
Abstract
Ammonium polyphosphate (APP) and clay were utilized to flame retard polystyrene/nylon 6 (PS/PA6) blends. X-ray diffraction and transmission electron microscopy (TEM) results showed that clay formed exfoliated structures in PS/PA6/APP/clay. The results of Fourier transform infrared spectra and TEM indicated that APP and clay were exclusively dispersed in the PA6 phase. The influences of the distribution of APP and clay in PS/PA6 blends and the continuity of the (PA6 + APP) phase on flame retardancy were investigated. The flame-retardant properties were evaluated by limiting oxygen index (LOI), vertical flammability test, and cone calorimeter tests. For blends with a continuous PA6 + APP phase, the decrease of PA6 content caused an increase in LOI values from 26 to 34% and a remarkable reduction of the heat release rate. Results of thermogravimetric analysis indicated that the localization of APP and clay in the PA6 phase caused an increase in APP concentration in the PA6 phase with decreasing PA6 content, resulting in the rapid formation of intumescent charred layer, which augmented the flame retardancy. The transformation of (PA6 + APP) phase morphology from a continuous state to a discontinuous state at a PA6 content of below 40% (w/w) was observed. Meanwhile, the flame-retardant properties were decreased as the PA6 content decreases. The discontinuous intumescent charred layer thus formed and the inhibiting action of clay on the residue char from expanding could be responsible for the deterioration of flame-retardant properties, which were also confirmed by scanning electron microscopy and the aspect of intumescent charred layer.
Introduction
Intumescent flame-retardant additives have attracted much attention from those interested in the development of flame retardation in polymers not only because they are more environmentally friendly than traditional, halogen-containing flame retardants but also as they are more efficient than inorganic flame retardants. On heating, intumescent flame-retardant additives form a foamed cellular charred layer on the surface of the product, which decelerates heat and mass transfer between the gaseous and condensed phases. 1 –3 A typical intumescent formulation consists of three ingredients: an acid source (phosphates or borates), a carbonizing compound (pentaerythritol), and a blowing agent (melamine, isocyanurate). 4 –6 The association of nylon-6 (PA6) charring polymers and ammonium polyphosphate (APP) as flame retardants for homopolymers has already been reported. It was shown that incorporating APP in PA6 enables fire performance-related properties of interest to be obtained. Moreover, using PA6 as a carbonization agent in association with APP was shown to be successful in polypropylene, acrylonitrile–butadiene–styrene, ethylene vinyl acetate, and so on. 7 –15
Clay is the most promising material for improving the performance of polymers against fire. Addition of clay alone in polymers mainly decreases the peak heat release rate (PHRR) as one of the flame-retardant property in cone calorimeter study. However, when flame retardancy is evaluated using limiting oxygen index (LOI) and UL-94 test, clay does not show any enhancement in improving flame-retardant properties. 16 Therefore, clay should be used in synergistic combinations with other traditional flame retardants to achieve better flame-retardant properties. Clays in combination with APP were found capable of further improving the fire resistance of thermoplastic polymers. 17 –20
The technique of blending two polymers to obtain a balanced combination of properties has been recognized as a cost-effective method of tailor-making materials to meet specific end-use requirements. 21 The flame retardation of such blends is more complex than that of homopolymers. In the case of immiscible polymer blends, flame-retardant formulations tend to segregate into one of the phases, resulting in heterogeneous dispersion of flame retardation. 22 The selective distribution of flame retardants in polymer blends is mainly due to the different affinity of the flame retardants for each component of the polymer blend. Pack et al. 23 studied the effect of nanoparticle mixtures on the improvement of the flame retardancy in polymer blends and the respective homopolymers. They found that the effect is particularly efficient in polymer blends due to the heterogeneous dispersion of nanoparticle mixtures in polymer blends. Fang and coworkers 24 investigated the effect of organically modified clay (DK4) on the combustion behavior of polystyrene (PS) containing an intumescent flame retardant and poly(4,4-diaminodiphenylmethane spirocyclic pentaerythritol bisphosphonate) (PDSPB). Their results showed that the dispersion of DK4 played an important role in improving the thermal stability and flammability of PS/PDSPB/DK4 nanocomposites.
Although the association of clay and APP as flame retardants for polymer blends has already been investigated, 25 –27 the influence of selective distribution of clay and APP in blends on the flammability was seldom investigated. In fact, in blends with the association of clay and APP as flame retardants, APP and clay should exhibit heterogeneous dispersion due to the different affinity of clay and APP for each component of polymer blends. The heterogeneous distribution of APP and clay in polymer blends would cause the blends to be composed of a flame-retardant phase and an inflammable phase, resulting in an undue influence of morphology on the flame retardancy of such blends that should not be ignored.
The PS/PA6 blend is a typical immiscible polymer blend, and the poor fire performance of the blend during combustion limits its use. Based on this, the influence of the distribution of clay and APP in PS/PA6 blends on the flame retardancy was studied in this research. The effect of morphology of PS/PA6 blends on their flame retardancy was also investigated.
Experimental
Materials
PS (PG-383M, melt flow index = 8.5 g/10 min, d = 1.05 g cm−3) was supplied by Zhenjiang Chi Mei Chemicals Co. Ltd (Jiangsu Province, China), and PA6 (33500*, relative viscosity of 3.50, d = 1.14 g cm−3) was supplied by Xinhui Meida-DSM Nylon Chips Co. Ltd (Jiangmen, China). APP ((NH4PO3) n , n = 1500, purity level > 90%) was supplied by Zhejiang Longyou Gede Chemical Factory (Zhejiang, China). The organically modified clay, coded as DK2, was supplied by Zhejiang Fenghong Clay Products (Anji County, Zhejiang Province, China), which was ion exchanged with dioctadecyl dimethyl ammonium chloride.
Preparation of PS/PA6/APP/organically modified montmorillonite blends
PA6, clay, and APP were dried before blending at 85°C for 12 h to remove any moisture. The PS/PA6/APP/clay alloys were prepared by passing them through a corotating twin-screw extruder with a barrel length to diameter ratio of 28 at a barrel diameter of 34 mm; the temperatures from hopper to die were 180, 225, 225, and 230°C. The screw speed and throughput were 300 r min− 1 and 10 kg h−1, respectively. The PS/PA6/APP/clay blends were dried at 85°C for 12 h and injection molded into sheets of suitable thickness in an injection-molding machine with a hydraulic injection pressure of 50 MPa. The injection and mold temperatures were 230 and 30°C, respectively; the injection and cooling times were 5 and 20 s, respectively. The different blends prepared are listed in Table 1.
Compositions of PS/PA6/APP/clay.
PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Measurement and characterization
The LOI value was measured using a JF-3 instrument (Puhui Equipment Co., Ltd, Chengde, China) on sheets measuring 120 × 6 × 3 mm3 according to the standard oxygen index test (ASTM D2863-77). The vertical flammability test was undertaken on sheets measuring 12.7 × 12.7 × 3 mm3 according to the UL-94 test in ASTM D635-77 standard.
The flammability of the samples was characterized by a cone calorimeter (Fire Testing Technology Ltd, East Grinstead, UK) according to ISO 5660 at an incident flux of 35 kW m−2 with a cone-shaped heater. All sample plates, with dimensions of 100 × 100 × 3 mm3, were placed in aluminum foil and then in the frame’s sample holder with the same dimensions in the horizontal position.
Fourier transform infrared (FTIR) spectra were recorded on a Bruker Vector 33 spectrometer (Billerica, Massachusetts, USA). The remainder of PS/PA6/APP, extracted by formic acid for 48 h, was pressed into disks with potassium bromide and the PS was prepared into film.
X-ray diffraction (XRD) spectra of clay and polymer blends were obtained with an X’Perl MPD Pro instrument (PANalytical B.V., Netherlands) using copper K α radiation (λ = 1.54 Å) to determine d-spacing between the clay layers. The voltage and current of the x-ray tube were 40 kV and 40 mA, respectively. Basal spacing was estimated from the position of the (001) peak in the XRD pattern.
Transmission electron microscopy (TEM) method was used to examine the localization of clay in blends by a TECNAI-G20 microscope (FEI, Hillsboro, Oregon, USA) at an acceleration voltage of 300 kV. Ultrathin sections of 70 nm thickness were cryogenically cut with a diamond knife at −100°C.
Thermogravimetric analysis (TGA) was carried out at a heating rate of 20°C min−1 under nitrogen flow of 50 ml min−1 by a thermogravimetric analyzer STA409PC (Netzsch, Germany).
The continuity of the (PA6 + APP) phase in PS/PA6/APP/clay blends was examined by selective extraction of (PA6 + APP) using formic acid with Soxhlet extractor. (PA6+APP) continuity was quantified as the mass fraction of extracted (PA6+APP) and calculated according to equation (1):
where (PA6 + APP) i and (PA6 + APP) f are the initial and final masses of (PA6 + APP), respectively.
The morphology of the residual charred layer of the burnt samples, and the fractured surface of the specimen, which were coated with a conductive gold layer, was examined using a JEOL 6301F scanning electron microscope (SEM; Japan). The molded specimens were fractured in liquid nitrogen. To obtain better contrast, the fractured surfaces of the specimens were etched by formic acid or dimethylbenzene before coating.
Results and discussion
Structural properties
Figure 1 shows the XRD spectra of clay and PS/PA6/APP/clay blends . The XRD spectrum of clay gave an intense peak at an angle 2θ = 3.5 and a weak peak at 2θ value of 6.8°, corresponding to the interlayer spacing (d) of 2.5 and 1.3 nm, respectively. The diffraction peaks of clay were absent up to the lowest measurable angle (i.e. 2θ°=°2°) in the diffraction spectrum of PA-40 and PA-56. The intense peak of clay was also absent in the diffraction spectrum of PA-24 and the weak peak decreased to 6.2°, corresponding to the interlayer spacing (d) of 1.4 nm.
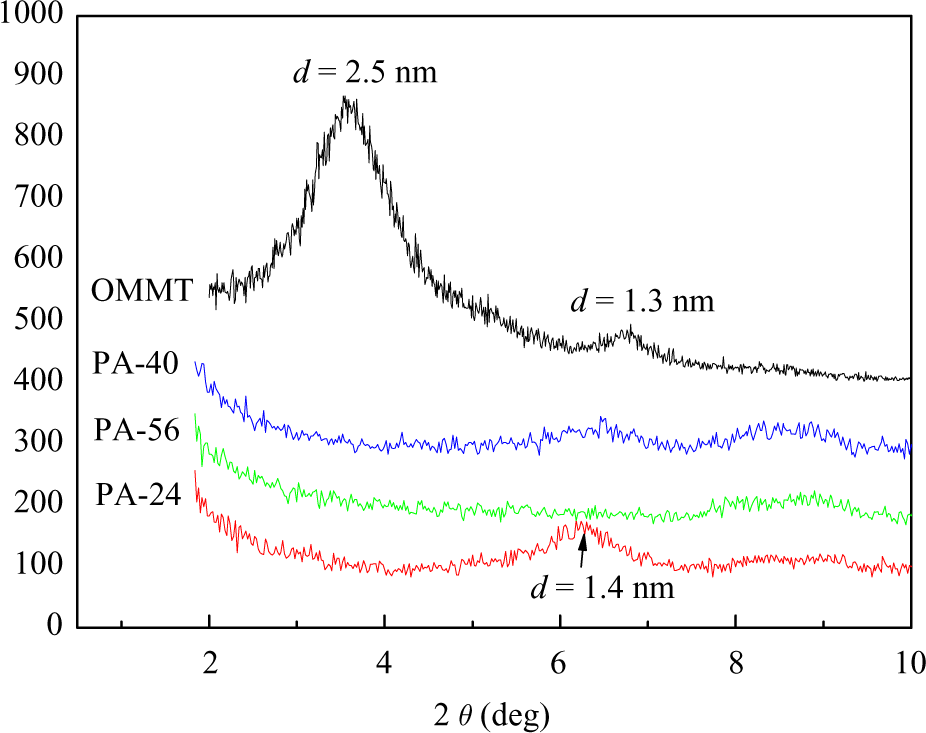
XRD spectra of clay and PS/PA6/APP/clay blends. XRD: X-ray diffraction; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Diffraction peaks in the low-angle region indicate the d-spacing (basal spacing) of ordered intercalated and ordered delaminated nanocomposites. Disordered nanocomposites show no peak in this region due to loss of structural registry of the layers and/or the large d-spacing. 16 A reduction in diffraction angle corresponds to an increase in silicate layer distance. Therefore, the absence of diffraction peaks in the samples of PA-40 and PA-56 provided an indication of disruption in the coherent layer stacking and of formation of exfoliated structures. The absence of intense peak and the reduction in diffraction angle indicated that ordered exfoliation has taken place in the sample of PA-24. Figure 2 shows the TEM images of PS/PA6/APP/clay blends. The TEM analysis of PA-24 showed that ordered exfoliation has occurred and that exfoliated structures were observed in PA-40, which were consistent with previous results of XRD.
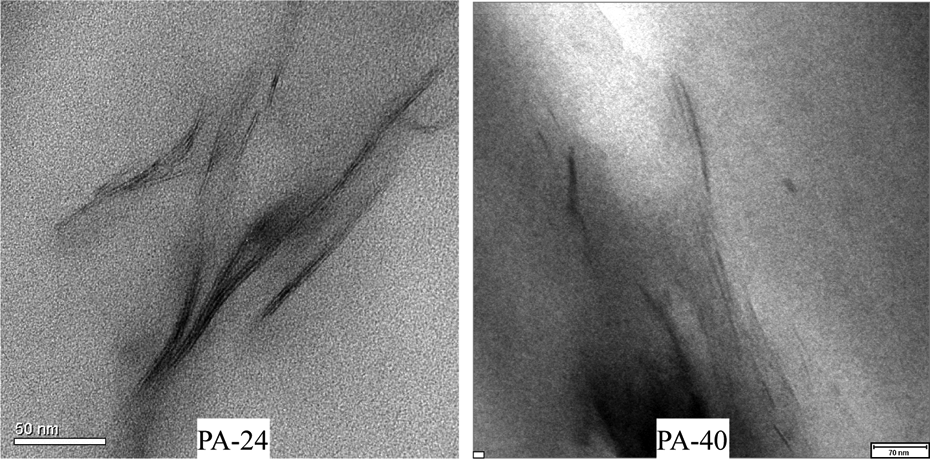
TEM of PS/PA6/APP/clay blends. TEM: transmission electron microscopy; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Dispersion of APP and clay in PS/PA6 blends
FTIR spectra were used to investigate the dispersion of APP in PS/PA6 blends. The blend experiments were carried out to test the dissolubility of PA6 and APP in formic acid or dimethylbenzene. The results showed that PA6 and APP were readily dissolved in formic acid and could not be dissolved in dimethylbenzene. So, formic acid was chosen as the extraction solvent to remove PA6 and APP. Figure 3 shows the FTIR spectra of pure PS, and the remainder of the PS/PA6/APP (12/68/20) was extracted using formic acid. The spectral region from 1451 to 1601 cm−1 contains the characteristic absorption peaks of PS. The peaks at 699 and 756 cm−1 were assigned to the bending vibration of benzene. The peaks at 2851 and 2924 cm−1 were assigned to the –CH2– stretching vibration. The peaks at 3026 and 3060 cm−1 were assigned to the stretching vibration of aromatics. The FTIR spectrum of the remainder was similar to PS and almost no characteristic peaks of APP and PA6 were found therein. In the composite of PS/PA6/APP (12/68/20), the PA6 phase was continuous because the PA6 content was much higher than that of PS. The continuous PA6 phase was readily dissolved in formic acid, meaning that the PA6 was undetected in the remaining material. This phenomenon whereby APP cannot be detected in the residual material indicated that APP localizes in the PA6 phase. The dispersion of APP in the PA6 phase showed that the affinity of APP is higher for PA6 than for PS.
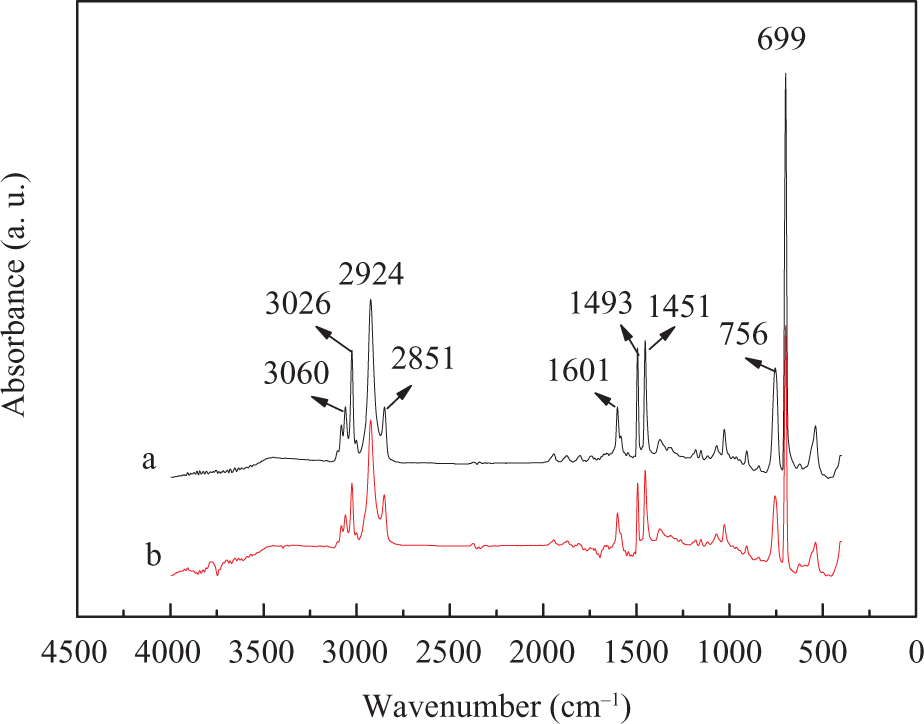
FTIR spectra of (a) PS and (b) the remainder of PS/PA6/APP (12/68/20) extracted by formic acid. FTIR: Fourier transform infrared; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Figure 4 shows the dispersion of clay in PA-56. It was clearly observed that clay exhibited heterogeneous dispersion in PS/PA6/APP/clay blends. The clays were segregated primarily into continuous PA6 phase, and no clay was observed in dispersed PS domains. Combining with Figures 3 and 4, it can be concluded that both APP and clay localize in PA6 phase.
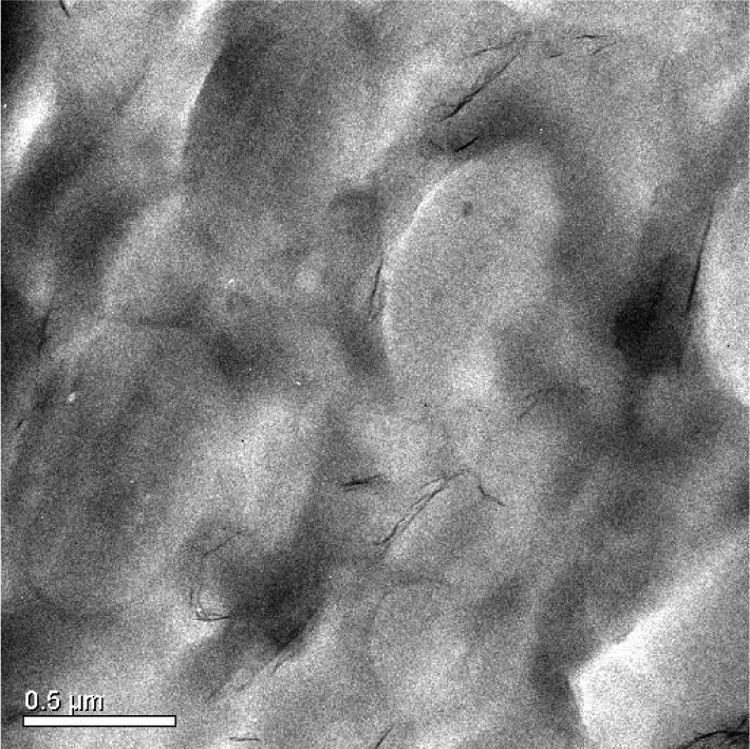
TEM of PS/PA6/APP/clay blends (24/56/20/5). TEM: transmission electron microscopy; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Flame retardancy
Table 2 shows the LOI values and UL-94 rating data for PS/PA6/APP/clay blends. The change in flammability of PS/PA6 blends with PA6 contents between 24 (w/w) and 56% (w/w) was notable. When the weight percentage of PA6 was 24%, the LOI value of the composites was 31.5 and the samples failed the vertical UL-94 test by burning completely. The increase of the PA6 content from 24 (w/w) to 32% (w/w) caused an increase in LOI values from 31.5 to 33.3; meanwhile, the flame-retardant property was able to reach UL-94-V1 grade. The further increase of PA6 content to 40% (w/w) caused a slow increase in LOI values, and the flammability of the composites was classed as UL-94-V0 accordingly. A sharp decrease of LOI values was observed when the weight percentage of PA6 increased from 40 (w/w) to 56% (w/w). Meanwhile, the samples failed the vertical UL-94 test. It can be observed that the PA6 content in PA6/PS/APP/clay blends exerted a significant influence on flammability even for blends with the same loading of APP and clay.
Flammability characteristics of PS/PA6/APP/clay blends.
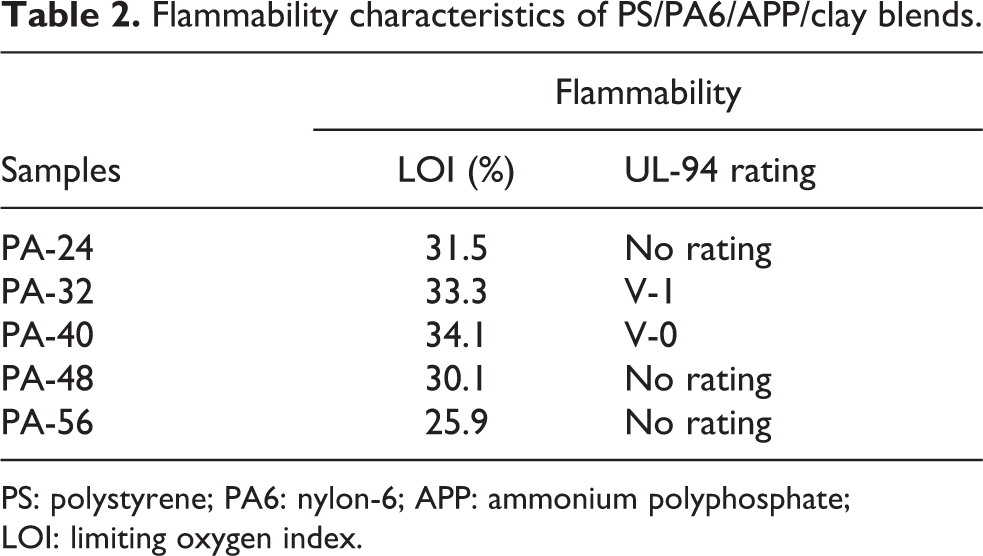
PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate; LOI: limiting oxygen index.
Continuity of (PA6 + APP) phase
Figure 5 shows the effect of PA6 content on the continuity of the (PA6 + APP) phase in PS/PA6/APP/clay blends. To show the effect of the continuity of the (PA6 + APP) phase on flame retardancy, the curve of LOI is also shown in Figure 5. Extraction results illustrated that the continuity of the (PA6 + APP) phase decreased from 98 to 91% with decreasing PA6 and the mass percentage decreasing from 56 to 40%, indicating that the (PA6 + APP) phase formed an almost continuous morphology. When the PA6 content was reduced to 32%, the continuity of the (PA6 + APP) phase was 62.5%. This result indicated that (PA6 + APP) phase formed a semicontinuous morphology. When the PA6 content was 24%, the continuity of the (PA6 + APP) phase was 19.2%. This result can be attributed to the dispersion of some PA6 as particles within the PS phase, that is, the PA6 phase was converted from a continuous state into a dispersed state.
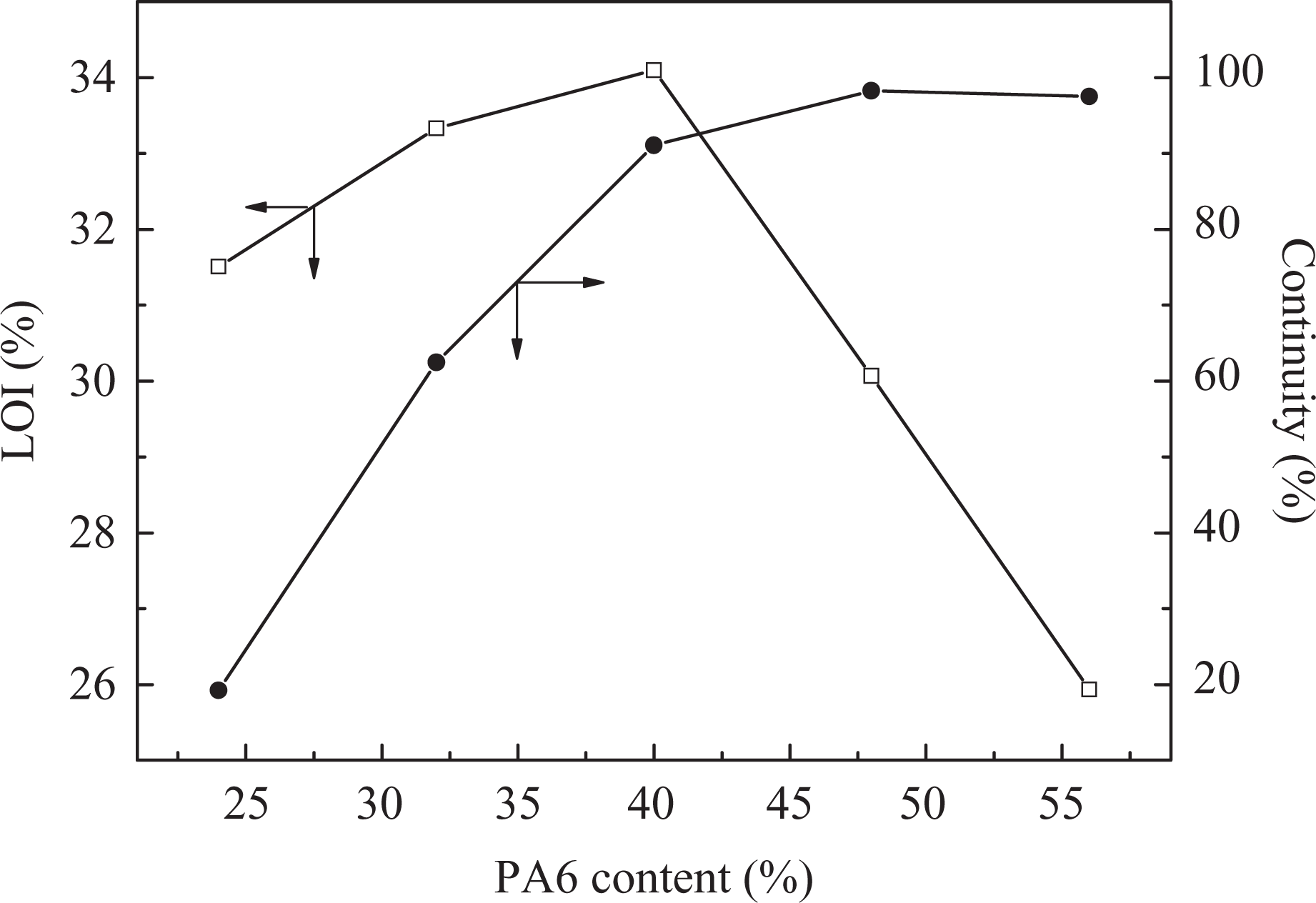
Continuity of (PA6 + APP) phase within the PS/PA6/APP/clay blends and LOI curve of PS/PA6/APP/clay blends. PA6: nylon-6; APP: ammonium polyphosphate; PS: polystyrene; LOI: limiting oxygen index.
As shown in Figure 6, to assess the continuity of the (PA6 + APP) phase, SEM was used to investigate the morphology of PS/PA6/APP/clay blends. To enhance the contrast, samples with a PA6 content of 24% (w/w) were etched by formic acid to remove the (PA6 + APP) phase and dimethylbenzene was used to etch the PS phase for the PA6 contents above 40% (w/w). Figure 7 shows that the blend with 56% (w/w) PA6 content (PA56) has a sea–island morphology in which spherical PS particles were dispersed in a continuous (PA6 + APP) phase. At a PA6 content of 40% (w/w) (PA40), the blend had a co-continuous morphology of (PA6 + APP) and PS. When the PA6 content was 24% (w/w) (PA-24), the micrograph showed a sea–island morphology in which (PA6 + APP) is the spherical dispersed phase. Based on the extraction results and SEM, it can be concluded that the (PA6 + APP) phase is continuous when the PA6 content was greater than 40% (w/w): for PA6 contents less than 40% (w/w), the (PA6 + APP) phase was discontinuous or semicontinuous.

SEM of PS/PA6/APP/clay blends at various PA6 contents. SEM: scanning electron microscopy; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
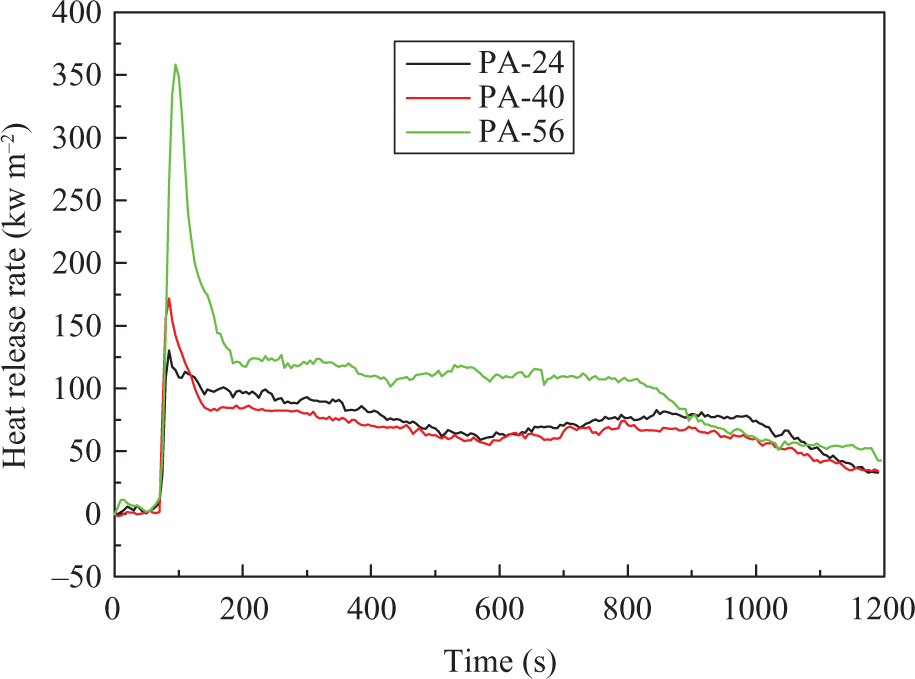
Heat release rate curves of PS/PA6/APP/clay blends. PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
As shown in Figure 5, when (PA6 + APP) phase was continuous, LOI values continued to increase as the PA6 content decreased. However, the morphology transformation of (PA6 + APP) phase from a continuous state into a dispersed state caused the decrease of LOI values. The ordered exfoliation or exfoliated structures observed in PS/PA6/APP/clay blends indicated that the influence of clay structure on flame-retardant properties can be ignored. Therefore, the significant difference in the material’s flame-retardant properties should be due to the heterogeneous dispersion of flame-retardant additives and the continuity of the (PA6 + APP) phase in PS/PA6 blends. When the (PA6 + APP) phase was continuous (and at a PA6 content greater than 40% (w/w)), the LOI increased with decreasing PA6 content. The decrease of PA6 content in PS/PA6/APP/clay implied that the increase of APP and clay concentration in PA6 phase arose due to the dispersion of APP and clay in the PA6 phase. So, it can be concluded that the increase of APP and clay concentration in the PA6 phase can enhance the flame-retardant properties when the (PA6 + APP) phase forms a continuous morphology. The decrease of PA6 content from 40 to 24% (w/w) caused continuous improvement of APP and clay concentration in the PA6 phase. At the same time, the LOI values decreased. Considering that the morphology of (PA6 + APP) converted from a continuous to a discontinuous state as the PA6 content decreased from 40 to 24% (w/w), the decrease in LOI values indicated that the continuity of the (PA6 + APP) phase may be a major factor influencing the flame-retardant properties.
Cone calorimeter
The cone calorimeter is one of the most effective bench-scale methods for studying the flammability properties of materials. 28 To show the influence of APP and clay dispersion and the continuity of the (PA6 + APP) phase in PA6/PS blends on flammability, three samples, namely PA-56 (representative of samples with a continuous (PA6 + APP) phase and low APP and clay content in its PA6 phase), PA-40 (representative of samples with a continuous (PA6 + APP) phase and high APP and clay content in its PA6 phase), and PA-24 (representative of samples with a discontinuous (PA6 + APP) phase and high APP and clay content in its PA6 phase), were chosen for testing by cone calorimeter. HRR has been found to be the most important parameter when evaluating fire safety. 29 As shown in Figure 7, for blends with a continuous (PA6 + APP) phase, the HRR value of the flame-retarded PA-40 was reduced rapidly in comparison with the PA-56. The lower high heat resistant value indicated the high flame retardancy. As a result, the LOI value of PA-40 was higher than that of PA-56.
Observing the HRR values, it was found that the HRR values of PA-24 with a discontinuous (PA6 + APP) phase were lower than those of PA-40 with a continuous (PA6 + APP) phase in the range of 75–120 s; after 120 s, the HRR values of PA-24 were higher than those of PA-40. The results showed that the flame retardancy of PA-40 was worse in the initial period and became better thereafter when compared with PA-24. According to the studies by Bourbigot et al., 1,2 the intumescent protective structure is formed in the initial period. Therefore, these low HRR values of PA-24 imply a rapid formation of the intumescent charred layer. The plateau in the HRR curves between 200 and 1000 s can be attributed to the presence of a stable intumescent charred layer. After 120 s, HRR values of PA-40 were lower than those of PA-24 indicating that the intumescent protective shield of PA-40 was more efficient than that of PA-24. Those results will also be confirmed using TGA.
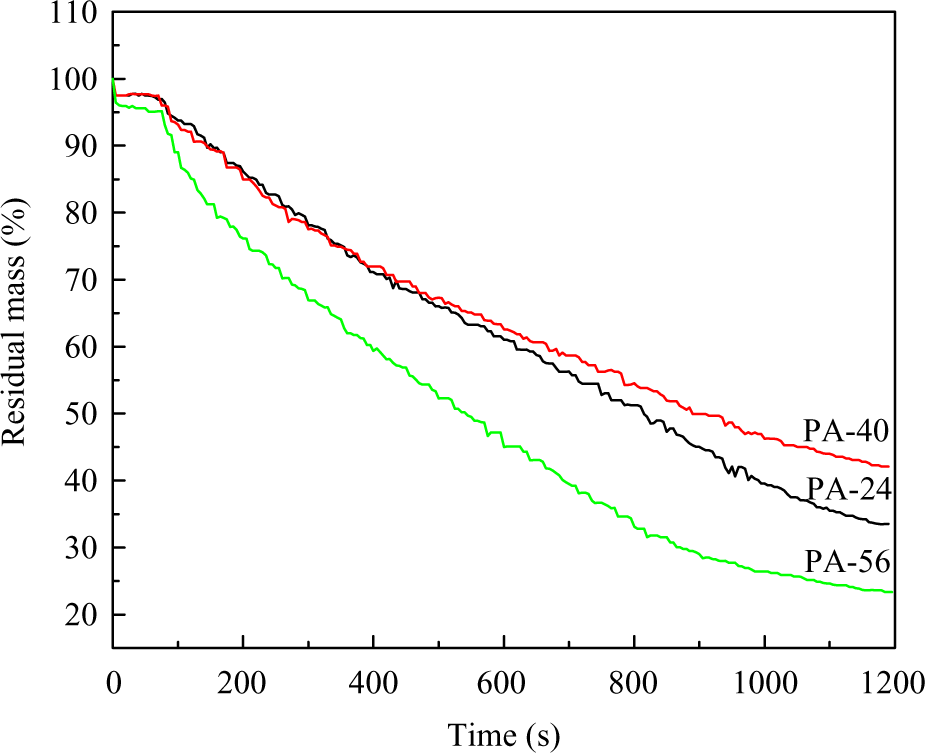
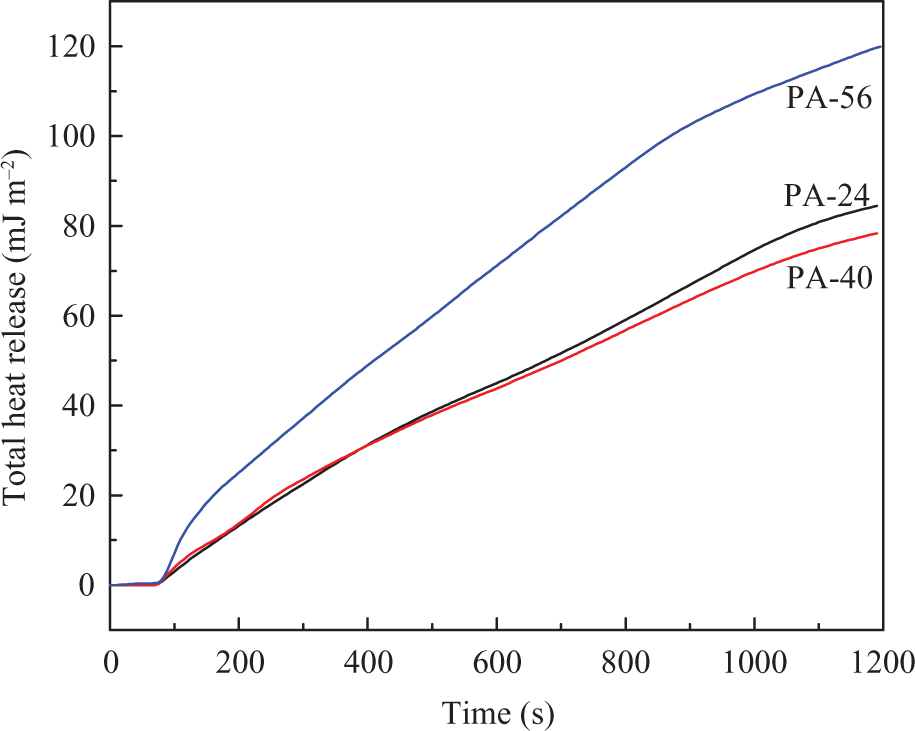
The curves of the total heat release (THR) and residual mass during the test are plotted on Figures 8 and 9, respectively. The lower residual weight and higher THR value of PA-56 than those of PA-24 and PA-40 indicated a rapid decomposition of matrix and poor flame retardancy, which is consistent with the previous results of LOI and HRR. In the initial stage, PA-24 showed lower THR value and higher residual weight than of PA-40. This phenomenon can be explained by the fast formation of the intumescent charred layer in PA-24. After the initial stage, compared with PA-24, the lower THR values and higher residual weight in PA-40 indicated that intumescent protective shield of PA-40 was more efficient.
Total heat release curves of PS/PA6/APP/clay blends. PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Residual mass curves of PS/PA6/APP/clay blends. PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
Thermogravimetric analysis
Figures 10 and 11 show the differential thermal analysis (DTA) and TG curves of the PS/PA6/APP/clay blends and pure PS. In the DTA plot of PS/PA6/APP/clay (Figure 10), two main exothermic bands were observed, the first one approximately between 280 and 390°C, while the second step occurring in approximately 390–480°C temperature range. The TG curves of PS/PA6/APP blends (Figure 11) also showed two significant changes in their slopes, which also proved that their degradation was at least a two-step process.
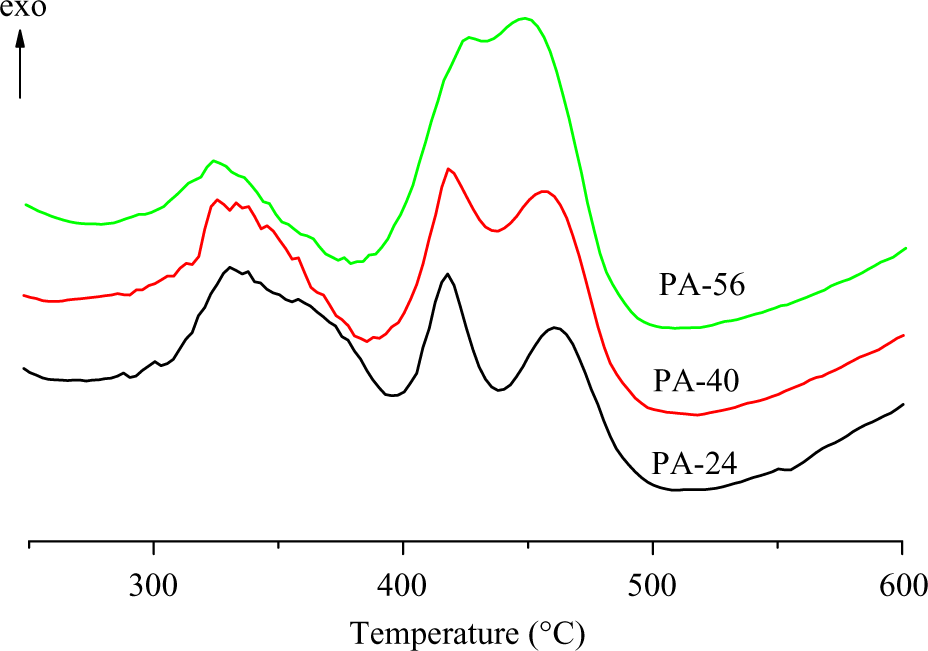
DTA curves of the PS/PA6/APP/clay blends. DTA: differential thermal analysis; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
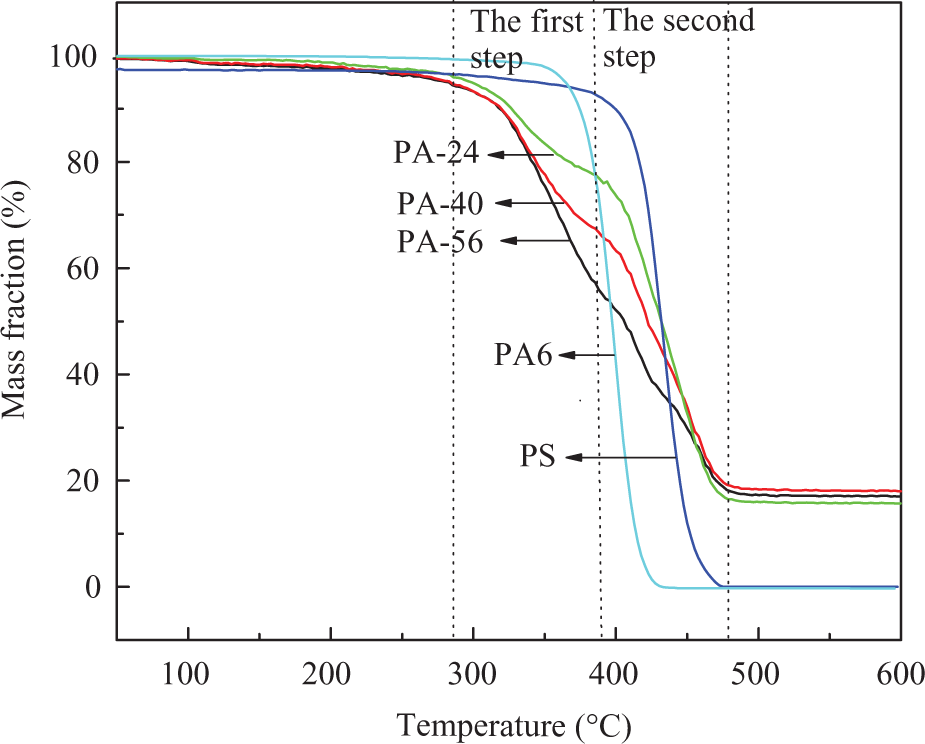
TGA curves of PS/PA6/APP blends, pure PS and PA6. TGA: thermogravimetric analysis; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
In Figure 11, it can be seen that the thermal degradation of PS and PA6 began at approximately 380°C. So, it may be said that the thermal degradation of APP and the reaction between APP and PA6 occurred at the first step. Levchik et al. 30,31 have reported that APP catalyses the degradation of PA6 and interacts with it to form 5-amidopenthyl polyphosphate, which began at around 300°C. Decomposition of 5-amidopenthyl polyphosphate by further heating liberates polyphosphoric acid and produces the char. Meanwhile, APP can also react with modified montmorillonite to form an aluminophosphate structure and a ceramic-like structure in approximately 310–560°C temperature range. These aluminophosphate species may thermally stabilize and produce good fire performance. On the other hand, there was a catalytic role played by the layered silicates deriving from the Hofmann reaction 32 of intercalating agent. The decomposition of the aliphatic-based ammonium salt left a strongly acid catalytic site that may further favor the oxidative dehydrogenation cross-linking charring process and increased the char yield. 33 Moreover, during combustion, an ablative reassembling of the silicate layers may occur on the surface of the burning nanocomposite creating a physical protective barrier on the surface of the material. 11 The physical process of layer reassembling would act as a protective barrier in addition to the intumescent shield and can limit the oxygen diffusion to the substrate or gives a less disturbing low volatilization rate. In sum, an intumescent material that will act as a protective shield was formed at the first step, which was an essential step for flame retardancy.
From Figure 11, it can be seen that the degradation rate decreased with decreasing PA6 content at the first step. At the same time, the intumescent char residue decreased with increasing PA6 content. The lower degradation rate and higher intumescent char residue indicated faster formation of intumescent shield and protective barrier formed by clay, which were more effective at delaying thermal degradation, resulting in the improvement of thermal stability at the first step. Based on the fact that the decrease of PA6 content caused an increased APP and clay concentration in the PA6 phase due to the selective dispersion of APP and clay in PA6 phase, it could be concluded that the improvement of APP and clay concentration in the PA6 phase was beneficial to the rapid formation of the intumescent shield and protective barrier that, after ignition, can slow down heat and mass transfer between gaseous and condensed phases, resulting in an improvement to their flame-retardant properties.
Therefore, for blends with a continuous (PA6 + APP) phase, the phenomenon that LOI values increased as the decrease of PA6 content can be attributed to high APP and clay concentration in the PA6 phase.
As shown in Figure 11, although the APP and clay concentration in PA-24 was higher than in PA-40, which produced lower degradation rate and higher intumescent char residue at the first step, the samples of PA-24 suffered a higher degradation rate and lower intumescent char residue at the second step. This phenomenon indicated that the intumescent char residue formed by continuous (PA6 + APP) phase (PA-40) was more effective at delaying thermal degradation of PS and PA6 than that of the sample with a discontinuous (PA6 + APP) phase (PA-24) at the second step.
As shown in Figure 12, the intumescent residue char of PA-24 and PA-40 was examined using SEM. It can be seen that residue char of PA-40 was tight and compact; however, there were multiple voids and fissures on the surfaces of the residue char of PA-24 indicating that a continuous (PA6 + APP) phase was beneficial when forming a continuous intumescent charred layer.

SEM of the residual charred layers of PS/PA6/APP blends. SEM: scanning electron microscopy; PS: polystyrene; PA6: nylon-6; APP: ammonium polyphosphate.
The decrease of PA6 content from 40 to 24% should cause a continuous increase in APP and clay concentration in the PA6 phase and some variation of continuity of the (PA6 + APP) phase from its continuous state to a discontinuous state. The increase of APP and clay concentration in the PA6 phase benefited the rapid formation of the intumescent charred layer, resulting in improved flame retardancy in the initial period. Meanwhile, the continuity of the intumescent charred layer was dependent on the continuity of the (PA6 + APP) phase. So, for blends with a discontinuous (PA6 + APP) phase, the (PA6 + APP) phase became surrounded by an inflammable PS phase. Although the rapid formation of an intumescent charred layer in the initial period can slow down the pyrolysis of the polymer, a continuous PS phase hindered the formation of the continuous intumescent charred layer. The discontinuous intumescent charred layer causes PS pyrolysis of volatile combustible products during combustion, and the volatile combustible products can diffuse along the gaps in the intumescent charred layer to the condensed phase, resulting in a deterioration of flame retardancy after the initial period. In the blends with a continuous (PA6 + APP) phase, inflammable PS particles were surrounded by the (PA6 + APP) phase. The continuous (PA6 + APP) phase can form a continuous intumescent charred layer to hinder the access of the volatiles, arising from the pyrolysis of the PS, to the condensed phase during combustion, resulting in improved flame retardancy.
Figure 13 shows the aspect of the crust of samples PA-40 and PA-24 after cone calorimeter test . The swelling ratio of intumescent residue char of samples PA40 was remarkably higher than that of PA-24. The formation of the intumescent residue char arose from NH3 volatilization, which makes the mixture of the carbonaceous residue and phosphocarbonaceous materials to swell. Although silicate layers can limit the oxygen diffusion to the substrate or hinder the access of the volatiles, which produces a positive effect on the fire properties, excessive silicate layers hindered the residue char from expanding due to good gas barrier properties, leading to a negative effect in the fire properties. Therefore, for the sample of PA-24, the higher clay concentration in PA6 phase was a main factor to hinder the residue char from expanding, resulting in the poorer flame retardancy than that of PA-40.
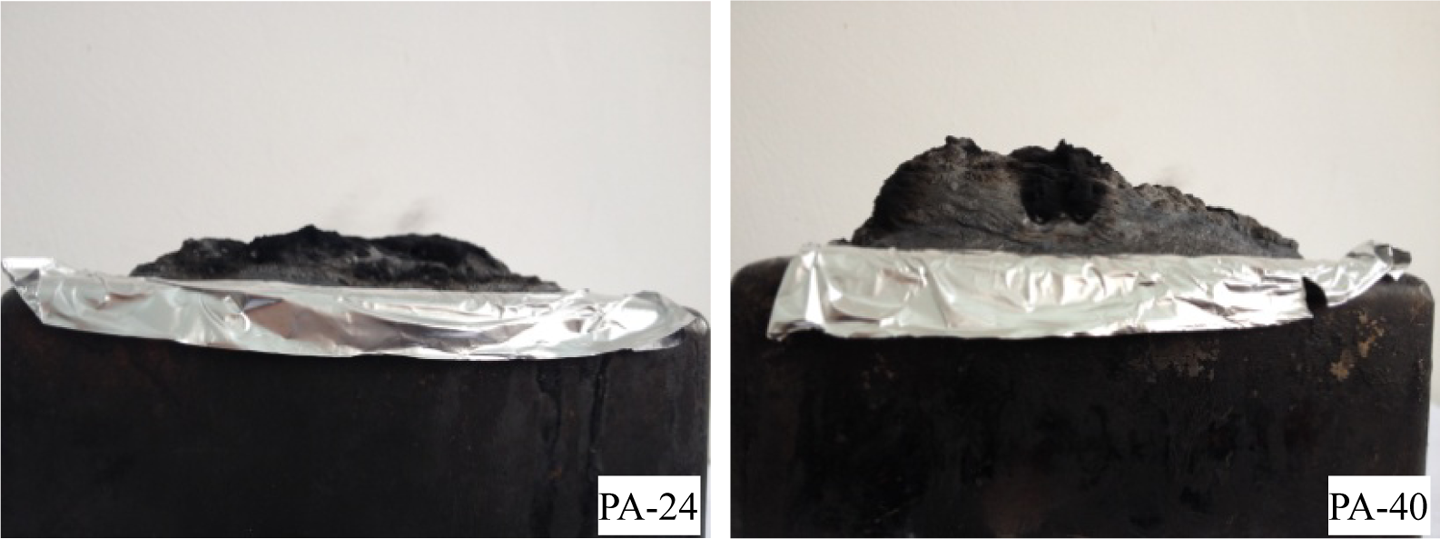
The photos of the aspect of the crust of samples PA-40 and PA-24 after cone calorimeter test.
Therefore, when the PA6 content was in the range of approximately 24–40%, the decrease of flame retardancy with the decrease of PA6 content was due to the formation of discontinuous intumescent charred layer and inhibiting action of excessive silicate layers on the residue char from expanding.
Conclusions
The influences of the distribution of APP and clay in PS/PA6 blends and the continuity of the (PA6 + APP) phase on flame retardancy of PS/PA6/APP/clay blends with fixed (APP + clay) loading were investigated by LOI tests, a vertical flammability test, and cone calorimeter tests. For the blends with a continuous (PA6 + APP) phase, the decrease of PA6 content caused an increased APP and clay concentration in the PA6 phase due to the selective dispersion of APP and clay in PA6 phase, resulting in the rapid formation of the intumescent shield and protective barrier that augmented the flame retardancy. In comparison with the blends with a continuous (PA6 + APP) phase, those blends with a discontinuous (PA6 + APP) phase exhibited better flame-retardant properties in the initial period and poorer flame = retardant properties thereafter. The better flame-retardant properties in the initial period were due to the higher APP and clay concentration in the PA6 phase, which was beneficial to the rapid formation of the intumescent charred layer. However, the discontinuous (PA6 + APP) phase hindered the formation of this continuous intumescent charred layer during combustion. In addition, the higher clay concentration in PA6 phase hindered the residue char from expanding. As a result, those blends with a discontinuous (PA6 + APP) phase exhibited poorer flame retardancy after the initial period.
Footnotes
Funding
The authors gratefully acknowledge the financial support of this work by the National Natural Science Foundation of China (Contract Number: 51003024).