
Abstract
Electrochemical polymerization of acrylic acid and acrylamide on carbon fiber was carried out by using cyclic voltammogram in the presence of sulfuric acid (H2SO4) as electrolyte. Cycles, monomer mass ratio, scan rate, and H2SO4 concentration had an effect on the electropolymerization, and electrochemical impedance spectroscopic behavior of modified carbon fiber was studied. Systematic experiments were conducted to determine the tensile strength of carbon fiber/epoxy resin composites before and after modification. As a result, the tensile strength of modified carbon fiber/epoxy resin composites was improved greatly. Surface morphology of the polymer films on carbon fiber was investigated by using scanning electron microscopy. It was found that voltammograms of electrodes prepared showed irreversible oxidation–reduction of the polymer films and capacitive behaviors of coated carbon fiber were defined using Nyquist plots, Bode magnitude plot and Bode phase plot at low-frequency region.
Keywords
Introduction
Carbon fiber is a fibrous carbon material, which is formed by carbonization of organic fiber at high temperature above 1000°C, and the high-performance fiber material containing carbon content of more than 90%. Carbon fiber modified by cyclic voltammetry can significantly change the element contents of carbon fiber surface and improve the interfacial properties of carbon fiber and resin matrix. At the same time, carbon fiber also has wide application prospect in the fields of aerospace, automobile, building due to excellent mechanical strength, light weight, high heat conductivity, and hydrophobicity. 1–2 Interfacial interactions between carbon fiber and resin matrix play an important role in the mechanical performance of carbon fiber-reinforced plastics, such as interlaminar shear strength 3 and tensile strength. The easiest way to improve interfacial interaction between carbon fiber and resin matrix is electropolymerization modification of carbon fiber. At present, many researchers have already conducted many studies in this field. J. R. Maccallum et al 4 studied electrochemical polymerization of methyl methacrylate on carbon fiber. The electrochemical polymerization of vinyl monomers was initiated by H+ converted to H-free radical, then initiated the electrochemical polymerization. S. Shkolnik et al., 5 using methyl methacrylate/glycidyl methacrylate two-component system as the research object, found that when the range of scan voltage was ∼1.0 to −2.5 V, the peak current in aqueous solution was located between −0.8 V and −0.9 V. When the molar ratio of methyl methacrylate and glycidyl methacrylate was 0.7:0.3, electrochemical polymerization was carried out along the axial direction of carbon fibers. The electrochemical polymerization of acrylamide and acrylic acid on the surface of carbon fiber was studied by L. G. Kolzunova et al. 6 They found that acrylic acid monomers could form a complex containing a threefold surplus of acrylic acid relative to acrylamide in aqueous solution. The reduction potential of the complex was similar to that of acrylic acid. Due to complex formation between acrylic acid and acrylamide, the electrocopolymerization of acrylic acid and acrylamide could occur more easily than the homopolymerization of acrylamide. Zhiwei Xu et al. 7 systematically studied surface modification of carbon fiber by electropolymerization with acrylic acid, confirmed that grafting acrylic acid resulted in great increase in oxygen-containing functional groups of carbon fiber surface. After grafting, the carbon fibers were engulfed by epoxy resin, the strong interlocking of fiber–matrix bonding could be observed by scanning electron microscopy (SEM), and the interlaminar shear strength value of composites was enhanced by 17.3%. More recently, Despina Triantou et al. 8 synthesized 3-methylthiophene/biphenyl copolymer by electrochemical polymerization and studied their mechanical properties. It was found that copolymer had higher Young modulus and nanohardness than poly(3-methylthiophene) and also indicated that the incorporation of biphenyl leaded to a more densely packed structure and a more brittle polymer. Using carbon fiber as the working electrode, Alexander Bismarck et al. 9 found that the thickness of polymethylmethacrylate (PMMA) electrocoated on the carbon fiber increased linearly with the degree of polymer grafting, and higher methylmethacrylate concentrations yielded homogeneous PMMA coatings. The fracture of carbon fiber/PMMA composites was brittle fracture of polymer layer interface and carbon fiber. When grafting ratio was 18.3%, the interfacial shear strength can increased by 102% compared with the initial strength. Based on the previous research, we describe the electrochemical coating of acrylic acid–acrylamide copolymer on carbon fiber, and their characterization by cyclic voltammetry, SEM. Electrochemical impedance spectroscopy (EIS) is used to research the capacitive behavior of the modified carbon fiber, and the aim of this article is expected to enhance the interfacial interactions between carbon fiber and matrix.
Experimental
Materials
Carbon fiber (linear density 1.4 ± 0.05 g/m, density 1.78 g/cm3, elongation < 1.8%) of 12 K, made in Shenyang Zhong Heng New Material Co. Ltd (China), was used. Acrylic acid (molecular weight 72.06) and acrylamide (molecular weight 71.08) were employed as received. All the chemicals were of analytical-grade purity, and monomers were purchased from Sinopharm Chemical Reagent Ltd Co. (China) without further purification. Epoxy resin with epoxy value of 0.51 and curing agent 650 type low-molecular polyamide (amine value 220 ± 20) were obtained from Kunshan green shield electronic material Co., Ltd (China); 98% concentrated sulfuric acid (H2SO4) was made in Shenyang Pyle fine chemical products factory (China).
Electrochemical polymerization by cyclic voltammetry
The carbon fiber was immersed in 0.5 mol/L H2SO4 for 12 h before use, then cleaned with distilled water in order to remove the residual H2SO4, and finally dried in an oven at 70°C. The carbon fiber was fixed on the Teflon frame and immersed in the electrolyte solution. The electrolyte solution was 0.1 mol/L H2SO4/aqueous solution system. Monomers were acrylic acid and acrylamide, and Table 1 summarizes the monomer mass. Electrochemical polymerization was carried out on a CHI660D electrochemical workstation by scanning the potential ∼−1 to 1 V (vs. saturated calomel electrode). The electrochemical polymerization was performed with carbon fiber as working electrode, platinum electrode, and saturated calomel electrode as auxiliary electrode and reference electrode.
The quality of polymeric monomer.
Electrochemical impedance spectroscopic
Electrochemical impedance measurements were conducted with perturbation amplitude of 5 mV over a frequency range ∼0.01–105 Hz with CHI660D electrochemical workstation.
Preparation of composites
The short carbon fiber (about 2 mm long), curing agent, and epoxy resin were compounded at 60°C, then the blends were dried in a vacuum oven. Finally, mixtures of 0.09, 0.18, 0.27, 0.36, and 0.45 wt% carbon fiber were prepared, and the compounds were further molded into the die using casting molding. Samples with different mass percent of carbon fiber were cured at 100°C for 1 h in the air blower-driven drying closet.
Mechanical testing
Tensile strength of carbon fiber/epoxy resin composites was performed using Universal Testing Machine (HT-2402, China) at room temperature according to GB1039-92. Each value obtained represented the average of three samples.
Scanning electron microscopy
All electrocoated fibers and the tensile test specimens’ fracture surface were observed under SU8010 N field emission SEM to show changes in the carbon fiber surface morphology and study interfacial adhesion between carbon fiber and epoxy resin.
Results and discussion
Effect of cycles on electrochemical polymerization
The electrochemical polymerization was studied by cyclic voltammetry. Figure 1(a) shows the cyclic voltammograms for the electrolysis of solution consisting of 10 g acrylic acid and 10 g acrylamide. In the first cycle, there was a cathodic current peak at 0.05 V and we could also see an anodic current peak at 0.85 V, the shape of cathodic current peak at 0.05 V was wider. Compared with Figure 1(b) and (c), the anodic current peak of 0.65 V did not appear in the first cycle. The cathodic current of 0.05 V had a smaller offset to the positive direction of potential and the peak current also increased with increasing cycle numbers. It was indicated that the monomers of acrylic acid and acrylamide could obtain the electron to form radicals, then monomer radicals generated short-chain free radicals by chain growth reaction, and finally the acrylic acid–acrylamide copolymer was formed. The peak current at 0.05 V increased rapidly during the first 10 cycles of scanning process, which indicated that the polymerization rate was relatively fast. When the cycle numbers were larger than 35, the peak current was increased slowly, which probably due to the decrease of monomer concentration and polymerization rate, and the electrochemical properties of polymer film produced by electrochemical polymerization were stable. At the same time, there was a new anodic current peak at 0.65 V and peak current increased with the increase of cycle numbers. Probably, the redox reaction of polymers, which formed on the carbon fiber surface, occurred and the interpretation was similar with the reference 10. 10
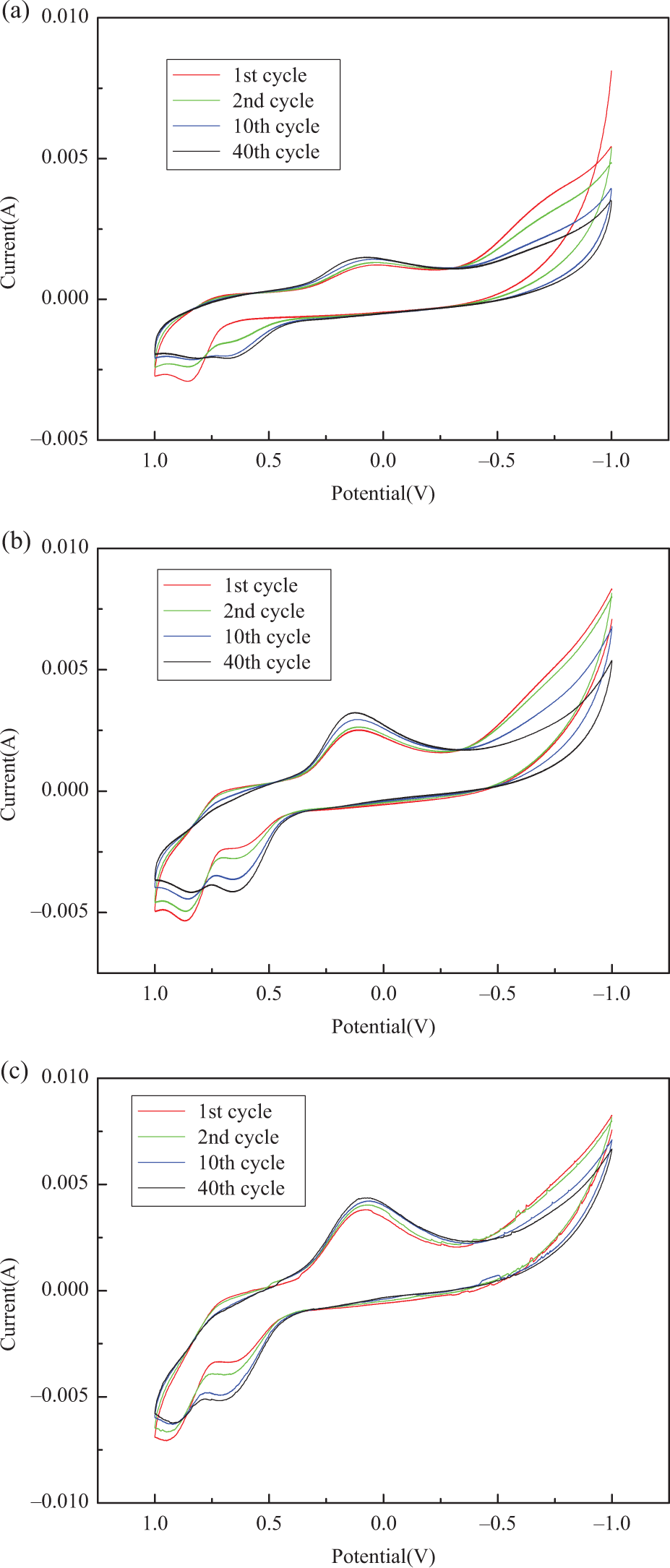
Cyclic voltammograms recorded on carbon fiber electrode in different solutions at 0.1 V/s (a) 10 g acrylic acid and 10 g acrylamide; (b) 20 g acrylic acid and 10 g acrylamide; and (c) 30 g acrylic acid and 10 g acrylamide.
Figure 1(b) and (c) shows the cyclic voltammograms of 20 g acrylic acid and 10 g acrylamide and 30 g acrylic acid and 10 g acrylamide by electrochemical copolymerization. During the first scan, there was an anodic current peak at 0.65 V, and beginning from first cycle, the peak of anodic current at 0.85 V was becoming smaller. A reduction peak could be seen at 0.71 V, and this current peak was probably caused by the adsorption of acrylic acid radicals and acrylamide radicals on the carbon fiber electrode. 11 The adsorption capacity of two kinds of free radicals was stronger than that of acrylic acid and acrylamide monomers. The main reaction in the solution was the chain growth reaction of free radical adsorbed on the carbon fiber surface when the scan continuing.
Effect of monomer mass ratio on electrochemical polymerization
Figure 2 is the cyclic voltammetry of 30th cycle with mass ratio of acrylic acid and acrylamide are 2:1, 3:1, 1:2, 1:3, and 1:4. At 0.65 and 0.85 V, the redox peak current increased with increasing acrylic acid and the peak shape became more and more sharp. The peak current of cathodic peak at 0.05 V became smaller with increasing the quality of acrylamide and the cathodic peak shifted to the negative potentials. This showed that more acrylic acid in solution could promote electrochemical polymerization, and the rate of acrylamide homopolymerization was much lower than the rate of copolymerization of acrylic acid and acrylamide. It was also clear that the kinetic factors played a great role, which could lead to the formation of polymer films with different compositions in the electrochemical copolymerization. 12,13
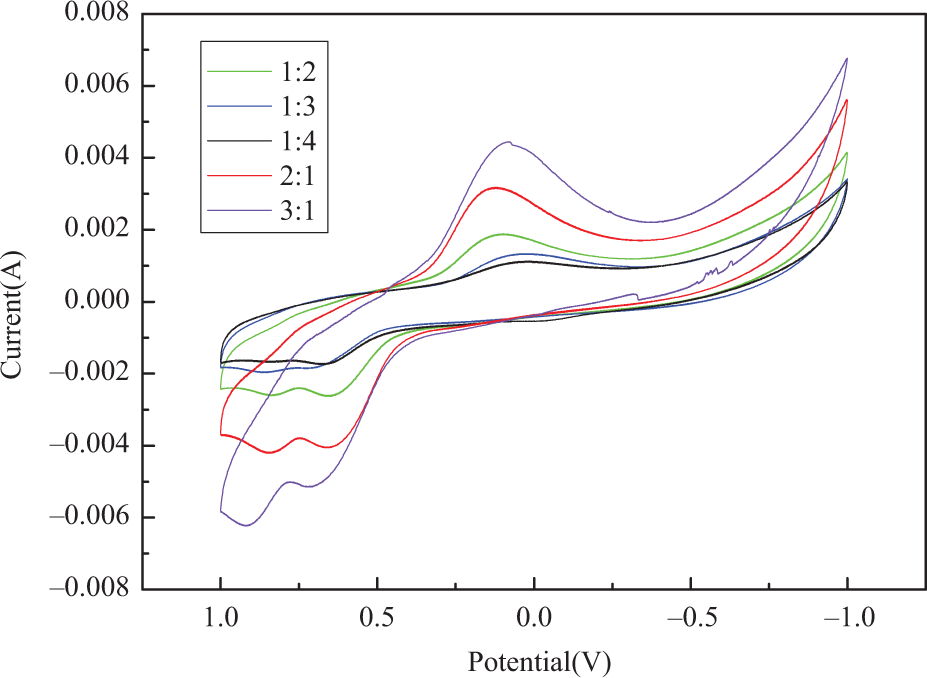
Cyclic voltammograms recorded on carbon fiber electrode at 0.1 V/s. Mass ratio of acrylic acid and acrylamide was 2:1, 3:1, 1:2, 1:3, and 1:4.
Effect of scan rate on electrochemical polymerization
Scan rate was found to have an effect on the polymerization behavior. Figure 3 shows the cyclic voltammetry of 10 g acrylic acid and 10 g acrylamide at different scan rates. The anodic and cathodic peaks were well defined at 0.2 V/s, but at lower sweep rates, 0.1 V/s and 0.05 V/s, the peaks were broader and less well defined. The redox peak current during the electrochemical copolymerization of acrylic acid and acrylamide increased with increasing scan rate, and the peak position shifted toward the scanning direction, which may be caused by the continuous growth of long chain polymer. Table 2 summarizes variation of weight gain with scan rate in the electropolymerization of 10 g acrylamide and 10 g acrylic acid on carbon fiber. When the scan rate increased from 0.05 V/s to 0.2 V/s, the percentage of mass gain after electrochemical copolymerization at 0.2 V/s was significantly lower than that at 0.05 V/s (from 30.5% to 66.3%), it was indicated that the smaller scanning rate was beneficial to the electrochemical polymerization.
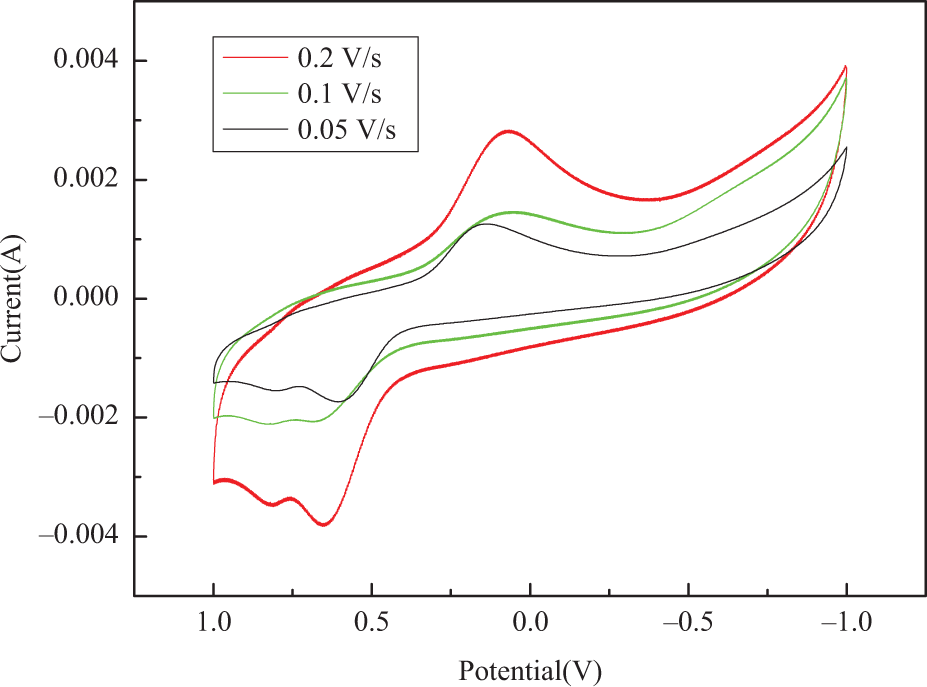
Cyclic voltammograms recorded on carbon fiber electrode. Twentieth cycle, 10 g acrylic acid and 10 g acrylamide.
Variation of weight gain with scan rate in the electrochemical polymerization of 10 g acrylamide and 10 g acrylic acid on carbon fiber.
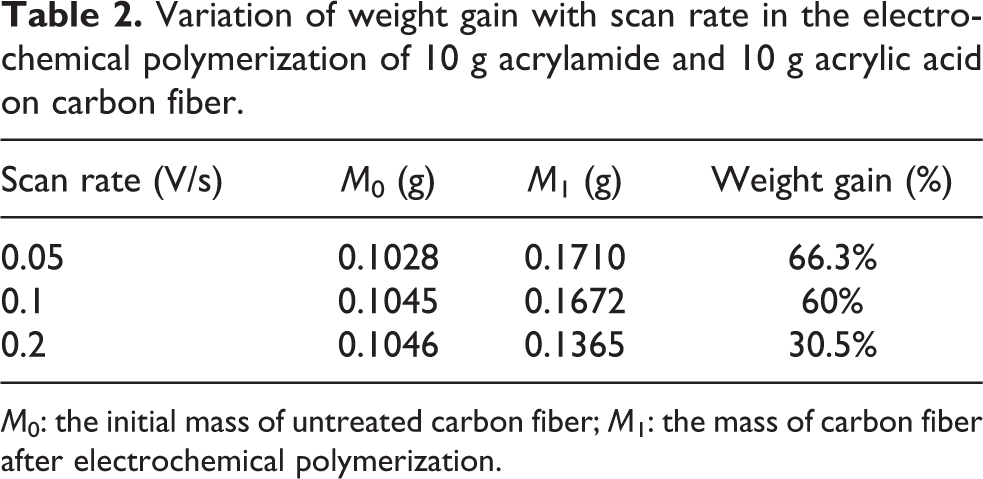
M0: the initial mass of untreated carbon fiber; M1: the mass of carbon fiber after electrochemical polymerization.
The measured parameters of interest on cyclic voltamogram are the separation of peak potentials ΔE = Epa − Epc, Table 3 also shows the values of Epa, Epc, and ΔE at different scan rate. The electropolymerization was irreversible as the separation of peak potentials was not 59 mV, and the ΔE values were also changed with the variation of scan rate. 11,14–15
Electrochemical polymerization parameters in 0.1 mol/L H2SO4 electrolyte solution.a
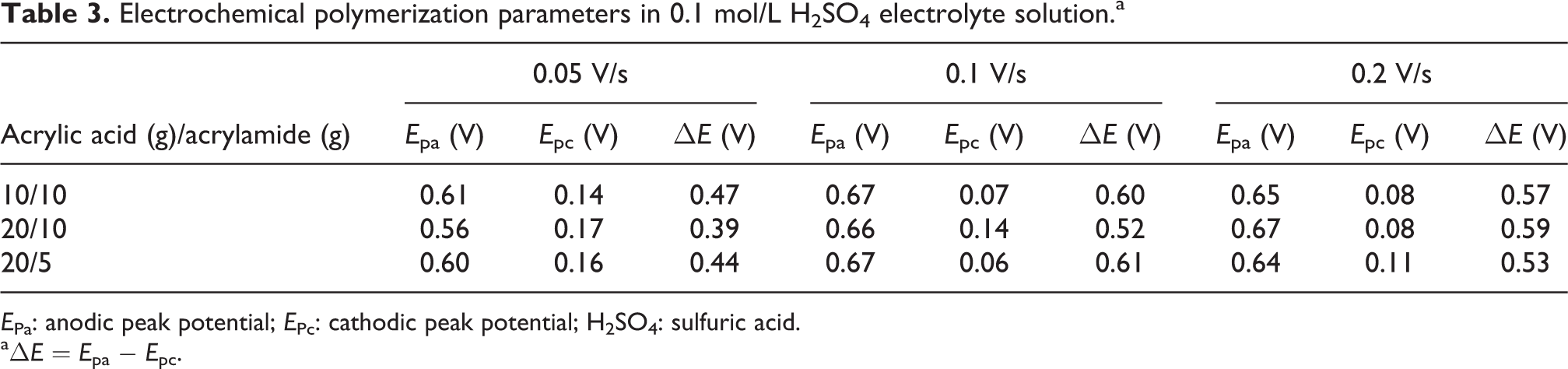
EPa: anodic peak potential; EPc: cathodic peak potential; H2SO4: sulfuric acid.
aΔE = Epa − Epc.
Effect of H2SO4 concentration on electrochemical polymerization
The effect of H2SO4 concentration on the electrochemical polymerization of acrylic acid and acrylamide was investigated; Figure 4 shows the cyclic voltammetry of 10 g acrylamide and 10 g acrylic acid in different concentration of H2SO4 electrolyte solution. It showed that the redox peak potential shifted lightly and the peak current of redox peak increased with increasing H2SO4 concentration, indicating that H+ attends the electrode reaction. 16 The etch of carbon fiber also increased with increasing H2SO4 concentration, and the concentration of oxygen-containing functional groups on carbon fiber surface had been increased to promote the electrochemical polymerization. 17
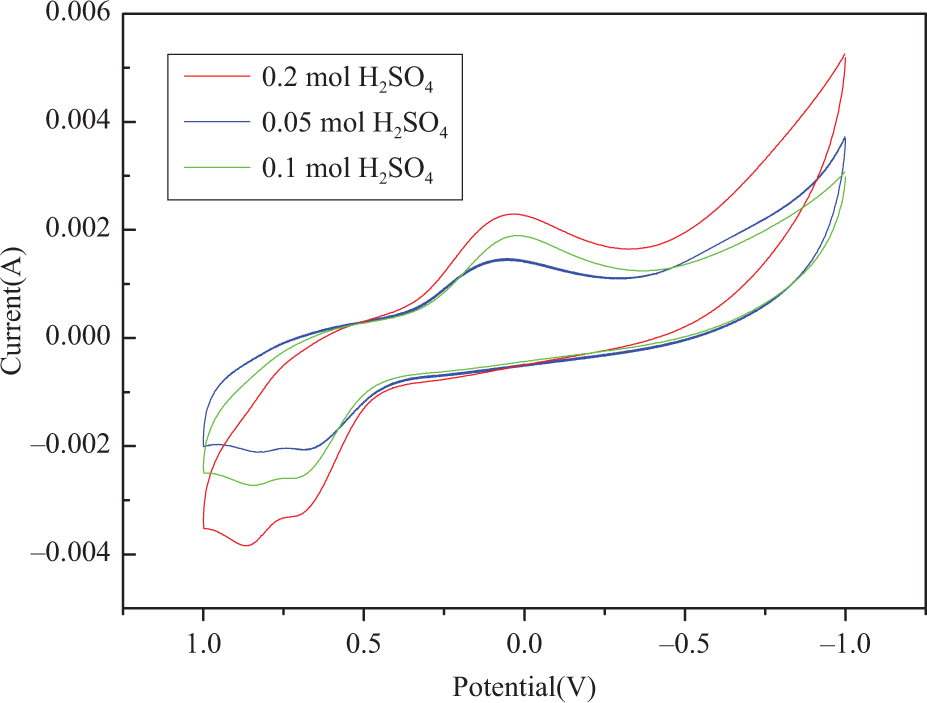
Cyclic voltammograms recorded on carbon fiber electrode in different concentration of electrolyte solution at 0.1V/s; 10 g acrylamide and 10 g acrylic acid.
Effect of mass ratio on Electrochemical impedance spectroscopy
Typical Nyquist curves of modified carbon fiber by electrochemical polymerization in 0.1 mol/L H2SO4 electrolyte solution are indicated in Figure 5. When the mass ratio of acrylic acid and acrylamide was 1:1, the impedance spectrum in the whole frequency range was a large capacitive arc, it was indicated that the charge transfer resistance Rct was greater. Due to the polymer films electrocoated on carbon fiber had lowest conductive capability, the charge transfer was more difficult. When the mass ratio of acrylic acid and acrylamide was 2:1, the radius of capacitive arc was larger than that of 1:1, it was observed that the thicker polymer film formation than the others coating with different mass ratio such as 1:1 and 4:1. In the high frequency, the intercept which impedance spectroscopy and real axis intersected was solution resistance, but in the low frequency, the impedance spectrum became a straight line in which the slope was 1. It showed that the charge was easily absorbed on the electrode, and the behavior was the electrode capacitance property. 18 According to the EIS plots, the impedance measurements, resistance was the real part and low-frequency capacitance (CLF) was calculated as CLF = –1/(2πfZ″), where f = 0.01 Hz, and Z″ was the imaginary part of the impedance. 19–20 The CLF value was obtained as 7.87, 6.92, and 7.32 mF for the initial mass ratio of 1:1, 2:1, and 4:1, respectively.
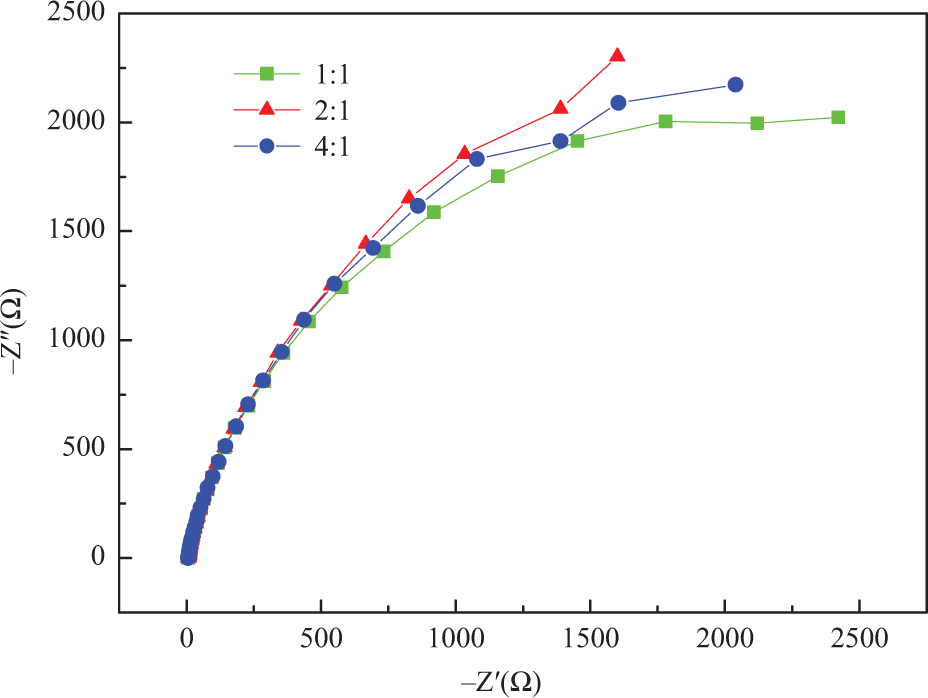
Impedance plots for different monomer mass ratio at 0.2 V/s, f = ∼105 to 0.01 Hz.
In the Bode phase plot of polymer electrodeposited on carbon fiber, the maximum phase angle was calculated as 77, 77.7, and 78.2° at the frequency of 0.38, 0.32, and 0.56 Hz for the initial mass ratio of 1:1, 2:1, and 4:1, as given in Figure 6. As the content of acrylic acid increased, the phase angle increased. At ∼0.04–1.78 Hz, larger phase angle indicated that impedance spectroscopic was predominantly capacitive, while it was resistive at ∼1258.9–31622.8 Hz. 21
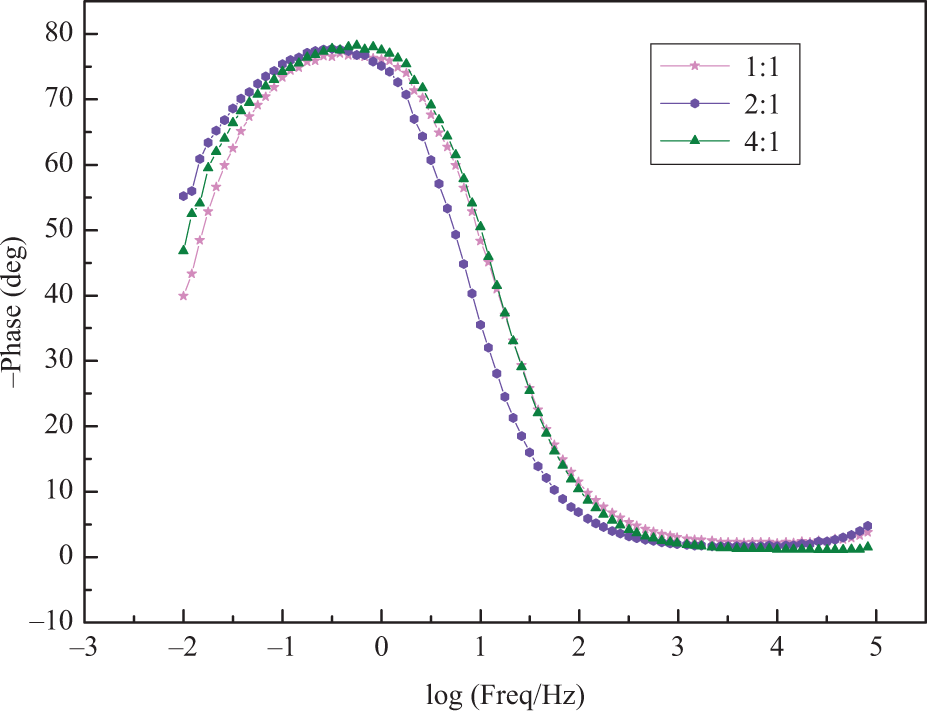
Bode phase plots for different monomer mass ratio at 0.2 V/s, f = ∼105 to 0.01 Hz.
As seen from Figure 7, magnitude of Z decreased sharply with increasing the frequency between 0.01 and 16 Hz. Double-layer capacitance (Cdl) could be calculated from a Bode magnitude plot, by extrapolating the linear section to a value of ω = 1, employing the relationship |Z| = 1/Cdl. 22 The highest Cdl value for the system was obtained as 1.27 mF for the initial mass ratio of 4:1.
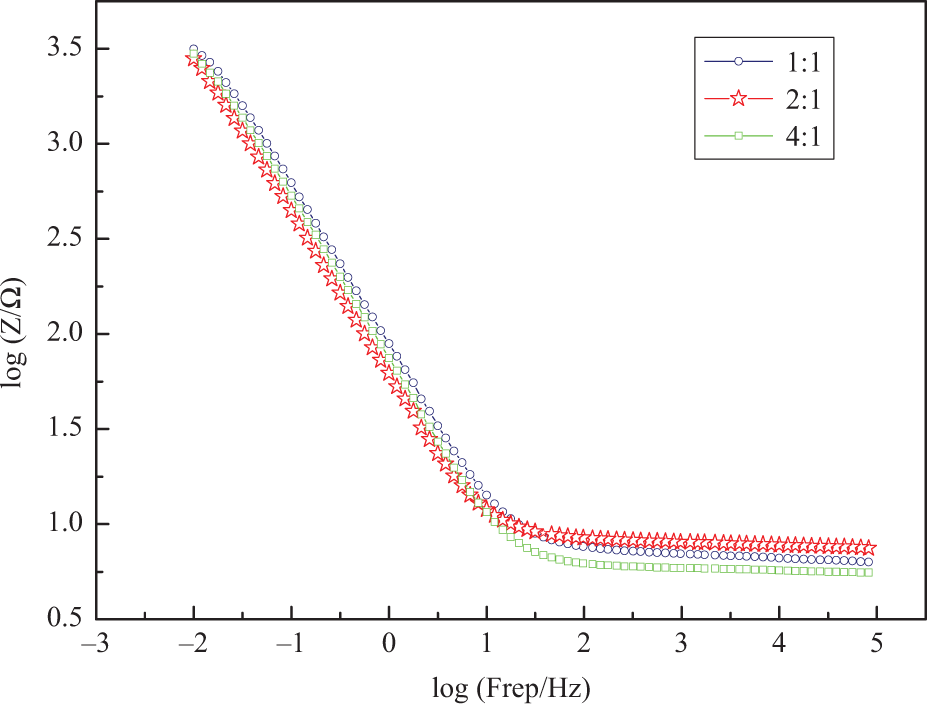
Bode magnitude plots for different monomer mass ratio at 0.2 V/s, f = ∼105 to 0.01 Hz.
Effect of scan rate on EC impedance spectroscopy
Figure 8 displays typical Nyquist diagrams of the electrodes prepared by electrochemical polymerization. When the scan rate was 0.2 V/s, the capacitive arc radius was smaller than that of 0.05 V/s, which is due to the thinner polymer film formation on the carbon fiber surface. In addition, the CLF was obtained as 6.47 mF for 0.05 V/s, 6.91 mF for 0.1 V/s, and 7.87 mF for 0.2 V/s. On the other hand, the Bode phase angle approached a plateau (∼77°) in the ∼0.21–0.68 Hz in which film indicated capacitor behavior (in Figure 9). In the ∼1.78–177.8 Hz, phase transition from capacitor to resistor behavior was observed, and polymer films showed resistor behavior in the frequency region of ∼251.2–105 Hz. The point which divided the high-frequency component of impedance plot from low-frequency component referred knee frequency and the knee frequency indicated maximum frequency at which predominantly capacitive behavior maintained. 23 Magnitude of Z decreased with increasing the frequency between 0.01 and 17.4 Hz. The highest Cdl value (0.25 mF) was obtained at the scan rate of 0.2 V/s.
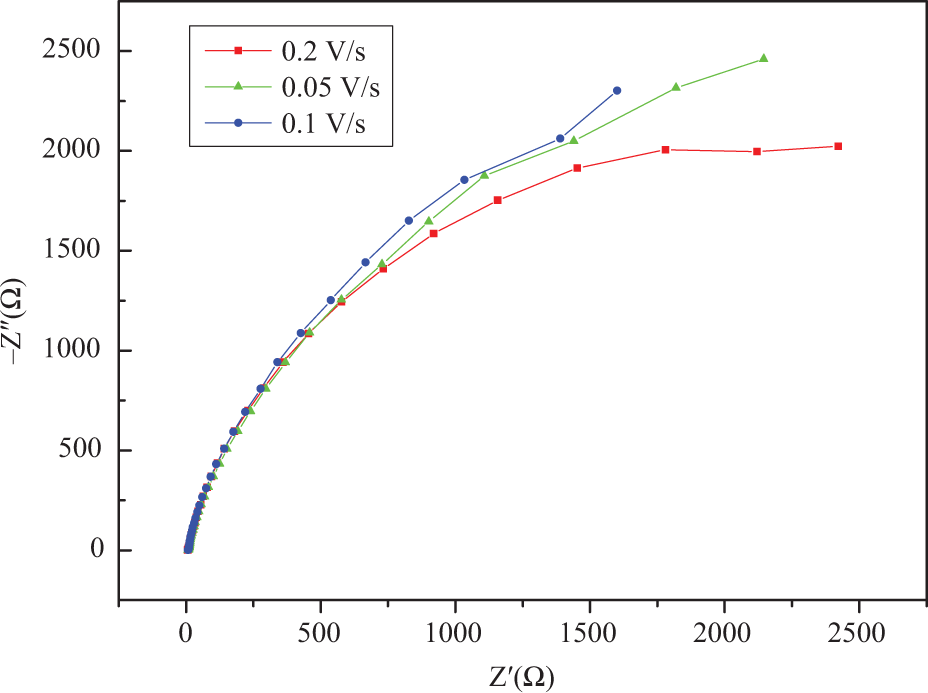
Impedance plots for different scan rate, 10 g acrylamide and 10 g acrylic acid, f = ∼105 to 0.01 Hz.
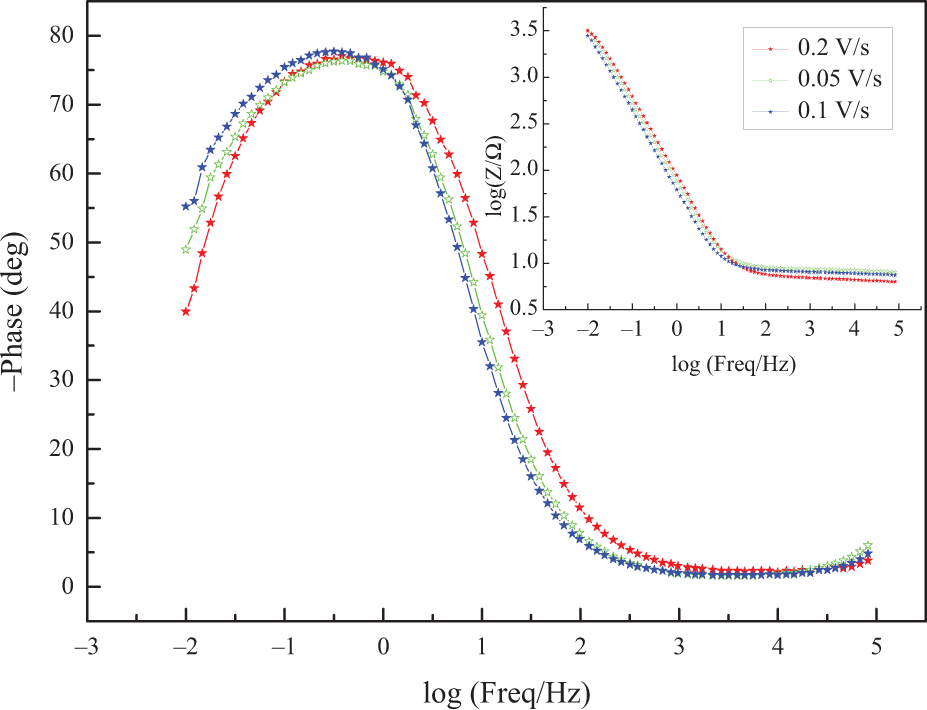
Bode phase plot of polymer films coated with three different scan rate, inset: Bode-magnitude plot (at 0.05, 0.1, and 0.2 V/s).
Tensile strength of carbon fiber/epoxy resin composites
Figure 10 shows the tensile strength of carbon fiber/epoxy resin composites. The tensile strength of the composites reinforced by modified carbon fiber increased with carbon fiber content for the electrochemical polymerization to the maximal enhancement of about 40.7%. The tensile strength of the composite material increased owing to an increase in the number of functional groups on the carbon fiber surface, enhancing the interface adhesion to the epoxy resin. 24 When the content of carbon fiber increased from 0.09 to 0.45 wt%, tensile strength of the modified carbon fiber/epoxy resin composites changed from 28.175 to 47.525 MPa, it also showed significant enhance effect compared with the untreated carbon fiber/epoxy resin composites. Especially for 0.45 wt% carbon fiber content, the tensile strength of modified carbon fiber/epoxy resin composites was nearly 3.44 times higher than untreated carbon fiber/epoxy resin composites. Therefore, it could be seen that electropolymerization modification of carbon fiber was effective to improve the interfacial interaction between carbon fiber and resin matrix.
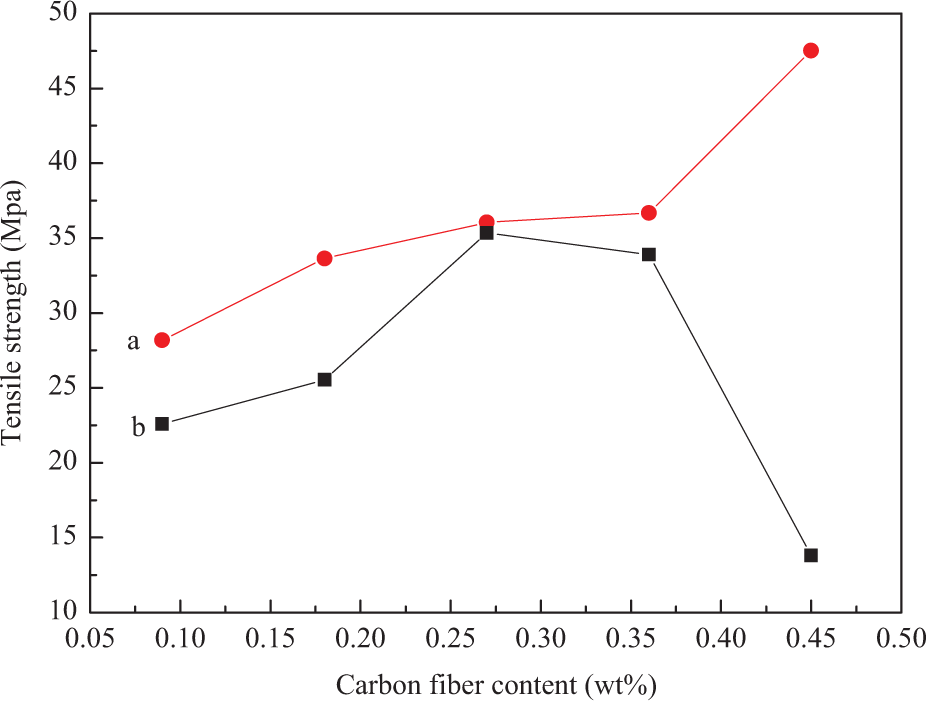
The tensile strength of (a) modified carbon fiber/epoxy composites and (b) untreated carbon fiber/epoxy composites.
Surface morphology
The scanning electron microscope micrographs (Figure 11) of carbon fiber modified by electrochemical polymerization in different monomer mass ratio showed that the polymer on the carbon fiber surface increased with increasing the acrylic acid content. The polymer was formed from a large block structure to a particle shape, and the polymer surface had a lot of folds and grooves.
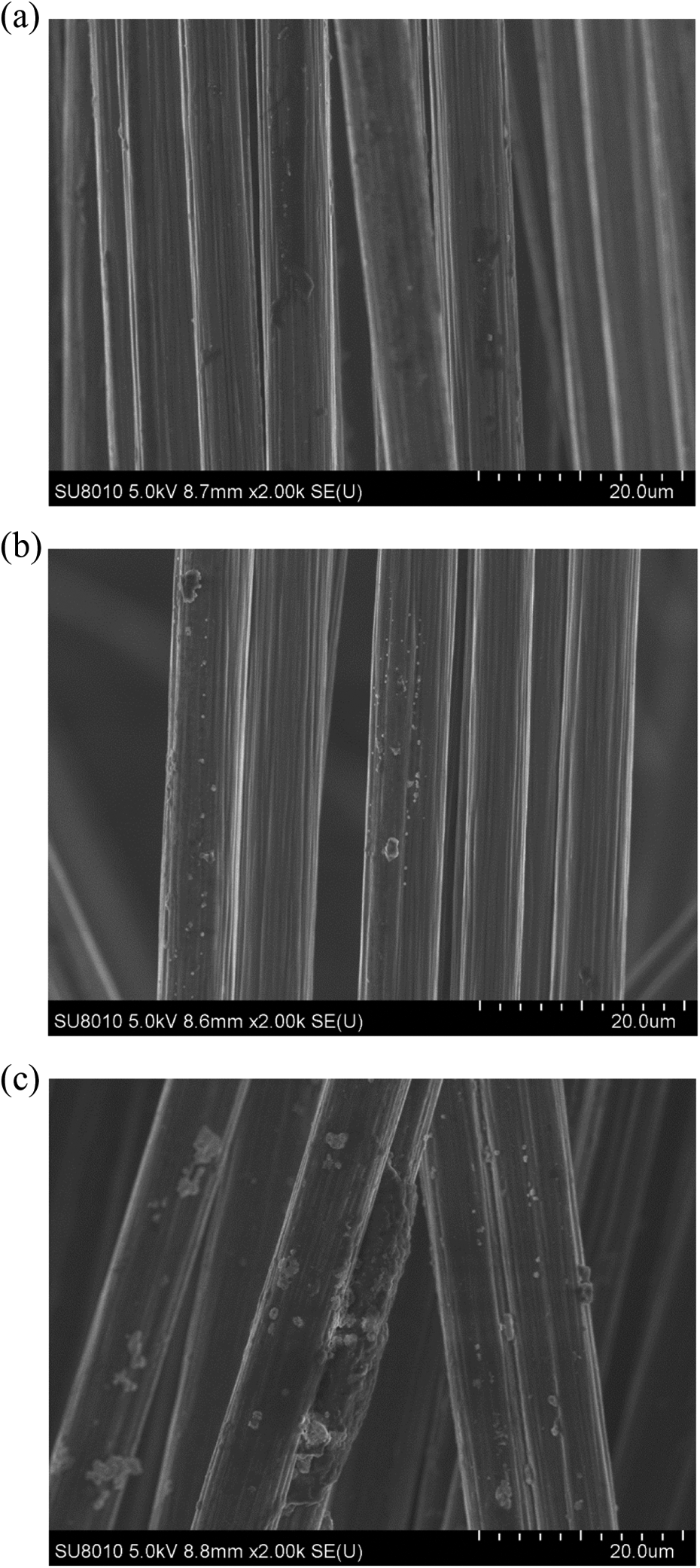
SEM of electrochemical polymerization at different mass ratio (a) acrylic acid 10 g and acrylamide 10 g; (b) acrylic acid 20 g and acrylamide 10 g; and (c) acrylic acid 30 g and acrylamide 10 g. SEM: scanning electron microscope.
Figure 12 shows the SEM micrographs of carbon fiber surfaces, which were treated by electrochemical polymerization at different scan rate. When the scanning rate was 0.05 V/s, fine granular polymers were formed on the carbon fiber surface. While the scanning rate was 0.1 or 0.2 V/s, the size of polymer was larger than that shaped at the scanning rate of 0.05 V/s. It was possible that carbon fiber surfaces had a great deal of active spots, which caused the rate of monomer consumption faster, and carbon fiber surfaces had more polymers. But with increasing scan rate, polymer film grown along the axial direction of carbon fiber, and there were many deeper trenches. The coarse part of carbon fiber formed more polymeric active points, so the larger particles could be formed in the local area.
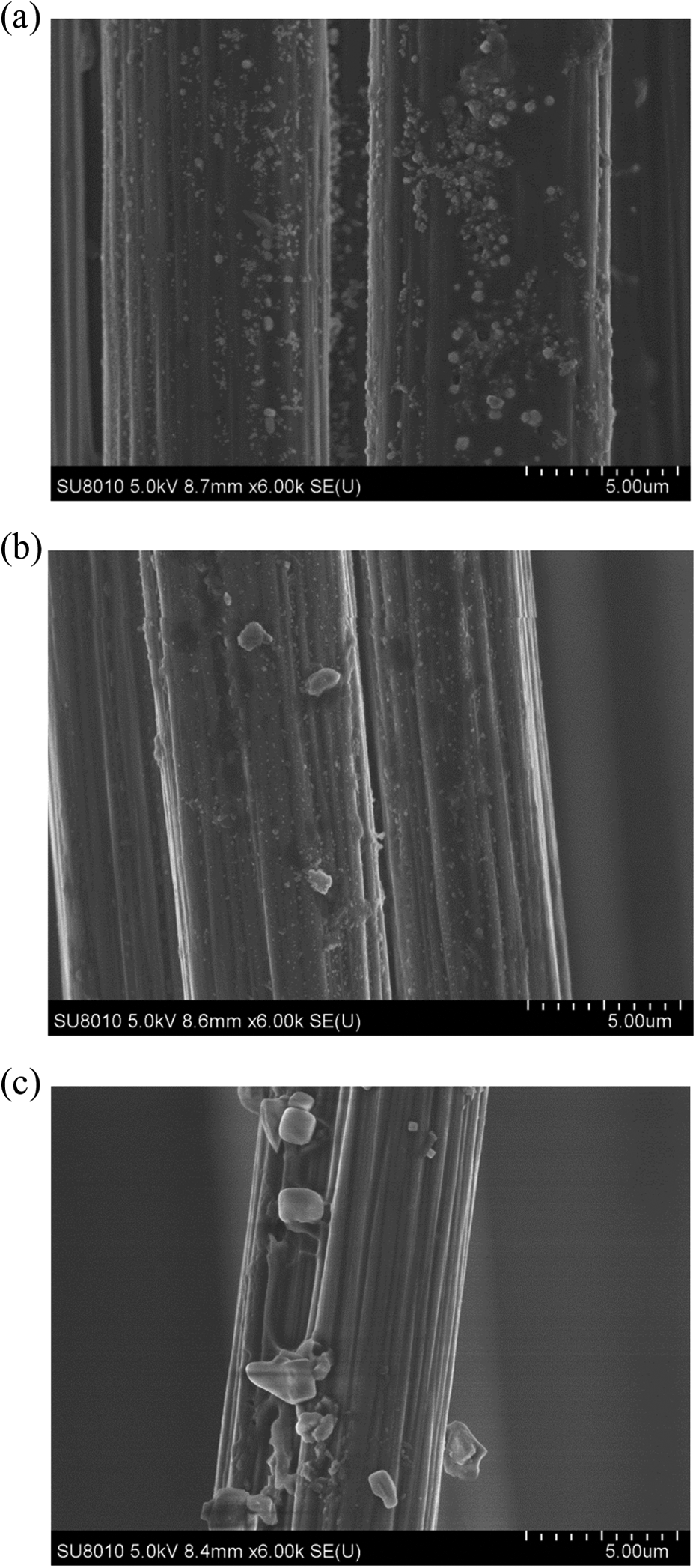
SEM of electrochemical polymerization at different scanning rate; 10 g acrylamide and 10 g acrylic acid (a) 0.05 V/s, (b) 0.1 V/s, and (c) 0.2V/s. SEM: scanning electron microscope.
The morphologies of the fractured surfaces of tensile specimens of carbon fiber/epoxy resin composites were investigated by SEM. The results are shown in Figure 13(a) to (d). From the SEM images, there was a difference in the interfacial adhesion between modified carbon fiber/epoxy resin composites and untreated carbon fiber/epoxy resin composites. In the untreated carbon fiber/epoxy resin composites (Figure (c) and (d)), the surface of pulled-out carbon fiber was smooth and there was clear void between carbon fiber and epoxy resin. It was an indication of poor interfacial adhesion between epoxy resin and carbon fiber that pulled-out carbon fiber without matrix on the surface. However, in the modified carbon fiber/epoxy resin composites (Figure (a) and (b)), the surface of pulled-out carbon fiber became rough. This indicated that there was some interaction between carbon fiber and epoxy resin, which resulted from possible chemical reaction. The result indicated why the tensile strength for modified carbon fiber/epoxy resin composites was better than that of untreated carbon fiber/epoxy resin composites.

SEM of fractured surfaces of tensile specimen: (a) and (b) modified carbon fiber/epoxy resin composites; (c) and (d) untreated carbon fiber/epoxy resin composites. SEM: scanning electron microscope.
Conclusions
Cyclic voltammetry was employed to study the electrochemical polymerization of acrylic acid/acrylamide two-component system on the carbon fiber surface with H2SO4 as electrolyte. With increasing cycle numbers, carbon fiber surfaces had more polymers and the electrochemical properties of polymer film were more stable, and the electrochemical polymerization process was irreversible. When the mass ratio of acrylic acid and acrylamide was 3:1, the effect of electrochemical polymerization was better. The lower scanning speed and higher H+ concentration were also favorable for the electrochemical polymerization. The Nyquist diagrams showed that the impedance spectrum in the whole frequency range was a large capacitive arc. The values of CLF and Cdl were closer with the mass ratio and scan rate. By the electropolymerization modification of carbon fiber surface, the tensile strength of the carbon fiber/epoxy resin composites was improved apparently. SEM micrographs indicated that there were a mass of polymers on carbon fiber surface. When the scan rate was 0.05 V/s and mass ratio of acrylic acid and acrylamide was 3:1, the modification of carbon fiber by electrochemical polymerization had the best effect. The SEM images also suggested that electropolymerization modification of carbon fiber was effective to improve the interfacial interaction between carbon fiber and resin matrix.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial support from Shenyang Science and Technology Bureau related to a project of science and technology (F14-231-1-28) is acknowledged.