
Abstract
Oxide dispersion-strengthened (ODS) alloys are a critical class of structural materials for extreme environments, owing to their unique combination of high-temperature strength, thermal stability, and radiation tolerance, enabled by a very high density of nanoscale oxide dispersoids. These features make ODS alloys attractive for advanced nuclear systems, aerospace applications, and other harsh-service conditions where conventional alloys rapidly degrade. Despite decades of development, key challenges remain in understanding how nanoscale oxides interact with matrix microstructures, alloy chemistry, and irradiation-induced defects to control macroscopic performance. This review provides a focused, mechanism-based synthesis of the microstructural features that govern the properties of ODS alloys. Emphasis is placed on grain structure evolution, dispersoid size and distribution, matrix–particle interfaces, and the role of alloying elements in stabilizing oxide nanoparticles and controlling phase composition. Distinctions between ferritic, ferritic–martensitic, and austenitic ODS systems are discussed where relevant, highlighting how microstructural differences influence strengthening mechanisms, creep resistance, and thermal stability. The relationships between microstructure and properties are critically examined, including room- and elevated-temperature mechanical behavior, and long-term thermal stability. Particular attention is given to how dispersoid characteristics and grain-boundary structures influence deformation mechanisms, grain-boundary migration, and dispersoid stability during prolonged service. A dedicated section addresses radiation effects in ODS alloys, synthesizing insights from ion- and neutron-irradiation studies. Key phenomena such as defect sink behavior, He and hydrogen trapping, irradiation-induced dispersoid evolution, and changes in mechanical performance are discussed, supported by evidence from advanced characterization techniques, including TEM and atom probe tomography. Challenges associated with simulating neutron damage and predicting long-term irradiation performance are also highlighted. By integrating microstructure, mechanical properties, and irradiation response, this review provides a coherent framework to guide the design and assessment of next-generation ODS alloys for extreme environments.
Keywords
Introduction
Oxide Dispersion-Strengthened (ODS) alloys have emerged as a highly promising class of advanced structural materials for extreme environments. Their distinctive performance stems from incorporating a high density (> 1023/m3) of stable nanoscale (a few nanometers in diameter) oxide particles into metallic matrices, thereby enhancing high-temperature strength, creep resistance, and radiation tolerance.1–6 These attributes have positioned ODS alloys at the forefront of efforts to design materials for next-generation nuclear reactors, aerospace propulsion, and high-efficiency energy systems—applications where conventional steels and superalloys face significant limitations. Despite decades of research, numerous challenges remain in both the scientific understanding and practical deployment of ODS alloys. Key scientific inquiries include the stability of nanoclusters under irradiation, the interplay between dispersoids and grain boundaries, and the optimization of alloy chemistry to balance mechanical performance with irradiation resistance. This review provides a focused, critical analysis of recent advances in ODS alloy research, emphasizing the relationships among microstructural characteristics, alloy chemistry, and macroscopic properties. The review highlights (i) the role of oxide dispersoids and alloying elements in governing grain structure, phase stability, and deformation behavior, and (ii) the resulting mechanical, thermal, and irradiation responses across representative ODS alloy systems. By synthesizing experimental observations with mechanistic interpretation, this work seeks to clarify the factors that control performance and degradation in ODS alloys under extreme conditions. This review focuses on microstructural characteristics and irradiation behavior of ODS alloys, rather than providing a comprehensive review of manufacturing routes, which are discussed only insofar as they influence dispersoid stability and microstructure. The structure of this review is outlined in Figure 1. Section 2 provides background on ODS alloys and oxide nanoparticles. Section 3 examines microstructural features, including grain structure, dispersoid distributions, and alloying effects. Section 4 presents the properties of ODS alloys, encompassing mechanical performance, thermal stability, and irradiation response. Section 5 summarizes key insights and identifies remaining challenges and opportunities for future development.
Description of the structure of this review paper with brief explanations of the section contents.
Background
The continued development of advanced materials has been a cornerstone of technological progress, with metals playing a critical role in numerous industrial applications. From the earliest days of civilization, the properties of metals have been enhanced through alloying, heat treatment, and other techniques to improve strength, durability, and thermal stability.7,8 However, as modern technology continues to evolve, particularly in aerospace, automotive engineering, nuclear energy, and defense industries, demand for metals capable of withstanding more extreme conditions has increased.9,10 These industries require materials with superior mechanical properties, high strength-to-weight ratios, high-temperature stability, enhanced corrosion resistance, and improved irradiation tolerance. 11 Although conventional alloying and thermomechanical processing strategies have achieved incremental improvements, they face intrinsic limitations in meeting the demands of next-generation energy and propulsion systems.12,13 Consequently, researchers have been exploring innovative approaches to overcome these limitations, including the integration of nanoparticles into molten metal systems.14–16 Nanoparticles, owing to their nanoscale dimensions and high surface-area-to-volume ratio, have been shown to significantly enhance the properties of metals by influencing the microstructure during solidification, increasing mechanical strength, and improving resistance to environmental degradation.17–21 This has led to the development of nanoparticle-reinforced metal systems, which are quickly becoming a crucial area of research in materials science. Incorporating nanoparticles into metals opens new possibilities for creating materials that can withstand extreme conditions. Nanoparticles possess a wide range of beneficial properties, including increased surface energy and the ability to act as nucleation sites during the solidification of molten metals. 22 These properties enable nanoparticles to interact uniquely with the metal matrix, resulting in finer grain structures, improved mechanical strength, and increased resistance to thermal and mechanical degradation. In coarse-grained metals, grain refinement significantly enhances toughness. 24 Nanoparticles can also act as pinning agents, obstructing the movement of dislocations within the metal's crystal structure, thereby increasing the material's resistance to deformation under stress.23,24
ODS alloys are a class of advanced materials that are typically reinforced with uniformly dispersed, thermally stable oxide nanoparticles, such as Y₂O₃, and ZrO₂.25–27 These alloys are known for their exceptional mechanical strength, high-temperature creep resistance, and superior radiation tolerance, making them ideal for use in industries that demand materials capable of withstanding extreme conditions. ODS alloys are particularly valued in aerospace, nuclear energy, and power generation sectors, where materials must retain their integrity under high temperatures, mechanical stress, and radiation exposure. Their ability to resist deformation and maintain stability under such harsh conditions makes ODS alloys promising for applications such as nuclear reactors, gas turbines, and jet engines.28–30 The unique properties of ODS alloys arise from the uniform dispersion of oxide nanoparticles throughout the metal matrix. These nanoparticles act as pinning agents, preventing the motion of dislocations and grain boundaries within the metal, which enhances the alloy's mechanical performance.31,32 Additionally, the presence of oxide particles improves the material's resistance to radiation-induced damage, making ODS alloys particularly suitable for environments where radiation tolerance is critical. 1
Traditionally, ODS alloys are produced through PM, typically involving mechanical alloying (MA). In this process, oxide nanoparticles are mixed with metal powders using high-energy ball milling (HEBM), followed by consolidation through methods such as HIP, extrusion, or SPS. 33 The MA technique enables the distribution (or dissolution and subsequent precipitation) of oxide nanoparticles within the metal matrix, thereby enhancing the properties observed in ODS alloys. 34 However, this process is time- and energy-intensive, significantly increasing production costs. 35 The ball-milling step is particularly laborious, requiring prolonged durations to achieve uniform dispersion/dissolution of nanoparticles. Additionally, achieving consistent consolidation of the ball-milled powders is challenging, often requiring multiple hot-pressing or extrusion cycles to produce bulk ODS alloys. These challenges impede the scale-up of ODS alloy production for industrial use, thereby limiting its availability to specialized applications. Another critical challenge with PM is ensuring uniform dispersion of nanoparticles throughout the metal matrix. During MA, nanoparticles tend to agglomerate due to their high surface energy, leading to non-uniform distribution and reduced material performance. 36 The agglomeration of nanoparticles compromises the mechanical properties of the final alloy, leading to inconsistent performance, particularly in large-scale applications. Furthermore, the high costs associated with PM techniques have made ODS alloys impractical for many industries. To overcome the limitations of traditional PM methods, recent advancements have focused on alternative techniques, such as AM and liquid metallurgy (LM), for producing ODS alloys. 28 37–41 AM enables the layer-by-layer construction of metal parts, thereby increasing design flexibility, enabling the production of complex geometries, and reducing material waste. It has shown promise in embedding nanoparticles in metal matrices, particularly for producing MMCs and ODS alloys. However, challenges remain in achieving consistent nanoparticle dispersion and managing residual stress during the layer-by-layer printing process. In addition, the scalability of AM processes remains a significant challenge. 42 In contrast, LM offers a more scalable and potentially cost-effective approach for producing ODS alloys. LM involves dispersing nanoparticles into a molten metal matrix, followed by controlled solidification to produce bulk ODS materials. This method addresses some of the challenges associated with PM and AM by incorporating nanoparticles directly in the molten state, thereby enabling more uniform distribution throughout the metal matrix. However, incorporating oxide nanoparticles into molten metals at high temperatures presents significant challenges. One of the primary difficulties is the poor wettability of oxide nanoparticles in liquid metals, resulting in high contact angles between the oxides and the metal matrix. This poor wettability, coupled with strong vdW interactions between oxide nanoparticles inside the melt, leads to agglomeration and sintering at high temperatures, further hindering their uniform dispersion in the liquid metal.43,44 The differences in atomic and molecular properties between ionic and covalent oxides and metals exacerbate the issue, leading to weak interfacial adhesion and challenging the stability of nanoparticle dispersions in molten metal systems. Although processing routes play a decisive role in determining dispersoid formation, grain structure, and defect populations in ODS alloys, a comprehensive evaluation of powder metallurgy, additive manufacturing, and liquid metallurgy is beyond the primary scope of this review. In the present work, these processing approaches are considered only to the extent that they influence microstructural development and, consequently, the mechanical and irradiation response of ODS alloys. The emphasis is therefore placed on microstructure–property and microstructure–irradiation relationships rather than on a detailed comparison of manufacturing methodologies.
This review examines ODS alloys with emphasis on microstructural design, mechanical performance, irradiation response, and the key limitations that constrain broader implementation. It highlights the need for sustained, interdisciplinary efforts to close remaining knowledge gaps and to advance the science and engineering of nanoparticle-strengthened metallic systems.
Microstructure of ODS alloys
ODS alloys derive their exceptional performance from a distinctive microstructure defined by a high density of nanoscale oxide dispersoids embedded within a metallic matrix. This section focuses on the key microstructural features that govern the mechanical, thermal, and irradiation behavior of ODS alloys, including grain structure, dispersoid chemistry and distribution, and alloying-element effects. Emphasis is placed on understanding how these features evolve and interact under service-relevant conditions, providing the microstructural foundation for the property relationships discussed in Section 4.
Grain structure and oxide nanoparticles
ODS alloys commonly exhibit complex grain structures that reflect the strong coupling among thermomechanical processing, oxide nanoparticle dispersion, and grain-boundary mobility. A frequently reported feature in ferritic ODS steels is a bimodal grain-size distribution, consisting of micron-scale grains embedded within a finer submicron matrix. This bimodality is generally attributed to abnormal grain growth during consolidation and subsequent heat treatments, in which selective grain growth occurs in regions locally depleted of effective pinning particles. Larger grains provide greater dislocation storage capacity and enhance ductility, whereas finer grains and oxide nanoparticles increase strength via grain-boundary strengthening and dislocation pinning. 69
TEM studies consistently demonstrate that nanoscale oxide particles are distributed both within grain interiors and along grain boundaries. Representative bright-field TEM images of 5CrAlZr ODS steel in Figure 2 reveal a dense population of oxide nanoparticles at multiple length scales.
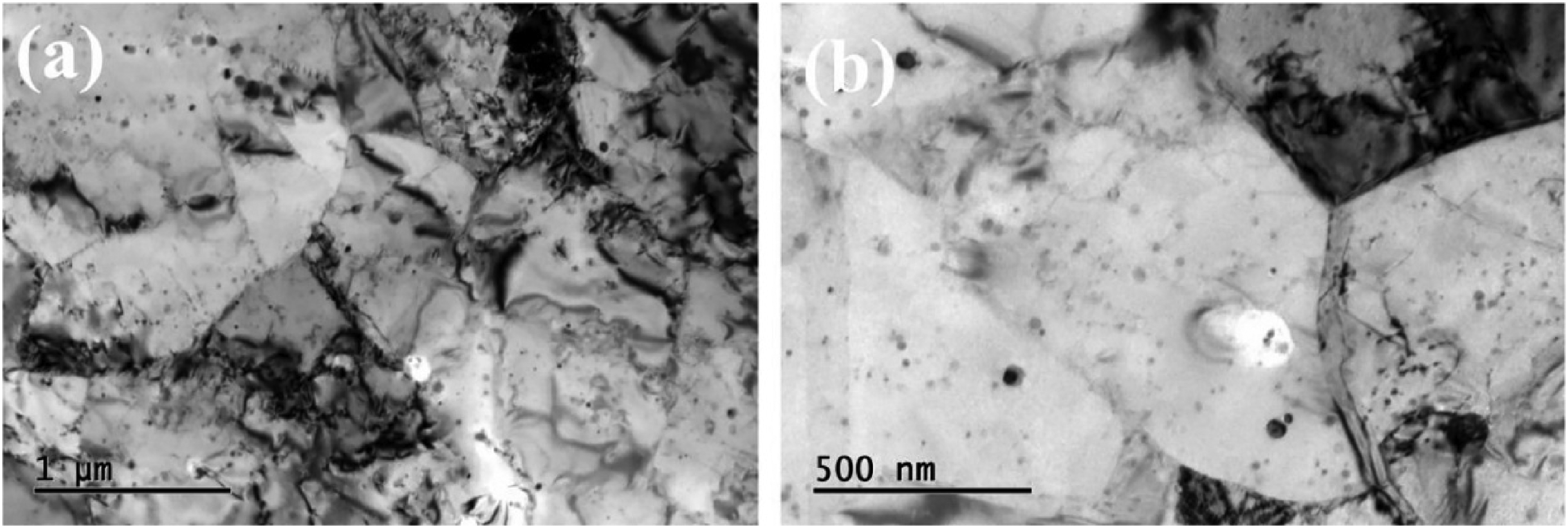
Bright-field images of 5CrAlZr-ODS steels: (a) low magnification and (b) high magnification. Reproduced from Ref. 45
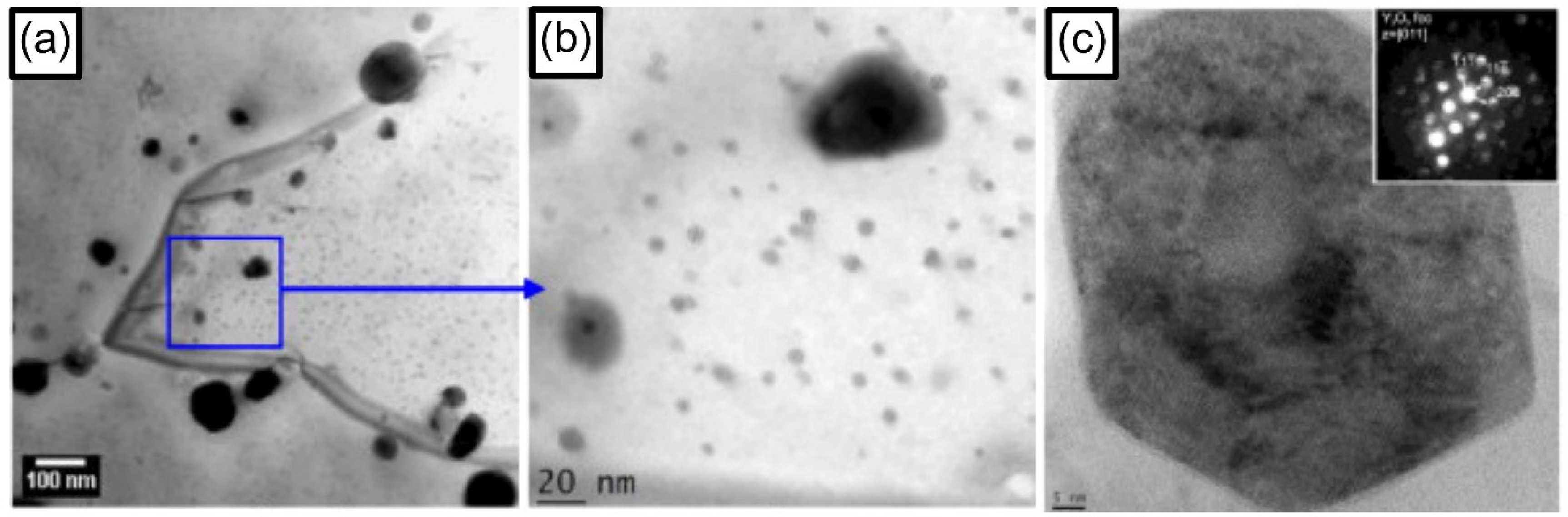
At the same time, higher-magnification observations confirm their presence at grain boundaries where they effectively hinder boundary migration. 45 Carbon replica analyses and statistical particle-size distributions in Figure 3 further indicate that a high density of uniformly dispersed nanoparticles is a defining microstructural feature associated with enhanced strength and thermal stability in ODS alloys. These observations show that not only the presence, but also the spatial uniformity of oxide dispersoids, is critical for achieving optimal mechanical performance. Yttrium plays a central role in stabilizing oxide nanoparticles in ODS alloys, forming phases such as Y₂O₃, Y–Ti–O, and Y–Zr–O nanoclusters.
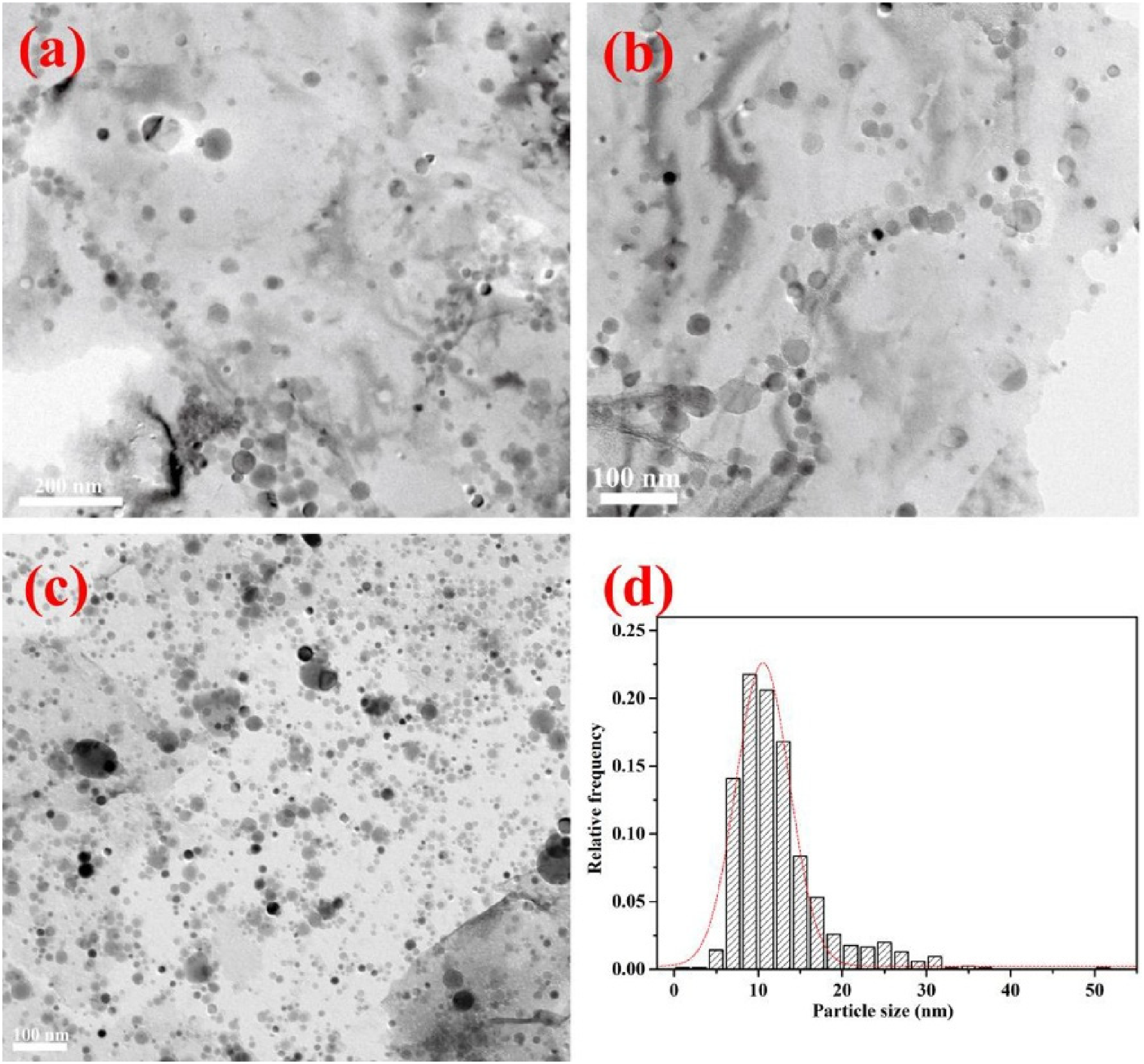
The TEM results of 5CrAlZr-ODS steel: (a, b) the BFTEM image in high magnification, (c) BF image of carbon extraction replica, (d) the size distribution of oxide particles. Reproduced from Ref. 45
These oxides exhibit exceptional thermal stability and strong interfacial bonding with the matrix, making them effective barriers to both grain boundary motion and dislocation activity. In parallel with experimental characterization, thermodynamic and atomistic modeling approaches have increasingly been used to rationalize the stability and chemistry of Y-based nanoclusters. CALPHAD-based assessments provide insight into phase stability and solute partitioning in Fe–Cr–Y–Ti systems, while density functional theory (DFT) and molecular dynamics (MD) simulations reveal strong binding energies between vacancies, solute atoms, and Y–Ti–O clusters. These interactions help explain the resistance of such nanoclusters to coarsening and irradiation-induced dissolution. Importantly, these computational studies serve as mechanistic complements to TEM and APT observations, rather than standalone predictive tools. The strengthening contribution of oxide nanoparticles arises primarily from their interaction with dislocations. Both experimental studies and atomistic simulations show that nano-oxides impede dislocation glide and climb, thereby increasing yield strength and creep resistance under dislocation-controlled deformation regimes. 46 The high density of matrix–particle interfaces promotes dislocation accumulation around nanoparticles, enhancing strain hardening while mitigating early localization. At elevated temperatures, these interfaces also act as sinks for point defects and He atoms, stabilizing He on a fine spatial scale and suppressing the formation of large bubbles at grain boundaries. This mechanism contributes to reduced radiation-induced embrittlement and improved microstructural stability under irradiation.47–50
Nanoparticles located at grain boundaries further suppress boundary migration, thereby promoting grain refinement and increasing the total grain-boundary area. High-energy grain boundaries serve as effective sinks for irradiation-induced vacancies and dislocation loops, reducing defect accumulation within the matrix. In deformation regimes dominated by grain boundary sliding, boundary-pinned nanoparticles significantly enhance creep resistance by restricting intergranular motion. The combined effects of intragranular and intergranular nanoparticle pinning thus enable ODS alloys to maintain strength and microstructural integrity across a wide range of temperatures and irradiation conditions. The role of Ti in modifying nanoparticle chemistry and distribution is illustrated by the formation of Y₂Ti₂O₇ nanoclusters in 14Cr ODS steels. 51 TEM images in Figure 4 show a high density of spherical nanoparticles uniformly distributed within grains and along grain boundaries. This refined and stable dispersion correlates with substantial improvements in both room-temperature and high-temperature mechanical properties, highlighting the importance of controlled oxide chemistry in optimizing grain structure and strengthening efficiency.
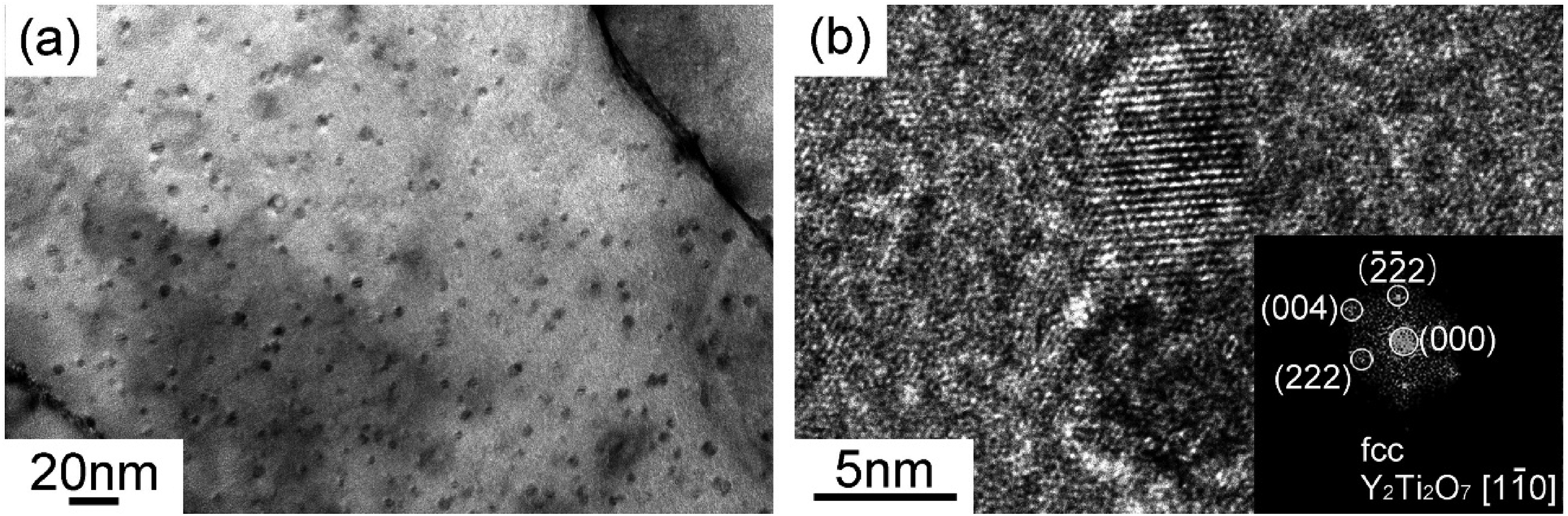
(a) TEM image of dispersed oxide particles in the 14 Cr ODS steel, (b) HRTEM graph of a Y2Ti2O7 particle and the corresponding FFT diagram. Reproduced from Ref. 51
Influence of alloying elements
Alloying additions play a decisive role in controlling oxide chemistry, nanoparticle stability, and grain structure in ODS alloys. Elements such as Al, Zr, Ti, Hf, Mn, W, V, and Ta influence both the thermodynamics of oxide formation and the kinetics of particle coarsening, thereby governing the effectiveness of dispersion strengthening.50,52,53 Differences in Gibbs free energy among competing oxide phases dictate which complex oxides form, their size distribution, and their interaction with the surrounding matrix. Al additions are widely employed to enhance oxidation resistance by forming protective alumina scales.54,55 However, Al tends to form coarse Y–Al–O complexes, which disrupt the uniform dispersion of fine oxide particles and degrade mechanical strength.56,57 Microstructural studies have shown that Al additions can transform originally fine Y–Ti–O nanoclusters, such as cubic pyrochlore Y₂Ti₂O₇, into coarser perovskite-type AlYO₃ particles, resulting in a marked reduction in alloy strength. 58
Similar observations have been reported in Al-containing 9Cr ODS steels, where Al suppresses coarse carbide precipitation and refines carbide size but simultaneously promotes the formation of large Y–Al–O oxides. This trade-off often results in reduced strength, accompanied by modest improvements in ductility. 59 These findings illustrate that while Al enhances oxidation resistance, its concentration must be carefully controlled to avoid compromising nanoparticle dispersion and mechanical performance. Zr has emerged as an effective alloying element for mitigating the adverse effects of Al by stabilizing finer oxide populations. The preferential formation of Y–Zr–O oxides over Y–Al–O phases is thermodynamically favored due to the lower Gibbs free energy of Y–Zr–O compounds. 60 Experimental studies have demonstrated that Zr additions significantly reduce inclusion density, refine oxide particle size, and suppress the formation of coarse Y–Al–O complexes. Increasing Zr content further decreases oxide particle size and influences carbide chemistry by partially substituting Zr for W in W/Ti carbides. The resulting microstructures exhibit a higher fraction of fine, equiaxed ferrite grains and improved mechanical properties. 61 These results highlight Zr as a key element for stabilizing high-density, fine oxide dispersions in Al-containing ODS systems. Ti is another critical alloying element that enhances oxide dispersion by promoting the formation of stable Y–Ti–O nanoclusters with small diameters and high number density. Studies of Ti-modified ODS alloys and related systems show substantial grain refinement and increases in hardness with increasing Ti content, attributed to the formation of Y₂Ti₂O₇ and TiO₂ nanoparticles. 62 These dispersions exhibit good thermal stability and enhance wear and corrosion resistance, as well as mechanical performance. In FeCrAl-based ODS steels, Ti and V additions have been shown to form nanoscale precipitates with core–shell morphologies and variable stoichiometry, further enhancing microstructural stability.63,64
Comparative studies indicate that Zr is often more effective than Ti at producing denser, finer nanocluster populations. In systems containing both Ti and Zr, Y–Zr–O nanoclusters preferentially form over Y–Ti–O clusters and provide superior grain boundary pinning and strengthening efficiency. 65 Similar refinement effects have been reported for Hf additions to Ni-based ODS alloys, in which Hf reduces oxide size and interparticle spacing, thereby enhancing high-temperature performance. 66 These observations suggest that heavier group IV elements can offer advantages in stabilizing oxide dispersions under demanding thermal and irradiation conditions.67–69 Additional alloying elements are employed to tailor specific properties of ODS steels. High-Mn ODS steels exploit reduced stacking-fault energy to increase dislocation density and enhance creep resistance. 70 Tungsten is commonly added to provide solid-solution strengthening and enhanced resistance to radiation-induced embrittlement. 71 Elements such as V and Ta also influence nanoparticle formation by promoting the formation of high-density, fine-scale precipitates. 64 Cr remains essential for oxidation and corrosion resistance, but excessive Cr can promote phase separation during long-term thermal exposure, necessitating careful compositional balancing. 72 The combined use of multiple alloying elements enables precise control over oxide chemistry, particle size distribution, and phase stability in ODS alloys. The challenge lies in balancing competing effects, such as oxidation resistance and dispersion stability, to achieve optimal mechanical, thermal, and irradiation performance. Continued efforts to rationally design alloy compositions, guided by thermodynamic assessments and nanoscale characterization, remain central to advancing ODS alloys for extreme-environment applications.
Properties of ODS alloys
Overview
The macroscopic performance of ODS alloys arises from the coupled effects of grain structure, oxide dispersoid distribution, interfacial characteristics, and alloy chemistry described in the preceding section. Microstructural design in ODS systems is intended to simultaneously enhance resistance to plastic deformation, microstructural instability, and irradiation-induced damage. The resulting mechanical, thermal, environmental, and irradiation responses ultimately determine the suitability of these alloys for service in extreme operating conditions.
At ambient temperatures, ODS alloys generally exhibit higher yield and tensile strengths than conventional ferritic, martensitic, and austenitic steels. These strength levels arise from the combined effects of oxide–dislocation interactions, grain-boundary pinning, and solid-solution strengthening, with the relative contributions of these mechanisms depending on alloy composition and processing history. At elevated temperatures, many ODS alloys retain enhanced creep resistance and microstructural stability relative to conventional steels, reflecting the ability of fine oxide dispersoids to restrict dislocation climb, suppress grain boundary sliding, and limit grain coarsening. However, the extent of creep resistance varies widely across alloy systems and is highly sensitive to dispersoid size, number density, and stability under long-term exposure.
Thermal stability represents a central consideration for ODS alloys intended for high-temperature applications. Oxide dispersoids generally exhibit strong resistance to coarsening during prolonged annealing, thereby retaining strength and microstructural integrity over extended timescales. Nevertheless, dispersoid evolution, including coarsening, dissolution, and chemical modification, has been reported under specific thermal and irradiation conditions, underscoring the importance of alloy chemistry and processing control. Under irradiation, ODS alloys often exhibit reduced swelling, altered defect-accumulation behavior, and modified helium-bubble evolution compared with conventional steels. Oxide dispersoids and grain boundaries act as sinks for irradiation-induced defects, influencing defect recombination and gas retention. At the same time, irradiation can modify dispersoid size, composition, and coherency, thereby degrading mechanical properties under extreme conditions. Understanding the balance between defect mitigation and irradiation-induced microstructural evolution remains a critical challenge. The following subsections examine the mechanical, thermal, and irradiation-related properties of ODS alloys in greater detail, emphasizing reported trends, underlying mechanisms, and areas where experimental observations remain inconsistent or incomplete.
Mechanical properties
Room temperature mechanical properties
The strengthening of ODS steels primarily arises from grain refinement, oxide particle dispersion, and dislocation interactions. Reducing oxide particle size and increasing their number density are common methods to improve the properties of ODS steels. Nano-oxides act as pinning sites for dislocations, enhancing strength while maintaining adequate ductility. The grain size, dislocation density, and carbide precipitation further influence mechanical properties. Alloying elements such as Cr, Al, Mn, Ti, and Zr modify the microstructure and influence mechanical responses. Typically, the introduction of nano-oxide particles can increase the hardness, yield strength (YS), and ultimate tensile strength (UTS) of the material, but it can also reduce the material's ductility.
Effect of mechanical alloying on room-temperature mechanical properties of ODS alloys
Mechanical alloying (MA) plays a decisive role in establishing the microstructural features responsible for the enhanced room-temperature strength of ODS alloys. The repeated fracturing and cold welding of powder particles during MA promote grain refinement, introduce a high density of dislocations, and fragment or dissolve oxide precursors, thereby enabling the formation of a fine, uniformly distributed population of nano-oxides after consolidation. The combined effect of these mechanisms leads to significant increases in hardness, YS, and UTS. Experimental studies consistently demonstrate that incorporating oxide-forming elements during MA amplifies these strengthening effects. Mariappan et al. 73 compared water-atomized pre-alloyed powder with mechanically milled counterparts, with and without Y₂O₃ addition, and showed that the combined use of MA and yttrium produced the highest hardness (484 HV), along with YS and UTS values of 669 MPa and 758 MPa, respectively. These improvements were attributed to refined grain structures and the presence of finely dispersed oxide particles introduced through MA. Similar trends were reported by Ren et al. 53 for 16Cr ODS steels consolidated by HIP with varying Zr contents. Increasing Zr content resulted in higher oxide particle density, smaller grain size, and reduced interparticle spacing, leading to systematic increases in YS and UTS, at 0.6 wt.% Zr, the UTS and YS increased from 894 ± 3 MPa and 743 ± 4 MPa to 1007 ± 5 MPa and 834 ± 6 MPa, respectively, highlighting the strong coupling between MA-induced dispersion refinement and mechanical strengthening. The influence of MA on grain structure is further illustrated by Zhao et al., 51 who reported that 14Cr ODS steel with a bimodal grain-size distribution exhibited superior room-temperature tensile properties. In this case, the enhanced performance was linked to the precipitation of Y₂Ti₂O₇ nanoparticles formed from fragmented Y₂O₃ during ball milling, as well as additional solid-solution strengthening from Ta and V additions. Beyond oxide chemistry, the nature of the oxide–matrix interface also plays a critical role. Wu et al. 52 demonstrated that replacing Y₂O₃ with Y₄Zr₃O₁₂ in Fe-15Cr-2W-0.35Ti ODS steels led to simultaneous increases in YS and UTS, reaching 924 ± 5 MPa and 1168 ± 6 MPa, respectively, while also improving uniform elongation from 12.2% to 15.5%. This behavior was attributed to stronger interfacial bonding and improved coherency between the oxide particles and the matrix, which facilitated more uniform dispersion strengthening without compromising ductility. These studies demonstrate that mechanical alloying is not merely a powder-processing step but a microstructure-defining process that controls oxide size, number density, interfacial character, and grain refinement. When coupled with appropriate oxide-forming and alloying additions, mechanical alloying enables the development of ODS alloys with high room-temperature strength while maintaining a useful level of ductility.
Effects of alloying elements on room-temperature mechanical properties of ODS alloys
Alloying additions in ODS alloys primarily influence room-temperature mechanical properties through their effects on oxide nanoparticle chemistry, size, number density, and the resulting phase balance within the matrix. While many nanoparticle-forming elements contribute to strengthening, their macroscopic effects vary significantly with elemental type, concentration, and interactions with the base alloy system. Zhou et al. 47 investigated 9Cr-based ODS martensitic steels strengthened with either Zr or Hf and processed by mechanical milling, discharge plasma sintering, and subsequent tempering at 800 °C. The Zr-containing alloy exhibited an average microhardness, ultimate tensile strength (UTS), and yield strength (YS) of 316 HV, 1098 MPa, and 918 MPa, respectively. In contrast, the Hf-containing alloy reached 413 HV, 1203 MPa, and 963 MPa. At low addition levels (0.1 wt.%), Hf was more effective in increasing hardness and strength. Microstructural analysis indicated that both Zr and Hf additions reduced the ferrite fraction compared with Al- and Ti-containing ODS steels.74,75 In the Zr- and Hf-modified alloys, ferrite was identified as residual ferrite without M₂₃C₆ precipitation or as transformed ferrite, respectively. The 9Cr–Hf ODS steel exhibited higher strength but reduced ductility relative to the Zr-containing counterpart, a trade-off attributed to finer nanoparticle size and a reduced density of ferrite–martensite interfaces, which limited microstructural heterogeneity and crack initiation sites.
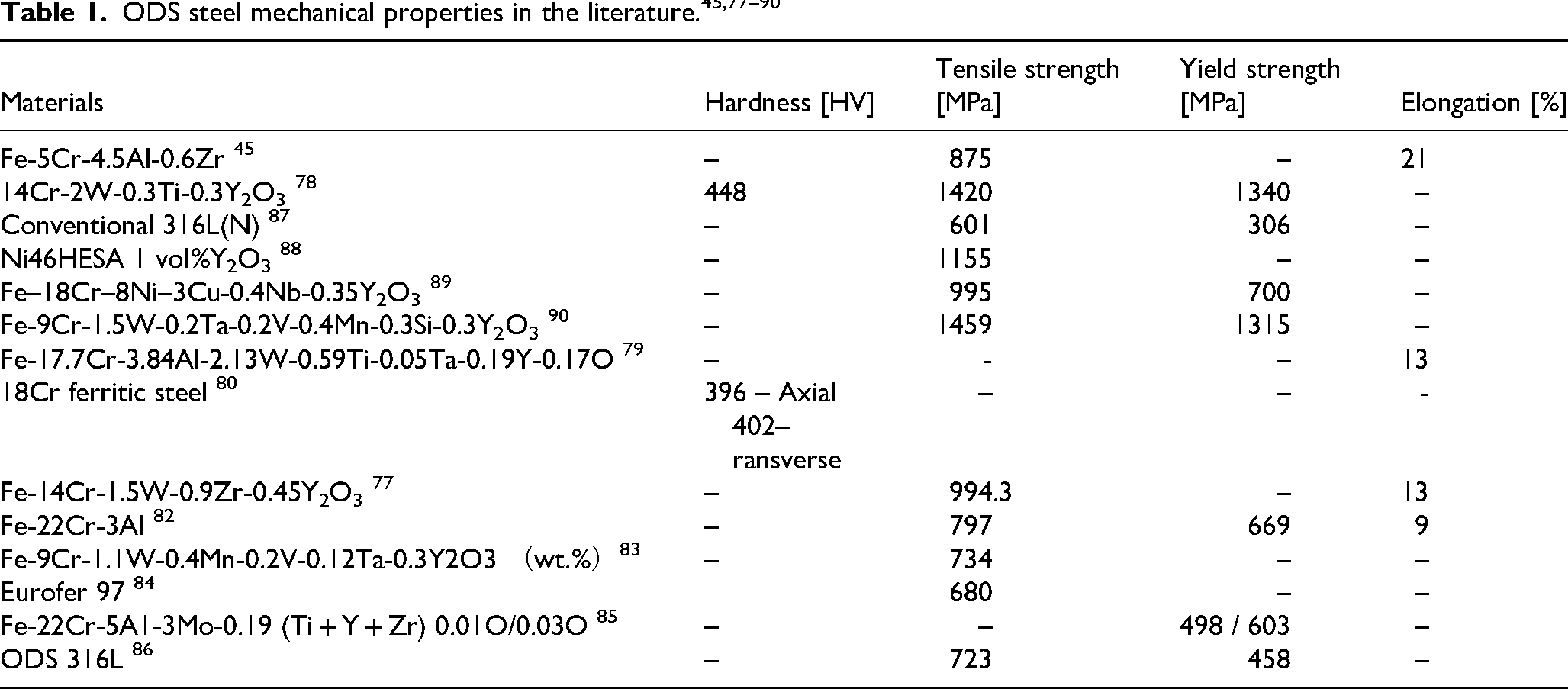
Peng et al. 76 studied the effect of multiple principal elements on the mechanical properties of ODS alloys. They experimentally prepared equiatomic ternary CrFeNi, quaternary CoCrFeNi, and quintary CoCrFeNiMn alloys with 1 wt.% Y2O3 and 1 wt.% Zr by MA and SPS. An increase in the number of principal elements resulted in a reduction in the hardness and compressive YS. The hardness, YS, and fracture strain of the ternary alloy were 475 HV, 1531 MPa, and 20%, respectively. The five-component CoCrFiNiMn ODS alloy has the lowest hardness and compressive YS of 1228 MPa. Grain-boundary strengthening plays a major role in this process, and microscopic analysis shows that, as the number of principal elements increases, grain size and the average size of nano-oxides increase. In contrast, the number and density of oxides decrease. When the addition of reinforcing nanoparticle-forming elements exceeds a certain threshold, it affects the material's mechanical properties at room temperature. An Fe-24Mn-0.4Ti-0.25Y2O3 (24Mn) alloy prepared by MA and field-assisted sintering by Seils et al. 70 has a higher YS than Fe-34Mn-0.4Ti-0.25Y2O3 (34Mn) with higher Mn content, which are 1081 ± 2 MPa and 1055 ± 5 MPa, respectively. Unlike other additives, although Al can also form Y-Al-O complexes, its larger particle size does not improve the material's UTS or YS. Wang et al. 59 compared 9Cr-ODS steel with a counterpart containing 3 wt—% Al. The UTS and YS of the alloy decreased from 968 ± 8 MPa and 836 ± 7 MPa to 942 ± 13 MPa and 791 ± 7 MPa, respectively, but the elongation increased from 18 ± 0.8% to 23.5 ± 1.2%. Table 1 shows the mechanical properties of some of the ODS steels from the literature. Yttrium is one of the most important and commonly used elements for forming nano-oxides in ODS alloys. Other elements, such as Al and Ti, can react with Y₂O₃ to form nanoxides. These oxide particles can effectively impede dislocation motion and enhance creep strength. The addition of Al can improve oxidation resistance; however, excessive amounts may reduce oxide dispersion uniformity and affect strengthening.
Ti can react with Y₂O₃ to form Y-Ti-O oxide nanoparticles, such as Y₂Ti₂O₇, YTiO₃, etc., which are usually smaller in size than Al-containing oxide particles, more evenly distributed, and have a better dispersion strengthening effect. Cr can improve oxidation and corrosion resistance, making the alloy more suitable for high-temperature environments. Still, an excessive amount may cause brittle phases (e.g., Cr₂O₃) to precipitate, thereby reducing ductility. Similarly, the addition of appropriate amounts of W and Mo can improve the strength of ODS alloys, but excessive concentrations can lead to brittleness. The addition of Zr, Hf, V, and other elements has also been shown to improve the radiation resistance of materials. In addition, the appropriate addition of Re and C can improve the material's ductility; however, when C is added in excess, it forms carbides such as M₃C and M₂₃C₆, leading to grain-boundary embrittlement.
Additionally, the fabrication method of ODS steels affects the materials’ mechanical properties at room temperature to some extent. For example, hot rolling can make the material's microstructure anisotropic. Oksiuta et al. 91 found that 14Cr ODS steel exhibits a higher dislocation density and a finer microstructure in the rolling direction, which has no evident effect on hardness changes in the longitudinal and vertical directions but significantly affects the material's elongation in different directions. 92 Evenly dispersed nano-scale oxide particles can be obtained by SPS. Samples prepared by SPS typically exhibit high strength and toughness; however, their dimensions and shape are limited. ODS steels manufactured by powder hot extrusion usually have finer grains and higher strength, but poor plasticity. HIP can fabricate parts with complex shapes and large dimensions, and the resulting materials exhibit good strength and ductility.
Elevated temperature mechanical properties
Mechanical properties such as strength, ductility, creep resistance, and toughness are essential requirements that should be tested and assessed before selecting a material for a particular application. The material selected must retain good mechanical properties at the elevated temperatures required for nuclear applications.
Tensile behavior
Sanctis et al. 93 studied the role of nanoparticles on the high-temperature mechanical properties. They observed that the yield strength difference between ODS and non-ODS 14Cr steels was very large at RT and 400 °C. However, this difference continued to decrease markedly with increasing temperatures above 400 °C. The strength of the ODS alloy was reduced by approximately 900 MPa in the ODS alloy compared to a 350 MPa reduction in the unreinforced alloy when the temperature increased from RT to 700 °C. However, the strength of the ODS alloy was still higher than that of the non-ODS alloy at 700 °C. A significant reduction in the strength of the ODS alloy was attributed to the ease in depinning of the dislocations from the oxide particles at temperatures above 400 °C. Xu et al. 94 studied the influence of temperature on the mechanical properties of as-HIPed and heat-treated 12Cr ODS steel. They observed that the mechanical properties, such as ultimate tensile strength and elongation to failure, are highest for the heat-treated specimens irrespective of the test temperature. The authors suggest that the increased strength of the heat-treated alloy may result from dynamic recrystallization, which leads to an approximately 30% finer grain size than in the as-HIPed alloy. The role of precipitate size could have been studied in greater detail to elucidate the microstructural feature that most strongly influences the mechanical properties. The ultimate tensile strength of both specimens decreases with increasing temperature, and it decreases by approximately 70% at 700 °C. Interestingly, the total elongation in both alloys does not monotonically increase. Instead, they first increase until the test temperature reaches 600 °C, after which there is at least a 27% reduction at 700 °C relative to that at 600 °C due to dynamic recovery.
The observations in this paper were further elaborated with a detailed analysis of Chauhan et al. 95 They obtained similar results for the strength and total elongation of 12Cr ODS steel across various temperatures. The material's yield strength strongly depends on the grain size distribution and oxide particle size. Fracture surface analysis of the materials that failed at room temperature reveals a mixed-mode fracture, characterized by cleavage facets and dimples, consistent with the slightly lower total elongation observed. The total elongation is enhanced at 500 °C owing to a transition from mixed to ductile failure and the formation of a few microcracks. The fracture surface of specimens tested at 600 °C exhibits dimples without microcracks, resulting in the highest total elongation. The total elongation further decreases at 700 °C due to intergranular cracking that results in decohesion zones, possibly caused by grain-boundary sliding or migration. It would be interesting to analyze how stresses influence grain-boundary sliding or migration in this alloy. Nanoparticles enhance high-temperature strength by impeding dislocation motion, thereby making the materials more suitable for advanced nuclear reactors.93,95,96
Yano et al. 96 observed that the 9Cr ODS steel outperformed 12Cr ODS steel in terms of both tensile strength and total elongation at all test temperatures ranging from room temperature to 1200 °C. However, the 12Cr ODS steel possesses superior tensile strength at 1300 °C. Interestingly, the ability to resist tensile deformation was significantly compromised for 9Cr ODS steel at 1300 °C. The exceptional properties of 9Cr ODS steel until 1200 °C are attributed to the α/δ to γ phase transformation. Fracture analysis revealed grain coarsening in 9Cr ODS steel at temperatures above 1200 °C, δ-phase formation, and intergranular fracture, suggesting that grain-boundary sliding reduces strength. Steckmeyer et al. 97 showed that the tensile strength of a 14Cr ODS steel is influenced by temperature and strain rate. The material shows higher tensile strength at higher strain rates and a typical reduction in strength at higher temperatures.
The yield strengths at 400 °C were approximately 830 and 870 MPa for specimens loaded at strain rates of 10^−5 and 10^−3 s^−1, respectively. The total plastic strain values were also higher at a higher strain rate. However, the results were not discussed in detail, and a comprehensive study would better elucidate the role of strain rate in deformation behavior. The phase fraction also influences the strength of the ODS steel. Hary et al. 98 observed that the 9Cr ODS steel specimen with a tempered martensitic structure possesses a superior strength of approximately 1100 MPa at room temperature compared to a ferritic microstructure with just over 800 MPa strength. However, the total elongation is better for the ferritic microstructure. The mechanical properties became independent of the microstructure when the specimens were loaded uniaxially at 650 °C. The change in strength at room temperature was attributed to the finer grain size and higher initial dislocation density in the martensitic microstructure. The lower strength in ferritic microstructure can also be due to the larger M23C6 or TiC at the grain boundaries compared to homogeneous carbides in the martensitic microstructure. Moreover, the authors hypothesized that the similar strength of both microstructures at 650 °C could be due to the weakening of Hall-Petch and dislocation-based strengthening of the martensitic microstructures.
Svoboda et al. 99 reported that adding Y strongly influences the high-temperature (1100 °C) strength of Fe-10Al-XCr-4Y2O3. Y concentrations below 1% exhibit similar strengths in alloys containing 0% and 4% Cr. However, the strength of the alloy containing 0% Cr decreases sharply to below 20 MPa when the Y concentration exceeds 1%. A similar reduction is observed in the 4% Cr alloy when the Y concentration exceeds 1.2%, but the values remain above 30 MPa. Secondary recrystallization is hypothesized to be inhibited by increased Y content, thereby reducing strength. The initial increase in the strengths of these alloys was attributed to secondary recrystallization, grain boundary strengthening, and pure Y oxide formation. Adding W and Ti to 12Cr ODS steel 100 has enhanced mechanical properties, including strength and total elongation, owing to a smaller grain size and a uniform distribution of nanoparticles that effectively pin dislocations. However, the tensile properties degrade above 600 °C. Steckmeyer et al. 101 investigated tensile anisotropy in hot-extruded 14CrWTi ODS steel at various temperatures. They observed that the yield strength and total elongation are highest along the extrusion direction at temperatures above 500 °C. Due to intergranular fracture, the total elongation is lowest for the specimens loaded along the transverse direction at all temperatures. Intergranular cracking at high temperatures is driven by diffusion and thermal activation, which weaken grain boundaries and promote nucleation and growth of intergranular cavities. Anisotropy in the ODS alloy is often attributed to grain morphology and particles at grain boundaries, such as TiO2 102 and M23C6 103 Hence, the high-temperature strength of ODS alloys is influenced by elemental additions, grain morphology, and nanoparticle distribution, with degradation occurring above 600 °C due to intergranular fracture. Meanwhile, Y addition above a specific limit results in incomplete recrystallization and thus lower strength.
Ferritic, ferritic–martensitic, austenitic, and Ni-based ODS alloys exhibit distinct strengthening responses because their matrix structures differ in diffusion behavior, dislocation mobility, and recovery mechanisms. Ferritic and ferritic–martensitic ODS steels generally provide superior high-temperature strength retention and creep resistance due to the bcc matrix, lower diffusion rates, and reduced recovery compared to fcc systems. 96 In contrast, austenitic ODS alloys often exhibit improved ductility and corrosion resistance, but are more susceptible to thermally activated recovery, which can reduce strain hardening and high-temperature strength stability. Ni-based ODS alloys extend the usable temperature range further; however, their performance is strongly dependent on maintaining dispersoid stability and controlling high-temperature microstructural evolution. These fundamental differences highlight that the mechanical performance of ODS alloys must be evaluated in the context of matrix structure and service conditions rather than strength alone.
Leo et al. 86 evaluated the tensile strength of austenitic 316L ODS steel at room temperature and 650 °C. The strengths were lower at 650 °C than those obtained at room temperature. Further, the strength of ferritic 14Cr ODS and austenitic 25Cr-20Ni was compared in the temperature range of RT-800 °C. 89 The strength of ferritic ODS steel was always better than that of the austenitic counterpart due to better dislocation-based strengthening and a lack of recovery and recrystallization in ferritic ODS steel. The tensile properties of 304L ODS steel produced via LPBF were evaluated at various temperatures. 104 The yield strength, ultimate tensile strength, and total elongation of the alloy decrease with increasing temperature. The material shows good strain hardening up to 600 °C, after which no strain hardening was observed at 700 or 800 °C. Zhou et al. 105 studied the role of Mo addition on the high-temperature tensile response of austenitic 25Cr20Ni ODS steel. They observed that adding Mo does not alter the microstructure relative to a 25Cr20Ni ODS steel without Mo. Tensile tests were conducted at 700 °C, and the Mo addition was found to enhance hardness, yield strength, ultimate tensile strength, and ductility. Additionally, the rate of hardness reduction with temperature was lower in the Mo-containing ODS alloy. In this context, austenitic ODS alloys exhibit superior yield strength but reduced strain hardening and ductility at high temperatures, with ferritic variants showing better thermal stability.
Creep behavior
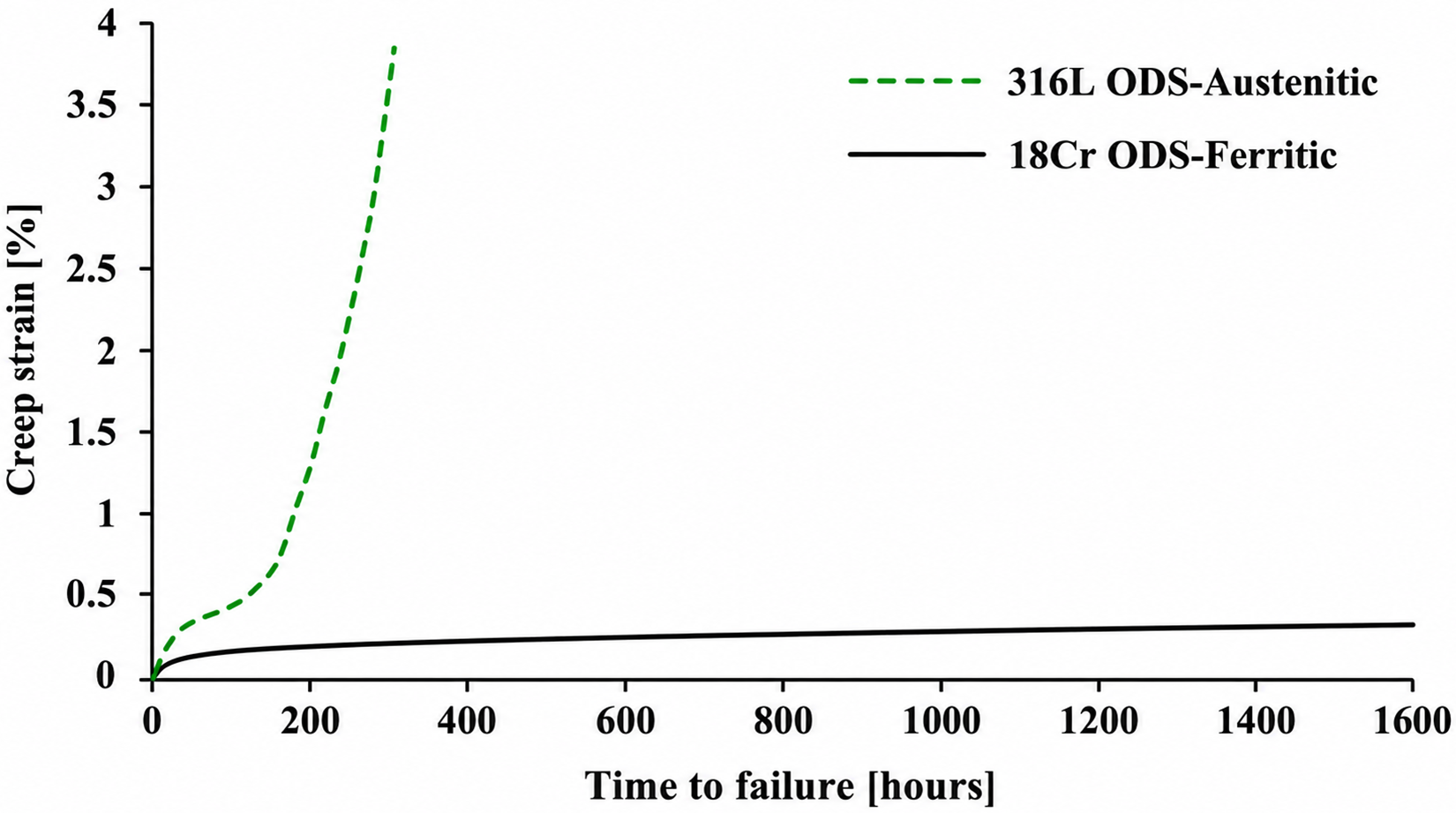
Dymácek et al. 106 observed that the FeAlOY ODS alloys possess exceptionally high-temperature creep resistance. They concluded that these alloys exhibited exceptional creep resistance up to 1300 °C. The enhanced performance of these FeAlOY ODS alloys is due to higher Y content, which enables secondary recrystallization. Ohtsuka et al. 107 studied the creep-rupture response of 9Cr ODS steel containing different mean particle distances between the oxide particles at 700 °C. It was observed that specimens with higher mean particle distances exhibit higher secondary creep strain rates and lower creep-rupture strengths. Hence, dispersion strengthening decreases as the mean particle distance increases. Interestingly, in ODS alloys, creep strength was also proportional to Vickers hardness. Yano et al. 108 reported that 9Cr ODS steel with a tempered martensitic microstructure performs better under creep loading at 1000 °C than other alloys, such as 11Cr-ferritic/martensitic steels. Creep test of 18Cr ODS steel 109 at 650 °C also revealed lower creep strain and limited tertiary creep. TEM analysis showed that the ability of nanoparticles to pin dislocations at higher temperatures is compromised by thermal activation. The authors highlighted that conducting in situ deformation experiments could reveal greater details of the deformation behavior in these alloys. Unlike ferritic ODS steels, 100 the tertiary creep dominates in austenitic SS316L 86 ODS steel and consumes more than 50% of the total life, as shown in Figure 5. However, the creep-rupture life of the austenitic SS316L ODS steel was much shorter, with a lower stress exponent, indicating limited interaction between dislocations and nanoparticles.
The creep behavior of 304L ODS steel fabricated via LPBF was evaluated at 700 °C. The lifetime to rupture under a 70 MPa load was 1400 h. 109 However, at a stress of 100 MPa, the specimen lasted only for 153 h. A stress exponent of 7.7 was obtained, indicating that dislocation climb is the dominant creep mechanism. The 304L ODS steel exhibited creep rates two orders of magnitude lower under the same stress conditions compared to conventional 304L steel. In this alloy, the creep life is also dominated by the tertiary creep.
As a result, ODS alloys exhibit excellent high-temperature creep resistance, with ferritic variants minimizing tertiary creep, while austenitic ODS alloys show shorter rupture life and dominant tertiary creep. The excellent creep resistance of ODS alloys is primarily attributed to the role of oxide dispersions in reducing dislocation creep and diffusional creep. Factors such as Y content, particle spacing, and alloying elements also influence creep behavior, while thermal activation limits dislocation pinning at extreme temperatures.
Beyond dispersoid characteristics, the evolution of grain structure during processing and high-temperature exposure also plays a critical role in determining creep performance. Secondary recrystallization is a key microstructural factor governing the high-temperature creep behavior of mechanically alloyed ODS alloys. While ultrafine-grained structures can provide high strength, they are generally detrimental under creep conditions due to enhanced grain-boundary sliding and diffusional creep. In contrast, coarse-grained microstructures formed through secondary recrystallization significantly reduce grain-boundary area and improve creep resistance.
For example, Bártková et al. demonstrated that an Fe–Al–O ultra-fine-grained nanocomposite with an initial grain size of ∼150–200 nm undergoes abrupt grain coarsening to ∼50 μm after annealing at 1000 °C for 8 h, driven by the rapid growth of a limited number of dislocation-free grains. 110 More recent work on Fe–Al–Cr-based ODS alloys further shows that grain size can evolve from ∼100 nm after hot consolidation to 1–10 mm following annealing, with abnormal grain growth occurring rapidly after an incubation period that is highly sensitive to processing parameters such as deformation and yttrium content. 111 In addition, Svoboda et al. reported that oxide chemistry influences both secondary recrystallization and oxide coarsening behavior in Fe–10Al–4Cr-based ODS alloys, highlighting the importance of dispersoid composition in stabilizing microstructures at elevated temperatures. 112
These studies demonstrate that creep resistance depends not only on dispersoid stability and spacing, but also on achieving a fully recrystallized coarse-grained microstructure rather than a mixed ultrafine/coarse-grained structure, which can accelerate creep deformation. The competition between stored dislocation energy, capillary driving forces, oxide coarsening, and Zener pinning ultimately controls secondary recrystallization and, consequently, the long-term creep performance of ODS alloys.
Fracture toughness and failure mechanisms
Fracture toughness in ODS alloys is governed by a complex interplay between dispersoid characteristics, grain structure, alloy composition, and processing-induced anisotropy. In contrast to conventional steels, the presence of a high number density of nanoscale oxide particles and elongated grain morphologies introduces additional mechanisms that influence crack initiation and propagation, particularly across a wide temperature range.
The ductile-to-brittle transition temperature (DBTT) in ODS alloys is highly sensitive to both dispersoid population and matrix composition. Oksiuta et al. reported DBTT values of 77 °C and −24 °C for Y₂O₃- and Fe₂Y-strengthened ODS steels, respectively, indicating that reduced nanoparticle volume fraction and modified particle chemistry can improve low-temperature toughness. 113 Similarly, increases in Cr, W, and Ti content have been shown to raise DBTT and reduce low-temperature toughness, reflecting the combined influence of solid-solution strengthening and matrix hardening on crack-tip plasticity. 114 In addition, higher Y₂O₃ contents, while beneficial for high-temperature strength, may reduce impact toughness, highlighting the need to balance dispersoid strengthening with fracture resistance. These effects directly influence both crack initiation and early-stage crack propagation by controlling the extent of plastic deformation at the crack tip and the susceptibility to localized damage accumulation.
A key characteristic of ODS alloys is their anisotropic fracture behavior, which arises from elongated grain structures and crystallographic texture introduced during thermomechanical processing. Das et al. 115 demonstrated that fracture toughness in hot-rolled 13Cr ODS steel depends strongly on crack orientation, with higher toughness observed in the L–T orientation compared to T–L. This behavior is attributed to enhanced crack branching and secondary cracking when the crack propagates perpendicular to elongated grains, whereas crack propagation parallel to grain elongation is facilitated by reduced resistance along aligned microstructural features. These observations highlight the critical role of grain morphology and texture in controlling crack path stability and energy absorption mechanisms. Such anisotropic crack propagation characteristics are also closely related to fatigue crack growth behavior, where similar microstructural features govern cyclic damage accumulation and crack advancement.
Thermomechanical processing further modifies fracture behavior by altering grain structure and phase distribution. For example, in 9Cr ODS steels, water-quenched specimens exhibit improved toughness over a wide temperature range compared to air-cooled conditions, primarily due to the presence of residual ferrite phases that promote secondary cracking and energy dissipation. 116 In addition, bimodal grain structures and fine, uniformly distributed oxide nanoparticles contribute to enhanced crack-tip blunting and resistance to crack propagation.
From a mechanistic perspective, fracture behavior in ODS alloys is strongly influenced by dispersoid–dislocation interactions and grain boundary characteristics. Fine, coherent nanoclusters can promote more homogeneous plastic deformation and delay crack initiation by impeding dislocation motion. In contrast, coarser or inhomogeneously distributed particles may act as local stress concentrators, facilitating void nucleation and accelerating crack propagation. Furthermore, grain boundaries in ODS alloys can act as both barriers to crack growth and preferential sites for damage accumulation, depending on their cohesion and interaction with dispersoids. In terms of failure modes, ODS alloys exhibit a transition from ductile to brittle fracture depending on temperature, microstructure, and alloy composition. At higher temperatures, fracture is typically characterized by ductile mechanisms involving microvoid nucleation, growth, and coalescence, facilitated by dislocation activity and plastic deformation around dispersoids. At lower temperatures, limited dislocation mobility promotes brittle fracture, often associated with cleavage or quasi-cleavage mechanisms. In addition, intergranular fracture may occur in cases where grain boundary cohesion is reduced, particularly in alloys with unfavorable grain boundary chemistry or coarse dispersoid distributions. The competition between these failure mechanisms is strongly influenced by dispersoid stability, grain structure, and matrix composition, and directly governs the observed ductile-to-brittle transition behavior. In summary, fracture toughness in ODS alloys is governed by coupled microstructural factors rather than a single controlling parameter, with dispersoid stability, grain morphology, alloy composition, and processing history collectively determining crack initiation, propagation pathways, and the ductile-to-brittle transition behavior. These interactions underscore the importance of microstructural design in optimizing fracture resistance for extreme environment applications.
To facilitate comparison across the different ODS alloy systems discussed above, a representative summary of key microstructural parameters and mechanical properties is provided in Table X. While the reported values vary depending on alloy composition, processing route, and testing conditions, the table highlights general trends linking dispersoid characteristics, matrix structure, and mechanical performance. In particular, it illustrates the distinct strengthening responses of ferritic, ferritic–martensitic, austenitic, and Ni-based ODS alloys, and emphasizes the critical role of nanoscale oxide dispersions in governing strength–ductility balance and high-temperature performance. Table 2 shows the comparative summary of microstructure–property relationships in ODS alloys. Unlike Table 1, which compiles reported mechanical property values, Table 2 provides a comparative summary linking explicitly reported microstructural parameters to the corresponding mechanical response across representative ODS alloy systems. The table is intended to highlight how dispersoid size, number density, grain structure, and alloy class collectively influence strength, ductility, thermal stability, and irradiation tolerance.
Comparative summary of microstructure–property relationships in ODS alloys
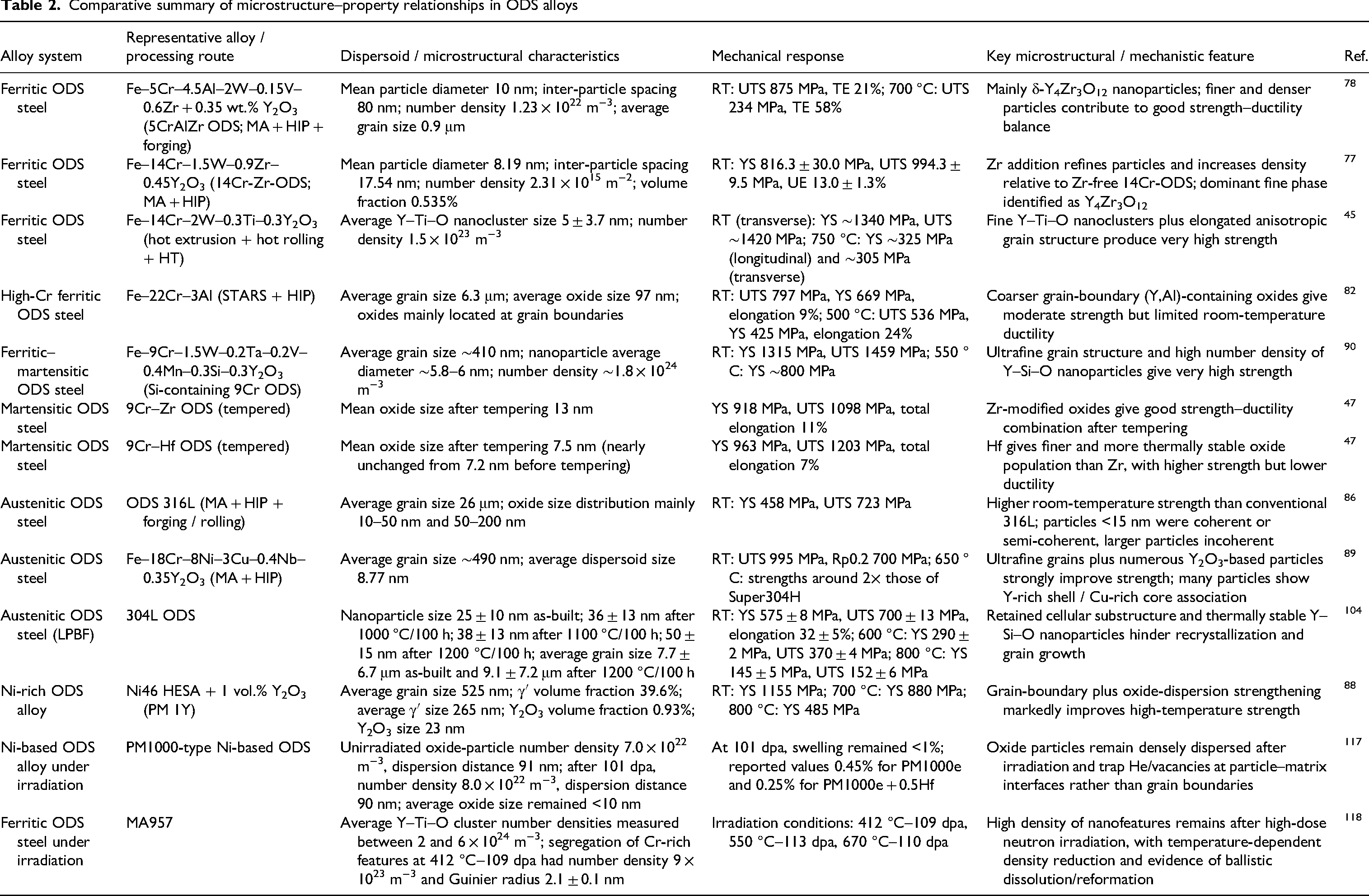
Values are representative literature data selected to illustrate microstructure–property relationships across different ODS alloy systems. Reported values depend on alloy composition, processing conditions, and testing environment; therefore, the table is intended for comparative purposes rather than exhaustive coverage.
Fatigue behavior and cyclic deformation
Fatigue behavior in ODS alloys is governed by the interaction between cyclic plastic deformation and microstructural features, including dispersoid size and distribution, grain morphology, crystallographic texture, and grain boundary character. Compared with conventional steels, ODS alloys often exhibit improved cyclic stability because nanoscale oxide particles impede dislocation motion, restrict strain localization, and delay the formation of persistent slip bands, extrusions, and intrusions that serve as precursors for fatigue crack initiation. However, the fatigue response is not universal and depends strongly on matrix type, temperature, strain amplitude, and the spatial homogeneity of the oxide dispersion.119–123
Low-cycle fatigue studies on ferritic and ferritic–martensitic ODS steels show that oxide dispersions improve cyclic strength and enhance resistance to fatigue damage at elevated temperatures.119,120,122,124 Ukai and Ohtsuka 119 reported that ODS ferritic–martensitic steels exhibit favorable low-cycle fatigue performance at high temperatures. At the same time, Kuběna et al. showed that fatigue properties are strongly influenced by microstructure, particularly grain morphology and dispersoid distribution.120,125 Subsequent studies further demonstrated that microstructural stability during cyclic loading is a key advantage of ODS steels. However, the extent of cyclic hardening or softening depends on the testing conditions and alloy architecture.121,126
Austenitic ODS steels can exhibit a distinct multistage cyclic response at elevated temperature. Chauhan et al. showed that, at 650 °C, an improved austenitic ODS steel exhibits four fatigue stages: a short initial stable response, prolonged cyclic hardening, a short saturation regime, and a final crack initiation and growth stage. 127 Their TEM observations indicated that the overall grain structure remained stable after cycling, whereas cyclic hardening was primarily attributable to dislocation multiplication. Importantly, oxide particles and fine grains inhibited strain localization by restricting the formation of three-dimensional dislocation structures associated with extrusions and intrusions in conventional non-ODS austenitic steels. Similar observations in other ODS systems suggest that fine, stable nanoclusters can enhance cyclic resistance by promoting more homogeneous deformation and suppressing early crack nucleation.121,123
Ferritic ODS steels may exhibit a different cyclic response, particularly at high temperatures and under different strain amplitudes. In 13Cr ODS steel pipes tested at 600–800 °C, Zhong et al. 128 observed cyclic softening at high strain amplitudes, whereas at lower strain amplitudes, they observed initial hardening followed by softening. Their EBSD and TEM analyses attributed the softening to dynamic recovery and recrystallization, which reduced the fraction of low-angle grain boundaries through dislocation annihilation and reorganization. In addition, they showed that oxide particles can pin and recapture dislocations, forming particle–dislocation bands that help preserve dislocation density and improve fatigue strength when the oxide dispersion is sufficiently dense and uniform. This behavior is consistent with earlier work showing that fatigue response in ODS steels depends strongly on the balance between cyclic dislocation storage, recovery, and microstructural stability.121,127,129
Fatigue crack initiation and propagation are also strongly controlled by microstructural heterogeneity and anisotropy. Crack initiation often occurs at sites of local strain concentration, including grain boundaries, particle-depleted regions, inclusions, or coarse particle agglomerates.120,122–124 Fine and uniformly distributed dispersoids generally delay crack initiation by enhancing resistance to cyclic slip localization. In contrast, coarse or inhomogeneously distributed oxides may accelerate fatigue damage by acting as local stress concentrators. In particular, early fatigue damage in ODS alloys is strongly governed by the behavior of short cracks. Hutař et al. showed that small fatigue cracks in ODS Eurofer steels exhibit non-linear growth behavior that deviates from classical long-crack models and can be described by a plasticity-based J-integral approach. 130 Small-crack and crack-growth studies further indicate that microstructural path effects are important in ODS steels, particularly where intergranular propagation competes with transgranular modes, depending on matrix structure and grain-boundary cohesion. Comparative studies between FCC and BCC systems show that ODS BCC alloys exhibit a strong tendency for intergranular crack propagation. In contrast, FCC alloys exhibit mixed propagation modes, reflecting differences in grain-boundary cohesion and deformation behavior. 131
Surface deformation and cyclic slip localization also play important roles in the evolution of fatigue damage. Kruml et al. showed that surface relief formation in ODS steels is closely related to localized cyclic plasticity, even in the presence of nanoscale dispersoids, indicating that oxide particles restrict but do not completely suppress slip localization. 132
Under service conditions relevant to advanced nuclear systems, fatigue is often coupled with time-dependent deformation, making creep–fatigue interaction particularly important. Studies on ODS steels have shown that hold times and elevated temperatures can intensify cyclic damage through recovery, grain-boundary weakening, and accelerated crack growth, even when oxide particles continue to provide substantial resistance to deformation. In addition, Šulák et al. showed that rotary swaged Fe–14Cr–10Al–4Y₂O₃ ODS steel retained significant cyclic strength at 1000–1200 °C, with deformation accommodated by dislocation-rich slip bands, oxide-particle pinning, and partial dynamic recrystallization. 133 Thus, the stability of oxide dispersoids is central not only to monotonic and creep strength but also to the retention of fatigue resistance under realistic service loading histories.129,134,135
The available fatigue literature, although still more limited than that for tensile and creep behavior, shows that the coupled effects of dispersoid stability, dislocation evolution, grain structure, and temperature-dependent recovery processes control the fatigue performance of ODS alloys. A more systematic understanding of fatigue crack initiation, small-crack propagation, and creep–fatigue interaction will be essential for translating the attractive monotonic and creep properties of ODS alloys into reliable long-term structural performance.
Thermal stability
Thermal stability is a primary requirement for nuclear applications, as nuclear reactors operate at elevated temperatures. 136 Therefore, ODS alloys used in nuclear applications must exhibit exceptional high-temperature stability. Exposure to such extreme conditions can lead to the coarsening of both grain size and precipitates, potentially affecting the material's performance. 137
Influence of alloying elements
Miller et al. 138 studied the influence of Cr and W on the thermal stability of 12 and 14Cr ODS steels. They observed limited coarsening after thermal exposure at 1300 °C for 24 h, irrespective of Cr content, owing to the slow diffusion of Ti and Y2O3 from smaller particles. More coarsening in the alloy without W is associated with the higher free energy of W-O interaction. Ratti et al. 139 studied the influence of Ti addition on the precipitation and coarsening of Y2O3 particles during annealing of Fe-18Cr-1W and Fe–18Cr–1W-0.8Ti (wt.%). The mean radius of Y2O3 particles after thermal exposure at different temperatures for both the alloys is shown in Figure 6. They observed superior resistance against coarsening in the alloy containing Ti at all temperatures. Later, Yan et al. 140 studied the influence of the Hf addition on the thermal stability of 16Cr ODS steels.
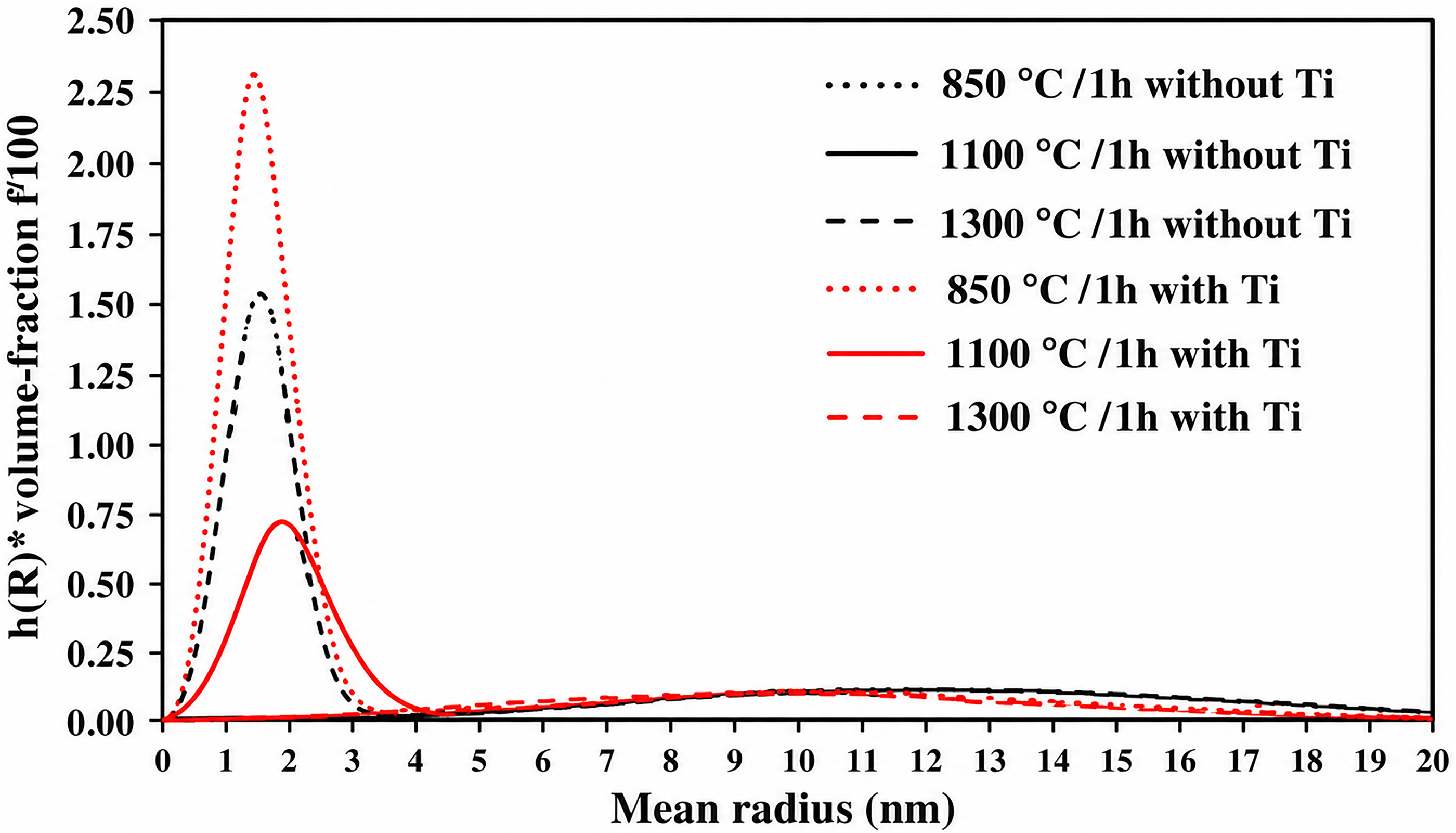
Influence of Ti addition on nanoparticle coarsening. Reproduced from Ref. 139
The experiments were conducted at different temperatures ranging from 750 to 1150 °C for 100 h. The addition of Hf has refined particle size in the as-received condition and leads to less coarsening under extreme thermal conditions. The 16Cr ODS steel without Hf exhibits minimal coarsening at 750 °C, followed by a bimodal particle-size distribution at 950 and 1150 °C. They observed that the specimens heat-treated at 950 °C contain approximately 25% of particles larger than 20 nm. This number further increases at 1050 °C, with nearly 70% of particles exceeding 20 nm in size. However, particle coarsening is limited to 10% and 13% at 950 °C and 1050 °C, respectively. 139 Recently, Yang et al. 141 studied the influence of Ce on the thermal stability of FeCrAl ODS steel. They observed that higher Ce content resulted in a higher density of oxide particles, such as Y-Ce-O, Ce-Ti-O, and Ce-Al-O. However, these specimens contained fewer oxide particles, such as Y-Ti-O, Y-Al-O, and M-O, due to the increased Ce addition stabilizing the Ce-based nanoparticles.
Additionally, the size of oxide particles is almost 30% lower in the specimen containing higher Ce content than in those with lower Ce content. The grain size of the specimen with higher Ce content is finer due to the uniform distribution of nanoparticles, resulting in greater resistance to grain-boundary sliding. In this context, the thermal stability of ODS steels is significantly influenced by alloying elements like W, Ti, Hf, and Ce, which enhance resistance to coarsening.
Short-term annealing
Oksiuta et al. 142 studied the thermal stability of 14Cr ODS steel at 650–1350 °C. They observed no change in yttrium particle size below 1250 °C, and a slight increase from 2.6 to 2.9 nm at 1350 °C. They emphasized that the activation energies of substitutional and interstitial atoms primarily govern nanoparticle coarsening. At lower temperatures, the externally supplied thermal energy is insufficient to drive the diffusion of substitutional atoms such as Y and Ti, thereby reducing coarsening. Zhao et al. 143 performed short-term annealing of 14Cr ODS steel at 800, 1000, and 1200 °C for 5 h. The alloy exhibits a mixture of recrystallized and deformed grains in both the as-received condition and after annealing at 800 and 1000 °C. The alloy's tendency to recrystallize at annealing temperatures of 800 and 1000 °C was associated with the presence of fine precipitates that impede recrystallization. The number density of voids increases at 1000 and 1200 °C, accompanied by a fully recrystallized microstructure at 1200 °C. These voids were formed due to the accumulation of micropores obtained during consolidation and HIP. At high temperatures, the pinning effect, in which nanoprecipitates trap micropores, weakens, allowing easier motion of micropores. 144 The as-hot isostatic pressed specimen contains coarse M23C6 particles and fine TiC particles. The TiC particles, which have nucleated from defects, are distributed along the grain boundaries where these defects were primarily located. The M23C6 phase progressively decreases with increasing annealing temperature, thereby facilitating the formation of new TiC particles and causing slight coarsening. They further performed XRD analysis to examine the evolution of secondary-phase fractions across different annealing temperatures, revealing the presence of Y2Ti2O7, M23C6, and TiC particles. The relative volume fraction of Y2Ti2O7, measured with respect to the total secondary phase particles volume, increased significantly from approximately 0% in the as-HIPed specimen to more than 75% in the specimen annealed at 1200 °C.
Oksiuta et al. 113 reported that adding 0.3% Y2O3 or 0.5% Fe2Y in a Fe-14Cr-2W-0.2Ti alloy significantly influences their short-term annealing resistance. These alloys were very stable when annealed below 1150 °C. However, the nanoparticles in Fe2Y ODS alloys underwent partial coarsening after annealing at 1350 °C for 1 h. TEM-based observations of Fe2Y ODS alloys shown in Figure 7 revealed that the size of a few nanoclusters did not change, whereas the size of some nanocrystals significantly increased. The nanoparticles in the finer nanoclusters were mainly Y- or Ti-oxides. Interestingly, the crystal structure of the nanoparticles in larger nanoclusters of Fe2Y ODS alloy was FCC, as shown in the inset of Figure 7(c), which differs from the typical body-centered crystal structures observed in nanoparticles of ODS alloys. The Y2O3 ODS alloy exhibited greater resistance to coarsening following short-term annealing.
(a) and (b) ODS Fe2Y, nanoclusters, and (c) ODS Fe2Y, coarse Y2O3 nanocluster and SED pattern. Reproduced from Ref. 113
As discussed earlier, tempering treatment is employed to reduce brittleness and enhance toughness in the martensitic ODS alloy. Zhou et al. 47 performed tempering treatment at 800 °C for 1 h on 9Cr-Hf and 9Cr-Zr ODS steels and found similar sizes of M23C6 precipitates near martensitic lath boundaries and ferrite boundaries. They also observed that the size of oxide particles has increased by approximately 45% in the 9Cr-Zr steel. In contrast, the particle size remains unchanged in the 9Cr-Hf steel, revealing better thermal stability of Y-Hf-O particles. Thus, the short-term annealing resistance of ODS alloys strongly depends on composition, with Y₂O₃-based alloys exhibiting superior coarsening resistance, and Hf additions enhancing nanoparticle stability. High-temperature annealing, even for short durations, promotes recrystallization and phase evolution, which may affect the mechanical properties.
Long-term annealing and precipitate characteristics
Mao et al. 145 conducted a comprehensive study on the thermal stability of 12Cr ODS steel produced by MA and HIP. The alloy was subjected to thermal exposure at 1250 °C for 500 h. After HIP, orthorhombic YCrO3 and monoclinic YTaO4 were formed. They observed that the monoclinic YTaO4 structure formed during HIP transformed into an FCC Y3TaO7 structure during annealing, attributable to reduced oxygen solubility and the dissolution of fine particles. They suggested that the ODS alloy be processed at temperatures below 1200 °C. However, the role of annealing time was not considered in the research, even though it generally plays a crucial role in the coarsening of these particles. Oksiuta et al., 146 studying 14Cr ODS steel, investigated the effect of annealing time on the thermal stability of both grains and particles. They observed that the grains do not recrystallize during short annealing at temperatures up to 1250 °C. However, the larger grains coarsen due to recrystallization as the temperature exceeds 1250 °C. The change in grain size was limited by the pinning effect of the oxide particles, even at temperatures above 1250 °C. Long-term annealing at 750 °C for 10000 h does not change the grain size. However, the fraction of larger oxide particles increased as new Al-rich oxide particles precipitated, compromising alloy properties. Xu et al. 147 aged 12, 16, and 18Cr ODS steels at 480 °C for 2000 h. After aging, they observed no grain- or oxide-particle coarsening. They also observed carbide formation, such as M23C6 (cubic crystal structure) in 12Cr ODS and M2C (hexagonal crystal structure) in 16Cr ODS steel. They noted that carbide particle coarsening is generally observed in non-ODS alloys, such as P92 steel. However, no significant change in the carbide particle size was evident in the ODS alloys. They attributed this peculiar behavior to the presence of dispersed oxide particles. However, a more detailed analysis could have been performed to determine why the carbide particles do not coarsen in ODS alloys.
Zilnyk et al. 148 studied the stability of nanoclusters in 9Cr ODS steels exposed at 800 °C for 4320 h. They evaluated the change in particle size using APT and found no change before and after thermal exposure. They concluded that solute atoms become trapped within V- Cr nanoclusters, delaying the precipitation of intermetallic compounds and thereby degrading mechanical properties. Zheng et al. 149 studied the long-term thermal stability of 9Cr ODS steel at 700 °C for 10000 h. The grain morphology remains similar, showing no recrystallization after the aging treatment. They also emphasized that complete dislocation recovery was not observed in the microstructure, owing to the pinning effects of the oxide particles. The alloy contained only carbides distributed along boundaries and Y-Ti-O oxides. The carbides coarsened with increasing thermal exposure time. However, the size and shape of the Y-Ti-O particles did not vary much after aging, as shown in Figure 8. Gao et al. 150 studied the thermal stability of 9Cr ODS steel aged for 5000 h at 600 °C.
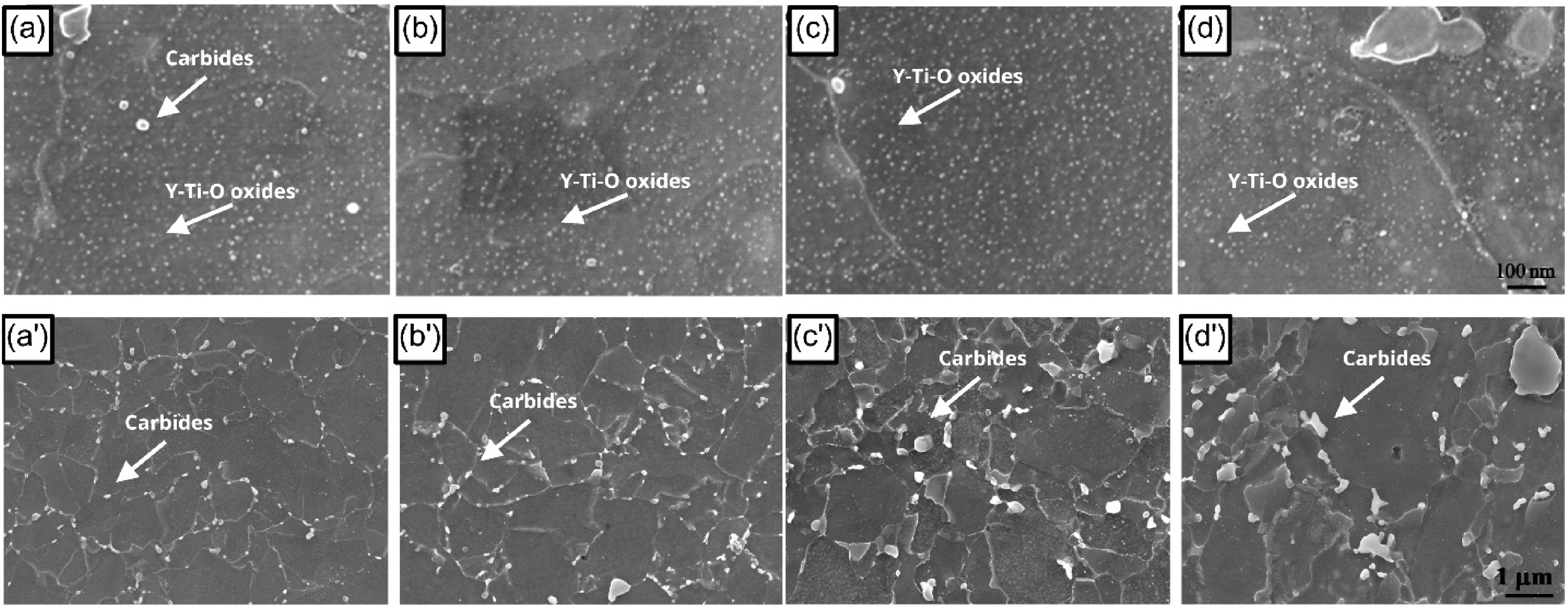
Evolution of Y-Ti-O oxides and carbides at: (a, a’) before aging, (b,b’) 700 °C/100 h, (c,c’) 700 °C/5000 h, and (d,d’) 700 °C/10000 h, respectively. Reproduced from Ref. Zheng et al. 149
They observed no significant changes in grain or oxide particle size after aging. The alloy's superior thermal stability was attributed to the coherency between the nanoparticles and the matrix, which reduces interfacial energy. Additionally, the lower Cr content in the alloy minimized the formation of the Cr-rich α’ phase, which is associated with embrittlement and early failure. In most cases, ODS steels demonstrate exceptional long-term thermal stability, with minimal grain coarsening and oxide particle growth after 10,000 h of annealing at 600–750°C. In several studies, the grain morphology remains unchanged up to 1250°C, while oxide particles exhibit limited coarsening. Finely dispersed oxide particles effectively inhibit recrystallization, dislocation recovery, and carbide coarsening, thereby maintaining nanoparticle size under prolonged thermal exposure.
Thermal cycling
Oñoro et al. 151 studied the influence of thermal cycling between 400 and 800 °C on the thermal stability of 14Cr ODS steel. They performed microstructural analyses on three different specimens. The first specimen was annealed at 1000 °C for 2 h, while the second and third specimens were obtained by subjecting the first specimen to thermal cycling between 400 °C and 800 °C, followed by aging at 600 °C for 2000 h, respectively. They observed coarse Cr-W-rich and fine Ti-rich secondary phases. EDS analysis showed that the Cr-W-rich precipitate in the aged specimen had a significant Cr deficiency attributed to Cr diffusion into the matrix.
In contrast, W accumulated in the precipitate due to diffusion from the matrix. The median size of the Cr-W-rich secondary phase was lowest for the annealed specimen and highest for the specimen subjected to thermal cycling. However, the highest area fraction of secondary phases was observed in the aged specimen due to easier W diffusion.
Joining-induced microstructural stability
In addition to thermal exposure during service, microstructural stability in ODS alloys can also be significantly affected during joining and fabrication processes. Conventional fusion welding methods are generally unsuitable for ODS alloys because melting and resolidification disrupt the finely dispersed oxide population. During the liquid phase, oxide particles may coarsen, agglomerate, or redistribute, leading to a non-uniform dispersion and degradation of high-temperature mechanical properties in the weld region.
To overcome these limitations, solid-state joining techniques have been explored. Diffusion bonding has been demonstrated as an effective approach for joining ODS alloys while preserving nanoscale oxide dispersion. For example, Noh et al. showed that high-Cr ferritic ODS steel could be successfully joined by diffusion bonding at elevated temperatures without forming voids or inclusions, and with minimal degradation of the oxide particle distribution across the bonding interface. 152 Similarly, friction stir welding (FSW) has been identified as a promising technique for ODS alloys, as it enables joining through severe plastic deformation in the solid state without melting. Chen et al. reported that friction stir welding of PM2000-type ODS alloys produced a stirred region with fine, equiaxed grains and a relatively uniform distribution of Y–Al–O particles, with an average particle size of approximately 21 nm after recrystallization treatment. 153 These observations indicate that maintaining dispersoid stability during joining is critically dependent on avoiding melting and controlling microstructural evolution in the solid state. Although solid-state techniques can preserve oxide dispersion and mechanical integrity, challenges remain in optimizing joint microstructure, controlling recrystallization behavior, and ensuring long-term creep and fatigue performance of the joint region.
Austenitic ODS steels
Sun et al. 154 studied the influence of high-temperature aging of austenitic ODS steel (20Cr25Ni) at 700 °C for 1000 h. They observed a negligible change in the σ-FeCr phase fraction, in contrast to earlier studies on 25Cr20Ni ODS steel, and suggested that the reduced presence of the σ phase may improve mechanical performance, as this phase is generally considered detrimental. In addition, grain size remained relatively stable as aging time increased. The oxide particles were identified as Y₂Ti₂O₇ with a cubic crystal structure, and their size remained largely unchanged for aging times up to 100 h. However, after 1000 h, a bimodal particle size distribution was observed, with larger particles preferentially located at grain boundaries. This suggests that long-term exposure may promote localized coarsening or redistribution of dispersoids, although the underlying mechanisms require further investigation.
The thermal stability of additively manufactured austenitic 304L ODS steel produced via LPBF was also evaluated after aging at 1000, 1100, and 1200 °C. 104 The alloy exhibited good thermal stability up to 1100 °C, with retention of the cellular substructure attributed to the presence of oxide nanoparticles. However, at 1200 °C, the size of Y–Si–O nanoparticles increased from approximately 25 to 50 nm after 100 h due to Ostwald ripening, accompanied by changes in local chemistry, including a decrease in oxygen content and an increase in yttrium concentration. These observations indicate that, although nanoscale dispersoids can stabilize fine microstructural features, their coarsening and compositional evolution at sufficiently high temperatures can alter the strengthening response.
Austenitic ODS alloys differ fundamentally from ferritic systems in their thermal evolution because the fcc matrix promotes higher diffusion rates and more pronounced recovery processes, which influence both grain stability and the persistence of strengthening mechanisms. In ferritic ODS steels, the combination of a bcc matrix and a high density of stable nanoclusters is generally effective in suppressing grain-boundary migration and maintaining microstructural stability during long-term exposure. In contrast, in austenitic ODS alloys, grain coarsening is only one aspect of thermal degradation; thermally activated recovery, dislocation rearrangement, and particle coarsening can collectively reduce the effectiveness of dispersoid strengthening at elevated temperatures. As a result, the thermal stability of austenitic ODS alloys must be evaluated not only in terms of grain growth, but also in terms of how matrix structure influences recovery kinetics, particle stability, and the retention of nanoscale strengthening features during prolonged service.
Radiation effects in ODS alloys
Applications of ODS in nuclear engineering
ODS alloys are strong candidates for nuclear reactor applications owing to their exceptional high-temperature strength, superior creep resistance, and enhanced tolerance to irradiation damage. These properties originate from their distinctive microstructure, in which a high number density of stable nanoscale oxide dispersoids stabilizes grain boundaries, suppresses recrystallization and grain growth, and impedes dislocation motion. In addition to their strengthening role, dispersoid–matrix interfaces act as efficient sinks for irradiation-induced point defects, thereby mitigating defect accumulation and reducing void swelling. Void swelling in structural steels arises from the incomplete recombination of irradiation-generated interstitials and vacancies. At low doses, partial recombination provides a limited self-healing capability. With increasing dose, however, the formation and growth of dislocations and dislocation loops—biased sinks for interstitials—drive a net interstitial flux toward these defects, while vacancies preferentially migrate toward voids. This imbalance promotes void nucleation and growth, leading to volumetric swelling and progressive degradation of mechanical integrity under reactor operating conditions.
155
By increasing defect sink density and modifying defect transport pathways, ODS alloys significantly suppress swelling relative to conventional steels. ODS alloys considered for nuclear applications can be broadly classified into three categories.
156
I. II. III.
Optimized ODS for reactor applications
The current first-generation candidate swelling-resistant alloys envisioned to replace austenitics are ferritic and ferritic-martensitic steels, with second-generation alloys being dispersion-hardened variants of these steels. It is well known that, as a class, ferritic alloys swell and creep less than do austenitic alloys.158,159
Figure 9(a) and (b) shows the exceptional swelling resistance of the MA957 ODS ferritic steel under high-dose irradiation. 160 As shown in Figure 9(a), even after irradiation at 450 °C to 400 displacement per atom (dpa), the alloy preserves a stable microstructure with negligible void formation, demonstrating strong resistance to radiation-induced damage. The swelling behavior shown in Figure 9(b) further confirms that MA957 exhibits substantially lower volumetric swelling than conventional ferritic–martensitic alloys such as EP-450 and HT-9. This enhanced stability is attributed to the high density of finely dispersed, thermally stable Y–Ti–O nanoparticles, which act as efficient defect sinks and suppress void nucleation and growth. Collectively, these results highlight the capability of ODS ferritic steels to maintain microstructural integrity and dimensional stability under extreme irradiation environments.
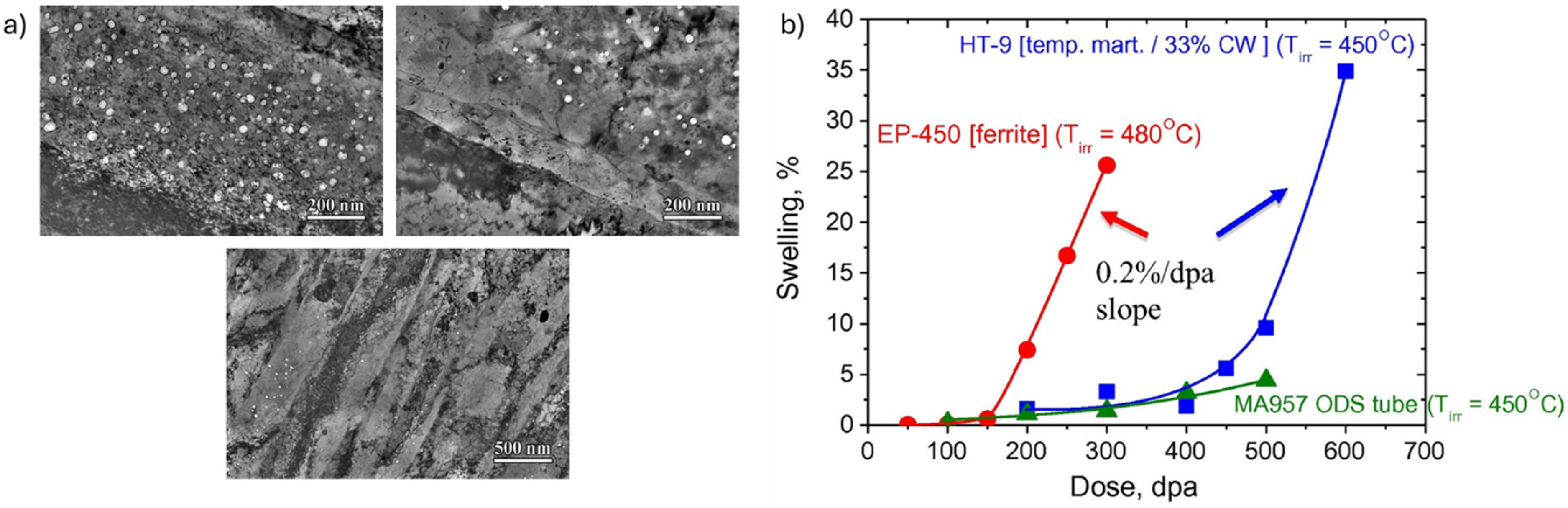
(a) Microstructure of MA957 ODS steel tube after irradiation at 450 °C to 400 dpa, showing a stable nanostructure with minimal void formation. (b) Dose dependence of swelling in MA957 compared with EP-450 ferritic and HT-9 ferritic–martensitic alloys, illustrating the superior irradiation-resistance and low swelling rate (∼0.2%/dpa) of MA957 at 450 °C. Reproduced from Ref. 160
There has been significant progress in ODS alloy development for reactor applications; however, transformable 9Cr alloys remain of particular interest among austenite-free variants, as their microstructure can be precisely engineered through controlled α–γ phase transformation. 161 The introduction of excess oxygen plays a critical role in this process by (1) promoting the formation of fine Y–Ti complex oxides and (2) influencing the matrix carbon activity, thereby modifying the free-energy difference between the α and γ phases. As a result, the α/γ interface motion is effectively pinned by the oxide particles, weakening the driving force for transformation and stabilizing the nonequilibrium residual ferrite phase. Figure 10(a) and (b) presents transmission electron micrographs of oxide dispersions within the residual ferrite and tempered martensite of a dual-phase 9Cr-ODS ferritic steel. 161 Both regions contain a high density of nanoscale Y–Ti–O particles, with those in the residual ferrite being slightly finer and more uniformly distributed. This refined dispersion, coupled with the nanocrystalline substructure retained from mechanical alloying, accounts for the markedly higher yield strength of the residual ferrite (∼1360 MPa) compared with the tempered martensite (∼930 MPa).
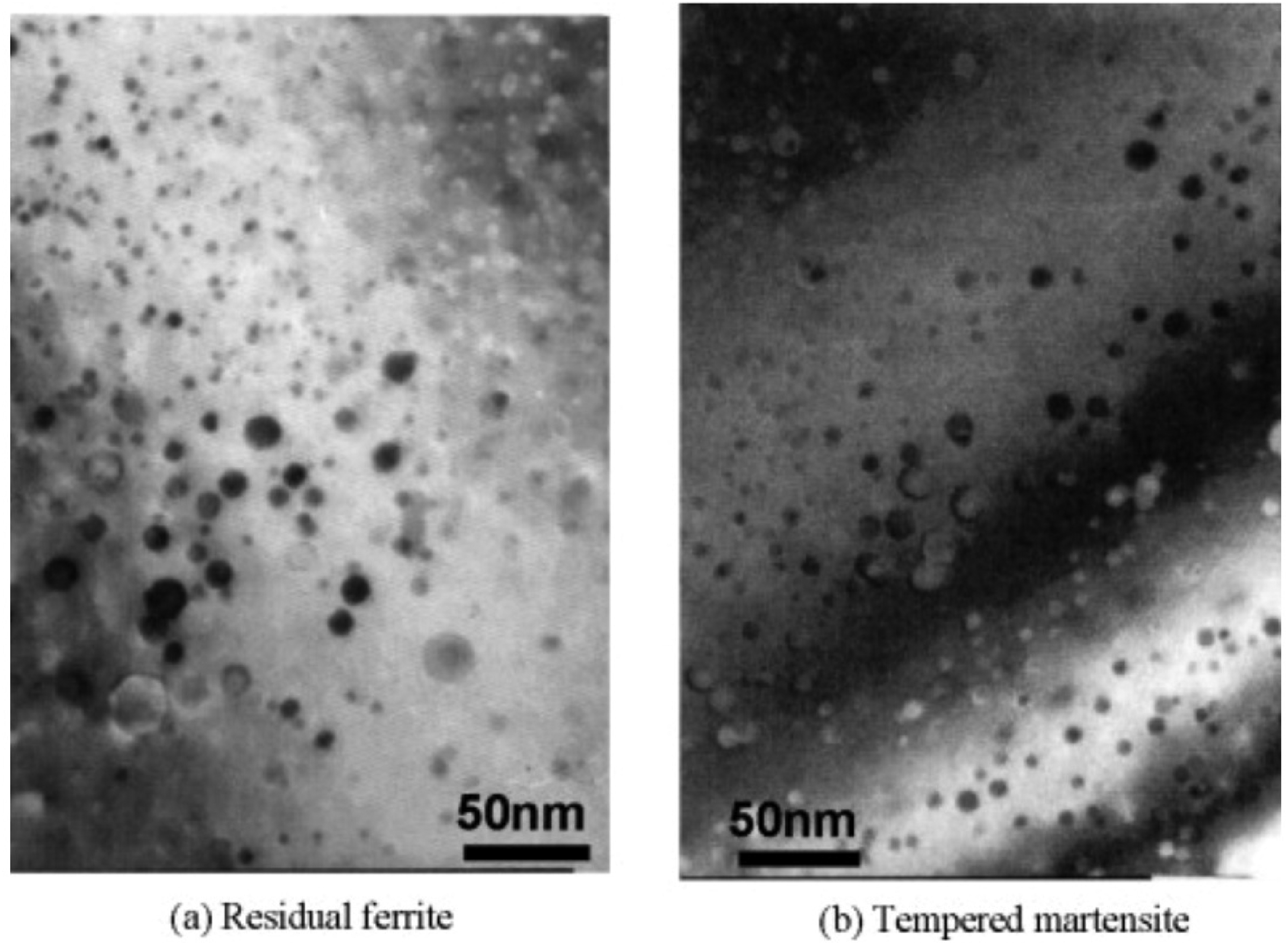
Transmission electron micrograph of (a) oxide particles in the residual ferrite and (b) in the tempered martensite of a dual-phase 9Cr-ODS ferritic steel. The residual ferrite contains slightly finer, more uniformly distributed Y–Ti–O nanoparticles than the tempered martensite, contributing to its higher strength and enhanced creep resistance. Reproduced from Ref. 161
The resulting dual-phase architecture behaves as a composite microstructure in which the hard residual ferrite enhances creep strength. At the same time, the tempered martensite provides ductility and damage tolerance under high-temperature loading. Previous studies have shown that adding Ti can reduce oxide particle size by approximately one order of magnitude in both Cr-ODS ferritic steel and 9Cr-ODS martensitic steel. 162 Repeated impacts during MA destroy Y2O3, introducing Y and O atoms into the matrix. Next, due to the very low solubility of Ti in the Fe-Cr binary system, Ti interacts with Y and O to first form metastable Y2TiO5 (Hexagonal) and then stable Y2Ti2O7 (cubic). The Y2Ti2O7 phase is favored since it has a lower interface energy than Y2O3.54,162–164
The interfacial structure and crystallographic coherency of Y–Al complex oxides play a decisive role in determining the mechanical stability of Al-alloyed ODS steels. Figure 11(a) and (d) shows high-resolution TEM images and corresponding FFT patterns of the nanometer-scale oxides identified in Fe–15.5Cr–2W–0.1Ti–4Al–0.35Y₂O₃ steel extruded at different temperatures. 163 Two distinct polymorphs are observed: semi-coherent YAP (orthorhombic YAlO₃, perovskite structure) particles in the specimen extruded at 1150 °C (SOC-9) and coherent YAH (hexagonal YAlO₃) particles in the specimen extruded at 1050 °C (SOC-9-ET-1). The semi-coherent YAP particles exhibit a lattice misfit of approximately 12%, whereas the coherent YAH particles maintain nearly complete lattice matching with the ferritic matrix.
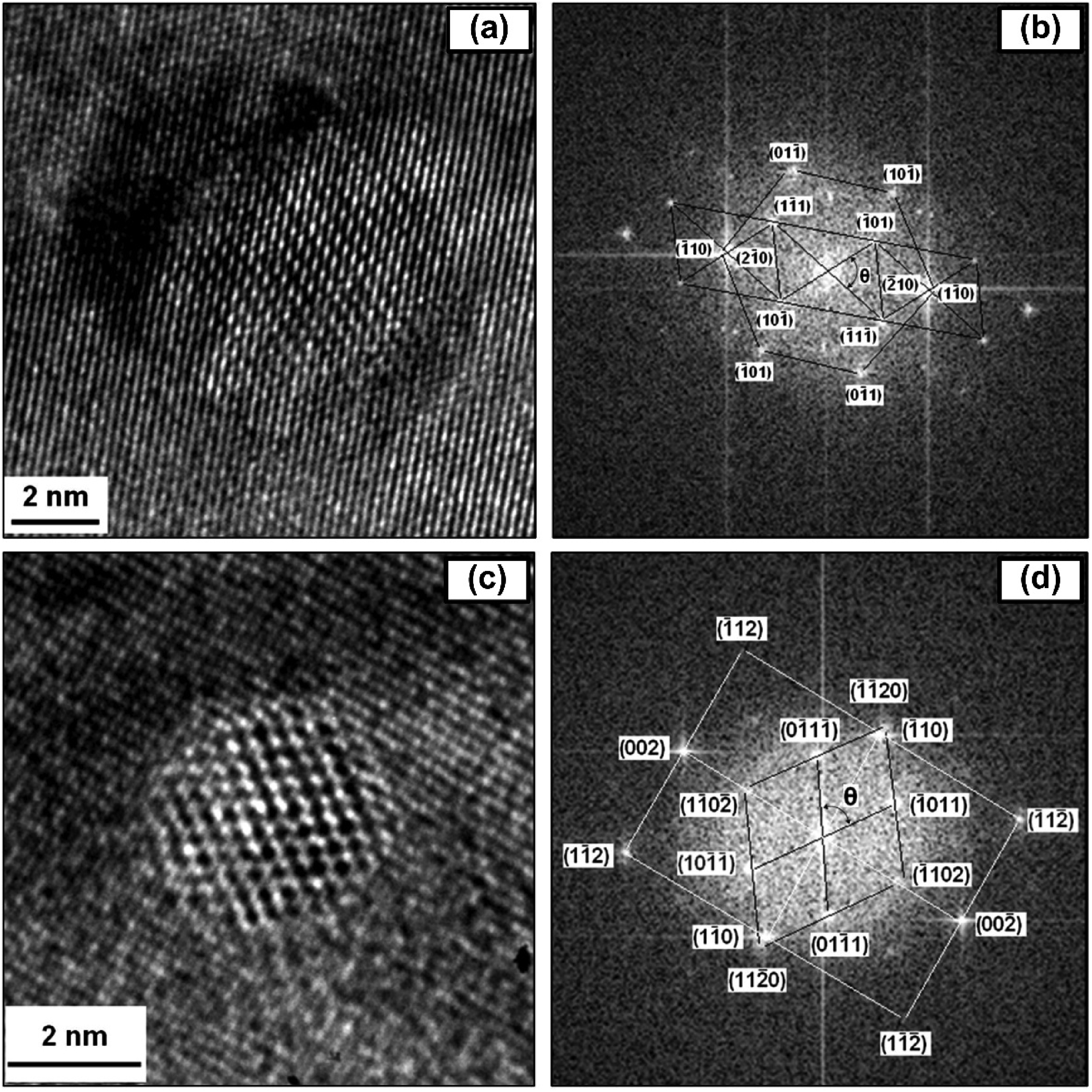
(a) HRTEM micrograph of a semi-coherent YAP (orthorhombic YAlO3) particle with surrounding matrix in SOC-9 and (b) corresponding FFT pattern. (c) HRTEM micrograph of a coherent YAH (hexagonal YAlO3) particle with surrounding matrix in SOC-9-ET-1 and (d) corresponding FFT pattern. The YAP particle exhibits a semi-coherent interface with a lattice misfit of ∼12%. In contrast, the YAH particle maintains nearly full coherency with the ferritic matrix, reflecting a transition from semi-coherent to coherent oxide structures as the extrusion temperature decreases. Reproduced from Ref. 163
Reducing the extrusion temperature refines the oxide size and promotes a phase and coherency transition from semi-coherent YAP to coherent YAH, thereby enhancing thermodynamic stability and reducing interfacial energy. Consequently, samples containing predominantly coherent YAH particles exhibit superior high-temperature strength and creep resistance due to improved particle–matrix bonding and enhanced defect trapping at coherent interfaces.
Issues and challenges in the radiation environment
The stability of dispersoids under irradiation varies for different ODS materials. There is no universal trend. The dispersoid behavior also varies with the type of irradiation (proton, heavy-ion, or neutron) and is strongly dependent on irradiation temperature. The evolution of dispersoids is closely coupled with other microstructural changes, such as void swelling and dislocation development. The following behaviors have been reported.
Yttria dispersions at extremely small sizes may be unstable due to ballistic dissolution and/or amorphization when the interfacial energy becomes significant at high interfacial-to-volume ratios.
165
Since interfacial energies in ferrite and martensite phases differ, the critical defect density required for amorphization is different in dual-phase ODS alloys. Therefore, the amorphization resistance of yttria dispersions may be different from traditional ODS alloy types. Previous studies have observed the fragmentation of oxide particles under heavy-ion irradiation.
169
A cluster of smaller precipitates encircles the large dispersoids in MA956, likely formed due to recoil dissolution at the particle interface, followed by reprecipitation in the surrounding matrix. This case illustrates that dispersoids do not automatically improve swelling resistance: a strongly biased (or vacancy-dominant) interface can promote void nucleation unless it enables balanced trapping and recombination of interstitials and vacancies. Matrix-dispersion interfaces are believed to function as defect sinks, with their properties varying between ferrite and tempered martensite phases. Adjusting fabrication parameters, such as extrusion temperatures, can change interfaces from non-coherent to semi-coherent, and ultimately to coherent. Under different interface configurations, both the local stress field and the metal-to-oxygen ratio are altered. These changes influence the electron affinity of oxygen and its ability to trap misaligned metal atoms.
Although tempered martensite grains exhibit superior swelling resistance, this intrinsic property may change if oxide particles within martensite induce strongly biased defect trapping. A much stronger interstitial trapping at the interface will lead to grain-void swelling due to reduced defect recombination. In comparison, stronger vacancy trapping will lead to the formation of voids at the dispersoid interface and reduce the incubation time for void swelling. Ideally, the interface should serve as a trap for both interstitials and vacancies, facilitating effective defect annihilation. As an example of “bad” ODS, 166 Figure 12 (a)-(d) compares unirradiated and Fe-ion irradiated MA956 up to 60, 120, and 180 dpa, with ions entering from the left. Voids are found to nucleate exclusively at the particle-matrix interface. The lines superimposed on Figure 12(d) represent the calculated dpa and injected Fe ions as a function of depth. Furthermore, the large particles are surrounded by a cloud of small precipitates, most likely resulting from recoil dissociation at the particle interface and subsequent reprecipitation in the nearby matrix.
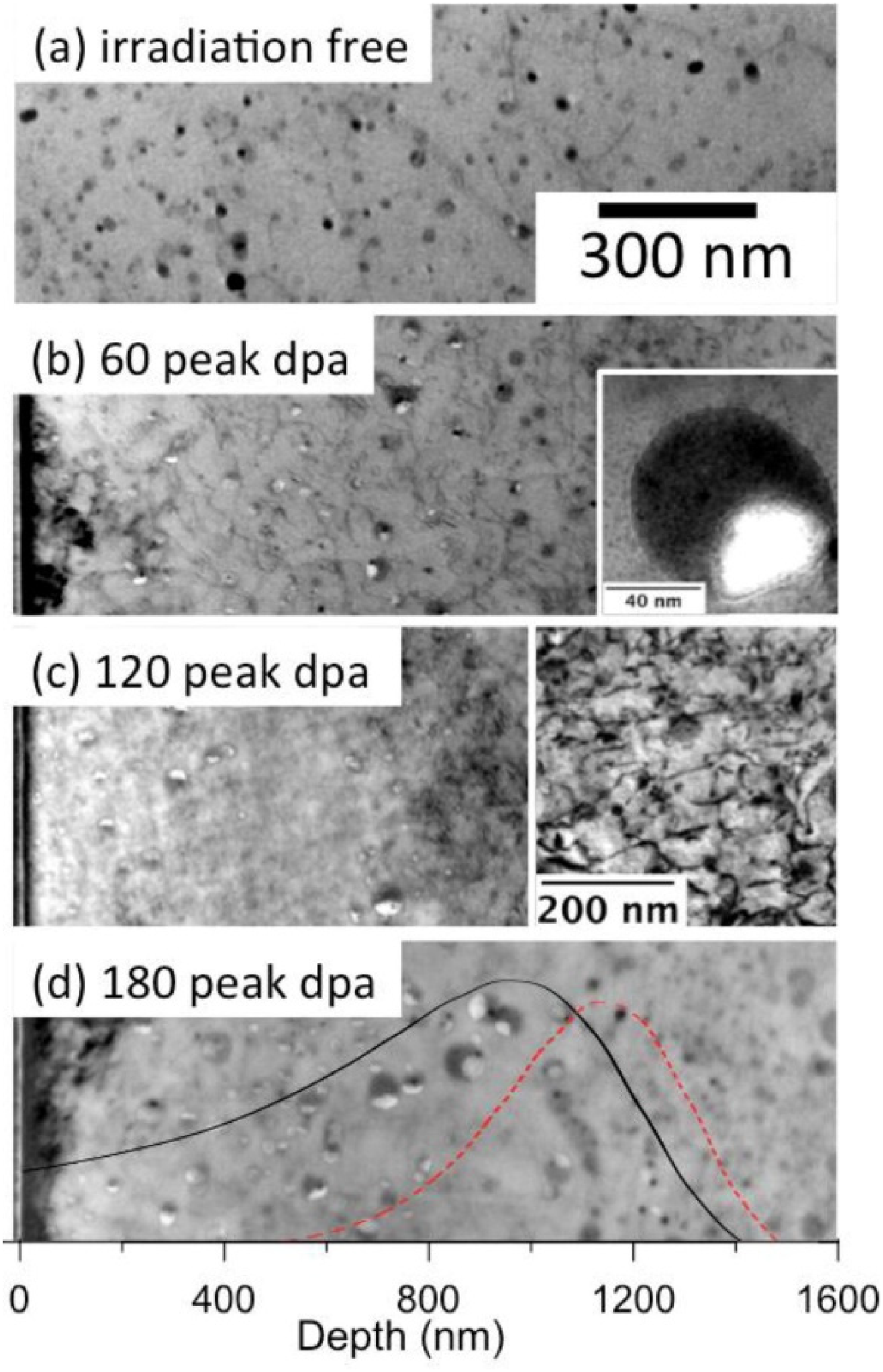
Conventional bright field images of (a) the unirradiated, (b-d) irradiated specimens with 60, 120, and 180 peak dpa, respectively, showing that essentially all voids are associated with oxide particles. The insert in (b) shows a void formed on the side of an oxide particle in the 60-peak dpa sample. Note that the insert also shows a cloud of small precipitates surrounding the particle that was probably formed by recoil dissolution and reprecipitation. The insert in (c) shows the irradiation-induced dislocation network at a depth of 1000 nm in the 120-peak dpa sample. The lines superimposed on (d) are the calculated dpa and injected interstitial profiles as a function of depth. Reproduced from Ref. 166
Beyond ferritic and ferritic–martensitic ODS systems, these challenges are more complex in Ni-based alloys, where irradiation-induced degradation is often governed by helium embrittlement, grain boundary instability, and irradiation-assisted phase evolution rather than by swelling alone. In conventional Ni-based alloys, neutron irradiation promotes helium accumulation at grain boundaries through transmutation reactions, leading to intergranular embrittlement and loss of ductility even at relatively low swelling levels. In addition, irradiation-induced solute segregation and precipitation at grain boundaries further degrade mechanical integrity by facilitating crack initiation and propagation under stress. 167 The introduction of oxide dispersions in Ni-based ODS alloys provides a potential pathway to mitigate these effects by modifying defect transport and helium partitioning. For example, Oono et al. demonstrated that in PM1000-type Ni-based ODS alloys irradiated to ∼101 dpa, oxide particles remain stable with number densities on the order of ∼10^22–10^23 m−3, and more than 80% of cavities are associated with oxide particle–matrix interfaces. In contrast, less than 10% are located at grain boundaries. This redistribution of helium-induced cavities away from grain boundaries results in swelling levels below ∼1% and significantly reduces the likelihood of intergranular embrittlement. 117
However, the presence of dispersoids does not eliminate irradiation-induced degradation mechanisms in Ni-based systems. Instead, it shifts the dominant damage processes toward the particle–matrix interface, where cavity nucleation, local decohesion, and irradiation-assisted chemical evolution may occur. Recent studies on NiMoCr–Y₂O₃ alloys have shown that Y₂O₃ particles can effectively trap helium and reduce bubble volume fraction compared to conventional Ni-based alloys such as Hastelloy N, thereby suppressing irradiation-enhanced chromium diffusion and improving corrosion resistance. At the same time, irradiation-induced vacancies at the Y₂O₃–matrix interface can promote interfacial reactions, leading to the formation of complex oxide structures such as Y₂O₃, YCrO₃, and Cr₂O₃, which indicates that the interface itself evolves chemically under service conditions. 168 Additional irradiation studies on Ni-based alloys further reveal that high-dose irradiation can drive microstructural instability through mechanisms such as irradiation-induced carbide precipitation, interfacial pitting, serrated grain boundary formation, and non-monotonic surface roughening, particularly at elevated temperatures relevant to advanced nuclear systems. 169
These observations highlight that, in Ni-based ODS alloys, the role of dispersoids must be understood within a broader framework that includes transmutation-driven gas production, interface stability, and irradiation-assisted phase evolution. While oxide dispersions can significantly enhance defect recombination and reduce grain-boundary damage, they may also introduce new pathways for localized damage accumulation if the interface becomes strongly biased or chemically unstable. Therefore, the key challenge is not simply to retain dispersoid populations but to ensure that particle–matrix interfaces maintain balanced defect-trapping behavior and structural integrity under prolonged irradiation. Addressing this challenge will require coordinated control of dispersoid chemistry, interface coherency, and matrix composition, particularly in environments involving coupled irradiation, high temperature, and corrosion, where multiple degradation mechanisms may operate simultaneously.
Dispersoid evolution under irradiation
The long-term irradiation performance of ODS alloys is fundamentally controlled by the stability and evolution of their nanoscale oxide dispersoids. These particles provide the primary mechanisms for strengthening and radiation mitigation by pinning dislocations, stabilizing grain boundaries, and acting as sinks for irradiation-induced point defects. However, under neutron or ion irradiation, dispersoids are not immutable; they may undergo structural and chemical modification, including changes in size, number density, crystallographic structure, and composition.170,171 Radiation-induced segregation, transmutation effects, and cascade-driven dissolution–reprecipitation processes can further alter particle–matrix interfaces and local chemistry. Because the mechanical integrity and swelling resistance of ODS alloys are directly linked to this nanoscale architecture, understanding dispersoid stability under coupled thermal and irradiation conditions is essential for predicting long-term reliability in service environments.84,102,172
Despite extensive experimental investigation, reports on irradiation- induced dispersoid evolution in ODS alloys remain highly inconsistent. Some studies describe particle coarsening accompanied by a reduction in number density and compositional modification, whereas others report refinement, partial dissolution, or negligible changes under nominally similar conditions. These discrepancies do not necessarily reflect experimental uncertainty; rather, they highlight the complex, multivariate nature of dispersoid stability. Differences in alloy chemistry, initial dispersoid coherency, processing history, irradiation dose rate, temperature, and damage spectrum strongly influence the balance between ballistic dissolution, thermally driven diffusion, and interfacial energetics. As a result, direct comparison between studies is often misleading unless these parameters are explicitly considered. A critical synthesis of the literature requires a mechanistic interpretation rather than a simple aggregation of reported observations.
A useful contrast to ferritic ODS systems is provided by Ni-based ODS alloys, in which the evolution of dispersoids under irradiation is more strongly coupled to interfacial chemical modification. Oono et al. 117 showed that in PM1000-type Ni-based ODS alloys irradiated to approximately 101 dpa, the oxide particles remained present after irradiation, with average sizes still below 10 nm and a number density of about 8.0 × 10^22 m^-3, indicating that the dispersoid population itself can remain comparatively stable even under high irradiation doses. This result suggests that, as in ferritic ODS alloys, oxide nanoparticles in Ni-based systems can retain their basic sink function during irradiation. However, the evolution of these particles cannot be assessed solely by retention of size and number density. In NiMoCr–Y2O3 alloys, the Y2O3–matrix interface was found to undergo pronounced chemical modification under coupled irradiation–corrosion conditions, leading to the formation of interfacial oxide structures such as Y2O3, YCrO3, and Cr2O3. 168 These observations indicate that dispersoid evolution in Ni-based ODS alloys may proceed not only through coarsening, dissolution, or refinement, but also through irradiation-assisted interfacial reactions that alter local chemistry and potentially modify sink efficiency. In this respect, Ni-based ODS alloys illustrate an important extension of the general dispersoid-stability problem: even when oxide nanoparticles remain physically present, their functional role under irradiation may change because the surrounding interface evolves chemically. More broadly, irradiation studies on conventional Ni-based alloys also show that high-dose exposure can promote carbide precipitation, interfacial degradation, and grain-boundary restructuring, emphasizing that dispersoid stability in Ni-rich matrices must be interpreted in the context of concurrent phase evolution and enhanced diffusion kinetics at elevated temperature.
The variability in reported dispersoid evolution behavior across different studies can therefore be understood in terms of the combined influence of alloy composition, irradiation conditions, and characterization methodology. For example, apparent stability of nanoclusters is often reported in ferritic ODS alloys irradiated at intermediate temperatures, where limited diffusion suppresses coarsening, whereas at higher temperatures or in FCC-based systems, enhanced atomic mobility can promote coarsening or interfacial chemical evolution. Similarly, ballistic dissolution and fragmentation are more commonly observed under heavy-ion irradiation or at high defect production rates. In contrast, neutron irradiation at lower dose rates tends to produce more gradual evolution. In addition, differences in particle–matrix interface structure may lead to either balanced defect recombination or biased defect trapping, resulting in contrasting observations such as void suppression or interface-associated cavity formation. Finally, differences between characterization techniques, particularly TEM and atom probe tomography, can lead to variations in the reported particle size, number density, and composition of nanoscale dispersoids. These factors collectively explain why dispersoid evolution under irradiation is often reported inconsistently in the literature, despite being governed by the same underlying physical mechanisms.
Advanced nanoscale characterization techniques have been instrumental in resolving these issues by enabling direct observation of dispersoid morphology, chemistry, and spatial distribution. STEM provides high-resolution structural and chemical information on oxide nanoparticles in the 1–5 nm size range. High-resolution TEM allows direct imaging of dispersoid crystal structure and morphology 173 while selected-area electron diffraction (SAED) enables phase identification and detection of irradiation-induced structural changes. High-angle annular dark-field (HAADF) STEM provides Z-contrast imaging, enabling the distinction of nanoparticles with differing compositions from the surrounding matrix. Complementary spectroscopic techniques such as energy-dispersive X-ray spectroscopy (EDS) and electron energy loss spectroscopy (EELS) provide compositional and oxidation-state information at nanometer-scale spatial resolution, with EELS being particularly valuable for detecting light elements and probing bonding environments. 174 Energy-filtered TEM (EFTEM) further allows visualization of elemental distributions and compositional heterogeneity across the microstructure. 175 APT has emerged as a particularly powerful technique for characterizing ODS alloys, as it enables three-dimensional atomic-scale mapping of nanoclusters with near–parts-per-million chemical sensitivity.118,138,148176–178 By reconstructing the spatial and chemical distributions of individual atoms, APT provides quantitative information on dispersoid size, number density, composition, and solute segregation at particle–matrix and grain-boundary interfaces.179,180 This capability is especially important for assessing irradiation-induced elemental redistribution and validating the chemical stability of oxide nanoclusters, which cannot be fully resolved by projection-based microscopy techniques alone.
Figure 13 shows representative APT results for Y–Ti–O nanoclusters in MA957 ODS ferritic steel following high-dose neutron irradiation (∼100–110 dpa) at different temperatures. 118 At lower irradiation temperatures (≈412 °C), the reconstructed ion maps reveal a dense population of fine nanoclusters. In contrast, increasing the irradiation temperature leads to a progressive decrease in the number density and to the coarsening of the remaining clusters. Quantitative analysis shows that the cluster number density decreases from approximately 5 × 1024 m−3 at 412 °C to below 2 × 1024 m−3 at 670 °C. Notably, the average Y–Ti–O stoichiometry remains nearly unchanged across this temperature range, with Ti:O ≈ 1 and Y: Ti < 1. These observations indicate that irradiation primarily modifies the population and spatial distribution of nanoclusters rather than their intrinsic chemistry, supporting a ballistic dissolution–reformation mechanism with strong temperature dependence.
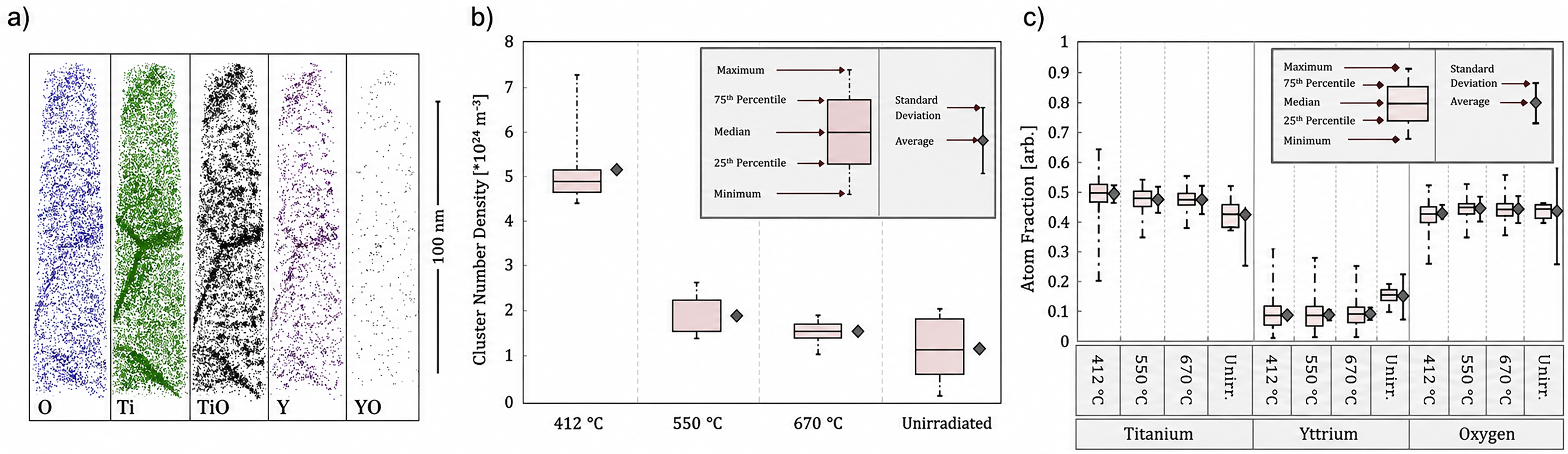
Atom probe tomography analysis of high dose MA957 at selected irradiation temperatures (a) Ion maps of Y–Ti–O solute ions in 412 °C–109 dpa specimen. (b) Plotted above are the trends in cluster density as a function of irradiation temperature. For each condition, a box and whisker plot indicates the character of the distribution, for which an average and standard deviation were calculated. The error bars associated with the averages are too small to be visible on this scale. (c) Plotted above are the composition distributions of the Y–Ti–O clusters as a function of irradiation temperature. For each element and temperature condition, a box and whisker plot, as well as an average and standard deviation, characterize the compositional distribution. Reproduced from Ref. 118
The enhanced diffusion at higher temperatures promotes coarsening and reduces cluster density. Taken together, these findings demonstrate that a single universal trend cannot describe the evolution of dispersoids in ODS alloys. Instead, it reflects a competition between irradiation-induced dissolution, thermally activated diffusion, and interfacial stability, all of which are strongly influenced by alloy composition and processing history. Consequently, robust interpretation of microstructural evolution requires correlative STEM–APT analysis combined with mechanistic frameworks that explicitly account for these competing effects. Such an approach provides the foundation for understanding how microstructural stability governs the mechanical and irradiation performance of ODS alloys, as discussed in the following sections.
CALPHAD-based thermodynamic modeling has been used to assess phase stability, oxygen solubility limits, and the driving forces for complex oxide formation (e.g., Y–Ti–O and Y–Zr–O), thereby guiding design of alloy chemistry and processing windows that suppress undesirable coarse oxides. Phase-field simulations have been employed to model nanoparticle nucleation, growth, and coarsening kinetics, offering mechanistic insight into dispersoid stability during thermal exposure and irradiation. More recently, data-driven and machine-learning approaches have emerged as tools to accelerate ODS alloy development by correlating processing parameters (milling energy, consolidation route, thermal history) with microstructural descriptors and mechanical performance.181,182 These approaches are particularly promising for navigating the high-dimensional compositional and processing space associated with ODS systems, where purely empirical optimization is inefficient. While still at an early stage, the integration of CALPHAD, phase-field modeling, and machine learning with high-resolution experimental characterization represents a powerful pathway toward predictive, mechanism-guided ODS alloy design. Dispersoids under irradiation can shrink or dissolve, coarsen or grow, undergo amorphization, or remain essentially unchanged. 171 The stability of dispersoids is believed to be determined by their size, density, interface coherency, and irradiation conditions. It also depends on the matrix phases. Although various behaviors have been reported, most ODS alloys exhibit size shrinkage after irradiation. To interpret these diverse experimental observations, rate-theory and cluster-dynamics–based modeling approaches have been widely employed to describe irradiation-driven dispersoid evolution. These models treat changes in dispersoid size as the result of competing thermally activated recovery processes and irradiation-induced dissolution driven by displacement cascades, providing a quantitative framework for rationalizing experimentally observed shrinkage, coarsening, or stabilization trends. Figure 14 shows the size evolution in ion-irradiated 12Cr ODS. 183 Due to the limited penetration depth of ions, irradiation damage is confined to the near-surface region, approximately 1.4 microns for 3.5 MeV Fe ions. Within the damaged region, dispersoids shrink.
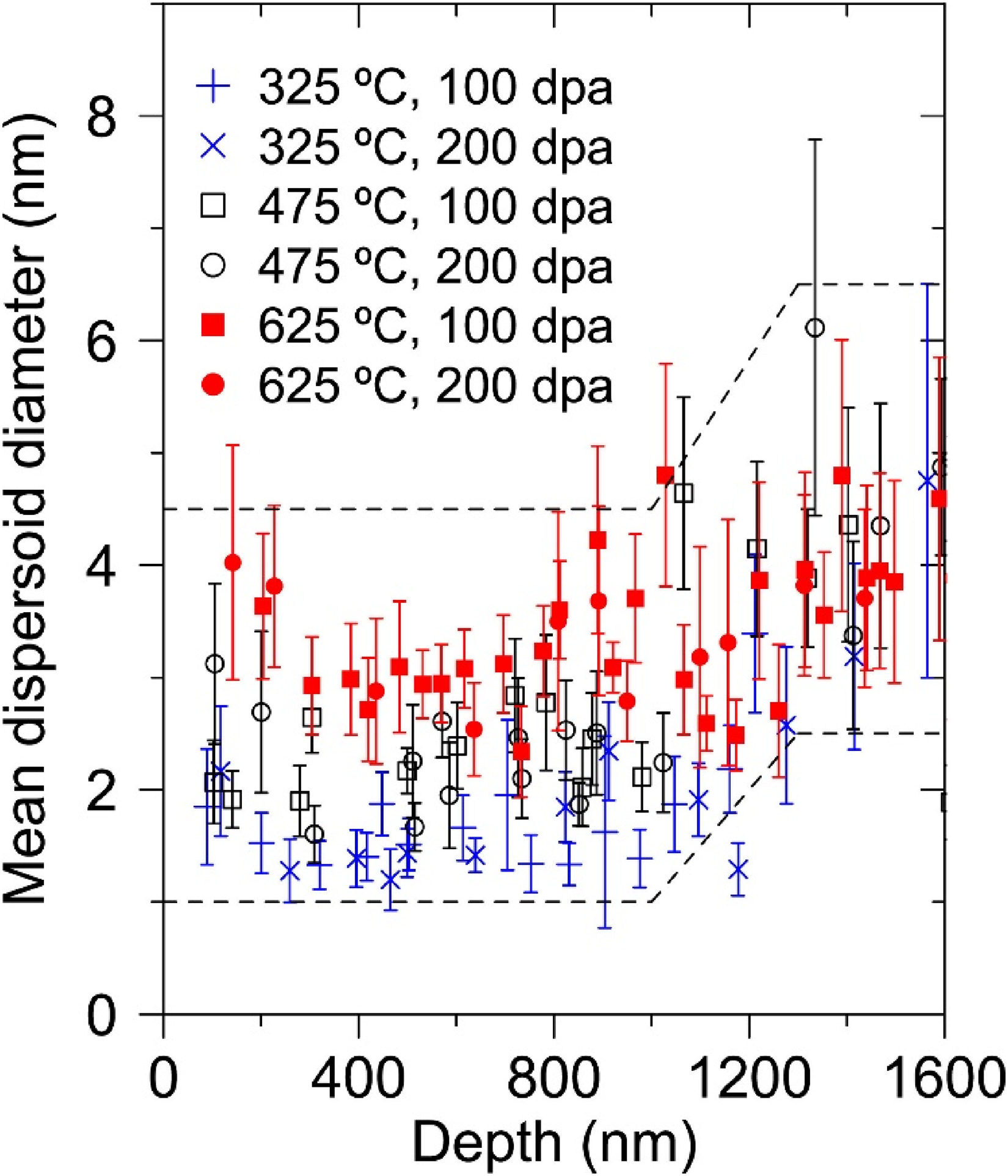
Mean dispersoid diameter in the tempered martensite phase as a function of depth, irradiated at different temperatures, with error bars being the standard deviations of experimental measurements. Due to potential interference from irradiation-induced defect clusters, the reported data at 325 °C represent the upper limit of dispersoid size. Reproduced from Ref. ODS. 183
Additionally, the final dispersoid sizes are clearly temperature-dependent: the higher the irradiation temperature, the larger the size. The size and coherency of a dispersoid were found to be correlated in different ODS alloys. Therefore, any size prediction must consider the role of coherency, as it determines the free energy of a dispersoid and the pathways along which free energy is minimized. The free energy of a dispersoid is a combination of interfacial energy and elastic energy.
Small dispersoids prefer to remain coherent to minimize surface energy. As dispersoids grow, elastic energy becomes dominant over interfacial energy, causing particles to coarsen and adopt incoherent interfaces. A semi-coherent state is an intermediate condition in which dislocations form at the interface to relieve strain energy partially. From a modeling perspective, this competition is commonly captured using diffusion-based rate equations that couple solute transport, interfacial energetics, and the production of irradiation damage. Such formulations are not intended to predict absolute dispersoid sizes but rather to identify stability regimes and dominant mechanisms under given temperature and dose-rate conditions.
The competition between recovery and irradiation-induced dissolution determines the changes in size induced by irradiation. Recovery or growth is driven by thermal diffusion and can be approximated by the following Equation (1)
184
:
Equation (1): Recovery or growth driven by thermal diffusionWhere 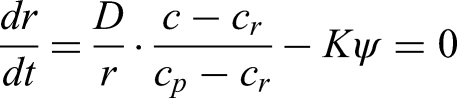
Equation (2): Final equilibrium size.where K is the dpa rate, and ψ is a parameter describing the efficiency of damage cascades in dissolving dispersoids. Figure 15 shows the numerous solutions of the above equation, with a combined unit introduced to cover a variety of dispersoids.
183
The solid black line represents the stability boundary. Dispersoids initially located within the curve tend to grow and reach a relatively converged size (the top portion of the black line). At the same time, dispersoids outside the curve tend to shrink to the converged size if their original sizes are too large or completely dissolve if their original sizes are small and fall below the black curve. The stability boundary expands to dashed lines as
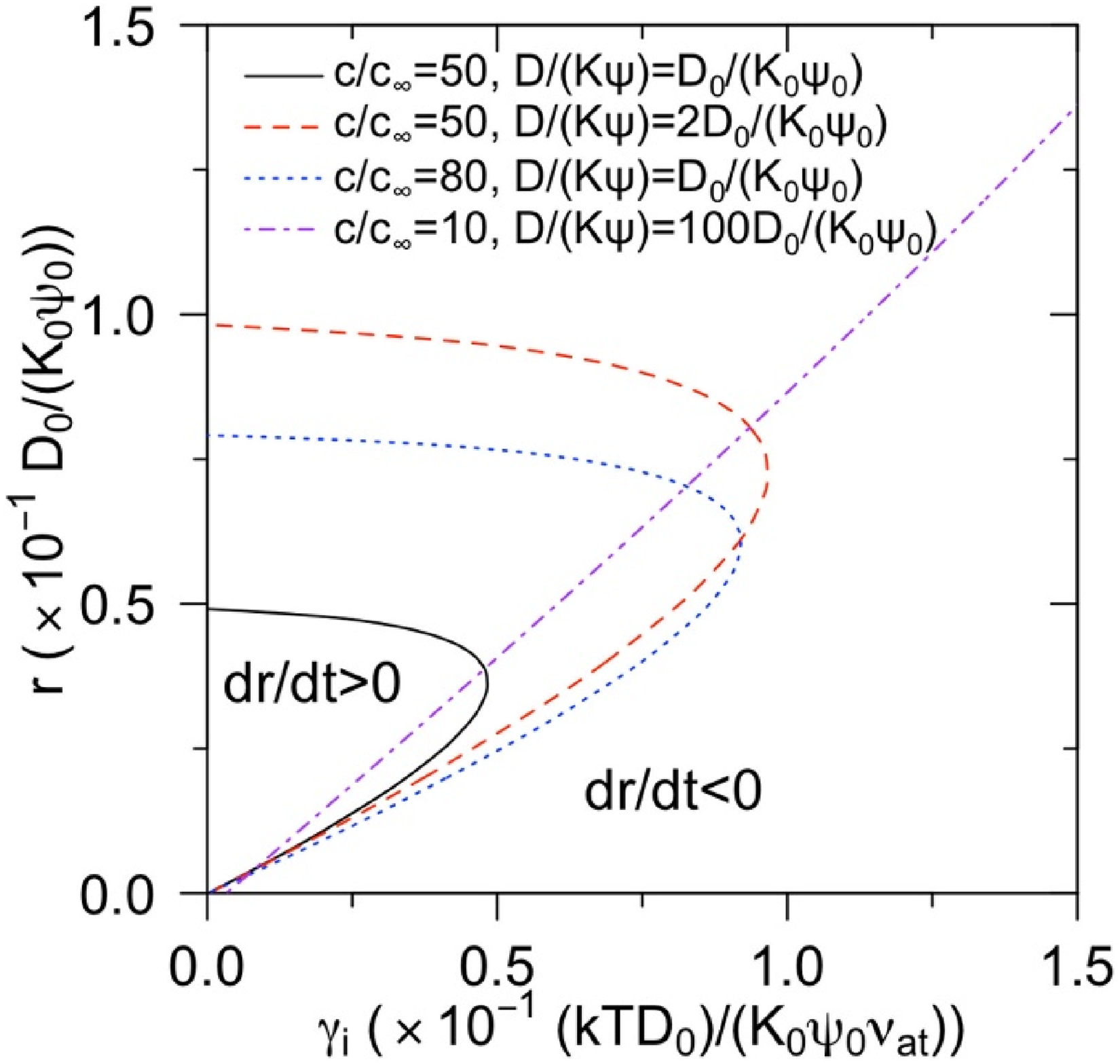
Stability boundary of dispersoid as a function of combined units. Reproduced from Ref. 183
Dispersoid reprecipitation
Under heavy-ion irradiation, large damage cascades may shrink or dissolve dispersoids. If the solute concentration is sufficient, the displaced atoms may re-nucleate into new oxide particles. However, the newly nucleated dispersoids may not retain the same structure or phase as the original dispersoids. Figure 16 schematically illustrates the dissolution and re-nucleation process. 186
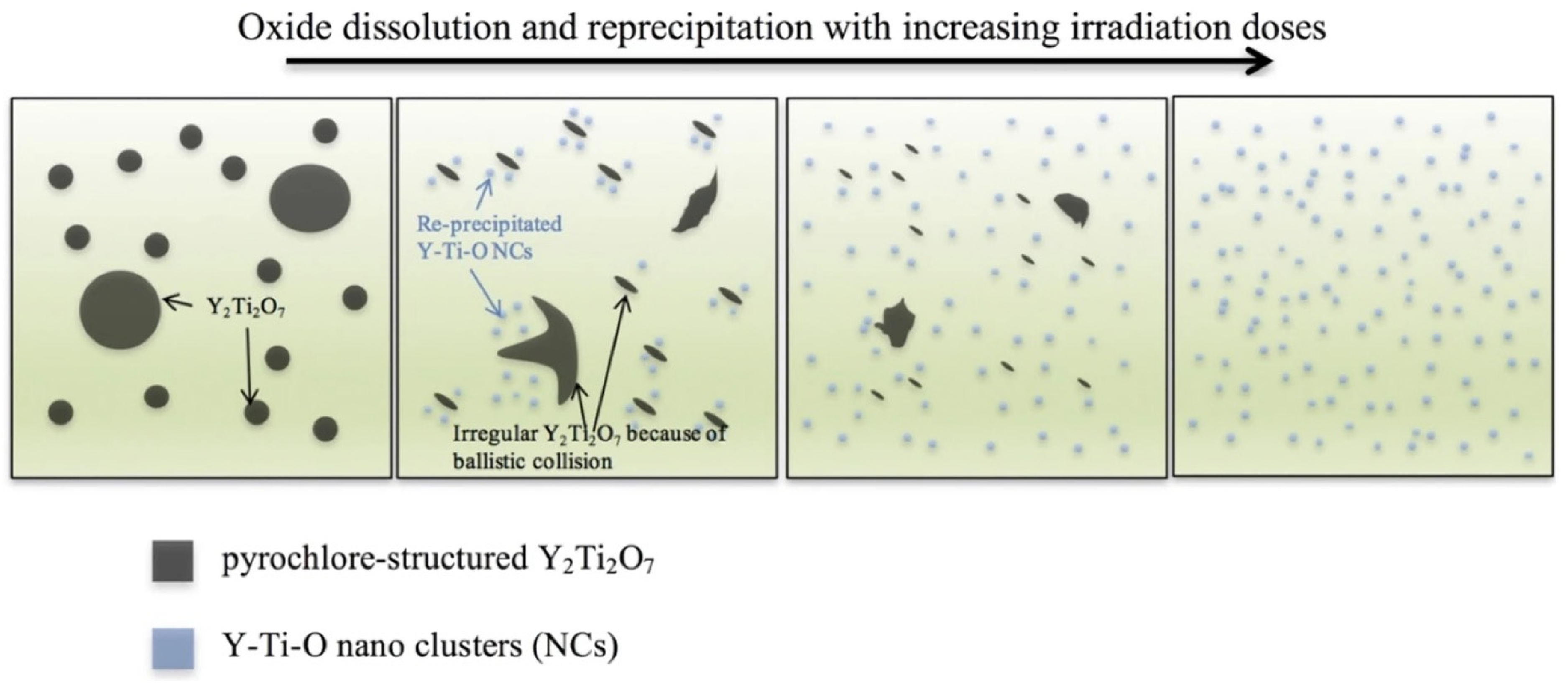
Schematics of the oxide dissolution-reprecipitation process in coarse grains of COS-2. Reproduced from Ref. 186
The Y₂Ti₂O₇ dispersoids evolve into irregular shapes due to ballistic collisions. The reprecipitated dispersions form as Y-Ti-O nanocrystals, which are smaller in size and have a higher density compared to the original dispersoids.
Mechanical property changes after irradiation
Irradiation hardening is a widely observed phenomenon, but its underlying causes vary. The introduction of dislocations, dislocation loops, void swelling, and new precipitates all contribute to hardening. Mechanical property studies on irradiated ODS alloys have largely utilized microscale mechanical testing,187,188 including indentation, micropillar compression testing, and cantilever bending experiments. For nanoindentation tests, the size effect arising from localized damage near the surface of an ion-irradiated ODS must be appropriately evaluated and accounted for in data analysis. Early studies have shown that the shape of the plastic zone differs between ion-irradiated and neutron-irradiated samples. 189 Neutron-irradiated specimens exhibit a more spherical plastic zone, indicating extensive plastic flow in the radial direction.
In contrast, ion-irradiated specimens develop an elongated plastic zone that extends farther in the indentation-depth direction than radially. Micropillar compression testing can be applied either on the surface of an irradiated specimen or on the cross-section of the irradiated specimen. The latter has the advantage of increasing the homogeneity of obstacles along the indentation direction. The typical micropillar diameter is a few microns. The size effect has been a subject of intensive research.190–192 It is well known that in small specimens, dislocation starvation occurs, and the measured yield stress exceeds the bulk value. However, this size effect may be less pronounced in ODS alloys. Figure 17 shows the systematic effect of specimen size in specimens with varying obstacle densities. 189 The yield stress exceeds the bulk value in the region dominated by the intrinsic size effect (due to dislocation starvation). As pillar size increases, the value enters a transition regime in which specimens with fewer obstacles exhibit a decrease in strength. This occurs because, in these specimens, the size effect is dominated by specimen size rather than by obstacle distance, particularly in samples with fewer obstacles, such as unirradiated specimens or those without dispersoids. Later, the yield strength approaches the bulk value asymptotically. In contrast, for samples with a high obstacle density, such as irradiated samples or alloys containing a high density of dispersoids, the yield strength rapidly approaches the bulk value. These studies are useful for guiding the design and interpretation of compression testing.
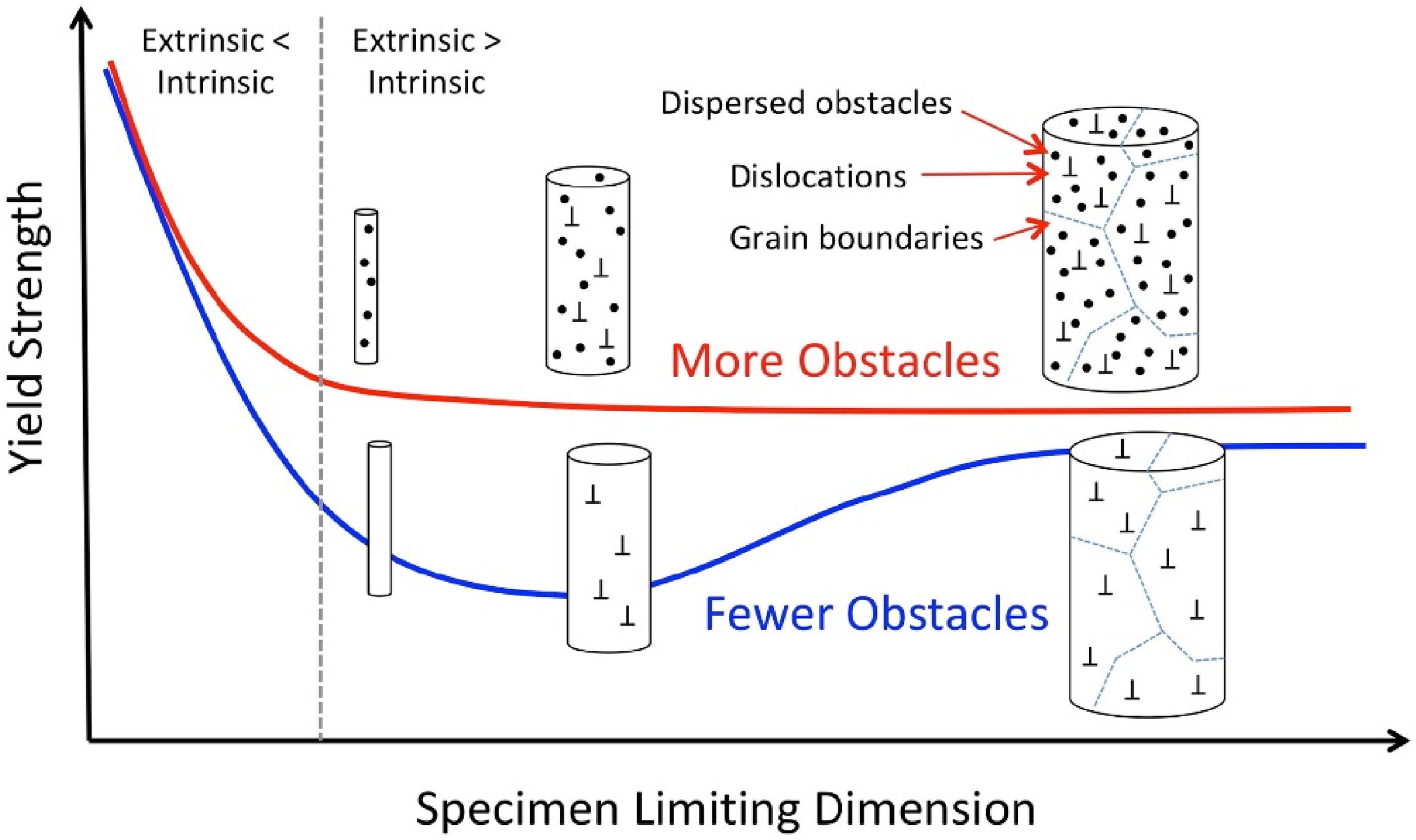
Illustration of the specimen size effect and the influence of irradiation, with transition dimension indicated by a vertical dashed line. 189
Challenges and insights in simulating neutron damage
Using ion irradiation to emulate neutron irradiation has been widely utilized to reduce costs and expedite material screening.193–195 The shortcomings of ion irradiation are well known and documented. Proton irradiation can introduce a relatively deeper region of damage than heavy-ion irradiation, thereby facilitating mechanical testing. Heavy-ion irradiation is the most efficient method for inducing high levels of damage, but caution is warranted. The surface-defect sink property reduces void swelling near the surface. 196 The additional atoms introduced via ion implantation cause a local imbalance in defect concentrations, resulting in a higher concentration of interstitials near the projected range and reduced void swelling. 197 These two complexities serve as boundaries that constrain the region from which reliable data can be extracted. Recently, a quantitative method for determining the safe analysis zone has been developed, based on the consistency of local dpa dependence, 198 thereby increasing the credibility of the data. Comparative studies of different irradiation types have shown that, in Fe-9% Cr ODS, dislocation loop size and density are comparable under proton and neutron irradiation. 199 However, the oxide size and density are lower in neutron irradiation.
Additionally, the composition of oxides differs in neutron irradiation. In general, protons can reproduce the voids and loop microstructures observed in neutron irradiation at the same damage level and temperature. However, the absence of heavy-damage cascade production and large ballistic collisions results in different dispersoid dissolution under proton irradiation. 199 These studies highlight the need to revisit nucleation theory and develop a model to predict nucleation sensitivity to irradiation parameters.
Summary and conclusions
ODS alloys represent a mature yet continuously evolving class of advanced structural materials whose exceptional performance is rooted in the deliberate engineering of nanoscale oxide dispersions within metallic matrices. Across nuclear, aerospace, and high-temperature energy applications, their distinguishing advantage lies in the ability to retain mechanical integrity, microstructural stability, and radiation tolerance under conditions that exceed the operating limits of conventional steels. As demonstrated throughout this review, these attributes arise not from a single strengthening mechanism but from the synergistic interaction among ultrafine oxide nanoparticles, alloy chemistry, and matrix-phase constitution.
A central conclusion of this review is that microstructural control, rather than the processing route alone, governs the performance envelope of ODS alloys. The size, number density, chemistry, and coherency of oxide dispersoids critically determine dislocation pinning efficiency, grain boundary stabilization, and resistance to defect accumulation under thermal and irradiation loading. Y-based oxides, particularly complex nanoclusters such as Y–Ti–O and Y–Zr–O, exhibit superior thermodynamic and kinetic stability compared with simple yttria, enabling sustained strengthening at elevated temperatures and under prolonged irradiation. These dispersoids function simultaneously as barriers to dislocation motion, inhibitors of grain growth, and sinks for point defects, thereby suppressing creep, void swelling, and radiation-induced embrittlement. Alloying strategies play a decisive role in stabilizing these nanoscale features. Elements such as Ti and Zr refine dispersoid populations by promoting the formation of stable complex oxides. At the same time, W, Hf, and Ce contribute to solid-solution strengthening and improved resistance to irradiation-induced degradation. Conversely, excessive Al, despite its beneficial effect on oxidation resistance, can promote the formation of coarse Y–Al–O phases that degrade mechanical strength. These findings highlight the net effect of balance oxidation resistance, mechanical performance, and dispersoid stability through informed alloy design, rather than optimizing individual properties in isolation.
Trends in mechanical properties across temperature regimes further emphasize the importance of nanoscale control. At room temperature, ODS alloys exhibit yield and tensile strengths far exceeding those of conventional steels, primarily due to Orowan strengthening, grain refinement, and dislocation pinning by nanoclusters, albeit often at the expense of ductility. At elevated temperatures, ferritic and martensitic ODS variants retain superior strength and creep resistance up to ∼1000–1100 °C, with a pronounced suppression of tertiary creep. Strength degradation at higher temperatures is linked to thermally activated dislocation depinning, recovery processes, and localized particle coarsening, underscoring the need for dispersoids with high interfacial stability and resistance to dissolution. Thermal stability studies consistently demonstrate that well-designed ODS alloys can maintain grain structure and dispersoid size distributions during long-term annealing and thermal cycling, often exceeding 10,000 h at 600–750 °C. This stability arises from the low diffusivity of solute species within complex oxides, coherent or semi-coherent particle–matrix interfaces, and the pinning of both grain boundaries and defects. Nevertheless, heterogeneous dispersoid distributions and localized recrystallization remain critical weaknesses that can compromise macroscopic performance, particularly in large-scale components.
The irradiation response of ODS alloys remains both a defining strength and an ongoing challenge. Oxide nanoparticles act as efficient sinks for vacancies, interstitials, and He, markedly reducing void swelling and irradiation-induced creep relative to conventional steels. At the same time, dispersoids themselves may undergo dissolution, coarsening, amorphization, or reprecipitation depending on irradiation species, dose rate, temperature, and interfacial coherency. While experimental observations are sometimes contradictory, a unifying conclusion emerges: dispersoid stability under irradiation is governed by size, chemistry, and interfacial structure, rather than by the presence of oxides alone. Integrating advanced characterization techniques such as aberration-corrected STEM and APT with rate-theory and cluster-dynamics modeling has proven essential for reconciling these observations and identifying stability regimes. From a broader perspective, the continued development of ODS alloys hinges on addressing several unresolved challenges. These include achieving reproducible nanoscale dispersoid control in bulk materials, mitigating anisotropy and reduced ductility associated with current processing routes, and preserving dispersoid stability under extreme irradiation conditions. Progress in these areas will require a coordinated approach that couples microstructural characterization, mechanistic modeling, and alloy design guided by thermodynamic and kinetic principles.
In conclusion, ODS alloys exemplify the power of nanoscale engineering in structural materials. Their unique capacity to translate controlled oxide dispersion into exceptional strength, thermal stability, and radiation tolerance positions them among the most promising candidates for next-generation nuclear, aerospace, and high-temperature energy systems. Continued advances in understanding the relationships between microstructure, properties, and irradiation behavior will be essential to fully realizing their technological potential.
Future outlook
Although ODS alloys have been studied for several decades, their behavior under extreme thermal, mechanical, and irradiation conditions remains only partially understood. One of the most persistent unresolved issues concerns the long-term stability of nanoscale oxide dispersoids. Experimental studies report widely varying trends, including apparent stability, coarsening, partial dissolution, and irradiation-induced reprecipitation, even under nominally similar conditions. These inconsistencies highlight the need for a more rigorous framework that distinguishes thermodynamic driving forces from kinetic effects and explicitly accounts for alloy chemistry, initial dispersoid coherency, irradiation temperature, dose rate, and damage spectrum. Establishing quantitative stability regimes for oxide nanoclusters under combined thermal and irradiation exposure remains an important objective for future work.
A related challenge lies in developing a deeper understanding of oxide–matrix interfaces. While these interfaces are central to dispersion strengthening, creep resistance, and defect-sink efficiency, their atomic-scale structure and chemical gradients remain incompletely characterized, particularly after long-term service or irradiation. Open questions remain regarding how interfacial coherency, segregation, and chemical complexity influence dislocation interactions, helium trapping, and the evolution of irradiation-induced defects. Addressing these questions will require systematic correlative studies that combine advanced microscopy, atom probe tomography, and modeling approaches capable of resolving interface structure and chemistry with high fidelity.
The interaction between oxide dispersoids and grain boundaries is another area in which fundamental understanding remains limited. Grain boundaries play a dual role in ODS alloys, serving as sinks for irradiation-induced defects and as potential sites for cavitation, embrittlement, and intergranular fracture at elevated temperatures. The extent to which nanoscale oxides stabilize grain boundaries, modify boundary chemistry, alter atomic diffusion processes at grain boundaries, or influence boundary mobility under service conditions remains poorly quantified. In particular, the relationship between bimodal grain structures, boundary-decorated dispersoids, and anisotropic deformation or fracture behavior warrants further investigation.
From a mechanical standpoint, the transition in dominant deformation mechanisms with increasing temperature and stress remains insufficiently resolved. While dispersion strengthening effectively impedes dislocation motion at low and intermediate temperatures, the conditions under which nanoparticles lose their effectiveness—through thermally activated depinning, interfacial degradation, or enhanced dislocation climb—are not well established. Greater use of in situ mechanical testing, coupled with post-deformation microstructural characterization, offers a clear opportunity to link evolving deformation mechanisms to microstructural changes directly.
Looking ahead, there is significant potential to integrate experimental studies with computational and data-driven approaches. Thermodynamic modeling, phase-field simulations, and atomistic calculations have provided valuable insights into oxide stability and defect interactions, but these tools are often applied in isolation. More integrated frameworks that combine modeling with high-resolution experimental data could enable more predictive alloy design. In this context, machine-learning approaches trained on carefully curated datasets may provide an efficient means of navigating the high-dimensional compositional and processing space associated with ODS alloys.
Finally, challenges related to manufacturing scalability and microstructural reproducibility remain central to the broader adoption of ODS alloys. Emerging processing routes, including additive manufacturing and liquid-state processing, offer potential advantages over conventional powder metallurgy. Still, their ability to consistently produce the fine, stable dispersoid populations required for long-term performance has yet to be demonstrated. Understanding how processing-induced thermal histories, solidification conditions, and interfacial phenomena influence dispersoid formation and stability will be critical for translating laboratory-scale advances into deployable structural materials.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support provided by the U.S. Department of Energy (DOE) under the Nuclear Energy University Program (NEUP), Project Number 24-32862, titled “Disruptive Manufacturing of ODS Steels for Nuclear Applications (IRP)”. Enrique J. Lavernia also acknowledges the Governor's University Research Initiative and the Chancellor's Research Initiative at Texas A&M University for support. The authors further note that generative AI tools were used solely for minor grammar corrections and language polishing; no technical content was generated or modified.
ORCID iDs
Author contributions
Ertugrul Demir: Writing – original draft, Writing – review & editing, Investigation. Seung Min Ha: Writing – original draft, Writing – review & editing, Visualization, Investigation. Anish Ranjan: Writing – original draft, Investigation. Xingshuo Zhang: Writing – original draft, Investigation. Aaron Penders: Writing – original draft, Investigation. Mukesh Bachhav: Writing – original draft, Writing – review & editing, Supervision. Xiaochun Li: Writing – original draft, Writing – review & editing, Supervision, Project administration, Funding acquisition. Lin Shao: Writing – original draft, Writing – review & editing, Supervision. Alex Demblon: Writing – original draft, Writing – review & editing, Supervision. Haiming Wen: Writing – original draft, Writing – review & editing, Supervision, Project administration, Funding acquisition. Enrique Lavernia: Writing – original draft, Writing – review & editing, Supervision, Project administration, Funding acquisition.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the U.S. Department of Energy (DOE) under the Nuclear Energy University Program (NEUP), (grant number Project Number 24-32862).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.