters and porosity that are tunable for their use in filtration. 73 The sample with a particle size of 40–63 µm exhibited 30% porosity and an average pore size of 5.4 µm, making it suitable for filtration applications. On the other side, Hujova et al. combined vitrified bottom ash with BSG to create chemically stable GC foams to immobilize Cr3+, and with potential for heavy metals immobilization. 74 An upcycling method to produce glass microspheres from BSG medical vials using flame synthesis was reported by Larionau et al. 75 The glass microspheres showed excellent hydrolytic stability, ideal for water filtration and as a polymer filler.
Functional materials
This section deals with BSG used for diverse functional applications: from optical to magnetic or catalytic. In some cases, BSGW is mixed with SiO2, B2O3, or Na2O to tune the composition according to specific applications; in other cases, the BSG was produced by incorporating a fraction of recycled materials, such as silica gels. Even when BSGW was not directly used, these glasses were designed based on the favorable properties of BSG, highlighting its relevance in the development of functional materials.
Magnetic and electromagnetic functional materials
BSG has been used extensively to create magnetic GCs and materials with engineered electromagnetic characteristics. For example, Ponsot et al. mixed PGW with metallurgical slags (made of Fe, Si, and Ca) to produce ferrimagnetic GC tiles at low temperatures (∼900–1000 °C), due to the crystallization of magnetite crystals.. 76 The materials also possessed good porosity, water resistance, chemical durability, and the ability to withstand rapid induction heating, suggesting their use in building tiles but also as induction heating elements. Similarly, Gonçalves Avancini et al. prepared magnetite-rich nanocrystalline GCs from BSG laboratory waste and iron-rich metallurgical byproducts. 77 Different BSG (80–55 wt%) and metallurgical (20–45 wt%) ratios were melted at 1500°C, and the GCs obtained after crystallization at 700–900°C. Their optimized sample, containing 45% metallurgical waste and heat-treated at 800 °C, exhibited high magnetic saturation (42 emu/g) with low coercivity, making them useful for treatment of hyperthermia, microwave absorption, and magnetic resonance imaging contrast agents rather than permanent magnets. Monich et al. demonstrated that electrical conductivity and electromagnetic shielding (∼8–10 dB at high frequency) were enhanced by firing PGW with municipal waste residue (Plasmastone, rich in SiO2, Al2O3, CaO, and Fe2O3) in a nitrogen atmosphere at 800–1000°C. 78 These Fe3O4-containing GCs possess high dielectric permittivity (up to 1500 at 100 Hz), therefore, they have potential applications for electronics and electromagnetic interference shielding.
The growing electronics and 5G communications demand for highly efficient microwave PCB substrates able to ensure fast and secure signal transmission. BSGW was also used to prepare low-dielectric-loss and low-cost BSG-reinforced polytetrafluoroethylene (PFTE) composites for electronic substrates.79,80 The BSGW was milled to a particle size in the range 25–106 µm, and then added to PTFE through a dry powder processing technique. The best performance was obtained using a particle size of the BSGW of 63 µm, showing a CTE of 60 × 10−6°C−1, low moisture absorption (0.02%), a tensile strength of 12.92 MPa, and a dielectric constant ε’= 2.11 and a dielectric loss tanδ = 0.0011 at 10 GHz, appointed as suitable for microwave substrate applications. Liu et al. developed cost-effective and sustainable ultralow-temperature co-fired GCs from BSGW (Pyrex®-type) with K2O and BaO additives, for electronic packaging applications. 81 The starting powders were synthesized through a ball-milling process and then pressed into cylindrical and rectangular shapes, and finally sintered at 650°C to obtain the GCs, with mullite and cristobalite as the major crystalline phases. The addition of K2O provoked the crystallization of quartz with subsequent transformation into cristobalite, while BaO limited small-radius ions migration and improved the dielectric properties. The resulting GCs exhibited dielectric losses from 3.90 to 7.60 × 10−3, depending on the modifier addition, values much lower than that of the glass (12 × 10−3). Low dielectric losses are indeed important to minimize heating and signal degradation. Moreover, the CTE was adjusted to fall within the 6–9 × 10−6 °C−1 range, similar to alumina, a common ceramic material used in electronic packaging. Figure 12 summarizes these CTE values, highlighting the compatibility of the recycled-glass-derived materials with standard packaging requirements.
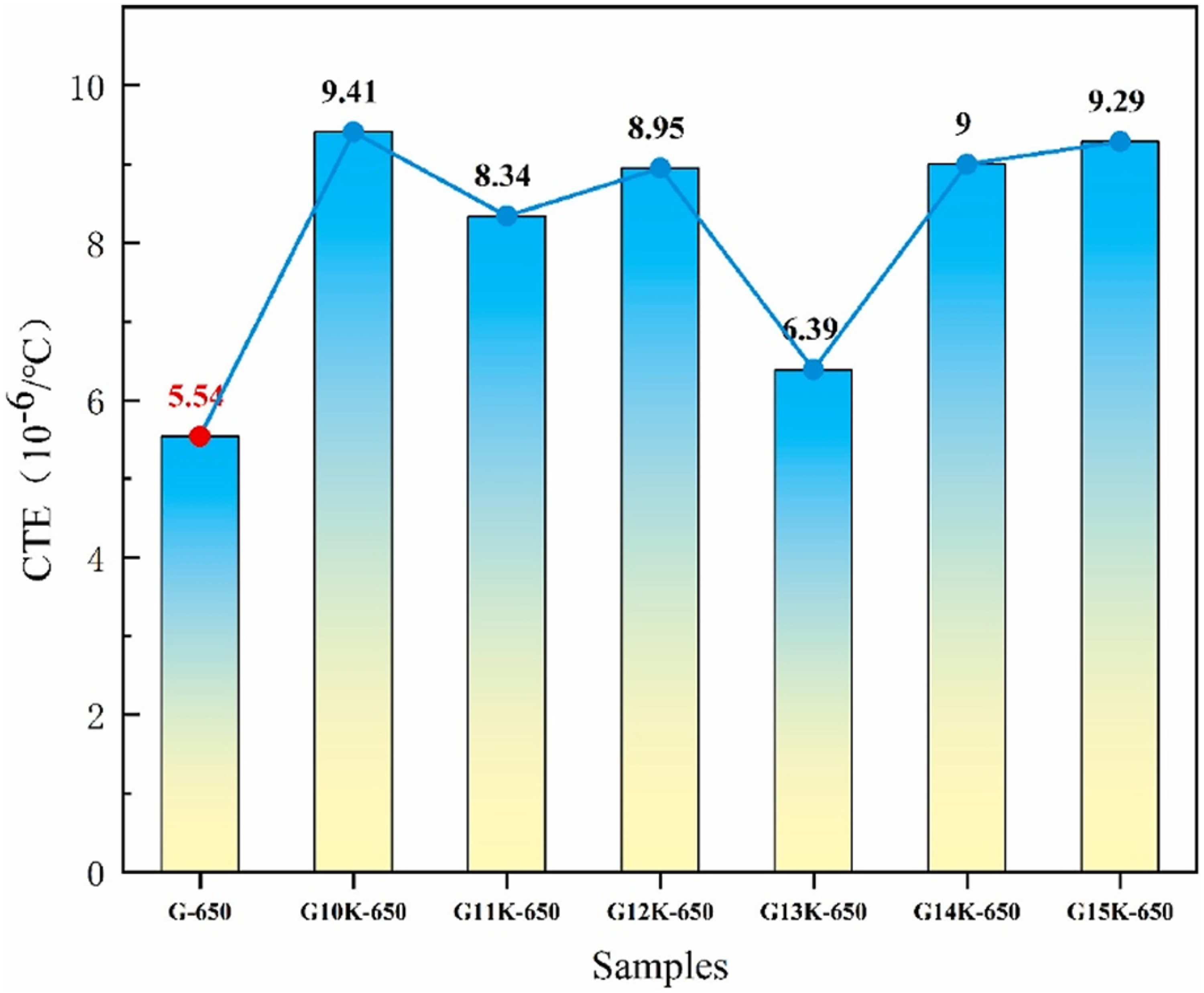
Thermal expansion coefficients of different glasses synthesized from recycled BSG. Reproduced with permission from. 81
Luminescent and optoelectronic materials
Recycled BSG, SLG, or silica gel waste has also been used in the creation of photonic glass. Cheong et al. prepared Eu3+-doped Zn-BSG glasses by mixing SLG waste with ZnO and B2O3. 82 Doping with Eu3+ produced a high red-orange emission (612 nm) with high color purity (99.9%), suitable properties for applications in warm light LED. In a different study, the authors mixed Na2O (20 mol%) and Bi2O3 (0–5 mol%) with BSGW from high-pressure sodium lamps (75–80 mol%), 83 which is a kind of Pyrex® glass. The addition of Bi2O3 to BSG glass disrupts the glass network and promotes the formation of NBOs.84,85 As a result, the material's polarizability and refractive index also increase. Moreover, the optical band gap decreases while direct electron transitions are enhanced, making these glasses suitable for photonic applications such as infrared transmission, nonlinear optics, and ultrafast optical switching. Buasri et al. used recycled BSGW from labware to prepare luminescent materials doped with Dy3+, Sm3+, and Dy3+/Sm3+. 86 The authors sintered pellets prepared by mixing the powdered materials using a microwave-assisted process at 800 W for 15 min, offering a rapid and energy-efficient fabrication method. Sm3+-doped samples exhibited typical reddish-orange emission with a peak at 601 nm when excited at 401 nm, while Dy3-doped glasses showed blue (483 nm) and yellow (568 nm) emissions under 388 nm excitation. Sm3+/Dy3+ co-doped glasses emitted in the white region under 388 nm excitation, demonstrating that the emission color could be tuned by adjusting excitation wavelength and dopant ratios.
The excellent chemical stability, low CTE, and high resistance to thermal shock of BSG are also relevant parameters for high-temperature sintering processes. In this respect, recycled BSG labware was used to prepare phosphor-in-glass (PiG) materials, 87 an increasingly important type of material to develop efficient luminescent devices.88,89 SrAl2O4:Eu2+, Dy3+ phosphor, one of the most studied and efficient long-lasting materials, 90 was added to BSGW at a weight ratio of 10 wt%. These PiG materials were pressed into pellets and sintered in a conventional way in an electric furnace (700–1000 °C for 1 h) and in a microwave oven (800 W, 6–14 min). Figure 13 illustrates the preparation workflow and the resulting samples obtained by the two sintering routes, highlighting the differences between conventional and microwave processing. Only the furnace-treated samples provoked the crystallization of the cristobalite phase, while the microwave sintering inhibited it. The best performance was obtained for sintering at 800°C, while degradation of the luminescence occurred for sintering at 1000°C due to partial conversion of Eu2+ to Eu3+. Both conventional and microwave sintering produced practically the same results, the latter being a much faster and energy-efficient method. A similar study on the use of GW to prepare PiG materials for automotive lighting applications was reported by Choi et al.; however, in that case, the authors used recycled SLG instead of BSG. 91
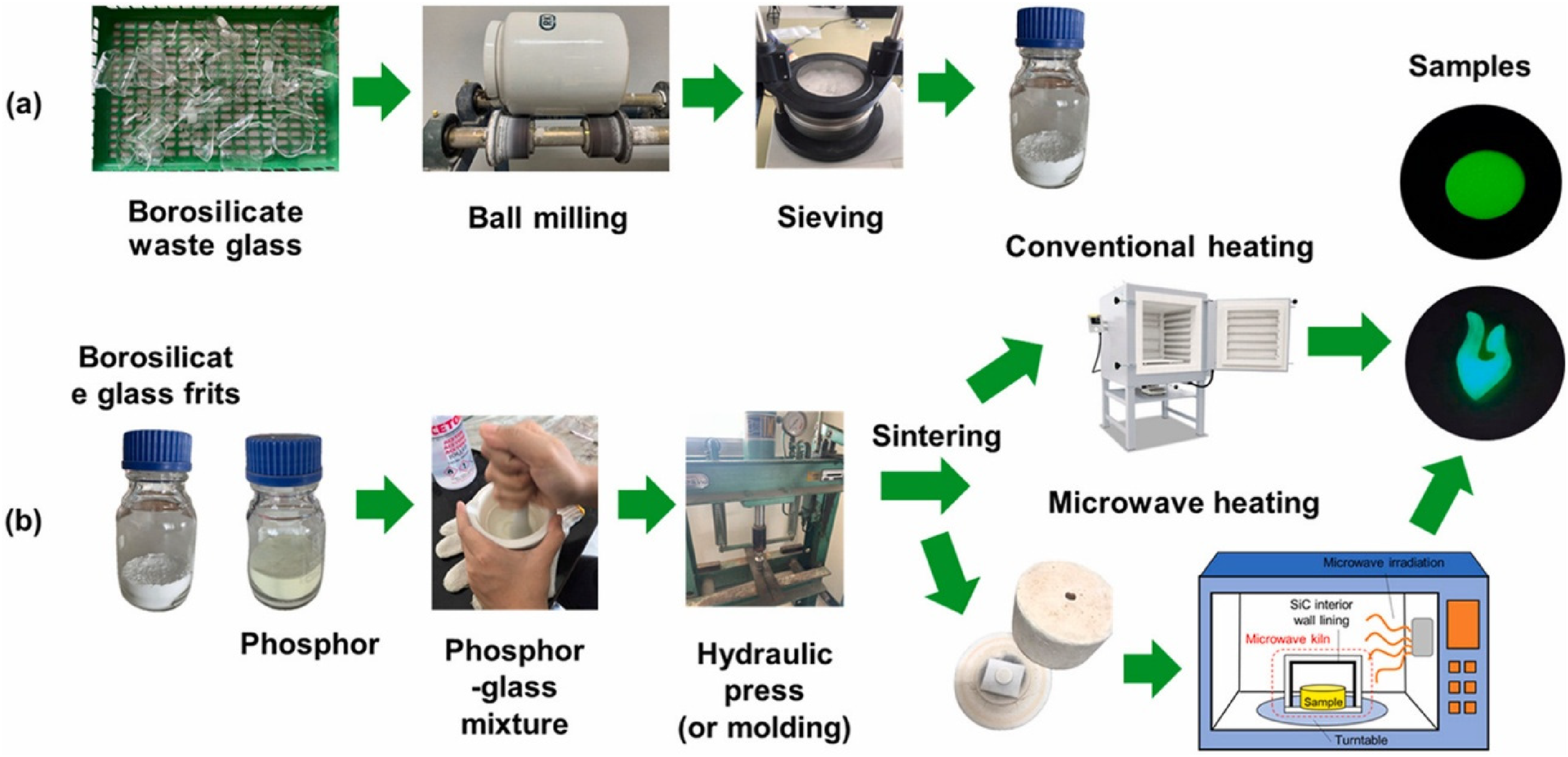
Schematics of (a) the preparation of GW fine powder and (b) the preparation of luminescent samples by conventional heating and microwave heating. Reproduced with permission from. 86
To conclude this section on luminescent materials from recycled GW, we mention some studies where BSGs were prepared from silica gel waste, a valuable SiO2 source. For example, Manyum et al.92,93 and Rittisut et al. 94 added various RE dopants (Eu3+, Sm3+, Dy3+ and Tb3+) to borosilicate matrices, achieving tunable luminescence (orange, white, green) under UV and X-ray excitation.
Catalysis
BSG is also a valuable material for catalytic applications, both as a support for the real catalysts or as a catalyst itself. The chemical stability and high temperature resistance of BSG make it a suitable material in this field, replacing the more expensive silica glass. Early studies from Takahashi et al. explored the use of porous glass prepared from BSG as a support for nickel catalyst in the hydrogenation of olefins (1-hexenes and 1-octenes). 95 By varying the Al2O3 content in the starting glass, the pore size varied in the range of 0.8 to 1.9 nm. The authors observed that porous BSG can be tailored to create catalyst supports with unique molecular shape selectivity and is therefore a valuable candidate for heterogeneous catalysis. In recent years, several studies have focused on BSGW as a robust and efficient support for metal or metal oxide catalysts. Other studies demonstrated that sodium BSG provides high surface area, porosity, and chemical stability, making it ideal for dispersing and stabilizing Cu and Ag nanoparticles.96,97 These composites were effective in reducing nitroarenes and dyes, and in synthesizing tetrazoles, with excellent recyclability and green synthesis using plant extracts. Mehrjouei et al. used BSG as a support for immobilized TiO2 in a falling film reactor for photocatalytic water treatment. 98 The system showed high degradation efficiency, long-term stability, and superior performance compared to polymethyl methacrylate (PMMA) supports. Similarly, PGW was upcycled into 3D-printed gyroid scaffolds coated with TiO2, see Figure 14, achieving complete dye degradation and maintaining high activity over multiple cycles. 99 Javed et al. coated BSGW with iron and cobalt oxides for catalytic ozonation of textile wastewater. 100 This Co-doped BSG showed the highest removal efficiency and stability, confirming the effectiveness of BSG as a support in advanced oxidation processes. Instead, Jacob et al. used porous glass as a support for Cu catalysts in microwave-assisted azide–alkyne cycloaddition. 101 The system achieved high selectivity and reusability, offering a green alternative to traditional supports like alumina or silica. Other authors developed a copper nanoparticle-doped SLG tablet catalyst for nitrophenol reduction. 102 The tablets, made from SLG waste, were easy to handle, highly efficient, and reusable, demonstrating the potential of GW as a direct catalytic material without the need for additional supports.
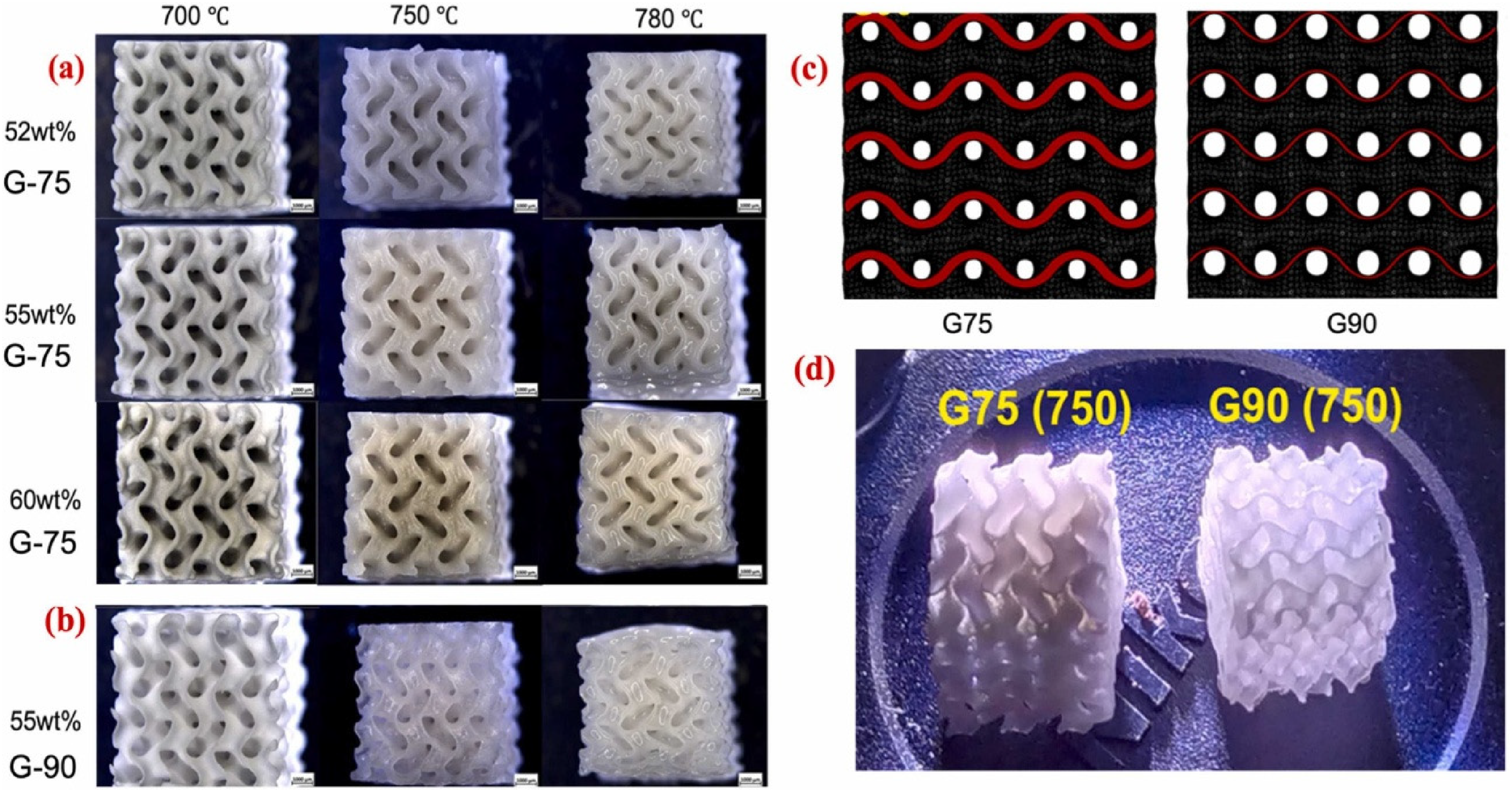
(a) Stereomicroscope images of the BSG gyroid scaffolds prepared from slurries with different solid loadings and sintered at various temperatures. (b) BSG gyroid scaffolds with a higher porosity after sintering at different temperatures. (c) Reference three-dimensional gyroid models adopted for masked stereolithography scaffolds (d) Comparison of translucency of two samples under LED light. Reproduced with permission from. 99
Following a different approach, some studies focused on converting GW into active catalytic materials instead of using it as support for the real catalysts. Vadery et al. 103 and Foroutan et al. 104 synthesized solid base catalysts from BSG and SLG waste, respectively, for biodiesel production. These catalysts, mainly composed of sodium silicate Na2SiO3, achieved high yields (>99%) under mild conditions and remained effective over several reuse cycles. The processes were scalable and environmentally friendly, using waste cooking oil or chicken fat as feedstocks.
Application of BSG in biomedicine
BSG beads have been used extensively as chemically inert, uniform collectors in column studies of bacterial adhesion and transport. Studies of the ‘90 s reported on the use of 40 μm BSG beads to enable good quantification of bacterial collision efficiency, illustrating intra-population heterogeneity and ionic strength influences on adhesion.105,106 These studies pointed out the utility of BSG for simulating porous media in modeling microbial migration, with implications for groundwater safety and bioremediation. Vera Barrios et al. synthesized a BSG compound with bacteriostatic effect against E. coli, with potential application in antimicrobial coatings. 107 On the other side, Jain et al. explored Cu-doped BSG synthesized using SiO2 (20 mol%) and CaO (24.5 mol%) extracted from rice husk and egg-shells, respectively, and adding B2O3 (31 mol%), Na2O (19.5–24.5 mol%), and CuO (0–5 mol%) before melting the batch at 1200°C for 30 min. 108 Hydroxyapatite (HAp) formation and biocompatibility were achieved through in vitro biomineralization when Cu-doped BSG specimens were immersed in simulated body fluid at 37 °C for up to 21 days. These materials confirmed the potential of Cu-doped BSG for bioactive and antibacterial properties; however, a precise control of the composition is necessary, because higher CuO contents compromised the mechanical performance and induced cytotoxicity.
BSG from labware and SLG from microscope slides were explored as a binder for dental casting investments, 109 where the reuse of the mold was possible. Although BSG-based molds had lower expansion and compressive strength (< 2 MPa) compared to SLG (∼ 9 MPa), they were found to be adequate for use at high temperatures. On the other side, SLG resulted in better casting accuracy, transition temperature, and improved fit. BSG was also indicated as a potential reinforcing agent in bioceramic composites for bone implants. Catalgol et al. prepared BSG particles with a size less than 100 μm by milling laboratory glassware and then blended from 5 to 10 wt% of these BSG particles with bovine HAp. 110 The mixed powders were then sintered at 1000–1300 °C, achieving Vickers hardness (233 HV) and compressive strength (117 MPa) comparable with cortical bone, the best results being obtained for the addition of 5 wt% of BSG particles and for sintering at 1200°C. The results highlight the double advantage of BSG in mechanical reinforcement and eco-friendly recycling of materials.
Despite the interesting applications of BSG in biomedicine, the use of recycled glass faces significant technical and regulatory challenges, especially for PGW. The unique chemical composition of BSG complicates separation and remelting, and PGW often carries drug residues, coatings, labels, and adhesives that require intensive cleaning before their use, especially in biomedicine. Indeed, regulatory compliance requires PGW to meet stringent standards to ensure patient safety, including the complete removal of toxic substances, full traceability, and validated processes. There are guidelines and regulations, such as the USP <660 > on the hydrolytic resistance of glasses, as well as EMA and FDA regulations that generally restrict the use of recycled glass in direct drug contact unless safety is unequivocally demonstrated. 111 This makes reuse for primary pharmaceutical packaging extremely difficult. To this goal, several sterilization methods are available and can be separated into chemical and physical processes, as shown in Figure 15.
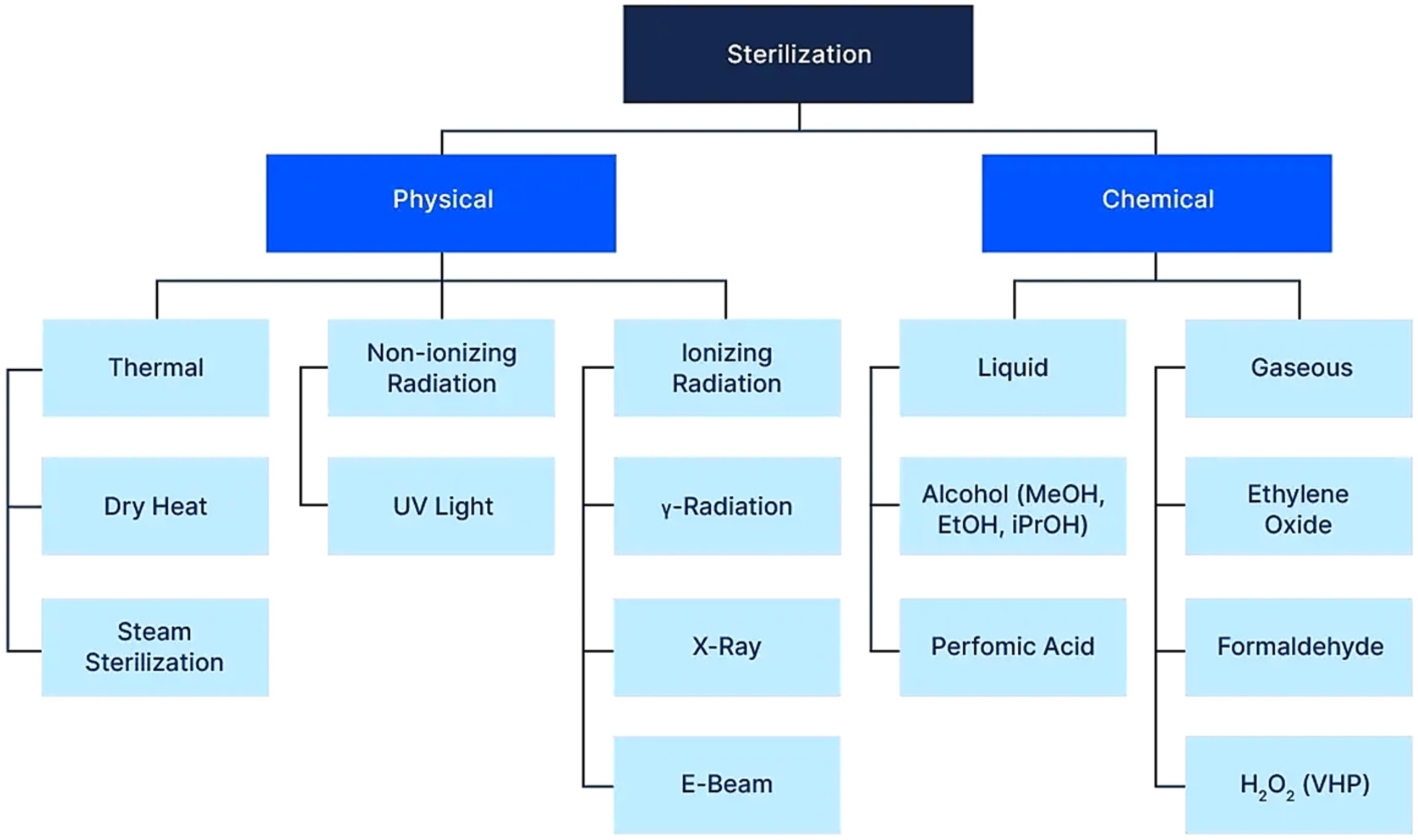
Types of sterilization in the pharmaceutical industry for ready-to-use packaging. 112
Among the physical methods, dry heat is quite common, and it involves exposing glass containers to temperatures above 160°C to eliminate pyrogens and microbial contaminants. Some glass companies apply this technique to Type I borosilicate vials, ensuring compatibility with heat-sensitive biologics and vaccines while maintaining structural integrity. 113 Another method is the steam sterilization (autoclaving), which combines high-pressure steam and heat to achieve rapid and reliable sterilization. It is a fast, safe, and cost-effective solution for large-scale sterilization of PG bottles and vials. Gamma irradiation is another interesting sterilization process that applies to drugs that cannot be removed with heat, thus offering a non-thermal alternative. This process sterilizes glass containers without exposing them to high temperatures, making it suitable for pre-filled syringes and ampoules containing sensitive biologics. Moreover, this method applied to BSG is advantageous because glasses retain strength and chemical inertness during irradiation, ensuring sterility without compromising the container or glass performance. Other technologies include UV irradiation, effective for surface sterilization, which has limited penetration in the interior of the glass. Regarding the chemical methods, the use of ethylene oxide, formaldehyde, or H2O2 is common. Hybrid systems combining plasma and UV are also under investigation. In any case, the sterilization method must demonstrate microbiological effectiveness, compatibility with glass properties, and absence of harmful residues. Another aspect worth mentioning is related to BSG durability. Indeed, BSG can degrade over repeated cycles, especially using autoclave sterilization, due to surface scratches, which reduce tensile strength. Therefore, PGW can be sterilized, but their integrity is also an important aspect to consider, especially when vials or bottles are desired for reusing. However, for open-loop recycling, which is the most promising alternative for BSGW, the GW is usually in powder form, so fractures and mechanical defects in vials and bottles are less critical.
Nuclear and radiation shielding applications
This section summarizes several works related to the use of BSG for radiation shielding applications and as an effective host for immobilization of radioactive elements.
Composition–shielding correlations of borosilicate glasses
BSG is a reference host matrix for high-level nuclear waste in several national programs because it combines good chemical durability, thermal stability, and the ability to accommodate a wide range of radionuclides and fission products. 114 Its amorphous structure allows the incorporation of diverse elements, including fission products, which ceramics cannot accommodate easily due to their rigid crystal lattices and strict stoichiometric requirements. In vitrification, waste oxides are incorporated into the borosilicate network, producing a homogeneous solid that immobilizes radionuclides over geological time scales and reduces the risk of leaching under repository conditions. Moreover, the low CTE of BSG enhances resistance to thermal shock, making it a safe host for nuclear waste immobilization.
Beyond waste immobilization, BSG is also a key material for radiation shielding. Shielding performance strongly correlates with glass composition, particularly density and content of high-Z oxides. Commercial BSG products, which contain mainly low-Z elements (B, Si, Na), are insufficient for gamma-ray shielding. Therefore, increasing the fraction of heavy metal oxides, such as Bi2O3, BaO, PbO, or rare-earth oxides, raises mass density and the mass attenuation coefficient, reduces the half-value layer (HVL) — that is, the thickness of a material required to reduce the intensity of an X-ray or gamma-ray beam to 50% of its original value — and improves gamma attenuation.115,116 From a structural point of view, these modifiers affect the silicate and borate network, for example, by creating NBOs and promoting the transformation of BO₃ to BO₄ units. These modifications increase the packing density, and the higher effective atomic number resulting from heavy-metal oxides explains the improved shielding.
Neutron attenuation, in contrast, depends strongly on elements with high neutron capture or scattering cross sections, such as 10B, 157Gd, and certain rare-earth ions like 149Sm. Therefore, boron content and specific neutron-absorbing dopants dominate the neutron shielding performance. Practical glass formulations need to satisfy both requirements, maintaining sufficient B2O3 (and in some cases Gd2O3 or similar oxides) for neutron protection while incorporating enough heavy oxides to ensure adequate gamma shielding.
Traditionally, lead-containing glasses have been used for gamma shielding due to their high attenuation, but they pose significant environmental and durability concerns. 117 Instead, BSG offers superior chemical durability, environmental safety, and compatibility with complex nuclear waste compositions. 118 While lead-based and other heavy-metal oxide glasses can achieve higher mass attenuation coefficients and thinner shields, their lower chemical stability and handling risks limit long-term applicability. Some studies show that both lead-based and lead-free heavy-metal glasses provide effective shielding across a wide photon energy range (1 keV–100 GeV), with lead-free compositions sometimes outperforming lead glasses at medium and high energies. 119 Optimized BSG provides a compromise: its shielding efficiency is slightly lower than that of the densest heavy-metal systems but remains sufficient for repository and interim storage conditions, while offering the corrosion resistance and compositional flexibility necessary to safely immobilize diverse high-level waste streams.
Radiation shielding applications
Several studies have examined how BSG made from GW responds structurally and mechanically to radiation exposure. As an example, ultrasonic and FTIR techniques showed that gamma irradiation induces depolymerization in barium-bismuth BSG, reducing rigidity due to increased NBOs. 120 Instead, ElBatal et al. confirmed that slag-derived BSG and GCs exhibit high chemical durability and radiation resistance, particularly when crystalline phases like wollastonite and diopside are formed. 121 More recently, Chen et al. 122 demonstrated that sodium BGS undergoes systematic mechanical and structural modifications under heavy-ion irradiation, such as reductions in hardness and modulus that saturate at high doses, swelling of up to ∼4% depending on composition, and a marked increase in crack resistance. These effects were linked to a transformation of BO4 to BO3 units revealed by Raman and infrared spectroscopy, highlighting the key role of boron units in controlling radiation-induced changes in BSGs.
A significant body of work has focused on enhancing the radiation shielding capabilities of BSG through compositional modifications and recycling strategies. Al-Buriahi et al. demonstrated that adding Y2O3 (up to 20 wt%) 123 or B2O3 (up to 60 wt%) 124 to BSGW improves gamma and neutron shielding, density, and hardness, making these inexpensive materials suitable for nuclear safety applications, see Figure 16. Similarly, BSG glass was incorporated into metakaolin-based geopolymers, enhancing their shielding performance against various radiation sources and demonstrating that eco-friendly materials for radiation-shielding concrete in nuclear facilities are possible by recycling BSG. 125 Quite remarkably, the addition of 30 wt% of BSG offered a better neutron shielding than some existing materials. On the other side, Kurtulus et al. 126 and Kurudirek et al. 127 also demonstrated that Bi2O3-doped PGW or BSG from high-pressure sodium lamp glasses significantly improve shielding while maintaining acceptable mechanical properties. Other authors prepared glasses mixing PGW (70 mol%) with Na2O (20 mol%), ZnO (10 mol%), and BaO (0–25 mol%) and melting the batch at 1100°C. 128 These high-performance shielding materials showed that BaO doping enhances X- and gamma-rays attenuation properties, the best results being obtained for 25 mol% of BaO. On the other hand, Kim et al. showed the benefits of LCD GW in enhancing thermal neutron shielding of cements. 129 From 10 to 20 wt% of GW was added to the powder mixture, replacing ordinary Portland cement. While no relevant improvements on fast neutron shielding were observed, higher contents of the LCD glass resulted in lower thermal neutral counts, which means an effective shielding against low-energy neutrons. Lee et al. 130 reported on the use of Duran® BSGW as a fine aggregate. Powders with an average size of approximately 13 μm were incorporated into cement mortar mixtures, demonstrating enhanced thermal neutron shielding and improved compressive strength through the pozzolanic reactions of the finely ground glass powder.
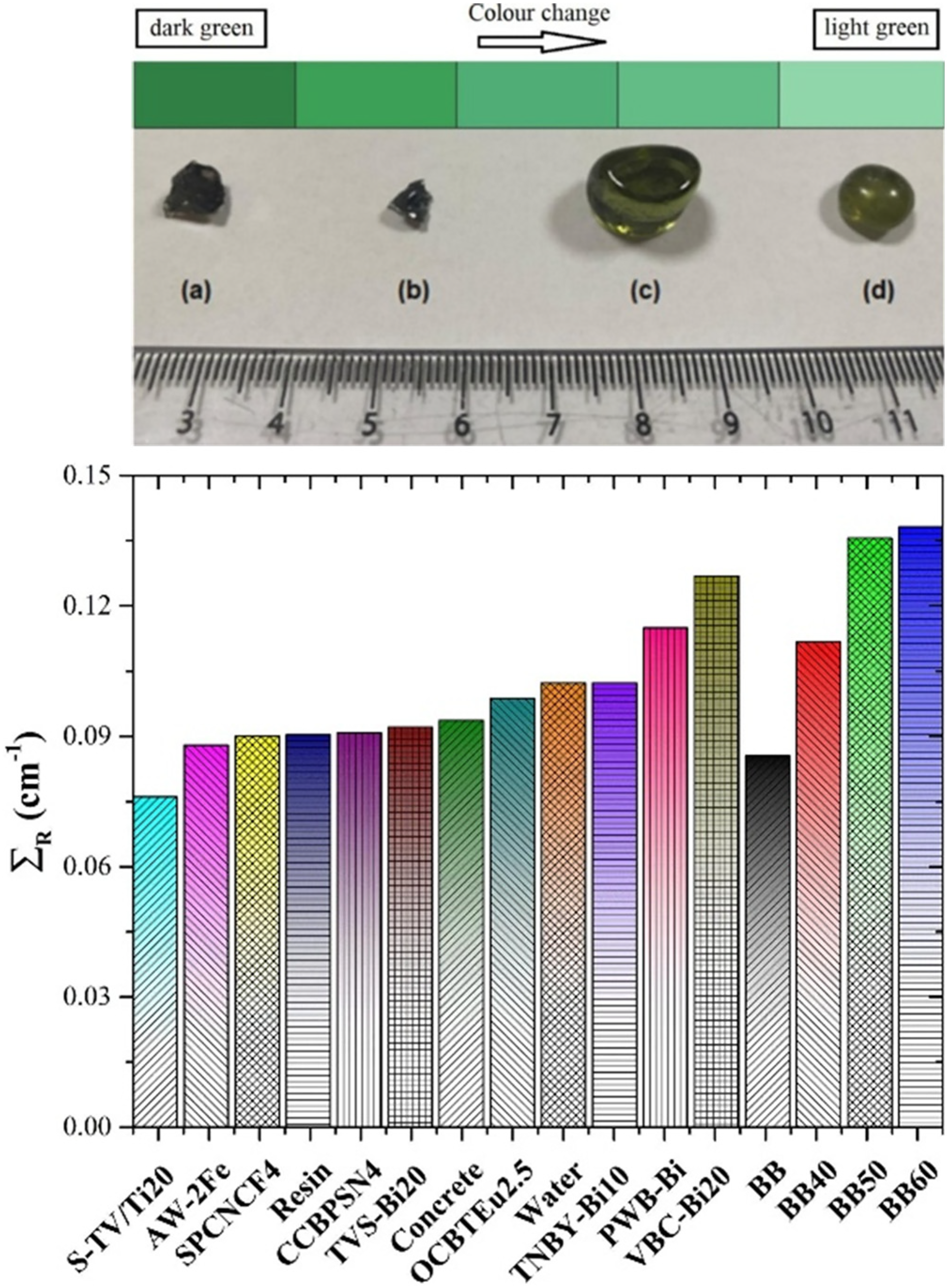
(top) Different glass samples for radiation shielding applications made from recycled BSG and with different proportions of boron oxide (wt%) (a) 0% (BB), (b) 40% (BB-40), (c) 50% (BB-50), and (d) 60% (BB-60). (bottom) Comparison of fast neutron removal cross-section of the BB glasses with other neutron shielding materials. Reproduced with permission from. 124
The reuse of industrial and municipal waste in BSG production for nuclear applications is another relevant strategy to address waste revalorization. In some cases, BSGs were prepared by a combination of recycled materials, such as SLG or municipal solid waste (MSW), with the addition of specific compounds such as B2O3 or heavy metals. For instance, Humaid et al. developed lead-BSG glass, adding B2O3 to SLG obtained from vehicle and PbO obtained from battery waste, showing that increasing PbO content significantly boosts shielding efficiency, outperforming commercial materials and reaching a maximum fast neutron removal cross section of 0.124 cm−1 for a PbO content of 40 mol%. 131 Hussein (2024) et al. prepared BSG by the addition of B2O3 (20 wt%), SrO (20 wt%), and Na2O (10 wt%) with CeO2 and Gd2O3 dopants to MSW, obtaining higher mass attenuation coefficients and better structural stability under gamma irradiation for the Ce-Gd system. 132 The starting MSW was first burned at 750°C for 3 h to remove organic compounds, and then the batch was melted at 1450°C. The good shielding properties of these glasses against gamma irradiation were attributed to the highly compacted and rigid network of these glasses. Additional studies confirmed the viability of using MSW ash and BSG powder in shielding applications.133,134
Cesium immobilization
Cesium and actinides immobilization in BSG matrices is a key concern in nuclear waste management. Hamodi et al. compared ABSG and graphite-glass composites, finding that ABSG offers superior Cs+ retention and corrosion resistance under thermal leaching. 135 Even though the ABSG reported in this study was synthesized in a laboratory, its composition is quite close to some commercial PGW, making this residue a valuable option for nuclear materials, despite some slight compositional modifications are necessary. In a different study, Lago et al. introduced a low-temperature method for Cs+ immobilization (up to 20 wt%) using CsOH alkali activation of PGW with a solid loading of 60 wt%, resulting in the formation of the boro-pollucite phase (CsBSi2O6), a very stable phase for Cs+ immobilization. 136 Additional sintering at 700°C for 1 h further enhanced the stabilization of Cs+ due to its immobilization in the glass phase and resulting in a leaching below 0.482 ppb.
Waste recycling and resource recovery
This last section presents a selection of studies that address ways to recycle BSGW for resource recovery. They span from the extraction of critical materials such as rare earth elements (REE) and indium to the use of BSGW as a raw material in ceramics, glazes, and the glass industry, underlining the importance of BSG as a valuable material for resource recovery.
Recovery of critical elements and raw materials
Critical Elements (CE) are substances that are essential for modern technologies and economic functions, but also face a risk of supply disruption, and their recovery is becoming an important field of research. 137 Among CE, rare-earth elements (REE) are extremely important because they are among the most technologically relevant elements for modern applications, and for several of them, the supply risk is high, at least in the EU.138,139
Jiang et al. developed a two-step hydrometallurgical process to recover La, Y, and Gd from spent BSG optical glass 140 provided by Hiraki Glass (Japan). The method uses NaOH and HCl treatments to convert REE BSG into soluble RE chlorides, achieving nearly 100% recovery. The authors state that this method is simpler and more convenient than mineral-based extraction and applicable to ophthalmic glass and optical fibers. In a different study, a phase separation technique by remelting colored SLG with B2O3 to produce BSG was used to recover metals from GW. 141 Heavy metals like Co and Cr concentrate in the borate phase, which is leached with nitric acid, leaving behind high-purity porous silica glass and allowing metals to be recovered. A similar procedure was applied by Xing et al. to cathode ray tube glass, using B2O3-induced phase separation to recover Ba and Sr with over 98% efficiency. 142 The process also produces high-silica porous glass and enables partial recovery of B2O3 from the leachate (Figure 17). Although BSG was not directly used, this study highlights the importance of these glass compositions in promoting phase separation and facilitating the recovery of critical elements.
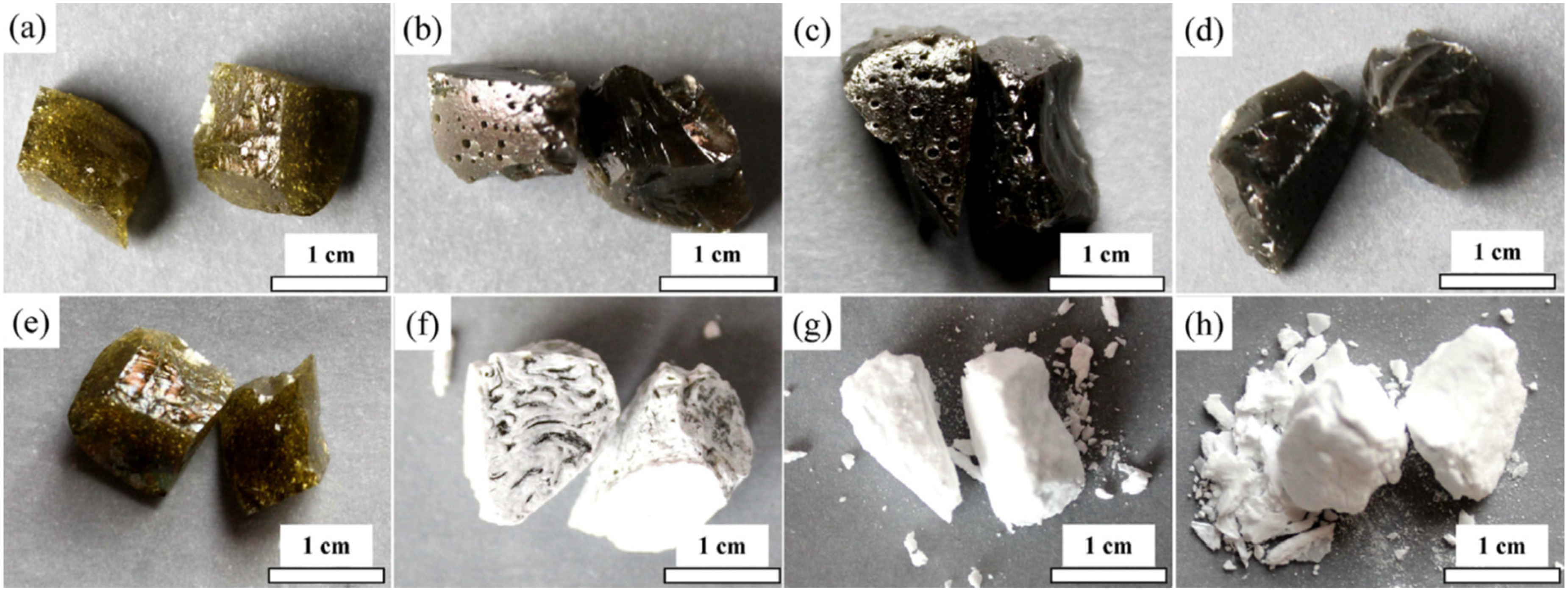
Photographs of the phase separation products and corresponding acid leaching residues obtained with different additional amounts of B2O3 using a temperature of 1100°C and a holding time of 30 min. (a) 10%; (b) 20%; (c) 30%; (d) 40%. (e)–(h) are the corresponding photographs of (a)–(d) after leaching of the BSG. Reproduced with permission from. 142
Other authors recovered indium, an important CE, from LCD panels by leaching GW with oxalic acid and thermally converting the extract into InBO3 nanoparticles. 143 In a deep analysis on critical raw materials from the ceramics industry, García-Ten et al. indicated the importance of BSG as a source of boron, thus making BSG a valuable waste not only for improved applications but also as a source from which CE can be recovered. 144 Indeed, boron compounds are difficult to replace with other fluxing raw materials due to toxicity issues (e.g., lead) or because alternatives like bismuth and strontium are listed as CE by the EU. Therefore, the authors indicate that the best candidates for boron substitution are BSGW. A study by Sullivan Porras et al. reported on the preparation of hydrophobic sand from BSGW and palm oil sludge fatty acids. 145 The sand reduced water infiltration and hydraulic conductivity, making it suitable for landfill covers and water harvesting. Finally, Lee and Park reported a procedure to extract elemental silicon from crushed BSG via magnesium reduction and then mixed with carbon black. 146 The as-obtained Si/MgO/C composite demonstrated superior reversible capacity (∼487 mAh/g) and cycle stability, indicating its great potential as an environmentally friendly anode material for lithium-ion batteries. While the main goal was to extract elemental silicon from BSG glasses, other components of the glass, such as B2O3 and Al2O3, are not removed during processing and remain in the final composite as lithium-inactive oxides. These oxides play a beneficial role by acting as structural buffers that mitigate volume expansion during cycling, thereby enhancing the mechanical stability and long-term performance of the electrode.
Borosilicate glass waste as raw materials for the ceramics and glass industry
A different approach, involving the use of BSG or ABSG wastes as fluxing agents or structural components in the ceramics and glass industries, has been explored by other authors. For example, Koca et al. replaced potassium feldspar with BSGW in porcelain, reducing sintering activation energy from 166 to 43 kJ/mol. 147 The fluxing oxides (B2O3 and Na2O) promote vitrification and lower energy consumption. Instead, Kim demonstrated that up to 11% LCD cullets can be added to flint and low-iron flat glass without significantly affecting viscosity, liquidus temperature, or optical properties. 148 The cullet improves water resistance and light transmission. Still on the same residues, LCD glasses were used to replace feldspar in sanitaryware ceramics. 149 The sintered bodies showed dense microstructures, low water absorption, and stable thermal expansion, thus indicating these ABSG as useful resources. The application of LCD glasses in glass wool production was also studied, and up to 20% replacement was feasible, with no harmful leaching and 6% energy savings. 150 Lassinanti Gualtieri et al. incorporated 41 wt% GW, made of 34% BSG and 7% SLG, into porcelain stoneware tiles, lowering firing temperature by 140 °C and reducing energy consumption. 151 The tiles met industrial standards and showed reduced residual stress. Instead, Rozenstrauha et al. combined sewage sludge and ABSG with illitic clay to produce porous and dense ceramics, and up to 25% sludge addition improved porosity, water absorption, and bulk density. 152 In a separate study, tube light and BSGW were added to opaque glazes, enhancing opacity, whiteness, and chemical resistance, with higher values obtained at 15 wt% glass addition. 153 Zircon crystals were the major phase, along with minor contents of wollastonite and diopside. The crystallite size decreased with glass addition, and surface crystallization dominated. The authors also concluded that the addition of GW can play a relevant role in enhancing the glaze's properties at low cost.
Barriers, regional regulatory, and policies for glass recycling
Despite the interesting examples described before on the use of BSGW in industrial processes, there are several concerns and barriers that should be mentioned. One of the most important is the supply chain logistics. SLG, which dominates the overall glass production, benefits from well-established collection systems. Instead, BSG is used in specialized applications such as pharmaceutical containers and labware glasses, but it lacks a proper sorting and collection system to ease its recycling. If BSG enters SLG waste streams, it will contaminate and create several defects in the products due to the lower temperatures involved for melting SLG compared to BSG. The lack of dedicated infrastructure for separating BSG from other glass types further complicates recycling efforts, as mixing it with SLG cullet compromises the quality of remelted glass and can even damage the melting furnaces if unwanted materials enter the furnaces. 111 Transportation costs are another major obstacle because BSG is heavy (density around 2.3 g/cm3) and fragile; therefore, moving big volumes from hospitals, laboratories, or pharmaceutical plants to recycling facilities is expensive and carbon-intensive. Another concern is related to market acceptance. For example, the pharmaceutical and medical sectors operate under strict regulatory frameworks that demand high material purity and traceability. Recycled BGS glass rarely meets these standards without further processing such as sterilization and quality control, which limits its reuse in primary applications such as pharma packaging, thus making the close-loop recycling of PGW very challenging. Furthermore, the volatility of cullet prices and the absence of guaranteed demand for recycled BGS create uncertainty for recyclers and investors, reinforcing the perception that recycling BSG is economically unattractive. However, some policy incentives have emerged to overcome these barriers and to favor full glass recyclability. Deposit Return Schemes (DRS) and Extended Producer Responsibility (EPR) represent two different approaches to managing packaging waste, including glass. In a DRS system, consumers pay a small deposit when purchasing a beverage container and receive it back when they return the empty bottle. By contrast, EPR makes producers financially responsible for the collection, sorting, and recycling of the packaging they place on the market. Instead of relying on consumer deposits, producers fund national recycling systems that manage glass efficiently at large scale. According to the European Container Glass Federation (FEVE), strengthening existing EPR schemes is the best way to improve both the quantity and quality of recycled glass, noting that most EU countries with recycling rates above 80% rely on EPR rather than DRS. EPR schemes, widely implemented in Europe and parts of Asia, require manufacturers and importers to finance the collection and recycling of packaging materials, including glass. Kua et al. 154 compared the glass recycling policies in three cities: Stockholm, Hong Kong, and Shanghai. In Sweden, for example, the “Ecocycle Bill” and related ordinances impose fees on producers to fund collection systems in the country, ensuring high recycling rates for container glass and creating a framework that could be adapted for specialized glass streams. In Hong Kong, glass-recycling governance is built around the Waste Reduction Framework Plan and the Promotion of Recycling and Proper Disposal Ordinance 2016. Together, they create a framework for managing SLG beverage containers. These instruments implement a Producer Responsibility Scheme based on the polluter-pays and eco-responsibility principles, requiring manufacturers and importers of glass-bottled beverages to register with authorities, submit periodic returns, pay a container recycling levy, and comply with auditing requirements. Collection and treatment are operationalized through Government-appointed Glass Management Contractors. Instead, public engagement is supported by environmental education and community-based sorting initiatives. On the other side, in Shanghai, glass recycling is governed under the Regulation of Shanghai Municipal Solid Waste Management, which started in 2019 and is based on the national Circular Economy Promotion Law and the Law on the Prevention and Control of Solid Waste Pollution. 154 Shanghai implements a highly coordinated system through the “Integration of Two Networks” policy, which merges the municipal waste-classification system with the renewable-resource recycling system to strengthen material recovery, including GW. Policy instruments include mandatory sorting, extensive public education campaigns, fines for non-compliance, and the deployment of thousands of community recycling sites and transfer stations to operationalize collection and ensure downstream processing.
In Japan, the Containers and Packaging Recycling Law of 1997 requires companies that use, manufacture, or import packaging to take responsibility for recycling it, while very small businesses are exempt. 155 Recycling can be done through self-collection, contracting recyclers, or paying fees to the Japan Containers and Packaging Recycling Association. Municipalities must sort and store waste properly, and consumers must follow local separation rules. Packaging must carry identification marks to aid sorting, and companies face penalties for noncompliance. Another successful example of efficient glass recycling is given by South Korea, where glass bottle recycling is regulated by the Act on the Promotion of Saving and Recycling of Resources (2003) and operates through two main flows: reuse via the DRS and recycling via the EPR program. 111 In 2022, Korea reached recycling rates of 81–85.8%. DRS recovery has remained above 95%, while EPR recycling has declined due to lower deposit rates, fewer bottles produced, and increased reuse promoted by higher deposit prices. Similarly, Germany uses a dual-system model combining EPR and a DRS. This combined approach demonstrated that in 2019, around 74% of glass bottles were recycled. 111
Instead, in the United States, glass-recycling policy is highly fragmented because each state and municipality sets its own rules. 156 The most effective regulatory tool is the bottle bill, a deposit-return scheme that demonstrated effectiveness in increasing recycling rates, as it occurs in Oregon, where glass-bottle recycling reached around 73%. However, many cities struggle to recycle glass through curbside programs due to high contamination, rising sorting costs, and limited nearby processing plants, making disposal cheaper.
Although these policies currently focus on SLG, they illustrate how regulatory models could be extended to PGW to stimulate BGS glass recovery. Subsidies and financial incentives also play a role in reducing economic barriers. For example, governmental programs provide funding for infrastructure development, such as automated sorting lines and community recycling stations, and offer grants and benefits to companies investing in advanced recycling technologies. These initiatives aim to offset high capital costs and encourage innovation in glass sorting, which is essential for recycling BSG. In addition, landfill taxes and disposal bans, as implemented in Sweden, create economic pressure to divert GW from landfills, indirectly promoting recycling. 154 However, the success of these policies depends on their integration with broader circular economy strategies, including public education, standardized collection systems, and incentives for manufacturers to incorporate recycled content into new products. For all these reasons, commercialization of BSG recycling is constrained by limited or fragmented supply chains, high transportation and processing costs, and limited market demand for recycled material in high-value applications. Policies, EPR schemes, subsidies, and landfill restrictions offer promising ways to address these challenges, but their effectiveness will require targeted adaptation to the unique characteristics of BSG glass and the stringent regulatory environment of the pharmaceutical sector.111,154
Borosilicate glass waste recycling by novel Laser-assisted technique
In the framework of the EVERGLASS project, a new way of recycling BSGW is under development. The technology is called GMORPH-Glass Laser Morphing. Current glass recycling employs furnaces working at temperatures within 1400–1550°C for processing huge volumes of GW. This technology requires high energy consumption to melt tons of glass and is characterized by the inherent inflexibility of a heavy-duty industrial system that cannot be stopped or adjusted in real time. Furnaces are designed to produce several tons of recyclable glass per day, are very expensive, and can only work with SLG, excluding GW, with high technical potential, such as BSGW, which represents a growing portion of the total volume. Furthermore, because of energy use, space required, and diffused heat, the possibilities of location are very limited. Among others, this creates the problem of transporting GW from waste production sites to processing plants, which heavily increases the carbon footprint. Instead of relying on traditional furnaces, the EVERGLASS concept made use of powerful lasers to recycle borosilicate and other “hard-to-recycle” glasses.
Figure 18 shows the general strategy of the EVERGLASS concept for recycling of BSGW.
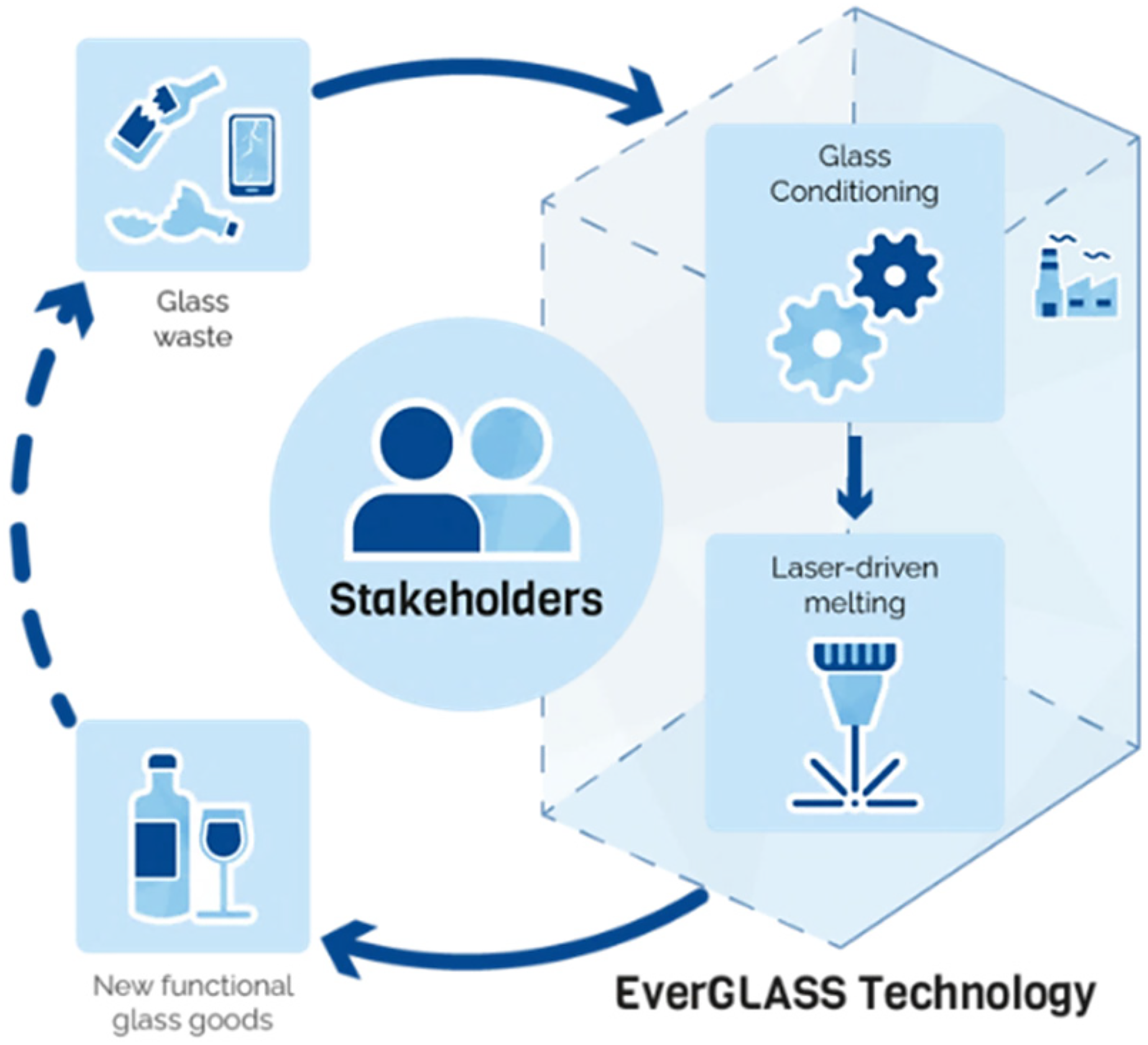
General strategy of the EVERGLASS project for recycling glass waste, including BSG.
The process begins by collecting and sorting the GW. Secondly, the desired GW type to be recycled, BSGW, for example, is cleaned and crushed into a fine powder (glass conditioning). The powder from the GW is placed into a vessel, which is continuously mixed and heated up in order to avoid the sticking of the particles. Then, this glass powder is injected into a laser-assisted processing unit, in which a laser beam interacts with the BSGW powder and melts it. Thanks to this laser radiation, the powder is heated to above 1650°C to reach the melting point. Using a suitable focusing lens, the laser beam is focused in a very small spot (a few mm in diameter) in such a way that a localized hot melting pool is formed. By adding powder to this melting pool, a solid part can be formed without any requirement for molds or additional additives. The final step is the annealing of the produced glass part, which is carried out in the same processing chamber in a controlled manner. Using a kinematic movement station, controlled by a central computer (that also controls the laser parameters), three-dimensional BSG parts are produced.
Figure 19 shows some examples of simple geometries obtained by the GMORPH-Glass laser morphing technology.
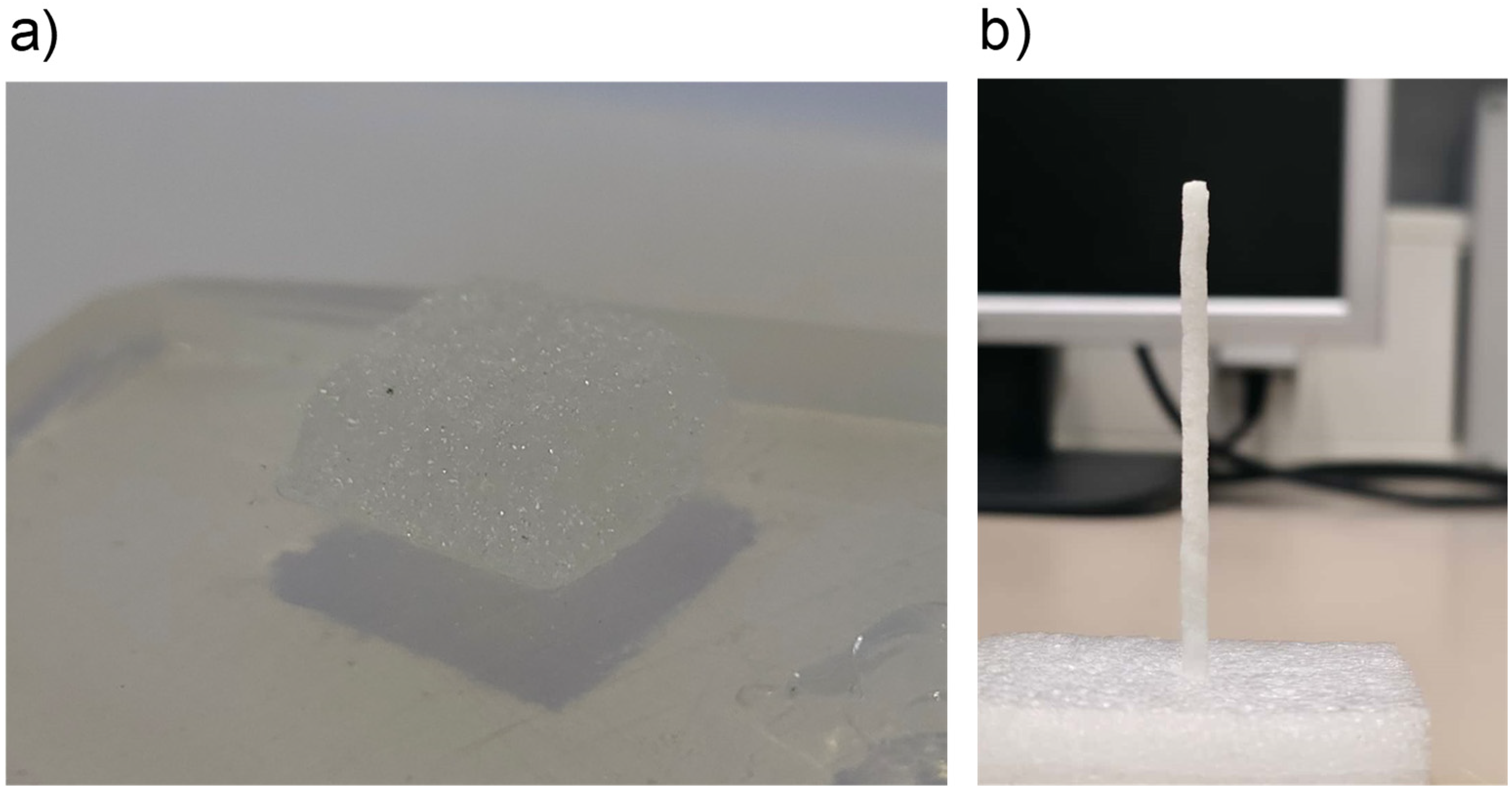
a) BSG cube made out of BSGW; b) BSG rod made out of BSGW. Both parts were produced using the GMORPH-Glass laser morphing technology.
The GMORPH-Glass laser morphing technology allows fine control of the melting process, precisely controlling the temperature reached by the molten glass pool. At the same time, this technology allows custom shapes thanks through a computer-controlled kinematic system. Therefore, the molten glass can be shaped directly without the necessity of using expensive molds. Figure 20 illustrates the precise control enabled by this novel technique, presenting a proof-of-concept of the Wilson helix.
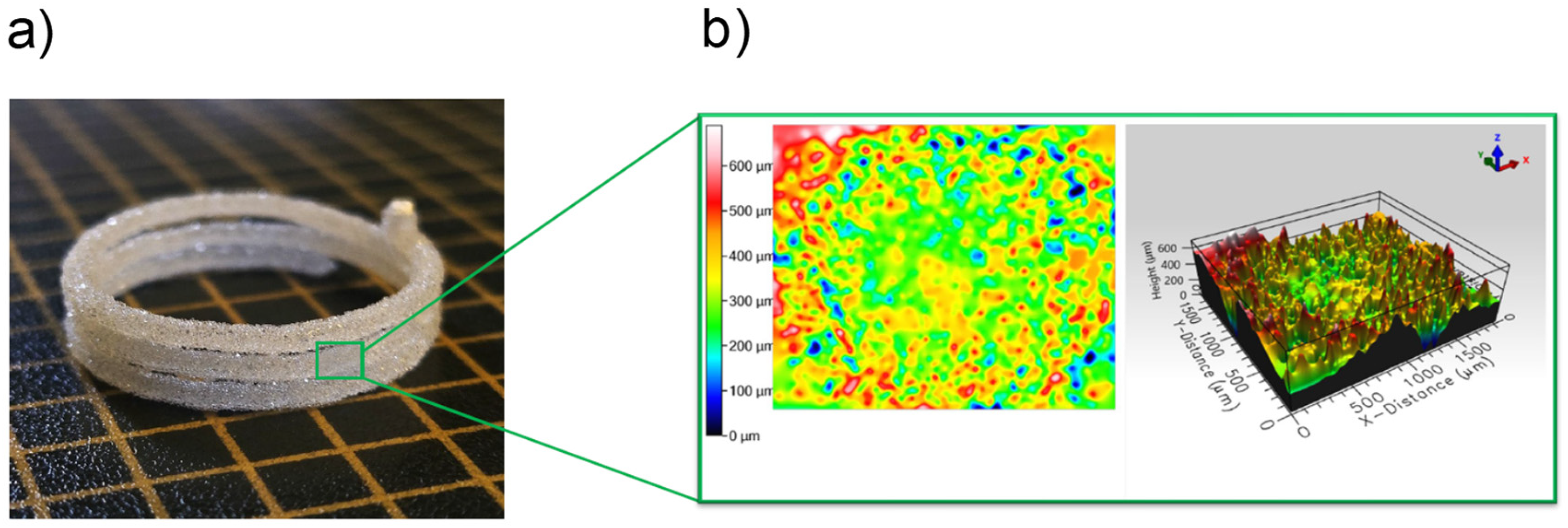
a) Wilson helix made out of BSGW using the GMORPH-Glass laser morphing technique. b) Topographic map of the glass surface obtained by interferometric microscopy showing an increase of 700% in developed interfacial area.
The GMORPH-Glass laser morphing technology allows the effective surface area of this type of device to be increased by 700% compared to the surface area of smooth helices manufactured using conventional methods. These helices provide a large surface area, improve heat and mass transfer, and are resistant to chemical corrosion and high temperatures, making them suitable for tasks like chemical separation and liquid-liquid dispersion in laboratory equipment and chemical plants. Given the still early stage of development of GMORPH-Glass laser morphing technology, reliable and comprehensive data on key performance metrics are not yet available. In particular, there is currently no validated information regarding energy consumption, cost per kilogram of recycled glass, or achievable process throughput for this technique.
Economic viability and life cycle assessment studies of glass recycling
Life cycle assessment (LCA) applied to glass recycling is typically used to evaluate its environmental and economic performance. Across several papers focused on LCA of glass recycling, it can be observed that energy intensity and raw material extraction dominate the environmental footprint, and high recycled content or alternative recycling methods contribute to substantially reducing these negative impacts. Although the majority of papers in the literature focus on the LCA of SLG, some of the conclusions also apply to BSG. For example, Bassani et al. 157 compared multiple end-of-life options for pharmaceutical packaging and showed that take-back schemes with high recycling rates, such as PGW collections at pharmacies, outperform landfill and incineration, which remain more polluting. Specifically, the authors reported values of 23 Wh/kg of electricity used at the sorting facility, and indicated that landfilling is up to 230 times worse than take-back recycling and 38 times worse than incineration, while incineration is up to 60 times worse than take-back recycling. With energy recovery, incineration can be 0.2–180 times more beneficial than landfilling in some impact categories. Transportation accounts for up to 95% of end-of-life impacts, and packaging production contributes up to 93% of total life-cycle impacts. Similarly, the Glass Packaging Institute 158 demonstrates that increasing cullet content significantly decreases global warming potential, with melting processes identified as the highest energy consumers. According to this study, producing 1 kg of container glass requires 16.6 MJ/kg of primary energy demand and generates 1.25 kg CO2-eq/kg as global warming potential. Increasing the use of cullets from 23% to 50% reduces CO2 from 1.26 to 1.11 kg CO2/kg, a decrease of roughly 10%, corresponding to 2.2 million tons of CO2 saved annually at the continental scale. Moreover, this study confirms that furnace operations are the dominant source of CO2, with 0.64 kg CO2/kg. These results are consistent with those reported by Uthayakumar on LCA of glass bottles. 159 Her findings indicate that although the production of glass bottles contributes to higher absolute CO2 emissions than Tetra Pak, due to melting and transport, they perform better on an impact-per-kilogram basis and can be reused many times, reinforcing the role of circularity and the importance of glass recycling. The study shows that producing one glass bottle emits about 0.316–0.325 kg CO2-eq (≈0.85 kg CO2-eq/kg of glass), and emissions are largely from the furnace stage, with melting alone contributing 267 kg CO2/t from fuel and 41 kg CO2/t from chemical reactions, totaling ∼747 kg CO2/t of finished glass. Primary production involves very high temperatures (melting/refining ∼1600 °C, forming ∼700 °C, annealing ∼580 °C). Recycling glass significantly reduces energy and emissions because cullet lowers furnace temperatures; a scenario with 70% bottle recycling shows substantial CO2 and fuel savings. On the other hand, Ingrao et al. 160 highlighted that the closed-loop recycling, even for the SLG, is limited due to high transportation costs and the need to clean and sort the cullets by color. For this reason, they evaluated a chemical recycling route that converts glass cullet into sodium silicate as a raw material for different chemical industries. They found that the process is environmentally competitive with new sodium silicate production, especially when renewable energy is used to power the system. The process uses about 1.95 MJ of energy per batch and generates 0.109 kg of CO2-eq, mostly from fossil fuels. Like the previous studies, they identified electricity generation as the main hotspot and showed that impact reductions of over 60% are possible using photovoltaic plants to produce electricity. Although this study does not focus on BSG specifically, it highlights the potential for different recycling technologies aimed at converting GW into a valuable resource. Yuan et al. 161 also assessed the economic and environmental performance of closed-loop recycling for flat glass and glass containers. While closed-loop recycling of flat glass is economically viable, earning about 11.9 USD per ton, recycling of bottles provides only marginal profits, approximately 0.6–6.9 USD per ton. From the environmental point of view, closed-loop recycling significantly outperforms landfilling and conventional production. In fact, CO2 emissions decrease by 40% and 28% using 30% recycled glass, and ecotoxicity decreases by 73% and 62%, for flat glass and for glass packaging, respectively. Pre-processing the GW consumes 12–15 kWh of electricity and 2–3.5 m3/t of natural gas, while using cullet allows the furnace to decrease the temperature by around 200 °C, saving energy. This study also identifies that improved crushing and separation efficiency is the main driver of economic gains, while increasing the cullet substitution ratio maximizes environmental benefits. On the other hand, the authors highlight that shorter transport distances and lower energy use have smaller effects. A different paper from Jost et al. 162 described different ways to reduce CO2 emissions in the production of flat glass, which was estimated to be 747 kg/t, with most emissions coming from fuel combustion (288 kg/t), the melting reaction (172 kg/t), and from electricity (66 kg/t). They found that the most effective measures, such as carbon capture and storage (CCS), hybrid melting with high electric heating, and hydrogen combustion, can jointly reduce climate impact by up to 75% when combined with renewable electricity. The study also models energy recovery from exhaust with 25–40% electrical efficiency and hybrid melting with up to 80% electric heating. Using cullet (recycled glass) reduces furnace energy by ∼2.5–3% per extra 10% cullet and reduces CO2 from carbonate decomposition. However, several burden-shifting effects appear in other categories due to increased material and energy demand. For example, while CO2 and energy impacts drop, some environmental impacts increase, including freshwater eutrophication (2–54%), human toxicity, and mineral or metal depletion, mainly due to soda-ash production and electrolysis. Other impacts, like ozone depletion and fossil energy use, decrease because less natural gas is burned. This study is especially relevant for understanding potential transitions that could also apply to BSG melting, which shares similar energy-intensive furnace processes and challenges in achieving high cullet ratios. Battiston et al. 163 performed LCA considering different scenarios for the industrial glass cullet recycling using the alkali-activated route. For producing 1 kg of alkali-activated glass foam, total electricity consumption is ≈23 kWh for processes A (gel-casting with surfactant + sintering) and B (Direct foaming + sintering). Instead, the energy consumption was much higher ≈137 kWh for process C (Direct foaming + cold consolidation without sintering), and ≈22 kWh for process D (Direct foaming + accelerated microwave hardening). Clearly, in terms of CO2-equivalent impact, the process C is the worst; however, switching to photovoltaic electricity results in an 80% reduction for A, B, and D routes. Another remarkable observation is that the processes operate at significantly lower temperatures than virgin glass melting. Process A requires 700 °C, process B 600 °C, process C hardens at about 40 °C with no sintering, and process D uses the same foaming conditions as process B but with the addition of microwaves. Overall, photovoltaic electricity reduces most impact categories but increases impacts related to mineral resource use and long-term toxicity due to silicon-based photovoltaic module manufacturing. According to the authors, process D shows the best environmental performance, while process C is consistently the worst. Further studies from Nodehi and Taghvaee 164 indicated that using SLG cullet can reduce greenhouse gas emissions and energy use by 20–30%. Studies also show that using finely ground recycled glass as a supplementary cementitious material can reduce CO2 emissions, energy demand, and toxicity by up to 19%, 17%, and 21%.
Although the relevant information provided by these analyses, LCA results also highlighted important limitations. In fact, establishing a recycling chain requires collection, sorting, washing, and transport, which add energy use and can offset some environmental gains. Contaminated or mixed cullet streams create additional processing burdens, and in many regions, high transport distances make landfilling cheaper than recycling. For this reason, actual recycling rates remain low, typically around 25–30%. As for BSG, it is incompatible with conventional recycling streams and requires specialized separation and melting conditions. Therefore, from an LCA perspective, these extra steps increase energy demand and reduce the net environmental benefits of recycling. As a result, BSG has even lower recycling rates and is often discarded despite being fully recyclable in theory. Despite these challenges and the need to expand renewable energy to reduce both costs and environmental impacts, LCA studies show that glass recycling provides clear environmental benefits. However, these benefits depend on having a proper collection system and a well-developed recycling infrastructure. This is especially critical for BSG, where limited or absent collection and sorting systems remain the main bottleneck preventing effective recycling. The EVERGLASS project addresses the LCA applied to BSGW, taking into account the aforementioned limitations and pursuing the assessment and efficiency optimization of the Glass Laser Morphing technology. The specific characteristics of PGW generation sources, their spatial concentration, and the waste traceability play an important role in the energy required for sorting stages. The adaptation of the EVERGLASS recycling process scale towards the optimum balance between Glass Laser Morphing environmental impact and BSGW transport impact seeks to minimize the energy required to recycle a specific mass amount of GW. Important factors determining the overall economic and environmental feasibility are not only the reference environmental impact of the landfilled BSG Wand the energy consumption and emissions of the Glass Laser Morphing Other key factors are the impact of mine extraction processes leading to the production of boron oxide and the strategic nature of the precursor borate.
Critical comparison and scalability constraints
Although the previous sections demonstrate that BSGW can be transformed into a wide range of structural, porous, and functional products, the translation of laboratory demonstrations into industrial practice remains limited. This gap is not solely determined by material feasibility, but also by system-level constraints such as sorting infrastructure, throughput, energy requirements, market pull, and regulatory barriers, particularly for PGW. To avoid an overly optimistic interpretation of the state of the art, this section provides a comparative assessment of the main recycling routes, identifying application-dependent bottlenecks, impractical or non-scalable approaches, and the dominant scale-up barriers for emerging technologies.
Comparative evaluation of recycling routes
Main recycling routes for BSGW are summarized in Table 3. The different technologies are comparatively assessed in terms of advantages, limitations, technology readiness level (TRL) achieved, scalability (Sc), and environmental impact. A key outcome is that the routes often presented as “most circular” (i.e., remelting into new BSG) are, in practice, frequently those facing the strongest barriers due to high melting temperatures (>1650 °C), stringent compositional requirements, and the absence of dedicated collection and separation systems for borosilicate streams. Dedicated remelting is therefore best interpreted as a long-term target rather than a near-term solution. Even in SLG systems, LCA studies show that the net benefit of recycling depends strongly on logistics, sorting burdens, and melting energy; these constraints become more severe for BSG because additional separation and higher thermal energy are required.
Comparison between different BSGW recycling techniques. L, M, and H mean low, medium, and high, respectively.
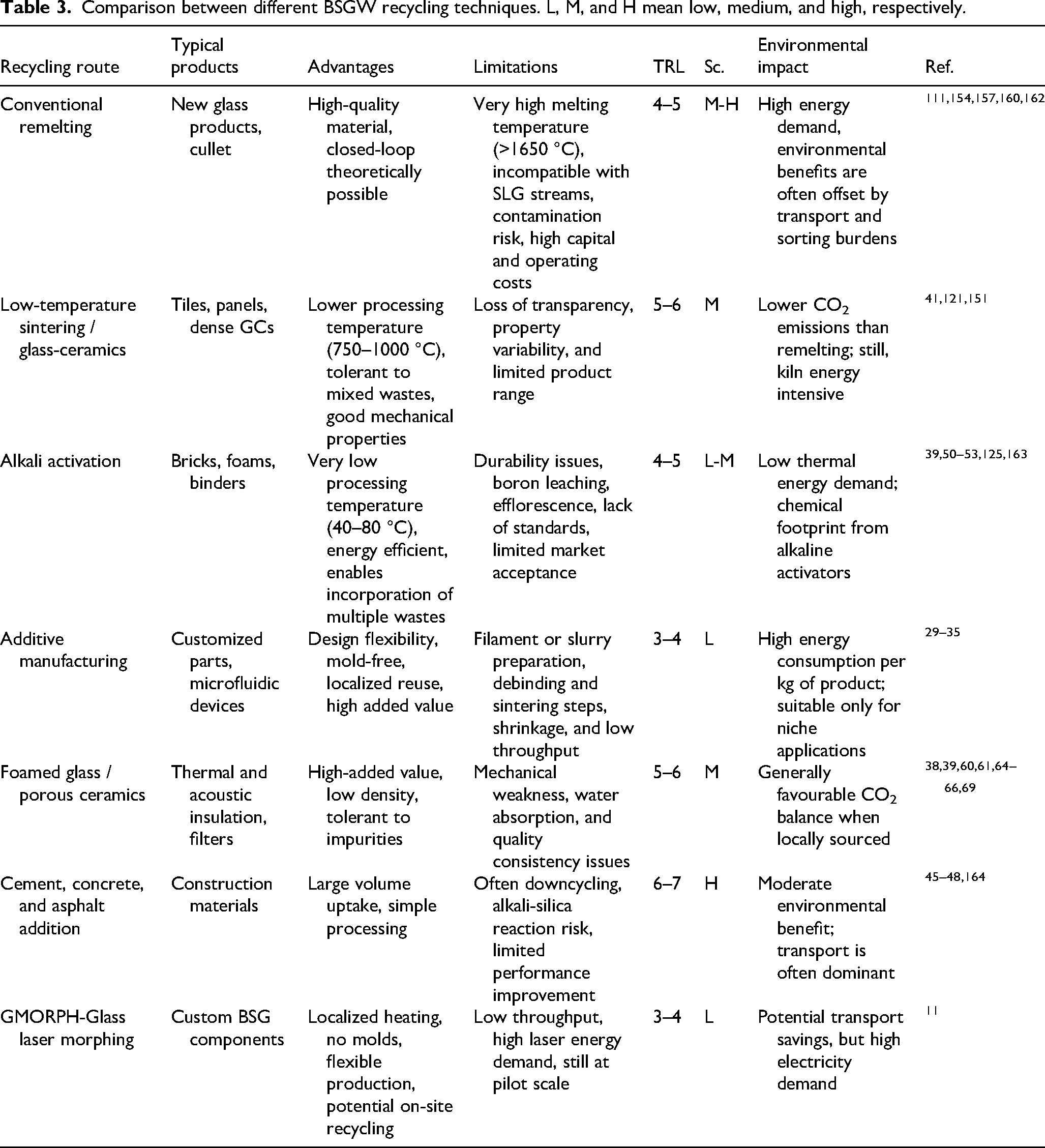
In contrast, sintered glass-ceramics and glass-ceramic composites represent comparatively scalable routes, since they operate at lower temperatures and can tolerate broader compositional variability. Several examples demonstrate that dense tiles, layered glass-ceramic products, and waste-derived composites can meet structural requirements at firing temperatures around 750–1000 °C, making them more compatible with existing ceramic industrial platforms than remelting.
Porous materials and foams similarly appear as a realistic upcycling pathway: they deliver high added value (insulation/filtration) while remaining tolerant to waste heterogeneity, and multiple examples exist in the literature (including foamed glass bodies and borosilicate glass-ceramic foams).
Finally, additive manufacturing and laser-based technologies provide unique opportunities for localized and high-value reuse, but their low throughput and high unit costs limit their relevance as mass recycling routes. As already mentioned, the multi-step nature of SLA-based borosilicate printing (binder removal + densification) and the sensitivity of SLS/SLM to cracking, shrinkage, and limited process windows, prevent these techniques from being used to recycle large amounts of BSGW.
Application-specific bottlenecks and market-driven forces
Beyond the processing route, the feasibility of BSGW valorization depends on whether the intended product has a sufficiently large market to absorb volumes, stable specifications to enable standardization, and acceptance in regulated sectors. Table 4 summarizes this aspect by grouping the recycling approaches by application cluster. Large-volume outlets (construction) can potentially absorb significant amounts of GW but often lead to downcycling and remain limited by durability constraints such as alkali-silica reaction and moisture sensitivity. Conversely, high-added-value applications (functional materials, photonics, catalysts, electronic substrates, and Li-storage materials) may justify more complex processing; however, their market size is smaller, and scale-up is driven by performance qualification rather than waste volume.
Application-dependent bottlenecks in the recycling of BSGW.
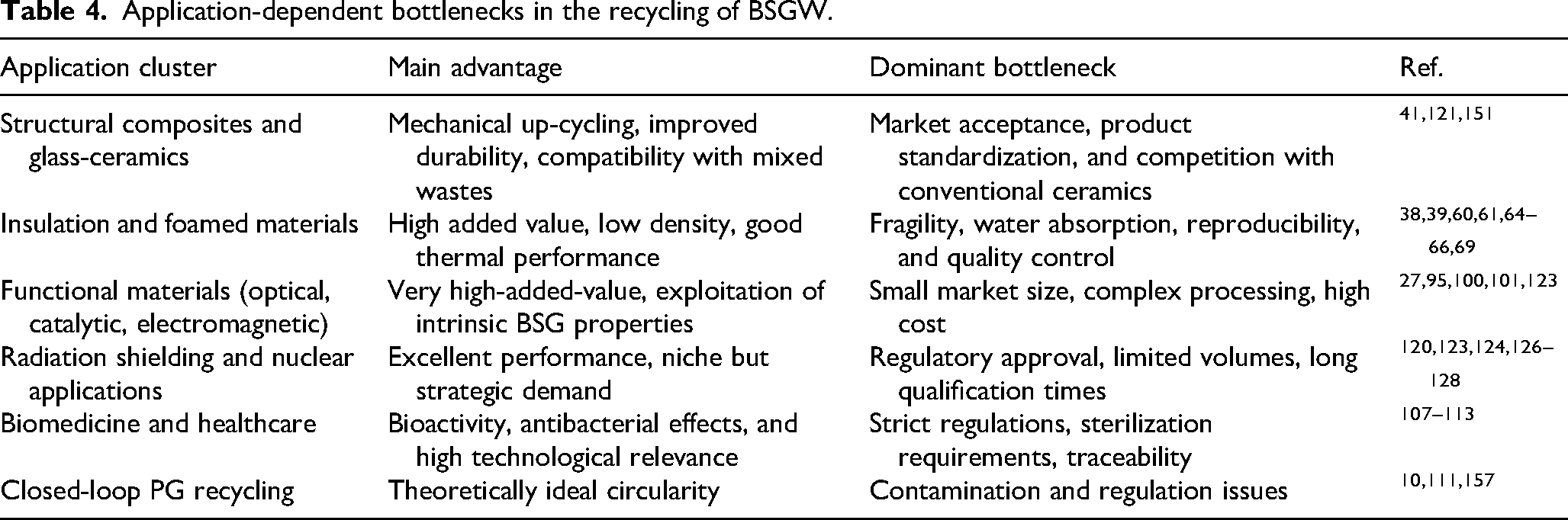
Approaches with limited scalability or poor outcomes
Table 5 summarizes examples where fundamental material limitations, poor yield, or systemic barriers constrain scale-up. In particular, SLS/SLM of glass powders remains intrinsically challenged by thermal gradients, cracking, incomplete densification, and limited process windows.
Main scale-up constraints of different BSGW recycling routes.
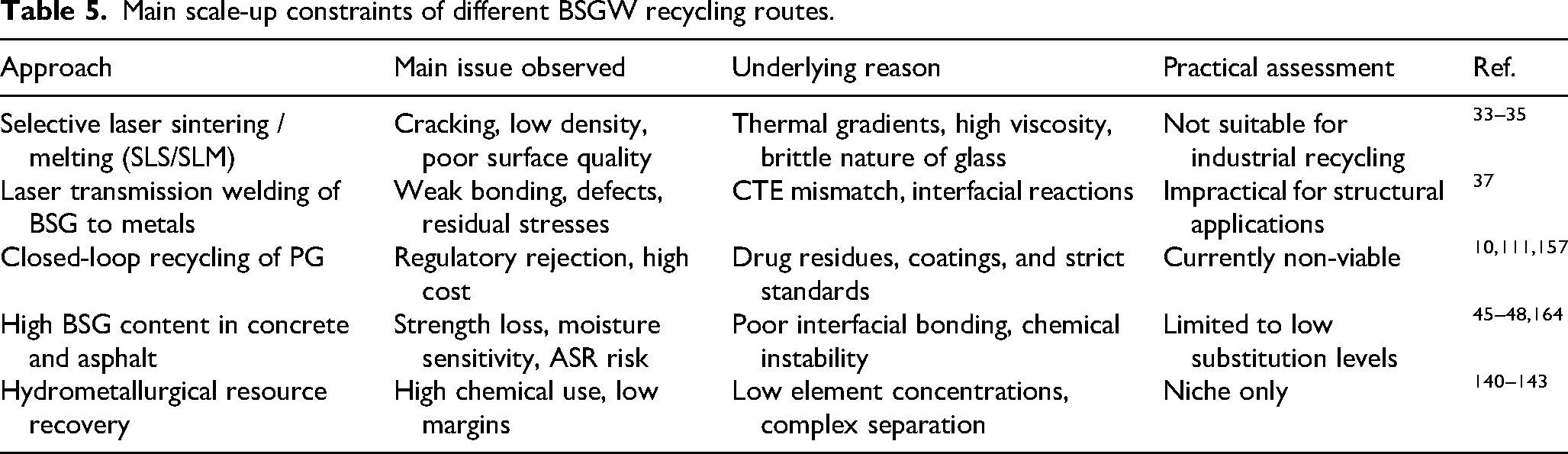
Similarly, laser transmission welding of BSG to metals is limited by a mismatch in thermal expansion and interfacial reactions, leading to defects and weak bonding. Closed-loop recycling of PGW is conceptually attractive but is blocked by regulatory frameworks and contamination/traceability requirements, while high BSG contents in cement/asphalt become limited by durability issues, including alkali-silica reaction (ASR) risk, and strength trade-offs.
Barriers preventing industrial deployment of recycling routes
Table 6 summarizes the main reasons why emerging routes, such as laser-based recycling (SLS/SLM), alkali activation, other additive manufacturing (FDM, SLA), and dedicated remelting, have not yet progressed to industrial deployment. A central observation is that scale-up limitations rarely arise from a single underlying factor. Rather, they emerge from the combination of several aspects: throughput limitations, unfavorable cost structure, and the absence of a dedicated BSGW supply chain. In particular, laser-based recycling offers unique flexibility and the potential for localized reuse, but remains constrained by low throughput, high electricity demand, and the need for careful control to avoid devitrification and residual stresses. Similarly, other additive manufacturing routes, such as FDM or SLA, involve multiple steps and are slow, requiring feedstock preparation and post-processing. While these approaches are valuable for specialized parts (e.g., microfluidics or customized shapes), they should not be framed as high-volume recycling routes under current economic conditions.
Main barriers preventing industrial deployment of several BSGW recycling routes.
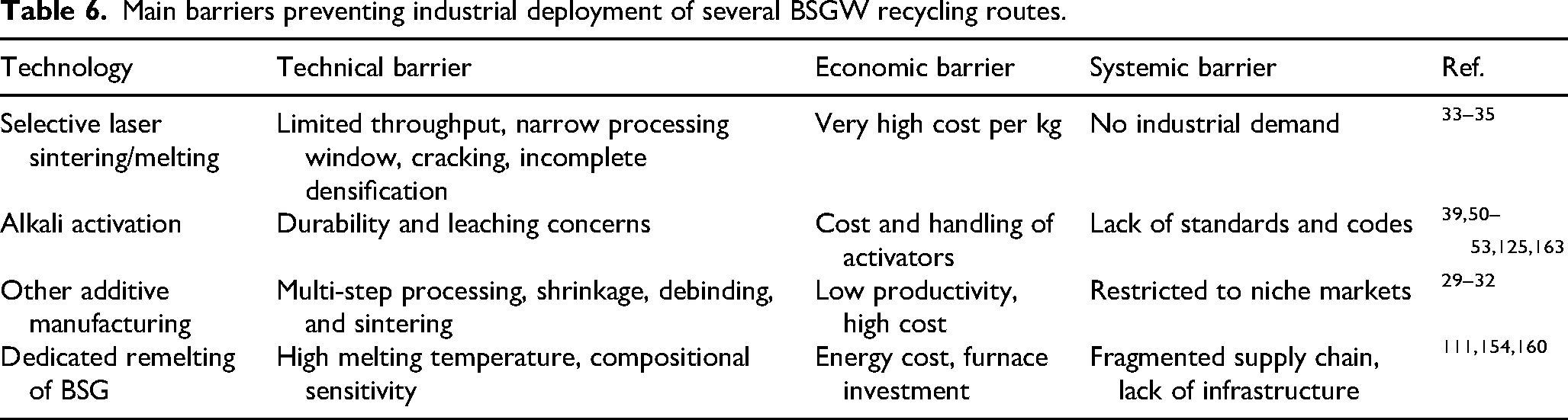
Alkali activation is attractive due to low thermal energy demand and demonstrated feasibility in construction-related materials, but scale-up is constrained by chemical handling, uncertainties in long-term durability and leaching, and the lack of standardized codes for widespread adoption. Finally, dedicated remelting remains limited by the fragmentation of BSGW sources (laboratories, hospitals, pharma sites), transport burdens, and the lack of guaranteed end-markets for recycled BSGW in high-purity applications. These factors directly reduce the net environmental advantage predicted by LCA if the supply chain is not optimized.
Closing remarks
Overall, the comparative analysis of Tables 3, 4, 5, and 6 indicates that the principal barriers for BSGW recycling are systemic and techno-economic, rather than a lack of possible processing routes. In the near term, the most plausible scale-up pathways are those combining moderate processing temperatures, tolerance to waste heterogeneity, and access to established markets, notably glass-ceramic building products and porous insulation/filtering materials. Conversely, newer technologies such as additive manufacturing and glass laser morphing are better positioned as enabling tools for localized, high-value reuse, particularly where transport distances, customization, or rapid prototyping provide a strong economic rationale. In parallel, any credible transition towards circularity for BSG requires targeted interventions beyond technology development, including dedicated collection/sorting systems, improved traceability of waste streams, and policy mechanisms capable of reducing supply chain fragmentation and creating stable end-markets.
Conclusions
This review brings attention to the importance of BSG recycling: while these glasses are among the most technologically relevant glass families, their recycling is severely limited due to high melting temperatures compared to SLG. Therefore, the strict compositional requirements for specific applications make their closed-loop recycling limited to a few initiatives and to specific products. Moreover, regulatory frameworks prevent PG recycling, which is destined for landfills or incineration. As a result, significant quantities of glass remain unrecovered despite its theoretically infinite lifespan. As a consequence, much of this waste cannot be reintroduced into high-value markets. Given these limitations, and in contrast to SLG, where closed-loop recycling is well-established, open-loop recycling currently represents the most viable short-term option for BSG. However, the integration of optimized infrastructures and advanced sorting equipment can also render partial closed-loop schemes viable in the long term.
This extensive literature survey confirms that borosilicate glass waste may be effectively upcycled and transformed into high-added-value products covering a wide range of applications, such as glass-ceramics and composites with improved mechanical properties, porous structures for insulation and filtration, functional glasses for application in optics, catalysis, and biomedicine, and glasses for shielding against radiation and immobilization of nuclear wastes. The use of borosilicate glass waste as raw materials for the ceramics industry or for boron recovery is also a relevant option to recycle these materials or to face the critical elements supply. Some issues are also addressed; for example, the sterilization of recycled glasses, especially pharmaceutical vials and containers, is necessary before their use. Several methods are available for large-scale sterilization, and they are the most promising in the near future. However, there are also barriers, the main one being the lack of dedicated collection and sorting systems, which leads to frequent mixing with SLG. Borosilicate glass waste often originates in smaller and scattered volumes, which makes collection and transport expensive and carbon-intensive. Combined with the high energy cost of remelting and limited market demand for recycled BSG, these factors discourage economic recycling. Therefore, the supply chain remains fragmented, with few specialized facilities and no consistent end-market to ensure profitability.
Advances in processing technologies, such as additive manufacturing, laser-based forming, alkali activation, and low-temperature sintering, as well as efforts like the EU-funded EVERGLASS project, aim to valorize borosilicate waste and to contribute to a circular economy. Policies and initiatives, like the “Ecocycle Bill”, implemented by Sweden, are an example of a regulatory framework that successfully increases glass recycling rates by placing financial responsibility on producers. Through mandatory fees used to fund national collection and treatment systems, the legislation has enabled the development of an efficient and well-integrated recycling infrastructure. More initiatives in this direction could be beneficial to improve BSG recycling.
Future perspectives
In this section, we indicate a structured roadmap for BSG recycling, divided into three main periods: short, medium, and long term. These directions suggest a shift from “waste mitigation” to the intentional fabrication of high-added-value materials.
Short term (0–5 years): deployable technologies and near-market solutions
Research efforts in the short term should focus on technologies that can be implemented with existing infrastructure or limited adaptation, enabling immediate improvements in BSG recovery:
Medium term (5–10 years): scale-up challenges and system integration
In the medium term, research should shift from proof-of-concept to industrial scalability and system robustness:
Long term (>10 years): disruptive concepts and true circularity
Long-term research should explore transformative approaches that redefine how BSG is manufactured, reused, and valorized:
Footnotes
Acknowledgements
This work was partially supported by the EU research project EVERGLASS (HORIZON EUROPE. Program HORIZON-EIC-2023-PATHFINDEROPEN-01 (PN:101129967)), Government of Spain [MCI/AEI/FEDER, UE (PID2022-138763OA-100), and by Xunta de Galicia (ED431C 2023/25).
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Government of Spain (MCI/AEI/FEDER, UE (PID2022-138763OA-100)), HORIZON EUROPE (Program HORIZON-EIC-2023-PATHFINDEROPEN-01, PN: 101129967), and Xunta de Galicia (ED431C 2023/25).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Disclaimer
The authors are directly involved in the GMORPH technique under development within the EVERGLASS project and in research on laser-based glass processing technologies discussed in this manuscript. This involvement is disclosed for transparency.
This manuscript considered the results from all macro-regions, with a predominance of works from Asia (43.5%) and Europe (33.5%), followed by results from North America (10.6%). The remaining works are from Africa (6.2%), South America (3.1%), and Oceania (3.1%).