
Abstract
This study reports the synthesis of multilayer Ti3C2Tx MXene through selective etching of Ti3AlC2 and its incorporation into Elium® thermoplastic resin at loadings of 0.25–1.0 wt.%. The resulting nanocomposites were characterized by scanning electron microscopy (SEM), X-ray diffraction, thermogravimetric analysis/differential scanning calorimetry, and mechanical tests, including tensile (ASTM D638), flexural (ASTM D790), and fracture toughness (ASTM D5045) analyses. The 0.75 wt.% MXene composite exhibited the most balanced performance, achieving a tensile strength of 69.45 MPa, a flexural strength of 110 MPa, and a 31% improvement in fracture toughness over neat Elium®. These enhancements were attributed to uniform nanofiller dispersion and effective interfacial interaction that facilitates stress transfer and crack deflection. SEM fractography revealed a transition from smooth, brittle fracture surfaces in the neat matrix to rough, branched crack paths in the MXene-filled composites, indicating improved energy dissipation. Overall, MXene/Elium® nanocomposites showed superior strength, toughness, and thermal stability, highlighting their potential as lightweight and recyclable materials for structural applications in automotive, aerospace, and protective sectors.
Introduction
Composite materials have become indispensable in modern engineering due to their high specific strength and stiffness, low density, and excellent impact and damage tolerance (Arya et al., 2023; Beylergil et al., 2025b; Yildirim et al., 2025). Epoxy, a well-established thermoset resin, remains a staple in various modern applications, due to its cost-effectiveness and widespread availability. Recent advances in nanotechnology have enabled the development of polymer-based nanocomposites with significantly enhanced mechanical and thermal performance through the uniform dispersion of nanoscale fillers (Balguri et al., 2021; Maurya et al., 2023; Pinto et al., 2023; Song et al., 2024). Research findings indicate that these additives markedly improve material properties through analyzing both micro and macro-scale interactions of fillers of varying dimensions within the composite matrix (Choi et al., 2021; Guven et al., 2024; Szeluga et al., 2020).
Karimi and Ramezanzadeh prepared high-performance polymer composites, synthesized two-dimensional (2D) graphene oxide and zero-dimensional graphene oxide quantum dots, and subsequently incorporated these materials into epoxy (Karimi and Ramezanzadeh, 2017). The data demonstrated that the fracture toughness of the epoxy composite with graphene oxide quantum dots increased by 175% compared to the graphene oxide/epoxy composite and by 700% compared to neat epoxy. Additionally, tensile stress measurements showed that neat epoxy showed a tensile strength of 55 MPa, and the graphene oxide/epoxy composite achieved 73 MPa. The graphene oxide quantum dots/epoxy composite reached an impressive 125 MPa. Furthermore, the energy at break increased by 300% for the graphene oxide/epoxy composite and 780% for the graphene oxide quantum dots/epoxy composite when compared to neat epoxy.
Firms and researchers worldwide concentrate more on thermoplastics. This is a practical choice instead of thermoset resins, which are not recyclable (Larsen et al., 2025). The change promotes better design and durable production of composite materials—this trend has a reason. Thermoplastics can be recycled, and people can reshape them later; they also resist chemicals well. They absorb significant energy and have long service lives (Khan et al., 2022; Ozturk et al., 2023). Arkema introduced Elium®, a low-viscosity (100–200 mPa·s) liquid thermoplastic resin that combines recyclability with easy thermoforming (Allagui et al., 2021; Cousins et al., 2019).
Bhudolia et al. (2019) conducted flexural experiments on the composites they developed using novel non-crimp carbon fabric (NCCF) Elium® and subsequently compared their results with those of epoxy-based composites. Their findings revealed that both composite structures exhibited comparable strength and hardness values. However, the Elium composites showed more pronounced deformation and extended load-bearing capacity under applied loads due to their viscoelastic nature. Additionally, an analysis of the bending strength and elastic modulus of the annealed composites revealed enhancements of 21% and 11%, respectively. Examination of the morphological structure further demonstrated that the annealed composites exhibited improved fiber-matrix adhesion. Kazemi et al. (2020) conducted low-speed impact tests on ultra-high molecular weight polyethylene (UHMWPE) fibers utilizing Elium resin across different energy levels spanning from 15 to 40 J. The results revealed that Elium composites exhibited a 40% higher peak load and a 240% enhancement in structural integrity relative to conventional epoxy composites. Bhudolia et al. (2020) developed thermoplastic tubular composites utilizing carbon fiber combined with the Elium resin serving as the polymer matrix, employing the bladder-assisted resin transfer molding method. The study aimed to evaluate the impact resistance and vibration-damping properties of these composite materials, comparing their performance with that of conventional epoxy-based pipes. The CF/Elium composites had a 16.3% increment in load-bearing capacity and an 18.9% increment in damage energy absorption over the conventional epoxy materials in the impact tests. Additionally, in vibration analysis, the CF/Elium composites showed a 21.7% increase in structural damping by modal analysis tests. Moreover, the CF/Elium composites also showed better stress behavior with less delamination in the bending test.
MXene, an innovative nanomaterial with a 2D layered structure, was discovered by Gogotsi and Barsoum's team in 2011 (Naguib et al., 2011). MXene belongs to the newly developed class of 2D materials, distinguished by large specific surface area, remarkable thermal stability, flame-retardant capability, and high mechanical strength. Such properties may be used to improve the flame retardancy and mechanical performance of polymers. MXene multilayers are synthesized by partial removal of the element “A” from the structure through chemical etching of the MAX phase (Gogotsi and Anasori, 2019). MXene has the general formula M n +1X n T x , where M denotes early transition metals (Mo, Ti, Hf, W, Cr, Sc, Zr, Nb, and Y), X corresponds to carbon or nitrogen, and T represents surface terminations such as –OH, –O, –F, and –Cl. (Deysher et al., 2020; Naguib et al., 2014). 2D nanomaterials, including graphene, MXene, and transition metal dichalcogenides, are increasingly recognized as effective reinforcements for improving mechanical properties. Their exceptional characteristics, such as high aspect ratio, extensive active surface area, and significant mechanical strength, contribute to their popularity in various applications (Bodduru et al., 2024; Saha et al., 2025; Sahu et al., 2017).
Liu et al. (2021b) conducted a comprehensive investigation and determined that incorporating 0.2 wt.% of Ti3C2TX into an epoxy resin matrix significantly enhanced several key properties of the composite material. Notably, there was an impressive increase in thermal stability as well as a 51% improvement in tensile strength and a 32% enhancement in flexural strength. These findings prove the effective role of Ti3C2TX as a reinforcing agent in the epoxy resin. However, it is essential to note that increasing the concentration of Ti3C2TX beyond this optimal level contributes to the formation of defects due to particle agglomeration. Such agglomeration hinders uniform filler dispersion within the matrix, ultimately causing a deterioration in the overall mechanical characteristics of the composite materials. Hajizamani et al. (2023) studied the unique integration of MXene in an epoxy resin binder. This approach yielded notable improvements; specifically, the onset degradation temperature shifted upward by 10.51%, demonstrating that the composite achieved effective reinforcement in thermal stability. Moreover, the elastic modulus was improved significantly with the incorporation of MXene by 43.51%, and the toughness was as high as 17.19%.
According to Shanmugam et al. (2019), the integration of thermoplastic UHMWPE fiber into Elium®, a methyl methacrylate-derived liquid thermoplastic resin, serves as a versatile matrix resulting in advanced thermoplastic polymeric composite systems. The delamination resistance of this composite under various loading modes is attributable to the robust adhesion at the fiber/matrix interface. Surface modification techniques involving the deposition of 0.03 wt.% functionalized multiwalled carbon nanotubes (MWCNTs) and polydopamine (PDA) on the fiber surface significantly enhance the interfacial bond connecting the fiber and the matrix. Experimental data obtained from double cantilever beam (DCB) tests demonstrate that the composite treated with PDA and the composite reinforced with 0.03 wt.% MWCNT in conjunction with PDA exhibit improvements in Mode 1 interlaminar fracture toughness (G1c) of 19.6% and 42.5%, respectively, when compared to the reference composite. Microstructural analysis of fracture surfaces by scanning electron microscopy (SEM) suggests that the increased G1c values stem from improved fiber/matrix adhesion achieved through PDA and MWCNT surface treatments. Additionally, the crack blunting at the crack tip, arising from the ductile nature of the thermoplastic Elium® matrix, contributes to the observed improvements in fracture toughness.
This study reports the fabrication and systematic characterization of MXene-reinforced Elium®-based thermoplastic nanocomposites through the incorporation of multilayer Ti3C2Tx, a material combination that has received limited attention to date. Multilayer Ti3C2Tx was incorporated into the Elium® matrix at systematically varied loadings ranging from 0.25 to 1.0 wt.% to assess its reinforcement efficiency. The core purpose of this work is to elucidate the relationship between MXene content and the mechanical, thermal, and morphological properties of the resultant nanocomposites. MXene was synthesized by selective etching of the Ti3AlC2 MAX phase and subsequently dispersed into the Elium® matrix using a combined ultrasonication and mechanical mixing protocol to achieve uniform distribution and minimize agglomeration. The composite materials have been subjected to an extensive experimental program to investigate their behavior. Mechanical characterization consisted of tensile (ASTM D638) and three-point bend testing (ASTM D790), and fracture toughness (ASTM D5045). Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC) were employed for thermal characterization to assess melting and glass transition temperatures in addition to mass residues. Structural and microstructural characterizations were performed through X-ray diffraction (XRD) and field-emission scanning electron microscopy (FE-SEM) analyses, offering evidence of phase evolution, dispersion uniformity, and failure behavior. By identifying the optimal MXene loading ratio that maximizes reinforcement while minimizing microstructural defects, this study aims to advance the design of mechanically robust and thermally stable materials.
This study exhibits unique aspects in terms of the addition of MXene to the Elium matrix, a thermoplastic recyclable polymer with proven thermal and mechanical advantages; the combined effectiveness of tensile and fracture toughness tests; the use of thermal analysis to support these data; and the examination of fracture surfaces by electron microscopy.
Materials and methods
Materials
In this study, high-purity precursors and commercial-grade reagents were carefully selected to ensure consistency and reproducibility in the synthesis and fabrication of MXene/Elium® nanocomposites.
Ti3AlC2 MAX phase (99%+ and 325 mesh) was sourced from Sigma-Aldrich, and hydrofluoric acid (40%) from Merck. Elium® resin (viscosity: 100 mPa·s and density: 1.02 g·cm−3) and benzoyl peroxide, used as the curing agent, were supplied by Arkema Industries. All chemicals were employed as received.
Preparation of multilayer Ti3C2Tx
The synthesis of Ti3C2Tx was carried out through selective wet chemical etching of Ti3AlC2, following a modified methodology from Hajizamani et al. (2023). In this process, 1 g of Ti3AlC2 powder was gradually added to 10 mL of 40% HF solution 1 and continuously stirred at 350 r/min at 35 °C for 24 h. After the reaction was completed, the product was repeatedly washed with ultrapure water using centrifugation at 4000 r/min. The acidic supernatant was removed, followed by the addition of ultrapure water and subsequent repeated centrifugation. The washing process was repeated until the pH of the supernatant exceeded 5. The final products were vacuum-dried at 60 °C for 24 h. The steps of the synthesis process are presented in Figure 1(a).
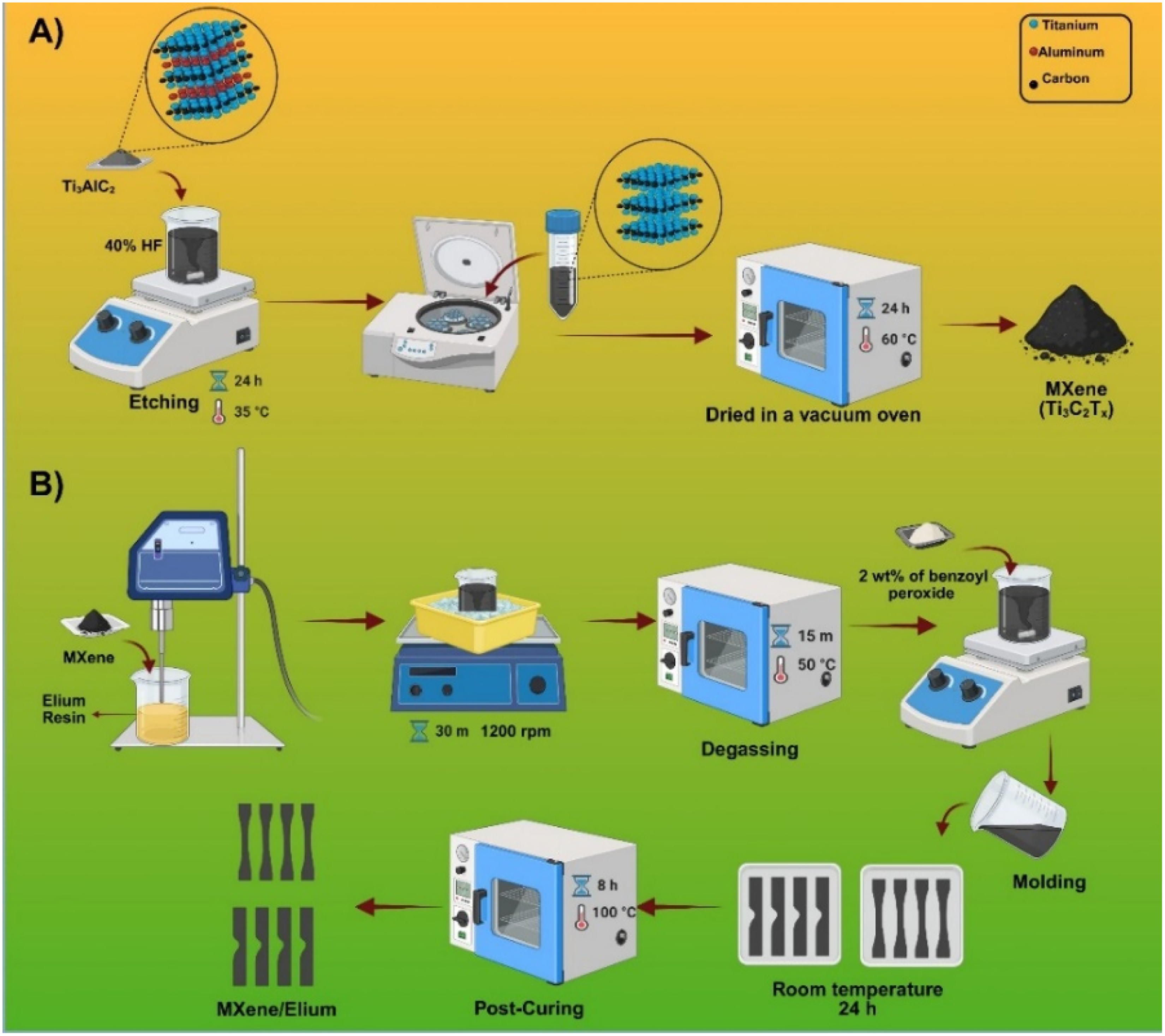
The flowchart of synthesis of two-dimensional transition metal carbides and nitrides (MXene) (a) and preparation of MXene/Elium composite materials (b).
Fabrication of MXene-modified Elium specimens
In this study, different weight percentages of MXene were incorporated into Elium® resin to fabricate MXene-reinforced nanocomposite specimens. Following earlier reports, five different MXene fractions (0, 0.25, 0.5, 0.75, and 1 wt.%) were incorporated relative to the resin weight, with the neat resin sample considered as the control (Montazeri et al., 2024; Qu et al., 2024; Vijayananth et al., 2025).
The MXene content was limited to a weight ratio of 1.0% for two reasons: (i) higher loadings reported in the literature often lead to significant particle agglomeration, increased viscosity, and processing difficulties in liquid thermoplastic systems (Gao et al., 2020; Liu et al., 2021a; Sheng et al., 2019; Si et al., 2019) and (ii) preliminary trials with higher MXene contents in Elium® resulted in poor dispersion and visible settling, indicating that a 1.0% weight ratio is a practical upper limit for achieving a reasonably homogeneous microstructure.
For each composition, 50 g of Elium® resin was weighed and transferred into a beaker. Corresponding amounts of MXene powder were added gradually to the resin according to the targeted weight ratio. The mixtures were first sonicated using a probe-type ultrasonic homogenizer (Bandelin SONOPULS HD 2200, 20 kHz) at 100% amplitude, using a pulsed sequence of 15 s on and 15 s off for a total sonication time of 30 min. Subsequently, the dispersion process was continued by mechanical stirring at 1500 r/min for an additional 30 min to promote homogeneous distribution of MXene within the Elium resin matrix (Wang et al., 2024). To prevent thermal degradation of the resin due to local overheating, the mixing was performed in an ice bath, and intermittent rest periods were used to maintain the resin temperature below 50 °C throughout the process.
After homogenization, the mixtures were degassed in a vacuum oven at 50 °C for 15 min to eliminate entrapped air bubbles formed during sonication. Once degassing was completed, 2 wt.% benzoyl peroxide curing agent was added to the resin mixture as an initiator (Kurdiş et al., 2025). The resin-curing agent mixture was then gently stirred using a mechanical stirrer at 500 r/min, avoiding vortex formation to minimize secondary bubble entrapment.
Prior to casting, stainless-steel molds were preheated to 70 °C and coated with a polyvinyl-based release agent to ensure easy demolding. The preheated molds facilitated improved flow and wetting behavior of the resin during casting, reducing the viscosity mismatch between the mold surface and the resin. This approach helped suppress void formation and promoted more uniform curing at the mold–resin interface.
The modified resins were carefully poured into the preheated molds and left to cure at ambient temperature for 24 h. Subsequently, a secondary curing stage was performed at 100 °C for 8 h to enhance the degree of polymerization and reinforce the mechanical behavior of the produced composites (Şenyurt et al., 2025). Figure 1(b) illustrates the flowchart outlining the production pathway of MXene/Elium composites. After post-curing, the samples were demolded, and the edges were gently polished using 300-grit sandpaper to remove surface defects and minor scratches that could act as stress concentrators during mechanical testing.
Materials characterization
XRD patterns were recorded using a PANalytical EMPYREAN diffractometer with a θ–θ geometry and Cu Kα radiation (λ = 1.5406 Å) generated under an applied voltage of 45 kV and a current of 40 mA. Data were collected in the range of 5° ≤ 2θ ≤ 90° with a step size of 0.026° in continuous scan mode. Fracture surface micrographs of tensile specimens were obtained using an environmental FE-SEM (ZEISS EVO LS10). An excitation voltage of 2 kV was applied in low-vacuum mode (0.8 torr) to suppress charging phenomena. Before scanning, the samples underwent iridium sputtering with a sputter coater from Edwards S150B, which involved a vacuum environment and a plasma exposure period of 60 s. The TGA curves of the MXene/Elium composite were meticulously assessed using a TG-DSC synchronous thermal analyzer (Setaram – Labsys Evo). This analysis was conducted across a comprehensive temperature range extending from ambient conditions to 600 °C, with the sample subjected to a controlled heating rate of 10 °C/min. TGA was conducted to assess changes in weight, thermal stability, and decomposition behavior as a function of temperature.
Tensile experiments were carried out according to ASTM D638 Type IV standard at a crosshead speed of 5 mm/min. The tensile specimens were prepared in the standard Type IV geometry with a gauge length of 25 mm. Flexural tests (ASTM D790) were performed at a crosshead speed of 2 mm/min, while fracture toughness measurements (ASTM D5045) were conducted at 10 mm/min using single-edge-notch bending (SENB) specimens. The SENB specimen dimensions were B = 5 mm, W = 20 mm, and a = 7.8 mm (a/W ≈ 0.39). For each configuration, five specimens were tested. All mechanical tests were conducted under extension control at ambient laboratory conditions (23 ± 2 °C and 50 ± 5% RH) using a Shimadzu AGS-X universal testing machine fitted with a 10-kN load cell. Error bars in the figures represent the standard deviation of the measurements.
Results and discussions
Particle size analysis of MXene based on the FE-SEM images
Figure 2 shows the FE-SEM image of MXene particles at 1000× magnification with a 20 µm scale bar (a) and the corresponding particle length distribution obtained from ImageJ analysis (b). The high-resolution micrograph served as the basis for quantitative particle size measurement. ImageJ was calibrated using the 20 µm reference bar, and particle lengths were measured along their major axis. The resulting histogram reveals the predominant size range of MXene flakes, providing an initial quantitative assessment of their morphology.
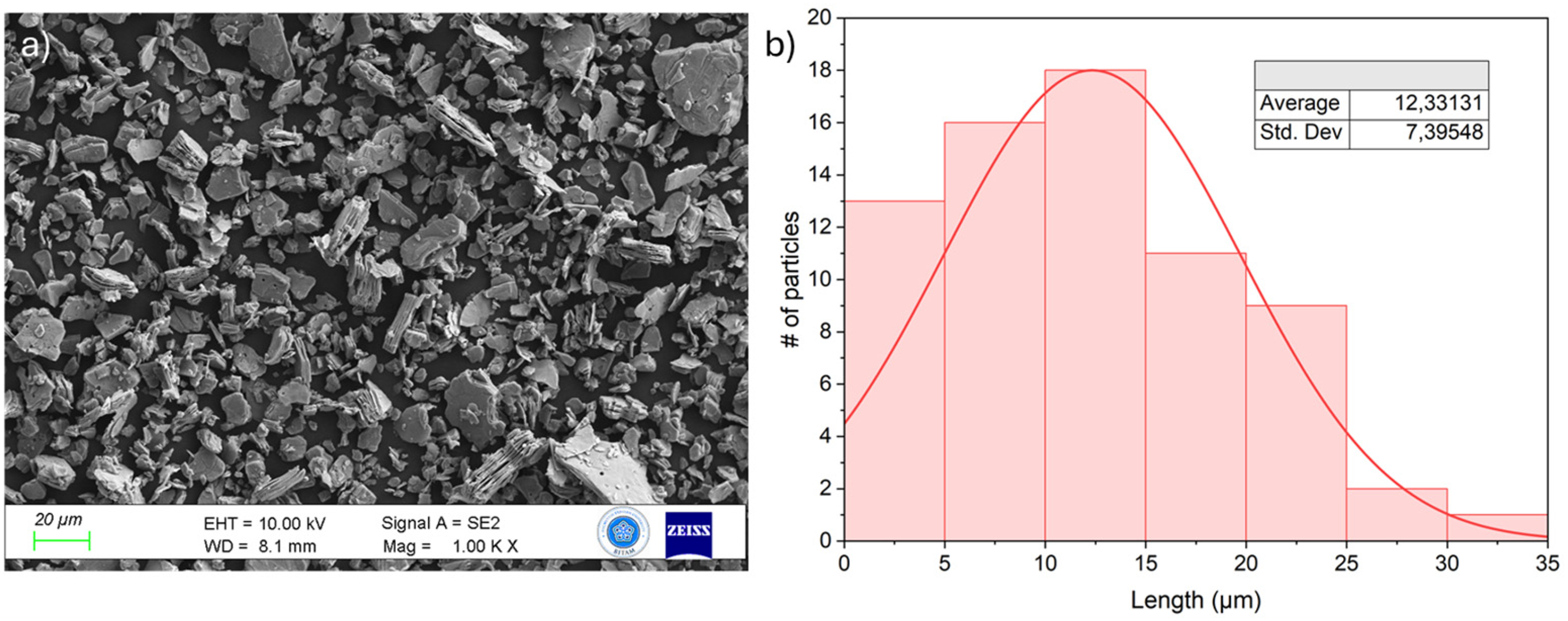
FE-SEM image of MXene particles at 1000× magnification with a 20 µm scale bar (a) and the corresponding particle length distribution obtained by ImageJ analysis (b).
XRD of MXene
Upon detailed examination of the XRD patterns presented in Figure 3, the Ti3AlC2 MAX phase exhibited characteristic peaks typical of its layered structure, while the Ti3C2Tx MXene displayed a distinct shift in its diffraction profile. The (002) reflection moved from 9.50° in Ti3AlC2 to 8.93° after etching, corresponding to an increase in the basal spacing from ∼9.3 to 9.9 Å according to Bragg's law (nλ = 2d sin θ), confirming the removal of the Al layer and the successful formation of Ti3C2Tx MXene (Azam et al., 2024; Naguib et al., 2015; Wang et al., 2017). The characteristic aluminum peak at 2θ ≈ 38°, visible in the Ti3AlC2 sample, disappeared completely in the MXene pattern (Çelik et al., 2024), further validating the transformation and effective exfoliation during synthesis.
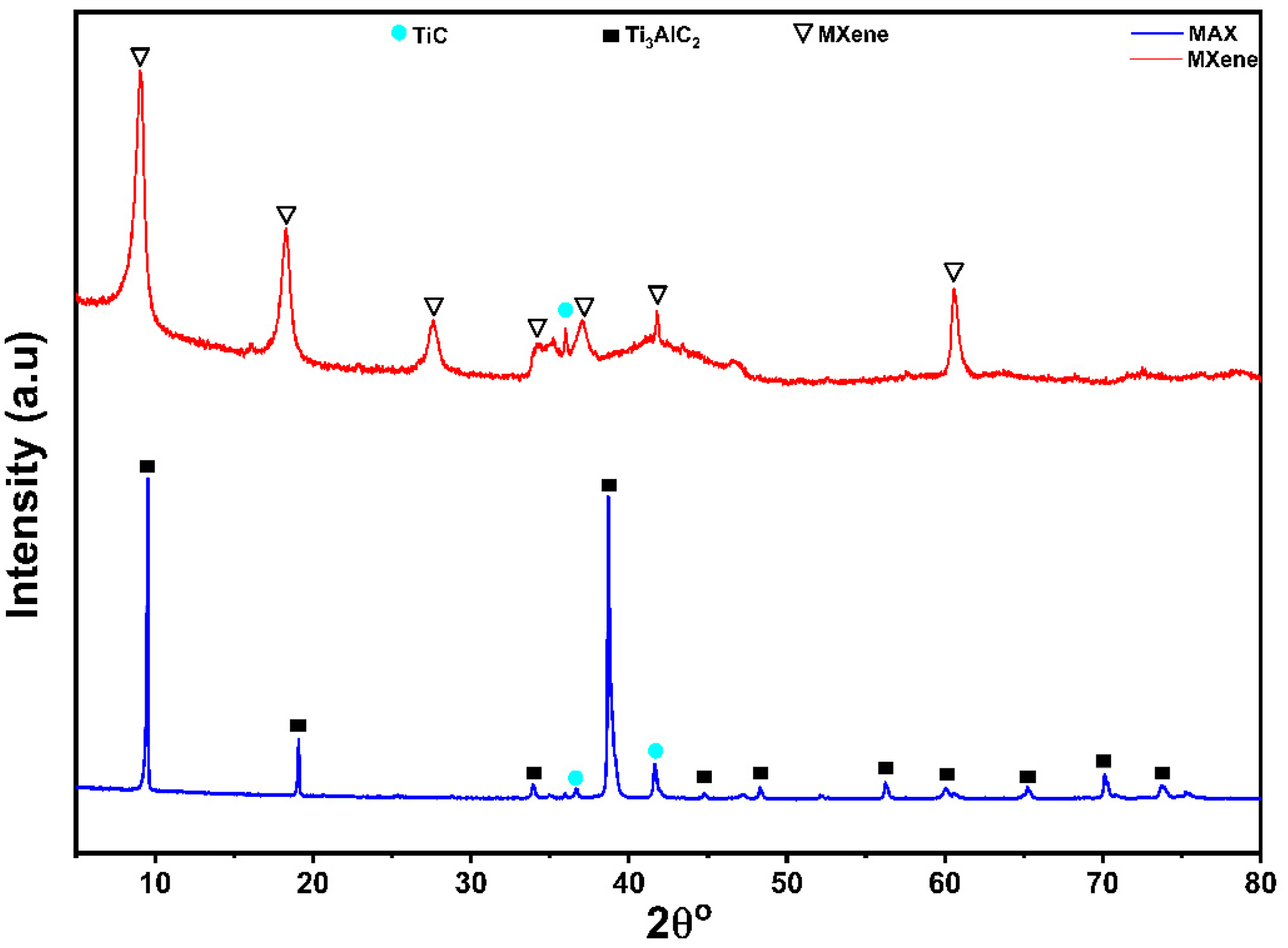
XRD patterns of MAX and MXene.
Additional weak peaks at 2θ = 35.94° and 41.73° were attributed to titanium carbide (TiC), consistent with ICDD card 00-032-1383, which lists diffraction peaks at 35.97° and 41.71° (Lotfi et al., 2018). These results collectively confirm the successful synthesis of Ti3C2Tx MXene with expanded interlayer spacing and minor TiC residues.
Following the XRD evaluation, Gaussian peak fitting was applied to the major MXene reflections (8.93°, 18.32°, 27.68°, and 60.72°) to determine their full width at half maximum (FWHM). The derived βcosθ and 4sinθ values were used in a Williamson–Hall (W–H) analysis to distinguish size- and strain-induced broadening. The average crystallite size was calculated as 8.78 nm, with a corresponding microstrain of 0.0158, confirming nanoscale crystallinity and measurable lattice distortion within the MXene structure.
These structural features, particularly the shift of the (002) reflection toward lower angles and the disappearance of the Al-related peak, are commonly reported indicators of effective MAX phase etching and the formation of Ti3C2Tx MXene in HF-based synthesis routes.
SEM of MXene
The morphology of Ti3AlC2 (MAX phase) powder before and after the etching process was studied using FE-SEM. Typical MAX phase characteristics are demonstrated by the compact structure and closely stacked lamellas, as can be seen in the SEM in Figure 4(a). The morphology is indicative of the strong interlayer bonding nature of this layered compound material, Ti3AlC2. The SEM image of the Ti3C2Tx (MXene), acquired following the etching process, is displayed in Figure 4(b). The image clearly illustrates the distinct separation of layers, indicating successful delamination and the emergence of a more extensive, open structure. This morphology is characteristic of MXenes and arises from the selective removal of aluminum using a hydrofluoric acid-based solution. The high-magnification SEM image shown in Figure 4(c) gives a more accurate view of the MXene structure, which consists of the lamellar and well-patterned manner between the stacking lamellae. Such a complex structure is especially beneficial for a variety of applications due to its large surface area. Figure 4(d) presents the energy-dispersive X-ray spectroscopy (EDX) data for the MXene sample, which reveals the elemental composition. The material composition by EDX was recorded as titanium (57.5%), carbon (14.4%), oxygen (17.4%), and a small amount of aluminum (1.4%). The markedly reduced aluminum signal intensity confirms that the aluminum layers were effectively eliminated during the etching procedure, thus verifying the effectiveness of the etching process. Additionally, the presence of oxygen in the EDX spectrum suggests the existence of surface functional groups (–OH, –F, and –O) that are commonly reported for HF-etched Ti3C2Tx MXene. These surface characteristics enhance its dispersion capability by increasing the hydrophilicity of the material (Anasori et al., 2023). This analysis confirms the successful synthesis of MXene from Ti3AlC2, resulting in a product characterized by both flexibility and desirable elemental properties.
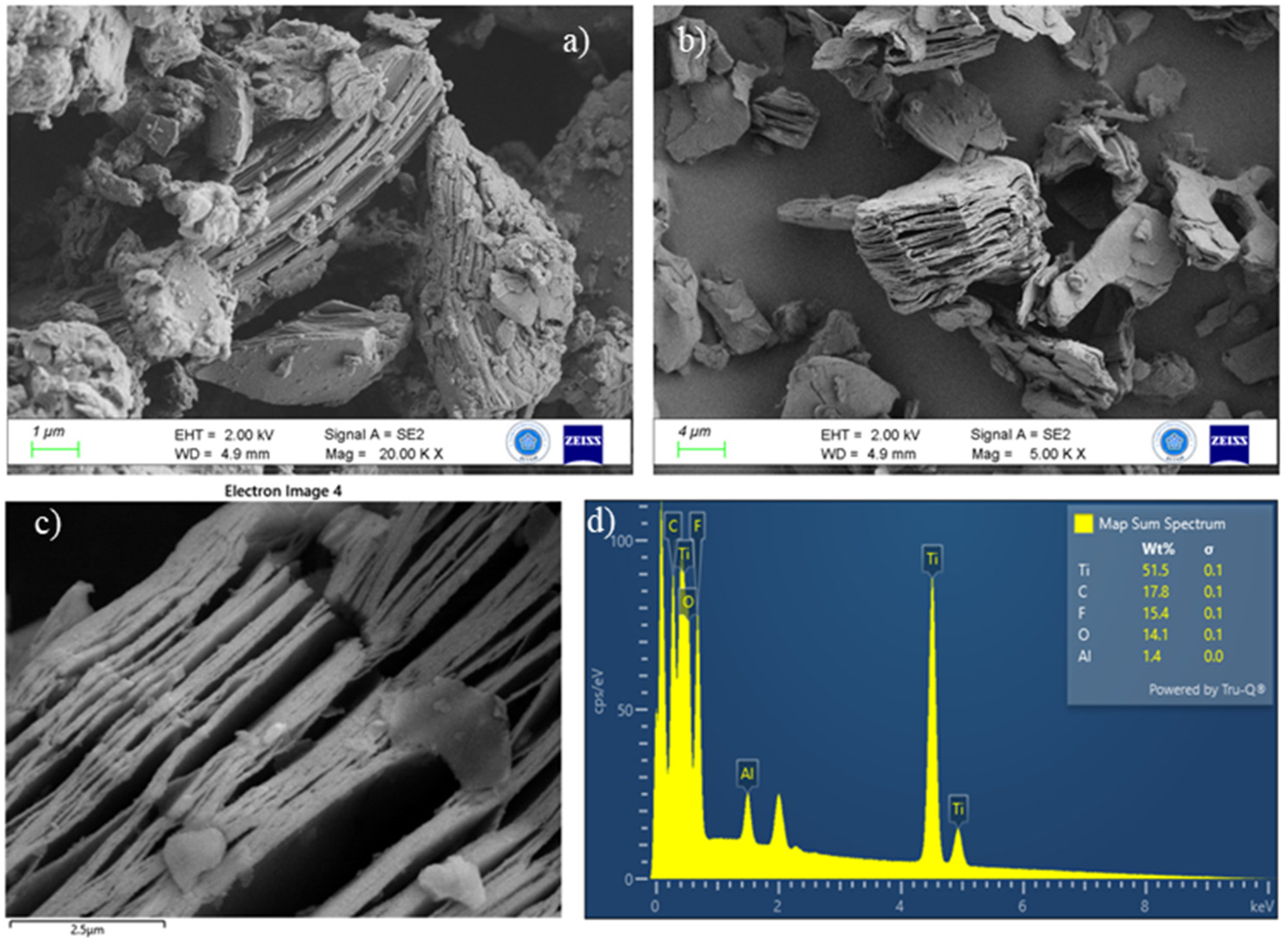
SEM images: (a) MAX phase, (b) low-magnification MXene, (c) high-magnification MXene, and (d) SEM-EDX MXene elemental analysis.
It should be noted that the MXene used in this study corresponds to multilayer Ti3C2Tx obtained after etching rather than fully delaminated nanosheets. Therefore, SEM analysis was primarily used to confirm the characteristic lamellar morphology and structural transformation from the MAX phase.
TGA and DSC analysis of MXene-reinforced Elium composite materials
Polymer composites are required to possess superior thermal insulation properties and exhibit resilience to elevated temperatures to minimize degradation during exposure to fire conditions. To evaluate their thermal stability, TGA curves were generated for pure Elium as well as for MXene-reinforced Elium composite materials at varying weight ratios of 0.25, 0.50, 0.75, and 1.00 wt.%, as shown in Figure 5. TGA is a critical analytical method used to identify the thermal decomposition temperature associated with a 10% weight loss, alongside the peak observed in the heat loss curve derived from DSC. These findings are considered a standard parameter for the evaluation of thermal stability in materials.
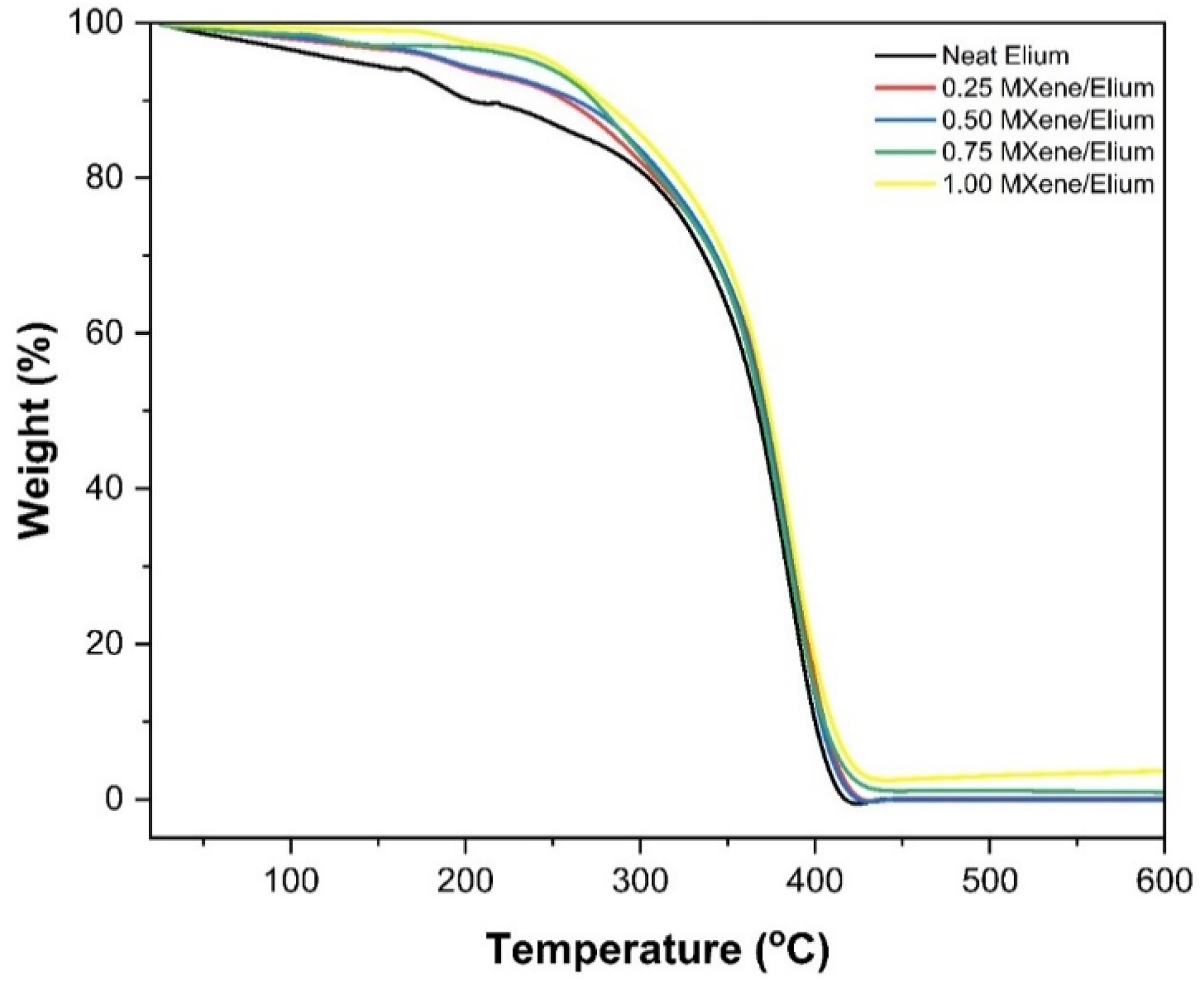
Neat Elium and different reinforced MXene/Elium composites TGA curves.
The TGA curves for the MXene/Elium matrix composites, displayed in Figure 5, reveal a notable trend: the thermal stability of the composites was found to increase with the proportion of MXene filler. This trend underscores the efficacy of incorporating MXene, which is renowned for its outstanding thermal stability, into Elium resins, thereby significantly enhancing the heat resistance characteristics of the developed materials (Wang et al., 2025). The results indicate that integrating MXene into the Elium resin matrix enhances its thermal stability and holds considerable promise for improving heat resistance.
Upon examination of Table 1, it is evident that the incorporation of MXene reinforcement significantly elevated the glass transition temperature (Tg), melting temperature, the temperature at which a 10% weight loss occurs, and the residual mass of Elium resin. A remarkable 39% increase was observed in the 10% weight-loss temperature of neat Elium, which rose from 204 °C to 284 °C. This enhancement indicates that the material exhibits delayed decomposition during exposure to fire and demonstrates improved thermal resistance by raising the decomposition temperature. The temperature at 10% weight loss (T₁₀), widely accepted as the onset of thermal degradation, is often used to evaluate thermal stability, particularly in nanocomposites where barrier effects and restricted chain mobility delay decomposition (Pešić et al., 2025). From a practical perspective, a higher T₁₀ delays matrix softening and degradation under elevated or localized temperatures, helping to preserve load-bearing capability and interfacial integrity during thermo-mechanical loading, which is critical for structural and damage-tolerant composite applications. While the residual mass for neat Elium resin was measured at 0.12%, Table 1 increased to 2.45% with the incorporation of MXene. An analysis of the melting temperatures of MXene-reinforced Elium composite materials with different weight ratios showed a significant increase compared to neat Elium resin.
TGA/DSC values of MXene-reinforced Elium composite materials.
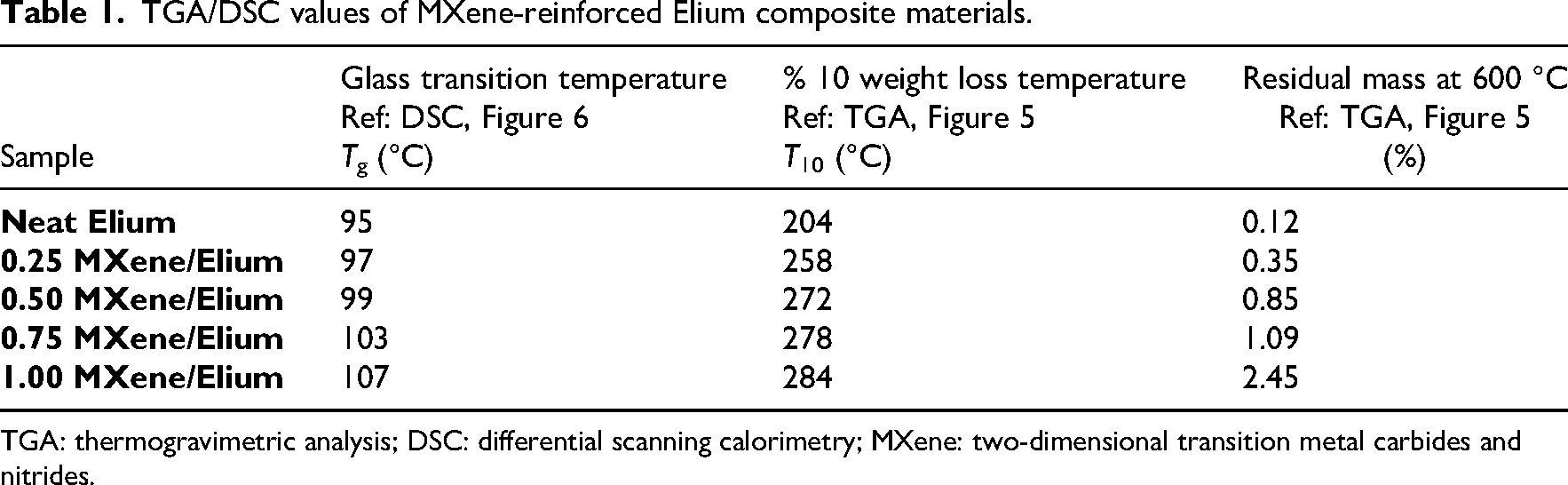
TGA: thermogravimetric analysis; DSC: differential scanning calorimetry; MXene: two-dimensional transition metal carbides and nitrides.
As illustrated in Figure 6, the DSC curve for MXene at various weight ratios (0.25, 0.50, 0.75, and 1.00 wt.%) incorporated as a filler in Elium resin is presented. This analysis determines the Tg, offering insights into the material's structural characteristics and macromolecular arrangement. Tg represents the temperature at which a polymer changes from a flexible amorphous phase to a rigid and brittle state (Ekrem, 2021; Ekrem et al., 2024). Tg has been observed to increase in MXene-reinforced Elium composite materials when compared to neat Elium resin. This enhancement is attributed to the MXene, which restricts chain mobility within the polymer matrix and improves heat conduction, resulting in a more rigid structure (Bailey and Winey, 2020). Furthermore, due to the elevated surface area and the presence of functional groups in MXenes, robust interfacial interactions are established with Elium resin. These interactions effectively reduce molecular mobility, contributing to the increase in Tg. Indeed, the incorporation of 2D nano-reinforcement hinders the mobility of polymer chains during their maturation, facilitating greater bond formation among the polymer chains (Idumah, 2023).
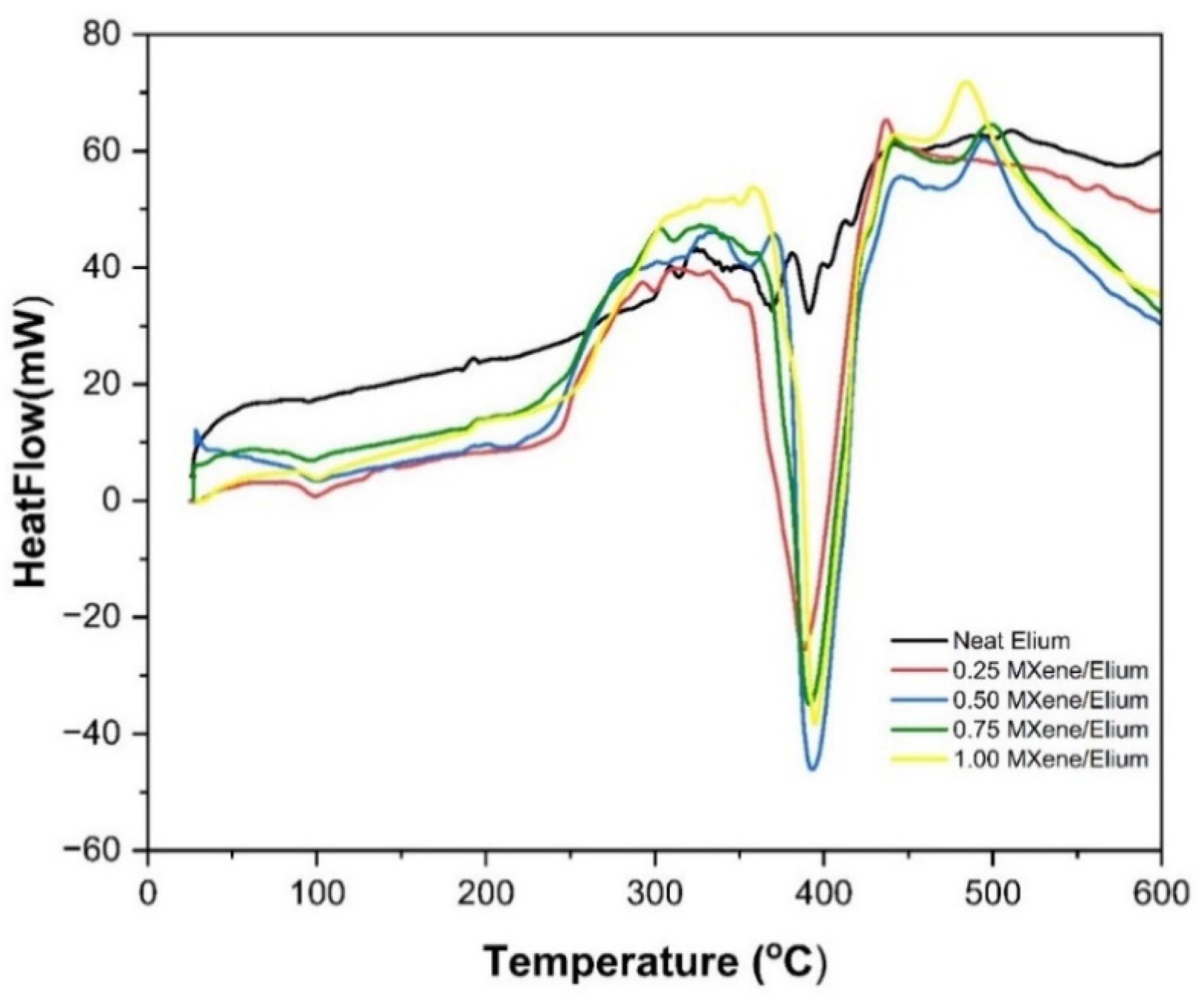
Neat Elium and different reinforced MXene/Elium composites DSC curves.
The increases in both the glass transition temperature (Tg) and the 10% weight loss temperature (T₁₀) are closely associated with the interfacial interactions between MXene platelets and the Elium® matrix. Surface terminations on Ti3C2Tx MXene (–OH, –O, and –F) enhance interfacial adhesion and restrict the mobility of polymer chains in the interphase region, which contributes to the observed increase in Tg by reducing segmental motion. In addition, the 2D layered structure of MXene acts as an effective thermal and mass transport barrier, delaying the diffusion of volatile degradation products and shifting T₁₀ toward higher temperatures. Similar interfacial- and barrier-controlled mechanisms have been reported for MXene-reinforced thermoplastic systems, where strong MXene–polymer interactions restrict chain mobility and delay thermal degradation, thereby improving thermal stability, in good agreement with the trends observed in the present Elium®/MXene composites (Sanaka and Sahu, 2024; Shayan Asenjan et al., 2024).
Tensile tests of MXene-reinforced Elium composite materials
Figure 7(a) illustrates the stress–strain behavior of Elium matrix composites reinforced with varying amounts of MXene. The pure Elium matrix (0.00% MXene) demonstrates relatively low tensile strength (53.39 MPa) and limited deformation capacity (∼0.253 mm). Raising the MXene fraction contributed to considerable improvements in the composites’ mechanical properties. Notably, at 0.75 wt.% MXene content, both the tensile strength (69.45 MPa) and deformation capacity (0.31 mm) reach their peak values. This enhancement is attributed to the high surface area of MXene and its effective interfacial interaction with the matrix, which enables efficient stress transfer. However, at 1.00 wt.% MXene content, a decline in performance is observed, potentially due to the agglomeration of MXene within the matrix, which creates stress concentrations. These findings align with previous studies, which also report that moderate MXene content enhances mechanical properties, while excessive amounts can impair performance (Sliozberg et al., 2020; Srinivas et al., 2024). The results indicate that 0.75 wt.% MXene is the optimal concentration for achieving superior mechanical performance, emphasizing the importance of precise control over the MXene content in composites.
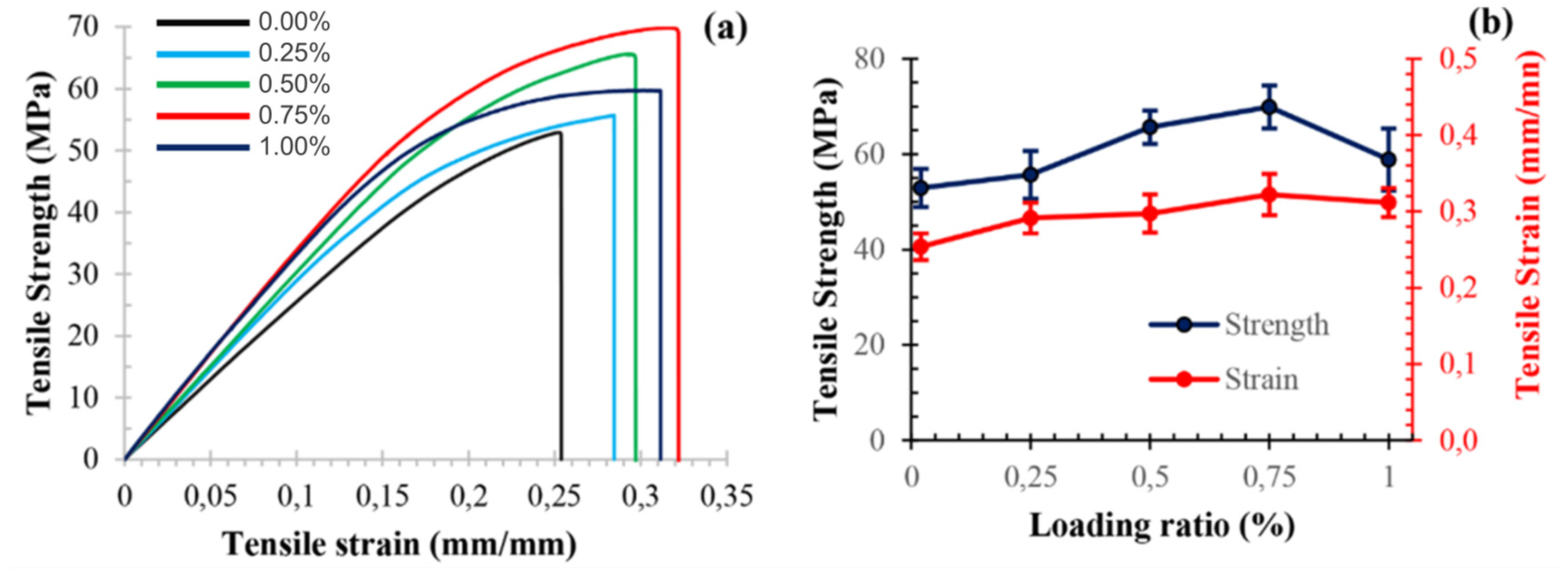
(a) Tensile stress–strain curves of Elium matrix composites reinforced with varying two-dimensional transition metal carbides and nitrides (MXene) concentrations and (b) variation in maximum tensile strength and strain as a function of MXene content.
Figure 7(b) presents the tensile strength and tensile strain values derived from the stress–strain curves in Figure 7(a), plotted as a function of MXene loading ratio. The tensile strength increases progressively with MXene content, achieving a maximum at 0.75 wt.%, followed by a slight decrease at 1.00 wt.%. This trend confirms the enhanced load transfer capability and mechanical reinforcement provided by MXene at optimal concentrations. The tensile strain, which represents deformation capacity, exhibits a relatively consistent increase up to 0.75%, with a minor reduction at higher MXene content. This reduction is likely caused by the agglomeration of MXene, which disrupts uniform stress distribution. These results highlight the balance between tensile strength and strain at the critical loading ratio of 0.75%, underscoring its significance in optimizing the mechanical performance of Elium matrix composites.
Flexural tests of MXene-reinforced Elium composite materials
Figure 8(a) illustrates the flexural stress–strain curves of Elium matrix composites reinforced with varying concentrations of MXene. The results reveal a notable enhancement in flexural strength with increasing MXene content up to 0.75 wt.%. The neat Elium matrix (0.00 wt.% MXene) exhibits a flexural strength of ∼82 MPa, whereas the composite with 0.75 wt.% MXene achieves a peak strength of 110 MPa, corresponding to an impressive 34% improvement. This increase is credited to the consistent dispersion of MXene within the matrix, facilitating effective load transfer and reinforcing the composite structure. However, at 1.00 wt.% MXene, a slight reduction in flexural strength is observed compared to the 0.75 wt.% sample. This decline is likely due to the agglomeration of MXene at higher concentrations, which introduces stress concentration points and reduces structural integrity. Such behavior aligns with previous findings on the mechanical properties of polymer composites with excessive filler content (Liu et al., 2021b; Prasad et al., 2024). In terms of flexural displacement, the results indicate a decrease as the MXene content exceeds 0.75 wt.%, suggesting a shift towards more brittle behavior. While the neat Elium matrix demonstrates lower ductility, composites reinforced with MXene show improved deformation capacity, particularly at concentrations below 0.50 wt.%. Despite the reduced ductility at higher MXene levels, the overall mechanical performance and load-bearing capacity of the composites are significantly enhanced, with the optimal balance observed at 0.75 wt.% MXene.
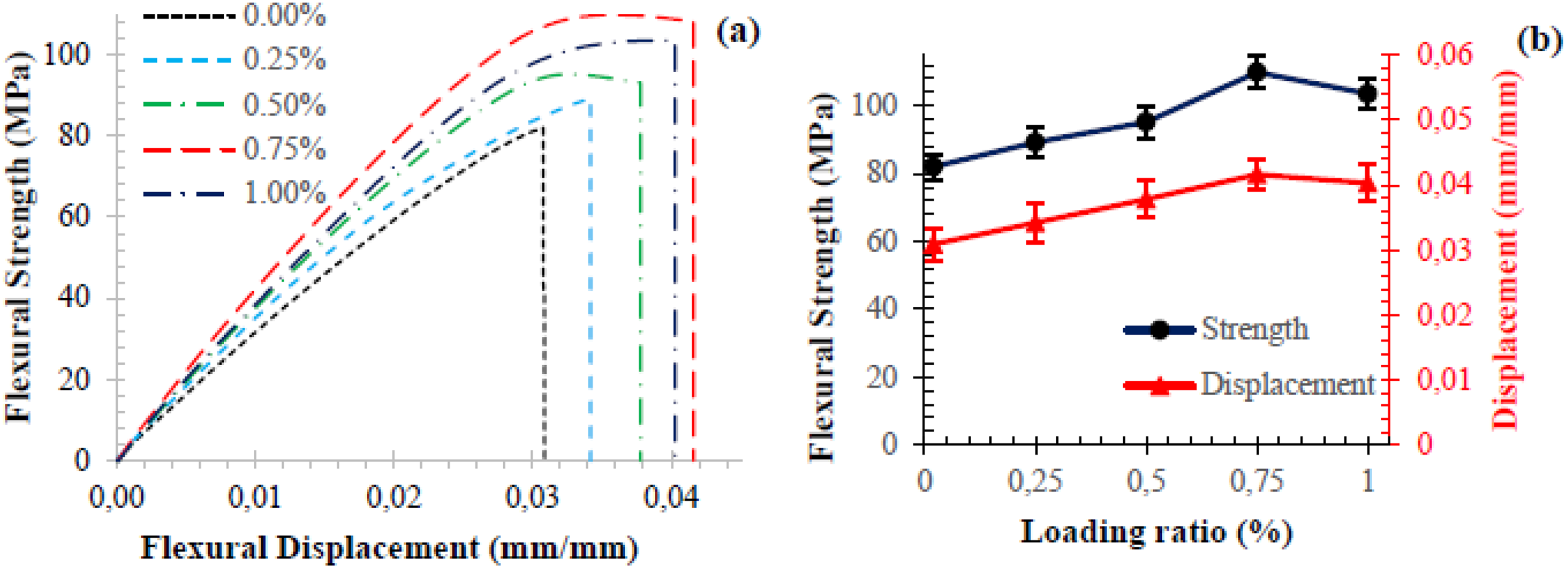
(a) Flexural stress–strain curves of Elium matrix composites reinforced with varying two-dimensional transition metal carbides and nitrides (MXene) concentrations and (b) changes in maximum flexural strength and displacement as a function of MXene content.
Figure 8(b) presents the relationship between MXene loading ratios and the corresponding maximum flexural strength and displacement, derived from the stress–strain curves in Figure 8(a). The flexural strength exhibits a clear upward trend with the incorporation of MXene, reaching its maximum at 0.75 wt.%. At 1.00 wt.%, the flexural strength plateaus or slightly declines, likely due to structural inhomogeneity and the formation of stress concentration sites caused by particle aggregation. The composite modified with 0.75 wt.% MXene achieves the highest displacement, ∼0.042 mm/mm, compared to 0.031 mm/mm for the neat Elium matrix. In contrast, the displacement for the 1.00 wt.% MXene composite reduces to around 0.04 mm/mm, further highlighting the increased stiffness and brittleness at higher MXene concentrations. This trend reflects the stiffening effect of MXene, which restricts the mobility of polymer chains, thereby reducing ductility while improving mechanical strength (He et al., 2023; Liu et al., 2022) and (Maurya et al., 2023; Song et al., 2024).
Fracture tests of MXene-reinforced Elium composite materials
SENB is conducted through a three-point bending test on a specimen that has been pre-notched. As depicted in Figure 9(a), the load–elongation curve maintains a slope that does not surpass 5%. Therefore, the maximum load, denoted as Pmax, is utilized for the calculation of fracture toughness (KIC). The KIC values were determined from the Pmax load by applying equations that are based on elastic stress analysis relevant to SENB specimens in the scope of the three-point bending test. Five specimens have been tested for each configuration.
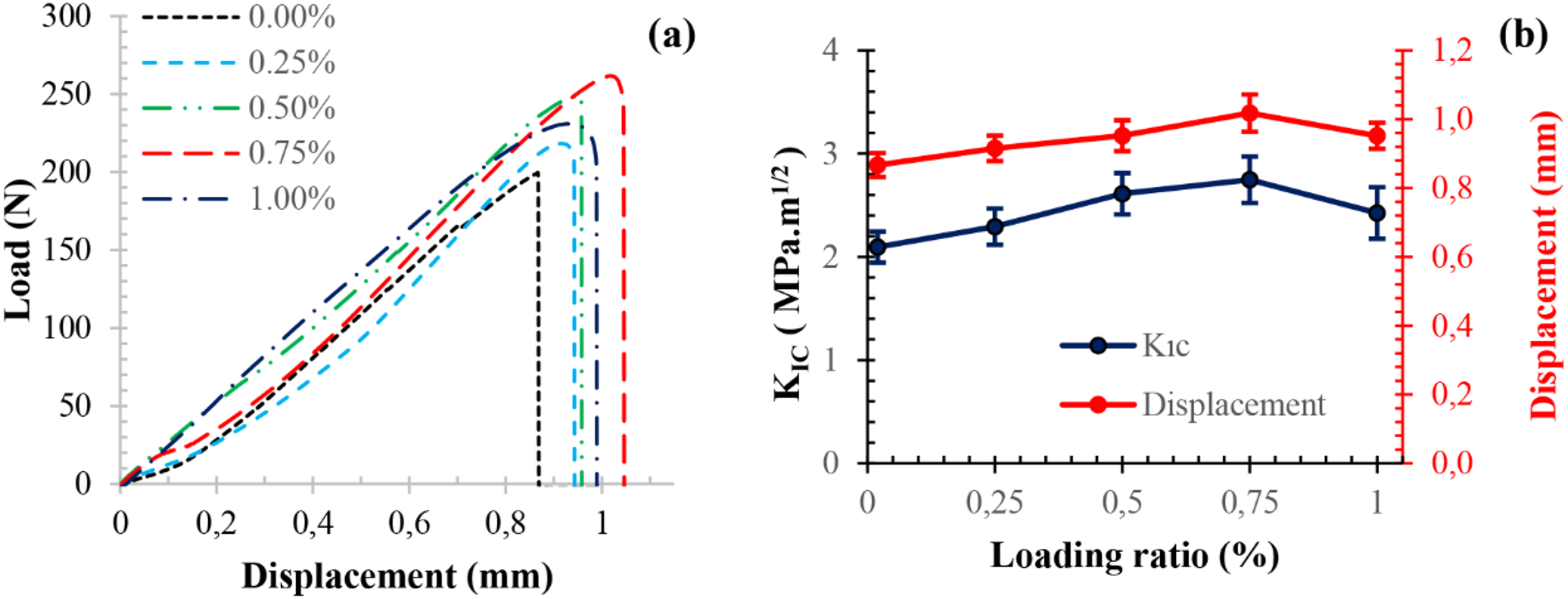
(a) Load–displacement curves of single-edge-notch bending (SENB) test specimens and (b) variation in maximum KIC fracture toughness and displacement.
Figure 9(a) demonstrates the load–displacement behavior of pure samples compared to that of samples reinforced with MXene at different concentrations. It is evident that the incorporation of MXene significantly enhances both the crack propagation load capacity and deformation capability of the samples. The pure sample exhibited the lowest load capacity, while the sample with 0.75% MXene content achieved the highest capacity. Notably, the improvement in load-carrying capacity became less pronounced beyond 0.75 wt.% MXene content, suggesting a saturation impact of the reinforcement.
Figure 9(b) highlights the impact of MXene content on the fracture toughness (KIC) and displacement values. The fracture toughness of the samples increased consistently with higher MXene ratios compared to the pure sample. For instance, the concentration of 0.25 wt.% MXene resulted in an ∼9% improvement in KIC, while 0.50 wt.% MXene contributed to a 25% improvement. The maximum improvement in fracture toughness, ∼31%, was observed for the sample containing 0.75 wt.% MXene. However, a slight reduction in the improvement trend was noted at 1.00 wt.% MXene, indicating potential agglomeration or saturation effects at higher concentrations.
Damage analysis of MXene-reinforced Elium composite materials
The fracture surfaces of the SENB specimens for neat Elium and the MXene/Elium composites are shown in Figure 10. These images help to connect the mechanical trends (the “Tensile tests of MXene-reinforced Elium composite materials,” “Flexural tests of MXene-reinforced Elium composite materials,” and “Fracture tests of MXene-reinforced Elium composite materials” sections) with the underlying damage mechanisms. Neat Elium (Figure 10(a)) exhibits a predominantly smooth and flat fracture surface with only limited roughness or crack deflection. Such morphology is typical of a relatively brittle, amorphous thermoplastic with low capacity for plastic deformation and energy dissipation, and it is consistent with the lower fracture toughness and flexural strength measured for the unfilled matrix (Beylergil et al., 2025a). In contrast, the composites containing 0.25–0.75 wt.% MXene (Figure 10(b) to (d)) display markedly rougher and more tortuous fracture paths, with clear evidence of crack deflection, branching, blunting, scarps, shear cusps, debris and river-mark regions (Jiang et al., 2024; Seyyed Monfared Zanjani et al., 2020). These features indicate that the propagating crack is repeatedly forced to change direction, branch, and interact with MXene platelets and the surrounding matrix. Each deviation of the crack front increases the effective fracture surface area and promotes additional plastic deformation in the matrix, which together enhance energy absorption. The progressive increase in surface roughness and the abundance of tortuous features correlate well with the improvements in tensile and flexural strength and with the higher fracture toughness values obtained at the intermediate MXene loadings.

Damage mechanisms of fractured surfaces of SENB test specimens with 1000× magnification; (a) neat Elium, (b) 0.25 MXene/Elium, (c) 0.50 MXene/Elium, (d) 0.75 MXene/Elium, and (e) 1.00 MXene/Elium.
At 1.00 wt% MXene (Figure 10(e)), the fracture surface still shows crack branching and blunting, but microvoids and locally weakened regions around MXene-rich zones become more apparent. These voids are likely associated with particle agglomeration and imperfect wetting at higher filler contents. Such defects can locally concentrate stresses and provide easier paths for crack advance, which explains why the gain in fracture toughness and strength tends to level off at the highest loading, despite the presence of additional reinforcement. Taken together, the SEM observations indicate that there is an optimal MXene content at which crack deflection and matrix plastic dissipation are maximized without introducing agglomeration-induced defects.
The high-magnification SEM images in Figure 11 provide further insight into how MXene platelets interact with the Elium matrix at different filler contents, and how these interactions relate to the mechanical trends observed in the tensile, flexural, and SENB tests. At 0.75 wt.% MXene (Figure 11(a)), the platelets are well dispersed and show clear evidence of good wetting by the Elium matrix. The matrix flows uniformly around the MXene surfaces, and no interfacial gaps or debonded regions are observed. This morphology is consistent with the tortuous crack paths, crack deflection, and plastic deformation zones identified in Figure 10(b) to (d). The presence of well-anchored MXene layers forces the propagating crack to deviate repeatedly, leading to multi-planar fracture surfaces and enhanced energy absorption. These features match the improvements in tensile and flexural strength and the higher fracture toughness measured at this loading level. For instance, fracture toughness increases by ∼31% at 0.75 wt.% compared to neat Elium, while the corresponding gain at 1.00 wt% is clearly lower (Figures 7 to 9), in line with the transition from well-dispersed to agglomerated MXene morphologies. Similar dispersion-dependent toughening mechanisms have been reported for Ti3C2Tx-modified acrylic and epoxy matrices, where well-distributed MXene platelets act as effective barriers to crack growth and promote matrix shear deformation (Hu et al., 2024; Yuksel Yilmaz et al., 2025).
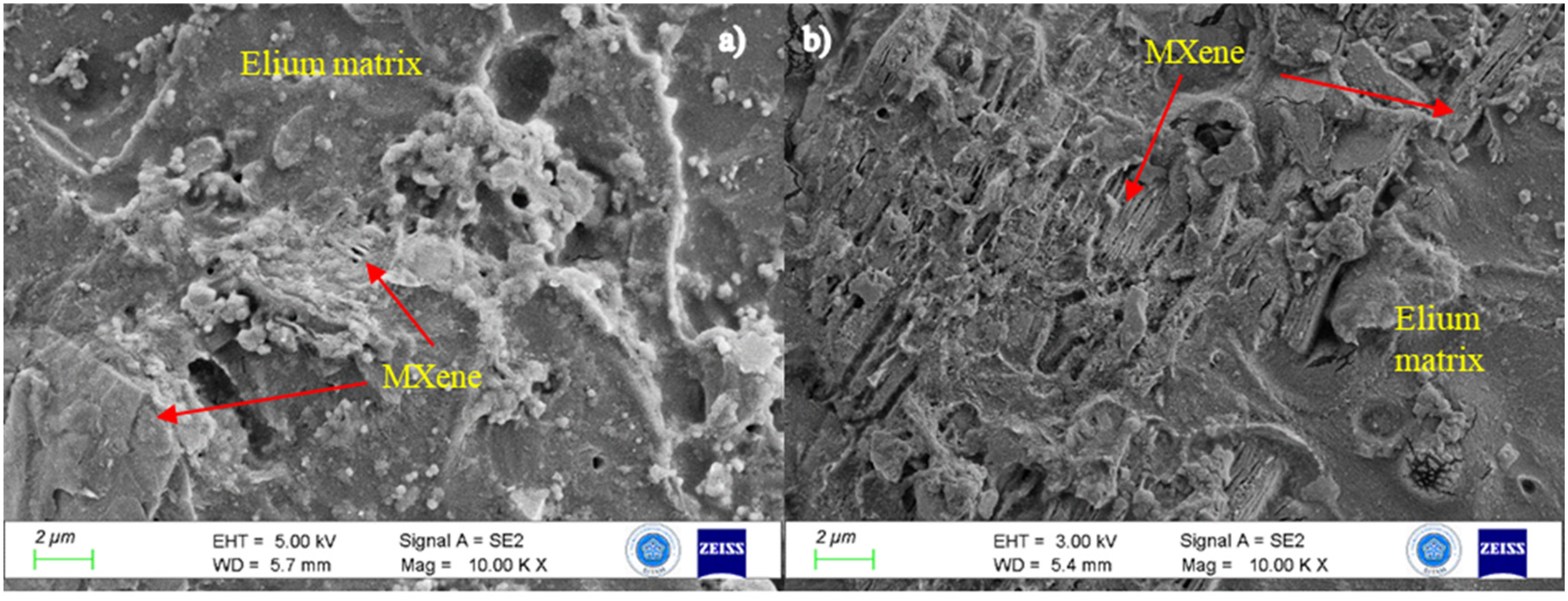
Damage mechanisms of fractured surfaces of SENB test specimens with 10,000× magnification; (a) 0.75 MXene/Elium and (b) 1.00 MXene/Elium.
In contrast, at 1.00 wt.% MXene (Figure 11(b)), localized platelet clustering and incomplete wetting become clearly visible. Regions containing densely packed MXene stacks exhibit interfacial voids and micro-gaps, indicating that the matrix cannot fully penetrate or adhere to agglomerated platelet bundles. These poorly wetted regions act as stress concentrators, accelerating crack initiation and enabling more brittle crack advance. This behavior is consistent with the mechanical results, where increasing the MXene content beyond 0.75 wt.% no longer provides additional gains in strength or toughness. Instead, a gradual decline or plateau becomes evident, in line with previous findings for MXene- and graphene-enhanced polymer composites showing that excessive nanofiller content promotes agglomeration, reduces load transfer and introduces premature fracture pathways (Liu et al., 2021b; Stern and Marom, 2024). The presence of pit-like defects around agglomerated MXene clusters in Figures 10(e) and 11(b) further supports this interpretation. These pits indicate localized debonding or insufficient resin infiltration, both of which reduce the composite's capacity to arrest or deflect cracks. When the crack encounters these weak zones, instead of branching or blunting, it advances more directly, lowering the effective fracture energy. In conclusion, the SEM observations confirm that the most effective MXene content is ∼0.75 wt.%, at which the platelets are well integrated into the matrix and actively contribute to crack deflection, shear deformation and energy dissipation. Higher additions disturb this balance and introduce defects that outweigh the potential reinforcement effect.
Conclusions
In this study, the effect of the incorporation of 2D multilayer Ti3C2Tx MXene micron-sized powders in different ratios by weight into the Elium polymer matrix on the mechanical properties and thermal properties of the composites produced was investigated. Mechanical and thermal properties were found to improve up to a certain amount (0.75 wt.%) with consistently increasing MXene content.
Tensile strength increased from 53.39 MPa for neat Elium® to higher values with MXene addition, reaching a maximum of 69.45 MPa at 0.75 wt.% MXene. Similarly, flexural strength increased from ∼82 MPa for neat Elium® to a peak value of 110 MPa at 0.75 wt.% MXene, while fracture toughness (KIC) improved by ∼31% relative to the neat matrix. These enhancements were attributed to the uniform dispersion of MXene layers, which facilitated efficient stress transfer and localized crack deflection.
Thermal analyses (TGA/DSC) revealed higher decomposition onset temperatures, increased residual mass, and elevated glass transition temperature (Tg), confirming improved thermal stability and restricted polymer chain mobility. Among all formulations, the 0.75 wt.% MXene/Elium® composite exhibited the most balanced and superior performance, achieving a tensile strength of about 69.45 MPa, a flexural strength of 110 MPa, and a 31% increase in fracture toughness. This composition also displayed enhanced thermal stability, with a 10% weight-loss onset at 278 °C and a Tg of 103 °C, representing improvements of 39% and 12.6% over the neat matrix. Practically, the increased Tg and delayed thermal degradation expand the usable service-temperature window and help maintain matrix integrity under thermo-mechanical loading, supporting structural reliability and damage tolerance.
Fracture SEM analyses confirmed these findings, showing indications of extensive crack branching, shear cusps, river markings, and rough fracture surfaces indicative of strong interfacial bonding and efficient energy dissipation. Overall, MXene-reinforced Elium® nanocomposites demonstrated significant mechanical and thermal enhancement, with 0.75 wt.% MXene providing the optimal balance between reinforcement and dispersion stability. These results highlight the crucial role of nanofiller concentration and interfacial architecture in designing next-generation, multifunctional, and recyclable thermoplastic composites for structural applications.
Footnotes
Acknowledgements
This study received funding from the Necmettin Erbakan University Scientific Research Projects Coordination, under project number [24GAP19004]. The first author, Bayram ÜNAL, expresses appreciation to the Scientific and Technological Research Council of Turkey (TÜBİTAK) for providing scholarships through the “2211-C Priority Areas PhD Scholarship Program,” with the grant number [1649B032309363]. The authors express their gratitude to Biomedical Engineer (MSc) Safiye Nur Yıldız for contributing to the graphical illustrations. ![]() was generated using BioRender™.
was generated using BioRender™.
Author contributions
Bayram Ünal: investigation, methodology, data curation, formal analysis, visualization, and writing–original draft. Yasin Uslugil: investigation, methodology, data curation, and writing–review and editing. Hasan Ulus: investigation, methodology, data curation, conceptualization, and writing. Mürsel Ekrem: project administration, funding acquisition, resources, methodology, conceptualization, formal analysis, supervision, and writing–review and editing. Hayrettin Düzcükoğlu: methodology and data curation.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Necmettin Erbakan University Scientific Research Projects Coordination, Türkiye Bilimsel ve Teknolojik Araştırma Kurumu (grant numbers 24GAP19004 and 1649B032309363).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
All data supporting the findings of this study are available from the corresponding author upon reasonable request.