
Abstract
Thermo-oxidative aging (TOA) is a crucial factor that judges the serviceability of a composite material. Therefore, olive husk wastes (OHWs) was subjected to mechanical and chemical treatments in the first and second stages to check its potential as a reinforcement for unsaturated polyester (UPE) to produce PWC. The mechanical treatment involved milling using a ball mill, followed by mechanical sifting to obtain the smallest particle size. Raw OHW (R-OHW) was progressively increased from 0 to 50 phr and incorporated into the UPE resin. The prepared composites were subjected to TOA process using an air-circulating furnace. The unaged and aged samples were characterized with respect to mechanical properties. The highest retention% was displayed by the sample with 30 phr OHW. The sample with 10 and 30 phr content was subjected to hydrogen peroxide (P-OHW) and di-octylphalate (DOP) treatments (D-OHW) under ambient conditions for 24 h, followed by incorporation into the UPE resin. The prepared composites were undergone TOA process, as before. It has been found that the composition with 10 phr OHW displayed the highest retention% in terms of mechanical performance. Thus, the chemical treatment decreased the OHW amount to be incorporated into the UPE.
Introduction
Composite materials are a combination of two or more materials, and they are widely used in various applications that range from kitchen tools to military and aircraft manufacturing, owing to their high quality and low cost. 1 Polymer-based composites are most commonly engineered due to their low cost and excellent performance with reference to their mechanical, chemical, and dielectric properties. 2 Normally, such a combination of materials comprises a matrix and reinforcement, and the matrix is synthetic-based petrochemical polymers, such as unsaturated polyester, while the reinforcement could be either synthetic or renewable materials. Some types of polymer composites filled with glass fiber reported high tensile strength performance similar to that of steel; their stiffness was superior to that of aluminum, and their weight was very much lower than that of steel.3–6 For example, glass fiber-reinforced unsaturated polyester resin (UPE) composite materials have become substituents for conventional structural materials, such as wood and steel, in certain applications due to their mechanical performance, as mentioned earlier. The mechanical properties of polymer composites are a function of the constituent properties and nature of the interfacial bonds.7–9 Renewable reinforcements released during the industrial processes of agricultural products are named as industrial agricultural wastes. They have great potential in the fabrication of polymer composite materials due to their high strength, eco-friendly nature, low cost, availability, and sustainability. However, industrial agricultural waste is one of the most important problems that must be resolved for the protection of the global environment. 10 Currently, the strategy to handle such waste consists of three options, which are reduce, reuse, and recycle waste to prevent any negative impact on ecosystems and ultimately the human community. Common procedures to eliminate such wastes are burning for thermal energy production, which increases the carbon dioxide content enhancing the global warming phenomena, or animal livestock, which sometimes causes toxicity. Recently, such agro-industrial wastes have been utilized to produce bio-based composites, although the collection, transportation, and processing of such industrial agricultural wastes are costly.11–13 For example, UPE-based composites with jute fibers showed a mechanical performance similar to that of UPE composites filled with glass fiber.14–20
This work aimed to modify the olive husk waste (OHW) mechanically and chemically in the first stage, and in the second stage, to check its potential application as a reinforcement by fabricating a composite-material-based UPE. A significant parameter for evaluating the serviceability of polymer composites is accelerated thermo-oxidation because the thermal degradation of the composite is highly related to the age of the composite. Therefore, the mechanical performance of the composites will be reported under ambient and elevated conditions at 60°C.
Experimental
Materials
Unsaturated polyester (UPE), dioctyl phthalate (DOP), and dicumile peroxide (DCP)/Co were supplied by intermediate chemical industries (Jordan). The (OHP) was supplied by local olive refinery in Jordan. Sodium percarbonate (2 Na2CO3 · 3 H2O2) of commercial grade was collected from the local market.
Formulations
The recipe used to produce the UPE composites was based on parts per hundred parts of the resin (phr). The OHW content varied from 0 to 50 phr. The curative system consisted of a DCP/Co system.
OHW pre-treatment
Raw olive husk powder (R-OHW) was broken apart by a manual hammer that weighed 1 kg. The samples were sun-dried for 2 weeks to eliminate any volatiles. The dried materials were placed in an air-circulating oven at 70°C until constant mass was achieved; this was followed by cooling. The dried material was milled using a ball mill, followed by sieving in a Retsch AS 200 shaker for 10 min to obtain fine particles, as shown in Figure 1. A powder with D50 value was selected to produce the UPE composites. The OHW was immersed in DOP at room temperature (RT) for 24 h; the ratio of DOP to OHW was 1:2. The DOP-coated OHW (D-OHW) was heat-treated using an air oven at 60°C for 4 h until the powder was dry, followed by annealing at RT for 48 h. D-OHW was viewed under an SEM. The mechanically treated OHW was immersed in a commercial grade of 6.5% sodium percarbonate solution under stirring at RT for 24 h; the ratio of OHW to peroxide was 1:20. The mixture color was converted from brown to ivory. The mixture was filtered using a suction filtration apparatus. The residue was dialyzed by washing with distilled water many times to remove any impurities. The residue, which was a cellulose-rich material, was dried. Peroxide-treated OHW (P-OHW) was viewed under SEM. Sieve analysis of the OHW after mechanical treatment.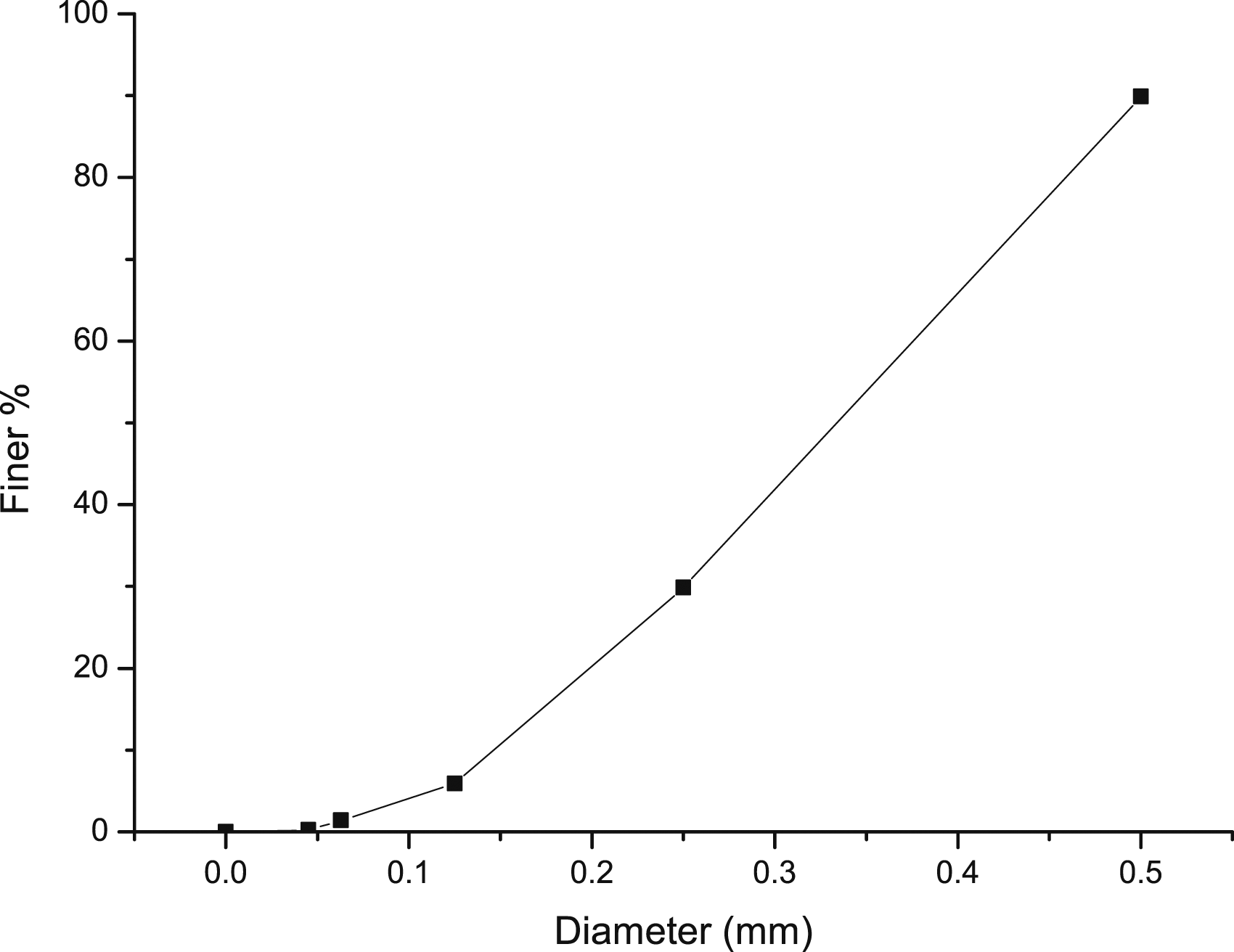
Preparation of (UPE/wood) composites
The percentage of R-OHW was progressively increased from 0 to 50 phr in the matrix as the wt./wt. percentage. OHW was added to the UPE and extensively distributed within the matrix. The curative system was then incorporated, which consisted of a DCP/Co system. The mixture was then cast in Teflon molds. The specimens were left at RT for 5 days before testing. D-OHWs and P-OHWs were incorporated into the UPE using the procedure mentioned above. The D-OHW and P-OHW concentrations were 10 and 30 phr consequently.
Characterization and testing
Impact test
Rectangular specimens with 64 × 10 × 3 mm dimensions for notched Izod impact test specimens were prepared. The test was carried out according to ASTM, D-356-88 using a CEAST model 6545 impact-testing machine. The hammer energy was 7.5 J, and the velocity was 3.0 m/s. The absorbed energy was detected on the monitor, and the value was subjected to the elimination of 0.01 J as friction energy value width and 2 mm thickness with a V-notch with a length of 2.5 mm using a notch tool. Impact strength was calculated according to the following equation
21
:

Spectral analysis
The ATR-IR spectra of the R-OHW were directly obtained in the 400–4000 cm−1 region using a Bruker ATR-IR spectrometer with 32-scan in each case at a resolution of 4 cm−1 in transmission mode.
Scanning electron microscope (SEM)
The topographies of the untreated and treated powders were inspected using a SEM (model JEOL 840A, JEOL Ltd, Tokyo, Japan). The objective is to get an idea regarding the morphological changes that occurred in the powder after treatment. The quality of bonding and filler dispersion within the UPE composites, as well as the fracture mode of the composites, were inspected.
Flexural strength
The flexural strengths of the samples were tested using a HOYTOM universal testing machine with 10 kN maximum load. The specimens were prepared with dimensions of 120 × 16 × 3 mm. Flexural strength was calculated according to the following equation 22 :
Thermo-oxidative aging (TOA)
TOA studies were performed according to BS 7646 on rectangular specimens for impact and bending tests. The samples were placed in an air oven and aged at 60°C for 3 days. The retention of the properties is calculated as
23
:

Moisture uptake
Short-term water absorption was carried out on 1 g of rectangular specimens with 3-mm l thickness. The samples were weighed prior to immersion in distilled water. The samples were immersed for 72 h and re-weighed with an analytical balance of 0.1 mg resolution. The percentage weight gain was determined according to the following equation 24 :
Water Uptake % =
Results and discussion
OHW characterization
The spectral analysis of R-OHW using the attenuated total reflectance-infrared (ATR-IR) technique is shown in Figure 2. The functional group region of the IR spectrum between 1500 and 4000 cm−1 displayed few prominent peaks. The hydroxyl group (-OH) at 3500 cm−1 is related to the -OH of the phenol compounds of lignin, and the rounded shape of the O-H stretching occurred because of hydrogen bonding between the different hydroxyl groups. The bands were typical of the aromatic compounds of lignin are shown at 1500–1600 cm−1, as marked in Figure 2, while the –CH groups are displayed at 2900 cm−1. The finger group region showed the C-O-C bond of the cellulose of the OHW at 1000–1300 cm−1. The topography of R-OHW was inspected using a scanning electron microscope (SEM). It is noted that the powder is agglomerated lumps of spherical shape. The large agglomerates were due to strong hydrogen bonds related to the presence of hydroxyl groups, as evidenced by the IR data shown in Figure 2. ATR-IR spectrum of R-OHW.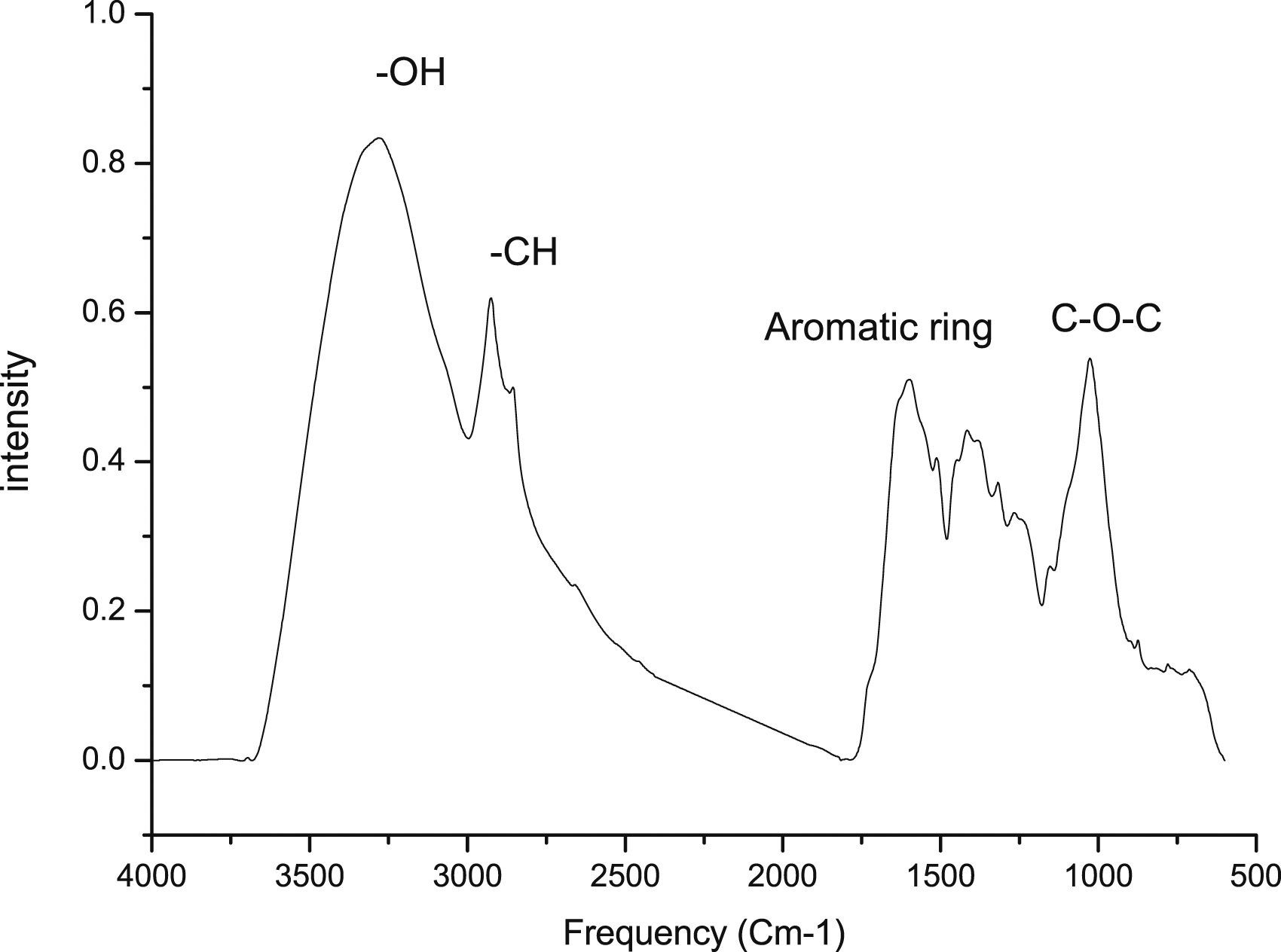
The effect of DOP treatment on the morphology of OHW
Figures 3 and 4 show the SEM images of the raw OHW powder (R-OHW) and the DOP treated OHW (D-OHW). It is shown that the texture topography is different from that of R-OHW. This suggests that DOP is adsorbed on the surface of the OHW particles, which is due to the dipole interaction between DOP and the functionalized OHW. SEM image of Raw OHW. SEM image of D-OHW at 1000×.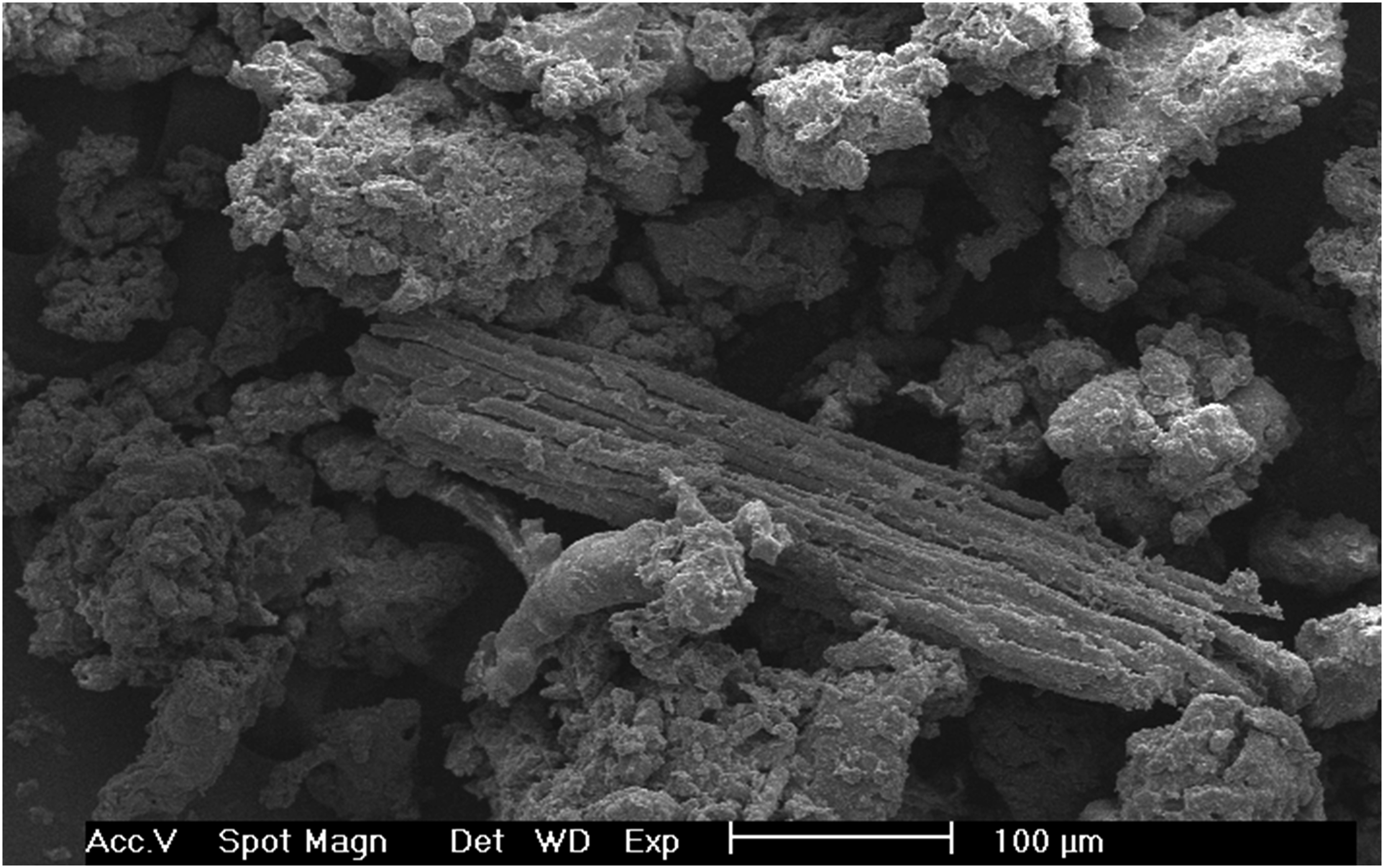
The effect of peroxide treatment on the morphology of OHW
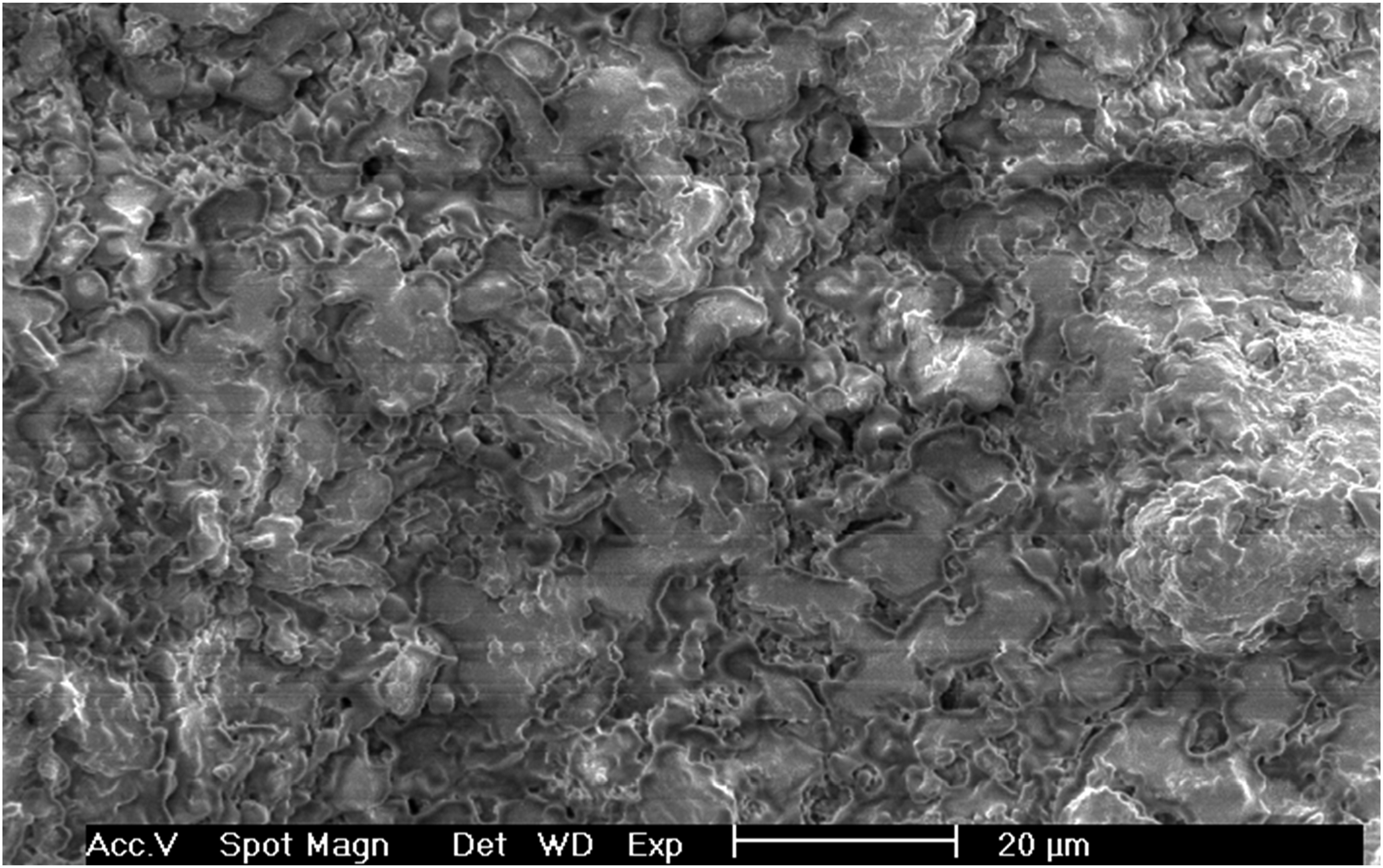
Figure 5 displays the topography of the peroxide-treated OHW as viewed under SEM. It was found that the particle size was reduced, as compared to the raw sample; fewer agglomerates and a more porous structure were observed due to the removal of lignin and hemicellulose, and consequently, the extent of hydrogen bonding was reduced. SEM image of P-OHW at 1000×.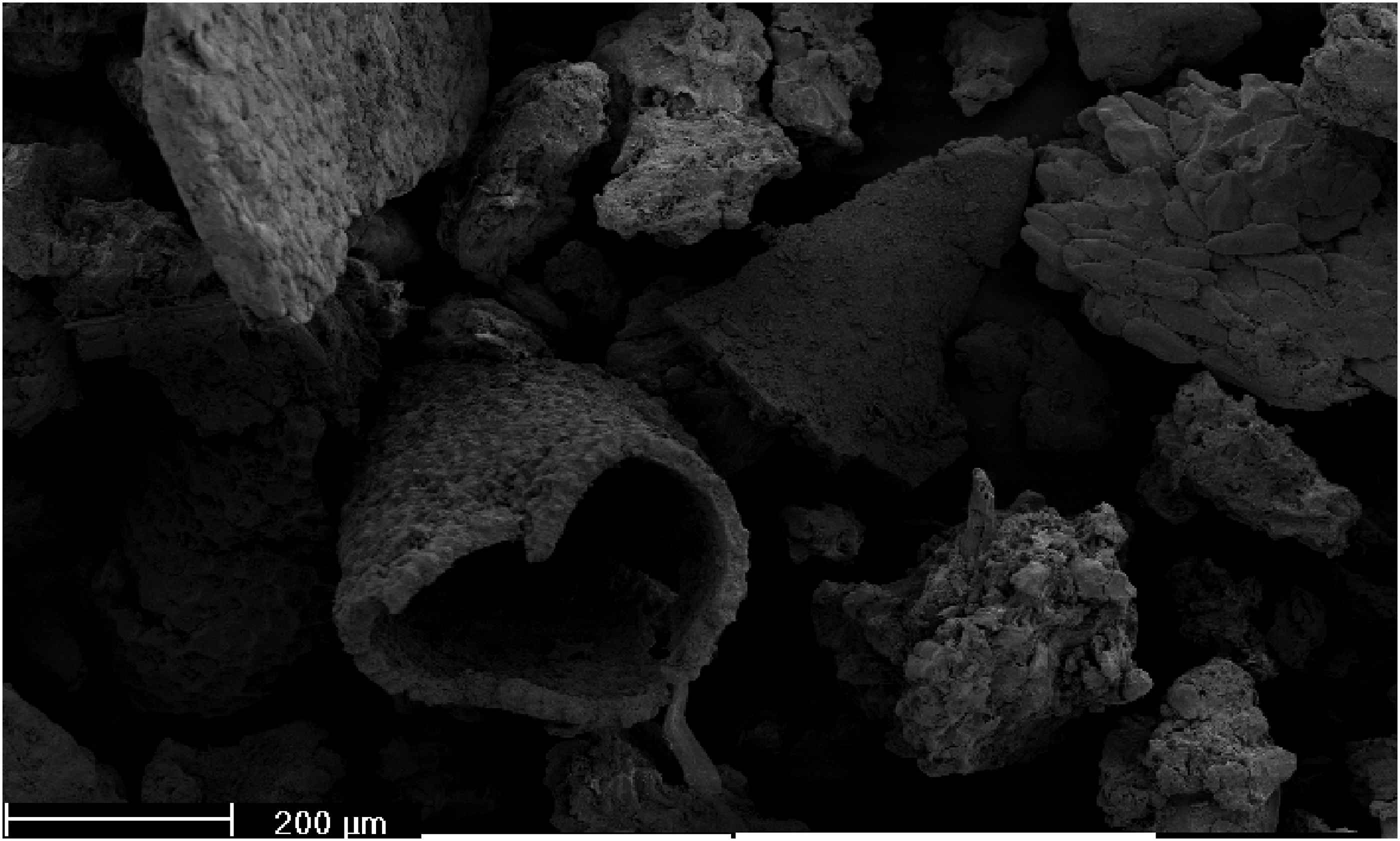
Flexural strength
Figure 6 shows the effect of OHW loading on the flexural strength of the UPE composites under ambient conditions. It can be seen that the flexural strength decreased with R-OHW loading, as compared to the pristine UPE. This is because the agglomerates of R-OHW indicate that the filler was not well dispersed within the matrix.
17
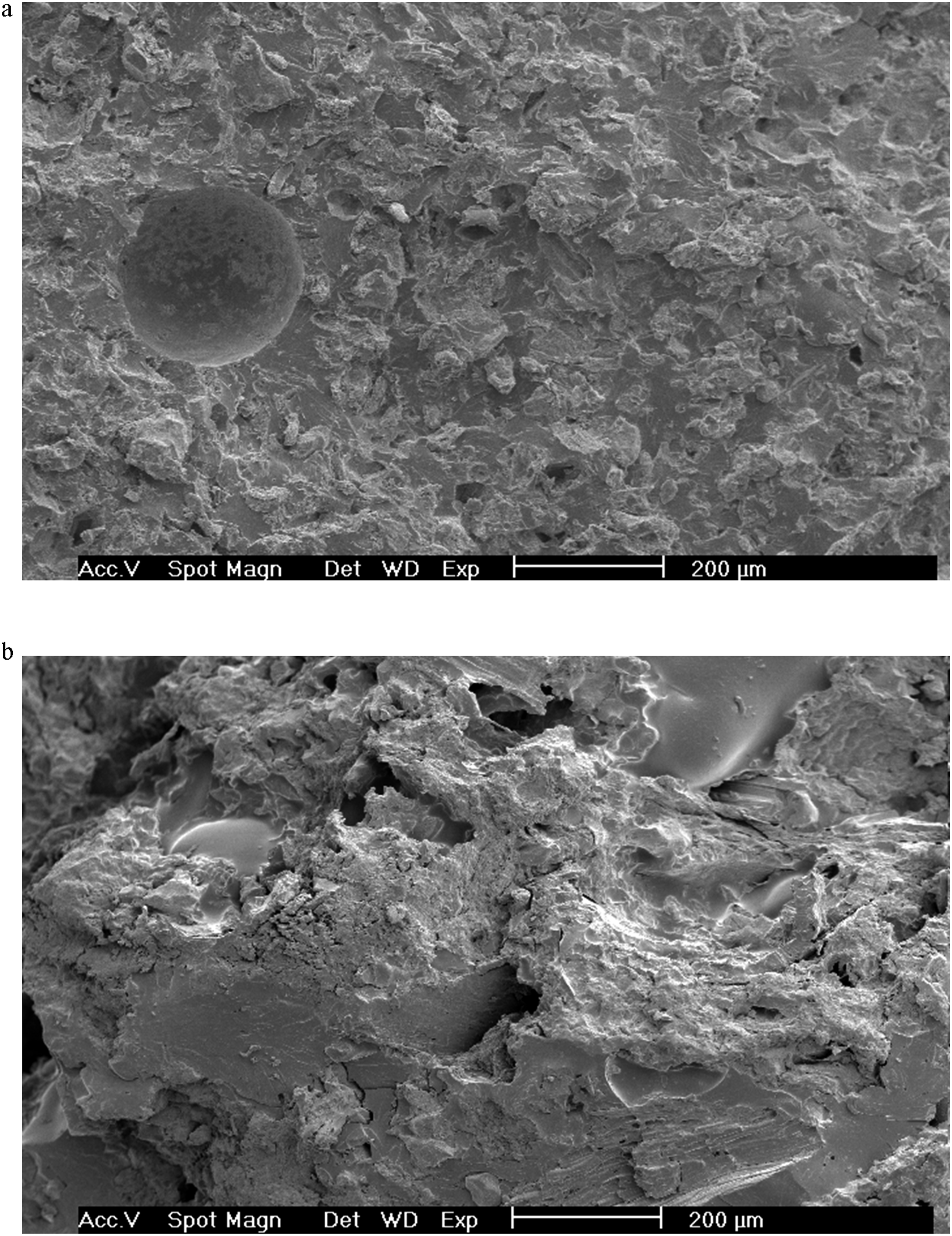
This is evidenced by the SEM image of the fractured sample shown in Figure 7(a). On the other hand, the composites containing 0–50 phr R-OHW were exposed to 60°C in an air-circulating oven for 72 h. The trend recorded here was the same as the trend detected for the untreated samples (i.e., under ambient conditions) with reference to the control. Simultaneously, an increase in flexural strength as compared to the filled untreated samples was observed. It can be seen that the retention% of the 30 phr OHW is ranked the highest for all formulations with the lowest property loss after aging, as shown in Figure 6. The texture topography of the UPE composites has changed to a stiff and rugged one after aging, as shown in Figure 7(b). This suggests that more crosslink formation due to more free radicals of the crosslinking agent formation after heat treatment at 60°C consequently increased the flexural strength of the samples. Note that the 30 phr R-OHW loading maintained the highest flexural strength. This could act as a hint of the fact that 30 phr is the best loading among the whole range of concentrations. Finally, the SEM images in Figure 7(a) and (b) respectively showed that the R-OHW particles are well wetted by the matrix. This highlights the improved degree of adhesion, where the crack width, that is, the distance between the matrix and the R-OHW in the fractured surface, is of small width, as reflected in Figure 7(a) and (b). The effect of OHW loading on the flexural strength of unaged and aged UPE composites. (a) SEM image of the fractured surface of UPE composite with R-OHW under ambient conditions. (b) SEM image of the fractured surface of UPE composite with R-OHW at elevated temperature.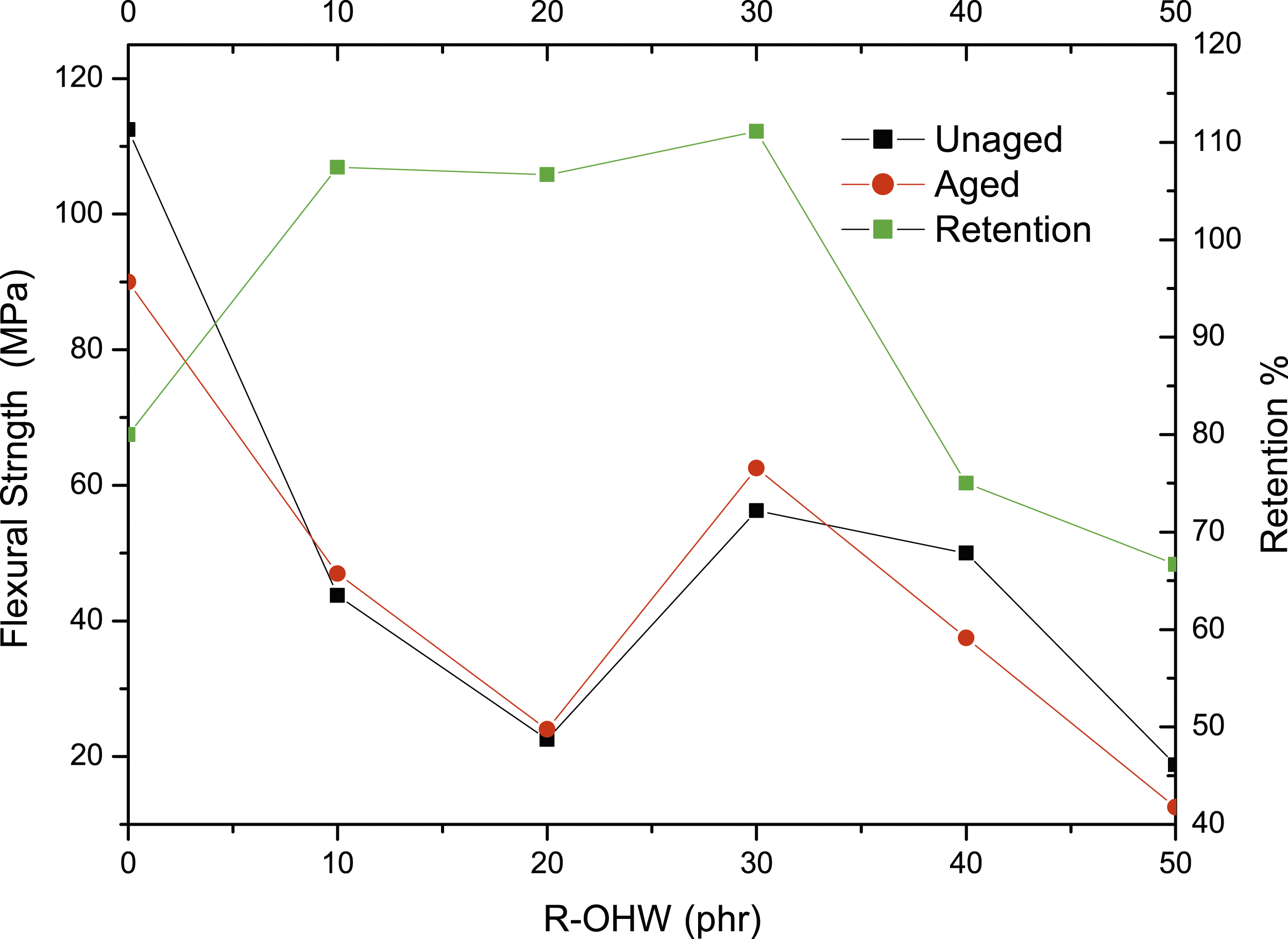
The impact strength of the UPE composites as a function of the R-OHW loading is shown in Figure 8. It can be seen that the incorporation of the R-OHW reduced impact strength, as compared to the control sample. The impact strength reduction was related to the volume fraction reduction of the UPE matrix and the rigidity increment conferred by the rigid filler to the whole sample. The increment in rigidity limits the capability of the composite to absorb impact energy.
16
Furthermore, the sample with 30 phr R-OHW displayed the highest impact strength compared with the filled samples, as shown in Figure 8. This is in harmony with the trend observed in the flexural strength results presented in Figure 6. The same trend was observed after the heat treatment of all the samples. Considering the retention%, it is clear that the sample with 30 phr R-OHW recorded a 92% retention, which is the highest among all the studied samples, as shown in Figure 7. However, this is another hint that 30 phr R-OHW was the best filler loading for achieving the best performance. Impact strength of unaged and aged UPE composites with R-OHW.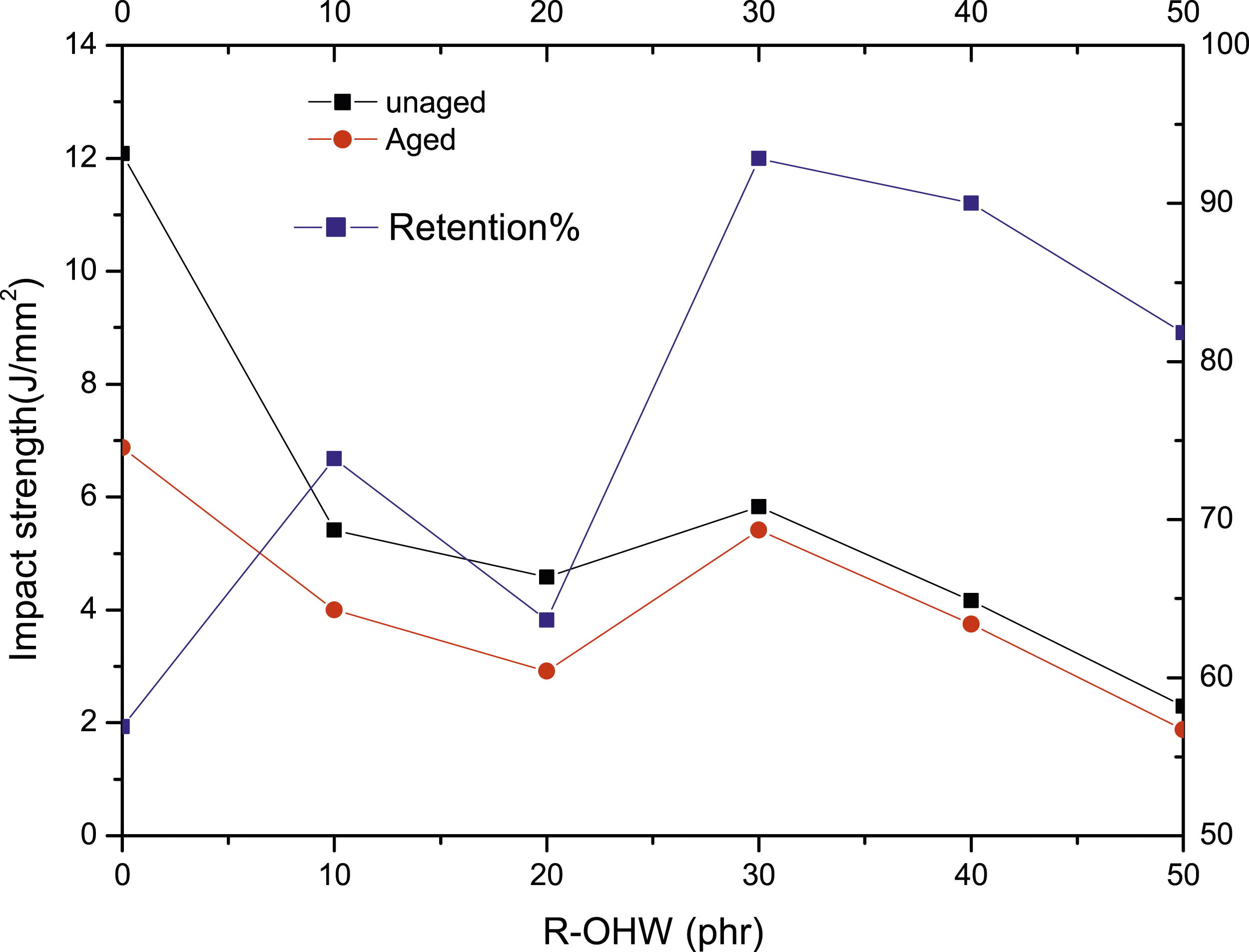
Figure 9 demonstrates the water uptake % of the UPE composites as a function of the R-OHW content. The uptake % increased with increased R-OHP loading. This is due to the presence of hydrophilic R-OHW containing many hydroxyl groups. Such groups act as accessible sites for water; thus, increased water uptake is observed. Water uptake% of UPE composites as R-OHW function.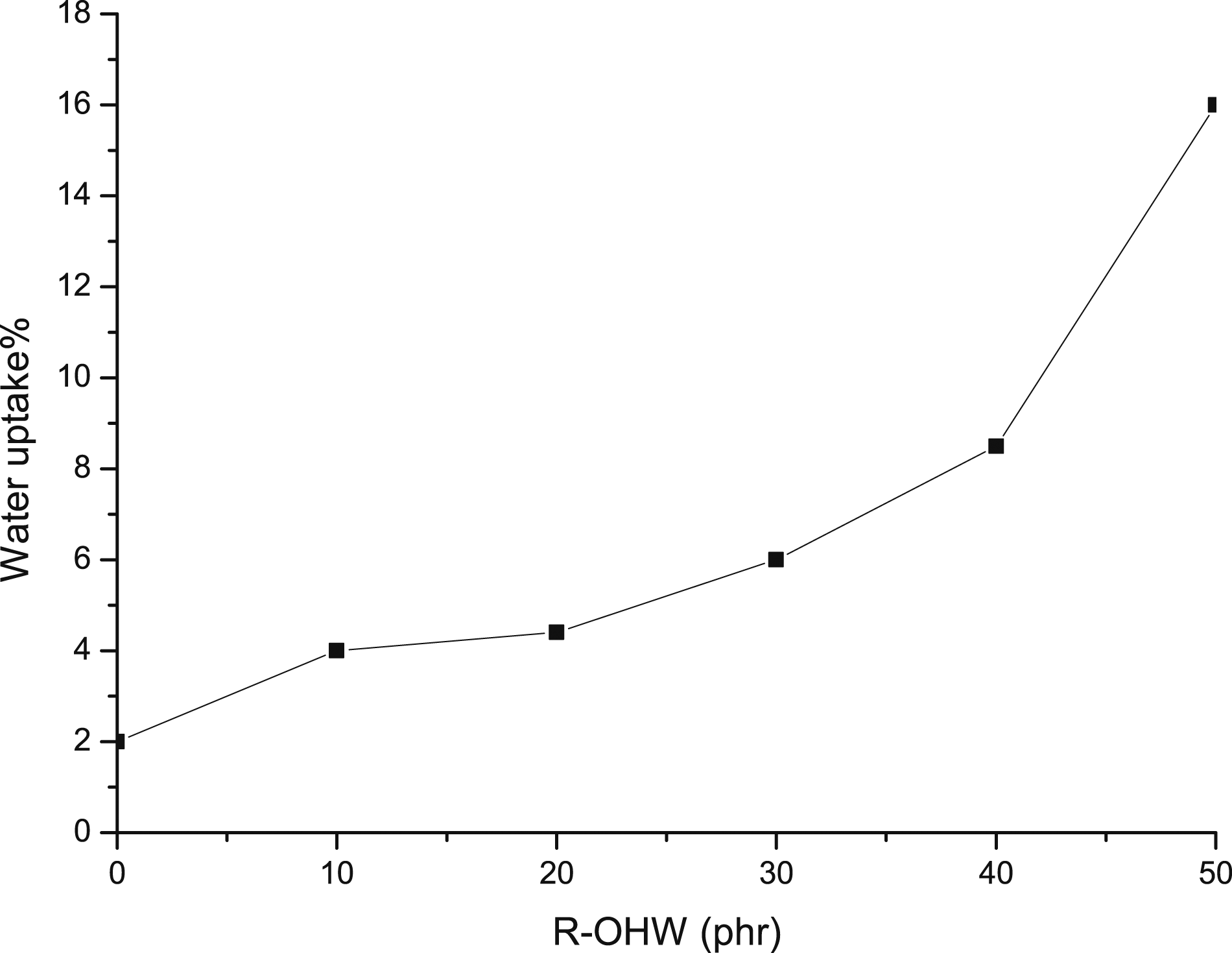
The effect P-OHW on the mechanical performance of the PWC composite
Figure 10 displays the flexural strength of the unaged and aged UPE composites as a function of P-OHW. It can be seen that the flexural strength of all the samples decreased concerning that of the pristine resin. Simultaneously, the strength of the filled composites increased after aging compared to their unaged counterparts. Flexural strength of UPE composites with P-OHW loading.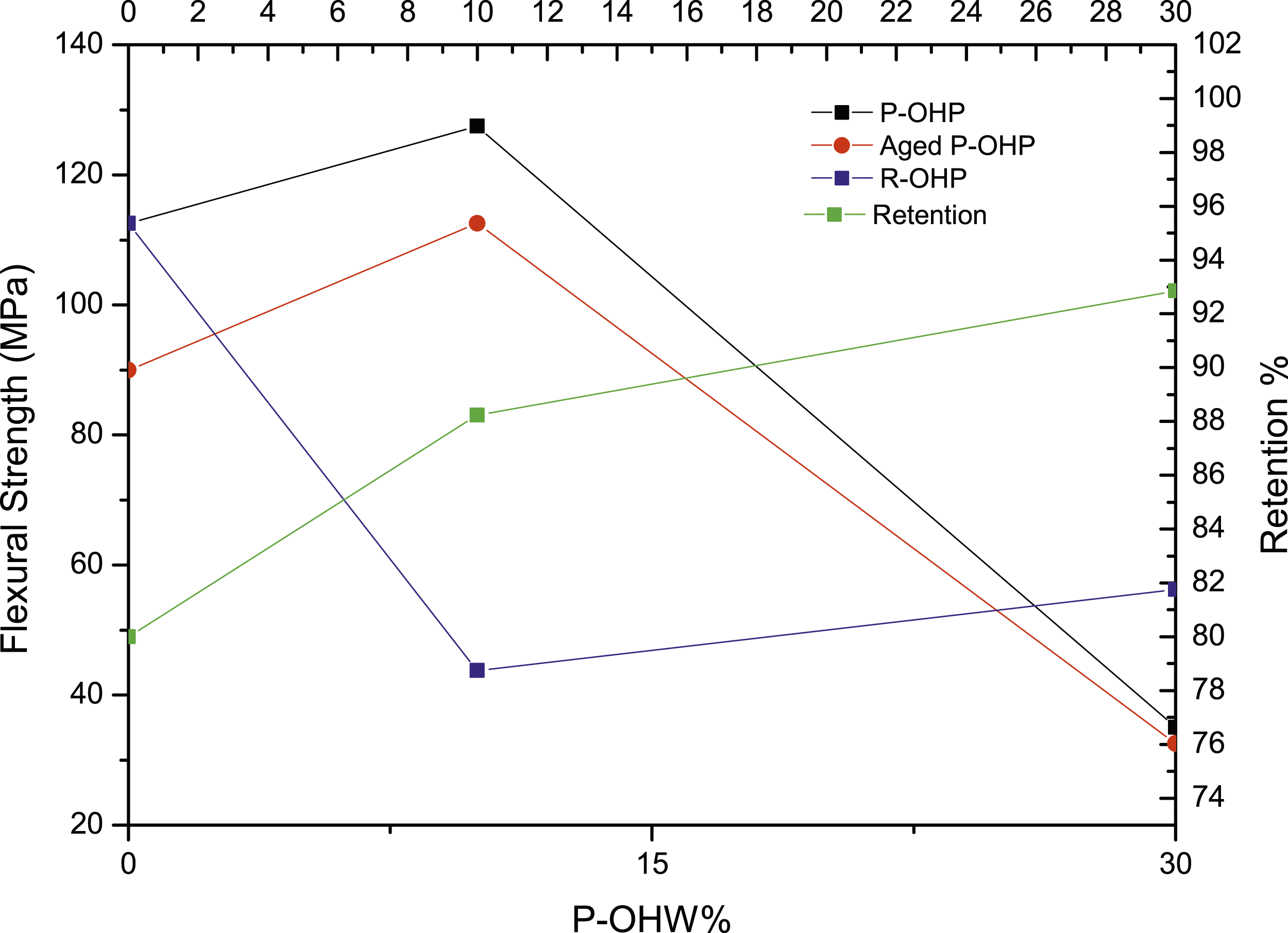
Note that the formula with 10 phr P-OHW content displayed a higher flexural strength with respect to the formula with 30 phr. The trend observed here is opposite to the trend detected for the untreated samples presented in Figure 6. The formula with 30 phr R-OHW showed a higher flexural strength than the sample with 10 phr R-OHW. It is worth mentioning that the composite with P-OHW displayed an improved flexural strength as compared with the composites with R-OHW. This could be due to the enrichment of the cellulose content in OHW after peroxide treatment. Thus, enhanced degree of interaction is observed between the P-OHW and the UPE resin. This suggests better dispersion and wettability of P-OHW within the UPE matrix, as shown in the SEM image of the sample presented in Figure 11(a). (a) SEM image of the impacted UPE composite with P-OHW loading under ambient conditions. (b) SEM image of the impacted UPE composite with 30 phr P-OHW loading under elevated conditions.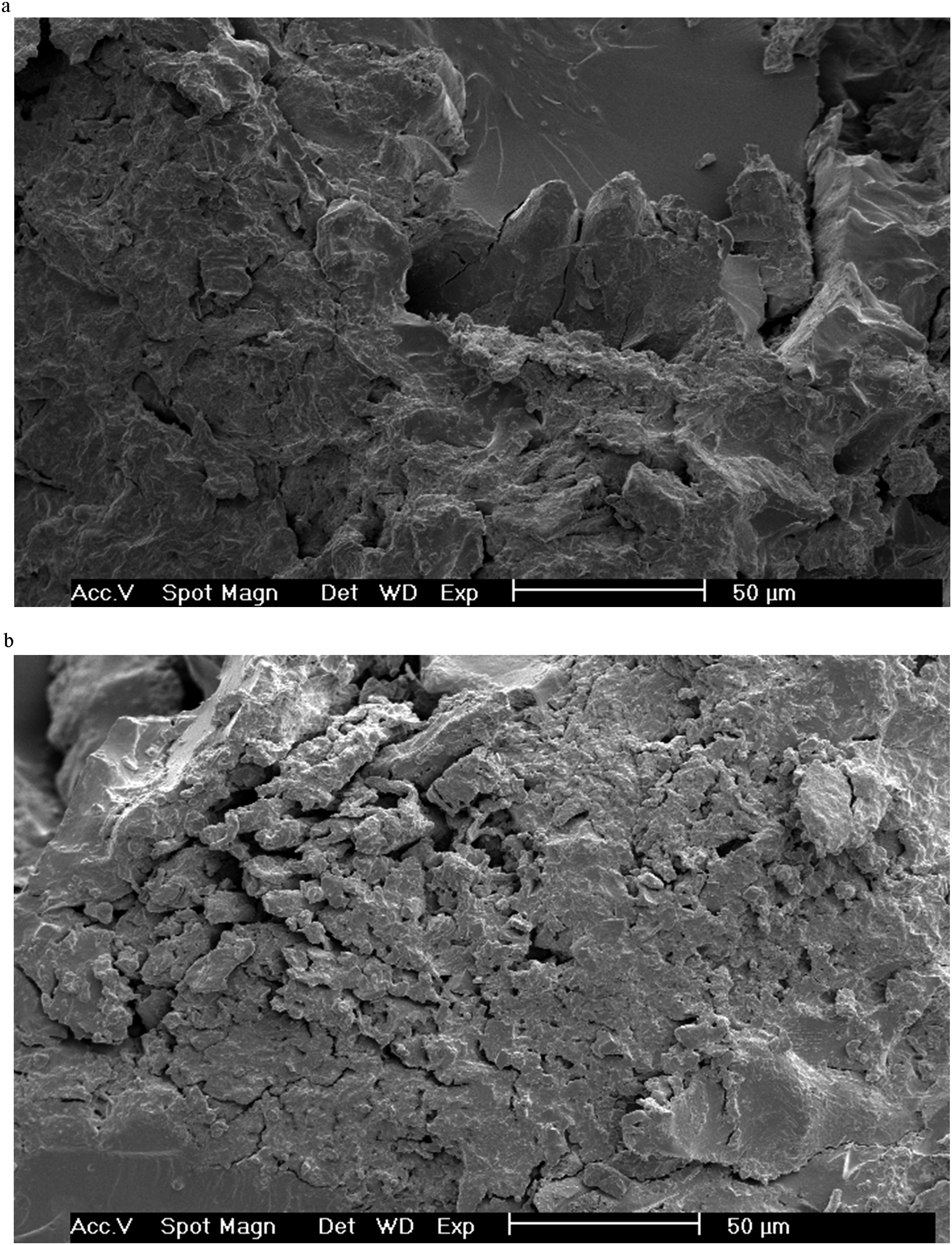
One more point is that the accelerated aging process decreased the flexural strength. The decrement in the property is not significant, as indicated by the high retention% after aging, which highlights the reasonable performance of the samples. The aging process converted the sample surface into rougher and more brittle, as shown in Figure 11(b). The impact strengths of the unaged and aged UPE composites with 10 and 30 phr P-OHW are presented in Figure 12. The incorporation of P-OHW within the UPE resin decreased the impact resistance of the composites with reference to the virgin UPE. Simultaneously, the impact performance of the UPE with P-OHW was superior to that of the samples with R-OHW elaborated earlier as well. Impact strength of unaged and aged UPE composites with P-OHP loading.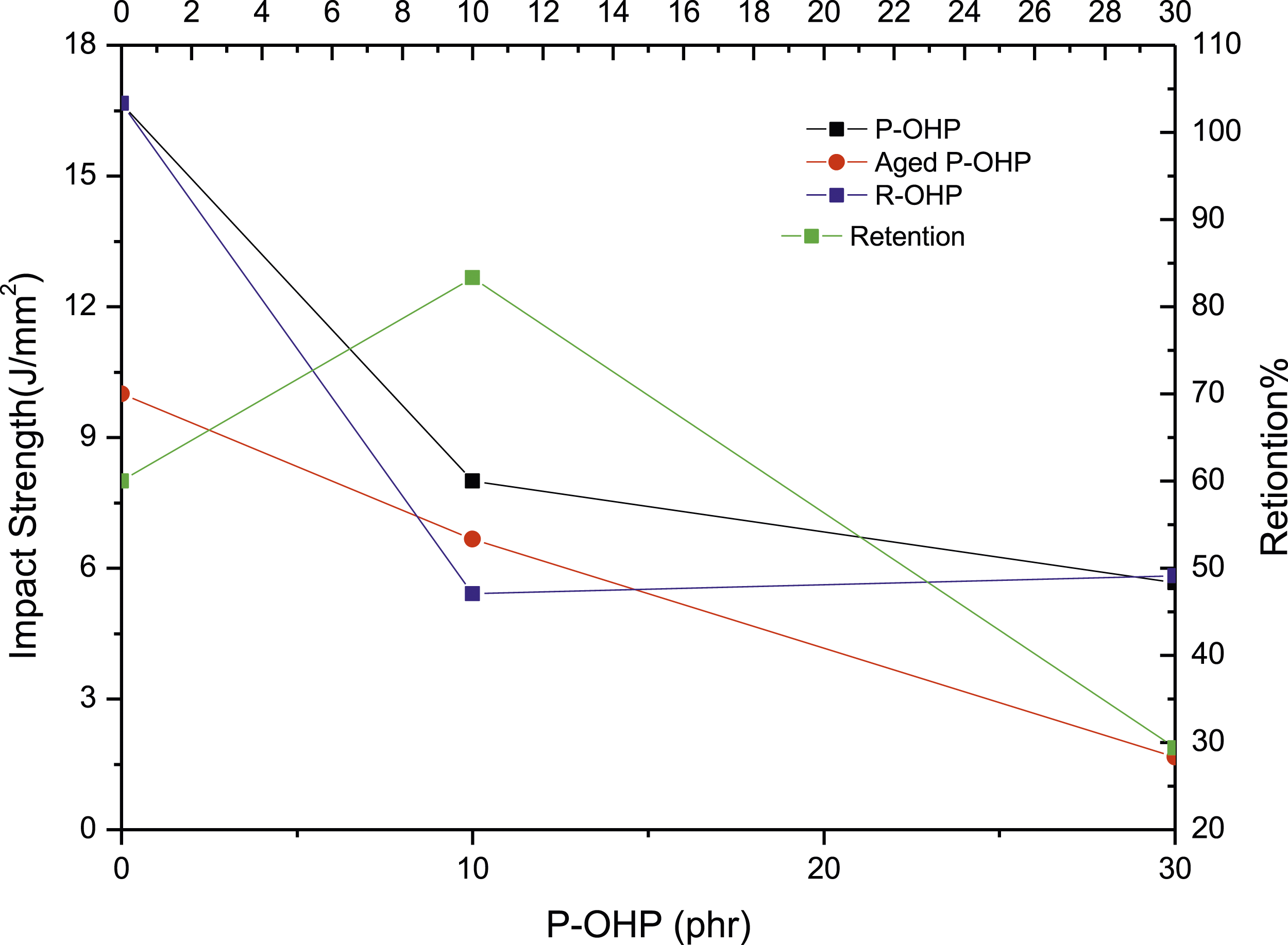
The effect D-OHW on the mechanical performance of the PWC composite
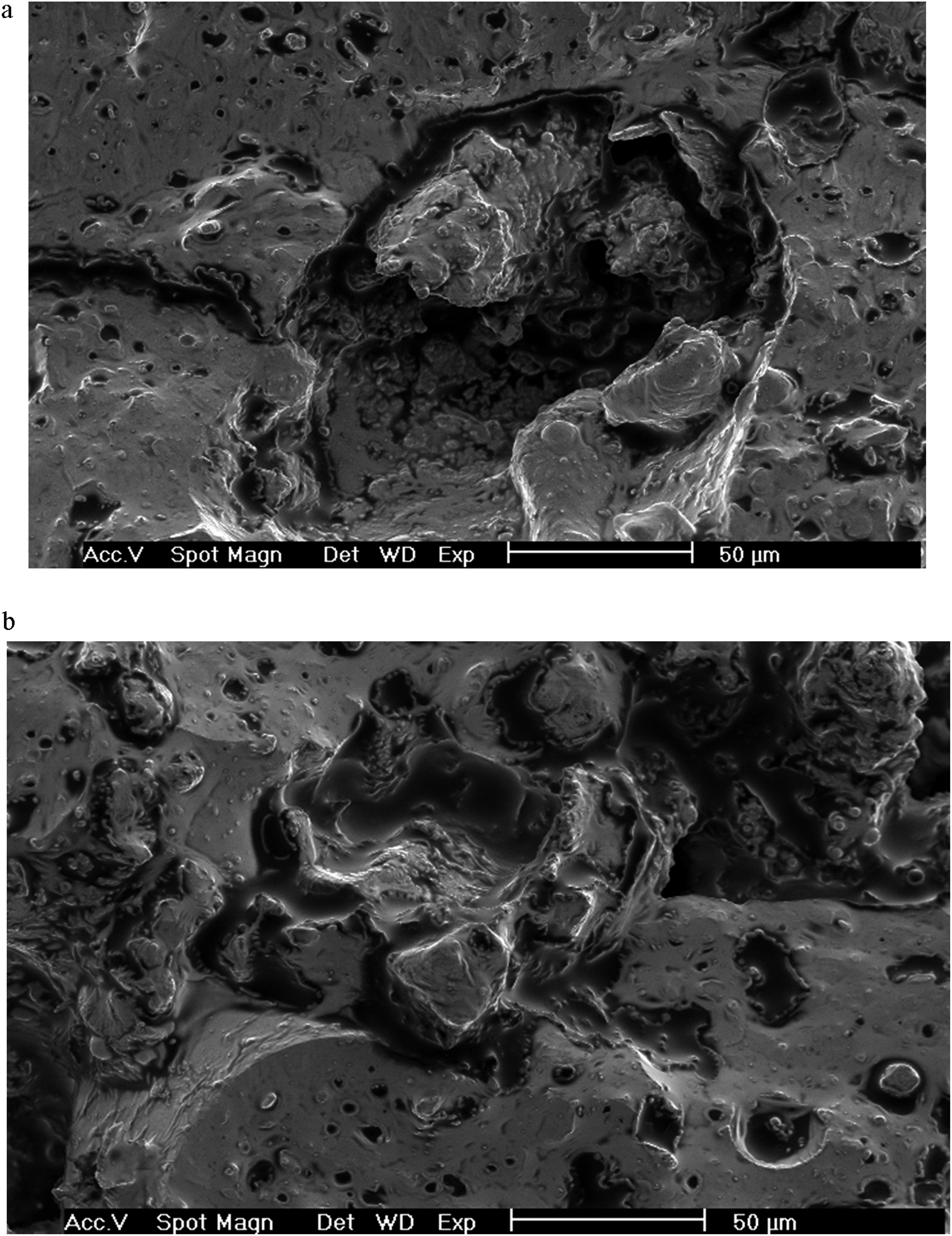
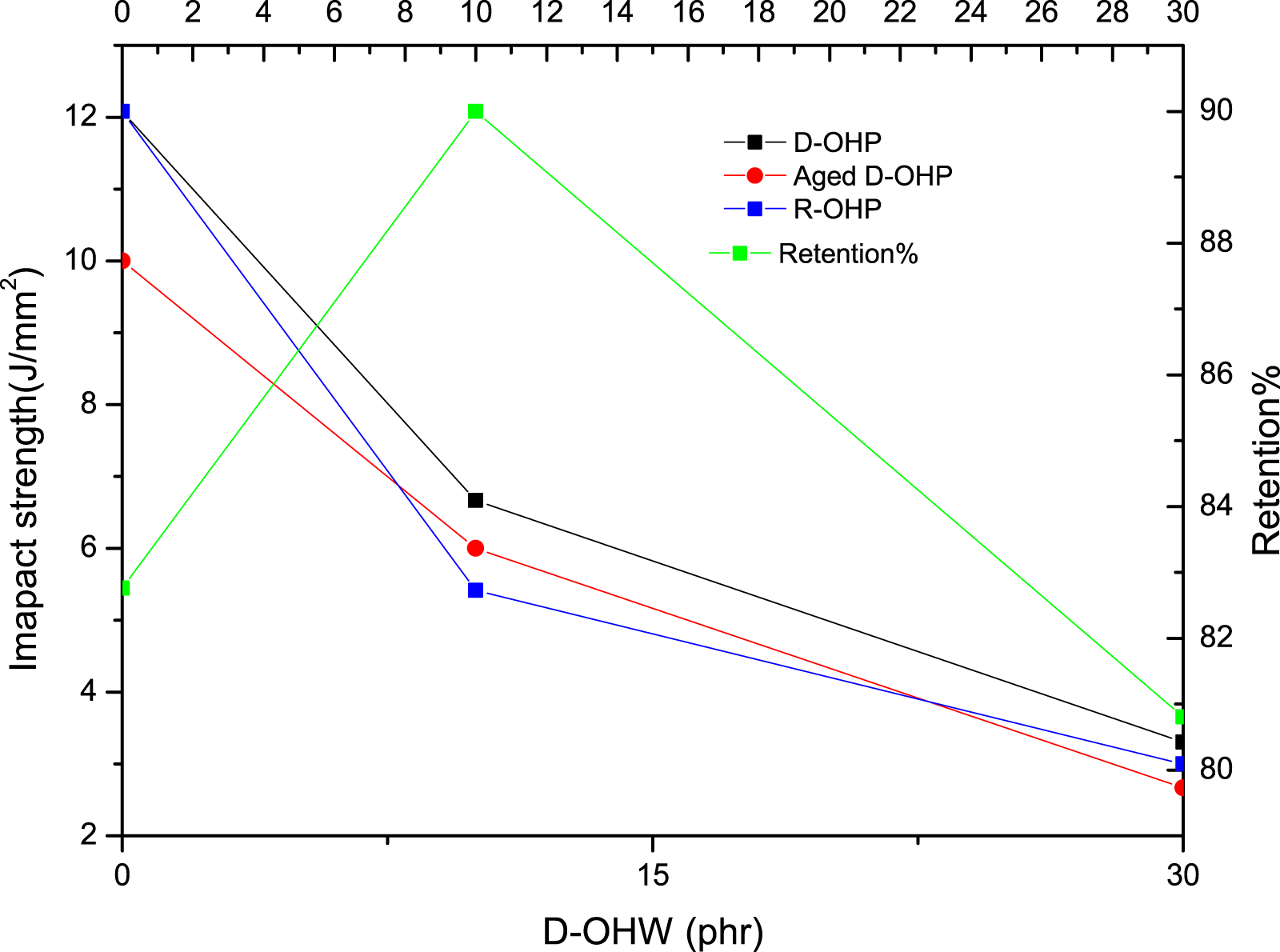
Figure 13 shows the influence of the D-OHW content on the flexural strength of the UPE composites. It can be seen that the flexural strength decreased after the incorporation of D-OHW at 10 and 30 phr loading with respect to the pristine UPE resin. Irrespective of the property loss, the performance of the samples with D-OHW is higher than that of the samples with R-OHW, as shown in Figure 13. This is possibly due to the improved degree of interaction and better dispersion of D-OHW due to the plasticization role of D-OHW. The improved dispersion and degree of interaction are shown in Figure 14(a), which is reflected in a better matrix extensibility before failing, as evidened by the SEM micrographs shown in Figure 14(a). It is obvious that the flexural strength of the aged samples containing D-OHW shown in Figure 13 decreased. Note that the formula with 10 phr maintained a high retention% with a property loss of about 2% compared to the control sample and the sample with 30 phr D-OHW that showed 27% loss. The loss of property next to the aging process is due to the volatilization of the filler due to heat treatment, which turns the sample brittle. The surface transformation after aging is presented in Figure 14(b). Figure 15 shows the influence of D-OHW on the impact strength of the UPE composites. The trend observed here is similar to that of the flexural strength behavior in the sense that the samples with D-OHW displayed higher impact resistance compared to the composites with R-OHW. This is due to the plasticization role of D-OHW, which produces more flexible compositions. The same was true for the aged samples with a higher retention of the formula with 10 phr D-OHW. The property loss was about 8 % whereas it was about 19% for the counterpart with 30 phr D-OHW within the UPE matrix, which can be clearly noted from the SEM pictures shown in Figure 14(a). Flexural strength of UPE composites with D-OHW. (a) SEM image of the impacted UPE composite at DOP-OHW under ambient conditions. (b) SEM image of the impacted UPE composite with DOP-OHW under elevated conditions. Impact strength of UPE composites with D-OHW.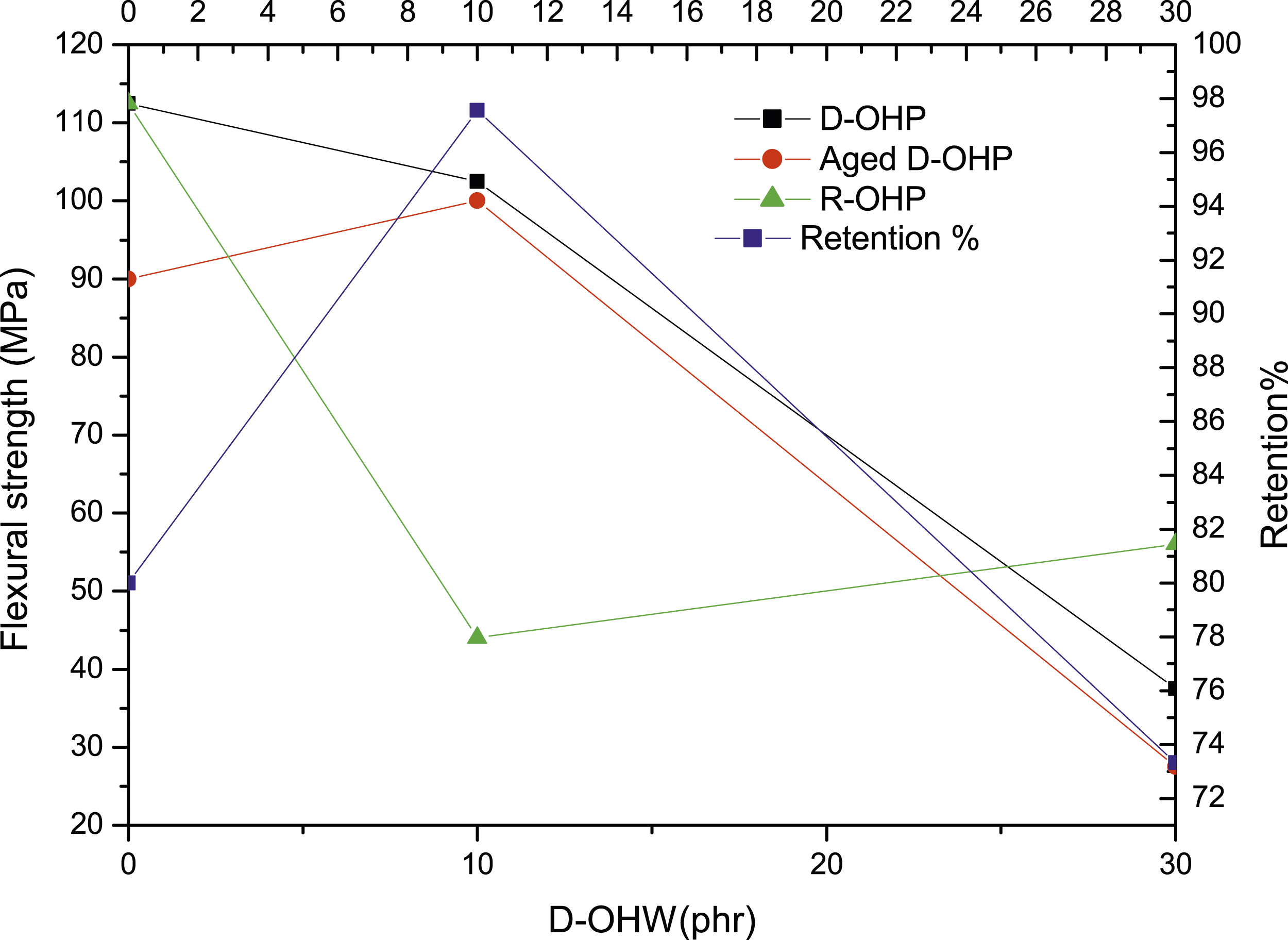
Conclusion
Based on the results, it can be concluded that the impact and flexural strengths of the UPE composites decreased with OHW loading at RT. The composition with 10 and 30 phr OHW displayed the highest mechanical performance, as compared to the rest filled formulas. The TOA led to a reduction in the mechanical properties, and the topography of the fractured surfaces displayed a phase transformation to rugged and rough surfaces. The moisture uptake percentage increased with OHW loading. The PWC composites with either P-OHW or D-OHW showed that the formula with 10 phr filler displayed the highest values, as compared to the samples with R-OHW. The sample with P-OHW resulted in higher flexural strength than its D-OHW counterpart due to the enrichment of the cellulose content. However, the impact strength of the composites with D-OHW displayed better impact strength due to the plasticization role of DOP. The SEM results displayed that the modification of the powder altered the surface, as mentioned earlier. The sample with R-OHW displayed a modest degree of interaction. The sample with P-OHW displayed improved interactions, where OHW was encapsulated with the UPE resin due to the modification process. The D-OHW treatment showed enhanced degree of interaction with UPE matrix with oily texture The TOA process converted the surface to a rugged and rough surfaces. The R-OHW powders were observed as agglomerates; these agglomerates appeared after the peroxide treatment as a platy hollow shapes.
Footnotes
Declaration of conflicting interests
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: I declare that all the information given above is true and correct to the best of my knowledge.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.